Какие бывают типы сварочных аппаратов. Как правильно подобрать сварочное оборудование для дома или производства. На что обратить внимание при выборе сварочного инвертора. Основные характеристики и функции современных сварочных аппаратов.
Основные виды сварочных аппаратов
Сварочные аппараты можно разделить на несколько основных типов по способу сварки и принципу работы:
- Трансформаторные
- Выпрямители
- Инверторные
- Аппараты для ручной дуговой сварки (MMA)
- Полуавтоматы (MIG/MAG)
- Аппараты аргонодуговой сварки (TIG)
- Аппараты контактной сварки
- Установки плазменной резки
Каждый тип имеет свои особенности, преимущества и недостатки. Выбор конкретного вида зависит от задач и условий использования.
Трансформаторные сварочные аппараты
Трансформаторные сварочные аппараты относятся к самым простым и недорогим моделям. Их основные характеристики:
- Работают на переменном токе
- Имеют большие габариты и вес (от 20 кг)
- Низкая цена
- Простота конструкции и высокая надежность
- Подходят для толстых электродов и сварки крупных деталей
- Создают большую нагрузку на электросеть
- Нестабильная дуга, сложно варить тонкие детали
Трансформаторные аппараты хорошо подходят для несложных сварочных работ в гараже или на даче. Их главные плюсы — неприхотливость и долговечность.

Сварочные выпрямители
Сварочные выпрямители являются усовершенствованной версией трансформаторов. Основные отличия:
- Работают на постоянном токе
- Обеспечивают более стабильную дугу
- Позволяют варить более качественные и аккуратные швы
- Имеют возможность переключения на переменный ток
- Сохраняют большие размеры и вес трансформаторов
- Стоят дороже трансформаторных аппаратов
Выпрямители хорошо подходят для профессионального использования, когда требуется высокое качество сварных соединений.
Инверторные сварочные аппараты
Инверторные сварочные аппараты — самый современный и технологичный тип оборудования. Их ключевые особенности:
- Компактные размеры и небольшой вес (3-15 кг)
- Высокий КПД и низкое энергопотребление
- Стабильная дуга и отличное качество шва
- Широкие возможности настройки параметров сварки
- Наличие дополнительных функций (горячий старт, форсаж дуги и др.)
- Возможность работы от бытовой сети 220В
- Высокая цена по сравнению с трансформаторами
- Чувствительность к пыли и влаге
Инверторы отлично подходят как для домашнего, так и для профессионального использования. Они обеспечивают высокое качество сварки при небольших габаритах.

Аппараты для ручной дуговой сварки (MMA)
MMA-сварка является самым распространенным методом. Особенности аппаратов MMA:
- Используют штучные электроды с обмазкой
- Подходят для сварки большинства металлов
- Простота использования
- Возможность работы в полевых условиях
- Невысокая производительность
- Необходимость удаления шлака после сварки
MMA-аппараты универсальны и подходят для широкого спектра сварочных работ как в быту, так и на производстве.
Полуавтоматы для сварки MIG/MAG
Полуавтоматическая сварка в среде защитных газов имеет ряд преимуществ:
- Высокая производительность
- Отличное качество сварного шва
- Возможность сварки тонких металлов
- Низкое разбрызгивание металла
- Необходимость использования газовых баллонов
- Сложность транспортировки
- Высокая стоимость оборудования
Полуавтоматы MIG/MAG идеально подходят для серийных работ на производстве или в автосервисе.
Аппараты аргонодуговой сварки TIG
TIG-сварка применяется для особо ответственных соединений. Характеристики TIG-аппаратов:

- Высочайшее качество сварного шва
- Возможность сварки тонких металлов
- Отсутствие брызг и шлака
- Сварка цветных металлов и сплавов
- Низкая производительность
- Сложность освоения техники сварки
- Высокая стоимость оборудования
TIG-аппараты используются для сварки особо ответственных конструкций, например, в авиастроении или атомной энергетике.
Как выбрать сварочный аппарат для дома
При выборе сварочного аппарата для домашнего использования следует обратить внимание на следующие факторы:
- Тип сварки — для дома лучше подойдет MMA-инвертор
- Диапазон сварочного тока — 20-160А будет достаточно
- Максимальный диаметр электрода — 3-4 мм
- Напряжение питания — 220В
- Вес — желательно не более 5-7 кг
- Продолжительность включения — не менее 60%
- Наличие дополнительных функций — горячий старт, форсаж дуги
Оптимальным выбором для дома станет недорогой инверторный аппарат от проверенного производителя с током сварки 160-200А.
Виды сварочных аппаратов: как выбрать, какие бывают методы сварки
Процесс выбора сварочного аппарата не вызовет трудностей, если заранее разобраться в классификациях и разновидностях. Для начала нужно определиться, какая технология будет применяться и какие металлы необходимо использовать для сваривания.
Существуют следующие методы сварки: ручная, полуавтоматическая, в газовой среде и без газа, точечная сварка и плазменная резка. Для новичка-сварщика может показаться, что выбрать оборудование и нужный метод работы сложно, но это только на первый взгляд. Мы собрали всю важную информацию о видах сварочных аппаратов.
Инвертор или трансформатор: что лучше?
Трансформаторы считаются одними из самых дешёвых разновидностей агрегатов для сварки. Отличаются простотой конструкции: среди всех внутренних элементов главный — сердечник. На нём присутствуют первичная и вторичная обмотки: первая остаётся статичной, в то время как вторая движется относительно неё.
Большие масса и габариты — не единственный минус такого оборудования. Главный недостаток связан с переменным током, который вырабатывают приборы: сварочная дуга мерцает, ведёт себя нестабильно, «скачет» по материалу. Из-за этого не получается сделать аккуратный шов, т. к. происходит разбрызгивание металла. Также отмечают сильную нагрузку на электрическую сеть и высокий уровень шума.
Применение аппарата инверторного типа позволит избежать вышеперечисленных проблем. Такие инструменты выступают преобразователями переменного тока 50 Гц в постоянный. В результате преобразования получаются ровные аккуратные швы, глубокий провар и малое количество брызг.
При выборе инверторного аппарата необходимо иметь понятие об используемых в нём транзисторах:
Mosfet.
 Надёжные устройства, хорошо подходят для обработки чёрных металлов. Тяжёлые, не менее 20 штук в электронной схеме инвертора. При температуре свыше 60° срабатывает защита от перегрева, поэтому отмечается относительно недолгая продолжительность включения.
Надёжные устройства, хорошо подходят для обработки чёрных металлов. Тяжёлые, не менее 20 штук в электронной схеме инвертора. При температуре свыше 60° срабатывает защита от перегрева, поэтому отмечается относительно недолгая продолжительность включения.IGBT. Отличаются меньшим весом — в одно устройство требуется до 10 единиц транзисторов. Перегрев наступает после 90 градусов. Малое количество деталей упрощает сервисные работы.
Преимущества сварочных инверторов многочисленны: высокий КПД и производительность до 95%, функция «горячий старт», лёгкость розжига (зависит от параметров напряжения холостого хода), компактный размер и масса 3-6 кг, стабильный ток и ровная электрическая дуга, управление с помощью электроники и ручная регулировка.
Какие бывают инверторные сварочные аппараты?
В зависимости от типа работ и функциональных особенностей выделяют следующую классификацию инверторов:
Аппараты для ручной дуговой сварки MMA.
 Компактные, удобные, дающие ровные аккуратные швы. Применяется плавящийся штучный электрод. Это оптимальный вариант для домашнего использования, также подходит для работы на небольшом производстве.
Компактные, удобные, дающие ровные аккуратные швы. Применяется плавящийся штучный электрод. Это оптимальный вариант для домашнего использования, также подходит для работы на небольшом производстве.Инверторы-полуавтоматы MIG/MAG. Данный вид сварочного процесса называется полуавтоматическим, потому что ведение шва осуществляется при участии горелки, а подача проволоки происходит от механизма с катушки. Сваривание металлических компонентов выполняется электрической дугой. Способен делать длинные швы. Подходит для эксплуатации в условиях производства.
Аргонодуговые инверторы TIG. Сварка происходит с применением неплавящихся электродов из вольфрама. Устройство даёт возможность создавать узкие качественные швы.
Точечные техники сваривания. Бывают двух видов: модели с клещами для сварки изделий с двух сторон и с пистолетом для односторонней. Можно собирать тонколистовые конструкции и использовать при кузовном ремонте.

Установки для воздушно-плазменной резки. Дуга горит в сопле между анодом и катодом. Сквозь неё проходит сжатый воздух от компрессора и образует плазму. Рекомендуется к использованию присадочная проволока.
Сварочные аппараты MMA: устройство, характеристики
Принцип ручной дуговой сварки (MMA) подходит для качественного, но грубого соединения стальных конструкций и чугуна. Устройства сочетают в себе качества инверторов, выпрямителей и трансформаторов. Сварщик управляет держателем, на котором закрепляются плавящиеся электроды. Присадочным материалом служит стержень, в состав которого входит металл: он замыкает дугу. Сварочная ванна надёжно защищена от внешней среды за счёт наружной обмазки — она, расплавляясь, создаёт газовое облако.
Данным видом оборудования можно соединять чёрные металлы и легированную сталь (если установить нержавеющие электроды). Для грамотного применения нужно контролировать длину дуги.
Среди популярных моделей можно выделить следующие:
ТСС САИ-315. Опции горячего старта и форсажа дуги повышают скорость и качество работы. Безопасность гарантирована функцией антизалипания, для охлаждения и предотвращения от перегрева установлен вентилятор. Используются IGBT-транзисторы.
Ресанта САИ-250 ПН. Технологии поджига и регулировки дуги Hot Start и Arc force. Эргономичная панель управления с регуляторами, световыми датчиками и цифровым дисплеем, отражающим рабочие процессы. Вентиляционные отверстия отвечают за своевременное охлаждение деталей.
Сварог Real ARC-200 (Z238) Black. Создаёт глубокий провар, аккуратный и точный. Не боится скачков напряжения в диапазоне 160-270 В, поддерживая стабильность сварочного тока. Функция Antistick гарантирует защиту от короткого замыкания, устраняет залипание электрода. Имеет расширенную комплектацию.
Особенности применения инверторных полуавтоматов
Полуавтоматическая техника MIG/MAG получила распространение для бытовых и промышленных задач: создаёт идеальный ровный шов и поддерживает все виды и типы свариваемых металлов. Главная особенность заключается в толщине проволоки: полуавтомат — единственный аппарат, которым можно сваривать листы тоньше 1 мм. В целом допустимым считается диаметр 0,6-20 мм. Непрерывная подача присадки способствует высокой аккуратности швов, удобству и скорости работы. Габариты и вес больше, чем у аппаратов MMA.
Главная особенность заключается в толщине проволоки: полуавтомат — единственный аппарат, которым можно сваривать листы тоньше 1 мм. В целом допустимым считается диаметр 0,6-20 мм. Непрерывная подача присадки способствует высокой аккуратности швов, удобству и скорости работы. Габариты и вес больше, чем у аппаратов MMA.
Оборудование работает в среде защитного газа (инертного и активного). Это предполагает использование баллонов: газ создаёт защиту от внешней среды. Плюсов у такой технологии множество. Температурное воздействие ограничено малой зоной, поэтому свойства свариваемых металлов не меняются в процессе работы. Отсутствие задымления в зоне сварочной ванны открывает обзор — становится легче следить за качеством шва. Пространственное положение детали не имеет значение: напор горелки можно отрегулировать так, чтобы выполнять потолочные и наклонные швы. Есть модели, осуществляющие сварку в безгазовой среде.
Востребованные полуавтоматы:
Fubag Irmig-160.
 Однофазный агрегат для строительных площадок, автомастерских и производственных объектов. Для безопасного соединения с газовым баллоном предусмотрен евроразъём. Есть настройка скорости подачи проволоки и регулировка тока. Катушка на 200 мм с весом до 5 кг. Большой рабочий ресурс, есть охлаждающая система.
Однофазный агрегат для строительных площадок, автомастерских и производственных объектов. Для безопасного соединения с газовым баллоном предусмотрен евроразъём. Есть настройка скорости подачи проволоки и регулировка тока. Катушка на 200 мм с весом до 5 кг. Большой рабочий ресурс, есть охлаждающая система.ТСС TOP MIG/MMA-160. Применим к полупрофессиональной сварке: в автомобильных сервисах, на монтажно-ремонтных площадках, в жилищно-коммунальном хозяйстве и т. д. Для работы со сталями и сплавами. Максимальное потребление 6,6 кВт, подключается к стандартной сети 220 В. Высоконадёжный подающий механизм. Управляющая панель с цифровым дисплеем. Возможность смены полярности горелки.
Aurora Polo-160 Synergic. Для бытового применения. Имеет минимальное количество брызг и стабильное дуговое горение. Можно использовать порошковую проволоку в режиме No Gas. Burn-Back (отжиг проволоки в конце работы) и Run-In (плавное включение).
 Рабочие параметры настраиваются вручную.
Рабочие параметры настраиваются вручную.
Аппараты аргонодуговой сварки: что такое импульсный режим?
Импульсная сварка в режиме TIG является одной самых важных функций аргонодугового устройства. Она происходит в среде защитного газа. Аргонодуговые приборы позволяют варить детали из чёрных металлов и нержавейки, но больше всего востребованы для работы с алюминием. Аргон выступает в роли защиты и препятствует возникновению негативных процессов. Главное преимущество такой техники в том, что в процессе сваривания происходит малый нагрев. Это предохраняет от деформации, что особенно важно для изделий сложной конфигурации.
Механизм таков: сварочный ток меняется с максимального до минимального показателя с определённой частотой. Благодаря высокому импульсу обеспечивается провар металла и формируется точечная сварная ванна. Под воздействием более слабого тока она начинает остывать, пока очередной импульс не расплавит её снова. Чаще всего такой способ применяют для сваривания оснований и листов небольшой толщины, можно выполнять работу без присадочного прутка.
Востребованные представители на рынке:
Aurora Stickmate-180. Идеальный запуск и лёгкий поджиг обеспечивает функция Hot Start. Опция ForceArc снижает вероятность залипания, поддерживает ровное горение. Работает при пониженном напряжении. Интеллектуальная система защиты от перегрева.
ТСС TOP TIG/MMA-180P. Для полупрофессиональной эксплуатации. Два импульсных режима и форсаж дуги. Оснащён электроприводом, применим для листовых металлов, сплавов и сталей.
Кедр ULTRAARC-200. Обеспечивает токовый диапазон в диапазоне 10-200 Ампер. Высокая производительность, удобство регулировки процессом сварки за счёт функциональной панели с регуляторами, индикаторами и дисплеем.
Виды контактной точечной сварки
Устройства для получения точечных швов. Выделяют одноточечную, двухточечную и многоточечную сварку. Первый тип аппаратов выполняет за одну операцию приваривание материала в одной точке. Соответственно, две и более точек способны приваривать устройства с более широкими возможностями. Одностороннее 1-точечное соединение подходит для изделий больших габаритов, которые сложно удержать на весу. Двухсторонний принцип является наиболее распространённым.
Соответственно, две и более точек способны приваривать устройства с более широкими возможностями. Одностороннее 1-точечное соединение подходит для изделий больших габаритов, которые сложно удержать на весу. Двухсторонний принцип является наиболее распространённым.
Если выбираете споттер, обратите внимание на самые покупаемые:
ТСС МТР-10. Максимальная толщина заготовки — 1,5 мм. Электрический двигатель потребляет мощность в 10 кВт. Поддерживает трёхфазное напряжение 380 В. Экономно потребляет электроэнергию. Прочный корпус защищает внутренние механизмы от внешних повреждений. Весит 86 кг.
Hugong EXTREMIG-200W III. Многофункциональный однофазный экземпляр. Допустимый диаметр проволоки 0,6-1 мм, электрода — 1,6-4 мм. Не боится перепадов в сети. В комплект входит газовый шланг на 4 метра.
TECNA 3460N/380 AUTO. Незаменим в автомастерских, СТО и на ремонтных предприятиях. Отлично справляется с кузовными работами, например, качественно выпрямляет вмятины на кузове.

