Что такое ультразвуковой метод неразрушающего контроля. Как работает ультразвуковая дефектоскопия. Какие виды дефектов позволяет выявить УЗК. Каковы преимущества и недостатки ультразвукового контроля.
Принцип работы ультразвукового метода контроля
Ультразвуковой метод неразрушающего контроля (УЗК) основан на способности ультразвуковых волн проникать в материалы и отражаться от границ раздела сред с разными акустическими свойствами. При УЗК в контролируемое изделие посылаются короткие ультразвуковые импульсы. Отраженные от дефектов или границ изделия сигналы регистрируются приемником.
Основные этапы проведения УЗК:
- Генерация ультразвуковых колебаний преобразователем
- Ввод ультразвука в исследуемый объект
- Прохождение ультразвука через материал
- Отражение ультразвука от дефектов или границ объекта
- Прием отраженных сигналов преобразователем
- Преобразование сигналов в электрический импульс
- Обработка и отображение результатов на экране дефектоскопа
Виды ультразвукового контроля
Основные методы ультразвукового контроля:

- Эхо-метод — анализ отраженных от дефектов сигналов
- Теневой метод — регистрация ослабления сигнала при прохождении через дефект
- Зеркально-теневой метод — анализ сигнала, отраженного от противоположной поверхности
- Дельта-метод — анализ сигналов, отраженных от дефекта под разными углами
Наиболее распространен эхо-метод, позволяющий определять координаты и размеры дефектов при одностороннем доступе к изделию.
Оборудование для ультразвукового контроля
Основные компоненты оборудования для УЗК:
- Ультразвуковой дефектоскоп — генерирует и принимает УЗ сигналы
- Пьезоэлектрические преобразователи — излучают и принимают УЗ волны
- Контактная жидкость — обеспечивает акустический контакт
- Стандартные образцы — для настройки и калибровки оборудования
Современные цифровые дефектоскопы позволяют не только обнаруживать дефекты, но и определять их тип, размеры, координаты, а также документировать результаты контроля.
Выявляемые дефекты при ультразвуковом контроле
УЗК позволяет выявлять следующие типы дефектов:

- Нарушения сплошности — трещины, расслоения, непровары
- Нарушения однородности — поры, шлаковые включения
- Отклонения размеров — утонения, коррозионные поражения
- Нарушения структуры — зоны крупнозернистости, ликвации
УЗК особенно эффективен для обнаружения плоскостных дефектов типа трещин, которые плохо выявляются радиографическим методом. Это делает ультразвук незаменимым при контроле сварных соединений.
Преимущества ультразвукового метода контроля
Основные достоинства УЗК по сравнению с другими методами:
- Высокая чувствительность к опасным плоскостным дефектам
- Возможность контроля при одностороннем доступе к изделию
- Безопасность для персонала и окружающей среды
- Оперативность получения результатов
- Возможность автоматизации процесса контроля
- Портативность оборудования
Эти преимущества обеспечивают широкое применение УЗК в различных отраслях промышленности.
Недостатки и ограничения ультразвукового контроля
К основным недостаткам УЗК можно отнести:
- Сложность контроля изделий из неоднородных материалов
- Необходимость обеспечения акустического контакта с изделием
- Зависимость результатов от квалификации оператора
- Сложность контроля изделий малых размеров и сложной формы
Для преодоления этих ограничений разрабатываются новые методики контроля и совершенствуется оборудование для УЗК.
Области применения ультразвукового контроля
УЗК широко применяется в следующих областях:
- Контроль сварных соединений в трубопроводах, сосудах, металлоконструкциях
- Дефектоскопия литых, кованых и прокатных изделий
- Контроль композитных материалов в авиакосмической отрасли
- Толщинометрия изделий при одностороннем доступе
- Поиск дефектов в железнодорожных рельсах и колесных парах
Универсальность метода обеспечивает его применение практически во всех отраслях промышленности, где требуется неразрушающий контроль качества материалов и изделий.
Нормативная документация по ультразвуковому контролю
Основные нормативные документы, регламентирующие проведение УЗК:
- ГОСТ Р 55724-2013 — Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
- ГОСТ Р 55809-2013 — Контроль неразрушающий. Дефектоскопы ультразвуковые. Методы измерений основных параметров
- ГОСТ Р 55614-2013 — Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
Соблюдение требований нормативных документов обеспечивает достоверность результатов контроля и их сопоставимость при проведении УЗК различными лабораториями.

