Как ультразвуковая обработка влияет на реологические свойства нефти различного состава. Какой эффект оказывает ультразвук на вязкость и температуру застывания парафинистых и высокопарафинистых нефтей. Почему ультразвуковое воздействие по-разному влияет на нефти с различным содержанием парафинов и смолисто-асфальтеновых компонентов.
Влияние ультразвуковой обработки на свойства нефти различного состава
Исследовано воздействие ультразвуковой обработки (УЗО) на вязкостно-температурные характеристики нефти с разным компонентным составом. Использовалась ультразвуковая установка с частотой 22 кГц и интенсивностью 10 Вт/см2. Время обработки варьировалось от 1 до 20 минут при температуре 25-30°C.
Результаты показали, что эффект УЗО существенно зависит от состава нефти:
- Для малопарафинистой высокосмолистой нефти (МПВСН) с высоким содержанием асфальтенов 2-минутная обработка снизила вязкость в 1,4 раза и температуру застывания на 5°C.
- У парафинистых высокосмолистых нефтей (ПВСН) с 19-29% смолисто-асфальтеновых компонентов (САК) вязкость уменьшилась в 1,3-3,2 раза, а температура застывания — на 3-33°C.
- Максимальный эффект наблюдался для нефтей с соотношением н-алканы:САК = 0,13-0,25.
- Для высокопарафинистой нефти с низким содержанием САК УЗО привела к ухудшению реологических свойств.
Механизмы воздействия ультразвука на нефтяные системы
Основные физико-химические эффекты ультразвука в жидкостях связаны с явлением кавитации. При схлопывании кавитационных пузырьков происходит локальное концентрирование энергии, что приводит к:
- Разрыву молекулярных связей и образованию свободных радикалов
- Структурным превращениям компонентов дисперсной фазы
- Изменению размеров ассоциатов и степени дисперсности системы
- Интенсификации химических реакций
Эти процессы влияют на реологические свойства и фракционный состав нефтей и нефтепродуктов.
Влияние УЗО на вязкость парафинистых высокосмолистых нефтей
Рассмотрим подробнее эффект УЗО на примере парафинистой высокосмолистой нефти ПВСН-1:
- 10-минутная обработка снизила вязкость при 10°C в 2 раза
- Дальнейшее увеличение времени УЗО до 15 минут привело к снижению вязкости в 8 раз
- После 15 минут обработки вязкость достигла постоянного значения
Такое значительное снижение вязкости объясняется разрушением надмолекулярных структур и ассоциатов смолисто-асфальтеновых веществ под действием ультразвука.
Изменение температуры застывания нефти после УЗО
Ультразвуковая обработка также способствует снижению температуры застывания парафинистых высокосмолистых нефтей:
- 5-минутная УЗО снизила температуру застывания ПВСН-1 на 16°C
- Увеличение времени обработки до 15 минут привело к снижению на 33°C
Снижение температуры застывания связано с изменением процессов кристаллизации парафинов в обработанной нефти. Ультразвук препятствует образованию крупных кристаллических структур, ответственных за потерю текучести.

Релаксация свойств нефти после УЗО
Изменение свойств нефти после ультразвуковой обработки сохраняется некоторое время:
- Через сутки после УЗО вязкость и температура застывания остаются практически неизменными
- В дальнейшем наблюдается постепенное повышение вязкости и температуры застывания
- Даже через 7 суток свойства нефти не возвращаются к исходным значениям
Это указывает на то, что УЗО вызывает не только временные, но и необратимые изменения в структуре нефтяной дисперсной системы.
Отрицательное влияние УЗО на высокопарафинистые нефти
Для высокопарафинистой нефти с низким содержанием САК наблюдается ухудшение реологических свойств после УЗО:
- 15-минутная обработка увеличила вязкость в 6 раз
- Предельное напряжение сдвига возросло в 4 раза
- Температура застывания повысилась на 10°C (с 7 до 17°C)
Анализ вязкостно-температурных кривых показал, что УЗО приводит к формированию дисперсной фазы при более высоких температурах. С увеличением времени воздействия повышаются температуры фазовых переходов:

- T1 — начало кристаллизации
- T2 — спонтанная кристаллизация
Причины ухудшения свойств высокопарафинистых нефтей при УЗО
Отрицательное влияние УЗО на высокопарафинистые нефти с низким содержанием САК можно объяснить следующими факторами:
- Ультразвук интенсифицирует процессы зарождения и роста кристаллических агрегатов парафинов
- При отсутствии достаточного количества САК, выступающих как природные депрессоры, формируются прочные трехмерные структурные сетки
- Повышение температур фазовых переходов приводит к более раннему образованию парафиновых отложений
Оптимальный состав нефти для ультразвуковой обработки
Анализ результатов показывает, что эффективность УЗО существенно зависит от соотношения парафиновых углеводородов и смолисто-асфальтеновых компонентов в нефти:
- Максимальный положительный эффект наблюдается при соотношении н-алканы:САК = 0,13-0,25
- При более низком содержании САК ультразвук ухудшает реологические свойства
- В высоковязких нефтях с очень высоким содержанием САК эффект УЗО снижается из-за диссипации энергии ультразвукового поля
Таким образом, для эффективного применения ультразвуковой обработки необходимо учитывать компонентный состав конкретной нефти.

Практическое применение ультразвуковой обработки нефти
Ультразвуковая обработка может найти применение в различных процессах нефтедобычи и транспортировки:
- Снижение вязкости и температуры застывания парафинистых нефтей для облегчения их транспортировки по трубопроводам
- Предотвращение образования парафиновых отложений в скважинах и нефтепромысловом оборудовании
- Интенсификация добычи нефти за счет увеличения проницаемости призабойной зоны пластов
- Подготовка нефти к переработке — улучшение фракционного состава
Однако необходимо учитывать, что для высокопарафинистых нефтей с низким содержанием САК ультразвуковая обработка может привести к ухудшению реологических свойств.