Установки воздушно-плазменной резки: где используются?
Воздушно-плазменная сварка служит для резки материалов толщиной до 200 мм при помощи электрической дуги. Оборудование применяется на небольших предприятиях и в мастерских, также востребовано для частного использования. Агрегаты мобильны, немного весят. Чтобы верно подобрать инструмент, следует определиться с кругом работ: какие заготовки придётся обрабатывать, какая их толщина и особенности материала. Также важно понимать степень интенсивности функционирования, частоту и продолжительность включений.
Среди аппаратов этого направления представлены:
Hypertherm POWERMAX-45. Выполняет нарезание и строжку листовых металлических оснований до 12мм. Гарантирует ровный рез без повреждений. Не нуждается в дополнительной обработке. Оборудован ЧПУ (числовым программным управлением).
Aurora AIRFORCE-80. 3-фазный сварочный инструмент, эксплуатируется вместе с компрессором (220 л/мин).
 Не вызывает коробления и деформации материала. Оснащён бесконтактным поджигом и электронным индикатором.
Не вызывает коробления и деформации материала. Оснащён бесконтактным поджигом и электронным индикатором.ТСС TOP CUT-40. Для профессиональных операторов. Электропривод с максимальным потреблением 5,4 кВА. Встроенная защита от нагревания. Подходит для высотного использования. Есть регулятор тока.
Какой сварочный аппарат купить для дома новичку?
Если вы только учитесь работать со сварочным аппаратом, рекомендуем начинать с инвертора MMA с небольшим диапазоном сварочного тока. Они считаются наиболее удобными, интуитивно понятными, а главное — экономичными. Широкие возможности дополняются компактностью, мобильностью и приемлемым для ручной работы весом.
Зубр Профессионал ЗАС-Т3-190. Подходит для сварки разного типа стали. Мощность 7,5 кВА, максимальный потребляемый ток 34А. Защищён от перегревания и попадания пыли. Встроена регулировка тока, потребляет малое количество электроэнергии, демонстрирует значительный КПД.

Fubag IN-206. Оснащён электронными индикаторами параметров и сенсорной панелью. Не боится перегрузок и скачков напряжения. Встроенные функции Antistick, Hot Start и Arc Force. Есть байонетные разъёмы для подсоединения кабелей. Ремень облегчает переноску. Пластиковый кейс надёжно защищает от механических повреждений.
Aurora STICKMATE-180. Варит нержавейку, углеводородную сталь, медь, цветные металлы. Покрытие электродов — основное, рутиловое или целлюлозное. Работает при пониженном напряжении. Новейшая технология IGBT.
Разбираясь в разновидностях сварочных агрегатов, вы сможете грамотно подойти к выбору и сэкономить на покупке дорогого инструмента. Если всё же остались вопросы, специалисты компании «Диам Дистрибьютор» проконсультируют вас и подскажут, на какие модели в нашем каталоге следует обратить внимание. У нас представлен широкий ассортимент сварочного оборудования по выгодным ценам.
Выбираем сварочный аппарат
Что такое электросварка и зачем нужен сварочный аппарат – сегодня понимает каждый школьник. А вот какие процессы скрываются за сиянием электрической дуги – известно не каждому. Стоит остановиться на этом вопросе подробнее, потому что именно тонкостями сварочного процесса отличаются различные виды электросварки и, соответственно, виды сварочных аппаратов.
А вот какие процессы скрываются за сиянием электрической дуги – известно не каждому. Стоит остановиться на этом вопросе подробнее, потому что именно тонкостями сварочного процесса отличаются различные виды электросварки и, соответственно, виды сварочных аппаратов.
Основными участниками процесса являются:
- Сварочная ванна – участок расплавленного металла, при остывании которого образуется сварочный шов. При сваривании деталей необходимо, чтобы сварочная ванна находилась в непосредственном контакте с обеими деталями. Сварочную ванну необходимо обеспечить источником металла – как правило, металла свариваемых деталей для образования качественного шва недостаточно. Чаще всего источником металла служит плавящийся электрод, но в некоторых случаях используется дополнительный металл, например, обрезки проволоки, вносящиеся в область действия электрической дуги.
- Слой защитного газа. Расплавленный металл мгновенно вступает в реакцию с кислородом атмосферы, образуя пленку окислов.
 Наличие такой пленки многократно снижает качество шва, а то и вообще делает процесс сварки невозможным. Поэтому сварочную ванну необходимо защитить слоем инертного (не вступающего в реакцию с металлом) газа. Есть два метода формирования защитного слоя. В первом случае газ подается к точке сварки по шлангу из баллона, во втором случае – газ образуется при сгорании покрытия электрода.
Наличие такой пленки многократно снижает качество шва, а то и вообще делает процесс сварки невозможным. Поэтому сварочную ванну необходимо защитить слоем инертного (не вступающего в реакцию с металлом) газа. Есть два метода формирования защитного слоя. В первом случае газ подается к точке сварки по шлангу из баллона, во втором случае – газ образуется при сгорании покрытия электрода. - Электрическая дуга – участок ионизированного воздуха между катодом и анодом. Для образования качественного шва необходима стабильная дуга с определенной, соответствующей применяемому электроду, силой тока в ней. Если сила тока будет выше, металл электрода начнет гореть, если ниже – дуга погаснет.
- Катод и анод – положительный и отрицательный полюса, между которыми и возникает электрическая дуга. Чаще всего одним из полюсов является электрод сварочного аппарата, вторым – одна или обе свариваемые детали, ток на которые подается от сварочного аппарата с помощью зажима.
Все многообразие представленных на рынке сварочных аппаратов делится на несколько видов по способу сварки и по способу преобразования электроэнергии. По способу сварки разделяют MMA, MIG/MAG и TIG. По способу преобразования – сварочные трансформаторы, выпрямители и инверторы. Рассмотрим все эти виды подробнее.
По способу сварки разделяют MMA, MIG/MAG и TIG. По способу преобразования – сварочные трансформаторы, выпрямители и инверторы. Рассмотрим все эти виды подробнее.
Способ преобразования электроэнергии.
Сварочный трансформатор представляет собой простой силовой трансформатор, понижающий напряжение питающей сети с 220 (или с 380 – для трехфазного тока) до пригодных для сварки 50-90 вольт. Простота конструкции является залогом невысокой цены и надежности этого инструмента: он крайне неприхотлив, долговечен и надежен. Только сильная перегрузка (работа в режиме короткого замыкания) может вывести инструмент из строя. Но даже в этом случае (если в нем есть хотя бы минимальная защита от перегрева) его можно будет быстро отремонтировать своими силами.
Минусов у сварочного трансформатора тоже хватает: низкочастотный силовой трансформатор должен обладать солидным сердечником и иметь внушительное сечение проводов вторичной обмотки. И чем на больший ток рассчитан такой трансформатор, тем больше будут упомянутые величины, и, соответственно, вес трансформатора. Самые легкие модели будут весить от 20кг, при этом выдаваемый ими ток не позволит использовать электроды толщиной больше 4мм и сваривать крупные детали.
Самые легкие модели будут весить от 20кг, при этом выдаваемый ими ток не позволит использовать электроды толщиной больше 4мм и сваривать крупные детали.
Регулировка выходного тока производится механически, перемещением по сердечнику вторичной обмотки (чем ближе вторичная обмотка к первичной, тем выше ток). Точность такой регулировки невысока, но большей для этого вида сварочных аппаратов и не требуется, поскольку на качество шва здесь точность установки тока влияет слабо. Главным минусом сварочных трансформаторов является переменный выходной ток: катод и анод меняются местами с частотой 50Гц, поэтому дуга «мерцает», скачет по свариваемому материалу и в целом нестабильна. Это сильно усложняет сварку, делает практически невозможным создание тонких аккуратных сварных швов и требует от сварщика большого опыта и хорошей реакции. Впрочем, в одном-единственном случае этот минус обращается в плюс: варить алюминиевые сплавы рекомендуется именно переменным током.
Кроме вышеперечисленного, трансформатор создает большую нагрузку на питающую сеть. Если вы подключаете трансформатор к промышленной трехфазной сети 380В, об этом можно не беспокоиться. А вот включить трансформатор в розетку в многоквартирном доме, возможно, просто не получится — выбьет вводной автомат, поскольку многие такие сети рассчитаны на единовременное подключение нагрузки не более 5кВА. Даже сеть на такие нагрузки и рассчитана – соседи будут смотреть на вас косо, поскольку с началом сварки во всем доме начнет выключаться бытовая техника, и «заморгают» лампочки. Владельцы дачных участков и хозяева частных домов наверняка тоже знакомы с этим явлением: замерцали лампочки и защелкали реле стабилизаторов – значит, сосед занялся сваркой.
Если вы подключаете трансформатор к промышленной трехфазной сети 380В, об этом можно не беспокоиться. А вот включить трансформатор в розетку в многоквартирном доме, возможно, просто не получится — выбьет вводной автомат, поскольку многие такие сети рассчитаны на единовременное подключение нагрузки не более 5кВА. Даже сеть на такие нагрузки и рассчитана – соседи будут смотреть на вас косо, поскольку с началом сварки во всем доме начнет выключаться бытовая техника, и «заморгают» лампочки. Владельцы дачных участков и хозяева частных домов наверняка тоже знакомы с этим явлением: замерцали лампочки и защелкали реле стабилизаторов – значит, сосед занялся сваркой.
Еще один минус: выходной ток и напряжение сварочного трансформатора сильно зависят от характеристик входного напряжения. Если оно ниже стандарта, ток на выходе также будет ниже ожидаемого. А если входное напряжение «скачет» (например, сосед как раз в это время тоже решил что-то приварить) – варить не получится вообще.
Сварочные выпрямители, фактически, являются теми же трансформаторами, но с дополнительным выпрямителем на силовых полупроводниковых элементах. В результате на выходе выпрямителя получается постоянный ток, обеспечивающий высокое качество шва и удобство сварки. На случай если вдруг потребуется варить переменным током, выпрямитель обычно имеет и такой выход. Сохранив надежность и неприхотливость сварочных трансформаторов, выпрямители обладают все теми же минусами: большой вес, большая нагрузка на сеть, зависимость от входного напряжения. Кроме того, выпрямители заметно дороже трансформаторов.
В результате на выходе выпрямителя получается постоянный ток, обеспечивающий высокое качество шва и удобство сварки. На случай если вдруг потребуется варить переменным током, выпрямитель обычно имеет и такой выход. Сохранив надежность и неприхотливость сварочных трансформаторов, выпрямители обладают все теми же минусами: большой вес, большая нагрузка на сеть, зависимость от входного напряжения. Кроме того, выпрямители заметно дороже трансформаторов.
Сварочные инверторы. В этих аппаратах сначала производится частотное преобразование: частота входного напряжения повышается до десятков килогерц, затем, компактным высокочастотным трансформатором, производится снижение напряжения до 50-90 Вольт. Далее напряжение стабилизируется и выпрямляется. В результате на электроды поступает стабильный постоянный ток, напряжение и сила которого практически не зависят от характеристик входного напряжения (впрочем, до определенных пределов – при сильном падении входного напряжения электроника инвертора просто откажется работать).![]() КПД инверторов очень высок и не зависит от используемой силы тока. Поэтому, если не применять толстые (5-6мм) электроды, можно спокойно, не опасаясь гнева соседей и выбивания автоматов, варить, запитав инвертор от любой розетки.
КПД инверторов очень высок и не зависит от используемой силы тока. Поэтому, если не применять толстые (5-6мм) электроды, можно спокойно, не опасаясь гнева соседей и выбивания автоматов, варить, запитав инвертор от любой розетки.
Инверторы компактны, вес их невелик и неудивительно, что в сравнении с ними выпрямители и, тем более, трансформаторы выглядят довольно непривлекательно.
Раньше основным недостатком инверторов была высокая цена, но большой спрос на этот вид сварочных аппаратов сделал свое дело и сегодня простой инвертор китайского производства стоит даже дешевле среднего трансформатора. Впрочем, в этом случае, гнаться за дешевизной не стоит: электронная начинка инверторов сложна, боится пыли и влаги, а при выходе из строя зачастую неремонтопригодна. Покупка дешевого инвертора от малоизвестного производителя связана с высоким риском скорого его выброса на свалку. Тем более что дорогие модели могут обладать некоторыми дополнительными – и совсем небесполезными – опциями. Поскольку весь процесс преобразования в инверторах управляется электроникой, возможности по контролю сварочных процессов в этих аппаратах значительно возрастают.
Поскольку весь процесс преобразования в инверторах управляется электроникой, возможности по контролю сварочных процессов в этих аппаратах значительно возрастают.
Способ сварки.
MMA. Ручная сварка плавящимся штучным электродом, покрытым обмазкой. Обмазка при сгорании образует шлако-газовую защиту шва, затрудняя доступ кислорода к сварочной ванне. Плюсами этого метода является его простота и возможность использования электродов любой толщины. Минус: шлак хрупок и подвержен окислению и после остывания сварочной ванны необходимо счистить. Если шов делается в несколько проходов, шлак необходимо счищать после каждого прохода, иначе прочность шва упадет в разы. Различают MMADC и MMAAC виды сварок – постоянным и переменным током соответственно. При выборе электродов на это следует обратить внимание: варить «неправильными» электродами может оказаться сложно или даже вообще невозможно. Также пристальное внимание на выбор электрода надо обратить при сварке металлов, отличных от железа – может потребоваться специальный электрод.
MIG/MAG. Сварка плавящимся электродом в среде инертного (MIG) или активного (MAG) защитного газа. Возможна сварка как черных, так и цветных металлов. Как правило, подача электрода (проволоки) осуществляется автоматически из мотка, находящегося в сварочном аппарате, поэтому варить такими аппаратами очень удобно. Минус: толщина электрода невысока и для сваривания толстостенных деталей такой способ неприменим. Зато для тонкостенных деталей этот метод не имеет равных по качеству шва. Для сварки же листов тоньше 1 мм это единственный применимый метод.
TIG. Сварка тугоплавким электродом в среде инертного газа. Применяется для сварки цветных металлов. Поскольку сам электрод не плавится, источником металла для шва обычно являются куски проволоки, вносимые в зону плавки. Плюс – возможность использования электродов разной толщины, что позволяет сваривать крупногабаритные детали.
Общие характеристики сварочных аппаратов.

