Какие преимущества дает сварка полуавтоматом с углекислотой. Как правильно подобрать газ для сварки полуавтоматом. Каковы особенности настройки и использования полуавтомата для сварки в среде защитного газа.
Особенности сварки полуавтоматом в среде защитного газа
Сварка полуавтоматом с использованием защитного газа имеет ряд важных преимуществ по сравнению с другими видами сварки:
- Высокая производительность и скорость сварки
- Возможность сваривать металл различной толщины
- Отсутствие шлака и минимальное разбрызгивание металла
- Хороший контроль за процессом формирования сварочного шва
- Возможность сварки в различных пространственных положениях
При этом ключевую роль играет правильный выбор защитного газа. Наиболее распространенным вариантом является углекислый газ, который обеспечивает хорошую защиту сварочной ванны при низкой стоимости.
Выбор газа для сварки полуавтоматом
При выборе газа для сварки полуавтоматом учитывают следующие факторы:

- Тип свариваемого металла
- Требуемое качество сварного соединения
- Экономическую целесообразность
Для сварки низкоуглеродистых и низколегированных сталей оптимальным выбором является углекислый газ (CO2). Он обеспечивает хорошую защиту сварочной ванны и доступен по цене.
При сварке нержавеющих сталей и цветных металлов лучше использовать аргон или смеси на его основе. Это обеспечивает более стабильное горение дуги и снижает разбрызгивание.
Настройка полуавтомата для сварки в СО2
Правильная настройка полуавтомата — залог качественной сварки в среде защитного газа. Основные параметры, которые необходимо отрегулировать:
- Сила сварочного тока
- Напряжение дуги
- Скорость подачи проволоки
- Расход защитного газа
Сила тока и напряжение подбираются в зависимости от толщины свариваемого металла. Скорость подачи проволоки должна обеспечивать стабильное горение дуги. Расход газа обычно составляет 8-12 л/мин.
Техника выполнения сварки полуавтоматом в СО2
При сварке полуавтоматом в среде углекислого газа необходимо соблюдать следующие правила:
- Держать горелку под углом 10-20° в направлении сварки
- Поддерживать постоянную длину дуги 2-5 мм
- Вести горелку без поперечных колебаний при стыковых соединениях
- Использовать колебательные движения при сварке угловых и тавровых соединений
- Своевременно очищать сопло горелки от брызг металла
Правильная техника позволяет получить качественный сварной шов без дефектов и прожогов.
Преимущества и недостатки сварки в СО2
Сварка в среде углекислого газа имеет как достоинства, так и некоторые недостатки:
Преимущества:
- Высокая производительность
- Низкая стоимость защитного газа
- Возможность сварки во всех пространственных положениях
- Хороший внешний вид шва
Недостатки:
- Повышенное разбрызгивание металла
- Склонность к образованию пор
- Ограниченное применение для сварки легированных сталей
Несмотря на отдельные недостатки, сварка в СО2 остается одним из самых распространенных способов полуавтоматической сварки благодаря низкой стоимости и высокой производительности.
Оборудование для сварки полуавтоматом в защитном газе
Для выполнения сварки полуавтоматом в среде защитного газа требуется следующее оборудование:

- Сварочный полуавтомат
- Баллон с защитным газом
- Редуктор-расходомер
- Сварочная горелка
- Сварочная проволока
Сварочный полуавтомат должен обеспечивать плавную регулировку параметров режима сварки. Важно правильно подобрать диаметр сварочной проволоки в зависимости от толщины свариваемого металла.
Подготовка к сварке полуавтоматом в СО2
Перед началом сварки необходимо выполнить следующие подготовительные операции:
- Очистить свариваемые поверхности от загрязнений, ржавчины и окалины
- Проверить исправность сварочного оборудования
- Отрегулировать параметры режима сварки
- Проверить подачу защитного газа
- Выполнить пробную сварку для окончательной настройки режима
Тщательная подготовка позволяет избежать многих проблем в процессе сварки и получить качественное сварное соединение.
Области применения сварки полуавтоматом в СО2
Сварка полуавтоматом в среде углекислого газа широко применяется в различных отраслях промышленности:
- Машиностроение
- Судостроение
- Строительство
- Автомобилестроение
- Производство металлоконструкций
Этот способ сварки позволяет эффективно соединять конструкции из низкоуглеродистых и низколегированных сталей толщиной от 0,5 до 40 мм.

Какой газ нужен для сварки полуавтоматом
Сварочный полуавтомат дает возможность увеличить продуктивность и качество работы. Оборудование не предполагает использования традиционных электродов. Вместо них применяется специальная присадочная проволока, которая намотана на катушку. Преимущество такого подхода заключается в том, что специалисту не приходится разрывать шов, чтобы сменить стержень. Операция выполняется непрерывно, сохраняется целостность шва и экономится время.
Помимо этого, оборудование позволяет сваривать заготовки разной толщины: от 0,2 мм до нескольких сантиметров. При этом сварщик может работать с заготовками из разных материалов или их сплавов. Для того, чтобы воспользоваться всеми перечисленными преимуществами требуется газ для сварки полуавтоматом. Он будет препятствовать проникновению в сварочную ванну атмосферной влаги и содержащихся в воздухе других элементов.
Какой газ нужен для сварки полуавтоматом
Технологическим регламентом при работе полуавтоматической сваркой предусматривается применения инертного или активного газа в качестве флюса.
Наиболее распространенными газами из числа инертных являются гелий и аргон. Активная группа состоит из распространенных элементов: углекислый газ (СО2), кислород, азот. Самые популярные соединения:
- смесь аргона с углекислотой. Инертно-активная среда минимизирует количество брызг;
- состав из гелия и аргона. Инертная среда, позволяющая повысить температуру дуги;
- аргоно-кислородная газовая среда. Инертно активное соединение, которое используется при работе с легированной и низколегированной сталью;
- углекислый газ в сочетании с кислородом. Активная среда, применяемая для повышения производительности полуавтоматического оборудования.