Ультразвуковой метод контроля — неразрушающий метод (УЗК)
УЗК (ультразвуковой метод контроля) – современная диагностическая методика, отличающаяся высокой точностью по сравнению с рентгенодефектоскопией, радио-дефектоскопией и т. д. Она позволяет выявлять широкий спектр дефектов, а также получать достоверные данные о месторасположении, характеристиках и размерах дефектов.Листовая сталь – это прокат, используемый в промышленном и гражданском строительстве, при возведении железнодорожных и автодорожных мостов. Каркасы зданий и сооружений такого масштаба должны отличаться повышенной надёжностью и прочностью. Поэтому этап контроля качества является обязательным и должен выполняться в соответствии с установленными нормативами.
Принцип УЗК
Ультразвуковая диагностика основывается на том, что колебания с высокой частотой (примерно 20 тысяч Гц) способны проникать в металл и отражаться от дефектов. Узконаправленная волна, создаваемая дефектоскопом, проходит сквозь проверяемое изделие. При наличии дефекта она распространяется с отклонениями, которые можно зафиксировать на экране прибора. Показания, полученные в ходе УЗК, позволяют узнать информацию о характере выявленного дефекта. Например:
по времени прохождения ультразвукового сигнала – измеряется расстояние до неровности;
по амплитуде колебания отражённой волны – примерные размеры дефекта.
При наличии дефекта она распространяется с отклонениями, которые можно зафиксировать на экране прибора. Показания, полученные в ходе УЗК, позволяют узнать информацию о характере выявленного дефекта. Например:
по времени прохождения ультразвукового сигнала – измеряется расстояние до неровности;
по амплитуде колебания отражённой волны – примерные размеры дефекта.
Разновидности УЗК
Сегодня в промышленной сфере используют четыре основных методики выполнения ультразвукового метода неразрушающего контроля. Их отличия заключаются в способах, применяемых для получения и оценки информации о дефектах:2. Теневая методика. По разные стороны от контролируемой зоны устанавливают два преобразователя. Один из них формирует УЗ-волну, а второй регистрирует отражённый сигнал. При использовании теневого метода о наличии дефекта можно говорить в случае исчезновения УЗ-колебаний. В потоке возникает «глухая зона». Она говорит о том, что в этом месте сигнал не смог пройти из-за дефекта.
При использовании теневого метода о наличии дефекта можно говорить в случае исчезновения УЗ-колебаний. В потоке возникает «глухая зона». Она говорит о том, что в этом месте сигнал не смог пройти из-за дефекта.
3. Зеркальный эхо-метод. В этом случае оба преобразователя устанавливаются на одной стороне. Первый прибор формирует УЗ-колебания, которые отражаются от неровности, а второй регистрирует их. Данный метод особенно эффективен, если необходимо найти дефекты, расположенные под прямым углом относительно поверхности исследуемого изделия (трещины и пр.).
4. Зеркально-теневая методика. По сути – это теневой метод. Однако приборы размещаются на одной стороне. В ходе дефектоскопии оператор регистрирует не прямой, а отражённый от второй поверхности контролируемой зоны поток УЗ-волн. О наличии дефекта говорят «глухие зоны» в отражённых колебаниях.
Неразрушающаяся на первый взгляд конструкция может быть повреждена дефектами, которые возникают во внутренних структурах металла. Поэтому данные методики способны обеспечить безопасную эксплуатацию сооружений, возведённых их продуктов проката.
Поэтому данные методики способны обеспечить безопасную эксплуатацию сооружений, возведённых их продуктов проката.
Выявляемые дефекты
Ультразвуковой неразрушающий контроль используется для выявления:- воздушных пор и пустот;
- трещин;
- недопустимых утолщений;
- флокенов;
- зон крупнозернистости;
- отложений шлака;
- неоднородных химических вкраплений;
- ликвационных скоплений и так далее.