Ультразвуковая обработка
Автор:
Алексей Георгиевич Бойцов
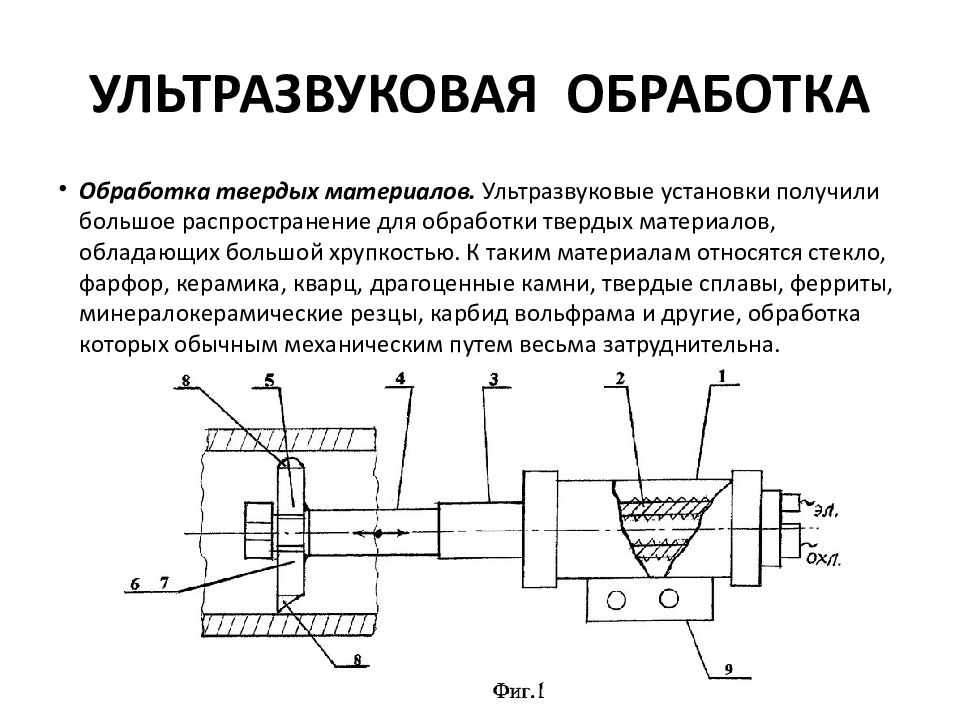
Значительный прогресс, достигнутый в областях создания ультразвуковых генераторов, специального технологического оборудования, средств и инструментов для выполнения ультразвуковой обработки, позволяет решать актуальные задачи изготовления изделий сложной формы из хрупких и сверхтвердых материалов, таких как стекло, сапфир, керамика, углерод-углеродные композиты, керамокомпозиты и др.
Ультразвуковые колебания широко используют в различных технологических процессах. Их применяют для очистки поверхностей от загрязнений, сварки пластмасс и мягких металлов, пайки, интенсификации обработки резанием и пластическим деформированием, химических и электрохимических процессов, при нанесении покрытий, поверхностном упрочнении, получении порошковых материалов и графена, перемешивании различных жидкостей и эмульсий. Кроме того, ультразвуковые методы широко используются для неразрушающего контроля (выявление дефектов, трещин и пор, определение уровня внутренних и остаточных напряжений, измерение толщины покрытий и др. ).
).
Ультразвуковая обработка имеет несколько разновидностей:
1. Ультразвуковая обработка в абразивных суспензиях (УОАС).
2. Ультразвуковая обработка инструментом с абразивным рабочим слоем (закрепленным абразивом), которую в соответствии с базовыми схемами механической обработки можно классифицировать как:
— ультразвуковое шлифование;
— ультразвуковое сверление;
— ультразвуковое полирование.
3. Традиционные процессы механической обработки, выполняемые с наложением ультразвуковых колебаний различной направленности.
Ультразвуковую обработку применяют для выполнения самых разных операций: разрезания заготовок на пластины, вырезание из пластин деталей различной формы и размеров, изготовление отверстий, щелей, полостей, шлифование, фрезерование, точение, нарезание резьбы, гравирование и клеймение. Некоторые из этих операций показаны на рис. 1.
Рис. 1. Некоторые операции ультразвуковой обработки: а — фрезерование; б — резка; в — нарезание резьбы; г — прошивка глубокого отверстия; д — точение; е — резка (вырезка) проволочным инструментом
1. Некоторые операции ультразвуковой обработки: а — фрезерование; б — резка; в — нарезание резьбы; г — прошивка глубокого отверстия; д — точение; е — резка (вырезка) проволочным инструментом
Ультразвуковое разрезание может производиться ножевидным инструментом (рис. 1б) с толщиной режущей части 0,08…0,5 мм или стальной проволокой (рис. 1е). Стальную проволоку используют для вырезки сложнопрофильных изделий из листа толщиной до 10 мм и обработки узких щелей. Для обработки деталей, имеющих поверхности вращения, используют схему, показанную на рис. 1д. УЗРО является практически единственным способом нарезания резьбы в твердых керамических материалах (рис. 1в). Инструмент вместе с ультразвуковой головкой подается в осевом направлении посредством винта, имеющего шаг нарезаемой резьбы, или устройством ЧПУ (винтовая интерполяция). Резьба получается тем точнее, чем меньше абразивные зерна и амплитуда колебаний.
Изготовление сквозных и глухих отверстий — наиболее распространенная операция УЗРО. Размеры отверстий, обрабатываемых ультразвуковым методом, находятся в пределах 0,1…120 мм. Точность обработки отверстий соответствует 7…10 квалитетам. Обработку вращающимся инструментом с закрепленным абразивом используют для прошивки отверстий, в том числе и глубоких до 300 мм ( рис. 1г).
Ультразвуковая обработка в абразивных суспензиях основана на удалении материала свободными абразивными зернами при наложении ультразвуковых колебаний на деталь или инструмент.
С ее применением хорошо обрабатываются хрупкие материалы (стекло, твердые сплавы и др.), частицы которых скалываются ударами зерен абразива. Вязкие материалы (незакаленная сталь, латунь) обрабатываются этим способом редко. Она позволяет существенно упростить и ускорить процесс изготовления фасонных деталей из керамик. Появляется возможность выполнять в них отверстия и углубления сложной формы, получать и доводить точные элементы матриц, пуансонов, фильер и множества других деталей из твердых сплавов, керамик и сверхтвердых материалов.
Абразивная суспензия подается между вибрирующей в нормальном направлении с амплитудой А поверхностью инструмента и обрабатываемым изделием. Инструмент прижимается к заготовке с нормальной силой N, обеспечивающей необходимое контактное давление pa. Колеблющийся с частотой порядка 20 кГц инструмент совершает удары по частицам абразива, воздействуя через них на заготовку. Под ударами зерен абразива с поверхности заготовки скалываются мелкие частицы материала.