Читайте также: Как правильно варить полуавтоматом
Сварочная смесь для полуавтомата
Выбирая смесь для полуавтомата, специалист учитывает такие критерии: тип материала заготовок, диаметр используемой проволоки, оптимальная толщина сварного шва. На практике для выбора смеси достаточно сопоставить приведенные в специальных таблицах данные. Здесь уже подобраны оптимальные варианты составов для работы с конкретными материалами с учетом технологических особенностей процесса.
Опытный сварщик учитывает и сопутствующие эффекты от использования той или другой газовой смеси. К примеру, применение углекислого газа дает возможность снизить разбрызгиваемость. Поэтому их часто выбирают для формирования потолочных швов.
Технология выполнения работ
Принципиального отличия от дуговой сварки нет, поскольку в основу положены те же физико-химические процессы. Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Между электродом и рабочей поверхностью создается разница потенциалов, что дает возможность сформировать электрическую дугу. Она накаляется до температуры, которой достаточно для плавления металлов. Расплавленная присадочная проволока связывается с телом заготовки на атомарном уровне. После остывания образуется цельный конструкционный элемент. Прочность соединения присадки и тела заготовки составляет примерно 90% от показателя основного конструкционного материала.
Нужно учитывать и особенности, которые характерны для полуавтоматической сварки:
- Присадочная проволока подается в рабочую зону непрерывно через специальный проводящий электричество мундштук. При этом расход материала можно отрегулировать вручную, придерживая или отпуская кнопку подачи.
- Вместо привычного флюса в твердой форме, от плавления которого образуется газовое облако, тут подается уже готовая газовая смесь или же чистая среда. Газ поступает все время: как при активной, так и потухшей электрической дуге.

Благодаря такому решению уменьшается количество брызг, показатели работы дуги более стабильны, повышается производительность труда сварщика и, соответственно, снижается трудоемкость сварочных процессов.
Особенности сваривания под газом
Техника сваривания полуавтоматическими устройствами практически ничем не отличается от приемов, которые применяются в традиционной электродуговой сварке. При помощи полуавтоматов можно формировать горизонтальные или вертикальные швы, делать «прихватку», делать стыки герметичными, делать сопряжения встык или внахлест.
Способы формирования остаются точно такими же, как и при использовании классических аппаратов ММА-серии. Более того, по общей схеме определяются оптимальная сила тока и режима сварки — на основе данных о толщине стыка и диаметре электрода.
Единственная особенность, которую отмечают практически все пользователи — простота соединения тонких листов металла. Поэтому чаще всего полуавтоматы используются в кузовном ремонте и при сваривании металлических конструкций из тонких листов.
Основные преимущества сварки полуавтоматом с газом
- Высокая температура воздействует на ограниченный участок заготовки. Поэтому металлы не меняют свих физических свойств.
- Нет дыма в рабочей зоне. Это существенно облегчает визуальный контроль над сварочным процессом.
- Универсальность. Технология отлично подходит для соединения разных металлов: от алюминия и титана до высоколегированной конструкционной стали.
- Нет ограничений относительно пространственного расположения заготовки. Достаточно отрегулировать мощность горелки для того, чтобы положить наклонный или потолочный шов.
- Отсутствуют ограничения по минимальной толщине. Технология дает возможность работать с листами толщиной от 0,2 мм. Максимальная толщина заготовки зависит от навыков специалиста.
- Не требуется постоянно зачищать швы даже при многослойной сварке. Газовый флюс улетучивается сразу после прекращения подачи смеси.
- Высокая производительность установки.

Сварка полуавтоматом без газа обычной проволокой и в среде углекислого газа
На чтение 15 мин. Просмотров 7.3k. Опубликовано Обновлено
Сварочные работы при помощи полуавтоматического аппарата выполняются либо в среде защитного газа, либо с использованием специальной флюсосодержащей проволоки. Зачастую без газа обычной проволокой приводит к формированию несовершенного шва, подверженного быстрой деградации.
Защитная среда, образованная газом или испарениями флюсовой присадочной проволоки, обеспечивает хорошую проварку поверхностей и гарантирует отсутствие существенных дефектов сварного шва.
Что такое полуавтоматическая сварка в среде углекислого газа?
Сварка полуавтоматом без газа и с газом используется в таких промышленных отраслях:
- судостроение и судоремонтные работы;
- кузовные работы;
- строительство трубопроводов;
- монтажные работы;
- котлов и габаритной аппаратуры;
- сваривание поверхностей при стальном литье.

Принцип действия полуавтоматической сварки заключается в следующем: в зону сварки из баллона подводится углекислый газ, который распадается на угарный газ и кислород под действием высокой температуры от электрической дуги.
[box type=”warning”]Угарный газ идеально подходит для защиты поверхности от окисления, однако, смесь углекислого газа и кислорода способствуют выгоранию легированных добавок и углерода из соединяемых изделий. Такой процесс приводит к падению качества шва и образованию в нем большого количества пор.[/box]Для нейтрализации недостатков сварки в углекислой среде используют специальный присадочный материал. Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Наиболее популярными марками присадочной проволоки являются: Св-08ГС, Св-08Г2С. Присадки значительно активнее железа и окисляются первыми, тем самым перетягивая на себя кислород и не давая ему разрушить сварной шов при выполнении механизированной сварки.
Особенности сварки в углекислом газе
Схема полуавтоматической сварки.Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
 [/box]
Принцип полуавтоматической сварки проволокой.
[/box]
Принцип полуавтоматической сварки проволокой.Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.

Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
[box type=”info”]Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.[/box]Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет 10-13 сантиметров.
 Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.[/box]
Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.[/box]
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
Чертеж полуавтоматической сварки с защитным газом.С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.

Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
[box type=”fact”]При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.[/box]https://youtu.be/OvpbnoHZlSM
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры.

Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику. - Проверка сети.
Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети. - Выбор режима работы.
Настройка аппаратуры производится под конкретный вид сварочных работ. - Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь отслоений, повреждений и вмятин.
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможно лишь при предварительной тонкой настройке аппаратуры.
Перед началом сварочных работ сварщикам необходимо:
- Вставить присадочную проволоку.
- Проверить подающие ролики.
Комплектующие должны быть совместимы с используемым присадочным материалом. Если ролики установлены от неправильной проволоки, то следует заменить ведущий компонент. - Установить проволоки в соответствующую борозду.
- Закрепить регулировочный валик.
Поджимать нужно не прилагая лишних усилий, поскольку при чрезмерном нажатии проволока будет серьезно деформироваться и затруднять работу сварочной дуги. - Разложить подающий рукав.
- Снять сопла и наконечник.
- Проконтролировать, чтобы присадочная проволока вышла на 10-15 сантиметров из горелки.
- Надеть наконечник и сопло.
- Присоединить баллон с сжиженным газом к аппарату через редуктор.
- Зафиксировать подводящий шланг при помощи хомутов.

Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
ГОСТы и технология полуавтоматической сварки газом
На чтение 16 мин. Просмотров 13.1k. Опубликовано Обновлено
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый , в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Аппарат полуавтоматической сварки.Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.

Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.

Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.
Выбор тока для сварки полуавтоматом.Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.

Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.

- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - к аппаратуре.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.

Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Виды сварочных швов при полуавтоматической сварке
Технология сварки полуавтоматом позволяет получать различные типы швов, в зависимости от настроек аппаратуры.
По виду соединения швы, полученные полуавтоматом, делятся на:
- стыковые;
- тавровые;
- нахлестовые;
- угловые.
По пространственному положению сварные швы принято разделять на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Выполнение популярных потолочных швов, как правило, производится в два этапа:
- Проваривание коренного шва.
Подготовительный шов обычно выполняется трехмиллиметровыми электродами с небольшой силой тока. - Полное завершение шва.
Второй сварочный этап выполнения потолочного шва может выполняться двумя способами:
- Сваривание при помощи коротких отрывистых швов или точечной проварки.
Такой метод сварки не дает каплям расплавленного металла падать на оператора. При выполнении подобной процедуры может потребоваться дополнительные проваривание в начале и конце шва. - Варка при максимально короткой дуге.
Подобный подход позволит дать металлу быстро застыть, сразу после отвода электрического пламени.
Режимы сварки полуавтоматом при выполнении угловых соединений могут быть различными.
Таблица характеристик сварочного полуавтомата.Сварка полуавтоматом с газом угловых металлических конструкций может производится:
- С перпендикулярным расположением двух заготовок.

Подобная техника позволяет проварить лишь внутренний стык. Варка перпендикулярно расположенных трубок должна включать выполнение концентрического шва по окружности. - С углом менее 60 градусов между свариваемыми деталями.
Лучший вариант выполнения углового . В таком случае заготовки полностью провариваются.
Стыковой шов – это наиболее популярный метод соединения трубопроводов или стальных листов.
Подобный вариант сварки делятся на:
- одностороннюю проварку;
- одностороннюю проварку и обработку;
- двухстороннюю проварку.
Односторонняя сварка в защитных газах применяется при толщине изделий не более 4 миллиметров. Если детали имеют толщину более 8 миллиметров, необходимо выполнять двухстороннюю сварку.
Лучшим методом обеспечения высокой прочности толстого изделия при односторонней сварке является разделка кромок. Выполнение разделки проводится при помощи болгарки или напильника. В процессе обработки соединяемых торцов образуется скос под 45 градусов.
Соединение внахлест, как правило, выполняется для обеспечения высокой сопротивляемости изделия на разрыв. Шов следует выполнить по обе сторону соприкасаемых поверхностей, дабы избежать скопление влаги.
Тавровое соединение в большинстве случаев используется для закрепления основания металлической конструкции. При толщине металла более 4 миллиметров, рекомендуется использовать двухсторонний вариант шва.
Вертикальный
Технология сварки полуавтоматом вертикального шва имеет несколько важных принципов:
- Расплавленные капли металла должны застывать быстрее, чем при обычной сварке.

Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги. - Вертикальная сварка производится снизу-вверх.
Способ сварки обеспечивает отсутствие наплывов и неровностей при выполнении вертикального шва.
Существует несколько правил, выполнение которых может гарантировать получение качественного вертикального соединения при выполнении варки сверху-вниз:
- использование короткой дуги;
- перпендикулярное расположение электрода в начале сварки;
- расположение электрода под острым углом, относительно сварочного шва.
Подобные шаги хотя и позволяют получить вертикальный шов путем проварки полуавтоматом сверху вниз, но как показывает полученные опытными сварщиками уроки, такие соединение обладают куда более скудными характеристиками.
Существует три технологии сварки вертикальных швов полуавтоматом:
- Треугольник.

Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник. - Елочка.
Метод, используемый для соединения 2-3 миллиметровых зазоров. Сварка начинается от плоскости одной из кромок. Затем при помощи электрода плавится металл во всей толщине заготовки, после чего дуга ведется до самой глубины зазора. - Лестница.
Лучший вариант для устранения больших зазоров между деталями. Метод предусматривает выполнение сварочных работ при помощи зигзагообразного перемещения электродов от кромки к кромке.
Горизонтальный
Сварки полуавтомат позволяет выполнять высококачественные горизонтальные швы. Выполнение подобных операций мало чем отличается от создания вертикальных соединений. Выполнение сварочного процесса можно выполнять как справа-налево, так и слева-направо.
Получить качественный горизонтальный шов можно, учтя данные тонкости:
- сила горения дуги должна быть равноценна силе тяжести металлических капель;
- скорость перемещения необходимо подбирать отдельно для горизонтального шва;
- сварочные работы следует проводить непрерывно, дабы удержать под контролем расплав.
 При толщине металла до 4 миллиметров допускается применение различных сварных рисунков.[/box]
При толщине металла до 4 миллиметров допускается применение различных сварных рисунков.[/box]
В остальном, качество выполнения горизонтального соединения полуавтоматом или ручной аппаратурой полностью зависит от мастерства сварщика.
Полуавтоматический сварочный аппарат.Процесс создания сварочного горизонтального шва можно условно разделить на четыре этапа:
- Создание корневого валика.
Корневой сварочный валик делается короткой электрической дугой. Угол наклона электрода к поверхности должен составлять порядка 80 градусов. Первичный валик, как правило, создается с максимально допустимой для аппаратуры силой тока. - Формирование вторичного валика.
Процесс начинается с выставления средней силы тока. Вторичный валик изготавливается в один проход, при котором желательно использовать электрод с большим диаметром. Второй сварочный валик следует формировать по технологии углом вперед. - Получение третьего валика.
Третичный валик может создаваться двумя способами в зависимости от успешности предыдущего этапа. Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода.
Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода. - Окончательная проварка деталей.
В процессе выполнения работ следует внимательно следить за верхней частью формируемого шва, поскольку именно в этой области проявляются различные сварочные дефекты.
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
- силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
- запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
- тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Если стоит задача хорошо проварить металлические изделия с шириной более 5 миллиметров, то следует выполнять работу в несколько подходов. Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.

Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.
Сварка полуавтоматом при помощи порошковой проволоки.Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.

После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.
Сварочный углекислотный полуавтомат — углекислота для сварки
Сварочные углекислотные аппараты предназначены для полуавтоматической сварки с использованием механизированной подачи сварочной проволоки. Сварочный полуавтомат состоит из следующих компонентов:
Сварочный полуавтомат состоит из следующих компонентов:
источник питания; механизм подачи проволоки; блок управления; сварочная горелка; катушка с проволокой.
Назначение сварочных полуавтоматов разное, поэтому и классифицируют их в данный момент следующим образом:
- сварка с использованием защитных газов;
- сварка под флюсом;
- универсальная сварка;
- сварка с порошковой проволокой.
Полуавтоматическая сварка происходит с использованием плавящейся электродной проволоки в среде инертных газов (Не, Аг), в среде смесей (Аг + Не), в углекислоте (СO2). Под электродной проволокой понимают сплошные изделия, которые изготовлены с использованием цветного металла, нелегированных и легированных металлов (Al, Mo, Ni, Си, Ti, Mg). Это также могут быть активированные или не сплошные порошковые материалы.
Сварка полуавтоматом с углекислотой выполняется на постоянном или импульсном токе (это зависит от типа свариваемого материала и условий среды).
Инструкция по подготовке полуавтоматической сварки к работе
- Первоначально необходимо правильно заправить в рукав сварочную проволоку.
Придётся снять газовое сопло на газовой горелке, открутить медный наконечник, отвести прижимной ролик на подающем проволоку механизме, закрепить катушку в нужном месте, пропустить проволоку через весь рукав к соплу.
- Далее следует определить полярность сварочного тока.
Когда сварка производится углекислым газом и обычной проволокой, необходимо сделать обратную полярность: плюсовое поле расположить на горелке, минусовое поле – на зажиме. Так тепловыделение будет производиться на свариваемом металле.
Если при сварке используется флюсовая проволока, полярность будет прямой.
- При подключении полуавтомата к сети, необходимо нажать на клавишу рукоятки, чтобы проверить подачу проволоки. Если подача газа была осуществлена до этого, будет слышно характерное шипение.

