Что такое ток холостого хода сварочного трансформатора. Как он влияет на работу аппарата. Какие значения считаются нормальными. Как правильно измерить ток холостого хода.
Что такое ток холостого хода сварочного трансформатора
Ток холостого хода сварочного трансформатора — это ток, протекающий по первичной обмотке трансформатора при отключенной вторичной обмотке (без нагрузки). Он возникает из-за потерь энергии в магнитопроводе и обмотках трансформатора.
Основные характеристики тока холостого хода:
- Составляет 3-9% от номинального тока трансформатора
- Не зависит от нагрузки на вторичной обмотке
- Определяется конструкцией и качеством изготовления трансформатора
- Влияет на КПД и рабочие характеристики сварочного аппарата
Влияние тока холостого хода на работу сварочного трансформатора
Ток холостого хода оказывает существенное влияние на эксплуатационные характеристики сварочного трансформатора:
- Определяет потери энергии в режиме ожидания
- Влияет на нагрев трансформатора
- От него зависит стабильность горения дуги
- Влияет на легкость зажигания дуги
- Определяет максимальную длину дуги
Чем меньше ток холостого хода, тем выше КПД и экономичность сварочного аппарата. Однако слишком низкое значение может ухудшить стабильность дуги.
Нормальные значения тока холостого хода
Допустимые значения тока холостого хода для сварочных трансформаторов разной мощности:
- Для трансформаторов до 5 кВА — 0,2-0,4 А
- 5-10 кВА — 0,4-0,8 А
- 10-30 кВА — 0,8-2 А
- Свыше 30 кВА — 2-5 А
Конкретные значения указываются производителем в паспорте оборудования. Превышение нормы более чем на 20% сигнализирует о неисправности.
Как правильно измерить ток холостого хода
Для корректного измерения тока холостого хода сварочного трансформатора необходимо:
- Отключить нагрузку от вторичной обмотки
- Подать номинальное напряжение на первичную обмотку
- Включить амперметр последовательно в цепь первичной обмотки
- Снять показания через 10-15 минут после включения
- Измерить ток для всех ступеней регулировки
Измерения проводятся при нормальной рабочей температуре трансформатора. Нужно учитывать влияние нестабильности сетевого напряжения.
Способы снижения тока холостого хода
Основные методы уменьшения тока холостого хода сварочного трансформатора:
- Использование качественной электротехнической стали для магнитопровода
- Уменьшение воздушных зазоров в магнитной системе
- Оптимизация сечения и числа витков обмоток
- Применение схем с вспомогательной обмоткой
- Использование современных изоляционных материалов
Снижение тока холостого хода позволяет повысить КПД и улучшить рабочие характеристики сварочного оборудования.

Зависимость тока холостого хода от мощности трансформатора
Ток холостого хода сварочного трансформатора напрямую зависит от его номинальной мощности. Чем мощнее трансформатор, тем больше абсолютное значение тока холостого хода.
Примерные значения для трансформаторов разной мощности:
- 2 кВА — 0,2-0,3 А
- 5 кВА — 0,4-0,6 А
- 10 кВА — 0,8-1,2 А
- 20 кВА — 1,5-2,5 А
- 50 кВА — 3-5 А
При этом относительное значение тока холостого хода (в процентах от номинального тока) обычно снижается с увеличением мощности трансформатора.
Влияние тока холостого хода на стабильность дуги
Ток холостого хода оказывает существенное влияние на стабильность горения сварочной дуги:
- Определяет напряжение холостого хода трансформатора
- Влияет на легкость зажигания дуги
- От него зависит максимальная длина дуги
- Определяет устойчивость горения при колебаниях длины дуги
Оптимальное значение тока холостого хода обеспечивает стабильное горение дуги в широком диапазоне режимов сварки. Слишком низкий ток может привести к обрывам дуги, а слишком высокий — к чрезмерному разбрызгиванию металла.
Как ток холостого хода влияет на зажигание дуги
Ток холостого хода напрямую влияет на легкость зажигания сварочной дуги:
- Определяет напряжение между электродом и изделием в момент касания
- Влияет на скорость нарастания тока при коротком замыкании
- От него зависит энергия, выделяемая в точке контакта
Более высокий ток холостого хода обеспечивает более легкое и надежное зажигание дуги, особенно при работе на малых токах. Однако чрезмерно высокое значение может привести к прилипанию электрода.
что такое и как рассчитать?
Трансформаторы представляют собой сложное оборудование, которое предназначено для изменения параметров тока в цепи. Они могут повышать или понижать напряжение электричества в соответствии с требованиями потребителей.
В оборудовании при работе определяются некоторые потери мощности. Поэтому не вся электроэнергия, которая поступила на первичную обмотку, доходит к потребителю.
Холостой ход трансформатора позволяет определить токовые потери. Эта методика применяется в сочетании с определением напряжения в режиме короткого замыкания трансформатора. Этот процесс называется опытом агрегата. Он выполняется по определенной схеме.
Общее устройство и виды
Чтобы понять, что такое опыт холостого хода различных трансформаторов, необходимо рассмотреть, что собой представляет подобное оборудование.
Основные типы
Трансформаторами называются машины неподвижного типа, которые работают благодаря электрическому току. Они меняют входное напряжение. Существует несколько видов подобных аппаратов:
- Силовые.
- Измерительные.
- Разделительные.
- Согласующие.
Чаще всего в энергетическую цепь требуется подключение силового трансформатора. Они могут иметь две или более обмоток. Аппарат может быть однофазный (бытовая сеть) или многофазный (промышленная сеть).
Особенности установок
Отдельно выделяются автотрансформаторы. В них есть только одна совмещенная обмотка. Также бывает сварочный аппарат. Они имеют определенную сферу применения.
В однофазном и многофазном оборудовании может устанавливаться различная номинальная мощность. Она может определяться в диапазоне от 10 до 1000 кВА и более. Маломощные однофазные и многофазные приборы могут быть в диапазоне до 10 кВА. Средние разновидности будут иметь мощность 20 кВА, 250 кВА, 400 кВА, 630 кВА и т. д. Если же этот показатель больше 1000 кВА, это установка высокой мощности.
Методология проведения опыта
Потери холостого хода трансформатора определяются при создании определенного режима. Для этого прекращается снабжение током всех обмоток. Они остаются разомкнутыми. После этого производится снабжение цепей электричеством. Оно определяется только на первом контуре. Аппаратура должна работать под напряжением, которое устанавливается при его производстве производителем.
Через первичный контур силовой, сварочной или прочей установки протекают токи, которые носят название ХХ. Их величина равняется не более 3-9% от заданного производителем показателя. При этом на обмотке вторичного контура электричество отсутствует. На первичном контуре ток производит магнитный поток. Он пересекает витки обеих обмоток. При этом возникает ЭДС самоиндукции на контуре первичном и взаимоиндукции – на обмотке вторичного типа.
Например, напряжение холостого хода сварочного трансформатора небольшой и средней мощности представляет собой ЭДС взаимоиндукции.
Подход к проведению измерений
Замер потерь холостого хода может производиться в двух аспектах. Их называют потерями в стали и меди. Второй показатель говорит о рассеивании тепла в обмотках (они начинают греться). В процессе проведения опыта этот показатель очень мал. Поэтому им пренебрегают.
Данные о потере тока холостого хода трансформатора представляются в виде таблицы. В ней рассчитаны параметры для стали определенных сортов и толщины. Ток холостого хода трансформатора рассматривается в аспекте мощности, которая создается в магнитом потоке и именуется потерей в стали. Она затрачивается на нагрев листов из специального сплава. Они изолируются друг от друга лаковым покрытием. При создании таких магнитоприводов не используется метод сварки.
Суть измерения
Если по какой-то причине нарушается изоляционный слой между пластинами магнитопривода, между ними возрастают вихревые токи. При этом система начинает нагреваться. Лаковый слой постепенно разрушается. Потери при работе установки возрастают, его эксплуатационные характеристики ухудшаются.
В таком случае потери мощности в стали увеличиваются. При проведении расчетов этих характеристик в режиме холостого хода можно выявить возникшие нарушения в работе агрегата.
Коэффициент трансформации
При определении работы установки применяется такое понятие, как коэффициент трансформации. Его формула представлена далее:
К = Е1/Е2 = W1/W2
Отсюда следует, что напряжение на вторичном контуре будет определяться соотношением количества витков. Чтобы иметь возможность регулировать выходное электричество, в конструкцию установки вмонтирован специальный прибор. Он переключает число витков на первичном контуре. Это анцапфа.
Для проведения опыта на холостом ходу регулятор ставится в среднее положение. При этом измеряется коэффициент.
Однофазные приборы
Для проведения представленного опыта, при использовании понижающего или повышающего бытового агрегата, в расчет берется представленный коэффициент. При этом используют два вольтметра. Первый прибор подключается к первичной обмотке. Соответственно второй вольтметр подсоединяется к вторичному контуру.
Входное сопротивление измерительных приборов должно соответствовать номинальным характеристикам установки. Она может работать в понижающем или повышающем режиме. Поэтому при необходимости провести ремонтные работы, на нем измеряют не только подачу низкого, но и высокого напряжения.
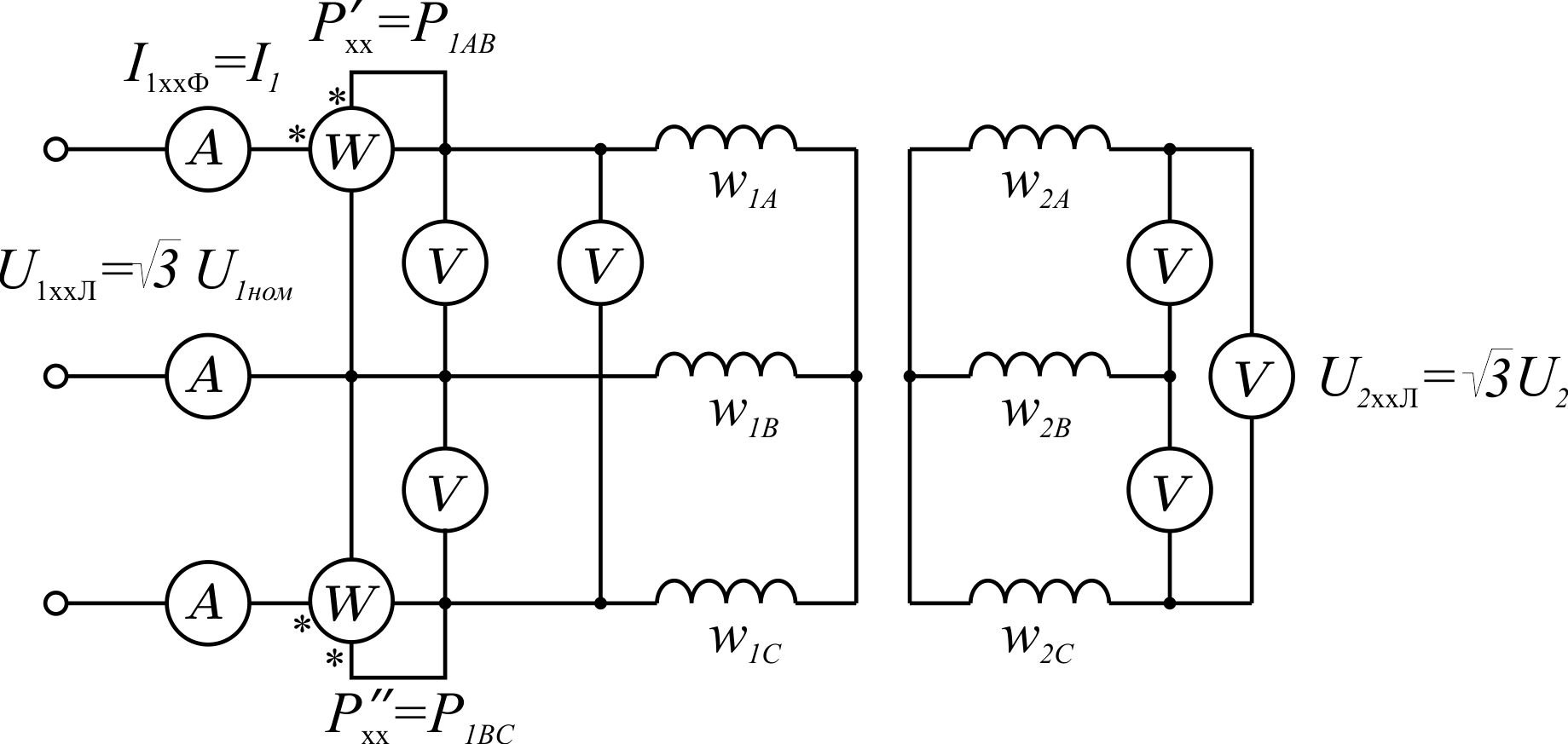
Трехфазные приборы
Для трехфазных агрегатов в ходе проведения опыта исследуются показатели на всех контурах. При этом потребуется применять сразу 6 вольтметров. Можно использовать один прибор, который будет подключаться поочередно ко всем точкам измерения.
