Что такое ток холостого хода сварочного трансформатора. Какие нормы существуют для тока холостого хода. Как ток холостого хода влияет на работу сварочного трансформатора. Как измерить ток холостого хода. Какие факторы влияют на величину тока холостого хода.
Что такое ток холостого хода сварочного трансформатора
Ток холостого хода сварочного трансформатора — это ток, который протекает в первичной обмотке трансформатора при отключенной нагрузке на вторичной обмотке. Данный параметр является важной характеристикой сварочного трансформатора, влияющей на его энергоэффективность и эксплуатационные свойства.
Основные особенности тока холостого хода сварочного трансформатора:
- Возникает при подключении трансформатора к сети без нагрузки
- Обычно составляет 3-7% от номинального тока трансформатора
- Зависит от конструкции и мощности трансформатора
- Влияет на потери энергии в трансформаторе
- Учитывается при расчете и проектировании сварочных трансформаторов
Нормы тока холостого хода для сварочных трансформаторов
Для сварочных трансформаторов существуют нормативные значения тока холостого хода, которые регламентируются стандартами и техническими условиями. Эти нормы зависят от мощности и конструкции трансформатора.
Типичные нормы тока холостого хода для сварочных трансформаторов различной мощности:
- Для трансформаторов мощностью до 5 кВА — не более 10% от номинального тока
- Для трансформаторов 5-50 кВА — 5-7% от номинального тока
- Для мощных трансформаторов свыше 50 кВА — 3-5% от номинального тока
Превышение данных норм может свидетельствовать о неисправности или низком качестве трансформатора.
Влияние тока холостого хода на работу сварочного трансформатора
Ток холостого хода оказывает существенное влияние на эксплуатационные характеристики и эффективность работы сварочного трансформатора:
- Увеличивает потери энергии в трансформаторе
- Снижает КПД трансформатора
- Влияет на стабильность горения сварочной дуги
- Определяет напряжение холостого хода трансформатора
- Сказывается на нагреве обмоток трансформатора
Поэтому при проектировании и эксплуатации сварочных трансформаторов стремятся минимизировать ток холостого хода для повышения энергоэффективности.
Методы измерения тока холостого хода сварочного трансформатора
Для измерения тока холостого хода сварочного трансформатора применяются следующие методы:

- Прямое измерение амперметром, включенным в первичную цепь трансформатора при отключенной нагрузке.
- Косвенное измерение по падению напряжения на первичной обмотке.
- Измерение с помощью специализированных приборов — измерителей параметров трансформаторов.
- Измерение методом ваттметра при холостом ходе трансформатора.
При измерении важно соблюдать требования техники безопасности и методики проведения испытаний трансформаторов.
Факторы, влияющие на величину тока холостого хода
На значение тока холостого хода сварочного трансформатора оказывают влияние следующие факторы:
- Конструкция магнитопровода трансформатора
- Качество электротехнической стали сердечника
- Величина воздушного зазора в магнитной системе
- Число витков и сечение проводов обмоток
- Напряжение питающей сети
- Частота питающего напряжения
- Температура окружающей среды
Учет этих факторов позволяет оптимизировать конструкцию трансформатора для снижения тока холостого хода.
Способы снижения тока холостого хода сварочных трансформаторов
Для уменьшения тока холостого хода сварочных трансформаторов применяются следующие технические решения:

- Использование высококачественной электротехнической стали для магнитопровода
- Оптимизация конструкции и геометрии магнитной системы
- Применение шихтованных магнитопроводов
- Уменьшение воздушных зазоров в магнитной цепи
- Оптимальный выбор числа витков обмоток
- Использование проводов обмоток с меньшими потерями
- Применение специальных схем включения трансформатора
Данные меры позволяют существенно снизить ток холостого хода и повысить энергоэффективность сварочных трансформаторов.
Диагностика состояния трансформатора по току холостого хода
Измерение тока холостого хода позволяет оценить техническое состояние сварочного трансформатора и выявить некоторые неисправности:
- Увеличение тока холостого хода может свидетельствовать о межвитковых замыканиях в обмотках
- Резкое возрастание тока указывает на короткое замыкание витков обмотки
- Снижение тока холостого хода говорит об обрыве части витков обмотки
- Несимметрия токов по фазам указывает на неисправность в одной из фаз
- Повышенный шум и вибрация при холостом ходе — признак нарушения прессовки сердечника
Регулярный контроль тока холостого хода позволяет своевременно выявлять дефекты и неисправности сварочных трансформаторов.

Что такое режим холостого хода сварочного трансформатора?
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 2700 просмотров
- комментариев
- 40 рейтинг
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Передача и использование электрической энергии
Электрическая энергия, которая вырабатывается генераторами на электростанциях, передается к потребителям на большие расстояния. Трансформаторы в случае широко используются Линии, по которым электрическая энергия передается от электростанций к потребителям, называют линии электропередачи (ЛЭП).
При передаче электроэнергии на большие расстояния неизбежны ее потери, связанные с нагреванием проводов. Потери при нагревании электрических проводов прямо пропорционально I2 через проводник (согласно закону Джоуля — Ленца). Работа любого трансформатора состоит из трех основных режимов:
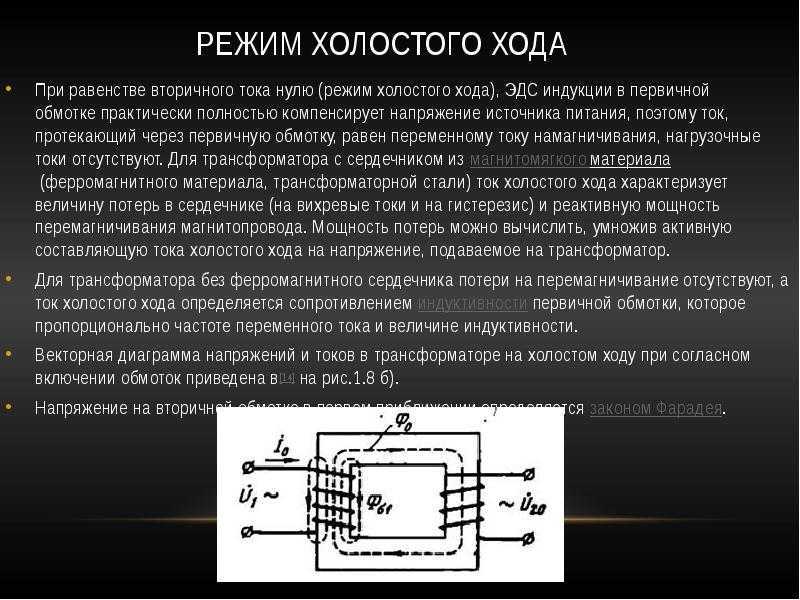
- Режим холостого хода трансформатора называется режим с разомкнутой вторичной обмоткой;
- рабочим режимом (ходом) трансформатора называется режим, при котором в цепь его вторичной обмотки включена нагрузка с сопротивлением R = 0;
- режимом короткого замыкания называется режим, при котором вторичная обмотка трансформатора замкнута без нагрузки.
 Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.
Данный режим опасен для трансформатора, т.к. в этом случае ток во вторичной обмотке максимален и происходит электрическая и тепловая перегрузка системы.
Один из самых основных режимов – это холостой ход. На основании характеристик холостого хода происходит анализ всех режимов работы трансформатора.
Чтобы уменьшить потери энергии, необходимо уменьшить силу тока в линии передачи. При данной мощности уменьшение силы тока возможно лишь при увеличении напряжения (P=UI).
Для этого между генератором и линией электропередачи включают повышающий трансформатор, а понижающий трансформатор — между ЛЭП и потребителем электроэнергии. В бытовых электроприборах (по технике безопасности) используются небольшие напряжения 220 и 380 В. У современных трансформаторов высокий КПД — свыше 99%.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Понятие холостого хода
Приведенные выше рассуждения справедливы для идеального трансформатора.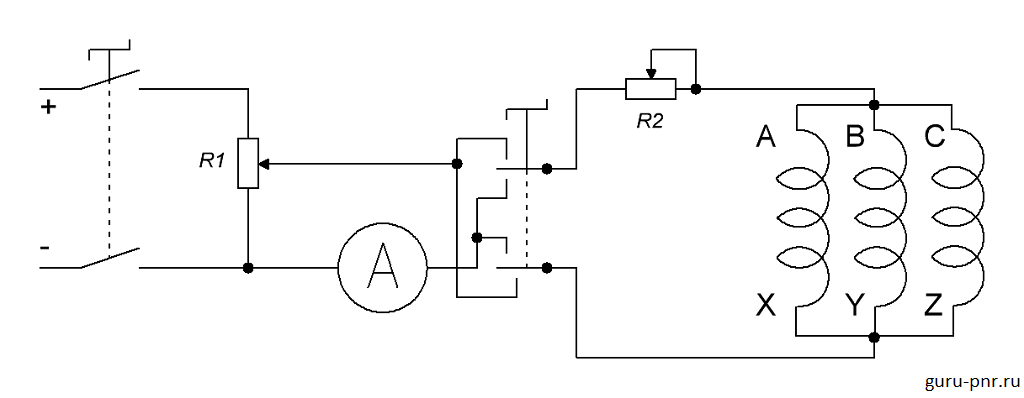 Реальные конструкции обладают следующими потерями (недостатками) на:
Реальные конструкции обладают следующими потерями (недостатками) на:
- намагничивание сердечника;
- магнитное поле рассеивания сердечника;
- электромагнитное рассеивание обмотки;
- междувитковую емкость проводов обмотки.
В результате, в реальных конструкциях трансформатора наводимая ЭДС индукции отличается от номинального напряжения первичной обмотки и не в состоянии его полностью скомпенсировать. В обмотке возникает некоторый ток холостого хода. При подключении нагрузки данное значение суммируется с номинальным током и характеризует общие потери в электрической цепи.
Потери снижают общий КПД трансформатора, в результате чего растет потребление мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током.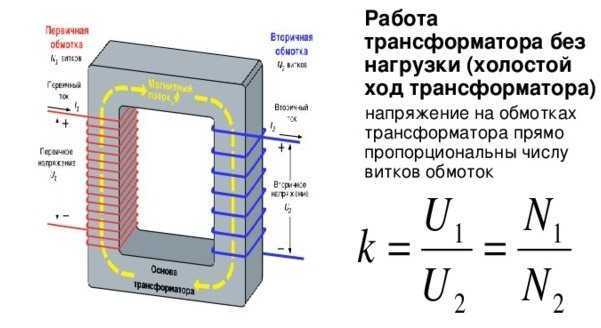 Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
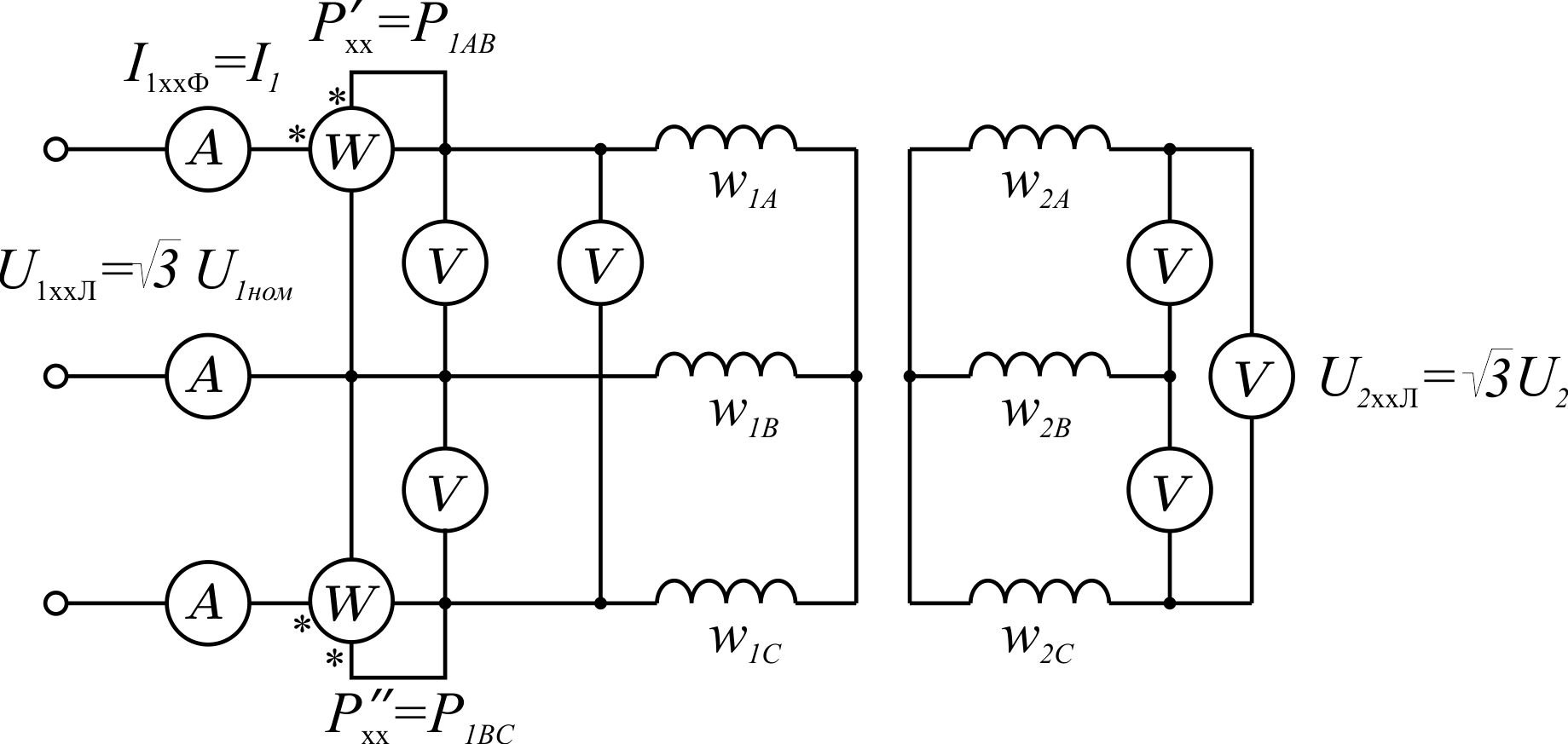
Измерение тока и потерь холостого хода
В соответствии с требованиями ПУЭ производится одно из измерений: а) при номинальном напряжении. Измеряется ток холостого хода. Значение тока не нормируется;
Рис. 2.7. Схема проверки группы соединения обмоток силового трансформатора методом фазометра.