Преимущества ультразвукового метода контроля
- Доступная стоимость. УЗК обходится значительно дешевле, чем ряд других методов дефектоскопии;
- Безопасность. Ультразвуковое излучение не оказывает негативного влияния на оператора, проводящего исследование;
- Мобильность. Портативные аппараты для дефектоскопии позволяют проводить проверку на выезде.
 Это существенно расширяет сферы использования УЗК;
Это существенно расширяет сферы использования УЗК; - Высокая точность. Высокая скорость и точность УЗК даёт возможность получать объективные данные о состоянии и о качестве листового металла без значительных погрешностей. Проверенные листы могут использоваться для создания прочных и неразрушающихся в течение долгого времени конструкций;
- Неразрушающее воздействие. Изделия сохраняются в своём первозданном виде, что позволяет избежать дополнительных финансовых затрат.
Основные минусы УЗК
Одним из недостатков УЗК является необходимость тщательной подготовки поверхности перед проведением контроля. Требуется создать шероховатости пятого класса. Они необходимы для хорошего контакта с жидкой массой, которая наносится для того, чтобы УЗ-волны беспрепятственно проникали внутрь. Помимо этого, УЗК не позволяет получить точную информацию о размерах дефекта. Однако по сравнению с другими способами дефектоскопии УЗК является наиболее точной, эффективной и надёжной методикой.
Порядок выполнения УЗК
Порядок проведения дефектоскопии будет зависеть от класса металла, который нужно проверить, а также от требований, предъявляемых к нему. Образно можно разделить весь процесс на несколько этапов, это:2. Выбор характеристик и методов контроля. В зависимости от класса заготовки выбирается метод выполнения УЗК.
3. Подготовка поверхности. С поверхности удаляют остатки шлака, лакокрасочных покрытий, крупные неровности и следы коррозии. Зона выполнения УЗК покрывается специальным составом, включающим воду, минеральные масла или особые густые клейстеры. Это даёт ультразвуковым сигналам возможность проникать внутрь металлического листа без препятствий.
4. Подготовка оборудования. В зависимости от выбранного метода выполнения УЗК мастер размещает, подключает и настраивает приборы.
5. Проведение дефектоскопии. Оператор медленно сканирует металлический лист. При возникновении сигналов от дефектов подбирается контрольный уровень чувствительности. Все данные фиксируются оператором.
При возникновении сигналов от дефектов подбирается контрольный уровень чувствительности. Все данные фиксируются оператором.
6. Подготовка результатов. Информация о найденных дефектах заносится в специальный журнал. Также на основании полученных данных определяется качество стального листа в зависимости от требований, которые к нему предъявляются.
Некоторые предприниматели, занимающиеся производством и реализацией листовой стали, игнорируют этап обязательного неразрушающего контроля. Это может обернуться массой негативных последствий. Листовой металл, не прошедший дефектоскопию, часто становится причиной аварий. Для создания прочных, ответственных и неразрушающихся конструкций он не годится. Поэтому лучше выполнить УЗК в профессиональной лаборатории. Если вас интересуют подобные услуги, обратитесь в ТД «Ареал». Наши специалисты обладают высокой квалификацией, а также оформляют все документы согласно установленным стандартам.
Ультразвуковой метод неразрушающего контроля сварных соединений (швов)
Ультразвуковой контроль (УЗК) – один из методов НК. Основанный на ультразвуковых колебаниях и впервые апробированный в 30-х годах прошлого века, он всего лишь два десятилетия спустя стал самым востребованным методом контроля сварочных швов и соединений.
Основанный на ультразвуковых колебаниях и впервые апробированный в 30-х годах прошлого века, он всего лишь два десятилетия спустя стал самым востребованным методом контроля сварочных швов и соединений.
Принцип действия УЗК
Звуковые волны отличаются неизменностью своей траектории в однородном материале. Их отражение говорит о наличии сред, удельные акустические сопротивления которых отличаются друг от друга. Метод УЗК подразумевает излучение в проверяемый объект акустических колебаний для принятия их отражения специальным дефектоскопом с пьезоэлектрическим преобразователем. Анализ полученных данных позволяет выявлять отклонения и определять их ключевые параметры (габариты, глубину, форму) по амплитуде отраженных звуковых волн.