Наряду с превалирующим фактором удаления материала (скалывание жесткими ударами инструмента через абразивные частицы) имеют место процессы разрушения, обусловленные: резанием материала абразивными частицами, перемещающимися в зазоре между инструментом и заготовкой, кавитационным схлопыванием пузырьков (кавитационное разрушение) и, при наличии в суспензии химически активных компонентов и поверхностноактивных веществ, химической эрозией.
Профиль обработанной поверхности с высокой точностью (~0,01 мм) повторяет форму инструмента. Точность зависит от размеров и износа инструмента, жесткости технологической системы, размера зерен абразива и технологических режимов обработки.
Точность зависит от размеров и износа инструмента, жесткости технологической системы, размера зерен абразива и технологических режимов обработки.
Износ инструмента определяет срок его службы и оказывает существенное влияние на точность обработки. Изнашивание в продольном направлении происходит из-за разрушения торца инструмента при ударах по абразивным зернам и зависит от физико-механических свойств материала инструмента, а также от зернистости абразива. Поперечный износ является следствием побочного резания, которое совершается между боковой поверхностью инструмента и стенкой обрабатываемого отверстия, и зависит от величины паразитных колебаний инструмента в поперечном направлении, геометрии и профиля инструмента.
Эффективность УОАС определяется не только числом и размерами сколов от ударов инструмента по частицам абразива, но и условиями перемещения и удаления частиц обрабатываемого материала и разрушенного абразива из зоны обработки.
С увеличением площади рабочей поверхности инструмента линейная скорость ультразвуковой обработки уменьшается. Это обусловлено тем, что определяющую роль в перемещении частиц абразива под рабочей поверхностью инструмента играют кавитационные пузырьки. Их схлопывание создает мощные гидродинамические потоки и способствует перемещению частиц рабочей среды и выводу продуктов разрушения, однако при этом абразивные частицы разбрасываются от центральной зоны рабочей поверхности инструмента. Вследствие этого на ней меньше абразивных частиц, что снижает скорость обработки. По этой причине при УОАС сквозных отверстий используют инструменты в виде полых трубок, а для выполнения пазов и разрезания пластин — ножевого типа. Для улучшения условий подачи в рабочую зону абразивной суспензии применяют ее принудительную прокачку через тело инструмента в прямом или обратном (всасывание) направлении.
Это обусловлено тем, что определяющую роль в перемещении частиц абразива под рабочей поверхностью инструмента играют кавитационные пузырьки. Их схлопывание создает мощные гидродинамические потоки и способствует перемещению частиц рабочей среды и выводу продуктов разрушения, однако при этом абразивные частицы разбрасываются от центральной зоны рабочей поверхности инструмента. Вследствие этого на ней меньше абразивных частиц, что снижает скорость обработки. По этой причине при УОАС сквозных отверстий используют инструменты в виде полых трубок, а для выполнения пазов и разрезания пластин — ножевого типа. Для улучшения условий подачи в рабочую зону абразивной суспензии применяют ее принудительную прокачку через тело инструмента в прямом или обратном (всасывание) направлении.
Статическая нагрузка (давление в контакте) оказывает большое влияние на производительность ультразвуковой обработки. При увеличении контактного давления съем материала увеличивается до максимального значения, а затем снижается. Рост статической нагрузки влечет за собой увеличение износа инструмента вследствие интенсификации абразивного воздействия. Износ инструмента принято оценивать величиной относительного износа, т. е. отношением объемов изношенного материала инструмента и удаленного материала заготовки, выраженного в процентах. С ростом статической нагрузки шероховатость снижается, достигая минимального значения, а затем увеличивается.
Рост статической нагрузки влечет за собой увеличение износа инструмента вследствие интенсификации абразивного воздействия. Износ инструмента принято оценивать величиной относительного износа, т. е. отношением объемов изношенного материала инструмента и удаленного материала заготовки, выраженного в процентах. С ростом статической нагрузки шероховатость снижается, достигая минимального значения, а затем увеличивается.
Производительность увеличивается с ростом амплитуды, однако при больших амплитудах возрастает ударная нагрузка на абразивные зерна, что приводит к их разрушению и снижению скорости обработки.
Производительность увеличивается с ростом частоты колебаний. Одновременно снижается стойкость инструмента.
Для заданных условий обработки имеется оптимальный размер абразивных частиц, обеспечивающий максимальную скорость удаления материала. Шероховатость поверхности с ростом размеров частиц до ~ 100 мкм растет, а при обработке частицами больших размеров остается практически неизменной или даже несколько падает.
Следует отметить также, что производительность УОАС снижается с увеличением вязкости и твердости обрабатываемого материала. Она растет с увеличением твердости материала абразива.
С ростом размеров зерна увеличивается шероховатость обработанной поверхности. Боковые поверхности, как правило, имеют более высокую шероховатость. Нецелесообразно применять абразивы с крупным зерном при работе с инструментом, имеющим тонкие кромки. Например, при обработке узких щелей шириной 0,1…0,3 мм размер абразивных частиц не должен превышать 50 мкм.
В процессе работы по мере углубления инструмента в изделие скорость обработки уменьшается в связи с ухудшением условий подачи свежей суспензии в зону обработки, поэтому с целью стабилизации производительности рекомендуется на глубинах свыше 5 мм время от времени приподнимать инструмент и совершать им возвратно-поступательные движения.
Точность УОАС зависит от множества факторов. В процессе обработки между инструментом и обрабатываемой поверхностью образуется боковой зазор, величина которого зависит от: размера зерен абразива, глубины обработки, величины и характера износа инструмента, наличия поперечных колебаний инструмента и других факторов. Величина бокового зазора примерно в 1,5 раза больше среднего размера зерен абразива основной фракции. Для повышения точности обработки осуществляют коррекцию размеров инструмента. При УОАС возникают неточности геометрической формы обрабатываемых поверхностей: конусность, овальность, округления поверхности на входе инструмента в деталь и сколы на выходе его из детали. Округления исключают последующим шлифованием, а сколы — подклейкой перед обработкой дополнительной детали (например, стеклянной пластинки). Конусность сквозных отверстий уменьшают последующей калибровкой контура неизношенной частью инструмента и применением более мелкого абразива. При УОАС достижима точность размеров 0,01…0,02 мм при погрешности взаимного расположения поверхностей в пределах ± 0,005 мм.