2.7. Схема проверки группы соединения обмоток силового трансформатора методом фазометра.
Рис. 2.8. Схемы проверки группы соединения обмоток силовых трансформаторов методом двух вольтметров.
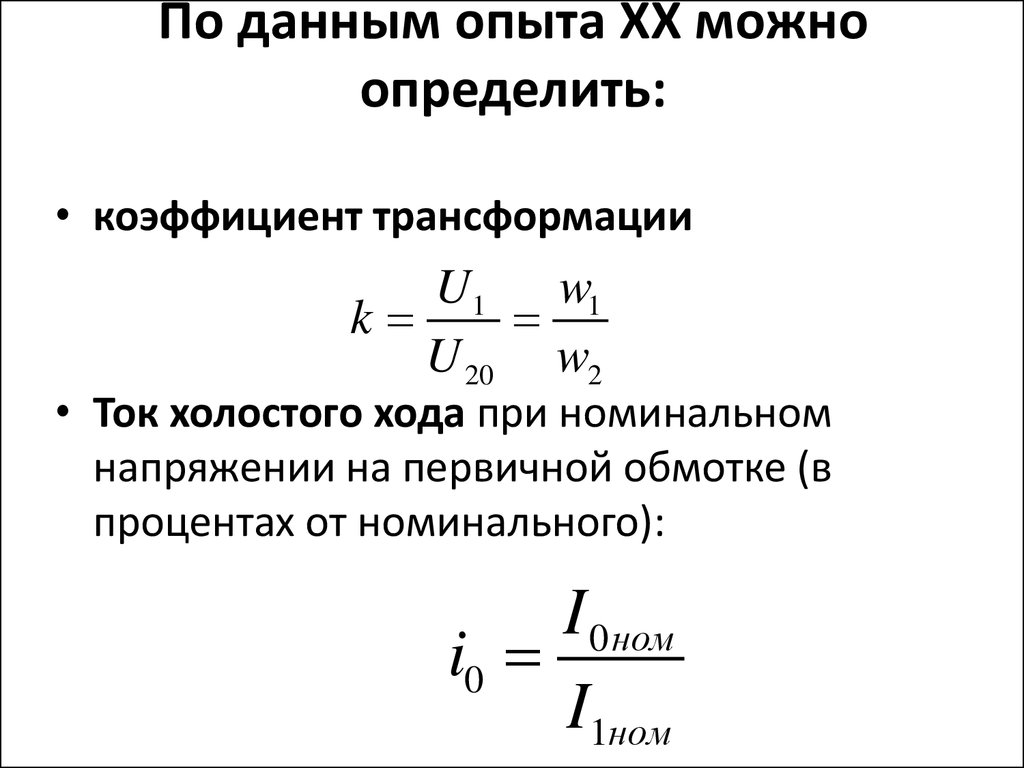
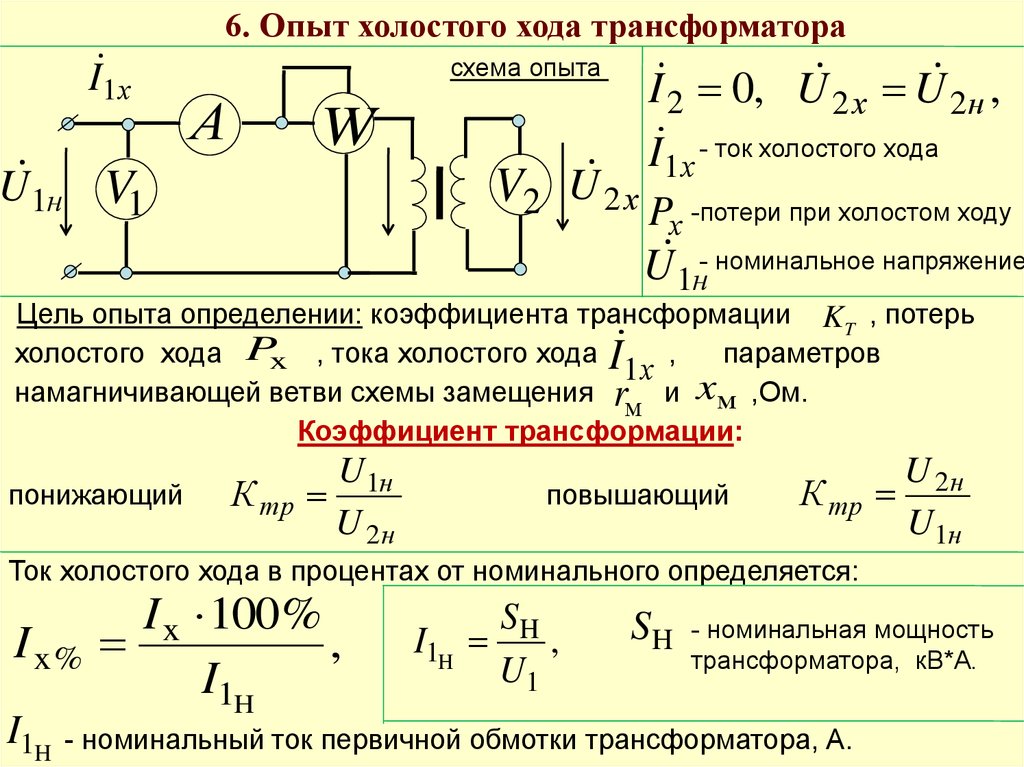
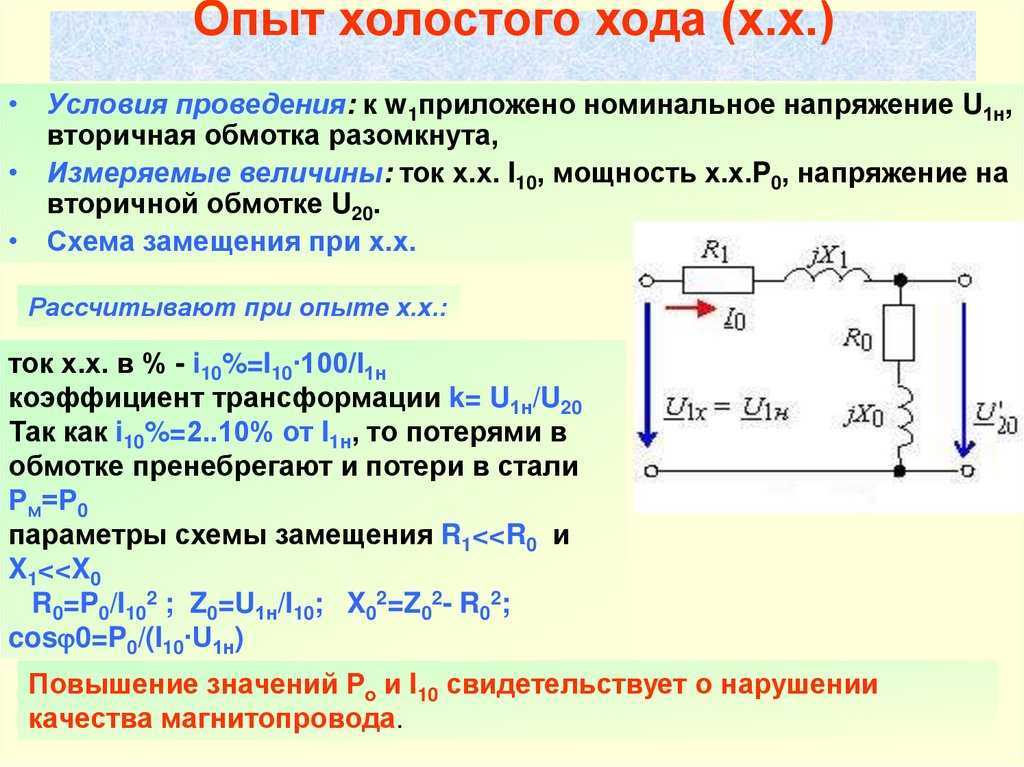
б) при малом напряжении. Измерение производится с приведением потерь к номинальному напряжению или без приведения (метод сравнения). Опытом холостого хода трансформатора называется включение одной из его обмоток (обычно низкого напряжения) под номинальное напряжение. Потребляемый при этом ток называют током холостого хода Iхх (обычно выражают в % от Iном).
Таблица 2.10. Векторные диаграммы и расчетные формулы для определения группы соединения силовых трансформаторов
Примечание: Формулы табл. 2.10
где U2 > и Кл соответственно линейное напряжение на зажимах обмотки низшего напряжения и линейный коэффициент трансформации.
Потребляемую при этом активную мощность называют потерями холостого хода Рхх (кВт). Эта мощность расходуется, в основном, на перемагничивание электротехнической стали (потери на гистерезисе) и на вихревые токи. Ток и потери холостого хода являются паспортными данными силовых трансформаторов.
Ток и потери холостого хода являются паспортными данными силовых трансформаторов.
Потери холостого хода трансформаторов Рхх, измеренные при нормальной частоте и весьма малом возбуждении (порядка нескольких процентов от номинального напряжения трансформатора), можно пересчитать к потерям холостого хода при номинальном напряжении по формуле
где Р’хх= Ризм – Рпр потери, измеренные при подводимом при измерении напряжении (возбуждении) U; Рпр и Ризм — соответственно мощность, потребляемая приборами и суммарные потери в трансформаторе и приборах. n — показатель степени, равный для горячекатаной стали 1,8; для холоднокатаной стали — 1,9.