- Углекислота для сварки подаётся по тому же самому рукаву, что и проволока (в отдельном канале). Чтобы сварочный шов ложился правильно, необходимо выставить правильную подачу газа.
Подача газа регулируется с помощью редуктора, который устанавливается на баллон с углекислотой (углекислый газ пребывает в баллоне в жидком состоянии, он занимает немного больше половины баллона, остальное – газ).
При сильном давлении и подаче газа, пламя во время сварки просто будет гаснуть, при низком давлении, наоборот, будет недостаток газа, из-за чего не будет создаваться подобающая атмосфера на конце проволоки, и шов будет получаться пустотелым.
Расход газа в среднем должен составлять 8-10 литров в минуту. Данный параметр также зависит от величины сварочного тока. Чем больше выставлен ток на сварочном аппарате, тем больше будет расход углекислоты.
Углекислота для сварки металлов
Углекислый газ, который применяется для сварки, подразделяется на I и II сорт.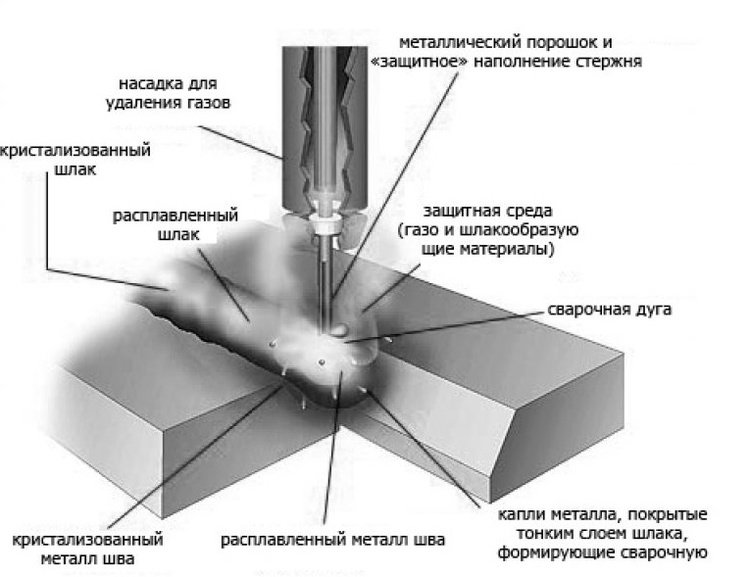 В отличии сортов разным является содержание паров воды.
В отличии сортов разным является содержание паров воды.
Пищевая углекислота для сварки также может быть использована при сварочных работах. В баллоне такая углекислота имеет большее содержание свободных молекул воды, поэтому требует особых мер предосторожности при хранении.
Хранят углекислый газ для сварки в баллонах ёмкостью 40 л, где вмещается до 25 кг СО2. Обычно такие баллоны окрашивают в чёрный цвет, а надпись на них делают жёлтым цветом.
Сварочная проволока в газовой сфере из-за применения углекислого газа должна содержать достаточное количество примесей легирующих элементов. Чаще всего роль этих дополнительных элементов выполняют металлы Si и Mn. А самая распространенная проволока, которая применяется для сварки, имеет маркировку Св-08Г2С.
Сварочный углекислотный полуавтомат должен быть настроен таким образом, чтобы во время сварки было как можно меньше разбрызгивания металла. Если раньше с использованием углекислоты определённый % разбрызгивания всё-таки присутствовал, то сейчас этому нашли решение. Сейчас выпускают смеси углекислого газа с 2-5% составом кислорода. Такая смесь изменяет характер переноса металла, за счёт чего удаётся сократить разбрызгивание металла на 30-40%.
Сейчас выпускают смеси углекислого газа с 2-5% составом кислорода. Такая смесь изменяет характер переноса металла, за счёт чего удаётся сократить разбрызгивание металла на 30-40%.
Аргон в силу дорогой стоимости применять в сварке невыгодно. Из-за этого прибегают к использованию двойных смесей (25% СО3 и 75% Ar). Для сварки алюминиевых изделий рациональнее применять газовую смесь, которая состоит из 30% Ar и 70% He.
Преимущественно из-за ценового различия сварочный углекислотный полуавтомат нередко заправляют именно углекислым газом, хотя сварные швы при этом получаются не такого высокого качества (такой подход используется при сварке неответственных деталей и конструкций).
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочная проволока в среде защитного газа от двуокиси углерода от китайского производителя, завода, завода и поставщика на ECVV. com
com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Шаньдун в Китае |
| Детали упаковки: | D100 / 1 кг, D200 / 5 кг, D270 / 15 кг, D300 / 17 или 18 кг |
Краткие сведения
- Содержание флюса: Нет
- Заявка: Сварка низкоуглеродистой стали
- Вес: 1 кг / рулон
- Температура плавления: 1270
-
Диаметр:
0.
 6-1,6 мм
6-1,6 мм - Материал: CO2
- Номер модели: ER70S-6
- Название бренда: Судак или OEM
- Упаковка: 500 рулонов / поддон
Технические характеристики
Сварочная проволока для защиты от углекислого газа
СПЕЦИФИКАЦИЯ:
Проволока для газовой сварки CO2 изготовлена из высококачественной углеродистой или низколегированной стали путем волочения, правки и медного покрытия, имеет различные отличные характеристики. Использование CO2 или обогащенного аргоном в качестве защитного газа.
Использование CO2 или обогащенного аргоном в качестве защитного газа.
1.Application: Используется для машин, кораблей, транспортных средств, зданий и мостов и т. Д. Автоматической или ручной сварки.
2. сертификат: SGS, GL, CCS, CWC, ISO9001, TUV, CE, CWB, FBTS
3. преимущество:
а. Низкие затраты на сварку, высокая производительность и низкое потребление электроэнергии.
б. Отличные сварочные характеристики, стабильная дуга, малое разбрызгивание, легко удаляемый шлак.
c. Простота эксплуатации, сварка во всех положениях.
глобальных данных о выбросах парниковых газов | Выбросы парниковых газов (ПГ)
На этой странице:
Глобальные выбросы газа
В глобальном масштабе основными парниковыми газами, выбрасываемыми в результате деятельности человека, являются:
- Двуокись углерода (CO 2 ) : Использование ископаемого топлива является основным источником CO 2 .
 CO 2 также может выделяться в результате прямого антропогенного воздействия на лесное хозяйство и другие виды землепользования, например, в результате обезлесения, расчистки земель для ведения сельского хозяйства и деградации почв. Точно так же земля может также удалить CO 2 из атмосферы посредством лесовозобновления, улучшения почв и других мероприятий.
CO 2 также может выделяться в результате прямого антропогенного воздействия на лесное хозяйство и другие виды землепользования, например, в результате обезлесения, расчистки земель для ведения сельского хозяйства и деградации почв. Точно так же земля может также удалить CO 2 из атмосферы посредством лесовозобновления, улучшения почв и других мероприятий. - Метан (CH 4 ) : Сельскохозяйственная деятельность, управление отходами, использование энергии и сжигание биомассы — все это способствует выбросам CH 4 .
- Закись азота (N 2 O) : Сельскохозяйственная деятельность, такая как использование удобрений, является основным источником выбросов N 2 O. При сжигании ископаемого топлива также образуется N 2 O.
- Фторированные газы (F-газы) : Промышленные процессы, охлаждение и использование различных потребительских товаров способствуют выбросам F-газов, которые включают гидрофторуглероды (HFC), перфторуглероды (PFC) и гексафторид серы (SF 6 ).