Число фаз. Аппарат, рассчитанный на работу в промышленной трехфазной сети, будет невозможно использовать в домашних условиях. Исключение составляют некоторые модели сварочных трансформаторов, которые можно использовать в любой сети – просто нужно повернуть соответствующий переключатель.
Максимальный сварочный ток. Одна из важнейших характеристик аппарата – чем выше ток может дать аппарат, тем больший диаметр электрода можно в нем использовать и тем более толстый металл можно варить.
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Продолжительность включения (продолжительность непрерывного включения, рабочий цикл). Начинка сварочных аппаратов подвержена перегреву, которым вентиляция аппарата зачастую не справляется. Поэтому зачастую непрерывная сварка невозможна. Обычно указывается в процентах от 10 минут для максимального рабочего тока. Так, ПВ 30% означает, что данный аппарат может работать на максимальном токе непрерывно 3 минуты, после чего ему требуется отдых в 7 минут. Впрочем, константой данный показатель не является – он может значительно меняться в зависимости от окружающей температуры.
Начинка сварочных аппаратов подвержена перегреву, которым вентиляция аппарата зачастую не справляется. Поэтому зачастую непрерывная сварка невозможна. Обычно указывается в процентах от 10 минут для максимального рабочего тока. Так, ПВ 30% означает, что данный аппарат может работать на максимальном токе непрерывно 3 минуты, после чего ему требуется отдых в 7 минут. Впрочем, константой данный показатель не является – он может значительно меняться в зависимости от окружающей температуры.
Напряжение холостого хода – еще один немаловажная характеристика, показывающая, насколько легко будет этим аппаратом разжигать и поддерживать дугу. Для розжига дуги требуется повышенное (от 1,5 до 2раз) напряжение. Стандартами регламентировано максимальное напряжение сварки в 80В для переменного и 90В для постоянного тока, что в большинстве случаев является даже излишним. Но если у выбранной модели напряжение холостого хода ниже 40-50В, розжиг дуги может оказаться сопряжен с некоторыми трудностями.
Как выбрать сварочный аппарат
Как выбрать сварочный аппарат (сварочный инвертор). Часть первая: читаем паспорт сварочного инвертора.
Автор: Дмитрий Атеев, интернет-магазин «Силовик».
В России более 70 торговых марок сварочных инверторов с ценами, отличающимися в несколько раз. Большинство из них сделаны в Китае, но продаются у нас как «Германия», «Латвия», «Италия», «Россия». Некоторые сделаны в России и по качеству либо хуже китайских, либо дороже, хотя падение рубля сделало Китай дорогим и дает реальный шанс нашим производителям. В любом случае, доля китайского сварочного оборудования на рынке инверторов выше 90%, не только у нас в России, но и во всём мире.
По моим наблюдениям, 99% тех, кто продаёт сварочные аппараты, ничего о них не знают или знают лишь минимальную информацию, написанную в паспорте на аппарат.
Если бы в паспортах писали правду, всё было бы просто — скачал в интернете 10-15 паспортов и выбирай что лучше по своим критериям.
Но проблема в том, что 90% технических характеристик из паспортов — враньё, ошибки и пропаганда (пропаганда иногда бывает правдивой).
Тем не менее разобраться с этим нужно, а где и что правда, а что ложь — об этом позже.
Беру типичный паспорт типичного сварочного инвертора. Один из лидеров российского рынка. По теории вероятности, если вы находитесь в России, то велика вероятность, что именно этот паспорт может оказаться у вас в руках.
В паспорте 10 характеристик:
-
Диапазон рабочего напряжения
-
Максимальный потребляемый ток в амперах
-
Напряжение холостого хода
-
Напряжение дуги
-
Диапазон регулирования сварочного тока в амперах
-
Продолжительность нагружения в процентах
-
Максимальный диаметр электрода в милиметрах
-
Класс защиты
-
Рабочий диапазон температур
-
Масса
Здесь есть несущественные, неважные характеристики и нет самой главной, о чем напишу ниже.
Несущественные эти характеристики потому, что у всех производителей и увсех моделей они почти одинаковые и сравнить их нельзя. Но разобрать смысл есть, так как попутно мы получим важную информацию так сказать «между строк».
Разберем их подробнее.
Пункт 1. Диапазон рабочего напряжения.
Даже если у вас нормальное напряжение дома или на даче, столкнуться с проблемой низкого напряжения в сети вы сможете за свою «сварочную» жизнь не раз. Для профессионалов это более актуально, так как никогда не знаешь где, когда и при каком напряжении придётся сваривать. Даже простой удлинитель садит напряжение, а длинный удлинитель в десятки метров садит его на десятки вольт, потому что толщина проводов в удлинителе как правило не соотвествует норме для такой мощной нагрузке, как сварочный аппарат.
И тут лучше взять нормальный сварочный инвертор, чем такой, что будет работать только по большим праздникам. И вот тут чтение паспорта нам скорее всего вообще ничего не даст. Два аппарата, номер один и номер два из предыдущего размера. В первом написано 160 вольт-260 вольт в паспорте. Во втором — 220вольт+-10%. По паспорту надо брать первый. Фактически — второй. Почему они так пишут — непонятно. Для первого — это завышение возможностей, для второго — занижение. У первого логика — «лишь бы продать», у второго — «как бы чего не вышло», так как низкое напряжение — это всегда дополнительная нагрузка на аппарат. Ведь если напряжение падает, а ток растёт, идет нагрев всей электроники. По сути сварочный процесс это и есть понижение напряжения при росте тока. Поэтому одни производители всегда будут скромно умалчивать о своих возможностях, чтобы сохранить репутацию, а другие будут наоборот преувеличвать свои возможности, чтобы продать свою технику любыми путями.
И вот тут чтение паспорта нам скорее всего вообще ничего не даст. Два аппарата, номер один и номер два из предыдущего размера. В первом написано 160 вольт-260 вольт в паспорте. Во втором — 220вольт+-10%. По паспорту надо брать первый. Фактически — второй. Почему они так пишут — непонятно. Для первого — это завышение возможностей, для второго — занижение. У первого логика — «лишь бы продать», у второго — «как бы чего не вышло», так как низкое напряжение — это всегда дополнительная нагрузка на аппарат. Ведь если напряжение падает, а ток растёт, идет нагрев всей электроники. По сути сварочный процесс это и есть понижение напряжения при росте тока. Поэтому одни производители всегда будут скромно умалчивать о своих возможностях, чтобы сохранить репутацию, а другие будут наоборот преувеличвать свои возможности, чтобы продать свою технику любыми путями.
В жизни среди людей также: есть «наглые» и есть «скромные». Наглость помогает не всегда. В природе между ними баланс. Ну и тут также.
Какой аппарат перед вами — вы по паспорту не узнаете. Напряжение питания — это один из самых частых способов обмануть покупателя.
Мой совет — пока сами своими глазами не увидите, что аппарат нормально работает на пониженном напряжении — не надейтесь на паспорт
Паспорт вам может помочь лишь в одном случае.
Если аппарат действительно не работает, по Закону о защите прав потребителей его можно вернуть продавцу на законных основаниях, так как это неустранимый недостаток.
В общем и целом подводя итог раздела — все аппараты должны нормально работать при 160 вольтах. Все инверторные сварочные аппараты. Ниже тоже, но хуже. А до 160 — нормально.
Если аппарат на пониженном напряжении не работает или теряет свою мощность — это плохой аппарат. На рынке слишком много хороших аппаратов, чтобы покупать плохие.
Пункт 3. Напряжение холостого хода .
Прежде чем писать этот раздел, посмотрел, что пишут по этому поводу в интернете на форумах. Как и ожидалось даже продвинутые специалисты спорят месяцами об этом вопросе. То есть это единственный раздел, по поводу которого точного мнения нет. Основных точек зрения две — чем больше тем лучше (чем выше напряжение, тем лучше зажигается дуга) и вторая точка зрения, что значения это никакого не имеет. На электродах стоит указание напряжения холостого хода, но только для трансформаторных сварочников, то есть для переменного тока, а инверторы — это постоянный ток, там имеет значение полярность (прямая или обратная), но не напряжение. Наш сервис, интернет-магазина «Силовик» придерживается той точки зрения, что реально для розжига дуги достаточно напряжения и 60 вольт холостого хода и от 90 вольт они почти не отличимы, тем более нельзя сказать, что лучше — 60 или 90 или что то посередине. Почти все аппараты за редким исключением укладываются в этот диапазон напряжений. Однако дыма без огня не бывает и первая точка зрения тоже основана не на пустом месте. С точки зрения физики, чем выше напряжение холостого хода, тем лучше будет зажигаться дуга через грязь, ржавчину, и прочие наслоения неподготовленного к сварке металла.
Как и ожидалось даже продвинутые специалисты спорят месяцами об этом вопросе. То есть это единственный раздел, по поводу которого точного мнения нет. Основных точек зрения две — чем больше тем лучше (чем выше напряжение, тем лучше зажигается дуга) и вторая точка зрения, что значения это никакого не имеет. На электродах стоит указание напряжения холостого хода, но только для трансформаторных сварочников, то есть для переменного тока, а инверторы — это постоянный ток, там имеет значение полярность (прямая или обратная), но не напряжение. Наш сервис, интернет-магазина «Силовик» придерживается той точки зрения, что реально для розжига дуги достаточно напряжения и 60 вольт холостого хода и от 90 вольт они почти не отличимы, тем более нельзя сказать, что лучше — 60 или 90 или что то посередине. Почти все аппараты за редким исключением укладываются в этот диапазон напряжений. Однако дыма без огня не бывает и первая точка зрения тоже основана не на пустом месте. С точки зрения физики, чем выше напряжение холостого хода, тем лучше будет зажигаться дуга через грязь, ржавчину, и прочие наслоения неподготовленного к сварке металла. Также чем выше напряжение, тем оно опаснее для человека. В принципе любое напряжение выше 36 вольт официально опасно для человека, но 60 вольт или 100 вольт тоже имеют разницу не в пользу последнего. Один из форумчан так и написал, «я не боюсь сетевого напряжения в 220 вольт, но напряжениие холостого хода в 100 вольт побаиваюсь». С другой стороны при падении сетевого напряжения падает и напряжение холостого хода. Напряжение ниже 50 вольт холостого хода сильно усложнит сварку и стабильность дуги и розжиг электрода, поэтому на мой взгляд нужен разумный баланс — вольт 70-80. Разумеется нужно учесть еще и тот факт, что высокий холостой ход не имеет смысла без нормального тока. Мы провели эксперимент, взяли аппарат №1 и аппарат №2 из предыдущих разделов. Первый выдал 87 вольт холостого хода, второй 73 вольта. После нагрузки всего в 5 ампер первый выдал 42 вольта, а второй 52. Так о чем говорит показатель «напряжение холостого хода» в паспорте? Ни о чём. Несмотря на то, то вопрос потенциально важный, паспорт нам ничем не поможет.
Также чем выше напряжение, тем оно опаснее для человека. В принципе любое напряжение выше 36 вольт официально опасно для человека, но 60 вольт или 100 вольт тоже имеют разницу не в пользу последнего. Один из форумчан так и написал, «я не боюсь сетевого напряжения в 220 вольт, но напряжениие холостого хода в 100 вольт побаиваюсь». С другой стороны при падении сетевого напряжения падает и напряжение холостого хода. Напряжение ниже 50 вольт холостого хода сильно усложнит сварку и стабильность дуги и розжиг электрода, поэтому на мой взгляд нужен разумный баланс — вольт 70-80. Разумеется нужно учесть еще и тот факт, что высокий холостой ход не имеет смысла без нормального тока. Мы провели эксперимент, взяли аппарат №1 и аппарат №2 из предыдущих разделов. Первый выдал 87 вольт холостого хода, второй 73 вольта. После нагрузки всего в 5 ампер первый выдал 42 вольта, а второй 52. Так о чем говорит показатель «напряжение холостого хода» в паспорте? Ни о чём. Несмотря на то, то вопрос потенциально важный, паспорт нам ничем не поможет. Кстати, разница реального напряжения в паспортах и в аппаратах оказалась довольно высокой — 7-8 вольт. И это при разбеге всех или почти всех аппаратов в 30 вольт (от 60 до 90).
Кстати, разница реального напряжения в паспортах и в аппаратах оказалась довольно высокой — 7-8 вольт. И это при разбеге всех или почти всех аппаратов в 30 вольт (от 60 до 90).
Остались две характеристики из паспорта сварочного инвертора из десяти. И эти характеристики из заявленных самые важные.
Пункт 4, напряжение дуги.
Последний несущественный показатель. Напряжение дуги у всех указывается примерно одинаковое. Если мерять этот показатель на балластном реостате, то он значительно ниже паспортного. Указывается обычно 28, реально 16-19 вольт. Возможно, мерять надо между электродом и заготовкой на зажженой дуге. Возможно. Только зачем? Что даст этот показатель? Что в нём полезного? Измерить мощность аппарата? Тут нужен балластный реостат (тогда напряжение будет 16-19 вольт). К напряжению холостого хода напрямую этот показатель также значения не имеет, это другой, независимый показатель. Для чего его вставляют в паспорта, я не понимаю. Думаю, просто надо что-то написать для солидности. Кстати, далеко не все вставляют этот показатель в паспорта, так что если не найдёте его в паспорте — не удивляйтесь. Возможно этот паспорт писали профессионалы.
Думаю, просто надо что-то написать для солидности. Кстати, далеко не все вставляют этот показатель в паспорта, так что если не найдёте его в паспорте — не удивляйтесь. Возможно этот паспорт писали профессионалы.
Дальше начинают существенные и очень существенные характеристики.
Пойду от менее важному к более важному.
Пункт 5. Диапазон регулирования сварочного тока в амперах. Пункт 6. Продолжительность нагружения в процентах
Эти две характеритики считаются обычно самыми важными. Они напрямую связаны между собой через реальную мощность сварочного аппарата.
Каждый по отдельности этот пункт косвенно отвечает на вопрос насколько мощный сварочный инвертор мы имеем. По отдельности — косвенно, а вместе — прямо. Поэтому и рассматривать мы их будем вместе.
За силу сварочного инвертора отвечают силовые транзисторы («силовики»), это такие небольшие детали по технологии изготовления родственные процессору компьютера. Это самые главные детали сварочного аппарата и разумеется самые дорогие. Для специалистов: дальше речь пойдет о IGBT-транзисторах, а не MOSFET, так как последние почти не представлены на рынке в последнее время
Это самые главные детали сварочного аппарата и разумеется самые дорогие. Для специалистов: дальше речь пойдет о IGBT-транзисторах, а не MOSFET, так как последние почти не представлены на рынке в последнее время
Когда нужен дешевый сварочный инвертор, берут два «силовика» поменьше и послабее, а когда нужен мощный профессиональный — берут мощные силовые транзисторы и ставят их не по две штуки, а по 4 или даже 8 штук в один аппарат. Номинал «силовиков» как правило 20 ампер, 40 ампер и 60 ампер, они выдерживают напряжение 600 вольт и температуру до 150 градусов. Несмотря на то, что 95% сварочных аппаратов в мире производятся в Китае, а потом перепродается местными компаниями как продукция местного производства, силовые транзисторы бывают как китайские, так и японские и американские. Производство таких материалов относится к высоких технологиям и американцы, скажем так, не брезгуют этим заниматься. Хотя на рынке стремительно растет доля и китайской продукции в том числе. Даже мой многолетний опыт работы в этой сфере не позволяет мне точно сказать, какие «силовики» лучше — японские или американские, потому что большиснтво фирм собирающих сварочные аппараты сами силовые транзисторы не производят, а покупают, при этом часто меняя поставщиков. Из-за это не только у нас, но и у самих производителей нет четкой статистики отказов по этой детали, хотя обычно если выгорает силовая часть инвертора, винят не силовые транзисторы в этом, а перегрев или выход из строя управления инвертора. Но что точно известно — чем более мощные силовые транзисторы стоят на аппарате, чем больше их количество, тем мощнее аппарат и надежнее.
Даже мой многолетний опыт работы в этой сфере не позволяет мне точно сказать, какие «силовики» лучше — японские или американские, потому что большиснтво фирм собирающих сварочные аппараты сами силовые транзисторы не производят, а покупают, при этом часто меняя поставщиков. Из-за это не только у нас, но и у самих производителей нет четкой статистики отказов по этой детали, хотя обычно если выгорает силовая часть инвертора, винят не силовые транзисторы в этом, а перегрев или выход из строя управления инвертора. Но что точно известно — чем более мощные силовые транзисторы стоят на аппарате, чем больше их количество, тем мощнее аппарат и надежнее.
Чем можно сломать силовой транзистор? В основном только перегревом. От чего греется «силовик» — от внутреннего сопротивления току. Более мощный силовой транзистор греется на таком же токе меньше, а менее мощный — больше. Если допустить перегрев, транзистор гарантированно выйдет из строя и потащит за собой остальные силовые транзисторы в этом аппарате (при ремонте меняют даже выжившие силовые транзисторы, так как они уже нормально работать не смогут). Чтобы не допустить перегрев, транзисторы сажают на мощные аллюминиевые радиаторы через термопасту, а для охлаждения радиаторов используют вентилляторы. Вентилляторы дешевле силовых транзисторов, поэтому производители дешевых инверторов предпочитают ставить по два вентиллятора в аппарат, а не увеличить реальную мощность номиналов.
Чтобы не допустить перегрев, транзисторы сажают на мощные аллюминиевые радиаторы через термопасту, а для охлаждения радиаторов используют вентилляторы. Вентилляторы дешевле силовых транзисторов, поэтому производители дешевых инверторов предпочитают ставить по два вентиллятора в аппарат, а не увеличить реальную мощность номиналов.
И вот тут самый главный обман и кроется. Можно поставить 4 силовых транзистора по 20 ампер и аппарат будет выдавать 200 ампер, можно поставить 8 силовых транзисторов по 40 ампер и аппарат будет выдавать 200 ампер, хотя реальный номинал силовых транзисторов выше в 4 раза. Выдавать аппарат будет столько, насколько его настроят на заводе. Разница будет только в том, что первый вариант начнет сильно грется в работе, но его будут усиленно охлаждать двумя вентилляторами до того, как сработает датчик, а второй греться чильно не будет и вентиллятор легко справиться и один. Надо понимать, что вентиллятор охлаждает тем воздухом, который есть и если на улице температура +30 градусов, то будет вот такое охлаждение. При этом нагрев идет не постоянный, а волнами, то есть дуга горит — нагрев идёт, дуга погасла нагрев прекратился, вентиллятор работает. Фактически это выливается в то, что вентилляторы не успевают охлаждать слабые транзисторы и через какое-то время срабатывает термодатчик аварийного отключения. Время до срабатывания термодатчика обычно обозначают буквами ПН (продолжительность нагружения) или ПВ (продолжительность включения). То есть, грубо, проработал 6 минут из десяти — 60% ПВ (ПН). Проработал 3 минуты — 30% ПВ (ПН). Не отключился — 100% ПН(ПВ). Меряют на максимальном токе, выкручивая ручку регулировки по часовой стрелке до максимума. Делают несколько измерений подряд, потом выводят среднюю цифру. Таким образом, слабый инвертор может выдать большой ток, но не способен держать его долго, а мощный инвертор способен выдать большой ток и способен держать его долго. Обычно, бытовые инверторы настраивают так, что они держат большой ток недолго в расчете на то, что долго в быту работать инвертором не будут.
При этом нагрев идет не постоянный, а волнами, то есть дуга горит — нагрев идёт, дуга погасла нагрев прекратился, вентиллятор работает. Фактически это выливается в то, что вентилляторы не успевают охлаждать слабые транзисторы и через какое-то время срабатывает термодатчик аварийного отключения. Время до срабатывания термодатчика обычно обозначают буквами ПН (продолжительность нагружения) или ПВ (продолжительность включения). То есть, грубо, проработал 6 минут из десяти — 60% ПВ (ПН). Проработал 3 минуты — 30% ПВ (ПН). Не отключился — 100% ПН(ПВ). Меряют на максимальном токе, выкручивая ручку регулировки по часовой стрелке до максимума. Делают несколько измерений подряд, потом выводят среднюю цифру. Таким образом, слабый инвертор может выдать большой ток, но не способен держать его долго, а мощный инвертор способен выдать большой ток и способен держать его долго. Обычно, бытовые инверторы настраивают так, что они держат большой ток недолго в расчете на то, что долго в быту работать инвертором не будут. Профессиональные инверторы настраивают так, что они, допустим, смогут держать ток 300 ампер, но настраивают их только на 200, чтобы остался запас мощности и вентиллятор смог охлаждать радиаторы силовых элементов бесконечно долго, столько сколько сможет работать сварщик. Считается что аппарат с ПВ (ПН) более 60% включительно — профессиональный аппарат, а все что ниже — бытовые. Фактически в паспортах пишут что угодно, но не правду. Например аппарат №1 и аппарат №2 из предыдущих разделов. Первый аппарат указан ток 220 ампер, реально выдал 193 ампера, в паспорте указан ПВ 70% — реально проработал первый раз 6 минут, второй 4 минуты, третий 3. В среднем ПВ реально около 40%. Второй аппарат выдал 200 ампер, заявлен 200 ампер, проработал 48 минут, не отключился, эксперимент закончили, так как температура на выходе не росла, таким образом он бы не отключился совсем. А ПВ был заявлен 60%.
Профессиональные инверторы настраивают так, что они, допустим, смогут держать ток 300 ампер, но настраивают их только на 200, чтобы остался запас мощности и вентиллятор смог охлаждать радиаторы силовых элементов бесконечно долго, столько сколько сможет работать сварщик. Считается что аппарат с ПВ (ПН) более 60% включительно — профессиональный аппарат, а все что ниже — бытовые. Фактически в паспортах пишут что угодно, но не правду. Например аппарат №1 и аппарат №2 из предыдущих разделов. Первый аппарат указан ток 220 ампер, реально выдал 193 ампера, в паспорте указан ПВ 70% — реально проработал первый раз 6 минут, второй 4 минуты, третий 3. В среднем ПВ реально около 40%. Второй аппарат выдал 200 ампер, заявлен 200 ампер, проработал 48 минут, не отключился, эксперимент закончили, так как температура на выходе не росла, таким образом он бы не отключился совсем. А ПВ был заявлен 60%.
Но окончательно запутывает вопрос следующая проблема. Отключает аппараты по перегреву не термодатчики силовых транзисторов, которых у тех нет, а термодатчики аппаратов на радиаторах охлаждения. Термодатчик каждый производитель ставит туда, куда считает нужным — на трансформатор, на диоды, на силовые транзисторы, подальше от элементов, поближе к элементам. Каждый раз разный результат. И термодатчики тоже могут быть с разными температурами срабатывания.
Термодатчик каждый производитель ставит туда, куда считает нужным — на трансформатор, на диоды, на силовые транзисторы, подальше от элементов, поближе к элементам. Каждый раз разный результат. И термодатчики тоже могут быть с разными температурами срабатывания.
Поэтому вывод № 1. Читать раздел с ПН и ПВ надо лишь для общей картины, но никак не верить на слово — завышают почти все, но есть и те, кто занижает.
Вывод второй. Раздел с регулировкой тока читать тоже нужно только для общего понимания. Если написано 220 ампер — может быть будет 200, а может и 120. У нас и такие и такие есть.
Пункт 7 — максимальный диаметр электрода.
Это предпоследний несущественный показатель. Напомню, что полезную информацию дают и несущественные пункты, но так как они у всех одинаковые или почти одинаковые, мы их называем несущественными.
«Как же так?» — скажут мне — «Это же самый главный показатель». Нет. Не самый и не главный. Это пропаганда. Реклама. Причем этим пунктом забили голову огромному количеству любителей-сварщиков, профессионалы же на этот пункт никак не ориентируются, они знают, что электроды бывают разные и ток подбирать нужно и под электрод и под заготовку и под ситуацию.
Нет. Не самый и не главный. Это пропаганда. Реклама. Причем этим пунктом забили голову огромному количеству любителей-сварщиков, профессионалы же на этот пункт никак не ориентируются, они знают, что электроды бывают разные и ток подбирать нужно и под электрод и под заготовку и под ситуацию.
Таким образом и максимальный размер электрода — это просто рекламный ход, чтобы продать более мощный аппарат и больше ни для чего этот пункт не нужен.
На пачке элетродов ОК46 2.5 мм указан ток сварки 60-100 ампер, а на «четверке» (4 милиметра)100-200 ампер.
А где же «тройка» тогда? Самый популярный размер электродов.
Часто задают вопрос: «что, этот аппарат и «четверку» потянет?»
Да, у нас самый слабый аппарат на 110 ампер. Даже он потянет, говорим мы.
«Пятёрка» (5 миллиметров) горит и на 90 амперах неплохо. Так что выбросите эти максимальные размеры электродов из головы. Ориентируйтесь на то, что тройка — это примерно 100 ампер в среднем. Хотите запас тока и надежности — берите больше. Не хотите переплачивать, можно и не переплачивать. У сварочного аппарата своего штангенциркуля нет и если вы ему принесете электрод не того размера, что написан в паспорте, он не откажется работать под этим предлогом.
Хотите запас тока и надежности — берите больше. Не хотите переплачивать, можно и не переплачивать. У сварочного аппарата своего штангенциркуля нет и если вы ему принесете электрод не того размера, что написан в паспорте, он не откажется работать под этим предлогом.
Гораздо полезнее читать инструкцию к электродам.
Номер 8, класс защиты.
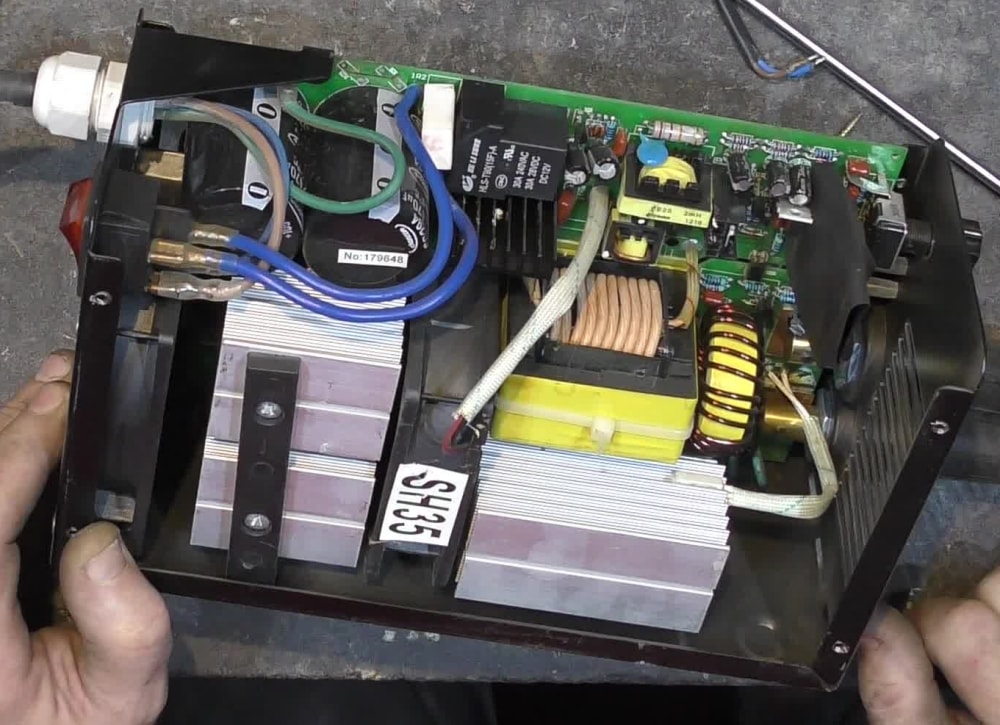
У всех аппаратов или почти всех класс защиты IP21 или IP21S (что в сути то же самое). Если коротко, то первая цифра 2 говорит о том, что такой толстый предмет как палец внутрь аппарата не попадет. Вторая цифра — 1 говорит о том, что вертикальные капли дождя не попадут внутрь. Сделать аппарат пылевлагозащищенным, так чтобы работать под водой не столько невозможно, сколько бессмысленно. Подводный инвертор спросом пользоваться будет в 0.001%, поэтому все делают аппараты открытые для вентилляции, а следовательно для пыли и влаги. А потому у всех IP21 (написать можно что угодно, реально это будет все таки 21).
Однако по степени пылезащищенности они сильно отличаются, а информация о классе защиты нам в данном случае никак помочь не может. Для этого надо взглянуть на аппарат. Сварочные аппараты инверторного типа бывают одноплатные (внутри одна основная плата) и трехплатные (внутри три основных платы). Есть небольшие вспомогательные платы, но грубо все инвертора можно разбить на эти две категории с многочисленными вариациями. Трехплатные аппараты намного лучше защищены от пыли и грязи, чем одноплатные.
Одноплатный аппарат представляет собой одну большую плату почти размером с корпус аппарата, на которой размещены все элементы — управление, питание, силовые элементы, кондесаторы, радиаторы силовых элементов и вентилляторы. Всё это должно находиться на разных платах, но умещено в одну. Места между элементами очень мало и 12-вольтовые дорожки управления часто соседствуют с 300-вольтовыми дорожками силовой части.Отсюда часты пробои при попадании влаги с пылью, что влечет выход из строя сварочного инвертора.
Вентиллятор охлаждения (иногда их два) стоит (стоят) также на этой плате и поток воздуха идёт с задней части аппарата в переднюю через всю плату, забрасывая её пылью, грязью и мелкими металлическими частицами, которые в виде сварочных искр обильно попадают на место сварки.
Двойные вентилляторы одноплатных аппаратов делают эту работу (засорение инвертора) вдвойне эффективнее. Два вентиллятора — это тот пример, когда явное зло выдаётся за добро и даже конкурентное преимущество аппарата. «Как же?» — спросите вы, «два вентиллятора лучше охлаждают силовую часть инвертора! Где логика? Ведь это дополнительные затраты».
Логика в том, что на профессиональные аппараты с трехплатной компоновкой ставят всегд только один вентиилятор и он прекрасно справляется с охлаждением. На слабые инвертора, о чём подробнее немного позже, ставят слабые силовые транзисторы, которые при длительной работе сильно греются (физика!) и которые надо усиленно охлаждать. Вот для этого и ставят копеечные 12 вольтовые вентилляторы в пару, так как один вообще не будет справляться.
Вот для этого и ставят копеечные 12 вольтовые вентилляторы в пару, так как один вообще не будет справляться.
Трехплатные аппараты сделаны по другой схеме. Три платы — не одна. Места намного больше, дорожки не примыкают друг к другу, радиаторы силовой части расположены в виде тоннеля («тоннельное охлаждение») в виде квадратной трубы, на входе которой стоит вентиллятор (один), а выход этого тоннеля идет на переднюю вентилляционную решетку. Пыль организованным строем идёт на выход. Разумеется, полной герметичности процесса добиться не получается и часть пыли попадает на электронику, но только часть, а не почти вся, как на одноплатных «пылесосах». В итоге процент поломок аппаратов «из-за пыли» на «трехплатниках» снизился даже не в разы, а на порядок, то есть в десятки раз.
Можно сделать вывод, что я не люблю «одноплатники» и люблю «трехплатники». Ничего подобного. На рынке примерно 30% трехплатных аппаратаов и 70% одноплатных. Одноплатные аппараты — это в первую очередь дешевизна. Они в полтора-два раза дешевле трехплатных. Поэтому бытовые аппараты как правило делают одноплатными. В быту частники достают свои сварочные инвертора порой пару раз в год и буквально пылинки с них сдувают. Откуда взяться грязи и пыли внутри? Тем не менее количество поломок по причине попадания грязи внутрь одноплатного аппарата все равно очень высокое.
Одноплатные аппараты — это в первую очередь дешевизна. Они в полтора-два раза дешевле трехплатных. Поэтому бытовые аппараты как правило делают одноплатными. В быту частники достают свои сварочные инвертора порой пару раз в год и буквально пылинки с них сдувают. Откуда взяться грязи и пыли внутри? Тем не менее количество поломок по причине попадания грязи внутрь одноплатного аппарата все равно очень высокое.
Разбираем характеристики дальше, итак
Пункт 9 паспорта — рабочий диапазон температур.
Широты у нас холодные, зима длинная а лето короткое, поэтому вопрос не праздный. Большинство аппаратов по паспортам как бы не могут работать на морозе. На практике работают почти все. Строго говоря не совсем понимаю, почему аппарат не может работать при температуре минус 40, если основная проблема с температурой у сварочных инверторов — перегрев, а не наоборот замерзание. Аппарат сам себя греет как приличный конвектор. Около 2 квт остаются в самом аппарате или выходят через вентилляционную щель на передней панели, так что от него ещё грется можно. Теоретически.
Теоретически.
На практике зимой в тридцатиградусный мороз нагреть аппарат довольно сложно, так как вентиллятор (а у некоторых и два) загоняют кубометры морозного воздуха в электронику аппарата, в то время пока вы возитесь с железяками. Профессиональным сварщикам проще — они больше сваривают, и меньше возятся. Поэтому у них аппараты на морозе работают. Остальным могу посоветовать приделать на аппарат выключатель вентилятора, это совсем не сложно. Ну или подождать короткого лета, что ещё проще.
Номер 10 — «масса».
Как и предыдущая характеристика эта ни о чём не говорит. На неё даже производители не обращают внимание, поэтому чаще всего масса указана с ошибкой. Их никто не взвешивает, потому что производители знают, что 200 амперный аппарат весит примерно 5 кг, 140 амперный — 3.5 кг и так далее. Специально взвешали аппарат из примера, который разбираем сейчас. Реально меньше на 300 грамм или примерно 8% веса. Все конкуренты весят примерно также.
Но вот что бросилось в глаза и на что есть смысл обратить внимание. Аппарат на 190 ампер весит 4.7 кг, на 200 грамм меньше чем 220 ампер и на 300 грамм меньше чем на 250 ампер. Такого быть не может! Уважающий себя производитель никогда так не сделает. Вот пример из другого паспорта — аппарат на 180 ампер весит 5.1 кг, 200 ампер весит 5.6 кг, аппарат на 250 ампер весит 9.1 кг, то есть почти на 4 кг больше. Цифры кстати говоря ошибочные везде, но общий смысл передан верно. У первого производителя все три аппарата примерно одинаковые, а у второго сильно и заметно отличаются в размерах и следовательно в весе.
Теоретически 250 ампер из 5 килограммового аппарата выжать можно, он даже проработает какое-то время без особых проблем. Минут 15. Так что если увидите сварочный аппарат на 250 ампер весом в 5 кг — отдайте паспорт продавцу и пожелайте ему удачи.
Некоторые владельцы «250 амперных аппаратов» могут поспорить со мной, что у них такие есть и работают они прекрасно. Не соглашусь по двум причинам — у вас НЕ «250 амперник», а «200 амперник», вас обманули. А во вторых, сваривают такими аппаратами все равно «тройкой» на 100-130 амперах, то есть не давая ему реальной нагрузки. Но с такой нагрузкой спарвиться и самый простой и дешевый сварочный инвертор, для этого вовсе необязательно было покупать аппарат «на 250 «как бы» ампер».
Не соглашусь по двум причинам — у вас НЕ «250 амперник», а «200 амперник», вас обманули. А во вторых, сваривают такими аппаратами все равно «тройкой» на 100-130 амперах, то есть не давая ему реальной нагрузки. Но с такой нагрузкой спарвиться и самый простой и дешевый сварочный инвертор, для этого вовсе необязательно было покупать аппарат «на 250 «как бы» ампер».
Пункт 11. Максимальный потребляемый ток в амперах.
Ток в амперах это очень важно. В паспорте на аппарат, который я привел в пример, максимальный переменный входящий ток указан 30 ампер и О, ЧУДО! Он действительно 30 ампер. Угадали. Возможно измеряли. Так или иначе, это единственный показатель в этом паспорте абсолютно точно отражающий реальность. Ток указывает на потреблямую аппаратом мощность. Ток умножаете на напряжение, получаете мощность. То есть 30 ампер умножили на 220 вольт, получили 6.6 квт.
«Хорошо» — скажете вы,-«Мы поняли сколько заплатим за свет в конце месяца. Но нам это совсем не важно. Мощный аппарат потребляем больше, менее мощный меньше. Более мощный можно регулятором сделать менее мощным понизив мощность. Что в этом такого важного».
Но нам это совсем не важно. Мощный аппарат потребляем больше, менее мощный меньше. Более мощный можно регулятором сделать менее мощным понизив мощность. Что в этом такого важного».
А вот что. Действительно потребляемая мощность важна тогда, когда собираешься работать от генератора или выбираешь сечение удлинителя или предохранитель в щиток. Но сварочные инвертора не относятся к классу энергосберегающей техники, это все знают.
Этот показатель важен в другом. При помощи его мы можем отличить слабенькие аппараты с примитивными схемами стабилизации дуги от тех, у которых есть запас мощности, а значит более надежных и с более дорогими схемами. Для этого нам будут нужны: тестируемый аппарат, токовые клещи переменного тока, ЛАТР (лабораторный трансформатор) киловатт на 10, который понизит напряжение с 220 вольт до, допустим, 160 вольт, балластный реостат, который будет заменителем сварочного процесса и калькулятор для подсчёта итогового результата.
Суть метода в следующем. При падении напряжения ниже установленного в 220 вольт для сохранения стабильной мощности, аппарат должен начать повышать ток. То есть по паспорту 30 ампер. Это на 220 вольт. Понижаем напряжение до 160 вольт и смотрим. При 160 вольтах у всех аппаратов произведение напряжение на ток должно быть примерно таким же как и и при 220вольтах. По идее — будет падать (закон Ома). Но инвертор на то и инвертор, что может стабилизировать ток при падении напряжения. Но для этого на инверторе нужна мощная силовая электроника, так как повышение тока может вызвать выход аппарата из строя. Приведу пример(реальный, но без названий фирм и моделей): аппарат №1 — при напряжении 220 вольт входящий ток 30 ампер. Аппарат № 2 при напряжении 220 вольт входящий ток 27 ампер. При понижении напряжения оба начинают наращивать ток, но ниже 180 вольт первый сдаётся и на 160 вольтах потребляет 25 ампер, а второй на 160 вольтах потребляет 38 ампер.
При падении напряжения ниже установленного в 220 вольт для сохранения стабильной мощности, аппарат должен начать повышать ток. То есть по паспорту 30 ампер. Это на 220 вольт. Понижаем напряжение до 160 вольт и смотрим. При 160 вольтах у всех аппаратов произведение напряжение на ток должно быть примерно таким же как и и при 220вольтах. По идее — будет падать (закон Ома). Но инвертор на то и инвертор, что может стабилизировать ток при падении напряжения. Но для этого на инверторе нужна мощная силовая электроника, так как повышение тока может вызвать выход аппарата из строя. Приведу пример(реальный, но без названий фирм и моделей): аппарат №1 — при напряжении 220 вольт входящий ток 30 ампер. Аппарат № 2 при напряжении 220 вольт входящий ток 27 ампер. При понижении напряжения оба начинают наращивать ток, но ниже 180 вольт первый сдаётся и на 160 вольтах потребляет 25 ампер, а второй на 160 вольтах потребляет 38 ампер.
Теперь берем калькулятор и умножаем: первый аппарат забирал из сети 220вольт*30ампер=6600 ватт. То есть 6.6 квт. При понижениии напряжения он стал забирать 160 вольт*25 ампер=4000 ватт. То есть 4 квт. Второй аппарат брал 27 ампер*220 вольт=5940 ватт, при пониженном напряжении стал потреблять 38 ампер*160вольт=6080 ватт, то есть мощность аппарата не упала совсем. Вы бы взяли себе аппарат №1?
То есть 6.6 квт. При понижениии напряжения он стал забирать 160 вольт*25 ампер=4000 ватт. То есть 4 квт. Второй аппарат брал 27 ампер*220 вольт=5940 ватт, при пониженном напряжении стал потреблять 38 ампер*160вольт=6080 ватт, то есть мощность аппарата не упала совсем. Вы бы взяли себе аппарат №1?
Это не единственный подобный тест сварочных инверторов, но довольно показательный. В совокупности несколько тестов дадут полную картину.
А теперь пойдём дальше.
Из всего этого возникает следующий вопрос: а зачем тогда воообще читать паспорта?
Ответ: да ни за чем. Я шесть лет продаю сам или имею отношение к процессу продажи сварочных инверторов прямое отношение, но внимательно прочитал паспорта только сейчас, когда готовился писать статью про технические характеристики сварочных инверторов. Мне и раньше было понятно, что читать там нечего. Отсюда вытекает следующий вопрос:
Как тогда выбрать сварочный инвертор?
Я предложу свой вариант технических характеристик для паспорта сварочного инвертора. Если их заполнить так как есть на самом деле, выбор сварочного аппарата можно будет делать по бумажным данным. Вот мой список с моими комментариями.
Если их заполнить так как есть на самом деле, выбор сварочного аппарата можно будет делать по бумажным данным. Вот мой список с моими комментариями.
-
Производитель и марка силовых транзисторов инвертора. Включая номинал «силовика» и количество, установленное на инверторе. Как правило 20, 30, 40, 50 или 60 ампер. Как правило от 2 штук до 8 штук.
-
Размеры сварочного инвертора. Покупатель должен видеть что этот аппарат меньше а этот больше и делать выбор. Это важно, но мало у кого есть.
-
Минимальное напряжение сети, при котором сохраняется заявленная мощность инвертора. То есть минимальное напряжение в сети при котором аппарат будет работать полноценно.
-
Наличие/отсутствие тоннельной системы охлаждения. От этого зависит эффективность работы вентиллятора охлаждения и количество пыли попадаемой внутрь аппарата.