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Сварочное оборудование | Хозяйственная база майкопа ХБМ
Сварочное оборудование представляет собой комплекс разных видов механизмов и устройств, которые используются для получения сварных изделий. Применение данных механизмов довольно распространено.
С их помощью сваривают:
- большинство металлов;
- пластик и его производные.
В каждом из конкретного вида оборудования применяется своя определенная технология получения сварки, но в основном они похожи. Сначала происходит нагрев компонентов (деталей) до определенной температуры, затем происходит слияние вещества на уровне молекул, что позволяет получить практически однородное вещество.
Сначала происходит нагрев компонентов (деталей) до определенной температуры, затем происходит слияние вещества на уровне молекул, что позволяет получить практически однородное вещество.
Виды сварочного оборудования
Все сварочные механизмы можно разделить на несколько основных категорий:
- 1. Сварочные трансформаторы устройства, которые предназначаются для согласования основных параметров сварочной и питающей цепи. Существует несколько видов таких изделий, которые также отличаются принципом действия.
- 2. Сварочные генераторы представляют собой устройство постоянного тока или тока имеющего повышенную частоту.
- 3. Сварочные выпрямители исполняют роль преобразователя переменного тока в постоянный, который имеет определенные технические характеристики.
- 4. Сварочные автоматы дуговой сварки это приспособления, которые обеспечивают возможность выполнения самой сварки. Они обеспечивают нагрев, подачу проволоки и множество других функций, которые могут различаться в зависимости от модификации изделия.

- 5. Сварочные автоматы. В данных механизмах автоматически осуществляется только подача проволоки, а перемещение горелки происходит в ручном режиме.