Если установленное производителем значение на первичной обмотке превышает 6 кВ, на нее подают ток 380 В. При измерении в высоковольтном режиме нельзя определить показатели с требуемым классом точности. Поэтому замер производят в режиме низкого напряжения. Это безопасно.
Применение коэффициента
В процессе проведения измерения анцапфу перемещают во все установленные производителем положения. При этом замеряют коэффициент трансформации. Это позволяет определить наличие в витках замыкания.
Если показания по фазам будут иметь разброс при замерах больше, чем 2%, а также их снижение в сравнении с предыдущими данными, это говорит об отклонениях в работе агрегата. В первом случае в системе определяется короткое замыкание, а во втором – нарушение изоляции обмоток. Агрегат не может при этом работать правильно.
Такие факты требуют подтверждения. Например, это может быть измерение сопротивления. Влиять на увеличение разброса показателей коэффициента могут возрастание сопротивления между контактами анцапфы. При частом переключении возникает такая ситуация.
Измерение тока
При опытном измерении тока холостого хода мастер применяет амперметры. Их необходимо подсоединять к первичной обмотке последовательно. Напряжение в контуре должно равняться номинальному значению.
Если проводится исследование работы трехфазного промышленного агрегата, замер выполняет для всех фаз одновременно или последовательно. При этом испытания производятся только для установок от 1000 кВА.
Измерение потерь
Потери в магнитоприводе замеряют исключительно при использовании мощной установки. При этом можно брать для расчетов пониженное напряжение, которое подключено к первичному контуру через ваттметр. Это прямой метод измерения.
При учете показателей вольтметра или амперметра потребуется умножить их мощности друг на друга. Это косвенный метод. При этом результат имеет определенную погрешность. Искажение происходит из-за невозможности учесть при таком расчете коэффициент мощности. Это конус угла, который образуется в векторной схеме между напряжением и током. В режиме холостого хода между ними появляется угол 90º.
Применение ваттметра
Ваттметр позволяет произвести замер с учетом коэффициента мощности. Это дает возможность получить более точный результат. Расчет выполняется по следующей формуле:
Cos φ = P1/U1*L0
Далее необходимо создать на основе полученного результата векторную диаграмму. По каждой фазе учитываются установленные потери. Для этого чаще всего строится таблица. При этом используется схема, которая изначально применялась производителем при создании оборудования.
Полученный результат не подлежит сравнению с нормативами. Показатели сравнивают только с характеристиками предыдущих проверок. Если потери с течением времени только возрастают, это говорит о нарушении изоляции пластин магнитопривода или появлении иных нарушений. Обратить этот процесс невозможно.
Проведение замеров холостого хода позволяет оценить состояние аппаратуры, а также определить потребность в необходимости планового или аварийного ремонта. Поэтому регулярные испытания позволяют правильно спланировать работу установки, предотвратить ее непредвиденное отключение.
Интересное видео: Описание основ работы трансформатора.
Напряжение холостого хода сварочного инвертора
Каким должно быть напряжение холостого хода сварочного инвертора?
- 21 декабря
- 171 просмотров
- 37 рейтинг
Оглавление: [скрыть]
- Напряжение холостого хода: как возникает и на что влияет
- На чем отражается правильность подбора режима
- Возможные неполадки в работе и их причины
Напряжение холостого хода сварочного инвертора — это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Вернуться к оглавлению
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Вернуться к оглавлению
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
expertsvarki.ru
Сварочный инвертор: какой выбрать? / Как выбрать? / Коллективный блог
Содержание:
Несмотря на свою относительную новизну (массовый выпуск начался только в середине 80-х годов) по своей востребованости сварочные инверторы сегодня превосходят остальные типы сварочных аппаратов.
Рис.1. Работа со сварочным инвертором
Основных преимуществ – несколько:
- небольшой вес
- компактность
- большой диапазон регулировок тока
- легкий поджиг дуги
- ровный высококачественный шов
- универсальность – возможность работы (сваривания) разных металлов – черного, чугуна, цветных.
Подробно о том, как работает сварочный инвертор, как выбрать сварочник для бытовых целей, сравнение различных типов сварочнызх аппаратов подробно рассмотрено в нашей статье «Как выбрать сварочный аппарат для дома». Здесь мы хотели бы остановиться подробнее на некоторых особенностях, которые имеет сварочный инвертор, как выбрать аппарат с их учетом.
Мощность
Значение номинального сварочного тока указывают в руководстве по эксплуатации, паспорте, рекламном проспекте. При этом стоит понимать, что номинальный сварочный ток – это такое значение силы тока, при котором сварочный инвертор работает стабильно, не перегреваясь и без перегрузки, с точным соблюдением продолжительности включения. Как правило, всегда указывают максимально возможный для данного аппарата ток. Прежде всего, выбор зависит от того, с каким материалом придется работать. Зависимость необходимой силы тока от толщины металла приведена в таблице ниже:
Рис. 2
Но здесь есть одна тонкость. К примеру, для сваривания металла с толщиной до 4 мм согласно таблице достаточно будет рабочего тока порядка 90-100 А. На самом деле, стоит приобрести сварочный инвертор хотя бы с 30% запасом по силе тока, то есть порядка 120-150А. Почему так получается:
- работа на максимальных (предельных) возможностях приводит к перегреву электронной части инвертора, что может вызвать её отказ. Кроме того, это вызывает резкое сокращение ресурса аппарата
- если напряжение в сети упадет до 170 – 180 В, это, соответственно, вызовет и снижение значения сварочного тока – в результате сила тока может оказаться ниже, чем та, которая обеспечит нормальное сваривание
- при проведении сварочных работ с использованием длинных (больше 5 м) кабелей мощность инвертора ощутимо снижается – сварочный ток становится ниже указанного номинального
- использование для подключения сетевых кабелей, чья длина превышает 15 м, особенно имеющих малое сечение, приводит к понижению напряжения, поступающего на вход инвертора, а следовательно – снижение значения сварочного тока
- ряд производителей (особенно малоизвестных марок) сознательно завышают показатели, указываемые в паспорте, реальные же значения на 15-20% (иногда 30%) ниже.
Для бытового инверторного сварочника вполне приемлемым будет показатель сварочного тока в пределах 160 А, для так называемых профессиональных – 200-300 А
Диапазон регулировки
Очень полезная вещь, так как помогает отрегулировать режим работы сварочника под определенную задачу. К примеру, нецелесообразно варить тонкий металл (а при кузовных работах – это просто невозможно) большим током. Пределы регулировки для «бытовых сварочников» — от 10 до 200 А.
Рис.3. Сварочный инвертор с регулировкой от 20 до 300 А
«Одноплаточные» инверторы
Среди прочих они отличаются привлекательной ценой. Но это удешевление достигнуто, прежде всего, за счет снижения надежности. Все основные элементы – управление, силовые, питания – собираются на одной плате, которая в результате становится основным и самым дорогим (80% от всей стоимости инвертора) узлом прибора. При этом ремонтнопригодность такого узла – крайне незначительна. При отказе хотя бы одного элемента, вызванного перегревом, замыканием, скачком напряжения, попаданием влаги в подавляющем большинстве случаев потребуется замена всей платы, что вполне сопоставимо с покупкой нового сварочника. Кроме того, перечисленные выше причины не являются гарантийным случаем – сервисный центр имеет полное право отказать вам в бесплатном ремонте, так как прибор вышел из строя из-за нарушений правил эксплуатации (все это подробно, хоть и очень мелким шрифтом расписано в гарантийном талоне). В принципе, если для бытовых целей и пользоваться не часто – то соотношение цена/качество себя оправдает. Если же сварочный аппарат нужен для серьезной работы – не стоит внимания. Основной признак одноплатного инвертора – вертикальное расположение кабельные силовые разъемы (вставки). Выглядит это примерно вот так:
Рис. 4. Пример «одноплаточного» инвертора.
Класс аппарата
Классификация аппаратов на «бытовые», «полупрофессиональные», «профессиональные» и «промышленные» носит полностью условный характер, не закреплена ГОСТом или какими-либо соглашениями. Поэтому некоторые производители могут несколько злоупотреблять этими юридически не закрепленными терминами. Поэтому в плане характеристик лучше доверять конкретным цифрам.
В то же время, такое разделение помогает пользователю точнее определиться с выбором модели, ведь каждому классу сварочников отвечают определенные задачи, для выполнения которых он предназначен, продолжительность и объем проводимых сварочных работ, условия эксплуатации. И уже от класса аппарата напрямую зависит и его стоимость. Итак, условно сварочные инверторы подразделяют:
- бытовые – или же хобби-класс. Разовые работы с небольшим объемом в бытовых условиях (гараж, дача, подсобное хозяйство). Кратковременный режим работы – относительно непрерывная работа в течение15-20 минут и перерыв на час для «остывания». Сварочный ток – в пределах 120-200А.
Как определиться с выбором недорого сварочного инвертора рассмотрено на видео:
- профессиональные – способны выдержать рабочий (8-часовой) день. Продолжительный режим работы, ремонт труб и коммуникаций, монтажные работы в бригадах ЖКХ, строительные работы (сборка и изготовление каркасных изделий, сварка арматуры для фундамента и т.д.) Высокие требования к надежности, достаточно жесткие условия эксплуатации (включая работу на открытом воздухе и при низких температурах). Необходимые показатели сварочного тока – 200-300 А
Рис.5. Профессиональный сварочный инвертор
- промышленный – другое название – industrial, предусматривает практически непрерывное функционирование в промышленных (т.е. в три смены, краткие технологические перерывы). Используются при монтаже больших трубопроводов, строительстве инфраструктурных, промышленных или жилых объектов. Большой объем работы при высоких требованиях к качеству и надежности. Необходимое значение сварочного тока – 250-500А.
Рис. 6. Промышленный сварочный инвертор
Вентиляция
Немаловажный элемент для сварочных инвертеров, которые очень чувствительны к чрезмерному нагреву электронной части. При этом, организовывая принудительное теплоотведение, разработчикам параллельно приходится решать другую проблему – пыль. Которой, особенно в условиях стойки, чрезвычайно много. И которая, скапливаясь внутри аппарата (особенно металлическая пыль), может вызвать замыкание на плате. Кроме того, чрезмерное накопление пыли (которая отличается хорошими теплоизоляционными свойствами) ухудшает охлаждение и способствует перегреву.
Рис.7. Пример вентиляции сварочного инвертора
Простейший способ – устанавливать на входе мелкую сеточку и улавливать частицы – себя практически не оправдывает, такая сеточка быстро забивается и воздушный поток ослабевает. Другой вариант – туннельная вентиляция. В этом случае, чтобы обеспечить дополнительную пылезащиту, все элементы прячут внутрь радиатора, а сам радиатор расположен вдоль корпуса – так, чтобы максимальная его площадь соприкасалась с охлаждающим воздушным потоком. Впрочем, самая надежная защита – регулярная очистка сварочника вручную – достаточно снять корпус и продуть элементы и смести пыль мягкой кисточкой. Чем интенсивнее эксплуатация – тем чаще необходимо проводить «зачистку».
Температурный режим
Очень слабое место любого инверторного сварочника. Проблем с работой в «положительной» части градусника практически не возникает – большинство аппаратов имеют допустимо возможную температуру в +40С (что у нас бывает крайне редко), единственное, что при высоких (от +25С) температурах продолжительность непрерывного включения уменьшается и следует опасаться перегрева. А вот низкие температуры сварочный инвертор, как и любая электроника, не любит. Микроконтроллеры, конденсаторы, транзисторы и тиристоры очень чувствительны к «минусовым» температурам – даже для хранения сварочного инвертора обязательно нужно отапливаемое помещение. Часто при низких температурах при попытки включить сварочный инвертор, загорается лампа (диод) «перегрузка» и аппарат отключается. Гораздо хуже, если аппарат все же заработает, а значит вентилятор начнет подавать внутрь холодный воздух. В результате на нагретых электроэлементах сварочника начнет скапливаться конденсат, что может привести к замыканию и полному отказу агрегата.