Все, что вы хотели знать о ручной дуговой сварке, но боялись спросить
Ручная дуговая сварка MMA – это самый известный и распространенный тип сварки. Ее используют и профессионалы, и любители. Однако технология ручной дуговой сварки до сих пор вызывает множество вопросов. На них мы постараемся ответить в этой статье.
Мы рассмотрим, что из себя представляет ручная дуговая сварка, какие у нее особенности, что нужно для работы и многое другое.
Содержание:
- Технология ручной дуговой сварки
- Особенности ручной дуговой сварки
- Оборудование для MMA сварки
- Электроды для MMA сварки
- Основные параметры сварочных аппаратов MMA
- Заключение
ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Сначала давайте разберемся в сущности ручной дуговой сварки.
Для работы понадобится только сварочный аппарат и электроды с обмазкой. Сам агрегат подключается к электросети. Затем один сварочный кабель нужно подсоединить к электроду, а другой – к детали. Как именно? А это зависит от вашей задачи. Есть два способа подключения:
Затем один сварочный кабель нужно подсоединить к электроду, а другой – к детали. Как именно? А это зависит от вашей задачи. Есть два способа подключения:
- Прямая полярность – электрод подключают к минусу, а металл – к плюсу. Во время работы металл нагревается сильнее, что увеличивает глубину проплавления. Сварочная дуга получается более стабильной. Из минусов – увеличивается разбрызгивание металла. Прямую полярность используют для сварки цветных металлов, а также для изделий из черных металлов толщиной от 5 мм. А вот тонкие металлы при таком подключении лучше только резать.
- Обратная полярность – электрод подсоединен к плюсу, деталь – к минусу. Металл нагревается не так сильно, поэтому шов получается неглубоким, но широким. Дуга при таком способе подключения оказывается менее стабильной. Применяется обратная полярность для работы с тонкими деталями из черных металлов.
Когда сварочные кабели подсоединены, аппарат включается. Между электродом и рабочей поверхностью образуется сварочная дуга, которая плавит электрод и обрабатываемую деталь. Так образуется сварочная ванна, куда падают капли с плавящегося электрода. Это позволяет начать формировать шов.
Между электродом и рабочей поверхностью образуется сварочная дуга, которая плавит электрод и обрабатываемую деталь. Так образуется сварочная ванна, куда падают капли с плавящегося электрода. Это позволяет начать формировать шов.
Во время плавления электрода его обмазка сгорает, выделяя защитный пар. Он предотвращает окисление и образование трещин.
ОСОБЕННОСТИ РУЧНОЙ ДУГОВОЙ СВАРКИ
MMA сварка имеет ряд особенностей, которые нужно учитывать. В чем-то она выигрывает у других видов дуговой сварки, а в чем-то – проигрывает.
Преимущества:
- Простота – для работы не требуются специальные навыки или дополнительное оборудование. Это лучший выбор для начинающего сварщика.
- Скорость работы – вам не придется возиться над каждым швом. Работа идет очень быстро.
- Удобство – вы можете работать со сварочным аппаратом MMA в любом положении.
- Разумная цена – сварочные аппараты MMA заметно дешевле агрегатов для других типов сварки.
Недостатки:
- Грубая работа – после сварки деталь нужно будет очищать и шлифовать.
- Ограниченный функционал – ручная дуговая сварка не подходит для работы с мелкими деталями и тонкими листами металла.
ОБОРУДОВАНИЕ ДЛЯ MMA СВАРКИ
Основной инструмент, необходимый для выполнения сварочных работ – это сварочный аппарат. Именно он создает электрическую дугу, которая плавит металл. Сварочные аппараты бывают трех типов:
Сварочный трансформатор – понижает напряжение тока из электросети до нужного значения. Сварка осуществляется переменным током. Применяется в основном для работы с черными металлами. Особенно там, где качество сварки не имеет большого значения. Трансформатор опасно подключать к слабым и нестабильным электросетям.
Плюсы:
- Не требователен к навыку
- Высокая надежность
- Неприхотливость к условиям
- Простое обслуживание и ремонт
- Низкая цена
Минусы:
- Низкое качество шва
- Нестабильная дуга
- Ограниченная функциональность
- Разбрызгивание металла во время работы
- Большая нагрузка на электросеть
- Громоздкий и тяжелый
Сварочный выпрямитель – после понижения напряжения тока, он превращается из переменного в постоянный. Это позволяет получить более стабильную дугу и, как следствие, качество шва. Выпрямитель позволяет работать с черными и цветными металлами.
Плюсы:
- Стабильная дуга
- Высокое качество работы
- Многофункциональность
- Большая глубина проплавления
- Улучшенная система защиты
- Низкий риск появления искр
Минусы:
- Требователен к навыку
- Сложное обслуживание и ремонт
- Риск перегрева прибора
- Высокая цена
Сварочный инвертор – самый современный тип аппаратов для сварочных работ. Понижает напряжение электрического тока, а затем выпрямляет и стабилизирует его. Используется для работы со всеми металлами.
Понижает напряжение электрического тока, а затем выпрямляет и стабилизирует его. Используется для работы со всеми металлами.
Плюсы:
- Стабильная дуга
- Высокое качество работы
- Многофункциональность
- Гибкие настройки
- Не требователен к навыку
- Низкая нагрузка на электросеть
- Легкий и компактный
Минусы:
- Плохо переносит повышенную влажность
- Требует стабильное напряжение в электросети
- Дорогостоящий ремонт
ЭЛЕКТРОДЫ ДЛЯ MMA СВАРКИ
Для работы также понадобятся плавящиеся электроды. От правильного выбора зависит качество и эффективность сварки. Поэтому остановимся на электродах немного подробнее.
Электрод имеет сердечник и покрытие.
Сердечник в идеале должен быть изготовлен из того же материала, что и свариваемые детали. Для сварки нескольких разных материалов используются специальные электроды.
Покрытие электрода тоже влияет на рабочий процесс. Существует четыре вида покрытия с разными свойствами:
- Основное – производится из фтористых соединений. Увеличивает качество сварки, снижает риск появления трещин. Хорошо подходит, если требуется несколько раз проваривать шов.
- Кислотное – изготавливается из кремния, марганца и оксида железа. Применяется для сварки деталей, на которых есть окись или ржавчина.
- Рутиловое – состоит из двуокиси титана, магнезита, декстрина, полевого шпата и ферромарганца. Такое покрытие делает сварку намного эффективнее. Даже плохое состояние металла не мешает работе. Кроме того, разбрызгивание во время сварки заметно меньше.
- Целлюлозное – в составе имеет муку, смолу, целлюлозу и иные органические соединения. Электроды с таким покрытием позволяют увеличить прочность соединения.
Толщина электрода подбирается в зависимости от толщины свариваемых деталей:
- Ø 2 мм – детали до 2 мм.

