Какова точность измерения штангенциркуля. Из каких основных частей состоит ШЦ-1. Какие существуют виды штангенциркулей с глубиномером. Как проводится поверка точности измерений штангенциркуля.
Устройство и принцип работы штангенциркуля ШЦ-1
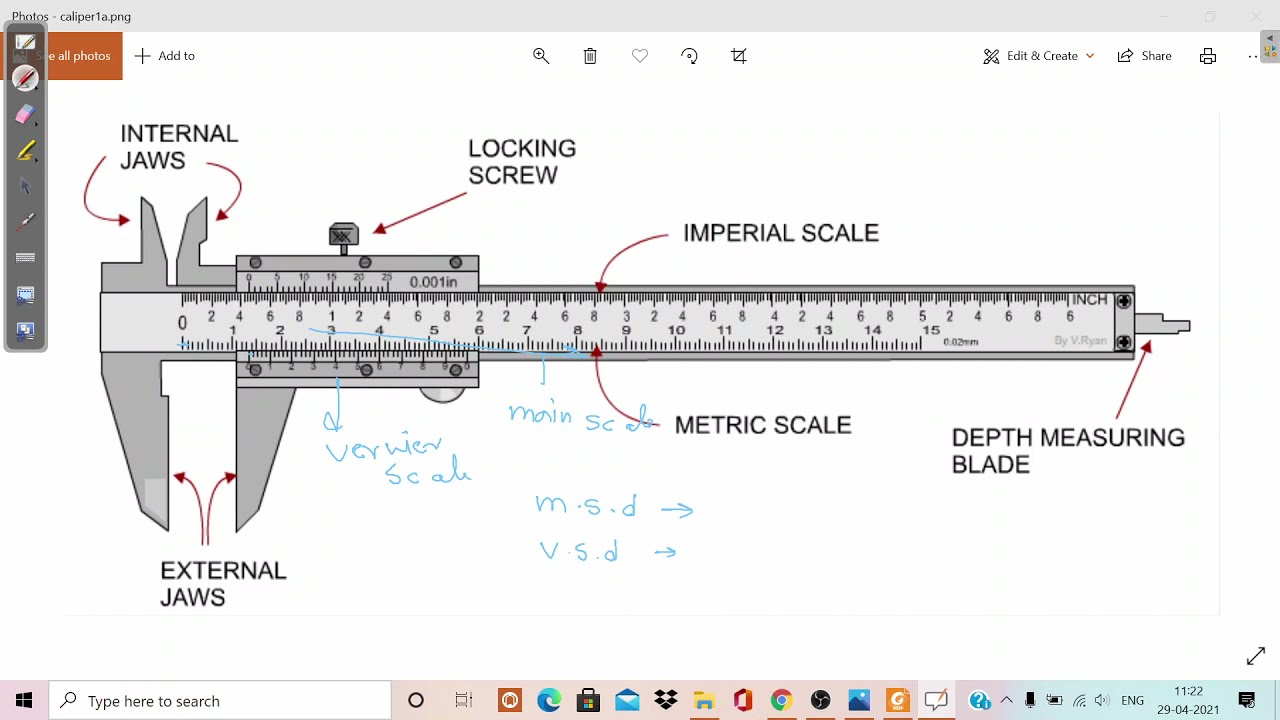
Штангенциркуль ШЦ-1 является одним из самых распространенных измерительных инструментов. Он состоит из следующих основных частей:
- Штанга с основной миллиметровой шкалой
- Рамка с нониусом, перемещающаяся по штанге
- Неподвижная губка, жестко закрепленная на штанге
- Подвижная губка, прикрепленная к рамке
- Зажимной винт для фиксации рамки
- Глубиномер для измерения глубины отверстий
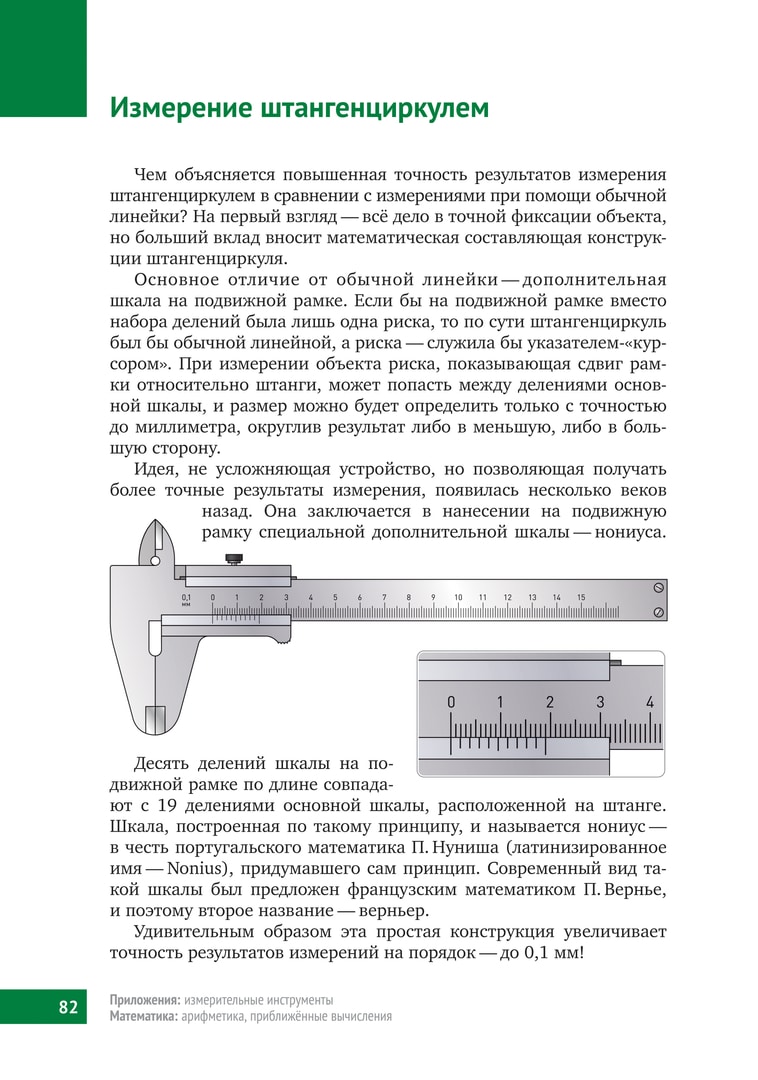
Принцип работы ШЦ-1 основан на использовании нониуса — вспомогательной шкалы, позволяющей повысить точность отсчета. При измерении подвижная губка прижимается к детали, а по совпадению штрихов основной шкалы и нониуса определяется размер с точностью до 0,1 мм.
Точность измерений штангенциркулем
Точность измерения штангенциркулем зависит от цены деления нониуса и качества изготовления инструмента. Наиболее распространены следующие варианты:
- ШЦ-1 с ценой деления нониуса 0,1 мм — погрешность ±0,05 мм
- ШЦ-2 с ценой деления 0,05 мм — погрешность ±0,04 мм
- Цифровые штангенциркули — погрешность ±0,03 мм
Таким образом, стандартный ШЦ-1 обеспечивает точность измерений 0,1 мм. При этом фактическая погрешность может достигать 0,05 мм из-за ошибок отсчета и других факторов.