Поэтому если предстоит работать на морозе – выбор существенно осложняется. Прежде всего, если производитель в техописании или паспорте упустил момент с температурным режимом – это плохой знак. Чаще всего этим страдают недорогие модели из Поднебесной. Европейские производители придерживаются стандарта EN 60974-1, который соответствует российскому ГОСТ Р МЭК 60974-1-2004. Данные стандарты требуют от аппаратуры стабильно работать до -40С, но зачастую стабильно агрегаты работают до -15С. Стоит проверить информацию на сайте производителя – в Европе недобросовестная реклама может обойтись производителю слишком дорого, поэтому на своих официальных сайтах они не занимаются «приукрашиванием» характеристик.
Питающее напряжение
Стабильность и качество функционирования сварочного инвертора напрямую зависит от качества электропитания. Именно поэтому при выборе инверторного сварочника важно определиться с допустимыми отклонениями напряжения. В целом, здесь все предлагаемые аппараты можно разделить на две части:
- для работы в стабильной сети – в подавляющем большинстве это промышленные и городские сети. Для таких условий подходят модели, для которых допустимо отклонение питающего напряжения от номинального в пределах ± 15%, т.е. аппарат сохраняет свою работоспособность при колебании напряжения в пределах 187- 253 В – это практически все агрегата «бытового» сегмента. Сварочник достаточно хорошо защищен и от возможных скачков напряжения, и может работать при «проседании» сети, когда сила тока упадет до 80А. При большем уменьшении напряжения аппарат отключается или начинает работать нестабильно.
- для работы в нестабильной сети – под это определение попадает большинство сельских электросетей, гаражи, дачные хозяйства, при использовании сетевых удлинителей (чья длина превосходит 50 м). Для таких условий целесообразно приобретать аппараты, у которых допустимо отклонение в пределах от — 30% до +20% (150-270 В). Отдельно стоит рассмотреть вариант запитывания сварочника от генератора. Здесь есть один опасный момент – при прерывании сварки резко снижается потребление тока сварочным агрегатом, что может вызвать резкий скачок выходного напряжения на генераторе. Это, в свою очередь, может вызвать выход из строя уже самого сварочника. Для избежания пробоя высоким напряжением инвертор, который можно запитывать от генератора, должен иметь дополнительную защиту. Возможность подключения к генератору должна обязательно быть указана в техописании.
Как подобрать генератор для сварочного инвертора подробно приводится на видео:
Продолжительность включения
Зачастую указывается в процентах, например, ПВ=30%. Это обозначает, что сварочный инвертор может непрерывно работать (варить)в течение 3 минут, после этого – 7 минут «остывать». И это – на максимальном значении подаваемого тока. На самом деле, для бытового сварочника показателя в 30-40% будет достаточно, ведь в домашних условиях очень редко приходится выполнять продолжительные непрерывные работы. А при работе с небольшими токами продолжительность включения может быть больше в разы.
Рис. 8. Обозначение продолжительности включения
Напряжение холостого хода
Здесь просто, чем оно выше – тем лучше, дуга будет зажигаться быстрее и лучше. В принципе, этот показатель в пределах 35-90 В можно считать вполне приемлемым. Если же сварочный инвертор (как выбрать в целом вы уже имеете представление) имеет специальные устройства (схемы) поджога дуги, то этим показателем можно пренебречь.
Подробный рассказ о том, как выбрать сварочный инвертор представлен на видео:
Самые популярные сварочные инверторы
44kw.com
Рекомендации по выбору сварочного инвертора
Lincoln Electric Invertec
При выборе инвертора в первую очередь необходимо определиться, какой объем работ предполагается выполнять, и какие марки сталей будут использоваться. Если стоит задача сварки низкоуглеродистых сталей, таких как сталь 0, ст. 3, ст.3кп и т.д., то достаточно сварочного инвертора ММА (английская аббревиатура на русском языке означает ручную дуговую сварку плавящимся электродом — РДС). Он прекрасно подходит для «черных» сталей и если перед вами стоят задачи работать только с ними, то в таком случае, вы выбираете инвертор исключительно из линейки ММА. Если же необходимо кроме «черных» сталей сваривать коррозионостойкие (нержавейка), легированные, высококолегированные, то необходимо выбирать источник питания, который может работать в ММА/TIG режиме (аббревиатура ТIG означает сварку в среде инертных газов неплавящимся вольфрамовым электродом).
Для коррозионостойких сталей лучше режим TIG. Существуют, конечно, электроды и для соответствующей ММА-сварки , но их использовать нежелательно по следующей причине: TIG позволяет сваривать более тонкий металл, ведь крайне редко сталкиваются с коррозионостойкой сталью толщиной 5 мм и более. Массивные конструкции из этого материала исключительно редко встречаются. Поэтому, если у вас возникнет необходимость сварить нержавейку, скорее всего она будет в миллиметр толщиной и меньше, а с такими вещами справится можно только в режиме TIG. Тонкостенные конструкции варят и электродом, но это требует высокой квалификации рабочего и дополнительные возможности инвертора.
инвертор tig ac dc
Сталь варят на постоянном токе (англ.DC — direct current), поэтому все инвертора по умолчанию имеют DC настройку, а переключатель переменный/постоянный ток (АС/ DC; АС- alternating current) понадобится для алюминия и его сплавов.
Объемы работ
Если варить будете редко и в небольшом количестве, можно смело выбирать бюджетные модели из низшей ценовой категории, если же железа будет много – выбирайте более дорогой и надежный аппарат. Границы между надежными и бюджетными условные. Сегодня можно сказать, что от 400-500$ стоят аппараты, которые можно считать серьезными. Но технологии развиваются, представление о профессиональном/непрофессиональном оборудовании постоянно меняется, поэтому указанная граница в 400-500$ через месяц-два может потерять свою актуальность.
Питающее напряжение
Необходимо определиться, какая сеть будет использоваться. Однофазная или трехфазная. Инвертора работающие от трехфазной сети значительно мощнее однофазных. Но из-за отсутствия трех фаз в домашних условиях, нужно выбирать однофазную модель. Иногда, в технических характеристиках указывается диаметр электродов, которые используются. Это важный, но второстепенный параметр, потому что диаметр зависит от величины сварочного тока. По его диапазону всегда можно определить, какой максимальный/минимальный диаметр электрода может использоваться в данном преобразователе.
Сварочный ток
Если вы собираетесь сварить массивные детали, толщиной от 4 мм и более нужно обращать внимание на максимальный сварочный ток Imax, чем он выше, тем глубже провар, и наоборот, если планируется сварка тонкостенных листов 1-2 мм – важен показатель Imin, чем он меньше, тем лучше.
Степень защиты инвертора
К примеру, IP21 или IP23. Обычно, чем больше число, тем лучше. Что это значит? Имеется ввиду степень защиты от влаги. IP21 – это безопасность при прямом дожде, IP23 – это защита от «косого» дождя. Если вы сочтете подобные показатели защиты необходимыми при выборе инвертора, либо же вам будет просто интересно, можете изучить все эти степени самостоятельно. Все таблицы широко представлены в интернете. Но, в принципе, по технике безопасности все сварочные работу под дождем строго запрещены. Поэтому, приведенные примеры классов защиты не имеют особого значения.
Потребляемая мощность (кВт)
актуальна там, где есть проблемы с мощностью: в большинстве электрических сетей на дачном участке мощность ограничена, т.е., например, стоит автомат на 10А — это значит, что электрическая сеть позволяет получать мощность 2,2 кВт. За городом, на некоторых участках мощности может хватать всего на 1 кВт и даже меньше. В таких случаях важно учитывать параметр потребляемой мощности инвертора во время его приобретения.
Важным показателем является напряжение холостого хода инвертора, чем выше этот показатель, тем легче поджигается дуга, но еще лучше, если инвертор будет оснащен устройством поджига.
На что еще необходимо обратить внимание:
- Обратите внимание, как построена система охлаждения. Менеджеры всегда проконсультируют вас по этому вопросу, если, конечно, вы поинтересуетесь:
Как устроены воздуховоды. При неудачных конструктивных решениях возможно интенсивное накапливание пыли и грязи на электронных платах и ответственных элементах. Наростание пыли один из главных факторов, который оказывает влияние на выход инверторов из строя – электроника довольно капризна и чувствительна к подобным вещам, ведь это не сварочный трансформатор, медные обмотки которого не пострадают при работе в запыленных помещениях. Некоторые аппараты имеют удобную функцию: вентиляторы включаются только при нагреве электронных плат. Впрочем, оборудуются такой функцией сварочники, собранные на IGBT –транзисторах – а они греются очень медленно и то на больших токах. Из-за этого достаточное охлаждение обеспечивается какое-то время и без включенных вентиляторов. В некоторых случаях они начинают гудеть через полчаса работы! Это положительный момент. Чем меньше крутятся кулеры, тем меньше пыли внутрь корпуса попадает. Правда, обычно, аппараты с такой системой охлаждением и улучшенными воздуховодами стоят выше среднего. Если выбираете недорогой бюджетный вариант, лучше обратить внимание на модель с двумя вентиляторами.
- уточняйте, в пределах каких температурных колебаний окружающей среды можно инвертором работать. Если планируете работать только в помещении, тогда этот пункт не так и важен. Сварка же в зимнее время, особенно при температурах ниже -10 градусов Цельсия может быть затруднена при работе обычной моделью. Для работы в зимних условиях или условиях крайнего Севера есть модельки специально собранные для эксплуатации в подобных суровых условиях
- обратите внимание на то, какие перепады напряжения может ваш источник питания выдержать. Стандартная ситуация, когда он выдерживает отклонение в плюс-минус десять-пятнадцать процентов, что допустимо в городских условиях. Для загородной местности лучше выбирать с более широким диапазоном ( некоторые выносят «просадки» сети до 160 Вт), а так же существенные скачки напряжения выше 220В. Из недорогих моделей нужно назвать Ресанту, есть даже специальная линейка моделей.
- задайте вопрос о наличии запчастей. Особенно важно, если вы приобретаете редкий и дорогой аппарат.
- поинтересуйтесь, где находятся ближайшие к вашему населенному пункту сервисные центры. Ведь иногда люди стоят перед выбором, починить своими руками, используя что нашлось в «сарае», либо ехать в ближайшую мастерскую и чинить бесплатно, но при этом потратьть ощутимую сумму на проезд.
- наличие «модных» функций форсаж дуги, легкий старт, антиприлипание электрода – это не ноу-хау для предлагаемого инвертора, а набор гарантированный для всех аппаратов, собранных по инверторной технологии.
Похожее
svarka-master.ru
Практика сварочного обмана. Как не проколоться при выборе аппарата. Часть 1
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Hot Start
VRD
Antistick
Arc Force
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем. https://youtu.be/O_8VjgKiiJ8?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
evrotek.spb.ru
Сварочные трансформаторы
Существуют разные по мощности и конструкции виды сварочных трансформаторов; они предназначены для питания электрической дуги при ручной или машинной сварке, резке или наплавке металлов однофазным переменным током промышленной частоты 50 Гц.
Рис. 1. Принципиальная схема устройства и работы сварочного трансформатора
Рис. 2. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энергию напряжением 220 или 380 В в электрическую энергию напряжением холостого хода 60 В, необходимую для дуговой сварки металла.
Основными конструктивными элементами сварочного трансформатора (рис. 1) являются: магнитная система 2, обмотки ВН 1 и НН 3 и реактор (дроссель), предназначенный для регулирования вторичного тока — тока сварки путем изменения воздушного зазора магнитной цепи. Реактор состоит из неподвижной магнитной системы 4 и ее обмоток 5 и подвижной 6, изменяющей воздушный зазор между ними. При подсоединении, как указано на схеме, проводов от трансформатора и реактора к свариваемой детали 7 и электроду 8 посредством токодержателя 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют в однокорпусном исполнении: обмотки трансформатора и реактора размещены на общей магнитной системе и закрыты одним кожухом.
На рис. 2 показан сварочный трансформатор типа СТН-500-1 (для сварки и наплавки металла). Его технические данные: первичное напряжение 380 и 220 В, вторичное напряжение холостого хода 60 В, номинальный сварочный ток 500 А, с регулированием в пределах 1500—700 А, номинальная мощность на зажимах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 собрана из покрытых лаком пластин электротехнической стали толщиной 0,5 мм и является общей для обмоток трансформатора и реактора.
Обмотки трансформатора выполнены в виде цилиндрических катушек, каждая из которых состоит из двух слоев первичной обмотки 1 из изолированного алюминиевого провода и двух наружных слоев вторичной обмотки 2 из неизолированного алюминиевого провода.
