Как правильно выполнить опрессовку проводов. Какие инструменты и материалы нужны для опрессовки. Каковы преимущества и недостатки метода опрессовки проводов. Как выбрать подходящие наконечники для опрессовки. В каких случаях лучше использовать опрессовку, а не другие методы соединения.
Что такое опрессовка проводов и для чего она нужна
Опрессовка проводов — это метод соединения или оконцевания электрических проводов путем механического обжатия специальных наконечников или гильз. Данный способ обеспечивает надежный электрический контакт и механическую прочность соединения.
Основные цели опрессовки проводов:
- Создание прочного неразъемного соединения нескольких проводов
- Оконцевание многожильных проводов для подключения к клеммам
- Соединение проводов из разных материалов (например, меди и алюминия)
- Защита места соединения от окисления
- Уменьшение переходного сопротивления в месте контакта
Опрессовка широко применяется при монтаже силовых и слаботочных электрических цепей как в бытовой, так и в промышленной электрике. Этот метод позволяет получить надежное соединение, не уступающее по прочности цельному проводу.

Необходимые инструменты и материалы для опрессовки
Для качественного выполнения опрессовки проводов потребуются следующие инструменты и материалы:
Инструменты:
- Пресс-клещи (кримпер) — основной инструмент для обжима
- Стриппер для снятия изоляции с проводов
- Кусачки для обрезки проводов
- Мультиметр для проверки качества соединения
Материалы:
- Наконечники или гильзы для опрессовки нужного типа и размера
- Термоусадочные трубки для изоляции соединения
- Изоляционная лента
Выбор конкретных инструментов и материалов зависит от типа и сечения соединяемых проводов. Для работы с силовыми кабелями большого сечения могут потребоваться гидравлические пресс-клещи.
Пошаговая инструкция по выполнению опрессовки проводов
Процесс опрессовки проводов включает следующие основные этапы:
- Подготовка проводов:
- Снять изоляцию на необходимую длину
- Зачистить оголенные участки от окислов
- При необходимости скрутить многожильные провода
- Выбор и подготовка наконечника:
- Подобрать наконечник по типу и сечению провода
- Проверить отсутствие повреждений наконечника
- Установка наконечника:
- Вставить зачищенный конец провода в наконечник до упора
- Убедиться, что изоляция не попала в обжимную часть
- Обжим наконечника:
- Поместить наконечник с проводом в пресс-клещи
- Расположить в правильном положении относительно матрицы
- Сжать рукоятки до полного смыкания губок
- Проверка качества опрессовки:
- Осмотреть место обжима на отсутствие трещин и деформаций
- Проверить прочность соединения, потянув за провод и наконечник
- Измерить сопротивление контакта мультиметром
- Изоляция соединения:
- Надеть термоусадочную трубку на место опрессовки
- Усадить трубку с помощью технического фена
- При необходимости дополнительно обмотать изолентой
Соблюдение этой последовательности действий позволит получить качественное и надежное соединение методом опрессовки.

Преимущества метода опрессовки перед другими способами соединения проводов
Опрессовка имеет ряд существенных преимуществ по сравнению с другими методами соединения проводов:
- Высокая механическая прочность соединения
- Низкое переходное сопротивление контакта
- Герметичность и защита от коррозии
- Возможность соединения проводов из разных материалов
- Простота и скорость выполнения
- Отсутствие нагрева проводов в процессе соединения
- Долговечность соединения
- Возможность выполнения работ в стесненных условиях
Благодаря этим преимуществам опрессовка часто является оптимальным выбором для создания надежных электрических соединений.
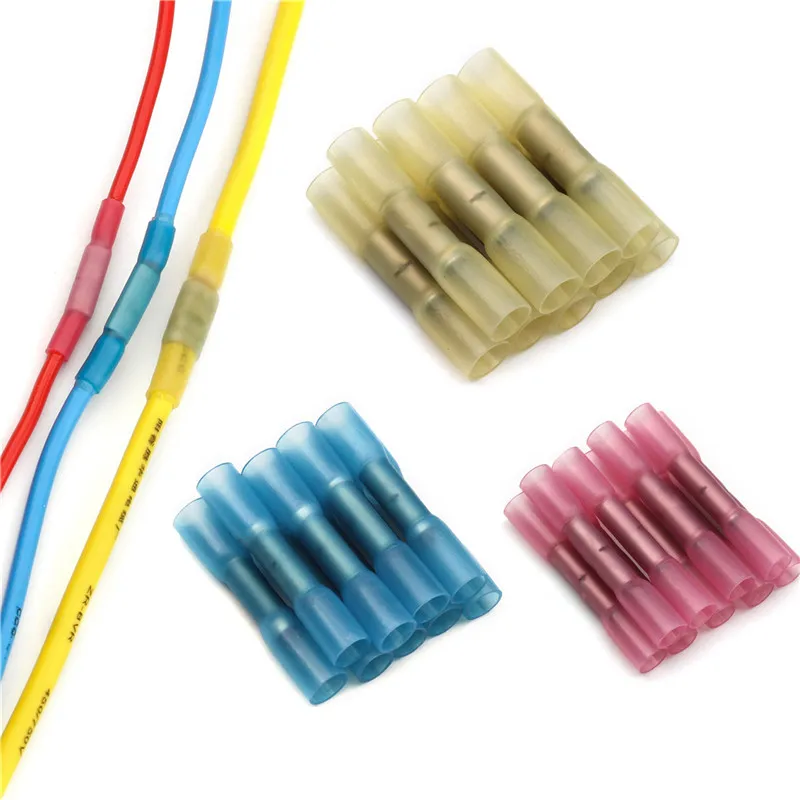
Типы наконечников и гильз для опрессовки проводов
Для опрессовки проводов используются различные типы наконечников и гильз:
По форме:
- Кольцевые (для подключения под винт)
- Вилочные (для быстрого подключения/отключения)
- Штыревые (для вставки в гнездовые разъемы)
- Гильзовые (для соединения проводов встык)
По материалу:
- Медные
- Алюминиевые
- Медно-алюминиевые (биметаллические)
- Луженые
По типу изоляции:
- Неизолированные
- С ПВХ-изоляцией
- С нейлоновой изоляцией
Выбор конкретного типа наконечника зависит от материала и сечения провода, способа подключения и условий эксплуатации.
