Что такое широтно-импульсная модуляция. Как работает ШИМ. Где применяется ШИМ-сигнал. Как рассчитать параметры ШИМ. Преимущества и недостатки широтно-импульсной модуляции.
Что такое широтно-импульсная модуляция (ШИМ)?
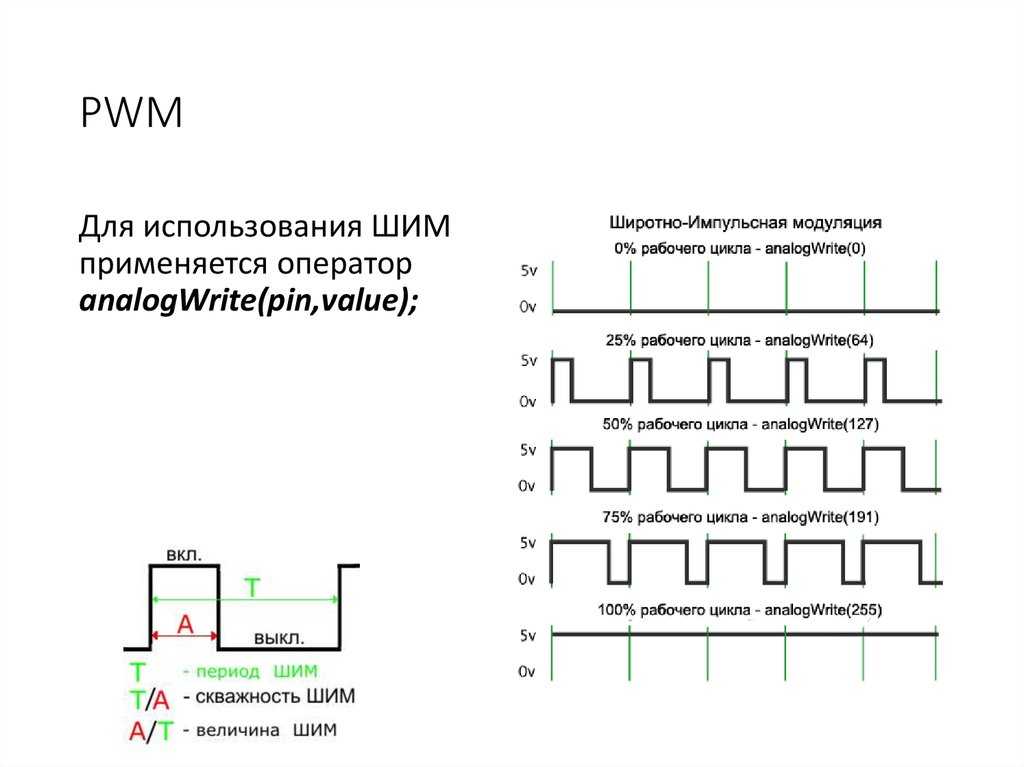
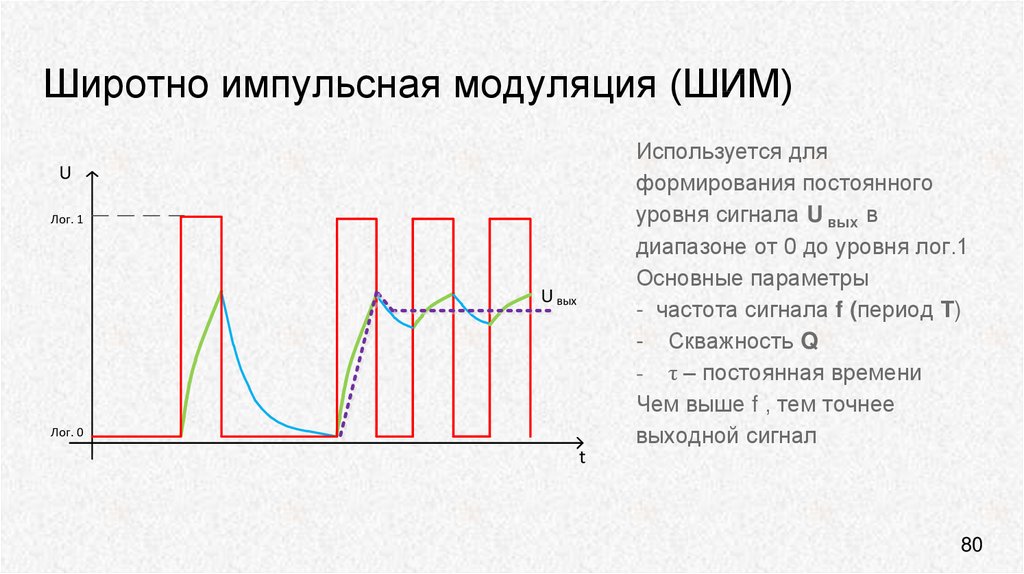
Широтно-импульсная модуляция (ШИМ) — это способ управления подачей мощности путем изменения длительности импульсов при постоянной частоте. При ШИМ выходной сигнал представляет собой последовательность импульсов фиксированной частоты, но переменной длительности.
Основные параметры ШИМ-сигнала:
- Период — время между началом двух последовательных импульсов
- Частота — величина, обратная периоду
- Длительность импульса — время, в течение которого сигнал находится в активном состоянии
- Скважность — отношение длительности импульса к периоду
Изменяя скважность (длительность импульсов), можно управлять средним значением выходного напряжения или тока.
Принцип работы ШИМ
Принцип работы ШИМ заключается в следующем:
- Формируется последовательность прямоугольных импульсов фиксированной частоты
- Длительность импульсов изменяется пропорционально входному сигналу
- Чем больше длительность импульса, тем больше среднее значение выходного сигнала
- При максимальной длительности импульса выходной сигнал равен напряжению питания
- При нулевой длительности импульса выходной сигнал равен нулю
Таким образом, изменяя скважность импульсов, можно плавно регулировать выходное напряжение от нуля до максимума.
Где применяется широтно-импульсная модуляция?
ШИМ широко используется в различных областях техники:
- Управление электродвигателями постоянного тока
- Регулирование яркости светодиодов
- Импульсные источники питания
- Усилители звуковой частоты класса D
- Преобразователи напряжения
- Управление нагревательными элементами
- Системы бесперебойного питания
- Сварочные инверторы
ШИМ позволяет эффективно управлять мощностью нагрузки при минимальных потерях энергии.
Как рассчитать параметры ШИМ-сигнала?