Величина бокового зазора примерно в 1,5 раза больше среднего размера зерен абразива основной фракции. Для повышения точности обработки осуществляют коррекцию размеров инструмента. При УОАС возникают неточности геометрической формы обрабатываемых поверхностей: конусность, овальность, округления поверхности на входе инструмента в деталь и сколы на выходе его из детали. Округления исключают последующим шлифованием, а сколы — подклейкой перед обработкой дополнительной детали (например, стеклянной пластинки). Конусность сквозных отверстий уменьшают последующей калибровкой контура неизношенной частью инструмента и применением более мелкого абразива. При УОАС достижима точность размеров 0,01…0,02 мм при погрешности взаимного расположения поверхностей в пределах ± 0,005 мм.
Шероховатость обработанной поверхности также определяется множеством факторов. Поскольку величина неровностей определяется размерами частиц материала, скалываемых с поверхности, шероховатость снижается с уменьшением размеров абразивных зерен и амплитуды колебаний инструмента и с увеличением твердости материала. Дополнительно она зависит от шероховатости поверхности инструмента и типа жидкости, несущей абразив. Следует отметить, что шероховатость поверхности дна глухих отверстий обычно меньше, чем на боковых стенках.
Дополнительно она зависит от шероховатости поверхности инструмента и типа жидкости, несущей абразив. Следует отметить, что шероховатость поверхности дна глухих отверстий обычно меньше, чем на боковых стенках.
Использование мелких абразивных зерен и небольшой амплитуды позволяет получить шероховатость для многих материалов в пределах
Rz = 2,5…0,32 мкм.
При УОАС отсутствуют дефекты термического происхождения, аналогичные тем, что возникают при шлифовании. При обработке твердых сплавов и закаленных сталей происходит деформационное упрочнение поверхностного слоя и возникают сжимающие остаточные напряжения. В поверхностном слое могут возникать микротрещины, их глубина при обработке стекла и кварца примерно в четыре раза больше высоты микронеровностей поверхности.
В качестве инструмента для УОАС целесообразно использовать твердые, но вязкие материалы. Обычно для его изготовления применяют нержавеющие и низкоуглеродистые стали, реже алюминиевые и медные сплавы. Следует отметить, что последние имеют относительный износ в 5…10 раз выше, чем стали.
Следует отметить, что последние имеют относительный износ в 5…10 раз выше, чем стали.
В табл. 1 приведены сведения по обрабатываемости УОАС различных материалов, а в табл. 2 — о достигаемой точности обработки.
| Обрабатываемый материал | Относительная обрабатываемость |
|---|---|
| Стекло | 1 |
| Ферриты | 0,8 |
| Минералокерамика | 0,2 |
| Керамика | 0,4 |
| Твердые сплавы | 0,02…0,08 |
| Кварц | 0,5 |
| Размер зерен основной фракции, мкм | Величина разбивания, ΔD, мкм | Конусность, мм | Достигаемая точность обработки |
|---|---|---|---|
| 125…100 | 200…300 | 0,03…0,04 | ± 0,04 |
| 80…63 | 100…150 | 0,02…0,03 | ± 0,03 |
| 50…40 | 80…63 | 0,01…0,02 | ± 0,02 |
| 28…20 | 80…63 | 0,01 | ± 0,01 |
| 10 … 7 | 80…63 | 0,005 | ± 0,005 |
Для приготовления суспензий обычно используют абразивные частицы размером 5…100 мкм из следующих материалов:
— Карбид бора (B4C). Обеспечивает эффективную обработку многих материалов, но относительно дорог.
Обеспечивает эффективную обработку многих материалов, но относительно дорог.
— Карбид кремния (SiC). Используют для обработки стекла, полупроводниковых кристаллов, керамик.
— Электрокорунд (Al2O3).
— Сверхтвердые материалы (природные и синтетические алмазы, кубический нитрид бора). Применяют для УЗРО рубина, сапфира и других материалов очень высокой твердости.
— Силикарбид бора.
В качестве жидкого компонента суспензий служат: вода, бензин, глицерин, минеральные масла. Производительность обработки снижается с увеличением вязкости жидкости. Объясняется это тем, что скорость движения частиц в рабочем зазоре уменьшается с ростом вязкости используемой жидкости. Наиболее часто используют воду. Она обладает невысокой вязкостью и хорошими охлаждающими свойствами. Весовая концентрация абразива в суспензии составляет 30–40% при свободной подаче ее в зону обработки и 20–25% — при подаче под давлением и отсосе.
Обработку ведут при частоте ультразвука 15…30 кГц и амплитудах 25…100 мкм.
Производительность обработки рассчитывают по эмпирическим формулам, например, вида:
Q = C Am δn Np cq fy
где С — коэффициент, зависящий от свойств обрабатываемого материала и абразивной суспензии; c — концентрация абразивных частиц в суспензии; m, n, p, q, r — эмпирические коэффициенты.
Для повышения эффективности обработки и обеспечения ее высокого качества рекомендуется: при входе и на выходе рабочего инструмента из объекта снижать давление на обрабатываемый объект, выполнять сквозные отверстия в хрупких материалах прошивкой с двух сторон, периодически выводить рабочий инструмент из отверстия и наносить суспензию на объект.
В последние годы расширяется применение ультразвуковой обработки инструментом, покрытым слоем природных или синтетических алмазов на металлической связке. Процесс выполняется с подачей СОЖ в зону обработки. При необходимости инструменту или заготовке задают вращение или поступательное перемещение.
При необходимости инструменту или заготовке задают вращение или поступательное перемещение.
Обработку вращающимся инструментом (рис. 2) с его перемещением называют ультразвуковым фрезерованием (рис. 1а). Комбинированное действие вращающегося инструмента и наложенных нормальных ультразвуковых колебаний в совокупности с водяным охлаждением обеспечивает самоочистку инструмента, снижает его засаливание продуктами разрушения, значительно (до 40%) снижает силы резания. Ультразвуковые колебания снижают трение между инструментом и деталью, что увеличивает стойкость алмазного инструмента по сравнению с обычным шлифованием.
Рис. 2. Инструмент для ультразвукового фрезерования
Вращение инструмента выполняется с частотами 0…20000 об/мин.
Современные ультразвуковые станки для такой обработки (рис. 3) оснащают устройствами ЧПУ, что позволяет более точно контролировать и поддерживать параметры процесса обработки.