Возможные ошибки при опрессовке и как их избежать
При выполнении опрессовки проводов могут возникать следующие ошибки:
- Неправильный выбор размера наконечника
- Недостаточная зачистка провода от изоляции
- Попадание изоляции в зону обжима
- Неправильное расположение наконечника в матрице пресс-клещей
- Недостаточное или чрезмерное усилие обжима
- Использование некачественных наконечников
- Несоблюдение технологии опрессовки многожильных проводов
Чтобы избежать этих ошибок, необходимо:
- Тщательно подбирать наконечники по сечению провода
- Использовать качественный инструмент для зачистки
- Контролировать длину зачистки и глубину захода провода в наконечник
- Соблюдать правильное положение наконечника при обжиме
- Использовать пресс-клещи с храповым механизмом
- Приобретать наконечники у проверенных производителей
- Следовать рекомендациям по работе с многожильными проводами
Соблюдение этих правил поможет избежать некачественных соединений и обеспечить надежность электромонтажа.
Сравнение опрессовки с другими методами соединения проводов
Рассмотрим, как опрессовка соотносится с другими популярными методами соединения проводов:
Опрессовка vs Пайка:
- Опрессовка не требует нагрева, что снижает риск повреждения изоляции
- Пайка обеспечивает лучшую электропроводность, но более трудоемка
- Опрессовка более устойчива к вибрациям и механическим нагрузкам
Опрессовка vs Винтовые соединения:
- Опрессовка создает неразъемное соединение, что повышает надежность
- Винтовые соединения позволяют легко разобрать и собрать цепь
- Опрессовка менее подвержена ослаблению контакта со временем
Опрессовка vs Сварка:
- Опрессовка проще в исполнении и не требует специального оборудования
- Сварка обеспечивает монолитное соединение с минимальным сопротивлением
- Опрессовка позволяет соединять разнородные металлы
Выбор метода соединения зависит от конкретной задачи, типа проводов и условий эксплуатации. Опрессовка часто является оптимальным компромиссом между простотой выполнения и надежностью соединения.
Как правильно соединить провода: методы, достоинства и недостатки
Пример HTML-страницыНи одна электропроводка не обходится без соединений. Если к розеткам, выключателям, автоматам и шинкам провода и кабели присоединяются с помощью имеющихся в их составе зажимов, то коммутацию жил между собой в соединительной коробке можно выполнить разными способами.
Рассмотрим наиболее распространенные из них, выявив их недостатки и достоинства.
Содержание
- Соединение проводов скруткой
- Соединение проводов опрессовкой
- Соединение проводов сваркой
- Соединение проводов пайкой
- Винтовые и WAGO соединители
Соединение проводов скруткой
Наверное, этому методу столько же лет, сколько и самой электротехнике. Реализуется он несложно, не требует применения специального инструмента: понадобятся только пассатижи. Для большего удобства можно взять еще и утконосы (круглогубцы) или еще одни пассатижи.
Провода разделываются примерно на одинаковую длину, не менее 2 – 3 см. Затем они укладываются плотно друг к другу так, чтобы граница разделки изоляции у всех их совпадала. В этом месте они удерживаются от проворачивания пальцами или пассатижами. Круглогубцами удобнее, но главный критерий при их применении – не повредить изоляцию.
Затем они укладываются плотно друг к другу так, чтобы граница разделки изоляции у всех их совпадала. В этом месте они удерживаются от проворачивания пальцами или пассатижами. Круглогубцами удобнее, но главный критерий при их применении – не повредить изоляцию.
Затем концы проводов равномерно скручиваются «от руки». Довершается процесс пассатижами, при этом нужно добиться максимально возможного закручивания жил.
Способ простой, но крайне ненадежный.
Скрутка имеет свойство со временем ослабеть, контакт ухудшится со всеми вытекающими последствиями. Ослабление может произойти еще в ходе укладки проводов в соединительную коробку, пока их сгибают из стороны в сторону.