Виды штангенциркулей с глубиномером
Существует несколько основных видов штангенциркулей, оснащенных устройством для измерения глубины:
- ШЦ-1 — имеет глубиномер в виде линейки, выдвигающейся из штанги
- ШЦ-2 — оснащен выдвижным стержнем-глубиномером
- Цифровые штангенциркули — электронный глубиномер
- Специализированные глубиномеры на базе штангенциркуля
Глубиномер позволяет измерять глубину отверстий, пазов, выступов с той же точностью, что и основная шкала штангенциркуля. Это расширяет функциональные возможности инструмента.
Методика поверки точности измерений штангенциркуля
Поверка штангенциркуля выполняется для подтверждения его метрологических характеристик. Основные этапы поверки включают:

- Внешний осмотр инструмента
- Проверка плавности хода рамки
- Определение погрешности измерения при помощи концевых мер длины
- Проверка параллельности измерительных поверхностей губок
- Определение погрешности нониуса
- Проверка перпендикулярности губок к штанге
Погрешность измерений определяется путем сравнения показаний штангенциркуля с действительными размерами концевых мер. Допустимые отклонения регламентируются нормативными документами.
Факторы, влияющие на точность измерений штангенциркулем
На точность измерений штангенциркулем оказывают влияние различные факторы:
- Качество изготовления и состояние инструмента
- Навыки и аккуратность оператора
- Температурные деформации
- Усилие измерения
- Чистота измеряемой поверхности
- Параллакс при считывании показаний
Для повышения точности необходимо соблюдать правильную методику измерений, регулярно проводить поверку и калибровку инструмента, а также учитывать влияние внешних факторов.
Преимущества и недостатки штангенциркуля
Штангенциркуль имеет ряд преимуществ и недостатков по сравнению с другими измерительными инструментами:
Преимущества:
- Универсальность применения
- Простота конструкции
- Невысокая стоимость
- Возможность измерения внутренних и внешних размеров
Недостатки:
- Ограниченная точность измерений
- Зависимость от навыков оператора
- Низкая производительность при массовых измерениях
Несмотря на недостатки, штангенциркуль остается одним из самых распространенных измерительных инструментов благодаря своей универсальности и доступности.
Области применения штангенциркуля
Штангенциркуль широко применяется в различных областях:
- Машиностроение — контроль размеров деталей
- Деревообработка — измерение заготовок и изделий
- Строительство — контроль геометрических параметров конструкций
- Ювелирное дело — измерение мелких деталей
- Медицина — антропометрические измерения
- Бытовое использование — различные измерения в быту
Универсальность и доступность делают штангенциркуль незаменимым инструментом во многих сферах деятельности, где требуется измерение линейных размеров с точностью до десятых долей миллиметра.
Штангенциркуль повышенной точности — Измерения
Штангенциркуль повышенной точности
Категория:
Измерения
Штангенциркуль повышенной точности
Оно меньше (короче) каждого деления, нанесенного на шкале штанги, на 0,02 мм (0,5—0,48 = 0,02 мм). Так как одно деление нониуса составляет 0,02 мм, то при совпадении первого от нуля деления нониуса с первым делением на шкале штанги подвижная губка штангенциркуля отойдет от неподвижной на расстояние 0,02 мм.
Для удобства отсчета результатов измерения у каждого пятого деления нониуса нанесены последовательно числа 10, 20, 30, 40 и 50. При совпадении пятого от нуля деления нониуса с каким-либо делением на штанге число 10, стоящее около пятого деления, читается: «10 сотых»; при совпадении десятого деления нониуса с тем или иным делением на штанге* число 20, стоящее около десятого деления, читается: «20 сотых» и т.
Рис. 1. Точный (прецизионный) штангенциркуль и пример отсчета: 1 — неподвижная губка, 2—подвижная губка, 3 — рамка, 4— винт и гайка для точной установки подвижной губки, 5 — штанга, б —движок, 7 — нониус с точностью отсчета до 0,02 мм, 8— зажимные винты
Допустим, что нулевое деление нониуса перешло 25-е деление на шкале штанги, но не дошло до следующего далее на штанге полумиллиметрового деления, при этом 3-е деление нониуса совпало с каким-то делением на шкале штанги.
Таким образом, при отсчете по нониусу к числу целых миллиметров, пройденных нулевым делением нониуса, прибавляется столько сотых долей миллиметра, сколько показывает то деление нониуса, которое совпадает с одним из делений на шкале штанги.
При измерении штангенциркулем сначала отвинчивают на один-два оборота стопорные винты, закрепляющие на штанге рамку подвижной губки, помещают между ними измеряемую деталь и закрепляют движок на штанге стопорным винтом, после чего вращением гайки микрометрической подачи подводят губки к детали.
Рис. 2. Штангенциркуль с точностью измерения 0,05 мм
На рис. 2 показан штангенциркуль с точностью измерения 0,05 мм и его нониус. На этом штангенциркуле деления на штанге нанесены через один миллиметр. Нониус имеет длину 39 мм и разделен на 20 равных частей. Следовательно, каждое деление нониуса, составляющее 39:20=1,95 мм, короче каждых двух делений, нанесенных на шкале штанги, на 2,00—1,95 = =0,05 мм. Для удобства отсчета результатов измерения на нониусе через каждые пять делений последовательно нанесены числа 25, 50, 75 и 1. Первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы на штанге, показывает 0,05 мм, второе — 0,10, или 0,1 мм, третье — 0,15 мм, четвертое— 0,20, или 0,2 мм, и т. д.
Ниже приводятся для самостоятельного упражнения примеры отсчета по нониусу штангенциркуля.
Реклама:
Читать далее:
Микрометр
Статьи по теме:
Штангенциркуль с точностью измерений 0,1 дм
Б том месте иод линейкой, где щуп остановится, на нем делают риску тонким шилом, затем толщину этого места клина измеряют штангенциркулем. Точность измерения таким щупом достигает 0,05 мм. [c.186]По своему устройству инструмент сходен с обычным штангенциркулем. Точность измерения 0,02—0,05 мм. Величина измеряемых межцентровых расстояний практически ограничивается длиной линейки.
Перед испытанием образцы измеряют при помощи микрометра и штангенциркуля. У круглых образцов микрометром измеряют диаметр йд, а у плоских образцов — толщину (микрометром) и ширину во (штангенциркулем). Точность измерения не ниже [c.48]
Помимо описанного штангенциркуля существуют и другие их типы, шкалы нониуса которых имеют различные деления.
 Эти типы штангенциркуля упрощают измерения и позволяют выполнять измерения с точностью до 0,05 и 0,02 мм.
[c.191]
Эти типы штангенциркуля упрощают измерения и позволяют выполнять измерения с точностью до 0,05 и 0,02 мм.