Черный углерод — это твердые частицы или аэрозоль, а не газ, но он также способствует нагреванию атмосферы. Узнайте больше о сажи и изменении климата на нашей странице «Причины изменения климата».
Начало страницы
Глобальные выбросы по секторам экономики
Глобальные выбросы парниковых газов также можно разбить по видам экономической деятельности, которые приводят к их производству. [1]
- Производство электроэнергии и тепла (25% мировых выбросов парниковых газов в 2010 г.): Сжигание угля, природного газа и нефти для производства электроэнергии и тепла является крупнейшим источником выбросов парниковых газов в мире.
- Промышленность (21% мировых выбросов парниковых газов в 2010 г.): Выбросы парниковых газов от промышленности в основном связаны с ископаемым топливом, сжигаемым на объектах на объектах энергетики. Этот сектор также включает выбросы в результате химических, металлургических процессов и процессов переработки минерального сырья, не связанные с потреблением энергии, и выбросы в результате деятельности по управлению отходами.
 (Примечание: выбросы от промышленного использования электроэнергии исключены и вместо этого включены в сектор «Производство электроэнергии и тепла».)
(Примечание: выбросы от промышленного использования электроэнергии исключены и вместо этого включены в сектор «Производство электроэнергии и тепла».) - Сельское, лесное и другое землепользование (24% глобальных выбросов парниковых газов в 2010 г.): Выбросы парниковых газов в этом секторе в основном связаны с сельским хозяйством (выращивание сельскохозяйственных культур и животноводство) и обезлесением. Эта оценка не включает CO 2 , который экосистемы удаляют из атмосферы путем связывания углерода в биомассе, мертвом органическом веществе и почвах, что компенсирует примерно 20% выбросов в этом секторе. [2]
- Транспорт (14% глобальных выбросов парниковых газов в 2010 г.): Выбросы парниковых газов в этом секторе в основном связаны с ископаемым топливом, сжигаемым для автомобильного, железнодорожного, воздушного и морского транспорта.Почти вся (95%) мировой транспортной энергии производится из топлива на нефтяной основе, в основном бензина и дизельного топлива.