Интересное видео о способах соединения проводов смотрите ниже:
Этот способ если и применяют, то только в комбинации с другими методами соединения: опрессовкой, пайкой, сваркой или применением зажимных наконечников.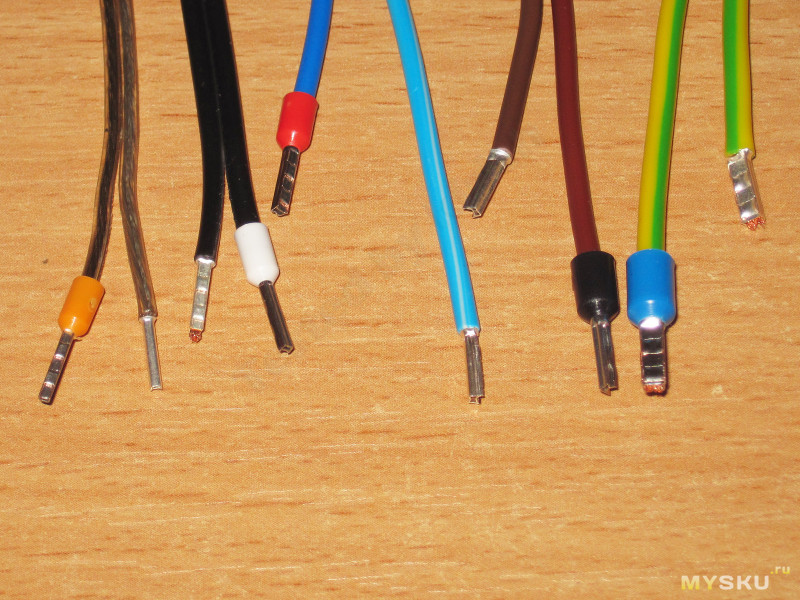
Существенным недостатком скрутки является невозможность соединить между собой провода из меди и алюминия, а также – необходимость использования изоляционных наконечников или изоленты.
Скрутка является условно разъемным соединением: разобрать ее при необходимости можно, но выполнить затем повторно качественное соединение сложно.
Интересное видео о соединении проводов:
Соединение проводов опрессовкой
Для этого используются специальные соединительные гильзы. Это полые внутри цилиндры (трубки) из меди или алюминия. Материал гильзы зависит от материала соединяемых жил. Универсальным вариантом является применение луженых или анодированных соединителей.
Внутренний диаметр гильзы выбирается, исходя из сечения и количества соединяемых проводников. Критерий правильного выбора – плотное вхождение их в отверстие соединителя. При этом их можно предварительно скручивать между собой, а можно вставить и так, параллельно друг другу.
Критерий правильного выбора – плотное вхождение их в отверстие соединителя. При этом их можно предварительно скручивать между собой, а можно вставить и так, параллельно друг другу.
Затем гильзу надо опрессовать специальными клещами. Для этого не годится другой инструмент: пассатижи или молоток.
Соединение получается надежным, но неразборным.
При необходимости рассоединения проводов потребуется отрезать гильзу. Чтобы предусмотреть возможность переразделки, нужно оставлять больший запас жил по длине, но не каждая коробка такое позволит.
Медь с алюминием соединять тоже нельзя: в гильзе они будут находиться рядом, образование гальванической пары и дальнейшее окисление неизбежно.
Требуют дополнительной изоляции. Правда, есть гильзы полностью изолированные, но они в основном используются для соединения двух проводников между собой.
Соединение проводов сваркой
В этом способе нет ничего нового: так соединены провода в коробках квартир, построенных еще в советское время. Для этого используются специальные сварочные аппараты небольшой мощности. Для бытовых целей их делают из понижающих трансформаторов.
Для этого используются специальные сварочные аппараты небольшой мощности. Для бытовых целей их делают из понижающих трансформаторов.
Сначала выполняется скрутка. Затем, на границе разделки изоляции, к проводникам подключается один вывод от сварочного трансформатора с помощью зажима «прищепки» или «крокодила». Вторым выводом является угольный электрод. Уголь нейтрален по отношению к расплавленным металлам, его задача – сформировать на короткое время дугу. Присадок при сварке не используют, сложности могут возникнуть только при работе с алюминием.
После кратковременного касания угольным электродом кончика скрутки образуется шарик из расплавленного металла. Он надежно и навсегда соединяет провода между собой.
Недостаток этого метода – необходимость наличия сварочного аппарата, средств защиты глаз, соблюдение пожарной безопасности. Но соединение получается «на века». Причем, при необходимости его можно переразделать, отрезав сплавленный участок, и заварить снова.

Пользоваться таким методом рекомендуется при постоянном выполнении монтажных работ на заказ. Тогда покупка сварочного аппарата себя оправдывает.
Соединение проводов пайкой
Есть много сторонников и противников этого метода, но на самом деле действующие нормативные документы не рекомендуют пайку в большинстве случаев при соединении проводов. Но применять ее иногда приходится.