[c.191]П4.3. Точность измерения стальной линейкой, рулеткой, кронциркулем и нутромером обычно не превышает 0,25. .. 0,5 мм (из-за цены делений линейки и рулетки), штангенциркулем — 0,1. .. 0,02 мм и микрометром — 0,01. .. 0,002 мм. [c.266]
Тангенциальные зубомеры, по сравнению со штангенциркулями, отличаются совершенством метода измерения, большей точностью измерений и долговечностью измерительных элементов. [c.216]
Простейшие приемы обмера деталей. Промышленность выпускает различные измерительные приборы н устройства, позволяющие производить измерения с высокой точностью (их изучают на старших курсах). В курсе черчения обычно используют простейшие измерительные средства — металлическую линейку, кронциркуль (рис. 10.3,0), нутромер (рис. 10.3,6), позволяющие производить измерение с точностью до 0,5… 1 мм, микрометр (рис. 10.3, в) —с точностью измерения 0,01 мм, штангенциркуль (рис. 10.4) —с точностью измерения 0,1 мм. При опре-
[c.315]
10.3, в) —с точностью измерения 0,01 мм, штангенциркуль (рис. 10.4) —с точностью измерения 0,1 мм. При опре-
[c.315]
Штангенциркули с пределами измерения до О—300 мм изготовляются с двусторонним по отношению к штанге расположением губок губки 1 для измерения и 3—для разметки (рис. 107). Э и штангенциркули имеют дополнительную рамку 7 со своим стопорным винтом и специальным микрометрическим винтом для продольной подачи рамки 4 при точной установке размера. Шкала нониуса 6 нанесена на отдельной линейке, прикрепленной к рамке 4 винтами, что допускает продольную регулировку нониуса. Эта шкала имеет 60 делений и поэтому точность измерения достигает 0,02 мм. Минимальный возможный для измерения внутренний размер, равный расстоянию Ь между наружными
| Рис. 33. Штангенциркуль с точностью измерения 0,05 мм |
 114, б. Для этого с помощью микрометра, оснащенного специальными измерительными поверхностями ( шляпками ), или штангенциркуля с точностью измерения до
[c.217]
114, б. Для этого с помощью микрометра, оснащенного специальными измерительными поверхностями ( шляпками ), или штангенциркуля с точностью измерения до
[c.217]
Контроль размеров уступов и канавок осуществляется линейкой, если не требуется большой точности измерения, штангенциркулем при более высоких требованиях к точности измерения, а при серийном производстве деталей — шаблоном (рис. 3.8). [c.141]
Имеется два типа штангенциркулей с точностью измерения до 0,1 мм (фиг. 40) и с повышенной точностью до 0,05 и 0,02 мм (фиг. 41), которые применяются для более точных измерений. Штангенциркуль с точностью измерения до 0,1 MAi имеет глубиномер. [c.96]
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
[c.26]
К таким инструментам в первую очередь относится штангенциркуль.
[c.26]
| Фиг. 19. Штангенциркуль с точностью измерения 0,1 мм. |
Штангенциркули изготовляются различной точности измерений. В практике чаще пользуются штангенциркулями, позволяющими измерять размеры с точностью до 0,1 мм 0,05 и 0,08 мм. [c.218]
Точность измерения штангенциркулем определяется отношением единицы измерения шкалы к числу делений нониуса, т. е. 1 п.
[c.218]
е. 1 п.
[c.218]
Единицей измерения на шкале штанги во всех конструкциях штангенциркулей является 1 мм, а число делений на нониусе различно. Поэтому точность измерений зависит от числа делений на нониусе. Нониус штангенциркуля (фиг. 322) имеет 10 делений, следовательно, точность измерений равна 1 10 = 0,1 мм. [c.218]
На фиг. 325 показана иная конструкция штангенциркуля, отличающаяся от предыдущей повышенной точностью измерений. [c.218]
Для прикрепления рамки к штанге предусмотрен винт 5. С правой стороны рамки надет на штангу и шпильку 7 ползунок б с навинченной на шпильку гайкой 8. Для закрепления ползунка к штанге предусмотрен винт 9. Точность измерения для данной конструкции штангенциркуля определяется из отношения 1 20 = 0,05 мм. [c.219]
Точность измерения штангенциркулем (фиг. 59 и 6i и микрометром (фиг. 61) во многом зависит от правильное [c.102]
Общий вид штангенциркуля с точностью измерений 0,05 мм приведен на фиг.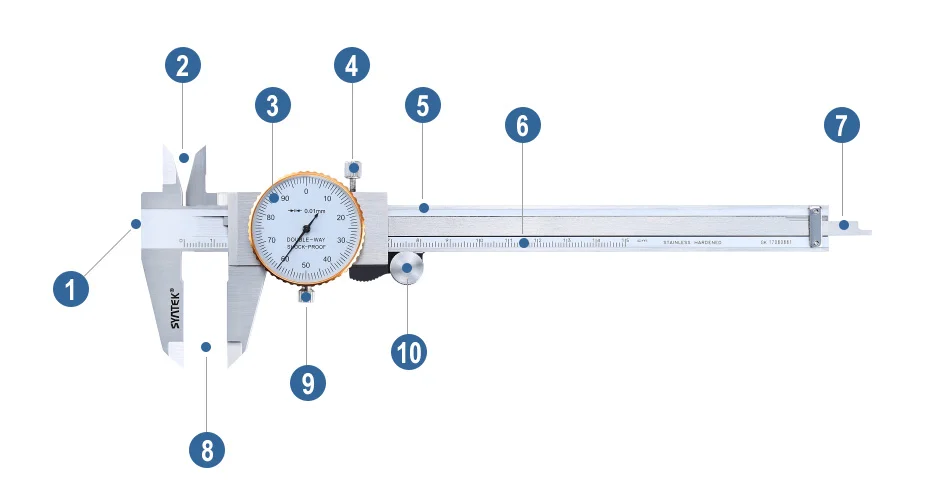 25,6. От штангенциркуля, описанного выше, он отличается тем, что не имеет стержня для измерения глубин, и для точной настройки добавлено установочное приспособление. Это приспособление состоит из рамки 3 с зажимным винтом 2 и гайкой 5, навернутой на винт 4. Винт 4 жестко укреплен в движке 1 и свободно проходит через отверстие в рамке 3. Если закрепить винтом 2 рамку 3 и затем вращать гайку 5, то движок штангенциркуля начнет плавно перемещаться вдоль штанги, обеспечивая более точную установку нониуса.
[c.48]
25,6. От штангенциркуля, описанного выше, он отличается тем, что не имеет стержня для измерения глубин, и для точной настройки добавлено установочное приспособление. Это приспособление состоит из рамки 3 с зажимным винтом 2 и гайкой 5, навернутой на винт 4. Винт 4 жестко укреплен в движке 1 и свободно проходит через отверстие в рамке 3. Если закрепить винтом 2 рамку 3 и затем вращать гайку 5, то движок штангенциркуля начнет плавно перемещаться вдоль штанги, обеспечивая более точную установку нониуса.