Алгоритм акустической дефектоскопии
Технология УЗК, использующаяся в промышленном производстве без малого сто лет, применяется для проверки сварочных швов, пайки, сварки и склейки разноструктурных соединений и металлов. Продолжительная популярность метода обусловлена выявлением широкого диапазона микро-отклонений и точностью результатов.
Продолжительная популярность метода обусловлена выявлением широкого диапазона микро-отклонений и точностью результатов.
Сферой максимального применения акустической дефектоскопии является контроль сварных соединений. Типичным примером проведения мероприятий УЗК может служить, выполнение теневого метода, чей поэтапный алгоритм предусмотрен ГОСТ Р 55724-2013:
- Тщательное очищение исследуемого сварного шва, с прилегающими к нему с обеих сторон участками шириной до 70 мм
- Нанесение смазочного средства (глицерин, солидол, технические масла) для повышения точности результатов
- Настройка и калибровка средств УЗК по действующим стандартам
- Установка излучателя и приемника (искателя)
- Искатель сканирует сварочный шов, перемещаясь зигзагами по всей его длине. Появление на мониторе сигнала с наибольшей амплитудой свидетельствует о наличии повреждений
- Если достоверность присутствия изъяна установлена, сведения о нем вносятся в регистрационную таблицу:
- Расслоения и пористость наплавленного металла
- Трещины, неровности, непровары
- Свищеобразные повреждения, несплавления
- Провисание, коррозия и окислы металла
- Нарушение геометрических параметров и химического состава
- Наименование и индекс разновидности сварного стыка
- Длина проверяемого шва
- ТУ проведения проверки
- Наименование и тип, используемых приборов
- Частота колебаний в герцах
Проведение УЗК не ограничивается промышленными отраслями и достаточно часто применяется в частном порядке в процессе возведения или реконструкции жилой и коммерческой недвижимости.
Особенности оценки результатов
От чувствительности прибора зависит качество сканирования, распознание и определение количества отклонений. Обнаруженные дефекты оцениваются по таким параметрам, как:
- Величина колебания и условная длина звуковой волны
- Геометрические характеристики отклонений
УЗК не позволяет установить предельно точные показатели дефекта, поэтому для сопоставления используется эталонное изделие. Реальная площадь отклонения почти всегда превышает размеры, полученные путем специальных вычислений.
Классификация методов УЗК
Многочисленность разновидностей методов УЗК обусловила их разделение на две группы.
Активные методы базируются на излучении и приеме упругих волн. Они включают в свою группу:
- Методы прохождения – отслеживания изменений сквозных колебаний, прошедших через проверяемый объект, среди которых:
- Теневой, использующий два преобразователя, один из которых для генерирования, а второй — для приема колебаний.

- Зеркально-теневой, контролирующий объекты с двумя параллельными сторонами
- Временной теневой, базирующийся на импульсном запаздывании и контролирующий бетон
- Эхо-сквозной, использующий два преобразователя по разным сторонам проверяемого объекта
- Велосиметрический, фиксирующий изменения скорости упругих волн
- Комбинации этих методов
Пассивные методы базируются на приеме и анализе волн, источаемых объектом исследования:
- Акустико-эмиссионный, подразумевающий излучение упругих волн самим материалом
- Вибрационно-диагностический, анализирующий параметры вибрации, возникающей в процессе функционирования исследуемого механизма
- Шумодиагностический, изучающий спектр шумов функционирующего механизма с помощью микрофона и прочих спектро-анализаторов
Только технически правильный выбор и применение методики УЗК могут гарантировать эффективное выполнение работ и достоверность результатов.
Проведение аттестации и обучение специалистов по неразрушающему контролю
Средства измерения УЗК
Ультразвуковой контроль предполагает применение специальных устройств и приборов:
- Высокоточные дефектоскопы (импульсные, импедансные) для сварных швов и продукции из металла с множеством функций, включая документирование результатов
- Преобразователи, среди которых самые распространенные с пьезоэлектрическим эффектом
- Компактные толщинометры способные оценить износ рельсов, определить толщину металлов, неметаллов и объектов с односторонним доступом
Все приборы устроены по аналогичному принципу. Они способны выявлять повреждения и определять глубину их залегания.