- Здания (6% глобальных выбросов парниковых газов в 2010 г.): Выбросы парниковых газов в этом секторе возникают в результате производства энергии на месте и сжигания топлива для обогрева зданий или приготовления пищи в домах. (Примечание: выбросы от использования электроэнергии в зданиях исключены и вместо этого включены в сектор производства электроэнергии и тепла.)
- Другая энергия (10% глобальных выбросов парниковых газов в 2010 г.): Этот источник выбросов парниковых газов относится ко всем выбросам в секторе энергетики, которые напрямую не связаны с производством электроэнергии или тепла, например, добыча топлива, очистка, переработка и транспорт.
Примечание по категориям секторов выбросов.
Начало страницы
Тенденции мировых выбросов
Источник: Boden, T.A., Marland, G., and Andres, R.J. (2017). Глобальные, региональные и национальные выбросы CO2 от ископаемого топлива. Центр анализа информации по двуокиси углерода, Национальная лаборатория Ок-Ридж, Министерство энергетики США, Ок-Ридж, штат Теннеси, США doi 10. 3334 / CDIAC / 00001_V2017. Глобальные выбросы углерода от ископаемого топлива значительно увеличились с 1900 года. С 1970 года выбросы CO 2 увеличились примерно на 90%, при этом выбросы от сжигания ископаемого топлива и промышленных процессов составили около 78% от общего увеличения выбросов парниковых газов с 1970 по 2011 год.Сельское хозяйство, вырубка лесов и другие изменения в землепользовании были вторыми по величине факторами. [1]
3334 / CDIAC / 00001_V2017. Глобальные выбросы углерода от ископаемого топлива значительно увеличились с 1900 года. С 1970 года выбросы CO 2 увеличились примерно на 90%, при этом выбросы от сжигания ископаемого топлива и промышленных процессов составили около 78% от общего увеличения выбросов парниковых газов с 1970 по 2011 год.Сельское хозяйство, вырубка лесов и другие изменения в землепользовании были вторыми по величине факторами. [1]
Выбросы не CO 2 парниковых газов также значительно увеличились с 1900 года. Чтобы узнать больше о прошлых и прогнозируемых глобальных выбросах газов, отличных от CO 2 , см. Отчет EPA, Global Anthropogenic Non-CO 2 Выбросы парниковых газов: 1990-2020 гг. .
Начало страницы
Выбросы по странам
Источник: Boden, T.А., Марланд Г. и Андрес Р.Дж. (2017). Национальные выбросы CO2 от сжигания ископаемого топлива, производства цемента и факельного сжигания газа: 1751-2014, Центр анализа информации по двуокиси углерода, Национальная лаборатория Ок-Ридж, Министерство энергетики США, DOI 10. 3334 / CDIAC / 00001_V2017. В 2014 году верхний диоксид углерода (CO 2 ) источниками выбросов были Китай, США, Европейский Союз, Индия, Российская Федерация и Япония. Эти данные включают выбросы CO 2 от сжигания ископаемого топлива, а также производства цемента и сжигания газа.Вместе эти источники составляют значительную часть общих глобальных выбросов CO 2 .
3334 / CDIAC / 00001_V2017. В 2014 году верхний диоксид углерода (CO 2 ) источниками выбросов были Китай, США, Европейский Союз, Индия, Российская Федерация и Япония. Эти данные включают выбросы CO 2 от сжигания ископаемого топлива, а также производства цемента и сжигания газа.Вместе эти источники составляют значительную часть общих глобальных выбросов CO 2 .
Выбросы и поглотители, связанные с изменениями в землепользовании, не включены в эти оценки. Однако изменения в землепользовании могут иметь важное значение: оценки показывают, что чистые глобальные выбросы парниковых газов от сельского, лесного и другого землепользования составили более 8 миллиардов метрических тонн CO 2 эквивалента , [2] или около 24% от общие глобальные выбросы парниковых газов. [3] В таких областях, как Соединенные Штаты и Европа, изменения в землепользовании, связанные с деятельностью человека, имеют чистый эффект поглощения CO 2 , частично компенсируя выбросы от обезлесения в других регионах.
Начало страницы
Ссылки
1. IPCC (2014). Изменение климата 2014: смягчение последствий изменения климата . Выходной вклад Рабочей группы III в Пятый оценочный доклад Межправительственной группы экспертов по изменению климата [Эденхофер, О., Р. Пичс-Мадруга, Ю. Сокона, Э. Фарахани, С. Каднер, К. Сейбот, А. Адлер, И. Баум, С. Бруннер, П. Эйкемайер, Б. Криманн, Й. Саволайнен, С. Шлёмер, К. фон Стехов, Т. Цвикель и Дж. К. Минкс (ред.)].Издательство Кембриджского университета, Кембридж, Великобритания и Нью-Йорк, штат Нью-Йорк, США.
2. ФАО (2014). Выбросы из источников в сельском, лесном и другом землепользовании и абсорбция канализационными стоками (PDF). (89 стр., 3,5 МБ) Выйти из Отдела климата, энергетики и землевладения, ФАО.
3. IPCC (2014): Climate Change 2014: Synthesis Report. Вклад рабочих групп I, II и III в Пятый оценочный доклад Межправительственной группы экспертов по изменению климата. Выход [Core Writing Team, Р.К. Пачаури и Л.А. Мейер (ред.)]. МГЭИК, Женева, Швейцария, 151 стр.
Выход [Core Writing Team, Р.К. Пачаури и Л.А. Мейер (ред.)]. МГЭИК, Женева, Швейцария, 151 стр.
Начало страницы
Примечание по категориям секторов выбросов:
Глобальные оценки выбросов, описанные на этой странице, взяты из Пятого оценочного доклада Межправительственной группы экспертов (МГЭИК) по изменению климата. В этом отчете некоторые категории секторов определены иначе, чем они определены на странице «Источники выбросов парниковых газов» на этом веб-сайте. Транспорт, промышленность, сельское хозяйство, землепользование и лесное хозяйство — это четыре глобальных сектора выбросов, которые примерно соответствуют U.С. секторов. Энергоснабжение, коммерческие и жилые здания, сточные воды и сточные воды классифицируются несколько иначе. Например, сектор энергоснабжения МГЭИК для глобальных выбросов включает сжигание ископаемого топлива для производства тепла и энергии во всех секторах. В отличие от этого, обсуждение источников в США отслеживает выбросы от электроэнергии отдельно и относит выбросы тепла и электроэнергии на месте к их соответствующим секторам (т. Е. Выбросы от газа или мазута, сжигаемого в печах для отопления зданий, относятся к жилому и коммерческому секторам. ).IPCC определила отходы и сточные воды как отдельный сектор, в то время как на странице «Источники выбросов парниковых газов» выбросы отходов и сточных вод отнесены к коммерческому и жилому сектору.