[c.48]
Штангенциркуль с точностью измерений до 0,02 мм отличается от описанного выше только нониусом. [c.49]
Линейные размеры образцов и электродов, используемых при испытании диэлектриков, измеряют с помощью таких широко известных приборов, как масштабные линейки, штангенциркули, микрометры, толщиномеры. Выбор того или иного прибора определяется значением измеряемого размера, свойствами материала (например, его твердостью), конфигурацией образца, требуемой точностью измерений. При измерении не допускается деформирования, повреждения или разрушения образца, поэтому средство измерения следует выбирать, учитывая также измерительное усилие, передаваемое на образец в момент измерения.
[c.413]
При измерении не допускается деформирования, повреждения или разрушения образца, поэтому средство измерения следует выбирать, учитывая также измерительное усилие, передаваемое на образец в момент измерения.
[c.413]
Штангенциркуль с точностью измерения 0,1 мм (рис. 79, а) состоит из штанги 6, которая представляет собой линейку с основной шкалой, и двух измерительных [c.153]
На рис. 65 показан штангенциркуль с дополнительным индикаторным устройством, предназначенный для измерения с точностью н=0,01 мм отверстий и линейных размеров в пределах 18—300 мм такие штангенциркули можно изготовить и для измерения размеров до 1500 мм. Для этого необходимы только линейки (штанги) соответствующей длины. Точность измерения деталей больших размеров несколько ниже (примерно -1-0,03 мм). В описываемом штангенциркуле губка 1 является поворотной и соединена с мерным штифтом индикатора 2. Индикатор устанавливают в отверстии стойки 5, закрепленной на линейке 4, и фикси-
[c. 61]
61]
После окончательной установки шаблона и детали по выбранным базам визуально проверяют все элементы детали. Если ее размеры не выходят за пределы поля допуска, деталь считают годной в противном случае необходимо измерить отклонения масштабной линейкой или штангенциркулем и разделить полученное число на масштаб увеличения. Частное от деления дает действительную величину отклонения размера детали от заданного размера. Измерение точных деталей сложной конфигурации на проекторе проще и нагляднее измерений на других приборах. Большие масштабы увеличения и удобства работы на горизонтальном столе-экране позволяют быстро контролировать детали даже малоквалифицированным работникам наличие измерительного стола с отсчетными механизмами гарантирует высокую точность измерения. [c.121]
Методы и средства измерения основных поверхностей. Обработанная деталь всегда отличается от абсолютно точной детали формой и размерами. Чем меньше отличие, тем точнее будет деталь. Отклонения реальной поверхности детали от геометрической ограничиваются допуском на размер. Размеры обрабатываемых заготовок измеряют различными инструментами. Для менее точных измерений используют линейки, кронциркули и нутромеры, а для более точных — штангенциркули, микрометры, калибры и др. Линейка служит для измерения длин деталей. Наиболее распространены стальные линейки длиной 150—300 мм с миллиметровыми делениями. Кронциркуль — наиболее простой инструмент для приближенных измерений наружных размеров обрабатываемых заготовок. Для измерений внутренних размеров служит нутромер. Точность измерения линейкой, кронциркулем и нутромером не превышает 0,25 мм. Более точным инструментом является штангенциркуль, которым можно измерять как наружные, так и внутренние размеры обрабатываемых заготовок штангенциркуль можно использовать также для измерения толщины стенок детали и глубины выточки или уступа. Для контроля точности обработки деталей на металлорежущих станках и проверки точности самого станка применяют индикатор.
Отклонения реальной поверхности детали от геометрической ограничиваются допуском на размер. Размеры обрабатываемых заготовок измеряют различными инструментами. Для менее точных измерений используют линейки, кронциркули и нутромеры, а для более точных — штангенциркули, микрометры, калибры и др. Линейка служит для измерения длин деталей. Наиболее распространены стальные линейки длиной 150—300 мм с миллиметровыми делениями. Кронциркуль — наиболее простой инструмент для приближенных измерений наружных размеров обрабатываемых заготовок. Для измерений внутренних размеров служит нутромер. Точность измерения линейкой, кронциркулем и нутромером не превышает 0,25 мм. Более точным инструментом является штангенциркуль, которым можно измерять как наружные, так и внутренние размеры обрабатываемых заготовок штангенциркуль можно использовать также для измерения толщины стенок детали и глубины выточки или уступа. Для контроля точности обработки деталей на металлорежущих станках и проверки точности самого станка применяют индикатор. [c.62]
[c.62]
Если тот же калибр измерять не кронциркулем, а более точным инструментом, например штангенциркулем, то можно получить размеры диаметра 12,6 и 12,4 мм. В данном случае точность измерения уже 0,1 мм, т. е. степень точности выше, чем при измерении кронциркулем и масштабной линейкой. [c.13]
В зависимости от выбранной степени точности измерения применяется тот или иной мерительный инструмент, который дает соответствующую точность. Для низких степеней точности измерения применяют обыкновенные масштабные линейки, для более высоких — штангенциркули и микрометры, для очень высоких — пластинки, концевые меры длины и весьма точные оптические приборы. [c.13]
Наиболее простым и вместе с тем достаточно точным способом определения глубины выточки является измерение диаметров шейки вала н выточки штангенциркулем (точность измерения 0,02—0,05 Мм), микрометром (точность измерения 0,01 мм) или другим инструментом. Глубина выточки в этом случае определяется как полуразность двух замеров (вала и вы точки). При измерении выточек на деталях большого диаметра применение этого метода нево.зможно. Тогда прн-.ходнтся прибегать к использова.чию линейки штангенглубиномера нлн штангенциркуля (по схемам на поз. V и VI).
[c.212]
При измерении выточек на деталях большого диаметра применение этого метода нево.зможно. Тогда прн-.ходнтся прибегать к использова.чию линейки штангенглубиномера нлн штангенциркуля (по схемам на поз. V и VI).