- Сварочный инвертор ВД-403 Номинальное входное напряжение (В): 380V±15% Номинальное выходное напряжение (В): 380V±15% Сеть (Гц): 50/60 Фаза: 3 Мощность (кВт): 18,2 Напряжение холостого хода (В): 72 Сварочный ток, min (A): 50 Сварочный ток, max (A): 400 Полезная нагрузка, min (%): 30 Полезная нагрузка, max (%): 60
- Инвертор ВД-303 Номинальное входное напряжение (В):AC 380В±15% Номинальное выходное напряжение (В):AC 380В±15% Сеть (Гц):60 Фаза:3 Мощность (кВт):12,5 Напряжение холостого хода (В):69 Сварочный ток, min (A):50 Сварочный ток, max (A):300 Полезная нагрузка, min (%):30 Полезная нагрузка, max (%):60
-
Сварочный инвертор FUBAG IQ 200 Класс товара Бытовой
Напряжение, В 220
Max мощность, кВт 7.
 7
Max ток, А 220
ПВ на максимальном токе, % 40
Наличие сетевой вилки да
Сварочный провод DX50
TIG сварка нет
Кейс нет
Min ток, А 20
7
Max ток, А 220
ПВ на максимальном токе, % 40
Наличие сетевой вилки да
Сварочный провод DX50
TIG сварка нет
Кейс нет
Min ток, А 20
- Сварочный инвертор Elitech ММА ИС 220Н Класс товара Полупрофессиональный Напряжение, В 220 Max мощность, кВт 7.9 Max ток, А 220 ПВ на максимальном токе, % 60 Min входное напряжение, В 140 Сварочный провод DX25 TIG сварка есть
- Сварочный аппарат Elitech ИС 180 Н Класс товара Полупрофессиональный Напряжение, В 220 Max мощность, кВт 6.1 Max ток, А 180 ПВ на максимальном токе, % 60 Min входное напряжение, В 140 Сварочный провод DX25 TIG сварка есть
- Сварочный полуавтомат START MIG190 Вес, кг 13 Скорость подачи проволоки, м/мин 1,5-16 Пределы регулирования тока, А 10-200 Габаритные размеры, мм 250x300x500 Управление плавное Диаметр проволоки, мм 1,6-3,2 Комплектация полный комплект Напряжение холостого хода, В 70 Напряжение сети, В 220 Сварочный ток, А 200 Род тока DC (постоянный
-
Полуавтомат ТЕХНИК П-200 оминальное входное напряжение (В):220
Номинальное выходное напряжение (В):220
Сеть (Гц):50/60
Фаза:1
Мощность (кВт):4.
- Сварочный аппарат инвертор РЕСАНТА САИ-220 Методы сварки ММА DC Тип преобразователя инвертор Сварочный ток от 10 до 220 А КПД 70 % Максимальное напряжение холостого хода 80 В Продолжительность включения 70%/220A Напряжение сети 220 В Диаметр электродов до 5 мм
- Сварочный аппарат инвертор РЕСАНТА САИПА-165 Методы сварки MIG-MAG, ММА Тип преобразователя инвертор Сварочный ток от 10 до 160 А Продолжительность включения 70%/160A Напряжение сети 180-250 В Диаметр проволоки, сталь от 0.6 до 0.8 мм Охлаждение воздушное Частота сети 50 Гц Тип сети однофазная
-
Сварочный инвертор Сварог REAL ARC 200 Тип сварки MMA
Потребляемая мощноcть, кВА 7.10
Коэффициент мощности (COSφ) 0.70
Напряжение, В 220
Допуск сетевого напряжения 160-270
Напряжение холостого хода, В 60
Регулировка напряжения, В 20.
 6–26.4
Частота, Гц 50
Количество фаз 1
КПД, % 85
6–26.4
Частота, Гц 50
Количество фаз 1
КПД, % 85
- ДОН “Микроша 160 ПНЦ” егулируемый сварочный ток 20 – 160А ПН – 100% при выходном токе (А) 110А ПН при максимальном токе (%) 30% Cos φ 0,7 Выходное напряжение холостого хода 67В Диаметр используемых электродов 1,6 – 4,0
- ИСА-180/8,2 Интерскол Класс товара Полупрофессиональный Напряжение, В 220 Max мощность, кВт 7.38 Max ток, А 180 ПВ на максимальном токе, % 100 Min входное напряжение, В 140 TIG сварка нет Кейс нет Min ток, А 20 Диаметр электр/провол, мм 1.6-4/-
- Инвертор Техник-210 ЦТ Номинальное входное напряжение (В):220 Сеть (Гц):50 Фаза:1 Мощность (кВт):3.3 Напряжение холостого хода (В):56 Сварочный ток, min (A):10 Сварочный ток, max (A):210 ПВ при максимальном рабочем токе (c):35
-
MAGNUM-180 Номинальное входное напряжение (В):
220
Сеть (Гц):
50/60
Фаза:
1
Мощность (кВт):
3.
 3
Напряжение холостого хода (В):
60
Сварочный ток, min (A):
20
Сварочный ток, max (A):
180
Вольтаж, max (В):
28
Полезная нагрузка, min (%):
30
Полезная нагрузка, max (%):
60
Сорт изоляции:
H
Тип охлаждения:
Воздушное принудительное
3
Напряжение холостого хода (В):
60
Сварочный ток, min (A):
20
Сварочный ток, max (A):
180
Вольтаж, max (В):
28
Полезная нагрузка, min (%):
30
Полезная нагрузка, max (%):
60
Сорт изоляции:
H
Тип охлаждения:
Воздушное принудительное
- MAGNUM-160 Номинальное входное напряжение (В):220 Сеть (Гц):50/60 Фаза:1 Мощность (кВт):3.2 Напряжение холостого хода (В):60 Сварочный ток, min (A):20 Сварочный ток, max (A):160 Полезная нагрузка, min (%):30 Полезная нагрузка, max (%):60 Сорт изоляции:H Тип охлаждения:Воздушное принудительное
- Сварочный аппарат EDON LV-220 S Сварочный ток (MMA): 20-220 А -Типы сварки: ручная дуговая сварка (MMA) -Количество фаз питания: 1 -Тип выходного тока: постоянный -Мощность: 5.80 кВ·А -Напряжение на входе: 187-253 В -Тип устройства: сварочный инвертор -Диаметр электрода: 1.60-4 мм -Продолжительность включения при максимальном токе: 60 % -Напряжение холостого хода: 64 В
-
Сварочный аппарат EDON BLACK-257 Номинальное входное напряжение (В)/Частота тока (Гц) AC220±15%/50
Максимальная употребляемая мощность (кВа) 5.