Основные формулы для расчета параметров ШИМ:
- Период T = 1 / f, где f — частота
- Скважность D = t / T, где t — длительность импульса
- Среднее значение Uср = Uмакс * D, где Uмакс — амплитуда
Пример расчета:
Дано: частота f = 1 кГц, скважность D = 40%, амплитуда Uмакс = 12 В
- T = 1 / 1000 = 0.001 с = 1 мс
- t = D * T = 0.4 * 0.001 = 0.0004 с = 400 мкс
- Uср = 12 * 0.4 = 4.8 В
Преимущества широтно-импульсной модуляции
ШИМ имеет ряд важных достоинств:
- Высокий КПД (до 98-99%)
- Плавное регулирование выходных параметров
- Простота реализации на микроконтроллерах
- Низкий уровень помех
- Минимальные потери на силовых элементах
- Возможность передачи информации по одному каналу
Благодаря этим преимуществам ШИМ получила широкое распространение в современной электронике.
Недостатки ШИМ
Основные недостатки широтно-импульсной модуляции:
- Наличие высокочастотных пульсаций в выходном сигнале
- Необходимость фильтрации для получения аналогового сигнала
- Возможность возникновения электромагнитных помех
- Сложность реализации на высоких частотах
Однако в большинстве случаев преимущества ШИМ перевешивают недостатки.
Как генерировать ШИМ-сигнал?
Существует несколько способов формирования ШИМ-сигнала:
- Аппаратная генерация на специализированных микросхемах
- Программная реализация на микроконтроллерах
- Использование встроенных аппаратных таймеров микроконтроллеров
- Цифровые сигнальные процессоры (DSP) со специальными ШИМ-модулями
Выбор метода зависит от требуемой частоты, разрешения и других параметров ШИМ-сигнала.
Применение ШИМ в электроприводе
Широтно-импульсная модуляция активно используется для управления электродвигателями:
- Регулирование скорости вращения двигателей постоянного тока
- Частотное управление асинхронными двигателями
- Управление бесколлекторными двигателями постоянного тока (BLDC)
- Сервоприводы и шаговые двигатели
ШИМ позволяет плавно и экономично регулировать скорость и момент электродвигателей.
Заключение
Широтно-импульсная модуляция — эффективный метод управления мощностью в современной электронике. ШИМ обеспечивает высокий КПД, простоту реализации и широкие возможности регулирования. Несмотря на некоторые недостатки, преимущества ШИМ обуславливают ее повсеместное применение в силовой электронике, электроприводе, светотехнике и других областях.

Что такое ШИМ | Уголок радиолюбителя
в Справочник 0 2,524 Просмотров
Хорошее определение широтно-импульсной модуляции (ШИМ) заключается в самом его названии. Это означает модуляция (изменение) ширины импульса (не частоты). Чтобы лучше понять что такое ШИМ, давайте сначала посмотрим некоторые основные моменты.
Блок питания 0…30 В / 3A
Набор для сборки регулируемого блока питания…
Подробнее
Микроконтроллеры представляют собой интеллектуальные цифровые компоненты которые работают на основе бинарных сигналов. Лучшее представление бинарного сигнала – меандр (сигнал имеющий прямоугольную форму). Следующая схема объясняет основные термины, связанные с прямоугольным сигналом.
В ШИМ-сигнале время (период), и следовательно частота является всегда постоянной величиной. Изменяется только время включения и время выключения импульса (скважность). Используя данный метод модуляции, мы можем получить необходимое нам напряжение.
Единственное различие между меандром и ШИМ-сигналом заключается в том, что у меандра время включения и отключения равны и постоянны (50% скважность), в то время как ШИМ-сигнал имеет переменную скважность.
Меандр может рассматриваться как частный случай ШИМ сигнала, который имеет 50% рабочий цикл (период включения = период отключения).
Портативный паяльник TS80P
TS80P- это обновленная версия паяльника TS80 Smart, работающий от USB…
Подробнее
Рассмотрим на примере использование ШИМ
Допустим, мы имеим напряжение питания 50 вольт и нам необходимо запитать какую-либо нагрузку, работающую от 40 вольт. В этом случае хороший способ получения 40В из 50В — это использовать так называемый понижающий чоппер (прерыватель).
ШИМ сигнал, генерируемый чеппером, поступает на силовой узел схемы (тиристор, полевой транзистор), который в свою очередь управляет нагрузкой. Этот ШИМ-сигнал может легко генерироваться микроконтроллером, имеющим таймер.
Требования к ШИМ-сигналу для получения с помощью тиристора 40В из 50В: подача питания, на время = 400мс и выключение на время = 100мс (с учетом периода ШИМ сигнала равного 500 мс).
В общих словах это можно легко объяснить следующим образом: в основном, тиристор работает как переключатель. Нагрузка получает напряжение питания от источника через тиристор. Когда тиристор находится в выключенном состоянии, нагрузка не подключена к источнику, а когда тиристор находится в открытом состоянии, нагрузка подключается к источнику.
Этот процесс включения и выключения тиристора осуществляется посредством ШИМ сигнала.
Соотношение периода ШИМ-сигнала к его длительности называется скважность сигнала, а обратная к скважности величина именуется коэффициентом заполнения.
Если коэффициент заполнения равен 100, то в этом случае у нас сигнал постоянный.
Таким образом, скважность импульсов (рабочий цикл) может быть вычислен с использованием следующей формулы:
Используя выше приведенные формулы, мы можем рассчитать время включения тиристора для получения необходимого нам напряжения.
Умножая скважность импульсов на 100, мы можем представить это в процентном соотношении. Таким образом, процент скважность импульсов прямо пропорционален величине напряжения от исходного. В приведенном выше примере, если мы хотим получить 40 вольт от 50 вольт источника питания, то это может быть достигнуто путем генерации сигнала со скважность 80%. Поскольку 80% из 50 вместо 40.
Таким образом, процент скважность импульсов прямо пропорционален величине напряжения от исходного. В приведенном выше примере, если мы хотим получить 40 вольт от 50 вольт источника питания, то это может быть достигнуто путем генерации сигнала со скважность 80%. Поскольку 80% из 50 вместо 40.
Для закрепления материала, решим следующую задачу:
- рассчитаем длительность включения и выключения сигнала, имеющего частоту 50 Гц и скважность 60%.
Полученный ШИМ волны будет иметь следующий вид:
Один из лучших примеров применения широтно-импульсной модуляции является использование ШИМ для регулировки скорости двигателя или яркости свечения светодиода.
Этот прием изменения ширины импульса, чтобы получить необходимый рабочий цикл называется “широтно-импульсная модуляция”.
источник: www.circuitstoday.com
Паяльный фен YIHUA 8858
Обновленная версия, мощность: 600 Вт, расход воздуха: 240 л/час…
Подробнее
ШИМ 2015-12-23
С тегами: ШИМ
CANNY | Драйвер ШИМ
CANNY 5 Nano.