Плюсы и минусы УЗК
Помимо таких важных плюсов, как безопасность для персонала и сохранность целостности объекта проверки, методы акустического контроля отличаются:
- Экономичностью, точностью и оперативностью проведения
- Мобильностью, обеспеченной портативными приборами и устройствами
- Возможностью проведения контроля без приостановки или выведения из использования проверяемого объекта
Не обошлось и без минусов, главные среди которых:
- Недостаточность сведений об отклонениях
- Проблематичность контроля мелких деталей, сварных швов разнородных сталей и крупнозернистых металлов по причине преувеличенного рассеяния или затухания звуковых волн
- Необходимость создания поверхностных шероховатостей от 5 класса и выше для ввода звука в металл пьезоэлектрическими преобразователями
Ультразвуковые методы контроля представляет собой надежное и результативное средство по обнаружению широкого спектра дефектов, включая сварные стыки и швы.
Отправьте заявку на исследование ультразвуковым методом контроля
Благодарственные письма наших клиентов
Среди наших клиентов
Ультразвуковой метод контроля
Ультразвуковая дефектоскопия (УД) — один из основных методов неразрушающего контроля (НК). В обязательном порядке выполняется при производстве и подготовке к эксплуатации ответственных изделий. К ним относят рельсы, авиадвигатели, трубопроводы для энергоблоков ядерных реакторов и т.п. Позволяет осуществлять контроль сварных соединений.
Для проведения ультразвукового контроля используют пьезоэлектрические преобразователи (ПЭП). Применяются в качестве излучателя и приемника импульса. Принцип действия основан на прямом и обратном пьезоэлектрических эффектах. В качестве ПЭП чаще всего используют турмалин, кварц, керамику на основе титаната свинца или бария, а также цирконата свинца. Требования к преобразователям указаны в ГОСТ Р 55725-2013 и ГОСТ Р 55808-2013.
Из достоинств ультразвуковой дефектоскопии можно отметить:
- точность определения дефектов,
- безопасность для здоровья человека,
- низкую стоимость проведения,
- возможность оценки изделий из различных материалов,
- отсутствие повреждений при исследовании объекта,
- возможность выполнения дефектоскопии без нарушения технологического процесса.
Ультразвуковой метод контроля также имеет недостатки. Он не позволяет определять характер дефекта и его размер. Трудности возникают при попытке оценить состояние металла с крупнозернистой структурой, так как ультразвук затухает и рассеивается. Кроме того, при выборе данного метода НК нужно учитывать требования, предъявляемые к параметрам шероховатости и волнистости поверхности объекта.
К наиболее распространенным методам в практике УД относят импульсные и импедансный. Остановимся подробнее на их отличительных особенностях.
Импульсные
Также известны как методы прохождения и отражения. На практике чаще всего применяются теневой, зеркально-теневой, эхо-метод. Последний может использоваться при одностороннем доступе к объекту исследования. Принцип действия импульсных методов дефектоскопии заключается в направленном излучении в проверяемое изделие и улавливании отраженных ультразвуковых импульсов с помощью ПЭП. После чего специалисты проводят анализ полученных результатов, определяют наличие дефектов, их вид, форму, размер и другие параметры. В большинстве случаев применяется для проверки сварных соединений. Процедура регламентирована ГОСТ Р 55724-2013.
Импедансный
Метод основан на использовании зависимости импеданса исследуемого объекта от качества соединения его отдельных элементов. С помощью дефектоскопов и твердомеров можно обнаружить дефекты в различных соединениях, заполнителях. Метод ультразвукового контактного импеданса позволяет выявлять непроклеенные соединения, участки расслоения, а также измерять твердость изделий. Широко применяется для контроля трубопроводов, сосудов, промышленных заготовок, запчастей транспортных средств.
Широко применяется для контроля трубопроводов, сосудов, промышленных заготовок, запчастей транспортных средств.
Ультразвуковой контроль и ультразвуковая толщинометрия
Данные методы НК позволяют измерять толщину исследуемых изделий и выявлять дефекты. Локальные нарушения внутреннего состояния объекта значительно снижают его ценность и негативно отражаются на его эксплуатационных свойствах. В некоторых случаях обнаруженные изъяны не позволяют использовать продукцию по назначению. Например, нарушения сварного соединения приводят к несплошности материала шва, что существенно ухудшает прочность и несущую способность металла.