Рис. 3. Станки для ультразвуковой обработки
В современных станках с наложением ультразвука на инструмент обеспечивается возможность реализации комплекса технологий, таких как: ультразвуковое фрезерование и сверление (рис. 4), твердое точение и фрезерование (рис. 5), высокоскоростное фрезерование (рис. 6), шлифование кругами из традиционных и сверхтвердых абразивов (рис. 7).
Рис. 4. Ультразвуковое фрезерование и сверление изделий из керамик и композитов на станках DMG MORI
Рис. 5. Твердое фрезерование закаленных сталей с наложением на инструмент ультразвука на станках DMG MORI
Рис. 6. Высокоскоростное фрезерование с наложением на инструмент ультразвука на станках DMG MORI
Рис. 7. Шлифование с наложением ультразвука на абразивный круг на станках DMG MORI
Следует отметить, что использование ультразвуковой размерной обработки неуклонно увеличивается, что связано с расширяющимся применением новых композиционных материалов, керамокомпозитов, технических керамик из нитрида кремния, оксидов алюминия и циркония, нитрида алюминия и др. , а также керамических покрытий.
, а также керамических покрытий.
Источник журнал «РИТМ машиностроения» № 5-2019
Применение ультразвуковой обработки для снижения вязкостно-температурных характеристик нефти — Нефтехимия и газохимия
Исследовано влияние ультразвуковой обработки (частота 22 кГц, интенсивность 10 Вт/см2) на вязкостно-температурные свойства нефти различного компонентного состава.
Выработка крупнейших мировых высокопродуктивных месторождений легкой нефти привела к изменению структуры разведанных запасов нефти, а именно увеличению в балансе добычи нефтей с высоким содержанием высокомолекулярных углеводородов нормального строения, смол и асфальтенов.
Парафинистые и высокопарафинистые нефтяные системы теряют текучесть уже при положительных температурах в результате кристаллизации парафиновых углеводородов.
Для преодоления проблем, возникающих при добыче и транспортировке парафинистых нефтей, существуют специальные методы воздействия:
- тепловые,
- механические,
- физические,
- химические.

В настоящее время довольно широко исследуется возможность применения ультразвуковой обработки для нужд нефтяной отрасли.
Благодаря воздействию ультразвуковых колебаний при добыче нефти достигаются следующие эффекты:
- увеличение проницаемости призабойной зоны пластов;
- депарафинизация;
- акустическая дегазация;
- снижение вязкости нефти в ультразвуковом поле;
- вовлечение в разработку низкопроницаемых и закольматированных пропластиков [1-5 и др.].
Основные физико-химические и химические эффекты, которые возникают в жидкости под действием акустических полей, связывают с кавитацией [1].
Характерной особенностью ультразвуковой кавитации является локальное концентрирование относительно невысокой средней энергии акустического поля в очень малых объемах, что приводит к созданию исключительно высоких плотностей энергии.
Исследования показали, что в ультразвуковом поле значительно увеличиваются скорости реакций не только в водных, но и в органических средах, повышается их селективность (пиролиз углеводородов, окисление альдегидов и спиртов, реакции алкилгалогенидов, алкилирование и т.д.) [1, 4, 5].
В работе [6] на примере декана установлено, что ультразвуковое воздействие приводит к разрыву молекулярных связей с последующей рекомбинацией разнообразных радикалов. Хроматографический анализ показал наличие в газовой фазе новых продуктов, причем водород представлен максимально.
Акустические воздействия на дисперсные системы приводят к структурным превращениям компонентов дисперсной фазы, изменению размеров ассоциатов, степени дисперсности и широко используются для подготовки нефтей к транспортировке и переработке [7].
Ультразвуковая обработка (УЗО) нефтей и нефтяных фракций позволяет эффективно влиять на их реологические свойства и фракционный состав [8-15].
В настоящее время проводятся многочисленные исследования, направленные на изучение влияния ультразвукового воздействия на вязкостно-температурные свойства нефтей. Результаты этих воздействий неоднозначны и не всегда объяснимы в связи со сложностью объекта.
Цель данной работы — исследование влияния УЗО на структурно-механические свойства нефтей различного компонентного состава.
УЗО нефтяных систем проводили на установке ULTRASONIC в течение 1-20 мин при температуре 25-30 оС.
УЗ блок установки включает в себя УЗ генератор PS-4/25 мощностью 4 кВт, магнитострикционный преобразователь MST-2/22 с резонансной частотой 22 кГц и стержневой волновод с диаметром рабочего торца инструмента 12 мм [13, 16].
Реологические свойства анализировались на ротационном вискозиметре Brookfield DV-III ULTRA.
Температура застывания (Тз) образцов фиксировалась с помощью прибора «ИНПН» (Кристалл).
При обработке малопарафинистой высокосмолистой нефти (МПВСН) с высоким содержанием асфальтенов в течение 2 мин происходит снижение вязкости в 1,4 раза и температуры застывания на 5 оС (табл. 1).
1).
В группе парафинистых высокосмолистых нефтей (ПВСН) с содержанием смолисто-асфальтеновых компонентов (САК) 19-29 % мас. наблюдается изменение вязкостно-температурных характеристик при рациональном времени обработки:
- вязкость снижается в 1,3-3,2 раза,
- температура застывания — на 3-33 оС.
Максимальная депрессия вязкости и температуры застывания отмечается для нефтей с соотношением н-алканы:САК = 0,13-0,25. Эффективность ультразвукового воздействия снижается при отклонении от значений этого показателя.
На рис. 1 приведены зависимости вязкости от времени УЗО парафинистой высокосмолистой нефти ПВСН-1.
При ее обработке в течение 10 мин наблюдается снижение вязкости при 10 оС в 2 раза.
Дальнейшее увеличение времени УЗО приводит к дополнительному уменьшению вязкости (практически в 8 раз), достигающей постоянного значения после 15 мин обработки.
УЗО нефти способствует также снижению температуры застывания: воздействие в течение 5 минут приводит к снижению температуры
Переход возбужденной нефтяной системы после снятия ультразвуковой нагрузки в равновесное состояние осуществляется во времени.
Вязкость нефти и величина депрессии температуры застывания через сутки после УЗО остаются практически неизменными (рис. 3).
В дальнейшем вязкость и температура застывания релаксирующей нефти возрастают, что обусловлено, вероятно, образованием новых или восстановлением прежних межмолекулярных связей.
Однако даже через 7 суток вязкостно-температурные характеристики нефти не достигают первоначальных значений.