Катушки насажены на стержни магнитной системы и соединены между собой при напряжении питающей электросети 380 В последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены деревянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюминиевого провода с асбестовыми прокладками, пропитанными теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной обмотки) имеется разъем — воздушный зазор, регулирование которого осуществляется перемещением подвижного пакета 5, набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10. Подвижный пакет прижат книзу с помощью двух пружин 8, это обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикрепленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увеличивается, уменьшается индуктивное сопротивление, и, следовательно, возрастает сварочный ток, если против часовой стрелки, то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции трансформатора предусмотрен механизм, состоящий из токоуказателя, закрепленного на угольниках активной части, и сектора, вращающегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя, которая отградуирована в амперах и указывает значения сварочного тока при номинальном напряжении подводимой сети и при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассовые доски с зажимами: к зажимам 3 подведены концы первичной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной обмотки и один конец реакторной обмотки. Вторые концы вторичной и реакторной обмоток соединены между собой внутри кожуха.
Трансформатор снабжен емкостным фильтром, предназначенным для ослабления помех радиоприему, создаваемых трансформатором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на задней стороне доски зажимов ВН и подключены к зажимам первичной обмотки трансформатора и к заземленному кожуху. При пробое конденсатора первичная обмотка соединяется с кожухом, что может быть опасным для жизни обслуживающего персонала; поэтому включение трансформатора в сеть без заземления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и две ручки.
В боковых стенках кожуха 10 трансформатора находятся отверстия, служащие для естественного охлаждения активной части воздухом. Кожух защищает трансформатор от попадания внутрь атмосферных осадков, благодаря чему трансформатор может работать на открытом воздухе, и от случайных механических повреждений активной части.
Измерительные трансформаторы. В современных электротехнических установках напряжение достигает 750 кВ и выше, а токи измеряются десятками килоампер и более. Для непосредственного их измерения потребовались бы очень громоздкие и дорогостоящие электроизмерительные приборы. В отдельных случаях такие измерения были бы совсем невозможны. Кроме того, при обслуживании приборов, непосредственно подключенных к сети высокого напряжения, обслуживающий персонал подвергался бы большой опасности поражения током. Применение измерительных трансформаторов расширяет пределы измерения обычных электроизмерительных приборов и одновременно изолирует их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключения амперметров, вольтметров, ваттметров, приборов релейной защиты и электроавтоматики, счетчиков для учета выработки и расхода электрической энергии. От их работы зависит точность учета электрической энергии и измерения электрических параметров, правильность и надежность действия релейной защиты
при повреждениях электрического оборудования и линий электропередачи.
Трансформатор понижающий ТСЗИ 2,5кВт 380-42В
2.ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ.
Питание — трехфазная сеть переменного тока частотой
50ГЦ, номинальное напряжение, В -380В
Номинальный ток первичных обмоток, А — 2,5
Ток холостого хода первичных обмоток, А — 0.25
Номинальное линейное выходное напряжение , В -42
Номинальный ток вторичных обмоток, А — 34
Номинальная мощность, КВА -2,5
Режим работы — продолжительный
Класс нагревостойкости изоляции — С
Исполнение — сухой, 3-фазный, воздушного охлаждения
Масса — (не более) 32 кг
Трансформатор соответствует требованиям технических условий по ГОСТ 19294-84.
3. ТЕХНИЧЕСКОЕ ОПИСАНИЕ.
Трансформатор состоит из остова, на стержнях магнитопровода которого закреплены обмотки.
Магнитопровод стянут верхними и нижними балками. На верхних балках укреплен блок зажимов, к которым подключены выводы обмоток сети и обмоток нагрузки.
Суммарная мощность нагрузки не должна превышать 2,5 КВА, при этом сечение соединительных проводов или 3-жильного кабеля должно быть не менее 10 мм2 (нагрузка) и 2.5 мм2 — сеть.
6. ПОДГОТОВКА К РАБОТЕ.
6.1. Познакомиться с паспортом.
6.2. Подключить трансформатор к заземляющему устройству.
6.3. Подготовить соединительные провода (кабели) для подключения к нагрузке и питающей сети.
Примечание. Помни, что напряжение приемника нагрузки должно соответствовать 42 В переменного тока, а мощность не более 2,5 кВт.
7. ПОРЯДОК РАБОТЫ.
7.1. Поверхности трансформатора, покрытые консервационным маслом, протереть ветошью, смоченной маловязкими маслами и протереть насухо.
7.2. Произвести подключение к блоку зажимов провода (кабеля) нагрузки (42 В) и сети (380 В).
7.3. Включить трансформатор в сеть включением рубильника распределительного шкафа.
7.4. По легкому гудению (шуму сердечника) и отсутствию нагрева трансформатора на холостом ходу убедиться в его нормальной работе.
7.5. Включить нагрузку (лампы освещения или электроинструмент) и убедиться в его нормальной работе.
7.6. По окончании работы необходимо отключить питающую сеть (рубильником).
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ.
Во время работы трансформатора следует периодически проводить осмотр его с целью обнаружения повреждения изоляции и ослабления крепежных соединений.
К остову винтами и гайками крепятся кожух и крышка. Для переноски трансформатора используются ручки.
4. ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ СХЕМЫ.
4.1. Первичные обмотки имеют по 340 витков провода АПСД 1.9 (три обмотки).
4.2. Вторичные обмотки имеют по 39 витков провода АПСД 4,0×6,0
4.3. Заземление трансформатора подключается к болту заземления мягким проводом сечением не менее 2.5 мм2 и зажимается гайкой М-8.
5. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ.
5.1. При работе с трансформатором необходимо соблюдать «Правила технической эксплуатации электроустановок и правила техники безопасности при эксплуатации электроустановок потребителей» (ПТЭ, ПТБ), требований стандартной системы безопасности труда (СО БТ) и ГОСТ 12.3.003-86.
5.2. К эксплуатации трансформатора должны допускаться лица, изучившие паспорт, прошедшие аттестацию в соответствии с «Правилами аттестации электросетей», утвержденными Гостехнадзором и имеющими квалификационные удостоверения.
5.3. Рабочее место не должно иметь посторонних предметов.
5.4. Запрещается производить переключения под напряжением.
Помните! При производстве электромонтажных работ напряжение питания трансформатора должно быть снято.
Что такое режим холостого хода сварочного трансформатора
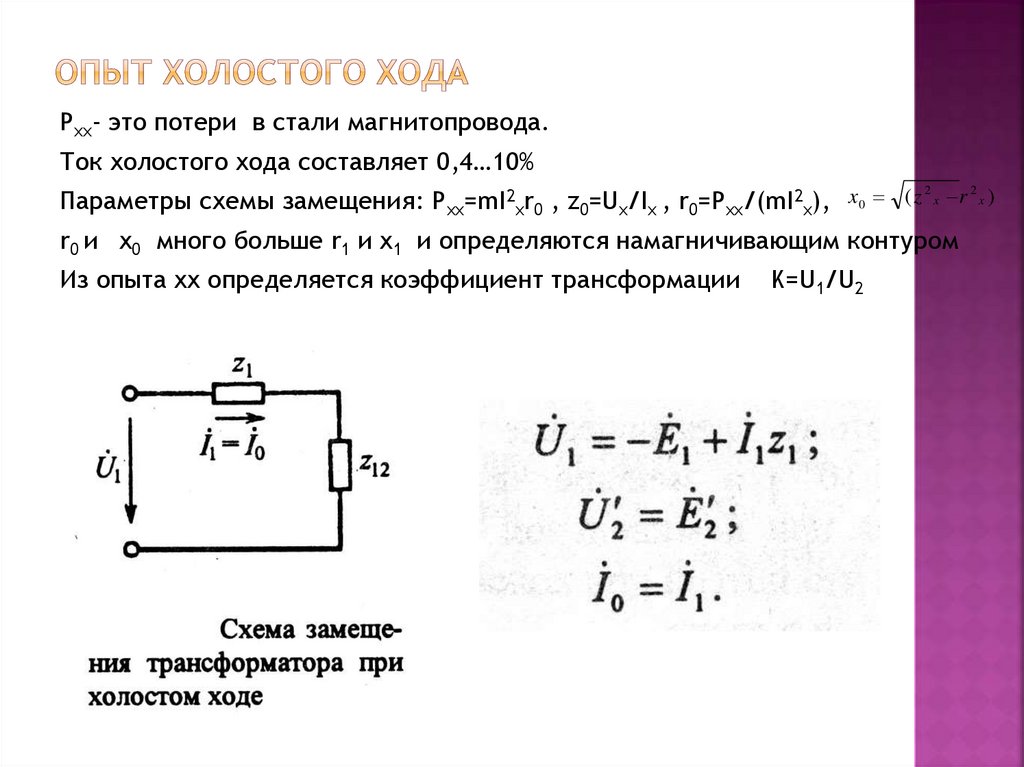
Определение режима. Холостым ходом трансформатора называется такой режим его работы, при котором к первичной обмотке подведено синусоидальное напряжение u1, а вторичная обмотка разомкнута и ток в ней равен нулю. Принципиальная схема однофазного трансформатора при холостом ходе изображена на рис.7.6. В этом режиме трансформатор подобен дросселю с замкнутым ферромагнитным магнитопроводом.
Необходимость изучения данного режима заключается в том, что одновременно с определением основных параметров трансформатора (коэффициента трансформации, тока холостого хода, потерь в стали магнитопровода) возможно в сочетании с параметрами, полученными при другом крайнем режиме – коротком замыкании, охарактеризовать работу трансформатора под нагрузкой и наиболее точно определить коэффициент полезного действия.
Рисунок 7.6 – Схема трансформатора при холостом ходе
Принцип действия в режиме холостого хода. Под действием приложенного напряжения u1 в первичной обмотке трансформатора имеет место небольшой ток холостого хода i10 = i, обычно не превышающий (3-10%) от номинального тока в первичной обмотке, т.е. его действующее значение I£(0,03…0,1)I1н. Этот ток создает МДС первичной обмотки i×w1, которая обусловливает в замкнутом магнитопроводе переменный основной магнитный поток трансформатора Ф и небольшой переменный поток рассеяния первичной обмотки ФS1, замыкающийся вокруг первичной обмотки по воздуху.
Основной поток Ф наводит в первичной обмотке трансформатора ЭДС самоиндукции e1, а во вторичной обмотке – ЭДС взаимоиндукции e2. Поток рассеяния создает в первичной обмотке ЭДС eS1, называемую электродвижущей силой рассеяния. Так как основной поток Ф замыкается по магнитопроводу, а поток рассеяния ФS1 в основном по воздуху, то основной поток будет во много раз больше потока рассеяния (Ф>>ФS1), следовательно, и ЭДС, наводимые этими потоками в первичной обмотке, будут тоже существенно различаться по величине (E1>>ES1).
При синусоидальном напряжении u1 ЭДС e1 и e2 тоже синусоидальны, а следовательно, и поток Ф, создающий их, синусоидален. Однако вследствии магнитного насыщения магнитный поток трансформатора непропорционален намагничивающему току. Поэтому при синусоидальном потоке Ф намагничивающий ток i является несинусоидальным. При исследовании процессов в трансформаторе действительную кривую намагничивающего тока заменяют либо эквивалентной синусоидой с тем же, что и у действительной кривой, действующим значением, либо его первой гармоникой.
Действующие значения индуктированных ЭДС в обмотках трансформатора при холостом ходе определяются по формулам, известным из электротехники:
где w1 и w2 – числа витков первичной и вторичной обмоток;
f – частота ЭДС и тока, Гц;
Разделив E1 на E2, получим коэффициент трансформации трансформатора:
(7.7)
В двухобмоточных трансформаторах согласно ГОСТ 16110-80 при определении коэффициента трансформации берется отношение высшего напряжения к низшему и поэтому значение «n» всегда больше единицы.
Коэффициент трансформации n, как уже отмечено, приближенно определяется из опыта холостого хода трансформатора по отношению напряжений на зажимах обмоток
Контур намагничивания. Трансформатор фактически представляет собой две электрические цепи (первичная и вторичная обмотки), связанные магнитным полем, что усложняет расчет самого трансформатора и анализ его работы. По этой причине в теории и инженерной практике исходную схему трансформатора (рис. 7.6) заменяют схемой электрической цепи без взаимоиндукции (рис. 7.7).
В такой эквивалентной схеме электрической цепи математическое описание процессов чаще всего ведут с использованием алгебраических уравнений, записываемых для комплексных действующих напряжений и токов.
Рисунок 7.7 – Эквивалентная электрическая схема замещения трансформатора в режиме холостого хода.