Основные дефекты
Подробная информация о дефектах сварных соединений есть в ГОСТ 30242-97 — для металлов, и ГОСТ Р 54792-2011 — для термопластов. К наиболее часто встречающимся нарушениям относят:
- трещины,
- подрезы,
- прожоги,
- непровары,
- несплавления,
-
шлаковые включения.

К наиболее сложным нарушениям относят стелс-дефекты. Они скрываются в металле шва или около этой области. Такие изъяны не всегда удается обнаружить с первого раза. Часто ультразвуковой импульс не возвращается, поэтому на экране не появляется информация о нарушениях. Для их выявления важны такие показатели, как угловая ориентация относительно ПЭП, состояние границы, ее размер, а также малая акустическая разница импедансов. К стелс-дефектам можно отнести:
- плоскостной трещиноподобный изъян,
- нарушение с рыхлой поверхностной окалиной,
- сильно сжатый непровар.
Из особо опасных дефектов отмечают трещины. Их наличие в сварных соединениях не допускается, потому что они неизбежно приводят к разрушению шва. Любая несплошность металла также считается опасным изъяном. Критичность повышается от объемной до плоскостной.
Преимущества ультразвуковой дефектоскопии
В отличие от рентгеновских методов контроля ультразвуковые обладают следующими достоинствами:
- мобильное оборудование позволяет выполнять исследование даже в труднодоступных местах;
- полученную информацию можно оценить в месте проведения контроля;
- ультразвуковые контроль и толщинометрия позволяют оценивать материалы большой толщины;
- цены на УД гораздо ниже, чем на рентгеновскую дефектоскопию;
-
ультразвуковой контроль показывает отличные результаты при проверке на наличие трещин в сварных соединениях.

Ультразвуковая дефектоскопия проводится с учетом требований ГОСТ Р 55724-2013. Это гарантия надежного и достоверного обнаружения распространенных и опасных дефектов конструкций.
Перед проведением УД необходимо подготовить объект к проверке. Заказчик должен обеспечить доступ сотрудникам лаборатории неразрушающего контроля к изделию. Если оно находится в труднодоступном месте, необходимо организовать доставку, например, поставить подъемник. Сварной шов и зона вокруг него должны быть хорошо зачищены от ржавчины и других загрязнений. Кроме того, предварительно нужно оценить шероховатость поверхности объекта. Показатель не должен превышать Ra 6,3 (Rz 40).
Ультразвуковой метод контроля качества сварных соединений
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Свойства ультразвуковых волн
Метод ультразвуковой дефектоскопии металлов и других материалов впервые был разработан и практически осуществлен в Советском Союзе в 1928—1930 гг. проф. С. Я. Соколовым.
Ультразвуковые волны представляют собой упругие колебания материальной среды, частота которых лежит за пределами слышимости в диапазоне от 20 кгц (волны низкой частоты) до 500 Мгц (волны высокой частоты).
Ультразвуковые колебания бывают продольные и поперечные. Если частицы среды перемещаются параллельно направлению распространения волны, то такая волна является продольной, если перпендикулярно-поперечной. Для отыскания дефектов в сварных швах используют в основном поперечные волны, направленные под углом к поверхности свариваемых деталей.
Ультразвуковые волны способны проникать в материальные среды на большую глубину, преломляясь и отражаясь при попадании на границу двух материалов с различной звуковой проницаемостью. Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений.
Именно эта способность ультразвуковых волн используется в ультразвуковой дефектоскопии сварных соединений.
Ультразвуковые колебания могут распространяться в самых различных средах — воздухе, газах, дереве, металле, жидкостях.
Скорость распространения ультразвуковых волн C определяют по формуле:
C = fλ
где f — частота колебаний, гц;
λ — длина волны, см.
Для выявления мелких дефектов в сварных швах следует пользоваться коротковолновыми ультразвуковыми колебаниями, так как волна, длина которой больше размера дефекта, может не выявить его.
Получение ультразвуковых волн
Ультразвуковые волны получают механическим, термическим, магнитострикционным (Магнитострикция — изменение размеров тела при намагничивании) и пьезоэлектрическим (Приставка «пьезо» означает «давить») способами.