[c.212]
Диаметры отверстий проверяют штангенциркулями, микрометрами, предельными калибрами. При повышенных требованиях к точности диаметральных размеров, особенно при необходимости определить отступления поверхностей отверстий от цилиндрической формы, пользуются штихмасами с индикаторами (рис. 249, а), обеспечивающими точность измерения до 0,01 мм. Для более точных измерений применяются пассиметры или микротасты с точностью измерения до 0,002 мм. [c.422]
Измерение длины общей нормали. Измерением длины общей нормали по колесу Х 1 (см. рис. 16.2, г) можно выявить погрешность обката, зависящую от неточности делительной червячной пары зубо-обрабатывающих станков. Среднее значение длины общей нормали характеризует смещение исходного контура Анг- Длину общей нормали можно проверять (для повышения точности измерений) штангенциркулем, микрометром с тарельчатыми наконечниками (рис.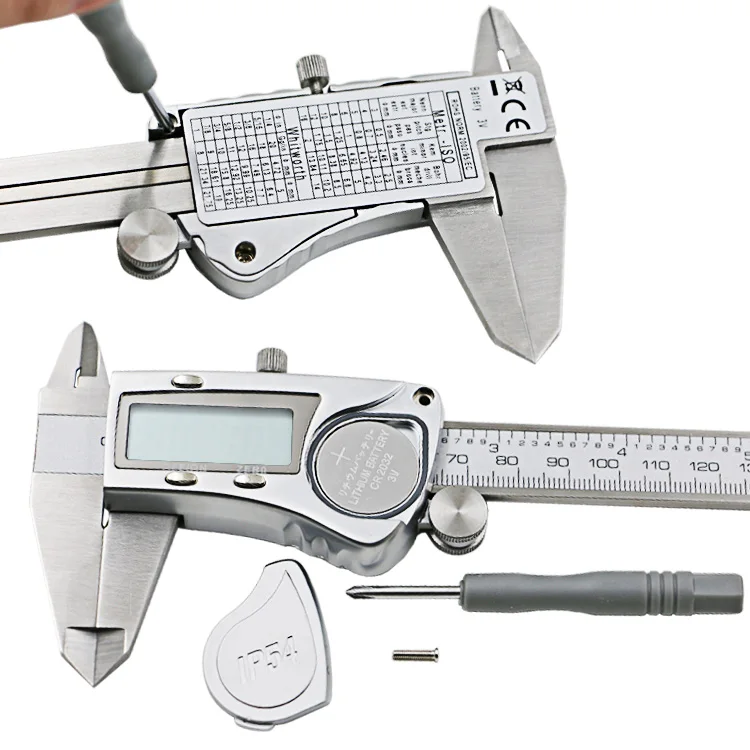 17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко з
17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко з
Погрешности штангенциркулей — Энциклопедия по машиностроению XXL
Погрешности штангенциркулей. Погрешности отдельных элементов штангенциркулей влияют на суммарную погрешность их показаний. Поэтому в допусках на их изготовление исходят из того, чтобы сумма погрешностей отдельных элементов штангенциркуля не превосходила допускаемую суммарную погрешность его показаний, предусмотренную техническими условиями. [c.214]Погрешности штангенциркулей контролируют с помощью концевых мер в различных точках шкалы при незатянутом прижиме рам-кк, а в среднем и крайних положениях рамки — при затянутом прижиме рамки. Погрешность определяют, начиная с нулевой установки, а затем по концевым мерам. Измерительную поверхность неподвижной губки прижимают к блоку концевых мер и затем подводят к нему подвижную губку с таким усилием, чтобы обеспечивалось нормальное скольжение измерительных поверхностей штангенциркуля по плоскостям концевых мер. Нормальное скольжение будет и при зажатом прижиме, в этом положении производят отсчет, по нониусу.
[c.216]
Нормальное скольжение будет и при зажатом прижиме, в этом положении производят отсчет, по нониусу.
[c.216]
Основные характеристики погрешности штангенциркулей (ГОСТ 166-73) [c.115]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета пока- [c.353]
Погрешности штангенциркулей при наружных измерениях [c.418]Погрешности штангенциркулей при наружных измерениях (включая погрешности изготовления, установки, методы измерения и т. п.) допускаются по абсолютной [c.168]
Суммарные погрешности штангенциркулей при наружном измерении [c.24]
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги. На погрешность отсчета показаний штангенциркуля влияет величина зазора между нониусом и штангой. При наличии зазора появляется погрешность от параллакса.
[c.405]
На погрешность отсчета показаний штангенциркуля влияет величина зазора между нониусом и штангой. При наличии зазора появляется погрешность от параллакса.
[c.405]
Основная погрешность штангенциркулей не должна превышать [c.64]
Штангенциркуль служит для измерения линейных размеров деталей. У него две штриховые шкалы — основная и дополнительная (нониус). Нулевой штрих нониуса указывает целое число миллиметров. Номер штриха, совпадающий со штрихом основной шкалы, указывает число десятых долей миллиметра. Интервал между штрихами основной шкалы — 1 или 0,5 мм. Допускаемые погрешности штангенциркуля принимаются равными величинам отсчетов по нониусу. [c.60]
С разность между температурой штангенциркуля и нормальной Atj = 30 — 20 = 10°С. По формуле (3.5) определяем погрешность А/= 50(17,1 30 — 12 10) 10 % 0,012 мм. [c.53]
Более точно (с погрешностью 0,1—0,05 мм) измеряют размеры штангенциркулем. [c.255]
[c.255]
Обеспечить в результате однократных измерений определение диаметра й с погрешностью, не превышающей 0,07 мм при доверительной вероятности Р=0,95, можно с помощью микрометра, а высота к может быть измерена штангенциркулем. [c.49]
Отверстия в зависимости от размеров, допуска на изготовление и глубины (длины образующей) измеряют универсальными измерительными инструментами или специальными приспособлениями и калибрами. Наиболее распространенные универсальные инструменты — штангенциркули, микрометрические нутромеры, индикаторные нутромеры типа завода Калибр . Штангенциркули вследствие значительной погрешности метода измерения применяются лишь для измерения деталей с относительно грубыми допусками. Недостатком штангенциркуля является незначительная длина губок, вследствие чего отверстия можно измерять только на небольшой глубине. [c.472]
По нормативам находим для лабораторной проверки штангенциркуль с отсчетом 0,05 мм и суммарной погрешностью измерения [c.
 458]
458]Количество звеньев в цепях между эталонами и рабочими измерительными средствами устанавливается с таким расчётом, чтобы между ошибками измерения меры или прибора и их допускаемыми погрешностями было определённое соотношение. На фиг. 118 показана схема передачи размера от эталона длины световой волны до штангенциркуля с отсчётом по нониусу в 0,05 мм. [c.223]
Погрешности показаний штангенциркулей даны в табл. 9. Погрешность пока- [c.88]
Измерить длину образца штангенциркулем (ГОСТ 427—75) с погрешностью не более 0,1 мм или другим прибором, обеспечивающим заданную точность. [c.93]
Уточняем СИ. Для этого на основании табл. 5.1 находим = 0,2 Г= 60 мкм. По табл. 5.2 определяем штангенциркуль с ценой деления 0,02 мм, имеющий в диапазоне измерений 51…80 мм предельную погрешность 45 мкм. [c.191]
Расстояния между наружными (относительно шва) гранями маяков выбирают такими, чтобы обеспечивалась возможность измерения величины экскурсии швов штангенциркулем со шкалой 500 мм (инструментальная погрешность не более 0,1 мм). [c.464]
[c.464]
Шкалу, определяющую расстояние между опорами при испытании на изгиб, поверяют сравнением действительного расстояния между осями валиков опор, измеренного штангенциркулем, с отсчитанным по шкале. Сравнивать рекомендуется при установочном расстоянии между опорами 300 и 600 мм. Погрешность шкалы не должна превышать 1 мм. Расстояния между осями валиков опор и осью ножа должны быть равны допустимым отклонениям ( 1 мм). [c.88]
Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,1 150 мкм при измерении длины до 50 мм 200 мкм при измерении длины до 200 мм 250 мкм при измерении длины до 500 мм. Предельная погрешность измерения штангенциркулем с ценой деления нониуса 0,05 составляет 100 мкм. [c.732]
Область применения штангенциркулей при измерении наружных диаметров ограничивается длиной их измерительных губок. Чрезмерно увеличивать длину измерительных губок нельзя, так как это увеличивает их неустойчивость и приводит к большим погрешностям в измерении. [c.49]
[c.49]
Научно-исследовательским бюро взаимозаменяемости МСС предложена новая конструкция нониуса (фиг. 72). Штрихи нониуса нанесены на тонкой металлической пластинке толщиной 0,1 мм, укрепленной на рамке штангенциркуля таким образом, что при ее передвижении она скользит по поверхности штанги без зазора. Благодаря этому погрешность от параллакса снижается более чем вдвое. [c.92]
Пример. В цехе температура воздуха, а следовательно, и температура штангенциркуля, которым производится измерение, равна 25° С деталь размером 500 мм после обработки имеет температуру 40 С. Для стали, из которой сделана деталь, 1 13,5-10″ , для стали, из которой сделана штанга штангенциркуля, г == 10,5-10 . Поправка на температурную погрешность измерения может составить — Д/== —500-10 (13,5-20 —10,5-5) = —0,109 мм = —109 мкм для алюминиевых деталей (аг = 24-10 ) при том же измерительном инструменте — Д/ = —500-10- (24-20 — 10,5-5) = —214 мкм.