Действие противо-ЭДС E 1 можно представить в виде падения напряжения от тока I10 = I на некотором полном сопротивлении Z m:
где – параметр, характеризующий магнитную цепь трансформатора и называемый полным сопротивлением контура намагничивания;
rm– активное сопротивление контура намагничивания, определяемое потерями в стали трансформатора;
хm – индуктивное сопротивление контура намагничивания, определяемое потокосцеплением основного потока с первичной и вторичной обмотками при токе в первичной обмотке, равном I (при отсутствии тока во вторичной обмотке).
Таким образом, сопротивление Zm обусловлено потерями в стали магнитопровода и намагничивающей МДС холостого хода (I×w1) первичной обмотки трансформатора.
Поток рассеяния ФS1 замыкается в основном по воздуху и, следовательно, практически не создает никаких потерь в стали. Значит, ЭДС рассеяния ES1 можно заменить падением напряжения только на индуктивном сопротивлении первичной обмотки x1, обусловленном потокосцеплением рассеяния YS1 первичной обмотки с её витками при соответствующем токе в обмотке
(7.9)
Величину x1 называют индуктивным сопротивлением рассеяния первичной обмотки.
Замена ЭДС рассеяния ES1 падением напряжения US1 от тока I на сопротивлении x1 делает более наглядной роль потока рассеяния: он создает индуктивное падение напряжения в первичной обмотке трансформатора, не участвуя в передаче энергии из одной обмотки в другую.
Уравнения равновесия напряжений. Эти уравнения удобно записать для комплексной схемы замещения трансформатора, работающего в режиме холостого хода (рис. 7.8)
Рисунок 7.8 – Комплексная схема замещения трансформатора в режиме холостого хода
При синусоидальном напряжении U 1 и эквивалентном синусоидальном токе I уравнения равновесия напряжений для первичной и вторичной цепей трансформатора при холостом ходе записываются в следующем виде:
(7.10)
где – полное комплексное сопротивление первичной обмотки трансформатора;
r1 – активное сопротивление первичной обмотки (обычно r На основании вышеизложенного можно сделать ряд выводов .
1. Режим холостого хода характеризуется тем, что по отношению к сети трансформатор представляет комплексную нагрузку почти индуктивного характера, при которой приложенное напряжение U 1 опережает ток холостого хода I на угол, близкий к 90 0 . Работа трансформатора в этом режиме вследствие значительной потребляемой из сети реактивной мощности является нежелательной.
2. Так как величины падений напряжений Ir1 и IхS1 составляют лишь несколько процентов от приложенного напряжения, то векторы E 1 и E 2 сдвинуты по отношению к вектору U 1 на угол, близкий к 180 0 . При этом величины векторов U 1 и E 1 отличаются незначительно. Поэтому практически коэффициент трансформации можно с достаточной степенью точности определить из отношения напряжений обмоток трансформатора при холостом ходе, т.е.
(7.11)
Опыт холостого хода. Режим холостого хода трансформатора обычно исследуют опытным путем с использованием двух вольтметров, амперметра и ваттметра. При этом к первичной обмотке трансформатора (рис. 7.7) подводится номинальное напряжение U10 = U1Н. На зажимы вторичной обмотки включается вольтметр с большим внутренним сопротивлением, позволяющий измерять напряжение U20»Е2.
В опыте холостого хода определяются:
а) ток холостого хода I (по показанию амперметра, включенного в первичную цепь). При U10 = U1Н ток I не должен превышать (3-10%) I1Н;
б) потери в стали магнитопровода трансформатора Pст (по показаниям ваттметра) P = I 2 r1 + Pст » Pст, так как потерями в меди первичной обмотки ввиду малости тока I и сопротивления r1 можно пренебречь ;
в) коэффициент трансформации n (по показаниям вольтметров в первичной и вторичной цепях)
г) коэффициент мощности cosj (по показаниям вольтметра, амперметра и ваттметра в первичной цепи)
;
д) параметры схемы замещения трансформатора при холостом ходе:
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные. 9163 – | 7338 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
U – напряжение (В).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Пределы регулирования сварочного тока Iсв трансформатора ТД-300 составляют 60. 400 А. Напряжение холостого хода 61 и 79 В. Рабочее напряжение равно 30 В.
Основными элементами сварочного трансформатора (рис. 6, 7) являются:
неподвижные катушки с первичной обмоткой;
подвижные катушки со вторичной обмоткой.
Величину сварочного тока регулируют изменением расстояния между первичными и вторичными катушками благодаря подвижным вторичным катушкам.
Катушки первичной обмотки неподвижны. Катушки вторичной обмотки лежат на большой плоской гайке. При вращении рукоятки, соединенный с ней винт вкручивается в эту гайку. Винт через упорный подшипник связан с корпусом трансформатора. При вращении рукоятки винта гайка поднимается или опускается по винту вместе с вторичной обмоткой. Происходит плавное изменение силы сварочного тока.
При увеличении расстояния между обмотками уменьшается магнитный поток, пронизывающий вторичную катушку. Чем больше зазор, тем большая часть магнитного потока теряется за счет рассеивания в пространстве. Поэтому сварочный ток уменьшается. Уменьшение расстояния между обмотками приводит к увеличению тока.
1.4. Режимы работы сварочного трансформатора
Действие сварочного трансформатора основано на явлении электромагнитной индукции.
Режим холостого хода трансформатора (рис. 8) устанавливают при разомкнутой вторичной обмотке в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом по первичной обмотке идет ток I1, который создает переменный магнитный поток Ф1. Этот поток индуцирует во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, то ток в ней не идет I2 = 0 и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение на холостом ходе максимально и эту величину называют напряжением холостого хода U2 = Uхх.
Отношение напряжений первичной и вторичной обмоток при холостом ходе называют коэффициентом трансформации К. Он также равен отношению чисел витков первичной обмотки w1 и вторичной обмотки w2.
(6)
В сварочных трансформаторах сетевое напряжение 220 В или 380 В преобразуется в более низкое напряжение холостого хода U2= Uхх = 60. 80В,
Режим нагрузки (см. рис. 8) устанавливают благодаря замыканию цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2 во вторичной обмотке и дуге появляется ток I2 = Iсв. Этот ток в сердечнике создает переменный магнитный поток, который стремится уменьшить величину потока, создаваемого первичной обмоткой Фк Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение потребления энергии в первичной обмотке должно быть равно увеличению отдачи энергии дуге вторичной обмоткой в соответствии с законом сохранения энергии.
Напряжение во вторичной обмотке трансформатора при нагрузке равно
где Uд – падение напряжения на дуге; XL – индуктивное сопротивление сварочного контура.
Омическое сопротивление сварочного контура R, включая вылет электрода, значительно меньше индуктивного сопротивления ХL. По этой причине при расчете U2 величиной R пренебрегаем.
Часть магнитного потока Фр по пути от первичной обмотки ко вторичной рассеивается в пространстве. Магнитный поток рассеивания тем больше, чем больше расстояние между обмотками (см. рис. 7 и 8). В результате вторичную обмотку пронизывает магнитный поток Ф2. Падающая внешняя вольтамперная характеристика сварочного трансформатора получается благодаря изменению величины рассеивания магнитного потока Фр.
При этом напряжение дуги Uд уменьшается Uд = U2 – Iсв·XL при увеличении силы сварочного тока Iсв и индуктивного сопротивления XL.
Как показано на рис. 9, регулировать трансформатор можно:
изменяя индуктивное сопротивление сварочного трансформатора XL
измененяя напряжение холостого хода Uхх.
Первый способ более распространен и позволяет плавно регулировать сварочный ток. Второй способ применяют как дополнительный. Как правило трансформатор имеет одну или две фиксированные величины Uхх и U’хх. U’хх получают, устанавливая дополнительные секции в первичной или вторичной обмотках. При величине напряжения холостого хода U’хх, как и при Uхх можно плавно регулировать индуктивное сопротивление ХL, а следовательно сварочный ток Iсв и ток короткого замыкания Iкз.
Плавное двухдиапазонное регулирование тока позволяет уменьшить массу и габариты трансформатора. Для получения диапазона больших токов обе катушки первичной и вторичной обмоток включаются попарно параллельно, как показано на рис. 6. Для получения диапазона малых токов катушки первичной и вторичной обмоток включаются последовательно.
Регулирование сварочного тока Iсв (как и Iкз ) при постоянном напряжении холостого хода трансформатора Uхх возможно только за счет изменения индуктивного сопротивления.
В существующих конструкциях трансформаторов регулирование индуктивного сопротивления вторичной цепи может быть выполнено:
изменением расстояния между первичной и вторичной обмотками;
изменением зазора магнитопровода дросселя, выполненного отдельно от трансформатора.
Первый вариант интересен простой и надежной конструкцией. Однако если сваривать необходимо на расстоянии 10. 40 метров от трансформатора, то отдельный регулятор будет всегда под рукой у сварщика. Он весит значительно меньше трансформатора. Поэтому его легче перемещать.
При коротком замыкании электрод касается изделия Кд = 0. Напряжение во вторичной обмотке U2 = Iкз • XL.
Следовательно регулирование тока короткого замыкания возможно только за счет изменения индуктивного сопротивления ХL.
Сварочные трансформаторы Российского производства
Страница 1 из 4
Cварочные трансформаторы предназначены для использования в качестве источника питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током. Также сварочные трансформаторы предназначены для ручной дуговой сварки покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей. Положительные особенности сварочных трансформаторов — простота конструкции, а следовательно, и ее надежность, легкость в обслуживании и низкая цена. Отрицательным по отношению к сварочным выпрямителям является значительный вес и большие габариты. Самый существенный недостаток сварочного трансформатора состоит в том, что сварка производится переменным током, а это негативно сказывается на качестве сварного шва.
Каталог продукции Российского производства: сварочные трансформаторы различных российских производителей (модельный ряд «ТДМ, ТДФЖ, ТП3, НТС, БСН». Описание и технические характеристики.
| Описание:
Технические характеристики: |
| Описание:
Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
— интервал температур от -40 °С до +40 °С; — относительная влажность воздуха не более 80% при температуре +15 °C; — высота над уровнем моря не более 1000 м. Не допускается использование трансформатора в среде насыщенной пылью, во взрывоопасной среде, а также в среде содержащей едкие пары, газы или металлическую пыль. Трансформатор предназначен для подключения только к промышленным сетям. Технические характеристики: |
| Описание:
Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Трансформатор имеет следующие технические решения: -Плавная регулировка сварочного тока в одном диапазоне -Отказ от подвижных обмоток -Легкое зажигание и устойчивое горение дуги -Медные обмотки трансформатора -Изоляция Du Pont -Естественное охлаждение. Технические характеристики: |
| Описание:
Трансформатор соответствует требованиям ТУ 3441-001-24154334-2002 Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Трансформатор может использоваться как для бытовых, так и для производственных целей, главным образом при изготовлении, монтаже и ремонте оборудования, строительных конструкций, исходя из возможностей трансформатора. Технические характеристики: |
| Описание:
Трансформатор может использоваться как для бытовых, так и для производственных целей, главным образом при изготовлении, монтаже и ремонте оборудования, строительных конструкций, исходя из возможностей трансформатора. Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Технические характеристики: |
| Описание:
Трансформатор имеет следующие технические решения: Технические характеристики: |
| Описание:
Трансформатор имеет следующие технические решения: Технические характеристики: |
Подключение сварочного аппарата — Electricdom.ru
Сварочный аппарат – это преобразователь напряжения и тока, которые необходимы для получения дуги между электродом и металлом. Производители сварочных аппаратов стараются создать как можно лучшие условия специалисту при его работе.
Прежде всего, в работе играет играет роль диапазон сварочного тока (образно говоря, мощность аппарата). Для сварки заборов, решеток и др. конструкций достаточно электрода до 4 мм, и сварочный ток в этом случае будет колебатьсяв пределах 180-220 А. Также играет роль Ux.x. (напряжение холостого хода), чем оно выше, тем легче зажечь дугу. Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного тока, то шов будет качественнее и ровнее.
У сварочного аппарата есть ручка для регулировки тока (у трансформатора регулируется сердечник), ток уменьшается или увеличивается. На вторичной обмотке сварочного трансформатора меньше
витков чем на первичной, это необходимо для увеличения тока.
При подключении сварочного аппарата необходимо посмотреть, на какое напряжение он рассчитан, если и на 220 В и на 380 В, надо переключить соответствующий переключатель.