Сначала – опять скрутка. Паять два проводника, прислоненные друг к другу нельзя, при механическом воздействии на пайку соединение будет разрушено.
Потребуется паяльник (как правильно паять — читает тут), чем больше сечение проводов и их количество в скрутке – тем он более мощный. Оптимальным считается применение паяльника на 40 – 100 Вт. Меньше бессмысленно: для успешного соединения потребуется прогреть металл целиком, одновременно на всей длине соединения.
Прогретая паяльником скрутка сначала смачивается канифолью, затем на нее наносится капля припоя. Нагрев продолжают до равномерного покрытия припоем всей поверхности соединения, при необходимости изменяя положение жала.
Нагрев продолжают до равномерного покрытия припоем всей поверхности соединения, при необходимости изменяя положение жала.
Пайка имеет низкую механическую прочность.
Ей можно пользоваться для подготовки гибких проводов для соединения с клеммой прибора, но только не винтовой. В этом случае лучшим выходом из положения будет напрессовка на проводник гильзы или штыревого наконечника.
Ещё одно интересное видео о способах соединения проводов:
Винтовые и WAGO соединители
Винтовые наиболее часто используют для подключения кабелей к светильникам. Их достоинство при применении в качестве соединителей проводов: простота установки и наличие изолированной оболочки. Но предварительно эти провода лучше скрутить между собой.
Но самым технологичным методом является применение клемм типа WAGO.
Для каждого проводника в них имеется персональное отверстие, а удерживается он в нем с помощью пружинного зажима, позволяющего при необходимости отключить провод и вернуть его назад.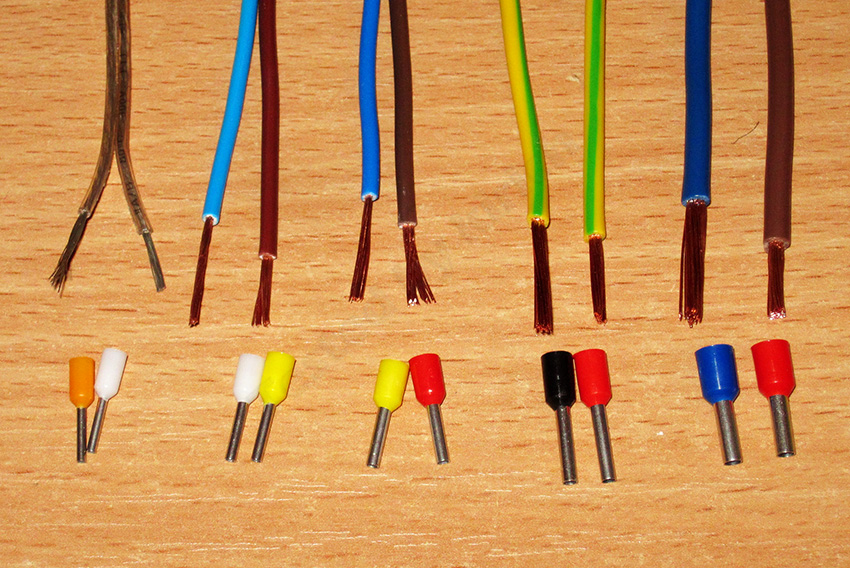
Способы соединения проводов. Скрутка, пайка, сварка, опрессовка проводов и другие методы соединения.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление.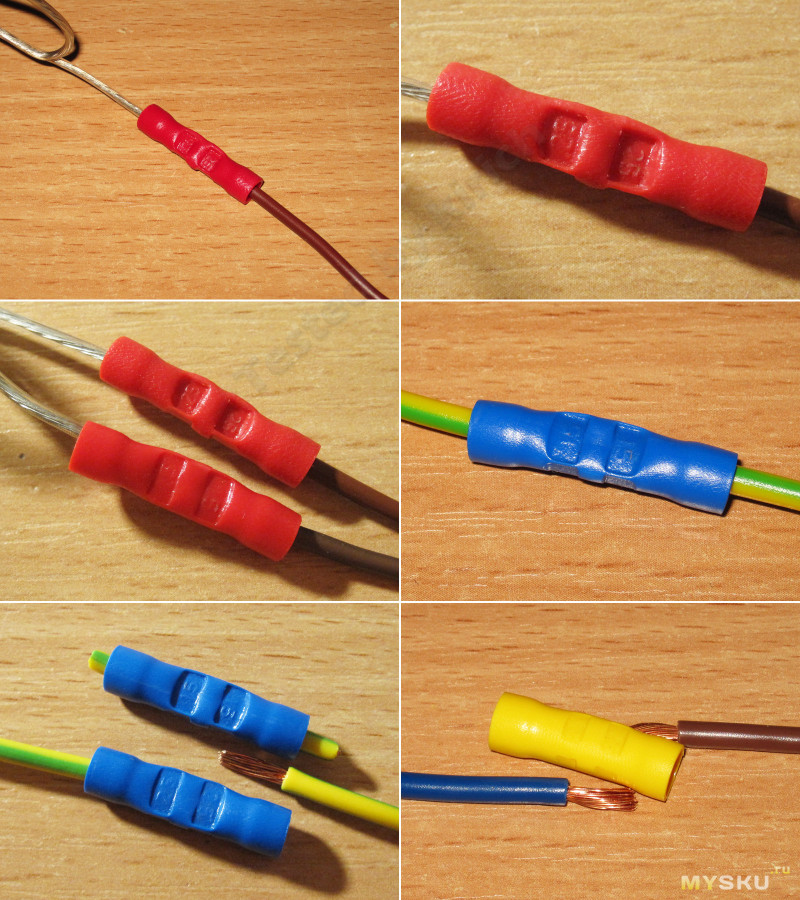 Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников.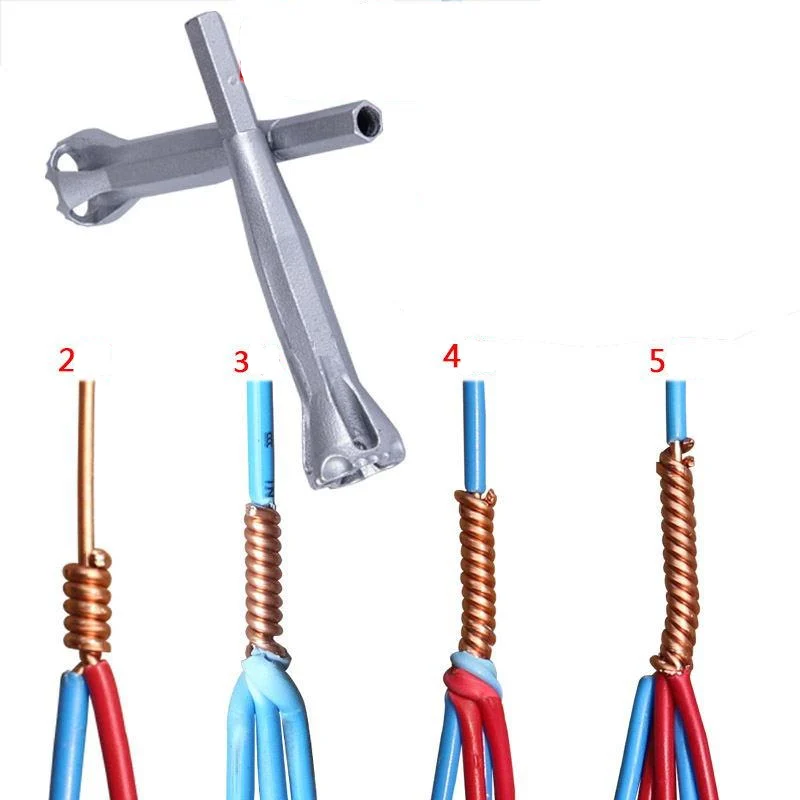 Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т.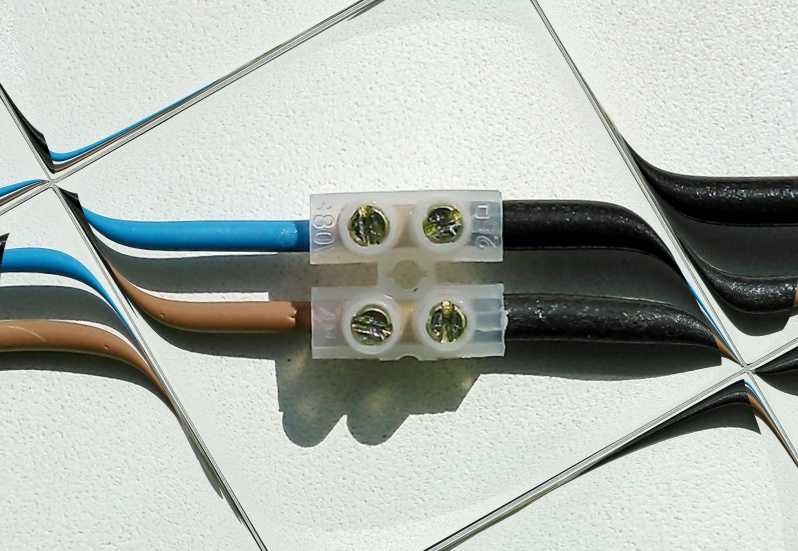 и.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
и.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
Сварка.