[c. 89]
89]
Оба рассмотренных случая погрешности формы могут быть выявлены непосредственным измерением поверхности штангенциркулем или микрометром в разных сечениях. При наличии искривления оси цилиндра (фиг. 3) погрешность формы также выражается разностью диаметров и йх- Однако в этом случае применение указан- [c.10]
Погрешность показаний штангенциркуля [c.258]
Примечания 1. Для штангенциркулей с верхним пределом измерения от 1000 до 2000 допускается погрешность 0,2 мм. [c.427]
Характеристика 427 Штангенрейсмусы — Характеристика 427 Штангенциркули — Погрешности измерений предельные 421 [c.583]
Погрешности штангенциркулей приведены в табл. 10. У ШЦ-1, имеющего глубиномерную линейку, при измерении глубины 20 мм погрешность не должна превышать 0,07 мм. К штангенциркулям ШЦ-1П, у которых нет острых губок, прилагаются приспособления для разметки. [c.674]
Погрешность штангенинструментов определяют с помощью концевых мер длины класса точности 3. Поверку осуществляют в шести точках, равномерно распределенных по шкале, если отсчет по нониусу С = 0,05 мм, и в трех точках, если С = 0,1 мм. При определении погрешностей штангенциркулей блок концевых мер длины помещают между измерительными поверхностями губок измерительные поверхности должны прижиматься с силой, которая обеспечивает их нормальное скольжение по поверхности мер при отпущенном винте рамки. При поверке штангенглубииомера его основание прижимают к двум одинаковым блокам мер, притертым к плоской стеклянной пластине или поверочной плите. Штангенрейсмассы поверяют по мерам, установленным на поверочной плите. Показания штангенинструментов поверяют при свободной и закрепленной рамках.
[c.47]
Поверку осуществляют в шести точках, равномерно распределенных по шкале, если отсчет по нониусу С = 0,05 мм, и в трех точках, если С = 0,1 мм. При определении погрешностей штангенциркулей блок концевых мер длины помещают между измерительными поверхностями губок измерительные поверхности должны прижиматься с силой, которая обеспечивает их нормальное скольжение по поверхности мер при отпущенном винте рамки. При поверке штангенглубииомера его основание прижимают к двум одинаковым блокам мер, притертым к плоской стеклянной пластине или поверочной плите. Штангенрейсмассы поверяют по мерам, установленным на поверочной плите. Показания штангенинструментов поверяют при свободной и закрепленной рамках.
[c.47]
Измерение длины общей нормали. Измерением длины общей нормали по колесу Х 1 (см. рис. 16.2, г) можно выявить погрешность обката, зависящую от неточности делительной червячной пары зубо-обрабатывающих станков. Среднее значение длины общей нормали характеризует смещение исходного контура Анг- Длину общей нормали можно проверять (для повышения точности измерений) штангенциркулем, микрометром с тарельчатыми наконечниками (рис. 17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко закрепленную измерительную губку 3. В корпусе б установлена подвижная губка 4, которая может совершать небольшие по-
[c.213]
17.5, а) или нормалемерами (рис. 17.5, б). Нормалемер состоит из полой штанги /, на которую насажена разрезная втулка 2, имеющая ) естко закрепленную измерительную губку 3. В корпусе б установлена подвижная губка 4, которая может совершать небольшие по-
[c.213]
Примечания-. 1. Призер обозночек .я штангенциркуля, выпускаемого по ГОСТу, типа ШЦ-11 с диапазоном измерении до 250 мм и отсчетом по нониусу 0,05 мм штангенциркуль ШЦ-11-250-0.05 ГОСТ 166 — 80 штангенциркуля, выпускаемого по ГУ, типа ШЦ-11 с диапазоном измерения 1500 — 3000 мм согласно работе [6J Штангенциркуль ШЦ-111-1500 —3000, 2. В графах 8 н 9 указаны погрешности для всего диапазона измерений. Ма участках шкалы меньше диапазона измерений, по ГОСТ 106 — 80, погрешности должны быть уменьшены. [c.142]
Произведено измерение одной и той же длины L тремя различными способами различной точности микрометром с погрешностью 0,01 мм, штангенциркулем с нониусом до 1/50 мм, штангенциркулем с нониусом до 1/10 мм и получены следатощие результаты 15,69 мм — микрометром 15,66 мм — штангенциркулем до 1/50 мм 15,70 мм — штангенциркулем до 1/10 мм. [c.80]
[c.80]
Ответ. Критерием для установления весов в данном случае будет погрешность применяемых приборов. Самому малоточному прибору — штангенциркулю (1/10), имеющему погрешность 0,1 мм, приписываем вес, равный единице. Второму измерению (1/50) придаем вес, равный пяти, как имеющему погрешность в 5 раз меньшую, а первому результату,. полученному с использованием вдвое более точного прибора, приписываем вес, равный 10. Для получения достоверного окончательного резуль- [c.80]
Приборы для измерения деформаций образца поверяют в каждом отдельном случае по соответствующей инструкции. Зеркальные тензометры поверяют по инструкции 236—56. Поверка состоит в измерении длины наибольших диагоналей ромбических призмочек на оптиметре с точностью до 0,001 мм и в проверке делений миллиметровых шкал с помощью штангенциркуля, цена деления которого 0,1 мм. Допускаемая при этом погрешность составляет 0,5 мм на каждые 10 мм шкалы и на всю длину шкалы. Индикаторы часового типа с ценой деления 0,01 мм поверяют по инструкции 141—55, а с ценой деления 0,002 мм согласно методическим указаниям № 189. [c.105]
[c.105]
Сначала делят окружность на три равные части, находят точки А, В а С, л затем», установив циркуль с максимально возможной точностью на подсчитанную длину, делят отдельно каждую часть окружности А В, ВС и С А на пять частей. При таком способе деления опшбка уменьшается в 3 раза. Ешс меньшая погрешность при делении окружности получится, если вместо циркуля пользоваться разметочным штангенциркулем. [c.42]
На стержень надевают верхний брусок приспособления 4 (если образец состоит из картонных шайб), устанавливают индикаторы часового типа 1 и помнцают между плитами любого пресса, обеспечивающего в процессе испытания образцов давление, указанное в стандарте на продукцию. Значение давления устанавливается в стандарте на картон. Образец для выравнивания поверхности картонных шайб и компенсации воздушных зазоров между ними сжимают усилием 1 МПа. При помощи штангенциркуля измеряют расстояние между брусками или плитами с двух диаметрально противоположных сторон устройства и вычисляют высоту образца. За начальную высоту образца ho принимается среднее арифметическое двух определений с погрешностью не более 0,1 мм. Далее сжатие увеличивают до заданного значения, указанного в стандарте на картон, со скоростью 1 кН/с и выдерживают под заданной нагрузкой 5 мин, после чего определяют изменение высоты образца по показаниям индикаторов.