Для подключения сварочного аппарата на 220В в сеть 380В необходимо подключить к питающему автомату один провод на фазу, другой на нейтраль, третий провод подключить к защитному нулевому проводнику для защиты корпуса. Для подключения бытового сварочного аппарата на 380 В к автомату (необходимо убедиться, что автомат по номинальному току достаточен для работы сварочного аппарата) подключить питающие концы к любым двум фазам, а также подключить третий провод к защитному нулевому проводнику для защиты корпуса. Если не видно, где вход, а где выход сварочного трансформатора — толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Сварочный аппарат Nordika 3200
Сварочный трансформатор NORDIKA 3200 предназначен для ручной дуговой сварки переменным током низкоуглеродистых и низколегированных сталей. Аппарат оборудован вентилятором и защитой от перегрева, укомплектован кабелями, электрододержателем, клеммой заземления, маской, щеткой и молоточком. Производитель фирма TELWIN.
Характеристики:
Напряжение питания, 220-380 В
Потребляемая мощность, 3,5 кВт
Максимальный потребляемый ток, 16 А
Напряжение холостого хода, 48 В
Сварочный ток, 55-190 А
Диаметр электродов, 2-4 мм
Вес, 20 кг
Габариты, 650х325х425 мм
На сердечнике, сделанном из трансформаторной стали, размещены две обмотки — первичная и вторичная. В аппаратах такого типа одна обмотка закреплена статично, а вторая передвигается относительно первой по сердечнику. Именно этим перемещением и осуществляется регулировка силы тока.
Чтобы определить допустимую мощность сварочного аппарата для определенной электропроводки, нужно напряжение сети умножить на максимальное значение тока, указанное на автомате вводного щитка.
При увеличении тока (сварочного) на вторичной обмотке трансформатора уменьшается напряжение, мощность должна оставаться одной и той же (свойство трансформатора).
Источники сварочного тока Консультанты по сварочным инверторам, Источники сварочного тока, сварочные аппараты и другие системы сварки и резки
ИСТОЧНИКИ СВАРОЧНОГО ПИТАНИЯ
Напа.Рави
Arcraft Plasma Equipments (I) Pvt Ltd.
РЕЗЮМЕ
Введение в источники питания для сварки, различные типы, области применения, полезные определения, относительные преимущества и недостатки, что такое инвертор в целом, различные силовые полупроводники, используемые в инверторах, различные топологии конструкции, сварочные инверторы Arcraft и сравнение затрат.
1. ВВЕДЕНИЕ
- W пайка – это процесс соединения двух металлов. Для соединения двух металлов требуется огромное количество тепла. Это тепло создается в виде электрической дуги. Для создания этой дуги требуется источник питания.
- E ver С тех пор, как процесс сварки вошел в область машиностроения, в области источников сварочного тока постоянно происходят инновации.
- T Выбор источника сварочного тока зависит от процесса сварки.
- T здесь два типа источников сварочного тока.
1. источники питания постоянного тока.
2. источники питания постоянного напряжения. - Источник постоянного тока используется в процессах сварки MMAW и TIG.
- MMAW означает ручную дуговую сварку металлическим электродом.
- TIG означает сварку вольфрамовым электродом в среде инертного газа.
- Источник постоянного напряжения используется в процессах сварки MIG/MAG и SUBARC.
1.MIG означает сварку металлов в среде инертного газа.
2.MAG означает сварку металлов в активном газе.
3. SUBARC означает дуговую сварку под флюсом. - O В нашем обсуждении будут рассмотрены источники питания, которые используются в процессах сварки MMAW и TIG
- Мы можем понять, что сварку можно проводить с помощью
1. Источник питания переменного тока.
2.Источник питания постоянного тока. - Ниже приведены типы источников сварочного тока, которые можно различать по параметрам, основанным на значениях.
2. РАЗЛИЧНЫЕ ТИПЫ ИСТОЧНИКОВ СВАРОЧНОГО ПИТАНИЯ.
2.А. Источники питания переменного тока
A1.Сварочный трансформатор постоянного тока.
A2. Трансформатор сварочный переменного тока (шунтового магнитного типа).
а) Движущийся утюг
б) Подвижная катушка
2.Б. Источники питания постоянного тока.
B1.Источник сварочного тока преобразовательного типа (сварочный выпрямитель).
B2. Тиристорный сварочный выпрямитель.
B3.Источник сварочного тока на основе прерывателя.
B4. Инверторный источник сварочного тока.
3. НЕКОТОРЫЕ ПОЛЕЗНЫЕ ОПРЕДЕЛЕНИЯ
1. Коэффициент мощности: отношение активной мощности к сумме активной и реактивной мощности. Следует отметить, что это векторная сумма, а не алгебраическая сумма.
2. Входная кВА: это произведение приложенного напряжения и тока, потребляемого от входного источника питания.
3. Входная мощность, кВА, одна фаза: входное напряжение X входной ток
4.Вход кВА, три фазы: %3 X Входное напряжение X Входной ток
5. Входная мощность: %3 X входное напряжение X входной ток X коэффициент мощности
6. Выходная мощность: выходное напряжение X выходной ток
7. Выходная мощность: Входная мощность X КПД
8. Напряжение холостого хода: это напряжение на выходных клеммах источника сварочного тока, когда сварка не выполняется.
9.Напряжение нагрузки: это напряжение, доступное на выходных клеммах источника сварочного тока во время сварки, выраженное в вольтах.
10. Сварочный ток: это ток, потребляемый от источника сварочного тока, указанный в амперах.
11. Входной ток без нагрузки: это ток, потребляемый от входного источника питания, когда сварка не выполняется.
12. Скорость осаждения: это вес материала, осажденного в единицу времени, выраженный в кг/час или кг/мин, при заданном наборе условий.Это также зависит от источника питания. Он снижается из-за брызг и дыма. В типичном испытании оно увеличивается примерно на 15–20 % при использовании сварочных инверторов.
13. Скорость плавления/выгорания: это скорость, с которой электрод определенного размера плавится при заданном токе и выражается в см/мин. Он быстро увеличивается по мере увеличения тока специально для электродов малого диаметра.
4. ОБСУЖДЕНИЕ РАЗЛИЧНЫХ ТИПОВ
4.А1. Сварочный трансформатор постоянного тока.
Преимущества:
1.Очень низкие первоначальные инвестиции
2.Простой в использовании и обслуживании.
Недостатки:
1. Очень высокий ток без нагрузки.
2. Нет контроля тока. Ток фиксированный, также зависит от электрода и входного напряжения.
3. Очень неэффективно.
4.Очень низкий коэффициент мощности.
5. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
6. Из-за 3 высоких эксплуатационных расходов.
7. Плохое качество сварного шва.
8.Грубая сила тока.
9.Сварка на малых токах вообще невозможна.
10. Громоздкое оборудование, поэтому занимает большую площадь.
11. Плохая переносимость.
12. Сварка TIG/аргон невозможна.
13. Сварка цветных металлов невозможна.
14. Более низкая скорость осаждения и эффективность осаждения.
4.А2. Сварочный трансформатор переменного тока (шунтового магнитного типа).
| Подвижное ядро или Движущийся утюг |
Преимущества:
1.Очень низкие начальные инвестиции
2. Простота использования и обслуживания
Недостатки:
1. Очень высокий ток без нагрузки.
2. Очень неэффективно.
3.Очень низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет очень большой ток от электроустановки. (см. таблицу).
5. Из-за 3 высоких эксплуатационных расходов.
6.Плохое качество сварки.
7. Лучший контроль тока по сравнению с предыдущим типом, но неудовлетворительный.
8. Громоздкое оборудование, поэтому занимает большую площадь.
9. TIG/аргонная сварка невозможна.
10.Сварка на малых токах невозможна.
11. Плохая скорость осаждения и эффективность
4.В2. Тиристорный сварочный выпрямитель.
Преимущества:
1.Умеренные начальные инвестиции
2.Простой в использовании.
3. Умеренные навыки, необходимые для обслуживания оборудования.
Недостатки:
1. Высокий ток без нагрузки.
2. Эффективность лучше, чем в предыдущих случаях, но не высокая.
3. Низкий коэффициент мощности.
4. Из-за 1 и 2 потребляет большой ток от электроустановки.
5.Из-за 3 эксплуатационные расходы высоки.
6. Низкая скорость управления.
7. Лучшее качество сварного шва по сравнению с предыдущими типами.
8. Лучший контроль тока по сравнению с предыдущими типами.
9. Громоздкое оборудование, следовательно, занимает большую площадь.
10. Плохая переносимость.
11. Средняя скорость осаждения и эффективность.
5. ЧТО ТАКОЕ ИНВЕРТОР?
Инвертор, используемый в сварочном приложении, работает, как показано ниже.
- Напряжение сети переменного тока используется в качестве входного сигнала сварочного оборудования.
- Он соответствующим образом отфильтрован и выпрямлен.
- Это выпрямленное напряжение фильтруется, чтобы сделать его чистым постоянным током.
- Это постоянное напряжение подается на вход коммутационного устройства через высокочастотный силовой трансформатор.
- Поскольку эта частота переключения очень высока, размер этого трансформатора становится очень маленьким по сравнению с его аналогами.
- Выход трансформатора соответственно понижен.
- Это пониженное переменное напряжение снова выпрямляется с помощью диодов с быстрым восстановлением.
- Этот выход используется для сварки.
- Используются подходящие средства контроля и методы обратной связи.
6. ХАРАКТЕРИСТИКИ СИЛОВЫХ ПОЛУПРОВОДНИКОВЫХ УСТРОЙСТВ, ИСПОЛЬЗУЕМЫХ В ИНВЕРТОРАХ
6а.Тиристоры/тиристоры (кремниевые выпрямители)
- Доступны устройства очень большой емкости, которые очень прочны.
- Очень низкая рабочая частота, которая находится в пределах звукового диапазона.
- Привод ворот прост и эффективен.
- Следовательно, размеры и вес оборудования велики.
- Так как рабочая частота попадает в звуковой диапазон, сварка очень шумная.
- Так как коммутация принудительная, большое и большее количество компонентов.
- Скорость регулирования тока низкая, поэтому очень низкий сварочный ток невозможен.
- Большие начальные импульсные токи.
- Сильное разбрызгивание и дым. Плохое качество сварки.
- Большой внутренний нагрев из-за большого циркулирующего тока.
6б.BJT (транзисторы с биполярным переходом)
- Все вышеперечисленные недостатки устранены, но требует громоздкого и неэффективного базового привода, который сложен и не подходит для больших мощностей.
- Мощные транзисторы чрезвычайно дороги.
- Поскольку технология IGBT и MOSFET совершенствуется, для этих устройств в сварочном применении нет места.
6с.МОП-транзисторы (полевые транзисторы на основе оксидов металлов и полупроводников)
- В данном устройстве основание заменено калиткой.
Привод ворот прост и чрезвычайно эффективен.
Очень высокая скорость переключения, и, следовательно, размеры трансформатора становятся небольшими.
Возможна работа до 100 кГц. - При больших рабочих циклах и более высоких мощностях размер сердечника трансформатора должен быть выбран соответствующим образом, чтобы соответствовать соответствующему размеру медного проводника.
- Устройства большой емкости не пользуются популярностью из-за их стоимости и доступности.
- Следовательно, используется в источниках питания малой и средней мощности.
6д. БТИЗ (биполярные транзисторы с изолированным затвором).
- Это комбинация BJT и MOSFET.
- Очень простой и эффективный привод ворот.
- Устройства большой емкости доступны по разумной цене.
- Сокращает время сборки и обслуживания.
Возможна работа значительно выше звукового диапазона и, следовательно, бесшумная работа. - Доступно только устройство для источников питания большой мощности. Потери мощности сравнимы с полевыми МОП-транзисторами при малой мощности и меньше при средней и большей мощности.
- Таким образом, можно применять концепции проектирования строительных блоков.
7.ПРОЕКТНЫЕ ТОПОЛОГИИ.
а. Резонансные источники питания.
б. Источник питания ШИМ. (широтно-импульсная модуляция)
7.а. Резонансные источники питания несут в себе недостаток большого циркулирующего тока, громоздкости из-за коммутационных цепей. Следовательно, они менее эффективны. Они предлагают меньшую полосу пропускания управления и, следовательно, большие изменения тока невозможны. Они производят меньше электромагнитных помех.Следовательно, они относятся к старому поколению сварочных аппаратов. Они используются на очень высоких частотах, обычно от 400 кГц до 1000 кГц, в области связи, где электромагнитные помехи вызывают серьезную озабоченность.7.б. Источники питания с ШИМ — это выбор дня, поскольку они обеспечивают крупное и быстрое управление. Проблема электромагнитных помех соответствующим образом уменьшается с помощью фильтров. Они обеспечивают широкий контроль тока, обычно от 3 до 400 А, что является очень широким диапазоном. Они предоставляют прекрасную возможность включить больше функций.Скорость коррекции исключительно выгодна для контроля скачков тока, что необходимо при сварке TIG. Метод ШИМ обеспечивает плавное регулирование тока короткого замыкания, очень хорошую способность повторного зажигания дуги. И, следовательно, это новейший и лучший выбор для сварки.