Иное поведение наблюдали для высокопарафинистой нефти, обработанной ультразвуком.
Обработка этой нефти приводит к росту вязкости и температуры застывания независимо от времени воздействия (табл. 1).
1).
Как видно из рис. 4 и табл. 2, вязкость ВПН-1 после 15 мин обработки увеличивается в 6 раз, предельное напряжение сдвига — в 4 раза, температура застывания при этом возрастает на 10 оС (с 7 до 17 оС).
Вязкостно-температурные кривые, полученные при скорости сдвига 1,0 с-1, показывают, что УЗО ВПН-1 приводит к формированию дисперсной фазы при более высоких температурах (рис. 5). С увеличением времени воздействия повышаются температуры фазовых переходов: Т1 — начало кристаллизации, Т2 — спонтанная кристаллизация. Отмеченные изменения вязкостно-температурных параметров обусловлены влиянием УЗО на процессы зарождения и роста кристаллических агрегатов, формирующих при понижении температуры прочные структурные 3-D сетки.
Табл. 2. Влияние времени УЗО на структурно-механические и энергетические параметры ВПН-1
|
Время УЗО [мин] |
η, мПа·с* |
τ, Па |
Тз, оС |
Масса осадка, г/100 г нефти |
|
0 |
610 |
0,47 |
7 |
17 |
|
5 |
1770 |
1,37 |
11 |
30 |
|
10 |
2489 |
1,58 |
16 |
34 |
|
15 |
3579 |
1,84 |
17 |
35 |
Повышение температур фазовых переходов в обработанной нефти интенсифицирует образование парафиновых отложений при одних и тех же температурных режимах. Количество осадка возрастает более чем в 2 раза (табл. 2).
Количество осадка возрастает более чем в 2 раза (табл. 2).
Для высокопарафинистых высокосмолистых нефтей (ВПВСН-1, ВПВСН-2) ухудшение реологических свойств после УЗО менее выражено, чем для высокопарафинистых.
Таким образом, исследовано влияние УЗО на вязкостно-температурные свойства нефтей различного компонентного состава.
Обработка парафинистых высокосмолистой нефти при соотношении н-алканы : САК=0,13-0,25 способствует снижению вязкости в 1,9-3,2 раза, температуры застывания на 16-33 оС. В высоковязкой нефти (МПВСН) наблюдается диссипация энергии ультразвукового поля, поэтому эффект невысокий.
УЗО высокопарафинистой нефти с низким содержанием САК отрицательно влияет на их структурно-механические свойства: существенно возрастают реологические параметры, температура застывания, дисперсная фаза формируется при более высоких температурах, чем в исходном образце.
Несмотря на отрицательное влияние УЗО на структурно-механические параметры высокопарафинистой нефти следует отметить, что в ультразвуковом поле нефть значительно разогревается и поэтому может быть транспортирована до момента начала кристаллизации н-алканов c меньшими энергетическими затратами.
Немаловажным отличием ультразвуковых обработок от многих других является их абсолютная экологическая безопасность, как для недр, так и для окружающей среды.
Литература
1.msalimov.narod.ru/Ultra.html.Ультразвуковое воздействие на призабойную зону пласта.
2.www.vestnikrf.ru/journal/post/333. Локомотив развития, катализатор процессов обновления.
3.Горбачев Ю.И., Иванова Н.И., Колесников Т.В., Никитин А.А., Орентлихерман Э.И. Акустические методы повышения нефтеотдачи пластов и интенсификации добычи нефти //Нефтяное хозяйство. — 2002. — № 5. — 87-91.
4.Никитин В.С., Ягодов Г.Н., Ненартович Т.Л., Кузнецов Н.П., Музипов Х.Н. Технология повышения нефтеотдачи сверхмощным ультразвуковым воздействием // Нефтепромысл. дело: НТЖ / ВНИИОЭНГ. — 2010. — № 8. — С. 14-17.
5.Пат. 2136859 РФ. Способ разработки нефтяных месторождений / Позднышев Г. Н., Манырин В. Н., Досов А.Н., Манырин В.Н., Савельев А.Г. — №98116834/03; опуб. 10.09.1999.
Н., Досов А.Н., Манырин В.Н., Савельев А.Г. — №98116834/03; опуб. 10.09.1999.
6.Пат. Способ перекачивания вязких жидкостей/ Хмелев В.Н., Абраменко Д.С., Хмелев С.С., Цыганок С.Н., Барсуков Р.В., Шалунов А. В., Хмелев М.В. — № 2007136704; опуб. 02/2009. — С.6.
7.www.akin.ru/news/r_news_lab2_p.htm,Эффект снижения вязкости органических жидкостей под действием акустического поля высокой интенсивности.
8.Доломатов М.Ю., Гордеев В.Н, Афанасьев А. Г., Браславский М.И. Влияние ультразвука на коллоидную структуру судовых топлив // Химия и технология топлив и масел. — 1994. — № 5. — С. 8 — 12.
9.Промтов М.А., Авсеев А.С. Импульсные технологии переработки нефти и нефтепродуктов// Нефтепереработка и нефтехимия. — 2007. — № 6. — С. 22-24.
10.Плисс А.А., Золотов В.П., Якимов А.В. Влияние ультразвука на физико-химические свойства нефти// Интервал. — 2007. — № 3. — С. 36.
11.Клокова Т. П., Володин Ю. А., Глаголева О. Ф. Клокова Т. П., Володин Ю. А., Глаголева О. Ф. //Химия и технология топлив и масел. 2006. — № 1. С. З2-34.
П., Володин Ю. А., Глаголева О. Ф. Клокова Т. П., Володин Ю. А., Глаголева О. Ф. //Химия и технология топлив и масел. 2006. — № 1. С. З2-34.
- Mousavi S.M.,Ramazani A., NajafiI., Davachi S.M. Effect of ultrasonic irradi-ation on rheological properties of asphaltenic crude oils //Petroleum Science. — 2012. — V. 9. — № 1. — P. 82.
13.Муллакаев М.С, Абрамов В.О., Волкова Г.И., Прозорова И.В., Юдина Н.В. Исследование влияния ультразвукового воздействия и химических реагентов на реологические свойства вязких нефтей // Оборудование и технологии для нефтегазового комплекса. — 2010. — №5. — С. 31-34.