 Драйвер широтно-импульсного модулятора (ШИМ)
Драйвер широтно-импульсного модулятора (ШИМ)
- Общее описание
- Регистры драйвера
- Особенности работы
- Примеры
Общее описание
Три из восемнадцати каналов ввода-вывода (Канал №5, Канал №7 и Канал №16) CANNY 5 Nano поддерживают работу в режиме широтно-импульсного модулятора.
Использование драйвера ШИМ позволяет указанным каналам контроллера работать асинхронно функциональной диаграмме, что дает возможность добиться максимальной стабильности временных параметров генерируемого сигнала.
Драйвер ШИМ CANNY 5 Nano имеет два основных режима работы, задаваемых раздельно для каждого из трех каналов: низкочастотный и высокочастотный. Низкочастотный режим, позволяет реализовывать импульсный режим работы соответствующего канала с периодом от 2 до 65536 миллисекунд с шагом 1 миллисекунда, при использовании стандартных настроек системного таймера, и периодом от 200 до 6553600 микросекунд с шагом 100 микросекунд, при использовании увеличенного разрешения системного таймера.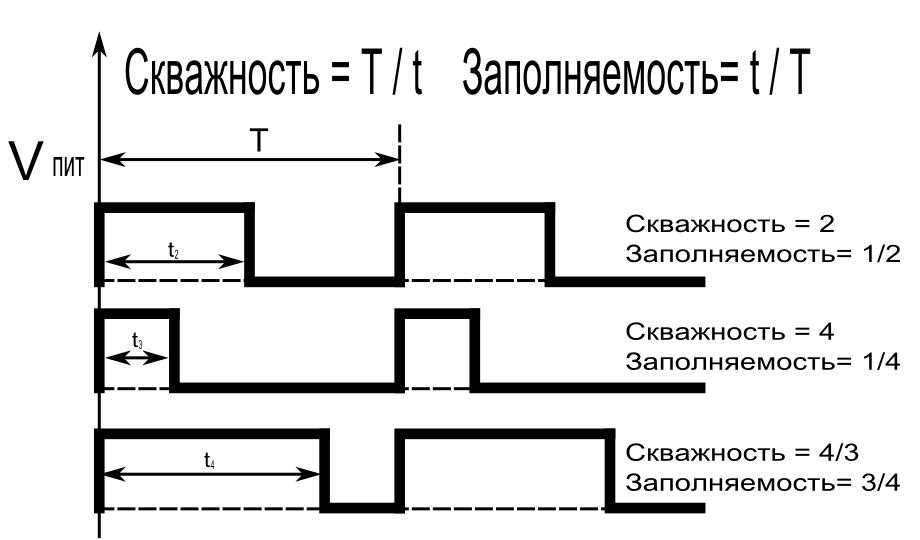
В режиме высокочастотного ШИМ, период задается в диапазоне от 2 до 256 микросекунд, с шагом 1 микросекунда вне зависимости от настроек масштаба времени системного таймера.
Режим ШИМ.Каналы могут быть задействованы независимо друг от друга и иметь индивидуальные настройки заполнения (скважности) ШИМ и подтяжки линии. В режиме низкочастотного ШИМ каналы также могут иметь и индивидуальные настройки значений периода, в то время как в режиме высокочастотного ШИМ, период является параметром, общим для всех использующих данный режим ШИМ каналов.
Каналы ШИМ имеют независимую во всех режимах работы настройку активного потенциала канала: открытый коллектор либо +5В.
Определение параметров работы канала для работы в режиме ШИМ, определяется записью ряда констант, в соответствующие регистры драйвера. Для конфигурации драйвера пользователю доступны несколько именованных констант.
| Конфигурация высокочастотного режима ШИМ | Высокочастотный режим канала ШИМ включен, разрешение, 1мкс; Высокочастотный режим канала ШИМ выключен, разрешение, 1мс / 100мкс. 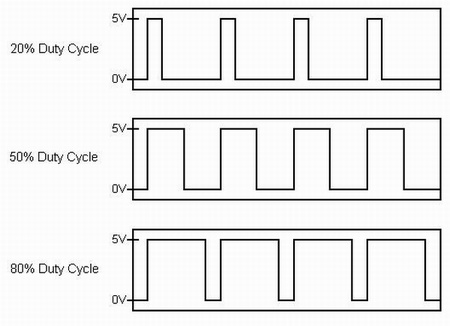 |
| Конфигурация режима открытого коллектора ШИМ |
Режим открытого коллектора канала ШИМ включен; Режим открытого коллектора канала ШИМ выключен. |
Именованные константы, содержатся в разделе «Конфигурация каналов ввода-вывода» справочника констант CannyLab, доступ к которому осуществляется через контекстное меню входа функционального блока, имеющего тип «Константа».
Для перевода канала контроллера в режим широтно-импульсного выхода, необходимо:
- в «Регистр включения драйвера ШИМ канала №ХХ» передать числовое значение, отличное от «0»;
- в «Регистр включения высокочастотного режима ШИМ канала №ХХ» передать значение именованной константы, соответствующей выбранному режиму работы;
- в «Регистр установки режима открытого коллектора ШИМ канала №ХХ» передать значение именованной константы, соответствующей выбранному режиму работы;
- в «Регистр установки периода ШИМ канала №ХХ» передать числовое значение, устанавливающее период генерируемых импульсов: от 0 до 65565 мс — для низкочастотного ШИМ; от 0 до 256 мкс для высокочастотного ШИМ;
- в «Регистр установки скважности ШИМ канала №ХХ» передать числовое, устанавливающее заполнение (скважность) генерируемых импульсов: от 0 до 65565 мс — для низкочастотного ШИМ; от 0 до 256 мкс — для высокочастотного ШИМ.

Регистры драйвера
Ниже приведено описание допустимых значений регистров управления работой драйвера широтно-импульсного модулятора.