7. ЧЕМ ОБОРУДОВАНИЕ САМОЛЕТА ЛУЧШЕ ДРУГОГО?
1. Предназначен для более широких колебаний входного напряжения.
2.Рассчитан на более широкие колебания температуры окружающей среды.
3. Защита от пониженного напряжения, перенапряжения, однофазного включения и перегрева.
4. Предоставляется столько функций, сколько требуется по выбору клиента.
5. Всплеск тока отсутствует, запускается от установленного значения тока.
6.Очень большой выбор моделей.
7.Проверено на качество.
8. Оригинальный дизайн и простота обслуживания.
9. Обученный персонал для оказания услуг на пороге вашего дома.
10.Очень малое время простоя, так как все запасные части легко доступны.
11. За счет высокой рабочей частоты инвертора очень низкая пульсация, благодаря чему сварочный ток ровный и стабильный. Получается отличное качество сварки.
12. Равномерный сварной шов, низкий уровень разбрызгивания и меньшее выделение дыма.
13.Очень высокая скорость осаждения и эффективность.
14. Новейшая технология ШИМ с использованием IGBT.
СРАВНЕНИЕ
- Допустим, используется электрод для дуговой сварки диаметром 4 мм
- Требуется сварочный ток 160 А при напряжении около 24 В
- Выходная мощность = 160 A X 24 В = 3840 Вт или 3.840 кВт
- Входное напряжение составляет 230 В переменного тока в случае однофазного источника питания и 415 В переменного тока в случае трехфазного источника питания. При сравнении в реальных измерениях входное напряжение и выходное напряжение должны быть точно измерены.
| Параметр | Сварочный трансформатор | Сварочный выпрямитель | Сварочный инвертор |
| Ток холостого хода | от 4 до 5 А | от 4 до 5 А | 0.от 3 до 0,5 А |
| Коэффициент мощности без нагрузки | 0,2 | 0,2 | 0,99 |
| Питание без нагрузки | от 400 до 500 Вт | от 400 до 500 Вт | от 50 до 100 Вт |
| Выходная мощность | 3.84кВт | 3,84 кВт | 3,84 кВт |
| Эффективность | 0,6 | 0.6 | 0,9 |
| Потребляемая мощность | 6,4 кВт | 6,4 кВт | 4.27 кВт |
| Входной коэффициент мощности | от 0,5 до 0,6 | 0,6 | 0,95 |
| Вход кВА | 12.от 8 до 10,66 при 230В, 1ф | 10,66 на 415В, 3 фазы | 4,5 на 415В, 3 фазы |
| Входной ток | от 55 А до 46 А | 14.8 А | 6,3 А |
| Потребляемая мощность в течение 8 часов в день | 51,2 кВтч | 51,2 кВтч | 34.16 кВтч |
| Потребляемая мощность за 250 дней в году | 12 800 кВтч | 12 800 кВтч | 8540 кВтч |
| Стоимость электроэнергии @ 5 рупий за кВтч | 64 000 рупий | 64 000 рупий | 42 700 рупий |
| Превышение стоимости по сравнению с инвертором | 21 300 рупий | 21 300 рупий | — |
| Превышение входного тока от источника питания | 48 А | 8.5 А | — |
| Экономия эксплуатационных расходов, как указано выше | — | — | 21 300 рупий |
| Экономия входного тока | — | — | 8.от 5А до 48А |
| Экономия установленной мощности | — | — | 6.1 кВА до 11,0 кВА |
Следовательно, существует экономия в размере 21 300 рупий в год, если машина используется в течение одного года в течение 250 дней по 8 часов в день, то есть 2000 часов в год. Мы можем рассчитать то же самое для заданного количества машин и использованных часов, что значительно снизит бремя затрат
Также мы можем рассчитать экономию установленной мощности, что также сэкономит на счетах за электроэнергию.
Этот расчет сделан для электрода диаметром 4 мм, а для электродов большего размера экономия будет увеличиваться.
Выбор трансформатора
Выбор трансформатора
Руководство по выбору размера однофазного или трехфазного трансформатора.
Однофазный
Однофазный трансформатор предназначен для преобразования однофазного или трехфазного входного (источника) напряжения в однофазное выходное (нагрузочное) напряжение, необходимое для вашего оборудования.Чтобы выбрать правильный однофазный трансформатор, необходимо сначала определить:
|
1) Устанавливаемое оборудование работает от однофазной сети (см. паспортную табличку оборудования или руководство по установке). |
4) Частота в герцах (циклах в секунду) входного (источника) напряжения должна быть равна рабочей частоте питаемого оборудования. Выбранный трансформатор должен работать на той же частоте. Типичная рабочая частота составляет 60 Гц. |
Как использовать график полной нагрузки для определения кВА А) Определите вторичное напряжение вашего трансформатора. Таблица токов полной нагрузки (1-фазный трансформатор)
|
Рабочие токи при полной нагрузке однофазного двигателя переменного тока в амперах и рекомендуемые номиналы трансформатора
номинальные значения кВА включают 10% избыточную мощность для частых пусков двигателя. *Для двигателей на 200 В увеличьте номинальные значения 220–240 В на 15 %. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Трехфазный
|
Трехфазный трансформатор предназначен для преобразования трехфазного входного (источника) напряжения в однофазное и трехфазное выходное (нагрузочное) напряжения, необходимые для вашего оборудования. Чтобы правильно выбрать трехфазный трансформатор, необходимо сначала определить: 1) Устанавливаемое оборудование работает от трехфазной сети .Примечание: Если однофазное и трехфазное оборудование составляет нагрузку, однофазное и трехфазное оборудование составляет нагрузку, однофазное оборудование подключается только к одной фазе трансформатора. Общая нагрузка часто является комбинацией различных нагрузок (т. е. освещения, обогревателей, двигателей). Вы должны рассчитать эти отдельные нагрузки и сложить их, чтобы получить общую нагрузку трансформатора. Выбранный трансформатор должен иметь номинальную мощность в кВА, равную или превышающую требования нагрузки. Примечание. Трехфазный трансформатор следует выбирать таким образом, чтобы ни одна фаза не была перегружена. Если вы подключаете однофазную нагрузку к одной фазе трехфазного трансформатора, вы должны рассчитывать нагрузку так, как если бы она нагружала все три фазы. Таблица тока полной нагрузки— 3-фазный трансформатор?
|
Рабочие токи трехфазного двигателя переменного тока при полной нагрузке в амперах и рекомендуемые номиналы трансформатора
номинальные значения кВА включают 10% избыточную мощность для частых пусков двигателя. * Для двигателей на 200 В увеличьте номинальные значения 220–240 В на 15 %. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
T. J. Оборудование для сварки сопротивлением снегу, расходные материалы и услуги
Обеспечивает более прочные биметаллические сварные швы и более длительный срок службы электрода при меньшей деформации детали.
Характеристики преобразователя частоты- Надежное формирование наггетсов и улучшенное качество сварки без обратной связи без разбрызгивания.
- Встроенная функция мониторинга
- High Speed, подходит для автоматизированных систем (более 5 сварок в секунду).
- 4-канальный селектор трансформатора снижает затраты (IP-215A, IP-217A)
Как работают источники питания с инвертором частоты
Трехфазный полностью выпрямленный постоянный ток многократно включается и выключается полупроводниковыми переключателями S1 S2, создавая переменный ток (более 1 кГц).Этот ток протекает через сварочный трансформатор Tw, а ток I выпрямляется на вторичной обмотке трансформатора и течет к головке H. Сварочный ток легко регулируется, а отклик быстрый, поскольку КПД и коэффициент мощности превосходны. Кроме того, из-за небольшого размера трансформатора эти источники питания идеально подходят для включения в автоматизированные системы.
Обеспечение качества с вторичным регулятором постоянного тока
Изменения сопротивления во время сварки обнаруживаются и передаются обратно в блок управления.Схема преобразователя частоты используется для поддержания фиксированной мощности во время сварки (мощность = напряжение x ток). Преимущество этого типа контроля заключается в том, что надежные сварные швы могут быть получены независимо от колебаний напряжения источника питания или неравномерного сопротивления детали. Даже с шунтирующими или изношенными электродами можно получить качественные сварные швы без разбрызгивания и постоянной прочности даже при более низких давлениях.
Снижение затрат благодаря последовательной сварке
Селектор сварочного трансформатора MA-600A — (только для использования с IP-215A и IP-217A).
Особенности:
- Одновременное сжатие и последовательная сварка
- Один источник питания преобразователя частоты может использоваться с 4 сварочными трансформаторами.
- Сварочные графики могут быть установлены индивидуально для каждого сварного шва
- Произвольный запуск возможен с дополнительным ПЛК MIS-0104
Выберите источник питания и трансформатор, соответствующие вашим требованиям к сварке
Блок питания — пары трансформаторов
| Трансформаторы (ниже) | Источники питания с преобразователем частоты | Рекомендуемые области применения | ||
|---|---|---|---|---|
| ИП-215А | ИП-217А | ИС-217А | ||
| ИТ-500А | XX | XX | электронные пушки, миниатюрные реле | |
| ИТ-501 | XX | XX | лампы (вольфрамовая нить накаливания), клеммы для батареек | |
| IT-510A | XX | XX | Аксессуары из драгоценных металлов, головки ленты | |
| ИТ-511А | ХХ | ХХ | биметаллические контакты (никель, латунь, медь и т.д.) | |
| IT-512A | XX | XX* | Фьюзинг катушек, маски телевизионных трубок | |
| IT-530A | XX* | Клеммы электролитических конденсаторов, оправы для очков | ||
* Шовная сварка доступна с опциями
Для получения более общей информации о трансформаторах и источниках питания, в дополнение к таблицам ниже, есть еще одна таблица, в которой сравниваются все доступные блоки питания и трансформаторы.
Технические характеристики блока питания| Модель | ИП-215А | ИП-217А | ИС-217А | |
|---|---|---|---|---|
| Источник питания: | 220 В переменного тока +/-10 %, 3 фазы, 50/60 Гц | |||
| Контрольная частота: | 2 кГц | 1 кГц | ||
| Максимальный выходной ток: | 50 А | 200 А | ||
| Метод управления: | Постоянный ток, Постоянная мощность, Постоянный ток | Постоянный ток, Постоянная мощность |
||
| Спецификации сварки: | 7 Спецификации | 15 Спецификации | ||
| Настройки таймера: | Задержка сжатия | 0—>9999 мс / 0—>999 | ||
| Нарастание 1, 2 | 0—>49 мс | 0—>400 мс / 0—>20 | ||
| Сварка 1, 2 | 0—>99 мс | 0—>600 мс / 0—>36 | ||
| Охлаждение | 0—>99 мс | 0—>999 мс / 0—>99 | ||
| Падение | 0—>49 мс / 0—>9 | |||
| Удержание, Выкл. | 0—>999 мс / 0—>999 | |||
| Пульсация | 9 | |||
| Настройки нагрева: | Нагрев 1 | 0.20–2,00 тыс. лет назад | 0,40–4,00 тыс. лет назад | |
| 0,20—2,00 В | 0,40—4,00 В | 0,40—5,00 КА | ||
| Тепловая энергия 2 | 0,04–4,00 кВт | 0,16–9,99 кВт | 0,20–5,00 кВт | |
| Текущий монитор: | 0—9,99 KA | +/-0—>99% | ||
| Монитор напряжения: | 0–99,9 В | (только дисплей) | ||
| Монитор питания: | 0–9.99 кВт | +/-0—>99% | ||
| Вес: | 22 фунта. (10 кг) | 28,6 фунта (13 кг) | 28,6 фунта (13 кг) | |
| Внешние размеры (Ш x В x Г): | 5,6 x 10,6 x 17,2 дюйма (142 x 269 x 436 мм) | 6,8 x 10,6 x 18,3 дюйма x 10,6 x 18,3 дюйма (172 x 269 x 466 мм) |
||
Характеристики трансформатора
| Модель | ИТ-500А | ИТ-501А | ИТ-510А | ИТ-511А | ИТ-512А | ИТ-512А | |
|---|---|---|---|---|---|---|---|
| Номинальная Мощность: | 5 кВА | 4.5 кВА | 9 кВА | 7,9 кВА | 15,0 кВА | 17,2 кВА | |
| Максимум Входное напряжение: | 300 В | ||||||
| Вход Частота: | 2 кГц | 1 кГц | |||||
| Вторичное напряжение без нагрузки: | 6,25 В | 8,1 В | 6,5 В | 8,57 В | 12/10 В 9 | ||
| Максимальный ток:* | 2000 А | 1500 А | 4000 А | 3000 А | 4000 А | 4000 А | |
| Ставка сбора: | 8% | 7% | 6% | 5% | 5% | 7% | |
| Охлаждение: | — Воздушное охлаждение — | Водяное охлаждение 1.5 гал./мин (6 л/мин) |
|||||
| Вес: | 14,3 фунта. (6,5 кг) | 15,4 фунта. (7 кг) | 28,6 фунта. (13 кг) | 30,9 фунта. (14 кг) | 41,9 фунта. (19 кг) | 33,1 фунта. (15 кг) |
|
| Внешние размеры (Ш x В x Г): | 5,4 x 6,9 x 11 дюймов (138 x 176 x 280 мм) | 5,4 x 6,9 x 11,6 дюймов | 6 (138 x 17 15) 56 x 7,2 х 7.2 x 13.4 в (183 x 184 x 340 мм) | 7.2 x 7.2 x 14.2 (183 x 184 x 360 mm) | 70006 (183 x 184 x 410 мм) | 6.1 x 4,1 x 11,8 дюйма (155 x 105 x 300 мм) |
|
* Максимальный ток зависит от характеристик выпрямительного диода
** При времени сварки 15 циклов
Для получения дополнительной информации или помощи в выборе или оценке системы микросварки обращайтесь к Т. Дж. Сноу.