[c.246]
За начальную высоту образца ho принимается среднее арифметическое двух определений с погрешностью не более 0,1 мм. Далее сжатие увеличивают до заданного значения, указанного в стандарте на картон, со скоростью 1 кН/с и выдерживают под заданной нагрузкой 5 мин, после чего определяют изменение высоты образца по показаниям индикаторов.
[c.246]
Ввиду невозможности крепления зеркального прибора на тензокалибраторах распространенных конструкций его поверка состоит в измерении длины наибольших диагоналей ромбических призм на оптиметре с точностью До,0,001 мм и в проверке делений миллиметровой шкалы посредством штангенциркуля с ценой деления 0,1 мм. Допускаемая погрешность 0,5 мм на каждые ГО жж шкалы и на всю длину шкалы. [c.107]
Погрешность показаний штангенин-струмента не должна превышать величины отсчёта по нониусу. Исключение составляют штангенинструменты больших размеров (свыше Зи0- -400 мм) погрешности показаний их могут превышать величину отсчёта по нониусу в 1,5 — 2 раза. Для штангенциркулей от I до 4 л допустимая погрешность показаний увеличивается на 0,1 мм на каждый метр длины.
[c.419]
Для штангенциркулей от I до 4 л допустимая погрешность показаний увеличивается на 0,1 мм на каждый метр длины.
[c.419]
Допускаемые погрешности показаний штангенциркуля при свободной и затянутой стопором рамке не должны превышать величины отсчета по нониусу со знаком . У штангенциркулей, выпущенных до ББвдения гост 166—51, с а = = 0,02 мм и пределом измерения 300—500 мм допускаемая погрешность равна 0,03 мм, а с пределом измерения 500—1000 0,04 мм. При проверке штангенциркуля концевые меры следует располагать так, чтобы длинное ребро меры располагалось перпендикулярно ребру штанги. Для проверки плоскопараллельности губок проверку показаний штангенциркуля следует производить при двух положениях концевой меры у торца губок и на ближайшем расстоянии от штанги. В таком положении производится проверка по всем точкам [c.258]
Для измерения наружных и внутренних размеров применяют штангенциркули с двусторонним расположением губок с линейкой для измерения глубин типа ШЦ-1, без линейки — типа ШЦ-И, ШЦ-П1. Для измерения размеров глубин используется штангенглубиномер типа ШГ и др. С их помощью можно измерять линейные величины в пределах О—250 мм с погрешностью 0,05— 0,1 мм О—4000мм — с погрешностью 0,1— 0,4мм (зависит от типа инструмента).
[c.569]
Для измерения размеров глубин используется штангенглубиномер типа ШГ и др. С их помощью можно измерять линейные величины в пределах О—250 мм с погрешностью 0,05— 0,1 мм О—4000мм — с погрешностью 0,1— 0,4мм (зависит от типа инструмента).
[c.569]
Расчет шкалы нониуса штангенциркуля. Пример решения задачи.
Решение:
1. Размеры деталей на рисунках, измеренные штангенциркулем:
- а) – 38,8 мм;
- б) – 58,6 мм.
2. Метод измерений.
В данном случае измерение проводилось штангенциркулем, размер измерялся непосредственно с детали (или изделия), поэтому метод измерений является абсолютным.
Абсолютное измерение основано на прямых измерениях величины и/или использовании значения физической постоянной, например измерение размеров детали штангенциркулем или микрометром.
Относительное измерение основано на сравнении измеряемой величины с известным значением меры, например измерение отношения величины к одноименной величине, играющей роль единицы.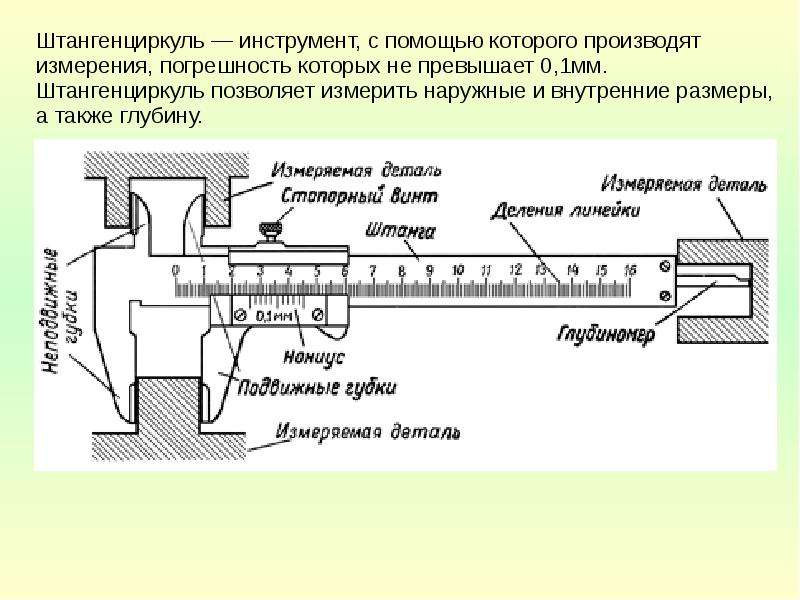 Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
Размер в этом случае определяется алгебраической суммой размера установленной меры и показаний прибора.
3. Выполнить расчет нониуса штангенциркуля при точности i = 0,1 мм и модуле φ = 2.
Основной характеристикой при расчете нониуса является величины отсчета или точность нониуса i.
Сначала определяем число делений нониуса:
n = c/i = 1/0,1 = 10,
где c — интервал деления основной шкалы; с = 1 мм.
Интервал деления шкалы нониуса:
b = φc – i = 2×1 – 0,1 = 1,9,
где φ — модуль, натуральное число 1,2,3…, служащее для увеличения интервала деления нониусной шкалы.
Определяем длину шкалы нониуса:
l = bn = (φc – i)n = 1,9×10 = 19 мм.
4. Указать пределы измерений штангенциркулей.
Штангенинструменты предназначены для определения абсолютных значений линейных размеров, а также для воспроизведения размеров деталей при разметке.
К штангенинструментам относятся:
- штангенциркули;
- штангенглубинометры;
- штангенрейсмусы.
ГОСТ 166-73 предусматривается выпуск трех типов штангенциркулей: ШЦ-I с ценой деления 0,1мм; ШЦ-II с ценой деления 0,05мм и ШЦ-III с ценой деления 0,1мм и 0,05мм.