Е. Выбросы от газа или мазута, сжигаемого в печах для отопления зданий, относятся к жилому и коммерческому секторам. ).IPCC определила отходы и сточные воды как отдельный сектор, в то время как на странице «Источники выбросов парниковых газов» выбросы отходов и сточных вод отнесены к коммерческому и жилому сектору.
Газовая сварка и резка
АНГЛИЙСКИЙ ДЛЯ СВАРЩИКОВ
Кислородно-топливная сварка — это процесс сварки, обычно называемый кислородно-ацетиленовой сваркой, поскольку ацетилен является преобладающим выбором в качестве топлива, или часто просто газовой сваркой. Для резки металла используется практически идентичная процедура с использованием другого типа газовой горелки, которая называется газокислородной резкой.При газовой сварке и резке тепловая энергия и высокая температура, необходимые для плавления металла, достигаются за счет сжигания топливного газа с кислородом в горелке. Такой тип горелки часто называют паяльной лампой.
Топливо
|
Баллоны со сжатым газом, содержащим кислород, кислород и газ MAPP |
Наиболее часто используемым топливным газом является ацетилен. Другие используемые газы — это сжиженный нефтяной газ (LPG), природный газ, водород и газ MAPP.
Ацетилен можно производить рядом с местом проведения сварки в ацетиленовом генераторе. Чаще его изготавливают в другом месте и доставляют на место сварки в специальных контейнерах. Эти контейнеры заполнены различными пористыми материалами (например, волокном капока), а затем наполовину заполнены ацетоном. Ацетилен растворяется в ацетоне. Этот метод необходим, поскольку ацетилен выше 207 кПа (30 фунт-сила / дюйм2) нестабилен и может взорваться. В заполненном баке давление составляет около 1700
кПа (250 фунт-сила / дюйм2).Ацетилен при сжигании с кислородом дает температуру от 3200 ° C до 3500 ° C (от 5800 ° F до 6300 ° F), что является самой высокой температурой среди всех обычно используемых газовых топлив.
Водород имеет чистое пламя и подходит для обработки алюминия. Его можно использовать при более высоком давлении, чем у ацетилена, и поэтому он пригоден для подводной сварки. В небольших горелках водород часто образуется вместе с кислородом путем электролиза воды в аппарате, подключенном непосредственно к горелке.
Газ MAPP является зарегистрированным продуктом компании Dow Chemical.Это сжиженный нефтяной газ, смешанный с метилацетилен-пропадиеном. Он имеет характеристики сжиженного нефтяного газа при хранении и транспортировке, а его теплотворная способность немного ниже, чем у ацетилена.
Кислород — это не топливо: это то, что химически соединяется с топливом, выделяя тепло для сварки. Это называется «окислением», но более общим и часто используемым термином является «горение». В случае водорода продуктом сгорания является просто вода. Для других видов углеводородного топлива производится вода и диоксид углерода.Тепло выделяется потому, что молекулы продуктов сгорания имеют более низкое энергетическое состояние, чем молекулы топлива и кислорода.
Кислород обычно сокращается на «кислород» для использования в термине «кислородно-ацетиленовая горелка». Кислород обычно производят в другом месте путем перегонки сжиженного воздуха и доставляют на место сварки в сосудах высокого давления (обычно называемых «резервуарами» или «цилиндрами») под давлением около 21000 кПа (3000 фунтов-силы / дюйм2 = 200 атмосфер). Он также поставляется в виде жидкости в сосудах типа Дьюара (например, в большом термосе) в места, где используется большое количество кислорода.
Также можно отделить кислород от воздуха, пропуская воздух под давлением через цеолитное сито, которое избирательно поглощает азот и пропускает кислород (и аргон). Это дает чистоту кислорода около 93%. Это хорошо подходит для пайки.
|
Два типа головок кислородно-газовой горелки |
Аппарат
Аппарат, используемый для газовой сварки, состоит в основном из горелки, двух регуляторов давления и сдвоенных гибких шлангов. Горелка — это деталь, которую сварщик держит и которой манипулирует для выполнения сварного шва. Он имеет два клапана и два соединения, по одному для топливного газа и кислорода, ручку для сварщика, смесительную камеру
Горелка — это деталь, которую сварщик держит и которой манипулирует для выполнения сварного шва. Он имеет два клапана и два соединения, по одному для топливного газа и кислорода, ручку для сварщика, смесительную камеру
, в которой смешиваются топливный газ и кислород, и наконечник, откуда исходит пламя.
Регуляторы прикреплены к топливу и источникам кислорода. Кислородный регулятор прикреплен к кислородному баллону и снижает давление примерно с 21000 кПа (3000 фунт-сила / дюйм2 = 200 атмосфер) до более низкого давления для горелки.Это давление можно отрегулировать в соответствии с выполняемой работой, повернув ручку регулятора, и можно установить от 0 до примерно 700–1400 кПа (100–200 фунт-сила / дюйм2). Точно так же регулятор подачи топлива прикреплен к источнику топлива и снижает давление до уровня, необходимого для использования горелки. Для ацетилена это значение составляет от 0 до 100 кПа (15 фунт-сила / дюйм2).
Гибкие шланги соединяют регуляторы с горелкой и переносят топливный газ и кислород. Соединения топливного газа имеют левую резьбу, а кислородные соединители имеют правую резьбу, так что их нельзя менять местами, чтобы предотвратить несчастные случаи.
Соединения топливного газа имеют левую резьбу, а кислородные соединители имеют правую резьбу, так что их нельзя менять местами, чтобы предотвратить несчастные случаи.
Сварщик носит очки или щит с затемненными линзами, чтобы защитить глаза от бликов и разлетающихся искр и брызг, а также носит кожаные перчатки, чтобы защитить руки от ожогов. Он также должен носить одежду и обувь, подходящие для сварки. Солнцезащитные очки не подходят.
Обратите внимание, что процедуры и оборудование, используемые для газовой сварки, по существу такие же, как и для газовой пайки.
]
|
|
Настройка оборудования
При использовании топливных и кислородных баллонов они должны быть надежно закреплены на стене, столбе или переносной тележке в вертикальном положении.Кислородный баллон особенно опасен по той причине, что кислород находится под давлением 21 МПа (3000 фунт-сила / дюйм2 = 200 атмосфер), когда он полон, и если баллон падает, а клапан ударяется о что-либо и сбивается, баллон
станет неуправляемой и непредсказуемой ракетой на базе
сжатый кислород.