Генератор какого размера для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые находятся недостаточно близко к бытовой электросети
- Грузовик друга сломался на дороге
- Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой и может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Генератор какого размера мне нужен для сварочного аппарата на 180 А?
- Будет ли работать сварочный аппарат от генератора на 7000 Вт?
- Насколько большой сварочный аппарат вы можете запустить с генератором размера X?
На самом деле это одни и те же вопросы.Вы просто с разных точек зрения спрашиваете.
Вот как ты это делаешь
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перемещения между вольтами, амперами и ваттами:
Вольт x Ампер = Вт
Вольт : Техническое определение — «измерение разности электрических потенциалов между двумя точками».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Ампер : Амперы — это способ измерения электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварочный аппарат, умноженное на входной ток сварочного аппарата.
Определите входную мощность вашего сварочного аппарата
Шаг 1. Найдите уровни мощности и тока
Во-первых, вам нужно знать, какая мощность и ток необходимы вашему сварочному аппарату.Обычно эту информацию можно найти в руководстве.
Вот пример из руководства к PrimeWeld Stick 160.
Пример того, как определить уровни мощности и тока вашего сварочного аппаратаПосмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15 процентов» для расчетов, чтобы убедиться, что ваш портативный генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 вольт + 15% = 253 вольта
Шаг 2: Расчет входного тока
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим номера на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампера.
253 вольт x 32,9 ампер = 8323,7 ватт для вашей рабочей нагрузки на стороне 220.Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), что означает, что вам нужен сварочный аппарат. генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 В вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
На каждом электроинструменте и электроприборе имеется информационная этикетка, на которой указана электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Легко вычислить, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата. Для версии на 140 ампер умножьте:
Вход 120 В x 23 А = 2760 Вт
Однако это только БАЗОВЫЙ номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Производители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2760 Вт x 0,30 = 828 Вт
Добавьте этот 30-процентный запас прочности к базовому рабочему значению в 2760 Вт:
2760 + 828 = 3588
Это составляет 3600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Заметки на вынос:
- НЕ ЗАБЫВАЙТЕ , чтобы добавить заданный допуск, как в нашем примере было плюс-минус 15 процентов.ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный скачок напряжения. Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Входные значения также могут иметь другие имена
Иногда существует несколько различных типов электрических характеристик. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Максимальная мощность
- Максимальное напряжение
- В макс. или Vмакс.
- Uмакс или Uмакс
- U1макс
Входной ток
- Максимальная сила тока
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще одна единица, которую вы иногда видите на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для этого устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, который производит 6 кВА пиковой мощности, также рассчитан на 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD.Он представлен в процентах, например, «5 процентов THD».
Сварочные аппараты с питанием от трансформатора прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема связана с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, отметим, что в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания.Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы оснащены инверторными фильтрами, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-нибудь цифровое, сварочный аппарат с IGBT или MOSFET, вам нужно, чтобы THD был ниже 6 процентов.
Другие факторы, влияющие на ваш выбор
Проблемы с большой высотой
На больших высотах меньше кислорода.Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
В зависимости от высоты он может быть едва заметен, или его мощность может быть намного меньше. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам необходимо использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т.п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку для работы многих шлифовальных машин и сабельных пил требуется до 1800 Вт.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.
Вот неполный список распространенных устройств и их потребляемая мощность:
| Прибор | Рабочие Вт | Пусковая мощность |
|---|---|---|
| Кофеварка | 1750 | 0 |
| Микроволновая печь 625 Вт | 625 | 800 |
| Одиночная лампа CFL мощностью 60 Вт, эквивалентная | 15 | 0 |
| Радио | 50-200 | 0 |
| Комнатный кондиционер: 10 000 БТЕ | 1500 | 2200 |
| Мелкая бытовая техника | 200 | 1700 |
| 8 дюймов.Настольный шлифовальный станок | 1400 | 2500 |
| Мойка высокого давления: 1 л.с. | 1200 | 3600 |
| 7-1/4 дюйма. Циркулярная пила | 1400 | 2300 |
| Электрическая цепная пила: 14 дюймов. Бар, 2 л.с. | 1100 | 0 |
| 10 дюймов. Настольная пила | 1800 | 4500 |
| Сверло: 3/8 дюйма, 4 А | 440 | 600 |
| Сверло: 1/2 дюйма., 5,4 А | 600 | 900 |
| Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ | 500 | 725 |
| Зарядное устройство: 60 А с усилителем 250 А | 1500/5750 | 0 |
| Ноутбук | 65 | 0 |
| Компьютерный ЖК-монитор | 25 | 0 |
| Струйный принтер | 15 | 0 |
| Планшет | 12 | 0 |
| Зарядное устройство для сотового телефона | 10 | 0 |
Сколько времени работы?
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива.Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Вы должны убедиться, что он хорошо проветривается, защищен от столкновений или падающих предметов, шнуры могут безопасно добраться до вашей рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте его уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что выше 90 дБ, вредно для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура. По возможности подключайте устройства непосредственно к генератору.
Ваша кофеварка может варить, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
| Общая мощность | Шнур 10 калибра | Шнур 12 калибра | Шнур 14 калибра | Шнур 16 калибра |
|---|---|---|---|---|
| 2400 | 250 футов | 150 футов | 100 футов | 75 футов |
| 4800 | 125 футов | 75 футов | 50 футов | 25 футов |
| 7 200 | 60 футов | 35 футов | 25 футов | 10 футов |
| 9 600 | 30 футов | 15 футов | 10 футов | 0 |
| 12 000 | 15 футов | 0 | 0 | 0 |
Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов.Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Родственные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиков
Вот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
| Текущий уровень сварщика | Минимальный размер генератора | Рекомендуемый размер генератора |
|---|---|---|
| До 160 А | 7кВА 0р 7000 Вт | 8000+ Вт |
| 180–200 А | 8 кВА или 8000 Вт | 10 000+ Вт |
| 210-250А | 13 кВА или 13 000 Вт | 15 000+ ватт |
Лучшие генераторы для сварщиков
Я собираюсь взять с собой прочные портативные генераторы.
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это вознаграждение за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
| Модель | Чемпион 9375 | ДуроМакс XP12000EH | Силовая лошадь 9000ES |
|---|---|---|---|
| Рабочие Вт | 7 500 | 9 500 | 7 250 |
| Пусковая мощность | 9 375 | 12 000 | 9000 |
| Вес | 224 фунта | 224 фунта | 209 фунтов |
| Двигатель | Чемпион 420cc | DuroMax 18 л.с. | 520 дирхамов 12.2 л.с. |
| IGBT-безопасный | Нет (8-16% THD) | Нет (12 % THD) | Да |
| Розетки | – 120/240В 30А с замком (L14-30R) – (2) УЗО 120В (5-20R), – 120/240В 50А (14-50R) |
– (2) бытовых розетки 120 В GFCI – (1) розетка 120 В 30 А с поворотным замком – (1) розетка 240 В 30 А – (1) розетка 240 В 50 А |
– (4) 5-20R 120В-20А, – (1) L5-30R 120В-30А с замком, – (1) L14-30R 120/240В-30А с замком – (1) 12В пост. тока |
| Время работы | 8 часов при 1/2 нагрузки | 9 часов при 1/2 нагрузки 5 часов.при полной нагрузке |
9,6 часов при 1/2 нагрузки 5,7 часов при полной нагрузке |
| Уровень шума | 74 дБ | 74 дБ | 98 дБ |
| Дополнительно | Электростартер, комплект колес, счетчик моточасов | Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В | Электростартер, двухтопливный, комплект колес, отсечка при низком уровне масла |
| Где купить | Северный инструмент | Амазонка | Северный инструмент |
Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, на чем вы никогда не должны экономить; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
Никто никогда не говорил.
| Модель | PowerHorse 7500i | Цифровой гибрид Champion 8750 | Briggs & Stratton ELITE8000 |
|---|---|---|---|
| Рабочие Вт | 6 500 | 7000 | 8 000 |
| Пиковая мощность | 7 500 | 8 750 | 10 000 |
| Вес | 333 фунта | 155.4 фунта | 224 фунта |
| Двигатель | PowerHorse 420cc | Чемпион 420cc | Бриггс энд Страттон 420cc |
| IGBT-безопасный | Да (КНИ 1,5 %) | Да (≤ 3% THD) | Да (3-6% THD) |
| Розетки | – (4) 20А 120В GFCI, – (1) 50А 120/240В 14-50R, – (1) 30А 120/240В L14-30R, – (1) 30А 120В L5-30R, – (2 ) USB |
– (1) розетка 120/240 В 30 А с замком (L14-30R) – (4) бытовая розетка 120 В 20 А с защитой GFCI (5-20R) – 12 В пост. тока автомобильная |
– (4) бытовые розетки GFCI 120 В, – (1) розетки 120/240 В 30 А с замком |
| Время работы | 16 часов.при нагрузке 1/4 | 10,5 часов | 9 часов. при нагрузке 1/2 |
| Уровень шума | 55 дБ | 72 дБ | Нет рейтинга |
| Дополнительно | Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору | Электрический стартер, комплект колес, легкий и компактный | Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение |
| Где купить | Северный инструмент (бесплатная доставка) |
Амазонка | Амазонка |
Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с титаном мы обнаружили, что он может потреблять 140 ампер при мощности 2800 Вт.Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Вы можете запустить до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность Вт
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
Например, если в руководстве или на этикетке указано, что сварочному аппарату требуется входной ток 32 ампера, вам нужен генератор мощностью 7040 рабочих ватт и 9100 пиковых ватт.
Можно ли запустить сварочный аппарат на генераторе?
Короткий ответ: да, если выходная мощность генератора соответствует потребностям вашего сварочного аппарата.
Завершение: освободитесь и сваритесь снаружи
Каждый мастер и сварщик достигает момента, когда для дальнейшего совершенствования навыков требуются новые серьезные вызовы. Сварка на открытом воздухе или изолированная сварка может быть именно тем, что вам нужно.
Пришло время выйти из мастерской на свежий воздух со своим сварщиком.Эти генераторы предлагают способы расширить ваши возможности по ремонту и изготовлению таким образом, который просто невозможен в противном случае.
Связанное чтение : Лучший сварочный аппарат с приводом от двигателя
Ресурсы
https://www.northerntool.com/shop/tools/buyers-guides_generators
http://blog.hondaawnparts.com/modifying-your-honda-engine-for-high-altitude-use/
https://docs.google.com/viewer?url=https%3A%2F%2Fcsda.org%2Fwp-content%2Fuploads%2F2019%2F10%2FCSDA_BP021_Extension_Cords.пдф
http://help.championpowerequipment.com/article/dgn7qk3fzz-total-harmonic-distortion
Невозможно выполнить запрос
ВЫБЕРИТЕ перенаправление.*, site.domain как домен ОТ перенаправления ЛЕВЫЙ ПРИСОЕДИНЯЙТЕСЬ к сайту ON site.id = redirect.site_id ГДЕ 1 И `redirect`.incoming = 'ss-18/eaton-legacy -18 / PDFS / сухие трансформаторы. PDF 'Заказать по Redirect.id desc Limit 1
MySQL Ошибка : таблица’ qjkqvkkkkyw.redirect ‘не существует
Отладка :
| 0: |
|