Для каждого из каналов, поддерживающих работу в режиме ШИМ, настройки параметров импульсных сигналов доступны с помощью индивидуальных, для каждого из них, регистров драйвера.
| Регистр установки периода ШИМ канала №ХХ | В режиме низкочастотного ШИМ (мс / 0,1мс): 1…65535 = задать период генератора ШИМ указанного канала. В режиме высокочастотного ШИМ (мкс): |
| Регистр установки заполнения (скважности) ШИМ канала №ХХ | В режиме низкочастотного ШИМ (мс / 0,1мс): 1…65535 = задать заполнение (скважность) ШИМ указанного канала. 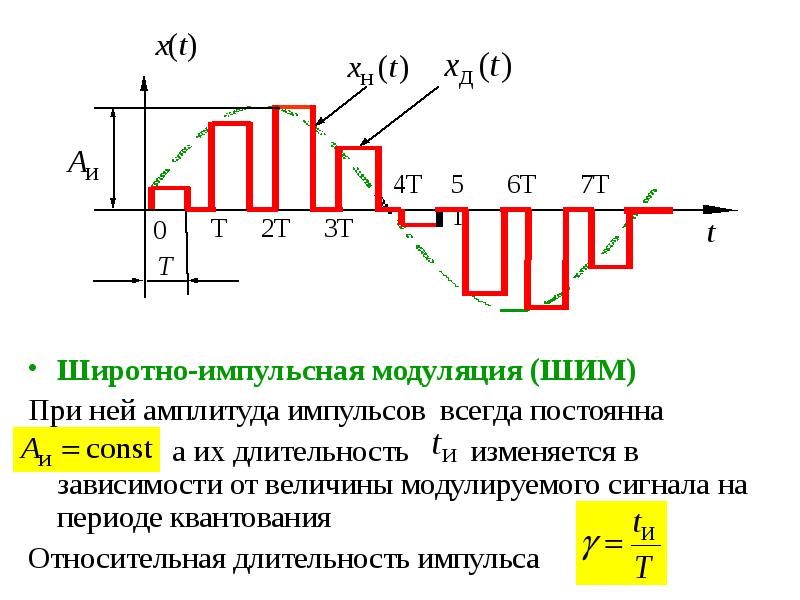 В режиме высокочастотного ШИМ (мкс): |
| Регистр включения драйвера ШИМ канала №ХХ | 1…65535 = перевести канал контроллера в режим широтно-импульсного модулятора; ШИМ указанного канала. 0 = использовать канал контроллера в обычном режиме. |
| Регистр установки режима открытого коллектора ШИМ канала №ХХ | 1…65535 = режим открытого коллектора включен, полярность генерации ШИМ для канала «воздух» / GND; 0 = режим открытого коллектора выключен, полярность генерации ВЧ ШИМ для канала +5В / GND. |
| Регистр включения высокочастотного режима ШИМ канала №ХХ | 1…65535 = перевести канал контроллера в режим высокочастотного широтно-импульсного модулятора; 0 = использовать канал в режиме низкочастотного ШИМ.  |
Особенности работы
Для корректной работы драйвера ШИМ в высокочастотном режиме, в регистрах установки периода ШИМ всех каналов работающих в высокочастотном режиме должны быть установлены одинаковые значения.
При включении драйвера ШИМ канала, в случае если значение его периода указано равным 0, то, вне зависимости от указанного значения заполнения (скважности), канал ШИМ будет всегда находиться в состоянии «GND». В случае если значение заполнения (скважности) указано равным 0, то, вне зависимости от других заданных параметров, канал ШИМ будет всегда находиться в состоянии «GND».
Если значение заполнения (скважности) больше значения периода или равно ему, то канал ШИМ будет всегда находиться в состоянии +5В или «воздух», в зависимости от значения регистра установки режима открытого коллектора ШИМ канала.
При использовании для работы с низкочастотным ШИМ режима увеличения разрешения системного таймера значения периода и заполнения задается в сотнях микросекунд, иначе — в миллисекундах.
При изменении значений периода или заполнения ШИМ во время работы канала в режиме ШИМ новые значения обновленных параметров будут применены драйвером только в начале следующего периода ШИМ. Для ускоренного применения новых параметров ШИМ очень низкой частоты, необходимо выполнять изменение значения через выключение режима ШИМ с последующим его включением.
Если канал включен в режиме ШИМ, т. е. в «Регистр включения драйвера ШИМ канала №ХХ» установлено значение, отличное от 0, то при установке в него значения 0 работа ШИМ канала немедленно прекращается и канал передается под управление драйвера ввода-вывода.
Примеры
Функциональная диаграмма плавного изменения яркости светодиода, подключенного к каналу №16 контроллера.ВНИМАНИЕ! Каналы CANNY 5 Nano не имеют защиты от короткого замыкания или перегрузки. Во избежание выхода каналов из строя, избегайте прямого подключения каналов с включенным выходным потенциалом «GND» к силовым цепям положительной полярности!
СМОТРИ ТАКЖЕ
- CANNY 5 Nano
- CANNY 5 Nano, Драйвер каналов ввода-вывода
- CANNY 7, Драйвер каналов ввода-вывода
- CANNY 7, Драйвер высокочастотного широтно-импульсного модулятора (ВЧ ШИМ)
— что такое рабочий цикл и как он рассчитывается?
Дата: 29-12-2018
Академия Weldclass
Что такое рабочий цикл?
Рабочий цикл — это процент времени, в течение которого машина будет безопасно работать (или выполнять сварку) в течение определенного периода времени при заданной силе тока. Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени. В течение оставшихся 7 минут машина переключится в режим тепловой перегрузки для охлаждения.
Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10-минутного периода времени. В течение оставшихся 7 минут машина переключится в режим тепловой перегрузки для охлаждения.
Все сварочные аппараты оснащены (или должны быть) защитой от тепловой перегрузки, что означает, что аппарат отключится, когда внутренние важные компоненты достигнут определенной температуры, чтобы предотвратить повреждение. Затем машина снова запустится, когда она вернется к безопасной температуре.
Рабочий цикл будет меняться при разной силе тока. При более высокой выходной силе машина будет нагреваться быстрее, а рабочий цикл уменьшится. При более низких токах рабочий цикл будет увеличиваться.
Например — если еще раз посмотреть на станок WF-205MST;
Рабочий цикл при 200 А = 30%
Рабочий цикл при 145 А = 60%
Рабочий цикл при 110 А = 100%
Как рассчитывается и проверяется рабочий цикл?
Хотя основная формула всегда одна и та же (% времени «включения» в течение периода тестирования), существует несколько переменных, которые могут повлиять на результат теста рабочего цикла, в том числе:
- Период времени, в течение которого он измеряется (обычно 5 или 10 минут — 10-минутный период более требователен).

- Температура окружающей среды, при которой проводилось испытание (чем выше температура окружающей среды, тем сложнее).
- Независимо от того, проводилось ли испытание на «свежей» холодной машине или на машине, которая уже прогрелась после длительного использования. (Тестирование уже разогретой машины, очевидно, гораздо более требовательно к ее системе охлаждения.)
Наиболее широко принятым стандартом для тестирования и определения номинальных значений рабочего цикла является европейский стандарт EN60974-1, на основе которого действует австралийский стандарт AS609.74-1. Этот стандарт очень требователен и поэтому считается лучшим показателем того, как машина будет работать в реальных условиях. Все машины Weldforce от Weldclass проходят испытания в соответствии с этим стандартом.