Наиболее распространенным является последний способ, основанный на пьезоэлектрическом эффекте некоторых кристаллов (кварца, сегнетовой соли, титаната бария): если противоположные грани пластинки, вырезанной из кристалла, заряжать разноименным электричеством с частотой выше 20 000 гц, то в такт изменениям знаков зарядов пластинка будет вибрировать, передавая механические колебания в окружающую среду в виде ультразвуковой волны. Таким образом электрические колебания преобразовываются в механические.
Таким образом электрические колебания преобразовываются в механические.
В различных системах ультразвуковых дефектоскопов применяют генераторы высокой частоты, задающие на пьезоэлектрические пластинки электрические колебания от сотен тысяч до нескольких миллионов герц.
Пьезоэлектрические пластинки могут служить не только излучателями, но и приемниками ультразвука. В этом случае под действием ультразвуковых волн на гранях кристаллов-приемников возникают электрические заряды малой величины, которые регистрируются специальными усилительными устройствами.
Методы выявления дефектов ультразвуком
Существуют в основном два метода ультразвуковой дефектоскопии: теневой и эхо-импульсный (метод отраженных колебаний.)
Рис. 41. Схемы проведения ультразвуковой дефектоскопии
а — теневым; б — эхо импульсным методом; 1 — щуп-излучатель; 2 — исследуемая деталь; 3 — щуп приемник; 4 — дефект
При теневом методе (рис. 41, а) ультразвуковые волны, идущие через сварной шов от источника ультразвуковых колебаний (щупа-излучателя), при встрече с дефектом не проникают через него, так как граница дефекта является границей двух разнородных сред (металл — шлак или металл — газ). За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
За дефектом образуется область так называемой «звуковой тени». Интенсивность ультразвуковых колебаний, принятых щупом-приемником, резко падает, а изменение величины импульсов на экране электронно-лучевой трубки дефектоскопа указывает на наличие дефектов. Этот метод имеет ограниченное применение, так как необходим двусторонний доступ к шву, а в ряде случаев требуется снимать усиление шва.
При эхо-импульсном методе (рис. 41,6) щуп-излучатель посылает через сварной шов импульсы ультразвуковых волн, которые при встрече с дефектом отражаются от него и улавливаются щупом-приемником. Эти импульсы фиксируются на экране электроннолучевой трубки дефектоскопа в виде пиков, свидетельствующих о наличии дефекта. Измеряя время от момента посылки импульса до приема обратного сигнала, можно определить и глубину залегания дефектов. Основное достоинство этого метода состоит в том, что контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления или предварительной обработки шва. Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Этот метод получил наибольшее применение при ультразвуковой дефектоскопии сварных швов.
Импульсные ультразвуковые дефектоскопы
Контроль сварных соединений осуществляется при помощи ультразвуковых дефектоскопов, которыми можно выявлять трещины» непровары, газовые и шлаковые включения в стыковых, угловых, тавровых и нахлесточных соединениях, выполненных дуговой, электрошлаковой, газовой и контактной сваркой. Контролировать можно как сварку сталей, так и сварку цветных металлов и их сплавов.
Электрическая схема дефектоскопов, состоящая из отдельных электронных блоков, смонтирована в металлическом кожухе, на передней панели которого находится экран электроннолучевой трубки и расположены рукоятки управления. Дефектоскопы укомплектованы призматическими щупами-искателями (рис. 42) с углами ввода ультразвукового луча 30, 40 и 50° (0,53; 0,7 и 0,88 рад). Придаются также и прямые щупы, при помощи которых ультразвуковые колебания вводятся перпендикулярно поверхности контролируемого изделия. Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.
Комплект щупов позволяет выбирать для каждого конкретного случая необходимую схему прозвучивания. Во всех щупах в качестве пьезоэлектрического преобразователя используются пластинки титаната бария.
Рис. 42. Конструктивная схема призматического щупа
1 — кольцо изоляционное; 2 — асбестовая прокладка; 3 — накладка контактная; 4 — втулка изоляционная; 5 — втулка; 6 — пластинка из титаната бария; 7 — корпус;8 — призма из плексигласа
В зависимости от количества щупов и схемы их включения ультразвуковые дефектоскопы могут быть двухщуповыми, в которых один щуп является излучателем, а другой приемником, или однощуповыми, где функция ввода и приема ультразвуковых колебаний выполняются одним щупом. Это возможно потому, что прием отраженного сигнала происходит во время пауз между импульсами, когда никаких других сигналов, кроме отраженных, на пьезоэлектрическую пластинку не поступает.