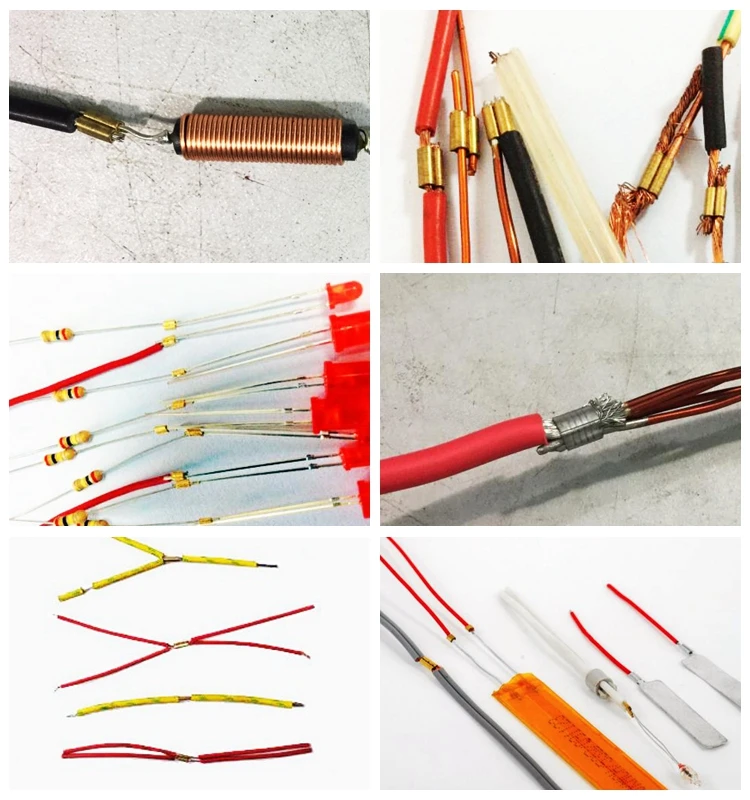 Соединение проводов сваркой.
Соединение проводов сваркой.Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить.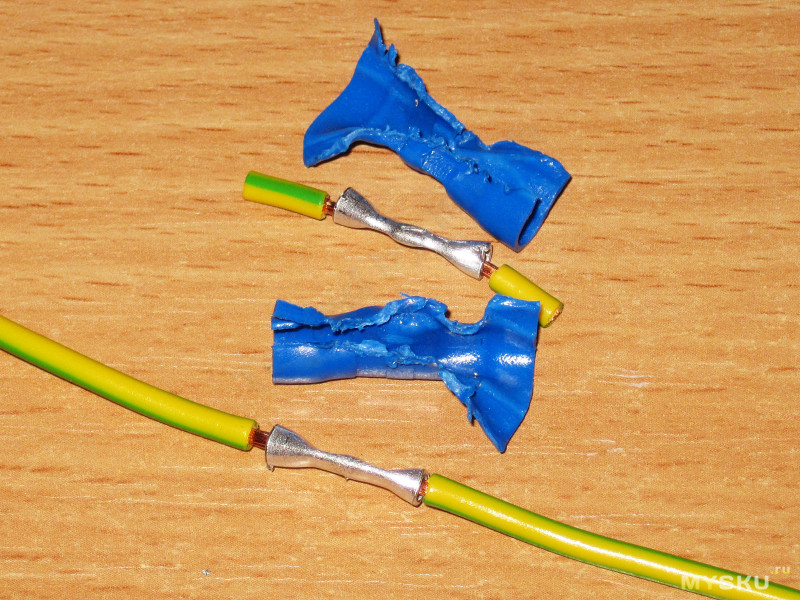 Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)
Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.
Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся.
Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
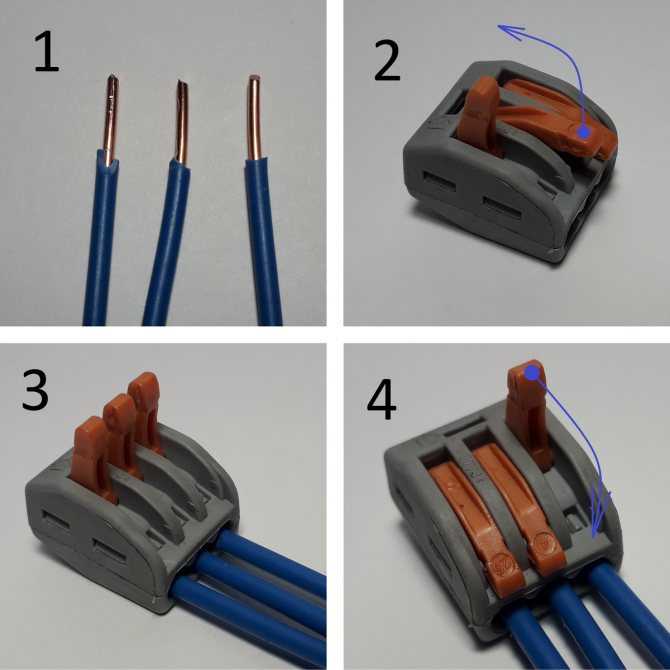
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:
Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.
Вот еще достаточно неплохой припой REXANT:
При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.
Соединение проводов соединительными изолирующими зажимами
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
Как соединить алюминиевые и медные проводники
Кстати, напомним, почему нельзя напрямую соединять медный и алюминиевый провода. Причин две:
- Такое соединение сильно греется, что само по себе очень плохо.
- Со временем происходит ослабевание контакта. Это происходит потому что алюминий имеет более низкую электропроводность, чем медь, в результате при прохождении тех же токов он греется сильнее. При нагревании он расширяется сильнее, отжимая медный проводник — соединение становится все хуже, греется все больше.
Чтобы избежать подобных неприятностей медные и алюминиевые проводники соединяют при помощи:
- клеммных колодок;
- wago;
- болтового соединения;
- ответвительные зажимы (делают соединения проводов на улице).