 3
Максимальный потребляемый ток (А) 24.3
Напряжение сварочной дуги (В) 28
Диапазон сварочного тока (А) 20-160
Напряжение холостого хода (В) 60
КПД (%) 85
Длительность цикла (%) 60(40°C)
Коэффициент электрической мощности 0.73
3
Максимальный потребляемый ток (А) 24.3
Напряжение сварочной дуги (В) 28
Диапазон сварочного тока (А) 20-160
Напряжение холостого хода (В) 60
КПД (%) 85
Длительность цикла (%) 60(40°C)
Коэффициент электрической мощности 0.73
Выбор трансформатора
Выбор трансформатора
Руководство по выбору параметров однофазного или трехфазного трансформатора.
Однофазный
Однофазный трансформатор предназначен для преобразования однофазного или трехфазного входного (источника) напряжения в однофазное выходное (нагрузочное) напряжение, необходимое для вашего оборудования. Чтобы правильно выбрать однофазный трансформатор, необходимо сначала определить:
|
1) Устанавливаемое оборудование работает от однофазной сети (см. паспортную табличку оборудования или руководство по установке). |
4) Частота в герцах (циклах в секунду) входного (источника) напряжения должна быть равна рабочей частоте питаемого оборудования. Выбранный трансформатор должен работать на той же частоте. Типичная рабочая частота составляет 60 Гц. |
 Это то же самое, что и линейное входное (или исходное) напряжение, обычно 480 или 600 вольт переменного тока.
Это то же самое, что и линейное входное (или исходное) напряжение, обычно 480 или 600 вольт переменного тока.  е. освещения, обогревателей, двигателей). Вы должны рассчитать эти отдельные нагрузки и сложить их, чтобы получить общую нагрузку трансформатора. Выбранный трансформатор должен иметь номинальную мощность в кВА, равную или превышающую нагрузку трансформатора.
е. освещения, обогревателей, двигателей). Вы должны рассчитать эти отдельные нагрузки и сложить их, чтобы получить общую нагрузку трансформатора. Выбранный трансформатор должен иметь номинальную мощность в кВА, равную или превышающую нагрузку трансформатора.
Как использовать график полной нагрузки, чтобы найти кВА А) Определите вторичное напряжение вашего трансформатора. Таблица токов полной нагрузки (1-фазный трансформатор)
|
Рабочие токи при полной нагрузке однофазного двигателя переменного тока в амперах и рекомендуемые номиналы трансформатора
кВА Номинальные значения включают 10% избыточную мощность для частых пусков двигателя. *Для двигателей на 200 В увеличьте номинальные значения 220–240 В на 15 %. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 12
12 
Трехфазный
|
Трехфазный трансформатор предназначен для преобразования трехфазного входного (источника) напряжения в однофазное и трехфазное выходное (нагрузочное) напряжения, необходимые для вашего оборудования. Чтобы правильно выбрать трехфазный трансформатор, необходимо сначала определить: 1) Устанавливаемое оборудование работает от трехфазной сети . Примечание: Если однофазное и трехфазное оборудование составляет нагрузку, однофазное и трехфазное оборудование составляет нагрузку, однофазное оборудование подключается только к одной фазе трансформатора. Общая нагрузка часто является комбинацией различных нагрузок (например, освещение, обогреватели, двигатели). Вы должны рассчитать эти отдельные нагрузки и сложить их, чтобы получить общую нагрузку трансформатора. Выбранный трансформатор должен иметь номинальную мощность в кВА, равную или превышающую требования нагрузки. — 3-фазный трансформатор?
|
Рабочие токи трехфазного двигателя переменного тока при полной нагрузке в амперах и рекомендуемые номиналы трансформатора
кВА Номинальные значения включают 10% избыточную мощность для частых пусков двигателя. * Для двигателей на 200 В увеличьте номинальные значения 220–240 В на 15 %. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Это выходное напряжение трансформатора, и оно должно соответствовать напряжению, требуемому устанавливаемым оборудованием (см. заводскую табличку оборудования, обычно 208Y/120 вольт).
Это выходное напряжение трансформатора, и оно должно соответствовать напряжению, требуемому устанавливаемым оборудованием (см. заводскую табличку оборудования, обычно 208Y/120 вольт).  Примечание. Трехфазный трансформатор следует выбирать таким образом, чтобы ни одна фаза не была перегружена. Если вы подключаете однофазную нагрузку к одной фазе трехфазного трансформатора, вы должны рассчитывать нагрузку так, как если бы она нагружала все три фазы.
Примечание. Трехфазный трансформатор следует выбирать таким образом, чтобы ни одна фаза не была перегружена. Если вы подключаете однофазную нагрузку к одной фазе трехфазного трансформатора, вы должны рассчитывать нагрузку так, как если бы она нагружала все три фазы.  11
11  1
1 
Источники сварочного тока Консультанты по сварочным инверторам, Источники сварочного тока, сварочные аппараты и другие системы для сварки и резки
СВАРОЧНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Напа.Рави
Arcraft Plasma Equipments (I) Pvt Ltd.
РЕЗЮМЕ
Введение в сварочные источники питания, различные типы, области применения, полезные определения, относительные преимущества и недостатки, что такое инвертор в целом, различные силовые полупроводники, используемые в инверторах, различные топологии конструкции, сварочные инверторы Arcraft и сравнение затрат.
1. ВВЕДЕНИЕ
- W пайка — это процесс соединения двух металлов. Для соединения двух металлов требуется огромное количество тепла.
 Это тепло создается в виде электрической дуги. Для создания этой дуги требуется источник питания.
Это тепло создается в виде электрической дуги. Для создания этой дуги требуется источник питания. - E ver С тех пор, как процесс сварки вошел в область машиностроения, в области источников сварочного тока постоянно происходят инновации.
- T Выбор источника сварочного тока зависит от процесса сварки.
- T здесь два типа источников сварочного тока.
1. источники питания постоянного тока.
2. источники питания постоянного напряжения. - Источник постоянного тока используется в процессах сварки MMAW и TIG.
- MMAW означает ручную дуговую сварку металлическим электродом.
- TIG означает сварку вольфрамовым электродом в среде инертного газа.
- Источник постоянного напряжения используется в процессах сварки MIG/MAG и SUBARC.
1. MIG означает сварку металлов в среде инертного газа.
MIG означает сварку металлов в среде инертного газа.
2.MAG означает сварку металлов в активном газе.
3. SUBARC означает дуговую сварку под флюсом. - O В нашем обсуждении будут рассмотрены источники питания, которые используются в процессах сварки MMAW и TIG
- Мы можем понять, что сварку можно проводить с помощью
1. Источник питания переменного тока.