Опять же, возьмем в качестве примера Weldforce WF-205MST с номинальным рабочим циклом 200 А при 30%. Чтобы достичь этого рейтинга в соответствии со стандартом EN60974-1, сначала машина была «прогрета» перед испытанием непрерывной сваркой, чтобы вызвать ее отключение при тепловой перегрузке не менее двух раз. Затем его испытывали в контролируемой камере, нагретой до 40 ◦ C. В течение 10 минут он смог сварить при 200 А (что является максимальной мощностью для этой машины) в общей сложности 3 минуты… отсюда номинальный рабочий цикл 200 А при 30%.
Затем его испытывали в контролируемой камере, нагретой до 40 ◦ C. В течение 10 минут он смог сварить при 200 А (что является максимальной мощностью для этой машины) в общей сложности 3 минуты… отсюда номинальный рабочий цикл 200 А при 30%.
Все ли сварочные аппараты испытываются одинаковым образом?
К сожалению, не все машины проходят испытания в соответствии со стандартом EN/AS60974-1, и поэтому может быть сложно сравнить рейтинг рабочего цикла одних машин с другими. Например, , если испытание Weldforce WF-200MST проводилось всего за 5 минут и/или на холодном аппарате и/или при более низкой температуре окружающей среды, номинал вполне мог быть 200 А при 50-60%, что было бы быть нереалистичным и вводящим в заблуждение.
Все машины Weldforce от Weldclass проходят испытания на рабочий цикл в соответствии со стандартом EN/AS60974-1, что означает, что указанные значения рабочего цикла точно отражают то, как каждая машина будет работать в реальных условиях.
Является ли рабочий цикл лучшим способом оценки производительности сварочного аппарата?
Да и нет!
Рейтинг рабочего цикла — при условии, что он точен и не завышен (как это иногда бывает) — является полезным показателем того, как сварочный аппарат будет работать с точки зрения производительности и производительности (или производительности).
Однако рабочий цикл не следует рассматривать изолированно.
Точно так же, как вы (обычно) не принимаете решение о покупке автомобиля, основываясь только на его максимальной скорости (скажем, без учета таких аспектов, как управляемость, ускорение, безопасность и т. д.)… точно так же существуют и другие факторы. следует учитывать, когда речь идет о сварочных аппаратах.
Во-первых, сам процесс сварки может изменить важность рабочего цикла. Более высокий рабочий цикл может быть важен для сварщиков MIG, но может быть менее важен для сварки Stick/MMA и TIG. Дополнительную информацию об этом смотрите ниже.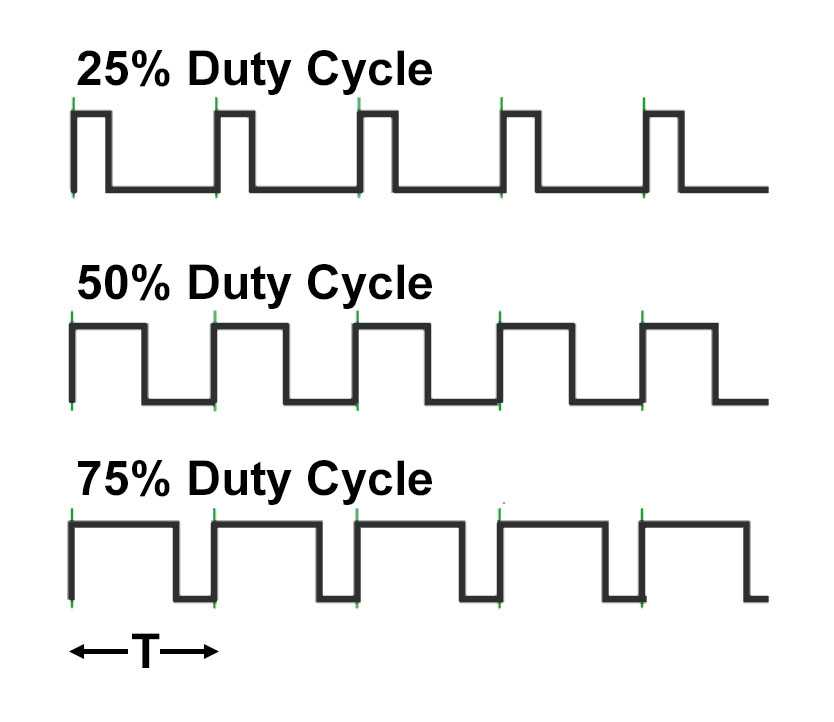
Потребляемая мощность, источник питания и эффективность сварщика также добавляют еще одно измерение к теме рабочего цикла.
Это особенно касается однофазных (240 В) сварочных аппаратов, где аппарат (в соответствии со стандартом AS60974-1) должен иметь эффективное потребление входного тока (I 1eff ), равное или меньше номинальной мощности. питание, на которое рассчитана машина, обычно 10А или 15А.
Часто это требование является ограничением (или «потолком») рабочего цикла, превышающим фактические возможности машины. Например, сварочный аппарат Weldforce WF-180MST MIG имеет рабочий цикл 10% при максимальной мощности 180А. Эта машина на самом деле способна на значительно более высокий рабочий цикл, но для того, чтобы быть подходящей для источника питания 10 А, выходная мощность и рабочий цикл были ограничены или ограничены.