Другие типы коннекторов использовать нельзя.
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
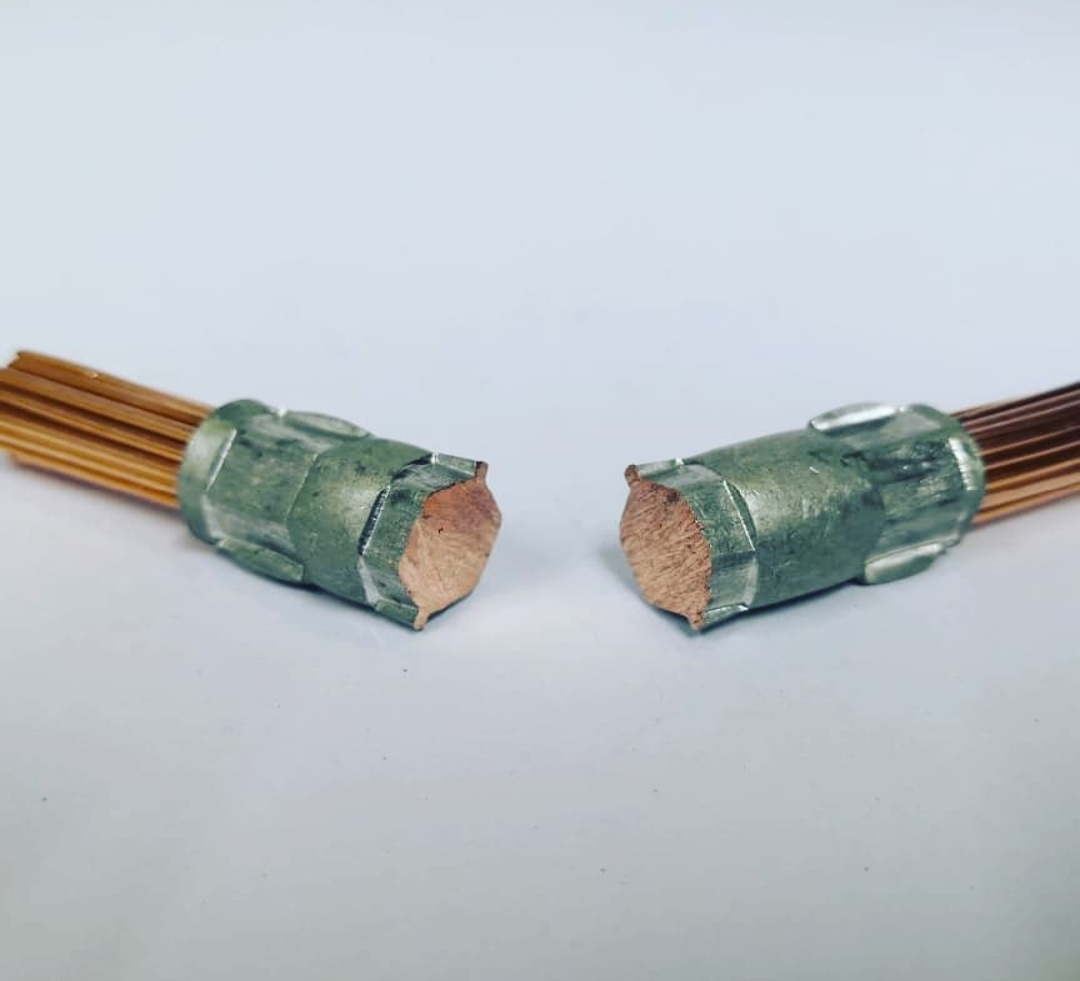
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Обжимные клеммы | Электрические обжимные коннекторы
Магазин будет работать некорректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Переключить навигацию
Поиск
Меню
Счет
Полный каталог PDF
Крупнейший онлайн-выбор профессиональных электрических обжимных соединителей, проводных соединителей и клемм для стыкового сращивания, изготовленных прямо здесь, в США.
Наши клиенты продолжают возвращаться, потому что, когда речь идет об электрических обжимных клеммах, мы предлагаем лучшее соотношение цены и качества. Мы предлагаем профессиональные электрические и автомобильные клеммы американского производства по цене, которую другие производители взимают за зарубежные разъемы. Поставляя продукцию крупнейших OEM-производителей одному подрядчику, мы помогаем вам быстро и легко выполнить подключение проводов.
• Выбор из более чем 1000 различных обжимных клемм в наличии и готовы к отправке в тот же или на следующий день.

• Удобно упакованные обжимные наконечники для проводов в прозрачных упаковках по 100 шт. или упаковках по 1000 шт. для еще большей экономии.
• Широкий выбор типов изоляции клемм, включая: ПВХ, нейлон, полностью изолированные и термоусадочные разъемы.
• Профессионально изготовленные высококачественные обжимные клеммы, изготовленные с гордостью в США и обладающие всеми характеристиками, необходимыми для надежного соединения многожильного медного провода.
• Постоянно обновляемый ассортимент продукции, включая труднодоступные элементы, такие как высокотемпературные клеммы из никелированной стали и автомобильные разъемы Deutsch.