2. Источник питания постоянного тока. - Ниже приведены типы источников сварочного тока, которые можно различать по параметрам, основанным на значениях.
2. РАЗЛИЧНЫЕ ТИПЫ ИСТОЧНИКОВ СВАРОЧНОГО ПИТАНИЯ.
2.А. Источники питания переменного тока
A1.Сварочный трансформатор постоянного тока.
A2. Трансформатор сварочный переменного тока (шунтового магнитного типа).

а) Движущийся утюг
б) Подвижная катушка
2.Б. Источники питания постоянного тока.
B1. Источник сварочного тока преобразовательного типа (сварочный выпрямитель).
B2. Тиристорный сварочный выпрямитель.
B3.Источник сварочного тока на базе прерывателя.
B4.Источник сварочного тока на базе инвертора.
3. НЕКОТОРЫЕ ПОЛЕЗНЫЕ ОПРЕДЕЛЕНИЯ
1. Коэффициент мощности: отношение активной мощности к сумме активной и реактивной мощности. Следует отметить, что это векторная сумма, а не алгебраическая сумма.
2. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания.
3.Вход кВА, одна фаза: входное напряжение X входной ток
4. Входная мощность, кВА, три фазы: %3 X Входное напряжение X Входной ток
5. Входная мощность: %3 X входное напряжение X входной ток X коэффициент мощности
6. Выходная мощность: выходное напряжение X выходной ток
7. Выходная мощность: Входная мощность X КПД
8. Напряжение холостого хода: это напряжение на выходных клеммах источника сварочного тока, когда сварка не выполняется.
9. Напряжение нагрузки: это напряжение, доступное на выходных клеммах источника сварочного тока во время сварки, выраженное в вольтах.
10. Сварочный ток: это ток, потребляемый от источника сварочного тока, указанный в амперах.
11. Входной ток без нагрузки: это ток, потребляемый от входного источника питания, когда сварка не выполняется.
12.Скорость осаждения: это вес материала, осажденного в единицу времени, выраженный в кг/час или кг/мин, при заданном наборе условий. Это также зависит от источника питания. Он снижается из-за брызг и дыма. В типичном испытании оно увеличивается примерно на 15–20 % при использовании сварочных инверторов.
13. Скорость плавления/выгорания: это скорость, с которой электрод определенного размера плавится при заданном токе и выражается в см/мин. Он быстро увеличивается по мере увеличения тока специально для электродов малого диаметра.
4. ОБСУЖДЕНИЕ РАЗЛИЧНЫХ ТИПОВ
4.А1. Сварочный трансформатор постоянного тока.
Преимущества:
1.Очень низкие первоначальные инвестиции
2.Простой в использовании и обслуживании.
Недостатки:
1. Очень высокий ток без нагрузки.
2. Нет контроля тока. Ток фиксированный, также зависит от электрода и входного напряжения.
3. Очень неэффективно.
4.Очень низкий коэффициент мощности.
5. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
6. Из-за 3 высоких эксплуатационных расходов.
7. Плохое качество сварного шва.
8.Грубая сила тока.
9.Сварка на малых токах вообще невозможна.
10. Громоздкое оборудование, поэтому занимает большую площадь.
11. Плохая переносимость.
12. Сварка TIG/аргон невозможна.
13. Сварка цветных металлов невозможна.
14. Более низкая скорость осаждения и эффективность осаждения.
4.А2. Сварочный трансформатор переменного тока (шунтового магнитного типа).
| Подвижное ядро или Движущийся утюг |
Преимущества:
1. Очень низкие первоначальные инвестиции
Очень низкие первоначальные инвестиции
2. Простота использования и обслуживания
Недостатки:
1. Очень высокий ток без нагрузки.
2. Очень неэффективно.
3.Очень низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
5. Из-за 3 высоких эксплуатационных расходов.
6. Плохое качество сварного шва.
7. Лучший контроль тока по сравнению с предыдущим типом, но неудовлетворительный.
8. Громоздкое оборудование, поэтому занимает большую площадь.
9. TIG/аргонная сварка невозможна.
10.Сварка на малых токах невозможна.
11. Плохая скорость осаждения и эффективность
4.В2. Тиристорный сварочный выпрямитель.
Преимущества:
1. Умеренные начальные инвестиции
Умеренные начальные инвестиции
2.Простой в использовании.
3. Умеренные навыки, необходимые для обслуживания оборудования.
Недостатки:
1. Высокий ток без нагрузки.
2. Эффективность лучше, чем в предыдущих случаях, но не высокая.
3. Низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет большой ток от электроустановки.
5. Из-за 3 высоких эксплуатационных расходов.
6. Низкая скорость управления.
7. Лучшее качество сварного шва по сравнению с предыдущими типами.
8. Лучший контроль тока по сравнению с предыдущими типами.
9. Громоздкое оборудование, следовательно, занимает большую площадь.
10. Плохая переносимость.
11. Средняя скорость осаждения и эффективность.
5. ЧТО ТАКОЕ ИНВЕРТОР?
ЧТО ТАКОЕ ИНВЕРТОР?
Инвертор, используемый в сварочном приложении, работает, как показано ниже.
- Переменный ток Сетевое напряжение подается на вход сварочного оборудования.
- Он соответствующим образом отфильтрован и выпрямлен.
- Это выпрямленное напряжение фильтруется, чтобы сделать его чистым постоянным током.
- Это постоянное напряжение подается на вход коммутационного устройства через высокочастотный силовой трансформатор.
- Поскольку эта частота переключения очень высока, размер этого трансформатора становится очень маленьким по сравнению с его аналогами.
- Выход трансформатора соответственно понижен.
- Это пониженное переменное напряжение снова выпрямляется с помощью диодов с быстрым восстановлением.
- Этот выход используется для сварки.
- Используются подходящие элементы управления и методы обратной связи.

6. ХАРАКТЕРИСТИКИ СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ УСТРОЙСТВ, ИСПОЛЬЗУЕМЫХ В ИНВЕРТОРАХ
6a. Тиристоры / SCR (кремниевые выпрямители)
- Доступны очень прочные устройства очень большой емкости.
- Очень низкая рабочая частота, которая находится в пределах звукового диапазона.
- Привод ворот прост и эффективен.
- Отсюда большие размеры и вес оборудования.
- Так как рабочая частота попадает в звуковой диапазон, сварка очень шумная.
- Так как коммутация принудительная, большое и большее количество компонентов.
- Скорость регулирования тока низкая, поэтому очень низкий сварочный ток невозможен.
- Большие начальные импульсные токи.