14.Тухватуллина А. З. Состав, физико-химические и структурно-реологические свойства нефтей из карбонатных коллекторов. Автореферат диссертации на соискание ученой степени кандидата химических наук. Казань. 2013.
15.Волкова Г. И., Прозорова И. В., Ануфриев Р. В., Юдина Н. В., Муллакаев М. С., Абрамов В. О. Ультразвуковая обработка нефтей для улучшения вязкостно-температурных характеристик // Нефтепереработка и нефтехимия. — 2012. — №2. — С. 3-6.
— 2012. — №2. — С. 3-6.
Абрамов O. В., Абрамов В. О., Артемьев В. В., Муллакаев M. С. Анализ эффективности передачи ультразвуковых колебаний в нагрузку //Акустический журнал. — 2009. — Т. 55. — № 3. — С. 1-17.
Федеральное государственное бюджетное учреждение науки Институт химии нефти Сибирского отделения Российской академии наук
пр. Академический, 4, г. Томск, 634055, факс(382-2) 49-14-57,
тел. 49-27-56, e-mail: galivvol@yandex.ru, тел.(3822)49-27-56
Федеральное государственное бюджетное учреждение науки Институт общей и неорганической химии им. Н.С. Курнакова Российской академии наук, Москва
Автор: Волкова Галина Ивановна, канд. хим. наук, ст. научн. сотр. Федеральное государственное бюджетное учреждение науки Институт химии нефти Сибирского отделения Российской академии наук, Ануфриев Роман Викторович, аспирант Федеральное государственное бюджетно
Аппарат ультразвуковой терапии или ультразвуковая диатермия
- Описание
- Риски/выгоды
- Информация для пациентов
- Информация для профессионалов
- Законы, положения и стандарты деятельности
- Формы отчетности
Описание
Ультразвуковая терапия или ультразвуковая диатермия, используемые в физиотерапевтическом оборудовании, производят высокочастотные звуковые волны, которые проникают глубоко в ткани и создают нежное терапевтическое тепло. Ультразвуковая диатермия предназначена для создания глубокого тепла в тканях тела для лечения определенных заболеваний, таких как боль, мышечные спазмы и контрактуры суставов, но не для лечения злокачественных новообразований.
Ультразвуковая диатермия предназначена для создания глубокого тепла в тканях тела для лечения определенных заболеваний, таких как боль, мышечные спазмы и контрактуры суставов, но не для лечения злокачественных новообразований.
Звуковые волны передаются через палочку с круглой головкой, которую терапевт прикладывает к коже нежными круговыми движениями. Гипоаллергенный гель способствует передаче ультразвуковой энергии и предотвращает перегрев поверхности аппликатора.
Процедуры обычно длятся от 5 до 10 минут.
Риски/польза
Ультразвуковая терапия не причиняет вреда (может ощущаться легкое покалывание и/или ощущение тепла), если терапевт постоянно двигает зонд. Однако, если жезл удерживается на месте более нескольких секунд, он может стать неудобным при более высоких энергиях.
Информация для пациентов
Хотя ультразвуковая терапия может использоваться для лечения состояний, описанных выше, важно знать, что существуют ситуации и участки тела, где ее нельзя безопасно использовать. Вы должны уведомить практикующего врача, проводящего УЗИ, если к вам относится любое из следующего:
Вы должны уведомить практикующего врача, проводящего УЗИ, если к вам относится любое из следующего:
- У вас есть кардиостимулятор
- У вас злокачественное новообразование в области лечения
- У вас есть заживающий перелом в области, подлежащей лечению
- Вы беременны
- У вас есть имплантированное медицинское устройство, отличное от кардиостимулятора, такое как имплантированное устройство для глубокой стимуляции мозга
Вы также должны знать, что могут существовать коммерческие устройства для ультразвуковой диатермии, которые не были официально оценены FDA. Как правило, эти устройства заявляют, что они лечат ряд заболеваний, расстройств и имеют другие применения, которые не описаны в приведенном выше описании (например, для уменьшения морщин на лице).
Информация для специалистов
За прошедшие годы Управление по санитарному надзору за качеством пищевых продуктов и медикаментов провело оценку ряда устройств для ультразвуковой диатермии. Все они способны нагревать глубокие ткани до терапевтического диапазона температур 40-45°C для выбранных условий, описанных выше. Однако существуют различные конфигурации в отношении выходной мощности и размера аппликатора. Кроме того, могут быть инструкции, применимые только к конкретному устройству. Поэтому важно, чтобы вы прочитали и ознакомились с инструкциями для конкретного устройства, которое вы используете. Вы также должны быть особенно внимательны ко всем противопоказаниям, предупреждениям и мерам предосторожности, которые относятся к устройству. 9- Электронный радиационный контроль продукции.
Все они способны нагревать глубокие ткани до терапевтического диапазона температур 40-45°C для выбранных условий, описанных выше. Однако существуют различные конфигурации в отношении выходной мощности и размера аппликатора. Кроме того, могут быть инструкции, применимые только к конкретному устройству. Поэтому важно, чтобы вы прочитали и ознакомились с инструкциями для конкретного устройства, которое вы используете. Вы также должны быть особенно внимательны ко всем противопоказаниям, предупреждениям и мерам предосторожности, которые относятся к устройству. 9- Электронный радиационный контроль продукции.
Производители изделий для ультразвуковой терапии несут ответственность за соблюдение всех применимых требований Раздела 21 Свода федеральных правил (Подраздел J, Радиологическое здоровье), Части с 1000 по 1005:
1000 — Общее
1002 — Записи и отчеты
1003 — Уведомление о дефектах или несоответствии
1004 — Выкуп, ремонт или замена электронных продуктов
1005 — Импорт электронных продуктов Insonic
20 терапевтические устройства должны соответствовать стандартам радиационной безопасности, изложенным в Разделе 21 Свода федеральных правил (подглава J, Радиологическое здоровье), части 1010 и 1050. 10:
10:
1010. Стандарты характеристик для электронных продуктов: общие положения
1050.10 – Ультразвуковая терапия
Поскольку они являются медицинскими изделиями, изделия для ультразвуковой терапии также должны соответствовать требованиям, предъявляемым к медицинским устройствам. Дополнительные сведения см. в разделе Выход на рынок с медицинским устройством.