Кроме того, на заводах используются ранее изготовленные штангенциркули с ценой деления 0,02 мм.
***
Общее устройство штангенинструментов
Основными частями штангенциркуля являются: шкала-линейка (штанга) с ценой деления 1 мм и перемещающаяся по линейке вспомогательная шкала-нониус. По нониусу отсчитывают десятые и сотые доли миллиметра.
Наибольшее распространение получили нониусы с ценой деления 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяется по основной шкале целое число миллиметров перед нулевым значением нониуса. Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1).
Затем добавляют к нему целое значение долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (см. рисунок 1).
Так, например, на рис. 1, а – измеряемый размер равен 38,8 мм; а на рис. 1, б – 58,6 мм.
Для плавного перемещения рамки по шкале-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи.
На подвижной рамке установлен стопорный винт.
Наружные размеры можно измерять верхними и нижними губками. Для измерения внутренних размеров предназначены нижние губки, для разметки – верхние.
С более подробной информацией о штангенинструментах можно ознакомиться здесь.
***
Допуски и посадки подшипников качения
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Bolt Action AR Upper для AR-10 и AR-15
Лучший верх с болтовым затвором для вашей винтовки AR обеспечивает безумную точность! Да, произведено в США .
Футболки, толстовки, шапки и шапки
Кто мы
Uintah Precision производит единственный прецизионный верхний ствольный короб для винтовок AR-образца. Совместим с платформенными винтовками LR-308 и AR-15, верхом с затвором UPR10 и UPR15.Просто прикрепите булавкой вместо существующего верхнего приемника, никаких модификаций или изменений в нижний приемник вносить не нужно. Верх питается из стандартных магазинов.
Сочетая в себе узнаваемость и модульность AR с точностью и точностью действия болта, Uintah Precision предлагает вам лучшее из обоих миров. Обе модели совместимы с большинством аксессуаров вторичного рынка, что позволяет стрелкам настраивать свое оружие так же, как и любую другую винтовку AR. Uintah Precision UPR может выполнять все функции — от охоты до точности на больших расстояниях или даже соблюдения требований в строго регулируемых штатах. Посмотрите видео выше, как легко установить UPR.
Посмотрите видео выше, как легко установить UPR.
UPR-10 и UPR-15 производятся в США и предлагаются в левостороннем или правостороннем исполнении. Упоры с болтовым соединением UPR — это, по сути, настраиваемые стволы, которые прикрепляются к опускам AR. Это означает, что стрелок сможет максимизировать точность и контроль с верхом UPR с полным затвором. Вся их тренировка и мышечная память перейдут непосредственно из использования самого популярного в Америке оружия в высокоточную винтовку с продольно-скользящим затвором.Винтовки Uintah Precision AR с болтовым затвором гарантированно стреляют 1 МОА с заводскими патронами. С опытным стрелком они могут стрелять намного лучше.
Uintah Precision с верхним ресивером с болтовым затвором поставляется с гарантией производителя, MOA и 30-дневной гарантией, поэтому вы не ошибетесь. Сделано с Pride в США из Дюшен, штат Юта.
Наше сообщество
Присоединяйтесь к нации точности Uintah с более чем 13 000 последователей. После покупки вы ставите UPR, отметьте нас в социальных сетях и используйте хэштег #UPR
После покупки вы ставите UPR, отметьте нас в социальных сетях и используйте хэштег #UPR
Главная — Precision International
ПОИСК КОМПЛЕКТА
Найдите сотни специально разработанных комплектов трансмиссии и связанные ресурсы
GM ПОСТАВЩИК ГОДА
пять лет подряд
О Precision
Узнайте больше о нашей отмеченной наградами формуле
Предыдущий следующий— Выберите год —2019201820172016201520142013201220112010200920082007200620052004200320022001200019991998199719961995199419931992199119901989198819871986198519841983198219811980197919781977197619751974197319721971197019691968196719661965196419631962196119601959195819571956195519541953195219511950194919481947194619451944194319421941194019391938193719361935193419331932193119301929192819271926192519241923
Выбрать
Не найдено комплектов для {{реквизита. запрос}} .
Для {{props.query}} комплектов не найдено.
запрос}} .
Для {{props.query}} комплектов не найдено.
Последние новости
2020 Каталог запчастей
Precision International рада объявить об обновлении Каталога запчастей 2020! Наша специализированная команда инженеров постоянно работает над улучшением и расширением нашей продуктовой линейки ….
ПОДРОБНЕЕ
Объявление о новом комплекте!
КомпанияPrecision опубликовала бюллетень новых комплектов для нашего K86900N, используемого в трансмиссии AC60E / F.Просмотреть бюллетень комплекта
ПОДРОБНЕЕ
Precision International стала поставщиком года GM 5-й год подряд
Что это значит для ремонтников: Последние пять лет Precision International была названа поставщиком года GM. Эта честь достается …
ПОДРОБНЕЕ
Precision International — мировой поставщик качественной продукции для импортных и отечественных автоматических трансмиссий. Помимо предоставления обширной клиентской базы послепродажного обслуживания, мы также поставляем продукцию производителям оригинального оборудования. Precision International предоставляет самую свежую информацию, доступную на сегодняшний день в отрасли.
Техническая помощь всегда доступна бесплатно по телефону 1 (800) 872-6649. В дополнение к нашей технической поддержке по телефону или электронной почте мы также предлагаем ряд технических бюллетеней, которые мы называем «Решателями проблем».
Помимо предоставления обширной клиентской базы послепродажного обслуживания, мы также поставляем продукцию производителям оригинального оборудования. Precision International предоставляет самую свежую информацию, доступную на сегодняшний день в отрасли.
Техническая помощь всегда доступна бесплатно по телефону 1 (800) 872-6649. В дополнение к нашей технической поддержке по телефону или электронной почте мы также предлагаем ряд технических бюллетеней, которые мы называем «Решателями проблем».
Horotec Швейцарский прецизионный адаптер для суппорта, дополнительный комплект
- Запчасти для часов
-
Инструменты для часовщика
- Абразивы
- Клеи, Клей
- Скамейка и аксессуары
- Инструменты для часов Bergeon
- Книги, публикации
- Щетки, стекловолокно и воздуходувки
- Моющие средства
- Инструменты для оформления
- Размагничивающие
- Конверты, пакеты, бирки и коробки
- Гибкий вал, сверла
- Манометры
- Молотки, Молоток
- Инструменты для часов Horotec
- Фары, Лампы
- Лупы и лупы
- Сделать собственные наборы часов
- Новые инструменты для часовщиков
- Масла и смазки
- Инструменты для ремонта Rolex®
- Пайка
- Нажми и умри
- Следите за открывателями и доводчиками
- Инструменты для часов
- Смотреть аккумуляторные инструменты
- Коробки для часов и держатели для часов
- Смотреть Crystal Tools
- Смотреть ручные инструменты
- Инструменты движения часов
- Инструменты для полировки часов
- Отвертки для часов
- Наборы для ремонта часов
- Смотреть тестеры
- Пинцет часовщика