- Большое количество брызг и дыма. Плохое качество сварки.
- Большое внутреннее тепло из-за большого циркулирующего тока.

6б. BJT (транзисторы с биполярным переходом)
- Все вышеперечисленные недостатки устранены, но требует громоздкого и неэффективного базового привода, который сложен и не подходит для больших мощностей.
- Мощные транзисторы чрезвычайно дороги.
- Поскольку технология IGBT и MOSFET совершенствуется, для этих устройств в сварочном применении нет места.
6с. МОП-транзисторы (полевые транзисторы на основе оксидов металлов и полупроводников)
- В данном устройстве основание заменено на ворота.
Привод ворот прост и чрезвычайно эффективен.
Очень высокая скорость переключения, и, следовательно, размеры трансформатора становятся небольшими.
Возможна работа до 100 кГц. - При больших рабочих циклах и более высоких мощностях размер сердечника трансформатора должен быть выбран соответствующим образом, чтобы соответствовать соответствующему размеру медного проводника.

- Устройства большой емкости не пользуются популярностью из-за их стоимости и доступности.
- Следовательно, используется в источниках питания малой и средней мощности.
6д. БТИЗ (биполярные транзисторы с изолированным затвором).
- Это комбинация BJT и MOSFET.
- Очень простой и эффективный привод ворот.
- Устройства большой емкости доступны по разумной цене.
- Сокращает время сборки и обслуживания.
Возможна работа значительно выше звукового диапазона и, следовательно, бесшумная работа. - Доступно только устройство для источников питания большой мощности. Потери мощности сравнимы с полевыми МОП-транзисторами при малой мощности и меньше при средней и большей мощности.
- Таким образом, можно применять концепции проектирования строительных блоков.
7. ТОПОЛОГИЯ ПРОЕКТИРОВАНИЯ.
а. Резонансные источники питания.
б. Источник питания ШИМ. (широтно-импульсная модуляция)
7.а. Резонансные источники питания несут недостаток большой блуждающий ток, громоздкие габариты из-за коммутационных цепей. Следовательно, они менее эффективны. Они предлагают меньшую полосу пропускания управления и, следовательно, большие изменения тока невозможны. Они производят меньше электромагнитных помех. Следовательно, они относятся к старому поколению сварочных аппаратов. Они используются на очень высоких частотах, обычно от 400 кГц до 1000 кГц, в области связи, где электромагнитные помехи вызывают серьезную озабоченность.7.б. ШИМ-источники питания — это выбор дня, поскольку они обеспечивают крупное и быстрое управление. Проблема электромагнитных помех соответствующим образом уменьшается с помощью фильтров.
Они обеспечивают широкий контроль тока, обычно от 3 до 400 А, что является очень широким диапазоном. Они предоставляют прекрасную возможность включить больше функций. Скорость коррекции исключительно выгодна для контроля скачков тока, что необходимо при сварке TIG. Метод ШИМ обеспечивает плавное регулирование тока короткого замыкания, очень хорошую способность повторного зажигания дуги. И, следовательно, это новейший и лучший выбор для сварки.
7. ЧЕМ ОБОРУДОВАНИЕ САМОЛЕТА ЛУЧШЕ ДРУГОГО?
1. Предназначен для более широких колебаний входного напряжения.
2.Рассчитан на более широкие колебания температуры окружающей среды.
3. Защита от пониженного напряжения, перенапряжения, однофазного включения и перегрева.
4. Предоставляется столько функций, сколько требуется по выбору клиента.
5. Всплеск тока отсутствует, запускается от установленного значения тока.
6.Очень большое количество моделей на выбор.
7.Проверено на качество.
8. Оригинальный дизайн и простота обслуживания.
9. Обученный персонал для оказания услуг на пороге вашего дома.
10.Очень малое время простоя, так как все запасные части легко доступны.
11. За счет высокой рабочей частоты инвертора очень низкая пульсация, благодаря чему сварочный ток ровный и стабильный. Получается отличное качество сварки.
12. Равномерный сварной шов, низкий уровень разбрызгивания и меньшее выделение дыма.
13.Очень высокая скорость осаждения и эффективность.
14. Новейшая технология ШИМ с использованием IGBT.
СРАВНЕНИЕ
- Допустим, используется электрод для дуговой сварки диаметром 4 мм
- Требуется сварочный ток 160 А при напряжении около 24 В
- Выходная мощность = 160 A X 24 В = 3840 Вт или 3,840 кВт
- Входное напряжение составляет 230 В переменного тока в случае однофазного источника питания и 415 В переменного тока в случае трехфазного источника питания.
 При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
| Параметр | Сварочный трансформатор | Сварочный выпрямитель | Сварочный инвертор |
| Ток холостого хода | от 4 до 5 А | от 4 до 5 А | от 0,3 до 0,5 А |
| Коэффициент мощности без нагрузки | 0,2 | 0,2 | 0,99 |
| Питание без нагрузки | от 400 до 500 Вт | от 400 до 500 Вт | от 50 до 100 Вт |
| Выходная мощность | 3,84 кВт | 3,84 кВт | 3,84 кВт |
| Эффективность | 0,6 | 0,6 | 0,9 |
| Входная мощность | 6,4 кВт | 6,4 кВт | 4,27 кВт |
| Входной коэффициент мощности | от 0,5 до 0,6 | 0,6 | 0,95 |
| Вход кВА | от 12,8 до 10,66 при 230В, 1ф | 10,66 на 415В, 3 фазы | 4,5 на 415В, 3 фазы |
| Входной ток | 55 А до 46 А | 14,8 А | 6,3 А |
| Потребляемая мощность в течение 8 часов в день | 51,2 кВтч | 51,2 кВтч | 34,16 кВтч |
| Потребляемая мощность за 250 дней в году | 12 800 кВтч | г. 12 800 кВтч 12 800 кВтч
|
8540 кВтч |
| Стоимость электроэнергии @ 5 рупий за кВтч | 64 000 рупий | 64 000 рупий | 42 700 рупий |
| Превышение стоимости по сравнению с инвертором | 21 300 рупий | 21 300 рупий | — |
| Превышение входного тока от источника питания | 48 А | 8,5 А | — |
| Экономия эксплуатационных расходов, как указано выше | — | — | 21 300 рупий |
| Экономия входного тока | — | — | 8,5–48 А |
| Экономия установленной мощности | — | — | 6,1 кВА до 11,0 кВА |
Следовательно, существует экономия в размере 21 300 рупий в год, если машина используется в течение одного года в течение 250 дней по 8 часов в день, то есть 2000 часов в год.