Вот почему машины с более высоким КПД имеют преимущество (особенно однофазные машины 240 В 10/15 А). Благодаря большей эффективности они могут обеспечить более высокую производительность и рабочий цикл при том же уровне потребляемой мощности.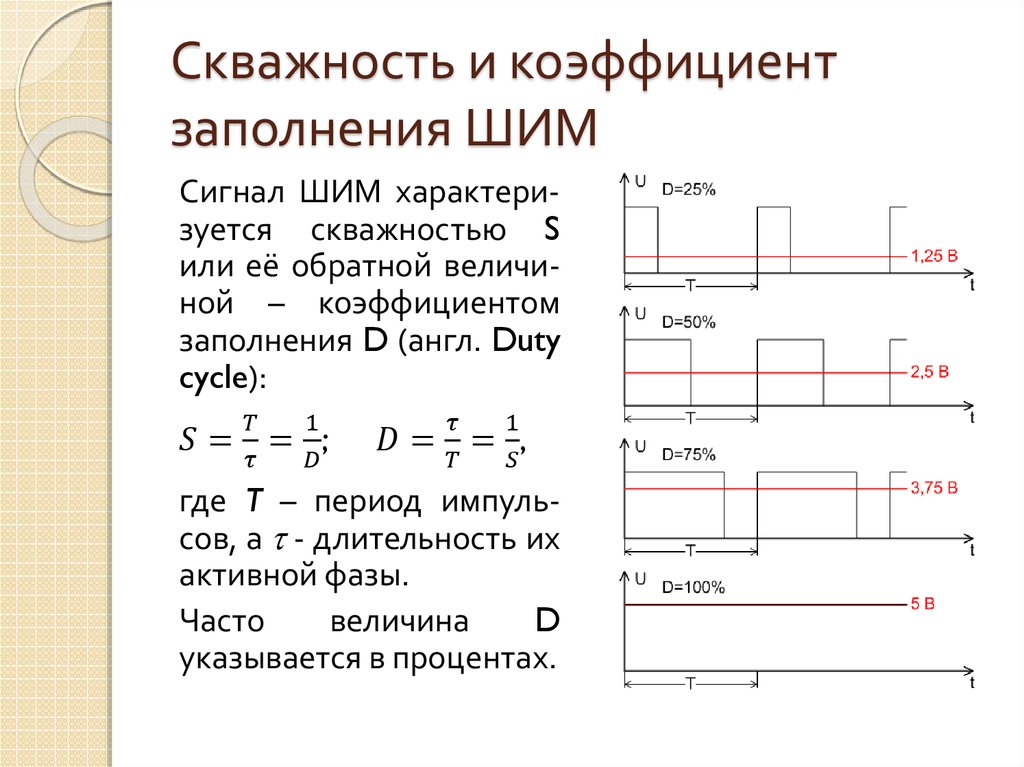
Следующие машины Weldclass используют технологию «PFC», которая значительно повышает эффективность и увеличивает рабочий цикл; Сварочные аппараты Weldforce WF-205MST и WF-255MST для сварки MIG/Stick/TIG и плазменный резак Cutforce CF-45P.
Значение рабочего цикла в различных процессах сварки
Хотя рабочий цикл никогда не бывает «неважным», различные сварочные процессы предъявляют к сварочному аппарату более высокие или более низкие требования с точки зрения производительности или рабочего цикла.
Следующие комментарии основаны на «эмпирическом правиле» и могут служить руководством к тому, какое внимание следует уделять номинальным значениям рабочего цикла — по сравнению с другими факторами и функциями — при выборе подходящего сварочного аппарата.
Обратите внимание, что каждое приложение отличается от других, и приведенные здесь общие комментарии могут не всегда относиться к вашей ситуации.
Рабочий цикл и сварка MIG
Будучи автоматическим процессом (например, присадочный металл подается автоматически), оператор MIG может выполнять сварку в течение длительных периодов времени с минимальным временем «выключения» или «простоя» между сварками. .
.
Конечно, это зависит от приложения.
В производственных ситуациях, например, когда приспособления могут использоваться для минимизации настройки и максимального «времени сварки», рабочий цикл может быть очень важным. Когда дело доходит до выбора подходящего сварочного аппарата, мудрым решением будет выбор сварочного аппарата, который имеет «слишком большую» мощность, а не «достаточную». Например, ваше приложение может включать производственную сварку стали толщиной до 8 мм. Теоретически на это способен сварочный аппарат на 200 ампер, такой как Weldforce WF-205MST, однако в производственных условиях аппарат на 250 ампер (например, WF-255MST) обеспечивает более продолжительный рабочий цикл. (При 200 А рабочий цикл WF-255MST почти в два раза больше, чем у WF-205MST).
При техническом обслуживании рабочий цикл может быть не таким критичным, поскольку % «Время сварки» обычно меньше. Часто оператор может выполнить только 1 или несколько сварных швов, прежде чем ему придется выполнять другие действия, прежде чем возобновить следующий сварной шов.
Рабочий цикл и сварка ММА (стержнем)
Поскольку сварка ММА/стержневым электродом является очень ручным процессом, включая смену электродов, удаление шлака и т. д., процент времени, который оператор тратит на сварку, обычно велик. ниже, чем МИГ. Это означает, что рабочий цикл обычно не так критичен, как это может быть для MIG.
С этой точки зрения рабочий цикл 30% (в случае MMA) можно считать «высоким». Например, Weldforce WF-135S — это самая маленькая машина для сварки MMA/стержневых электродов в линейке Weldclass (максимальная выходная мощность 140 А), но с рабочим циклом 100 А при 60 % она имеет достаточную мощность для почти непрерывной работы обычных электродов диаметром 2,6 мм. также легко работает электрод 3,2 мм.
Исключения из этого правила — палочки/ММА, требующие очень высокой продолжительности рабочего цикла — могут включать в себя наплавку твердого сплава, когда каждый электрод работает в быстрой последовательности с очень небольшим «тайм-аутом».
Рабочий цикл и сварка ВИГ
Когда речь идет о ВИГ, значение рабочего цикла может значительно различаться.
TIG обычно используется для детальной обработки тонких материалов и/или мелких деталей. В этом случае машина часто даже не приблизится к пределу своего рабочего цикла… и действительно, много сварки выполняется при низкой силе тока, когда машина может иметь рабочий цикл 100%. Кроме того, поскольку TIG — это ручной процесс (при котором присадочный металл подается вручную), соотношение «время сварки/включения» и «время простоя» ниже (по сравнению с MIG).
Однако в некоторых случаях сварки TIG очень важен высокий рабочий цикл. Одним из примеров этого является сварка TIG соединений труб, где требуется длинный непрерывный шов.
Комментарии и вопросы?
У вас есть мысли или вопросы по рабочему циклу? Не стесняйтесь оставлять комментарии ниже ↓ или нажмите здесь, чтобы отправить нам запрос.
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое инверторный сварочный аппарат и как он работает?
Использование генераторов для питания инверторных сварочных аппаратов
Что такое горячий старт, форсирование дуги и защита от прилипания?
Все изделия для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации и вложениях.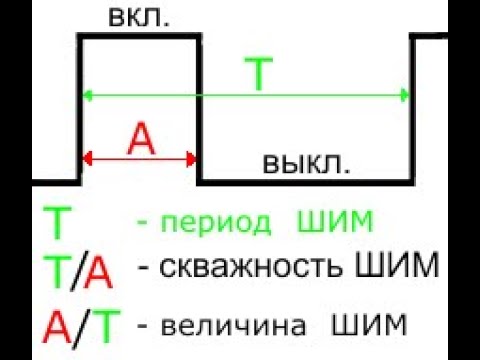 Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Комментарии
-
Дата: 19-02-2021
Issifu Yeboah Охлаждение первого классаСпасибо за образование. Вы действительно сделали это просто и понятно.
-
Дата: 17-12-2020
Металлообработка ОклендЭй, спасибо, что разместили здесь эти полезные советы 43 сварочных аппарата, что такое рабочий цикл, как он рассчитывается, я очень надеюсь, что это будет полезно для многих .
 .. Благодарный контент!