- Ø 2,5 мм – детали до 3 мм.
- Ø 3 мм – детали до 4 мм.
- Ø 3,2-4 мм – детали до 5 мм.
- Ø 4-5 мм – детали до 10 мм.
- Ø 5-6 мм – детали до 24 мм.
- Ø 6-8 мм – детали до 60 мм.
ОСНОВНЫЕ ПАРАМЕТРЫ СВАРОЧНЫХ АППАРАТОВ MMA
У любого сварочного аппарата есть ряд характеристик. От них зависит сфера применения устройства. Мы рассмотрим те характеристики, которые важны для правильного выбора аппарата для ручной дуговой сварки.
От силы сварочного тока зависит толщина материалов, с которыми вы сможете работать. Обычно силу тока можно настраивать в определенном диапазоне, но для выбора важно именно максимальное значение:
- до 200 Ампер – позволяют работать с металлами толщиной 2-6 мм. Такие аппараты используются в основном в быту или в других сферах, где не требуется высокое качество сварки.

- 200-300 Ампер – сваривают металлы 6-10 мм толщиной. Обычно применяются в строительстве.
- от 400 Ампер – способны сварить крупные детали толщиной от 20 мм. Используются в строительстве и промышленности.
Мы рекомендуем иметь запас хотя бы 50 Ампер, чтобы агрегат не работал на пределе своих возможностей. Это снизит нагрузку на устройство, а также позволит получить более стабильную дугу.
Входное напряжение определяет необходимый источник питания для ручной дуговой сварки. Тут все довольно очевидно:
- 220 В – сварочные аппараты могут подключаться даже к обычной розетке, потому их можно использовать даже в быту. Главное, чтобы электросеть была стабильной.
- 380 В – такие агрегаты обычно обладают большей мощностью и используются профессионалами.
Напряжение без нагрузки (холостого хода) влияет больше на удобство использования аппарата. От этого параметра зависит, насколько сложно зажечь и удерживать электрическую дугу. Чем выше напряжение без нагрузки, тем проще это сделать. Однако это повышает расход электроэнергии. Рекомендация по выбору следующая:
От этого параметра зависит, насколько сложно зажечь и удерживать электрическую дугу. Чем выше напряжение без нагрузки, тем проще это сделать. Однако это повышает расход электроэнергии. Рекомендация по выбору следующая:
- от 70-90 В – для новичка.
- от 40-60 В – для профессионала.
Продолжительность включения (ПВ) – разница между временем бесперебойной работы ко времени, которое нужно сварочному аппарату на остывание. Очевидно, чем выше этот параметр, тем меньше вам придется делать перерывов в работе. Рассчитывается ПВ в процентах, где 20% – 1 минута работы. Больше 100% параметр быть не может. Но учтите, что замеры делаются при температуре 20-25 C°. Это значит, что на холоде аппарат может работать дольше, а на жаре – меньше.
Класс защиты сварочного аппарата определяет, насколько он боится попадания воды, пыли и других инородных объектов:
- IP 21 – защита от пальцев и подобных предметов.
 Защита от вертикально падающих капель воды.
Защита от вертикально падающих капель воды. - IP 21S – защита от пальцев и подобных предметов. Защита от вертикально падающих капель воды. Дополнительная защита от пыли и система охлаждения.
- IP 23 – защита от пальцев и подобных предметов. Защита от капель дождя, падающих под углом до 60°.
- IP 34S – защита от тонких инструментов и проводов. Защита от брызг, падающих в любом направлении. Дополнительная защита от пыли и система охлаждения.
Чем выше класс изоляции, тем лучше устройство переносит перегрев во время работы:
- A – 105 C°
- E – 120 C°
- B – 130 C°
- F – 155 C°
- H – 180 C°
ЗАКЛЮЧЕНИЕ
В этой статье мы рассмотрели практически все, что нужно знать про ручную дуговую сварку MMA. Все остальное уже является тонкостями, которые не имеют решающего значения.
Все остальное уже является тонкостями, которые не имеют решающего значения.
Категория в каталоге:
Сварочные аппараты MMA для ручной дуговой сварки
Сварочный аппарат Foxweld Master 202 © Геостарт
В наше время использование сварочного аппарата в быту стало вполне обычным делом. Если раньше сварка даже для простейших бытовых целей была делом профессионалов. Сейчас уровень развития технологий сварочных аппаратов достаточно высок, чтобы можно было провести все работы в домашних условиях. Специальное образование для овладевания искусством сварки также необязательно, т. к. для успешного выполнения простых сварных швов достаточно ознакомиться с небольшим объёмом информации и овладеть небольшими практическими навыками сварки.
Одним из самых лучших решений для бытовой сварки будет приобретение сварочного аппарата инверторного типа Foxweld Master 202. Как им правильно пользоваться и что из себя представляет сам сварочник, покажем и расскажем ниже.
Сварочник Foxweld Master 202
Сварочник Foxweld Master 202 − полупрофессиональный аппарат китайского производства для использования в бытовых условиях, имеет компактные размеры и достаточно прост в обслуживании и эксплуатации. Считается отличным выбором в своей ценовой категории. Приведём основные характеристики сварочника.
- Напряжение питания обычное сетевое 220 В, 50 Гц (в паспорте написано разброс по питанию от 180 В до 240 В).
- Пределы сварочных токов от 20 до 200 А.
- Коэффициент мощности или так называемый косинус фи (cos φ) равен 0,93.
- Напряжение холостого хода составляет 62 В.
- Обладает классом изоляции F.
- Соответствует классу защиты IP21.
- Масса 8 кг.
- Габариты 370×150×230 миллиметров.
При продаже в комплекте с самим инвертором мастер 202 идут следующие позиции:
- Руководство по эксплуатации сварочного аппарата.