Формы отчетности
- Руководство по подготовке отчетов о продуктах для ультразвуковой терапии
- Руководство по подготовке годовых отчетов для продуктов ультразвуковой терапии
- Электронная заявка FDA
Прочие ресурсы
- Процесс подачи заявки на отклонение
- Краткое изложение требований стандарта эффективности ультразвуковой терапии
- Вывод на рынок продукта, излучающего излучение
- Этикетка с датой изготовления на излучающей излучение бытовой электронике
- Излучает ли продукт радиацию?
- Импорт и экспорт электронных продуктов
- Руководство для промышленности и персонала Управления по санитарному надзору за качеством пищевых продуктов и медикаментов.
 Добавление URL-адресов в маркировку электронных продуктов
Добавление URL-адресов в маркировку электронных продуктов
Ультразвуковая физическая терапия: процедура, преимущества и риски
, написанные участниками редакции WebMD
В этой статье
- Как ультразвуковые физические терапии
- . Физиотерапия
- Преимущества ультразвуковой физиотерапии
- Чего ожидать во время ультразвуковой физиотерапии
Ультразвуковое исследование, или ультразвуковое исследование, — это метод визуализации, используемый не только во время беременности, но и во время многих медицинских процедур. Ультразвуковая физиотерапия является частью ультразвука, наряду с ультразвуковой диагностикой и визуализацией беременности. Он используется для выявления и лечения различных проблем с опорно-двигательным аппаратом, включая боль, повреждение тканей и мышечные спазмы.
Как работает ультразвуковая физиотерапия
Ультразвуковой аппарат работает, посылая электрический ток через кристаллы, находящиеся в ультразвуковом зонде, также известном как ультразвуковой зонд. Зонд вибрирует, заставляя волны проходить через кожу к телу под ней. Волны передают энергию тканям, вызывая желаемый эффект. Ультразвук также может быть сфокусирован на тканях глубоко внутри вашего тела, не затрагивая другие ткани, расположенные близко к поверхности.
Зонд вибрирует, заставляя волны проходить через кожу к телу под ней. Волны передают энергию тканям, вызывая желаемый эффект. Ультразвук также может быть сфокусирован на тканях глубоко внутри вашего тела, не затрагивая другие ткани, расположенные близко к поверхности.
Частота и интенсивность ультразвука, продолжительность процедуры и область его применения определяют, как проводится ультразвуковая физиотерапия.
Типы ультразвуковой физиотерапии
Существует два типа лечебного ультразвука: тепловое и механическое.
При тепловом ультразвуке зонд заставляет кожу и мышцы вибрировать и нагреваться. Тепловая ультразвуковая терапия используется для лечения болей при растяжениях, болей в мягких тканях и других проблем с опорно-двигательным аппаратом. Его также можно адаптировать для лечения сложных проблем, таких как миома матки, рак предстательной железы и проблемы с кожей.
При механическом ультразвуке, также известном как кавитационная ультразвуковая терапия, волны, создаваемые ультразвуком, создают перепады давления в тканевых жидкостях, что приводит к образованию пузырьков.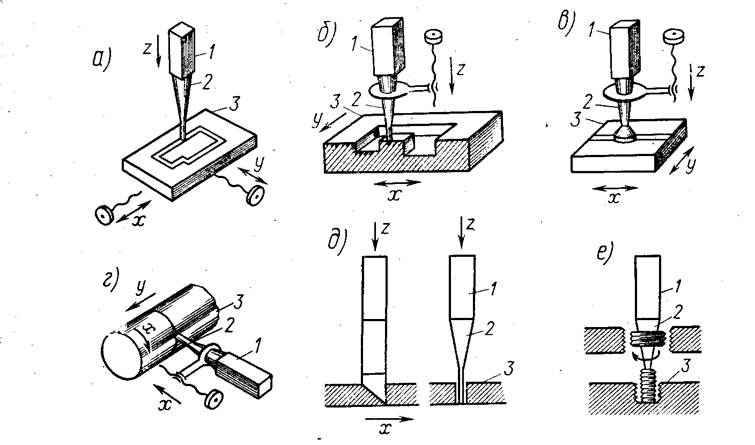 Когда эти пузыри взаимодействуют с твердыми предметами, они лопаются и создают ударные волны. Эти ударные волны можно использовать по-разному, например, для разрушения камней в почках и облегчения их удаления.
Когда эти пузыри взаимодействуют с твердыми предметами, они лопаются и создают ударные волны. Эти ударные волны можно использовать по-разному, например, для разрушения камней в почках и облегчения их удаления.
Использование ультразвуковой физиотерапии
Ультразвук — эффективный способ лечения отека мышц, суставов и связок.
Ультразвук можно использовать для лечения широкого круга проблем со здоровьем. Но чаще всего он используется для решения проблем с мышечной тканью. Согревающий эффект ультразвука помогает излечить мышечную боль и уменьшить хроническое воспаление.
Ультразвук также способствует лучшему оттоку тканевой жидкости, что означает, что через ткани проходит больше лимфы. Лимфа является важной жидкостью, которая транспортирует лейкоциты по всему телу. Таким образом, ультразвук помогает вашим поврежденным клеткам бороться с инфекциями и быстрее заживать.
Риски ультразвуковой физиотерапии
Ультразвуковая физиотерапия имеет низкий риск осложнений. Но длительное воздействие низкоинтенсивного ультразвука может вызвать поверхностные ожоги кожи. Таким образом, практикующие врачи обычно следят за тем, чтобы ультразвуковой датчик находился в движении при контакте с кожей.
Но длительное воздействие низкоинтенсивного ультразвука может вызвать поверхностные ожоги кожи. Таким образом, практикующие врачи обычно следят за тем, чтобы ультразвуковой датчик находился в движении при контакте с кожей.
Ультразвуковая кавитационная терапия также может вызывать незначительный дискомфорт из-за создаваемых ею ударных волн. Чтобы решить эту проблему, врач введет вам успокоительное или анестезию, чтобы справиться с болью. Иногда также могут возникать внутренние кровотечения и рубцы, в зависимости от общего времени, которое вы тратите на процедуру, и продолжительности воздействия ударных волн.
Терапевтическое ультразвуковое исследование не используется при проблемах вблизи матки беременной женщины, поскольку оно может поставить под угрозу беременность. Он также обычно не используется для лечения позвоночника, глаз, кардиостимуляторов, других имплантатов и областей с активными инфекциями.
Преимущества ультразвуковой физиотерапии
Ультразвуковая физиотерапия имеет много преимуществ:
- Процедура, как правило, безболезненна и проста в выполнении.