• Хотите еще больше сэкономить? Попробуйте обжимные соединители нашего «экономичного» бренда, чтобы получить аналог вашим самым популярным соединителям для морских работ.
Готовы делать покупки в Интернете? Выберите подкатегорию ниже и воспользуйтесь нашим огромным выбором обжимных наконечников для проводов, включая:
• Кольцевые обжимные наконечники • Лопатки и вилки • Стыковые соединения и быстроразъемные соединения • Закрытые соединители
• Термоусадочные обжимные клеммы • Защитный пакет и соединители Deutsch • Высокотемпературные клеммы • Клеммы и адаптеры аккумуляторов • Проводные наконечники • Клеммные колодки и изделия для заделки проводов • Специализированные и экономичные клеммы
Купить у
- Политика конфиденциальности
- Положения и условия
- Copyright © 2022 ElecDirect.

Живой чат
Как обжимать электрические разъемы
Электрические соединители — это тип оборудования, которое прикрепляется к розетке для замыкания электрической цепи и подачи электроэнергии к оборудованию. Это соединение может быть между двумя проводами или проводом к клемме. Обжим — это процесс, используемый для соединения провода с проводом или провода с клеммой. Как следует из названия, склеивание происходит, когда один кусок металла деформируется и плотно сжимается с другим куском металла. Этот процесс не требует пайки и включает следующие этапы и оборудование:
Выбор подходящего оборудования
Вам понадобится специальный обжимной инструмент. Они могут быть похожи на плоскогубцы или трещотки. Обжимные инструменты с храповым механизмом обычно рекомендуются вместо плоскогубцев, поскольку они обеспечивают более надежный обжим. В любом случае щипцы не универсальны. Существуют десятки вариаций формы и механических характеристик.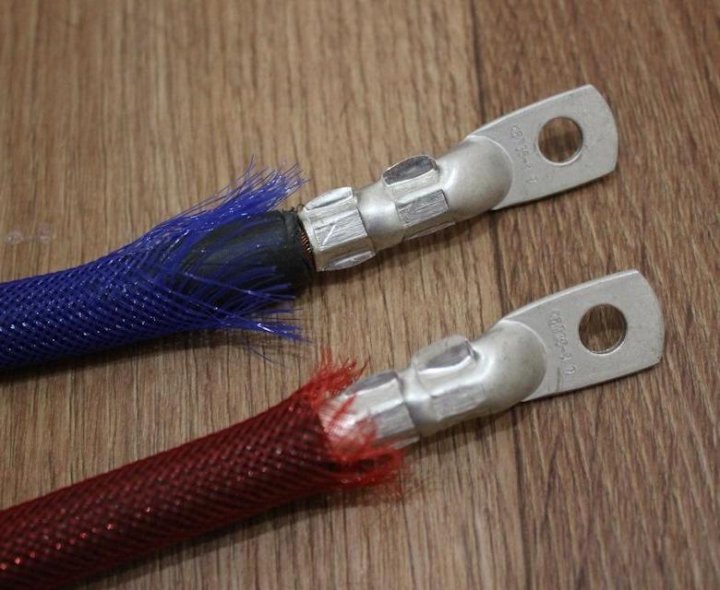 Выбор обжимного инструмента будет зависеть от типа и размера клеммы, которую вы прикрепляете. Вам также понадобится:
Выбор обжимного инструмента будет зависеть от типа и размера клеммы, которую вы прикрепляете. Вам также понадобится:
- Высококачественные обжимные клеммы: электрическое соединение, в которое вы будете вставлять провод.
- Скрученная проволока (не сплошная жила): металлическая проволока, состоящая из нескольких меньших проволок.
- Термоусадочная трубка: пластиковая трубка, используемая для изоляции соединения между электрическим разъемом и проводом.
- Инструмент для зачистки проводов: небольшой инструмент, который удаляет часть изоляции на внешней стороне электрического провода.
Обжим электрических разъемов
- Зачистите провод: Используйте инструмент для зачистки, чтобы зачистить конец многожильного провода, стараясь не повредить проводники. На упаковке обжимных клемм может быть указано, какую часть провода необходимо зачистить.
- Вставьте провод: Вставьте зачищенный провод в обжимную клемму и поместите обе части в обжимной инструмент. Иногда проще сначала вставить обжимную клемму в инструмент, а затем вставить провод. Убедитесь, что проводка и клемма правильно совмещены.
- Обожмите провод и клемму: При использовании храповика вращайте инструмент, пока он не освободится. При использовании плоскогубцев вам может потребоваться дважды обжать клеммы (сначала конец проводника, а затем изоляция), возможно, с разными настройками для обеспечения надежного соединения.
- Осмотрите соединение: Снимите провод и обжимную клемму с инструмента и проверьте обжим, чтобы убедиться, что обе части сцеплены друг с другом должным образом. Небольшой буксир должен сделать свое дело.
- Термоусадка Соединение: Наденьте трубку на соединение и (при необходимости) с помощью термофена усадите пластик, закрывая только что обжатое соединение.