.. Благодарный контент! -
Дата: 30-10-2020
Анита WelderReview.comСпасибо за упрощение рабочего цикла, это меня немного сбивало с толку, но я научился здесь. Уверен, что такие посты принесут пользу начинающему сварщику!
-
Дата: 29-10-2020
Анита WelderReview.comСпасибо, что сообщили мне расчет силы тока, я действительно не знал об этом. Поскольку я изучаю материалы, связанные со сваркой, эти тесты будут очень полезны для меня.
-
Дата: 08.
Фрэнк https://weldingicon.com 12.2020
12.2020 Большое спасибо. Я многому научился. Я иногда занимаюсь сваркой, но я, честно говоря, не знал столько о проводах.
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
что это такое и почему это так важно?
Меня часто просят объяснить, что означает термин «рабочий цикл принтера» и почему это важная характеристика, которую следует учитывать при выборе и покупке нового принтера. Тем не менее, прежде чем вы слишком забеспокоитесь о «рабочем цикле», полезно дать некоторый контекст этой терминологии.
Возможно, вы удивитесь, узнав, что не существует промышленного стандарта для расчета рабочего цикла принтера.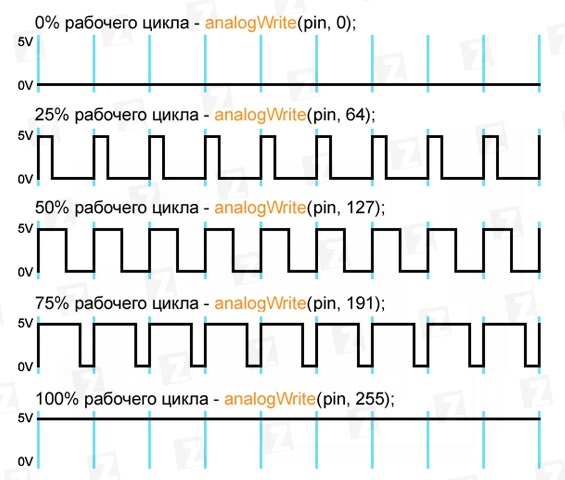 Итак, в процессе закупок правильно ли сравнивать устройства разных производителей на основе этой цифры при совершении важной покупки в офис? И действительно ли это точное представление того, что ваше устройство может выводить изо дня в день, в течение длительных периодов времени, или действительно его срок службы?
Итак, в процессе закупок правильно ли сравнивать устройства разных производителей на основе этой цифры при совершении важной покупки в офис? И действительно ли это точное представление того, что ваше устройство может выводить изо дня в день, в течение длительных периодов времени, или действительно его срок службы?
В следующей статье я дам ответы на эти и другие вопросы. Но если вам нужны немедленные советы и рекомендации о том, как купить принтер, прочитайте наше бесплатное руководство «Как найти идеальное решение для печати».
Почему производитель указывает показатель рабочего цикла принтера?
Как и в случае с любым новым оборудованием, вы хотите знать, подходит ли оно для той работы, которую вам нужно выполнить, перед покупкой. Частью производственного процесса является стресс-тестирование. Здесь предмет преднамеренно доводят до предела — часто до предела. Чтобы определить его максимальную способность выполнять любую задачу, для которой он предназначен.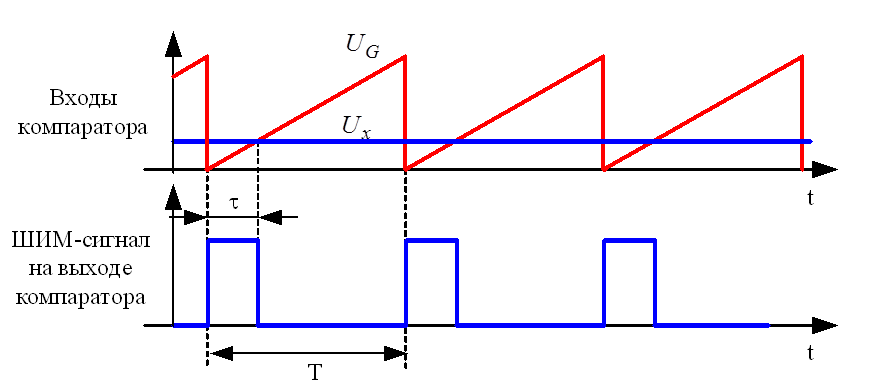
Это тестирование обычно исключает незаменяемые элементы и не принимает во внимание такие элементы, как, например, различные типы бумаги или условия окружающей среды, в которых находится принтер.
Хотя максимальное значение рабочего цикла может оказаться полезным для определения надежности различных устройств только одного производителя. В критериях тестирования слишком много переменных, чтобы сделать этот метод точным сравнением при покупке офисной печати.
Как рассчитывается рабочий цикл принтера?
Если принтер указывает, что рабочий цикл составляет 100 000 страниц в месяц. Производитель по сути говорит, что это тот самый максимальный объем, на который способен принтер в месяц. Это не означает, что вы можете производить этот объем из месяца в месяц в течение всего срока его службы. Если, конечно, вы не будете рады видеть своего инженера на очень регулярной основе.
Функция. Является ли ваш существующий принтер лучшим решением для вашей организации?
Нажмите, чтобы прочитать наши последние советы и получить дополнительную информацию и рекомендации.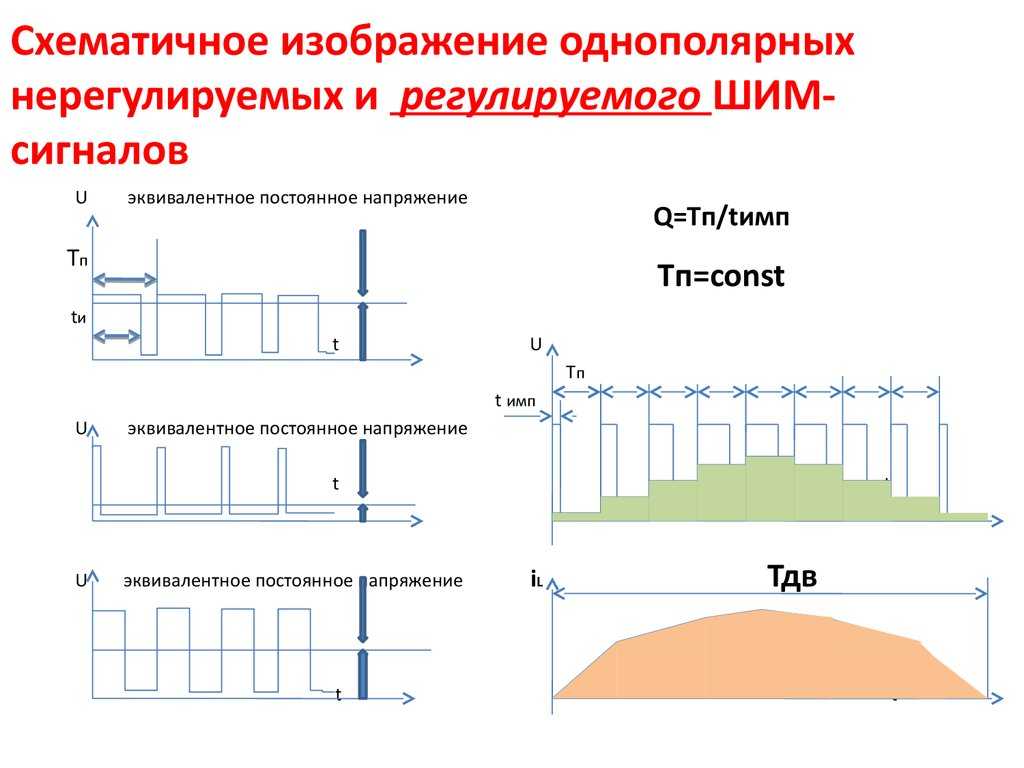
Итак, как определить, подходит ли вам принтер, соответствующий вашим потребностям?