- Кабели питания, провод заземления и силовые провода.
- Ремешок для транспортировки сварочника.
У инвертора есть несколько специальных особенностей , обеспеченных внутренней электроникой.
- Hot start (перевод с англ. горячий старт) — функция, обеспечивающая лёгкий поджиг сварочной дуги при включении.
- Antistick (перевод с англ. антиприлипание) — функция, предотвращающая залипание электрода.
- Arc force (перевод с англ. форсирование дуги) — высокие показатели по вольт—амперной характеристике.
- Схематически обеспечена система защиты от перенапряжения, прибор просто отключится без последствий для внутренних компонентов.
- Защита от перегрева − после длительной работы и перегреве сварочника электроника автоматически отключит аппарат, но вентилятор продолжит работу. После достаточного охлаждения индикатор на передней панели покажет, что устройство опять готово к работе.

- Питание может обеспечиваться и за счёт дизельных генераторов, т. е. работать как на переменном, так и на постоянном токе.
Гарантийный срок при покупке в магазине составит около 1 года.
Как правильно подключить инвертор
Перед тем как приступить к эксплуатации прибора , необходимо проверить на целостность все входящие комплектующие. Внешним осмотром проверить на целостность силовые кабели и кабель заземления. Убедиться, что кабели надёжно состыкованы с прибором. Осмотреть вентилятор, в нем не должно быть никаких засоров и лишних предметов. Если работы проходят в закрытом помещении, необходимо обеспечить постоянный приток свежего воздуха.
После включения ни в коем случае нельзя накрывать прибор любыми материалами, тем более с плотной структурой. Могут произойти случаи, когда по каким-либо причинам силовые провода вышли из строя, износились или вовсе пропали. Для изготовления новых вам обязательно понадобиться выбрать сечение токопроводящих частей провода.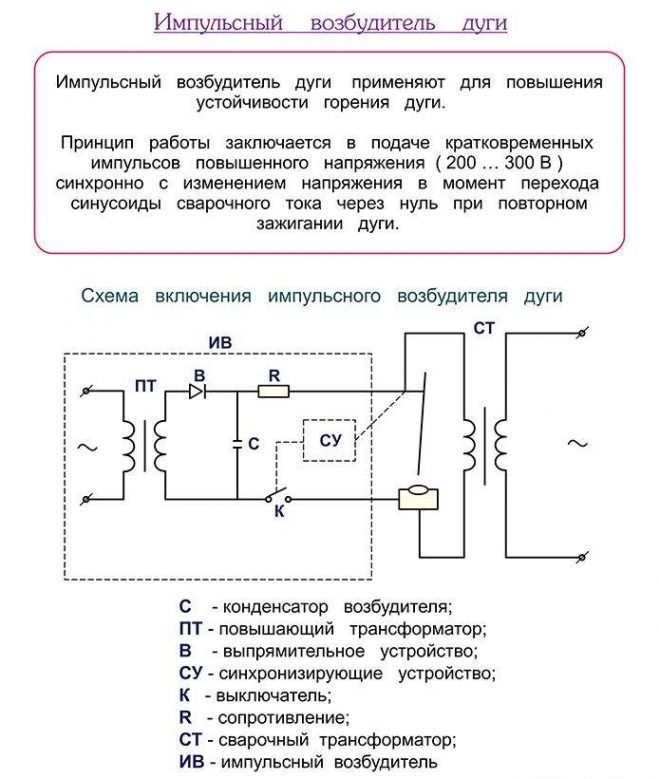 Если длина проводов будет составлять меньше 5 метров, сечение надо выбрать не менее 16 квадратов. Если хотите увеличить длину силовых проводов, выбирайте сечение 25 квадратов.
Если длина проводов будет составлять меньше 5 метров, сечение надо выбрать не менее 16 квадратов. Если хотите увеличить длину силовых проводов, выбирайте сечение 25 квадратов.
Нельзя перепутать полярность стержней перед подключением (полярность указана в инструкции к ним). Заземляющий зажим имеет маркировку «минус», а зажим электродержателя — «плюс». Заземляющий зажим должен быть расположен максимально близко к месту проведения работ.
Обязательно проверить напряжение сети , приходит ли оно на инвертор и какой оно величины. Индикация есть на панели сварочника, а индикатор питания указывает на готовность прибора к работе.
После всех необходимых проверок переводим переключатель в режим дуговой сварки (тумблер ММА). После надо выбрать величину тока, необходимого и достаточного для проведения сварочных работ при заданных условиях и требованиях.
По завершении сварочных работ обязательно выключить прибор и изъять рабочий стержень из зажимов.
Сварочный аппарат мастер 202 способен работать в режиме аргонодуговой сварки на постоянном токе или так называемой ТИГ-сварке. Для этого необходимы специальные вольфрамовые электроды и выполнение ряда действий:
- Закрепить заземляющий провод на деталь, с которой будет проводиться работа.
- Кабель от горелки прикрепить к минусовому контакту.
- Шланг подключить к баллону с аргоном через редуктор для регулирования давления подачи газа.
Для разных токов работ надо подобрать определённый диаметр вольфрамовых стержней. Причём чем больше ток, тем больше должно быть сечение стержня. При токах от 10 до 200 А диаметр стержня должен составлять 2 мм, 60−150 А — 1,6 мм и до 80 А — 1 мм.
Возгорание дуги происходит после соприкосновения стержня с деталью и постепенным отводом его от детали. Далее происходит непосредственно сварка. Прекращение работы производится путём увеличения расстояния между горелкой и деталью, при этом отключение подачи газа происходит по прошествии 5−6 секунд после завершения сварки.
Частые проблемы и их решение
Приведём примеры простых неполадок , в более сложных случаях лучше сразу отдать прибор в ремонтную службу. Например, если перестала гореть лампочка готовности к работе или появились лёгкие удары электрическим током. При запахе гари из инвертора и, тем более, появлении дыма из прибора лучшим решением будет обратиться к специалисту.
- Часто при отключении сетевого автомата достаточно просто поменять пробки.
- Не загорается дуга, однако при этом работает охлаждающий вентилятор и индикация готовности сварочника показывает, что с прибором все в порядке. Скорее всего, не выставлен ток, посмотрите на регулировку тока, она наверняка стоит в положении 0 А.
- Электрод стал «прилипать», в большинстве случаев ситуацию исправит либо увеличение тока, либо смена угла сварки со строго вертикального на угол 45 градусов к детали.
- Загорелся жёлтый индикатор, оповещающий о перегреве устройства − достаточно прекратить работу и подождать, пока прибор не остынет, и жёлтый сигнал погаснет.
 Это будет означать, что прибор снова готов к работе.
Это будет означать, что прибор снова готов к работе.
Достоинства и недостатки аппарата
Из достоинств можно выделить его бюджетность, простоту использования, возможность поддерживать аргонную сварку. В дополнение сварочник достаточно легко ремонтируется. Вся электроника находится на одной плате, её простая замена решит любую, даже самую сложную, проблему с электроникой.
К недостаткам относят силовые кабели, они для наших климатических условий малопригодны. При низких температурах быстро дубеют, становятся абсолютно негибкими и неудобными в работе. Многие пользователи отмечают неудобный держатель для переноски. Аппарат довольно популярен в России, поэтому очень часто может оказаться, что ваш Foxweld Master 202 — подделка. Остерегайтесь подделок foxweld мастера 202.
|
автор Михайлов Артём |
Силовая электроника — Сварочное оборудование
Кафедра ТОЭ (теоретических основ электротехники) Рязанского радиотехнического института (РРТИ) с середины 70-х годов прошлого века специализировалась на разработке систем вторичного электропитания на основе импульсных методов преобразования электрической энергии.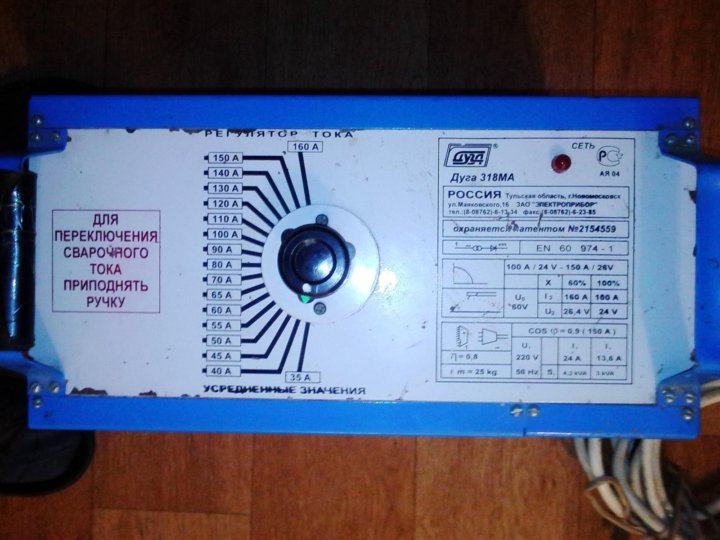
1991 год. Завершаются НИОКР по разработке средств электропитания бортового спецвычислителя с НПО «Орион» г. Москва и системы электропитания уровнемера с заводом «Теплоприбор» г. Рязань. С заключением новых работ возникают проблемы в связи с прекращением финансирования НИОКР.
Преподаватели кафедры Мишачев А.П., Романов А.В. и Бардин А.И. по своей инициативе и на собственные средства начали разработку высокочастотного транзисторного инверторного сварочного аппарата для ручной дуговой сварки, не имеющего аналогов в России и СССР. Единственным в мире сварочным аппаратом на основе транзисторного инвертора был в то время (1991 год) аппарат «Caddy» фирмы ESAB. Однако разработчики искали аналог в мире по разным скудным источникам и узнали о нем только в 1995 г. на выставке в Санкт-Петербурге.
В 1991 же году была подана заявка на изобретение (заявка № 5013799/08 приоритет от 28.11.1991). Патент получен в 1994 году (патент РФ на изобретение №2018424).
Были проведены исследования, разработана схемотехника и примитивная конструкция без принудительного охлаждения. Были изготовлены экспериментальные образцы, которые позволяли провести испытания сварочных свойств и измерить электрические параметры. Максимальный ток сварки составлял 60 А, однако, примененные схемные решения, крутопадающая внешняя ВАХ позволяли объединять выходы аппаратов и работать на общую нагрузку с суммированием тока: 120 А, 180 А…
Были изготовлены экспериментальные образцы, которые позволяли провести испытания сварочных свойств и измерить электрические параметры. Максимальный ток сварки составлял 60 А, однако, примененные схемные решения, крутопадающая внешняя ВАХ позволяли объединять выходы аппаратов и работать на общую нагрузку с суммированием тока: 120 А, 180 А…
В основу работы аппарата положен метод высокочастотного преобразования электрической энергии, когда сетевое напряжение питания выпрямляется, фильтруется, преобразуется инвертором в переменное импульсное, затем вновь выпрямляется, фильтруется индуктивным фильтром и подается на выход аппарата. В качестве инвертора был применен мостовой автономный инвертор напряжения, построенный по схеме автогенератора.
Регулирование выходного параметра (тока сварки) осуществлялось методом частотно-импульсной модуляции при наличии индуктивного балласта в виде дросселя переменного тока, включенного последовательно в тракт передачи энергии. Выбранные структура и способ модуляции имели ряд существенных преимуществ, а именно: простота и минимальная стоимость при возможности реализации всех необходимых технических требований к оборудованию для ручной электродуговой сварки штучными электродами. В сравнении с традиционным по тем временам сварочным оборудованием – трансформаторами, выпрямителями, тиристорными преобразователями – транзисторный инвертор обладал в десятки раз меньшими массогабаритами и материалоемкостью.
В сравнении с традиционным по тем временам сварочным оборудованием – трансформаторами, выпрямителями, тиристорными преобразователями – транзисторный инвертор обладал в десятки раз меньшими массогабаритами и материалоемкостью.
В качестве силовых ключей были использованы биполярные транзисторы и BSIT (Bipolar Static Induction Transistor – биполярные транзисторы со статической индукцией), которые по внешним характеристикам соответствуют биполярным. Выбор типа ключей обусловлен существовавшими на тот момент конкурентными преимуществами биполярных структур в сравнении с полевыми (MOSFET, IGBT). Оригинальные решения, такие как пропорционально-токовое управление силовыми транзисторами, переключение на нулевом напряжении, обратная зависимость частоты преобразования от тока дуги позволили добиться высокого КПД при далеко не лучших по современным меркам транзисторах.
Экспериментальные образцы подвергались испытаниям на разных площадках во многих городах России: Рязань, Москва, Первоуральск, Ржев, Раменское, Томилино, Выборг…
В 1994 году сварочный инвертор предложен для производства на ГРПЗ. Был заключен лицензионный договор (регистрационный № 2515/94). На заводе полностью была разработана новая конструкция, проведен полный цикл испытаний.
Был заключен лицензионный договор (регистрационный № 2515/94). На заводе полностью была разработана новая конструкция, проведен полный цикл испытаний.
В первом поколении аппаратов (АСПТ) применялась только отечественная элементная база. По мере отставания электронной промышленности России приходилось искать зарубежную альтернативу. В последующих поколениях аппаратов биполярные ключи были заменены на IGBT европейского и американского производства. Последние поколения «Форсажей» сочетают оптимальные схемотехнические решения с применением высококачественных материалов и комплектующих от ведущих производителей РФ, ЕС, США.
В 1993-94 годах коллектив разработчиков пополнили молодые инженеры – Джаникян А.В. и Никитин С.В. На кафедре совместно с ГРПЗ создается научно-технический центр силовой электроники (НТЦСЭ), на кадровой и научно-технической базе которого в 2012 г. организовано малое инновационное предприятие «Силовая электроника» (МИП ООО «Силовая электроника»), продолжившее традиции тесного сотрудничества с ГРПЗ.
В компании работают разработчики всех моделей инверторного сварочного оборудования, производимого ГРПЗ. В 1994 году начал производиться первый в России инверторный сварочный аппарат АСПТ-60, потом АСПТ-90, АСПТ-120, АСПТ-180. В последующем ГРПЗ выпускал аппараты под торговой маркой «Фора», разработка и производство новых моделей сварочного оборудования продолжается уже под торговой маркой «Форсаж».
Процесс модернизации и обновления номенклатуры сварочного оборудования «Форсаж» проводится непрерывно в соответствии с потребностями рынка силами ООО «Силовая электроника» совместно с ГРПЗ.
Подробную информацию о сварочном оборудовании «Форсаж» можно получить на сайтах: http://grpz.ru/production/civil/welding/, http://форсаж.рф. Приобрести оборудование можно и у нас по ценам не выше заводских.
[PDF] Аппарат для дуговой сварки с полумостовым передним преобразователем title={Аппарат для дуговой сварки с полумостовым передним преобразователем}, автор={Яшар Бирбир}, journal={Международный журнал электроники и электротехники}, год = {2017}, страницы={106-109} }
- Ю.
 Бирбир
Бирбир - Опубликовано в 2017 г.
- Машиностроение
- Международный журнал электроники и электротехники
В данной статье представлен сварочный аппарат мощностью 3 кВт на основе полумостового прямого преобразователя. [] Ключевой метод Преобразователь использует интегральную схему ШИМ-контроллера текущего режима. SG1844 улучшает частоту переключения 100 кГц в отношении размера и веса, но частота переключения ограничена переключающими устройствами и материалом трансформатора. Этот метод управления обеспечивает правильное зажигание при напряжении 78 В. Важным требованием к источнику питания данного сварочного аппарата является управление формой волны ШИМ и ее адаптация…
Просмотр через Publisher
ijeee.net
Удвоитель тока для аппаратов дуговой сварки с фазосдвигающим преобразователем ЗВС трехуровневый DC-DC преобразователь
Трехуровневый фазосдвигающий ЗВС-ШИМ с Н мостом DC/ Постоянный ток с преобразователем большой мощности в высокочастотном звене для аппарата дуговой сварки имеет уменьшенный размер фильтра, улучшенную динамическую характеристику и уменьшенные потери напряжения на полупроводниковых ключах.
Прямой автономный двухключевой прямоходовой преобразователь с повышающим преобразователем ККМ для питания электромагнитных систем постоянного тока
- Димитров Борислав Дмитриевич
-
Машиностроение
- 2018
Предлагаемая схема работает в широком диапазоне входных напряжений, что решает проблему с просадками напряжения, возникающими в системе распределения электроэнергии, и обеспечивает стабильную работу контактного оборудования и релейные схемы в их промышленном применении.
ПОКАЗАНЫ 1-10 ИЗ 11 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантности Наиболее влиятельные статьиНедавность
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Таким образом, нижняя…
Усовершенствованный преобразователь постоянного тока высокой мощности с использованием полумоста нового типа ШИМ-инвертор с мягким переключением и высокочастотным трансформатором для дуговой сварки
мягкое переключение ШИМ-преобразователь постоянного тока инверторного типа для дуговой сварки. Предлагаемый силовой преобразователь состоит из…
Предлагаемый силовой преобразователь состоит из…
Сравнительный анализ блоков питания мощностью 4 кВт для сварочного аппарата
- P. Cancelliere, V. Colli, R. D. Stefano, G. Tomassi
-
Engineering
Пятая международная конференция по силовой электронике и системам привода, 2003. PEDS 2003.
- 2003
В статье рассматривается исследование, проведенное для оценки надежности топологии Н-моста для преобразователя постоянного тока со стратегией фазовой модуляции с тремя различными силовыми устройствами. Первый…
Математическое моделирование и цифровое управление для источников питания импульсного тока для сварочного аппарата
В данной работе представлена разработка сварочного аппарата MIG/MAG (металлический газ инертный/металл активный газ) выходной ток которого импульсный, управление разработано пусковым из упрощенного математического…
Высокоскоростное динамическое управление для инверторного источника питания для дуговой сварки
- Zhu Zhi-ming
-
Материаловедение
- 1999
В этой статье модель дуги инверторного типа без обратной связи Источник сварочной мощности устанавливается на основе метода усреднения выходного тока и реализуется постоянный выход (ток или напряжение)…
Электронный сварочный аппарат с высокочастотным резонансным инвертором
- Л.
 Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн
Малезани, П. Маттавелли, Л. Россетто, П. Тенти, В. Марин, А. Поллманн -
Машиностроение
Отчет о конференции IEEE по отраслевым приложениям 1993 г., двадцать восьмом ежегодном собрании IAS
- 1993
Представлено новое поколение электронных сварочных аппаратов, в которых используются инверторы с программным переключением, приводящие в действие высокочастотные трансформаторы. Они легкие, надежные, гибкие и обладают хорошей эффективностью,…
Анализ больших сигналов источника питания для дуговой сварки на основе моделирования и симуляции в Matlab система управления сварочным инвертором верна, и метод является полезным подходом для анализа электропитания дуговой сварки.
Новая схема управления смешанным током и напряжением для инверторных сварочных аппаратов
- Ю. Че, Ю. Джанг, М. Йованович, Дж. С. Го, Г. Чоу Конференция и выставка электроники (Кат. № 01Ch47181)
- 2001
В этой статье предлагается новая схема управления смешанным током и напряжением для инверторно-управляемой дуговой сварочной машины. Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…
Предлагаемая схема управления использует как регулятор тока с обратной связью, так и…
и P Tenti
-
«Электронный сварочный аппарат с высокочастотным резонансным инвертором», в Proc. IAS
- 1993
Дуговая сварка: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье рассматривается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, а также ее плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Блок питания
- Металлические заготовки
- Дуга

Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одним преимуществом AC является то, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется внеНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуру из металла, трейлеры и т. д. используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные и слабые стороны. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металлов
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод — это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу.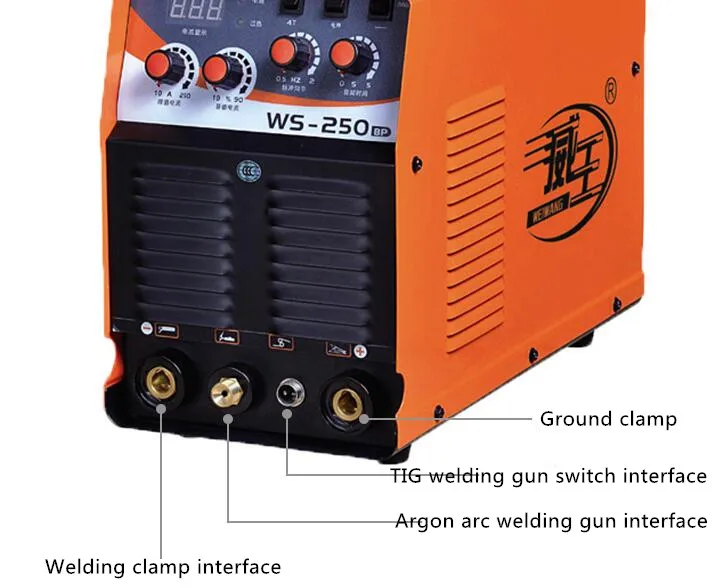 Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает в себя множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка электродами или SMAW также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металла в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлом в среде защитного газа («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку MIG. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, при дуговой сварке под флюсом используется проволочный электрод с непрерывной подачей, который расходуется в процессе сварки. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приваривания крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться или не потребоваться защитный газ, а вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга.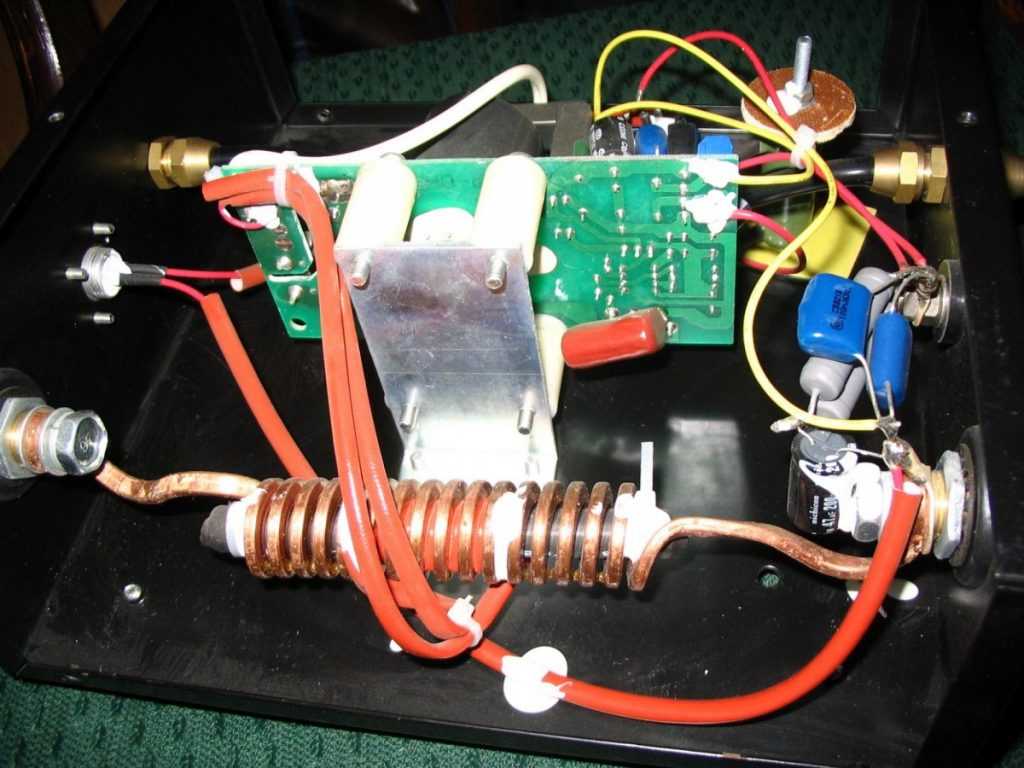 Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Необходимость сначала заполнить стык флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального стыка. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварка TIG иногда называется дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Основы использования электричества в сварке
Дуговая сварка — это процесс соединения двух металлических частей с использованием электрической энергии. Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая лужа расплавленного металла затем затвердевает и сплавляет края исходного материала, чтобы соединить металл вместе. Чтобы сделать это возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потока электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Последующая лужа расплавленного металла затем затвердевает и сплавляет края исходного материала, чтобы соединить металл вместе. Чтобы сделать это возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потока электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Типы сварки
Существует четыре основных типа дуговой сварки, которые можно использовать для соединения металлов. К ним относятся:
Ручная дуговая сварка металлическим электродом (известная также как электродуговая сварка металлическим электродом или электродуговая сварка электродом)
стержень. Поток разрушается в дуге с образованием защитного газа. Этот процесс обычно используется в полевых условиях. Для него не требуется баллон с защитным газом, он портативный и имеет очень мало движущихся частей. Недостатком является то, что это медленно и неэффективно. Для этого требуется источник постоянного тока (с падающей характеристикой). Он может использовать переменный или постоянный ток.
Для этого требуется источник постоянного тока (с падающей характеристикой). Он может использовать переменный или постоянный ток.
Дуговая сварка металлическим электродом в среде защитного газа (также называемая инертным газом (MIG) или активным металлическим газом (MAG))
В этом процессе сварки используется непрерывная катушка с твердой присадочной проволокой/электродом и внешний защитный газ. Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для применения в мастерских, поскольку он более эффективен, чем сварка электродом. В нем больше движущихся частей, поэтому для его правильной работы требуются определенные знания об оборудовании и о том, как настроить его.
При сварке МИГ используется постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояния от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Существует два варианта FCAW. Газовая защита (внешний экран) и самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница заключается в конструкции электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать рифленые ролики, чтобы избежать раздавливания проволоки.
Как правило, он имеет более высокую скорость осаждения, чем GMAW, при данной силе тока и размере проволоки, поскольку он имеет более высокую плотность тока. Эта концепция будет объяснена в следующем блоге.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуга похожа на современный кислородный сварочный аппарат. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для проведения тока используется электрод из легированного вольфрама, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, так как требует большего мастерства.
Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, так как требует большего мастерства.
Источники питания для электросварки
При дуговой сварке может использоваться питание от источников переменного (переменного) или постоянного тока (постоянный ток). Цикл питания переменного тока имеет полупериод как положительного, так и отрицательного. Ток движется от одного направления в течение полупериода и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в противоположном направлении. Это называется синусоидой. Герц — это число циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц. Переменный ток редко используется в современной промышленности, поскольку его циклическая природа имеет более высокий уровень опасности поражения электрическим током. Исключением является GTAW, некоторые виды дуговой сварки под флюсом и ситуации, когда продувка дуги представляет собой проблему.
Сила постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW/FCAW вы используете DC+, а для GTAW вы используете DC-, чтобы не расплавить электрод. Если вы подсоедините электрод к отрицательно заряженной клемме постоянного тока, тепло будет выделяться на положительной клемме, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет и влияет напряжение дуги.
Ток (поток)
Ток – это количество электронов, проходящих мимо данной точки в сварочной цепи. Измеряется в амперах. Тепло дуги изменяется за счет увеличения тока.
Напряжение (это давление)
Напряжение как давление (VIP) представляет собой величину электрического давления в дуге.
Напряжение замкнутой и разомкнутой цепи
Когда электрическая цепь замкнута, ток течет во время сварки, говорят, что это замкнутая цепь или напряжение дуги. Однако, если цепь не завершена, вы не свариваете, цепь считается разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Однако, если цепь не завершена, вы не свариваете, цепь считается разомкнутой. Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у закрытого контура. Напряжение – это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств снижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклическая природа имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, и вы поворачиваете ручку, или современный инвертор, в котором используется небольшая ручка.
GMAW — изменяя скорость проволоки, вы увеличиваете силу тока. С GMAW амперы и вольты должны быть в правильном соотношении.
С GMAW амперы и вольты должны быть в правильном соотношении.
При слишком большой силе тока чрезмерное проплавление, подрезы и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск непровара/провара и включений.
Изменение напряжения
Для источников постоянного тока (MMAW и GTAW) единственным способом изменения напряжения обычно является увеличение и уменьшение длины дуги. Некоторые машины имеют настройку силы дуги, которая незначительно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW/FCAW) у вас есть переключатели или ручки, позволяющие изменять напряжение. Поэтому, если вы хотите изменить длину дуги, вы должны изменить напряжение дуги с помощью аппарата, поэтому он называется аппаратом постоянного напряжения.
Продувка дугой
Существует два типа продувки дугой: тепловая и электрическая. В контексте этого блога мы сосредоточимся на ударе электрической дуги.
При постоянном токе, особенно при большой силе тока, дуга может отклоняться из-за дисбаланса/искажения магнитного поля. Во время сварки вы можете видеть, как дуга отклоняется, поэтому у вас меньше возможностей контролировать сварочную ванну.
Дуговой удар обычно вызывается двумя причинами
- В конце сварного шва или листа магнитное поле искажается (не концентрично) вокруг дуги.
- Остаточный магнетизм в свариваемом изделии, закаленные и отпущенные материалы обладают высокой магнитной проницаемостью и поэтому сохраняют магнетизм.
Свяжитесь с Technoweld
Свяжитесь с нами для обучения, проверки, консультации и наблюдения за сварочными процедурами. Мы также можем исследовать и документировать процедуры сварки для ваших конкретных процессов сварки, а также запускать процедуры.
Что такое инверторный сварочный аппарат
Будь то сварка TIG или MIG, инверторный сварочный аппарат можно использовать для калибровки для различных стилей сварки.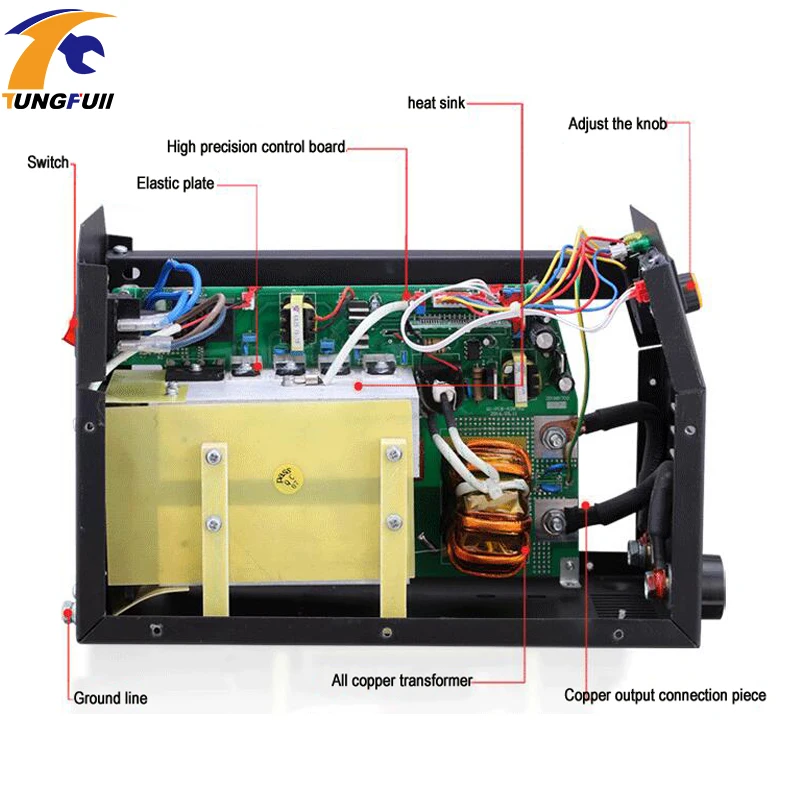
Поскольку в инверторных сварочных аппаратах используются трансформаторы меньшего размера, они имеют малый вес, универсальны и эффективно справляются со своей задачей. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Сварочные инверторы используют новейшие кремниевые технологии для обеспечения электронного управления процессом сварки. Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Они содержат компоненты на основе кремния, которые обеспечивают управление процессом повышения частоты и выпрямления тока. Это помогает с защитой от перегрузки и контролем производительности машины.
Этот конкретный сварочный аппарат работает в этом процессе – Первоначально высокое постоянное напряжение подается путем выпрямления высокого входного напряжения 110–240 В. Система управления, присутствующая в машине, преобразует ее обратно в переменный ток. Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Наконец, переменное напряжение (высокочастотное) окончательно преобразуется обратно в постоянное выходное напряжение в диапазоне 20–50 В, которое подается на сварочную дугу. Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Сварочный инвертор представляет собой простое электронное устройство, помогающее регулировать напряжение. Они обеспечивают более низкое используемое выходное напряжение за счет преобразования источника питания переменного тока. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Они используют ряд электронных компонентов для процесса преобразования энергии. В то время как обычные устройства на основе трансформаторов в основном используют один большой трансформатор для регулирования напряжения.
Инвертор увеличивает частоту основного питания с 50 Гц до 20 000 – 100 000 Гц. Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.
Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.
Преимущества инверторного сварочного аппарата?
Инверторный сварочный аппарат имеет несколько преимуществ. Мы упомянули некоторые из них ниже для справки.
1. Компактный дизайн
По сравнению с обычными аппаратами компактный размер является одним из основных и значительных преимуществ использования инверторного сварочного аппарата. Например, инверторный сварочный аппарат, который весит менее 5 кг, компактнее чемодана и его легко носить на плече, способен обеспечить мощность, аналогичную 50-килограммовому трансформаторному аппарату.
2. Эффективность
Идеальные инверторные сварочные аппараты имеют КПД от 80% до 90%. По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньший КПД в традиционных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньший КПД в традиционных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
3. Несколько сварочных процессов
Процесс сварки электродом является наиболее популярным вариантом в мире сварки. Тем не менее, такие методы, как TIG и MIG, по-прежнему могут быть надежными для сварки различных материалов, которые возможны с помощью дуговой сварки.
Раньше для сварки электродом после сварки TIG приходилось использовать разные машины. Инверторные сварочные аппараты премиум-класса позволяют использовать только одну машину для различных требований к сварке.
Сварочные инверторы поставляются с простыми компонентами, помогающими настроить процесс в соответствии с поставленной задачей. Большинство из них поставляются с держателем палки, горелкой MIG и другими необходимыми кабелями. Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
4. Контроль дуги
По сравнению с традиционными аппаратами для дуговой сварки инверторы обеспечивают хороший контроль над электрической дугой. Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
5. Разновидность электродов
Обычно стандартная сварочная машина полностью использует переменный ток для сварки. Однако инверторы преобразуют переменный ток в постоянный, поэтому вы можете подобрать разные электроды для работы с DC- и DC+.
Хотя электроды можно использовать с любым током, специальные предназначены для определенных задач.![]() Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
6. Рабочий цикл
Обычно вы можете достичь более высоких рабочих циклов с инверторными машинами из-за размера трансформатора. Из-за мелких компонентов в инверторе сварочный аппарат может быстро перегреваться, они также намного быстрее остывают. Но в обычном сварочном аппарате с трансформатором компоненты больше, поэтому они накапливают тепло и требуют больше времени для охлаждения.
7. Потребляемая мощность
Сварщики инверторной сварки могут использовать только бытовой ток (110 вольт), в то время как традиционные дуговые сварщики используют розетку 220 вольт. при работе с инвертором. Вы можете с радостью подключиться к любой бытовой электрической розетке для ее включения.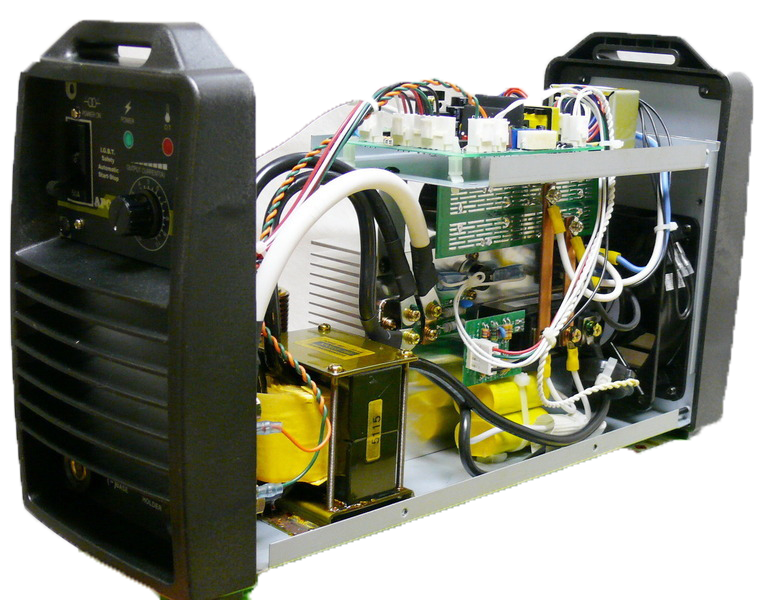
Поскольку инвертор потребляет более низкий диапазон мощности для работы, вы получите меньше счетов за электроэнергию и сэкономите больше денег. Таким образом, вы можете попробовать несколько инверторных сварочных аппаратов, не беспокоясь о перегорании предохранителя. Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
8. Охлаждающие свойства
Внутренние детали инверторного сварочного аппарата могут перегреться, особенно если они работали в течение нескольких часов. При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
Подобно настольному компьютеру, инверторные сварочные аппараты оснащены охлаждающим вентилятором для уменьшения нагрева и защиты внутренних частей.
9.
 Преобразование переменного тока
Преобразование переменного тока Сварочные аппараты с инвертором преобразуют переменный ток в постоянный, в отличие от стандартного сварочного аппарата, в котором используются электроды переменного и переменного тока. Инверторы способны принимать высокое входное напряжение переменного тока и преобразовывать его в более низкое выходное напряжение SC.
Сварочные инверторные аппараты имеют специальную программную технологию, которая преобразует и регулирует ток. Это программное обеспечение помогает регулировать напряжения, а не трансформаторы, которые используются в традиционных машинах. Трансформатор инвертора легкий и маленький, что делает инвертор портативным, компактным и удобным для путешествий.
10. Использование генератора
При выполнении сварочных работ за пределами вашего цеха или на территории заказчика вам может потребоваться генератор, если у вас нет свободного доступа к электрической розетке. Генераторы доступны в различных мощностях и размерах. Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Еще одна проблема, с которой обычно сталкиваются сварщики при выполнении сварочных работ на открытом воздухе, — это колебания мощности генератора, которые не так распространены в стандартной розетке. Если в середине работы над проектом сварки возникают колебания, возможно, вы не сможете контролировать сварочную ванну или дугу.
При использовании инвертора колебания генератора не влияют на качество сварки. Новейшие инверторные сварочные аппараты поставляются с IGBT (биполярными транзисторами с изолированным затвором), которые регулируют напряжение машины, что помогает вам работать с генератором с флуктуирующей выходной мощностью. Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Недостатки инверторных сварочных аппаратов
Как и любой другой прибор или оборудование, даже инверторные сварочные аппараты имеют недостатки. Хотя они перевешивают преимущества, о них стоит знать.
Хотя они перевешивают преимущества, о них стоит знать.
1. Ненадежные дешевые инверторные сварочные аппараты
Поскольку вы, возможно, уже являетесь семьей, более дешевые варианты в основном ненадежны и никогда не служат всю жизнь. Вам повезет, если более дешевый вариант прослужит хотя бы несколько месяцев, прежде чем выйдет из строя. Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
2. Более высокие затраты на ремонт
Большинство стандартных сварочных аппаратов переменного тока имеют одинаковую конструкцию за последние 50 лет. Они в основном доступны по цене и более подвержены ремонту. Однако модели инверторов немного сложны и разработаны с использованием электроники и программного обеспечения, которых нет в стандартных опциях.
По истечении гарантийного срока вам может потребоваться небольшая дополнительная плата за обслуживание инверторного сварочного аппарата. Один из способов просто избежать таких затрат на ремонт и обслуживание — выбрать продление гарантии, полученной при покупке. Некоторые бренды позволяют сделать это при покупке модели.
3. Менее прочный
Несмотря на то, что аппарат имеет компактную конструкцию, которая удобна и практична для работы за пределами площадки, он не является прочным и громоздким, как сварочный аппарат переменного тока. Легкие инверторные сварочные аппараты обычно подвержены повреждениям из-за запыленности и сильных падений.
Если в инверторе накапливаются переносимые по воздуху частицы пыли, подобные тем, которые имеются в зернохранилище, то электрические компоненты машины внутри него могут быть повреждены и, возможно, также могут выйти из строя.
Инверторные сварочные аппараты переменного или постоянного тока?
Обычно сварочные аппараты питаются переменным током, но преобразуют его в постоянный ток. Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Это достигается за счет понижающих трансформаторов и выпрямителей, установленных внутри машины. Они преобразуют входной переменный ток в постоянное напряжение, необходимое для процесса сварки. Это иногда мешало им использовать их для сварки переменным током.
Развитие технологии сварки позволило включить в новые модели опции для выполнения сварки как на постоянном, так и на переменном токе в зависимости от материалов и их требований к сварке.
Из-за этого большинство сварщиков в настоящее время используют инверторные сварочные аппараты, которые имеют два режима работы переменного/постоянного тока. Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Как долго работает инверторный сварочный аппарат?
Обычно инверторные сварочные аппараты имеют более короткий срок службы, который может еще больше сократиться, если вы не храните или не обслуживаете его должным образом. Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Сварочные аппараты инверторного типа имеют относительно новую технологию, которая претерпела множество усовершенствований и разработок. Но благодаря конструкции с электронным управлением вы можете получать обновления программного обеспечения и делать обновления в будущем без каких-либо дорогостоящих компонентов.
По сравнению с традиционным сварочным аппаратом-трансформером модель с инвертором имеет более короткий срок службы. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Ваш инвертор обычно служит от 5 до 10 лет в зависимости от марки, которую вы вложили. Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
Как пользоваться инверторным сварочным аппаратом?
По сравнению с традиционным трансформаторным сварочным аппаратом инверторный сварочный аппарат считается простым в эксплуатации и установке. Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
- Во-первых, вам необходимо подключить инверторный сварочный аппарат к электрической розетке. После этого подключите заземление, минус и плюс к рабочему столу.
- Теперь взгляните на наконечник сварочного пистолета, чтобы убедиться, что металлы были сплавлены с помощью наконечника в предыдущем процессе. Если да, то вам придется аккуратно с помощью плоскогубцев выкорчевать ненужный материал.