Вместо рабочего цикла существует более реалистичное число, которое может помочь вам определить, подходит ли конкретный принтер для вас и для объема печати в вашем офисе. При разговоре с поставщиками я определенно предлагаю вам попросить их предоставить максимальный рекомендуемый ежемесячный объем печати для каждой машины, которую вы рассматриваете.
Рекомендуемый месячный объем печати — это количество напечатанных страниц в месяц в пределах указанного диапазона для обеспечения оптимальной производительности устройства с учетом следующих факторов:
- Используемые расходные материалы для бумаги и тонера
- Интервалы технического обслуживания
- Ресурс двигателя устройства
Это реальная месячная стоимость использования, которая гарантирует плавную и бесперебойную работу вашего устройства.
Как рассчитать необходимый ежемесячный объем печати
Посмотрите на ежемесячное использование бумаги за фиксированный период времени или регулярно снимайте показания счетчиков с существующих устройств, чтобы оценить среднее ежемесячное использование устройством. Работая таким образом, вы получите хорошую отправную точку. Вы можете установить, каковы ваши реальные требования к объему, а не полагаться на рабочий цикл. Эта информация также поможет вам и поставщику определить ваши общие потребности в печати. Учитывается обеспечение правильного сочетания устройств.
Я бы также посоветовал поговорить со специалистом по цифровым услугам и поставщиком услуг печати, таким как Ricoh, чтобы понять требования вашей организации к печати и оценить, как они могут измениться в ближайшие месяцы и годы.
Как обеспечить будущие потребности в печати?
С переходом на более цифровые рабочие процессы и переходом на удаленную работу ваше существующее использование печати может начать снижаться.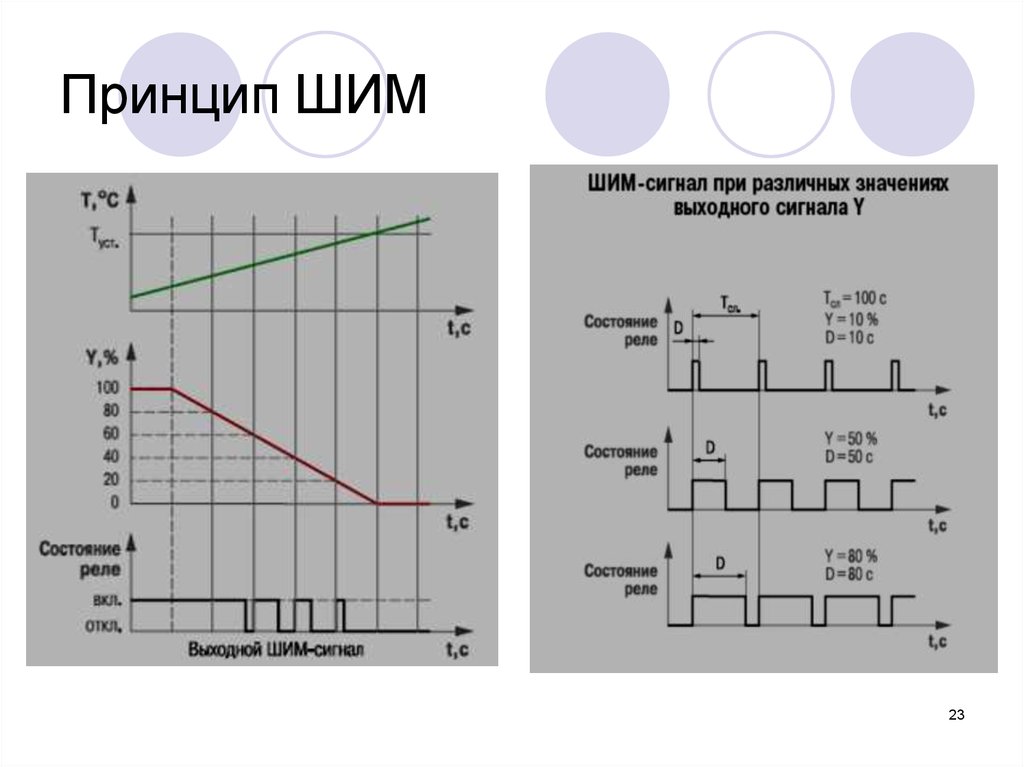 В таких ситуациях вам все еще нужны устройства, но, возможно, их меньше. А также внедрение сопутствующих цифровых технологий и технологического программного обеспечения. Современное облачное программное обеспечение для управления цифровыми документами можно интегрировать с вашими печатающими устройствами. Поддержка включения физических документов в автоматизированные рабочие процессы, что ускоряет способность организации быть более гибкой и гибкой.
В таких ситуациях вам все еще нужны устройства, но, возможно, их меньше. А также внедрение сопутствующих цифровых технологий и технологического программного обеспечения. Современное облачное программное обеспечение для управления цифровыми документами можно интегрировать с вашими печатающими устройствами. Поддержка включения физических документов в автоматизированные рабочие процессы, что ускоряет способность организации быть более гибкой и гибкой.
Аналогично, возможность удаленной печати на центральное устройство для предоставления гибридного почтового решения. Предоставление сотрудникам возможности печатать и отправлять документы клиентам или поставщикам становится обычным явлением. Простое сосредоточение внимания на рабочем цикле принтера не решит эти проблемы.
Обратитесь за консультацией к специалисту по принтерам у знающего партнера
Если вы анализируете свои потребности в печати и хотите получить полезный совет о том, как действовать, прочитайте наше руководство «Как найти идеальное решение для печати».