- Вы должны носить средства защиты, такие как перчатки, каски и обувь для защиты.
- Выберите необходимые настройки и инструменты, чтобы начать процесс сварки.
- Очистите детали и поместите их рядом друг с другом в местах, где они должны быть сварены. После этого подпилите материалы так, чтобы они образовали V-образное углубление.
- Вы должны медленно перемещать инверторный сварочный аппарат вдоль V в одном направлении, чтобы он мог сформировать соединение.
- Напилите и отшлифуйте дополнительный сварной шов для получения гладкой и однородной поверхности.
Каковы области применения инверторного сварочного аппарата?
Используя передовые технологии сварки, такие как IGBT, mosafet и другие, сварщики-сварщики могут выполнять требования к сварке нержавеющей стали и железа. Они подходят для сварки изделий из нержавеющей стали, сварки железных дверей и ряда других. Они также удобны для сварки предметов домашнего обихода, строительных и промышленных сварочных работ.
NASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка. Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ СВАРЩИК
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL). Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
УСТАНОВКА ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это.
Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
-
сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.

ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.
Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр. Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ СВАРЩИКА
Он Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя.
Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
- Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба.
 Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя.
Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя.
- Сохранить все охранники и щиты на месте.
- Сохранить руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка. Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Бе
Убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сварка без надлежащей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения пожаров.
- Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
- Износ защита глаз в любое время.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
- Знак металл «ГОРЯЧИЙ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719. Дата публикации: май 1989 г.
Копье Флюгель, координатор по безопасности, и Брэдли Рейн, инженер Специалист сельскохозяйственного колледжа Университета г. Аризона, Тусон, AZ 85719.
Отказ от ответственности и информация о воспроизведении: Информация в NASD не представляет политику NIOSH. Информация, включенная в NASD появляется с разрешения автора и/или правообладателя. Более
Опасность повреждения блуждающими токами в электрических системах и защита от дугового разряда
Наконец-то завершена новая пристройка к заводу. Инженеры разработали современный дизайн; квалифицированные электрики выполнили профессиональную установку с использованием качественного оборудования; и тщательные электрические проверки, подтверждающие, что все соответствует Код завершены. Теперь, когда электричество включено, бригады по установке оборудования заняты подготовкой всего к производству.
Но вдруг на заводе беда. Сотни ампер текут неконтролируемым образом, прорываясь через металлические каналы и панели, расплавляя разъемы ЭМП, вызывая искрение на соединительных проводах в трехфазной розетке и прожигая изоляцию шнура питания к совершенно новой машине стоимостью в миллион долларов. из Европы. Если так будет продолжаться, то вскоре фазный проводник под напряжением соприкоснется с раскаленным заземляющим проводом, и ничего не подозревающий рабочий может серьезно пострадать или даже погибнуть при расследовании проблемы.
Что происходит? Что-то оторвалось? Может быть это удар молнии? Машина иностранного производства несовместима с нашей электрической сетью? Повреждение вызвано гармониками 1-го, 3-го, 5-го, 7-го или 9-го уровня? Почему система защиты от перегрузки по току не среагировала и не отключила выключатель? Есть очень большая вероятность, что проблема как-то связана с обычным процессом дуговой сварки, используемым для крепления механического оборудования в рамках новой установки машины. Но как?
Блуждающий сварочный ток
Блуждающий ток — это протекание электрического тока через непредусмотренные проводники, такие как строительные конструкции, электрические заземляющие или соединительные проводники или другое оборудование из-за дисбаланса системы электроснабжения или неправильного подключения оборудования. Часто в промышленных или строительных условиях эта проблема возникает из-за очень простой ошибки в настройке сварщика. В Онтарио, Канада, недавно произошел хорошо задокументированный случай электрического взрыва и, по крайней мере, одного смертельного поражения электрическим током из-за повреждения электрической системы объекта, где основной причиной был определен блуждающий сварочный ток (SWC). 1-3
Аппараты для дуговой сварки предназначены для подачи переменного или постоянного тока силой порядка сотен ампер в промышленных, коммерческих и жилых помещениях или для любителей. Эти специализированные источники питания предназначены для обеспечения электрической цепи с низким сопротивлением (обычно менее 0,25 Ом) на вторичной (или выходной) стороне; с точки зрения инженера-электрика, это, по сути, состояние короткого замыкания.
Этот вторичный сварочный контур предназначен для использования в качестве изолированной замкнутой системы с двумя кабелями (см. рис. 1). Он состоит из следующих частей:
Электродный вывод — проводник вторичной цепи, передающий энергию от источника питания к электрододержателю, пистолету или горелке.
Провод массы — это проводник вторичной цепи, который присоединяется к заготовке с помощью зажима обратного тока и замыкает сварочную цепь (эти устройства обычно и неправильно называются кабелем заземления и зажимом заземления).
Изображение 1. Правильная установка для дуговой сварки. Неисправности SWC могут возникать из-за простых ошибок настройки или незначительных сбоев системы, которые могут привести к возникновению тока порядка сотен ампер в строительных конструкциях, электрических сетях и оборудовании. Два распространенных примера SWC показаны на рисунках 2 и 3. Однако существует много других возможностей, поскольку сварочный ток всегда находит путь наименьшего сопротивления к своему источнику. Часто неисправность SWC связана с другими механизмами, такими как производственное оборудование, электроинструменты, другие сварочные аппараты, а также краны или подъемники. Эти неисправности SWC также могут быть вызваны портативным сварочным оборудованием с приводом от двигателя или аккумулятором, которое даже не получает питание от сети, и они могут повредить оборудование даже в выключенном состоянии.
Удивительно, но в настоящее время не существует надежной системы, способной остановить эти опасные неисправности, связанные с блуждающими токами. Они не прерываются устройствами защиты от перегрузки по току, установленными даже в современных электрических сетях, и не обнаруживаются и не прерываются в цепях, защищенных устройствами защиты от замыканий на землю (УЗО). Основное внимание всегда уделялось измерению протекания тока в предполагаемых проводниках, и предполагалось, что на заземляющие или соединительные проводники никогда не попадут уровни тока, превышающие уровень, при котором сработали бы устройства защиты от перегрузки по току.
Сценарий, описанный во введении, не должен происходить. Тем не менее, это слишком обычное явление на любом объекте, где проводилась сварка, чтобы его можно было игнорировать. Пример возможного повреждения показан на Рисунке 4. Помимо повреждения электрических систем, SWC может вызвать искрение и возгорание в неожиданных местах на объекте, перегрев подъемных цепей или строп (что приводит к искрению или отжигу), повреждению к подшипникам машин и разрядам дуги, приводящим к нежелательным металлургическим превращениям в некоторых сплавах. Случаи ускоренной коррозии, вызванные блуждающим электролизом постоянного тока, также вызывают озабоченность на морских сооружениях и подземной металлической инфраструктуре. Таким образом, ущерб от блуждающего тока также можно рассматривать как проблему с экономической точки зрения, поскольку большая часть ущерба может быть первоначально скрыта от глаз — даже до того, как он станет непосредственной проблемой безопасности. Ущерб на десятки тысяч долларов может быть причинен объекту или оборудованию и системам в результате одного события SWC, которое может даже не быть немедленно обнаружено.
Что можно сделать?
Блуждающих токов при сварочных работах можно избежать за счет строгого соблюдения правил применимых стандартов безопасности при сварке (например, ANSI Z49.1:2012 или CSA W117.2-19). Эти методы, также изложенные в руководствах по эксплуатации оборудования, включают в себя расположение точки подключения кабеля заготовки как можно ближе к дуге, использование исправных сварочных кабелей достаточной мощности и обеспечение надежного крепления зажима рабочего обратного тока на преднамеренном очищенное место (без прокатной окалины, краски и т. п.) 4 Все профессиональные сварщики должны соблюдать эти правила; однако следует отметить, что любой может купить сварочный аппарат, способный производить сотни ампер, и неправильно его использовать.
Эта работа спонсировалась компанией EnerDynamic Systems Inc. (ESI) из Брантфорда, Онтарио. ESI заключила партнерское соглашение с колледжем Конестога, чтобы помочь им в расширении запатентованной конструкции прерывателя блуждающего тока из систем возобновляемых источников энергии в приложения для дуговой сварки. Партнерство преследовало цель разработать инженерное устройство контроля, которое могло бы оставить в прошлом ущерб от SWC.
Ссылки
1. Д. Хизи, «Блуждающий ток поступает в колледж», Журнал Канадской ассоциации сварщиков, том. 14, стр. 20-25, 2016 г.
2. Управление главного коронера Онтарио, DOKIS, Келли (Inquest), Китченер, Онтарио, Канада: Queen’s Printer for Ontario, 16–19 июня 2003 г.
3. D , Хизи, «Как предотвратить повреждение блуждающего сварочного тока в вашей электрической системе», 17 ноября 2017 г. [Онлайн]. Доступно: https://www.ecmweb.com/shock-electrocution/how-prevent-stray-welding-current-damage-your-electrical-system. [По состоянию на 27 декабря 2018 г.].
4. Канадская ассоциация стандартов, CAN/CSA-W117.