В качестве индикаторов дефектов применяются электроннолучевые трубки. Ряд дефектоскопов оснащен также световым (электрической лампочкой на искательной головке щупа) и звуковым (динамиком и телефонными наушниками) индикаторами.
Типовая блок-схема импульсного ультразвукового дефектоскопа, работающего по однощуповой схеме, приведена на рис. 43.
Рис. 43. Блок-схема импульсного ультразвукового дефектоскопа УЗД-7Н
1 — задающий генератор; 2 — генератор импульсов; 3 — пьезоэлектрический щуп; 4 — генератор развертки; 5 — приемный усилитель; 6 — электроннолучевая трубка; 7 — контролируемое изделие

Генератор развертки обеспечивает развертку электронного луча трубки, который прочерчивает на экране электроннолучевой трубки светящуюся линию с пиком начального импульса.
При отсутствии дефекта в контролируемом изделии импульс дойдет до нижней поверхности изделия, отразится от нее и возвратится в пьезоэлектрический щуп. В нем механические колебания ультразвуковой частоты снова преобразуются в высокочастотные электрические колебания, усиливаются в приемном усилителе и подаются на отклоняющие пластины электроннолучевой трубки. При этом на экране возникает второй пик донного импульса (как бы отраженного от дна изделия).
Если на пути прохождения ультразвука встретится дефект, то часть волн отразится от него раньше, чем донный сигнал достигнет пьезоэлектрического щупа. Эта часть волн усиливается приемным усилителем, подается на электроннолучевую трубку и на ее экране между начальным и донным импульсами возникнет пик импульса от дефекта.
Благодаря синхронной работе генератора развертки луча, генератора импульсов и других устройств дефектоскопа взаимное расположение импульсов на экране электроннолучевой трубки характеризует глубину расположения дефекта.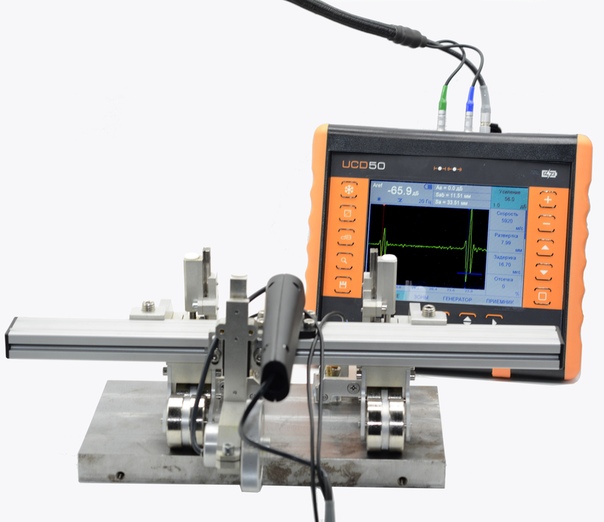 Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Расположив на экране трубки масштабные метки времени, можно сравнительно точно определить глубину залегания дефекта.
Методика ультразвукового контроля
Перед началом ультразвукового контроля зачищают поверхность сварного соединения на расстоянии 50—80 мм с каждой стороны шва, удаляя брызги металла, остатки шлака и окалину. Зачистку выполняют ручной шлифовальной машинкой, а при необходимости еще и напильником или наждачной шкуркой.
Чтобы обеспечить акустический контакт между щупом-искателем и изделием, зачищенную поверхность металла непосредственно перед контролем тщательно протирают и наносят на нее слой контактной смазки. В качестве смазки применяют автол марок 6, 10, 18, компрессорное, трансформаторное или машинное масло.
Затем проверяют правильность показаний дефектоскопа на эталонах сварных швов с заранее определенными дефектами.
Контроль стыковых соединений проводят путем поочередной установки щупа по обеим сторонам проверяемого шва.
Рис. 44. Схема проведения ультразвукового контроля
а — перемещение призматического щупа по поверхности изделия; б — контроль прямым лучом; в — контроль отраженным лучом
В процессе контроля щуп-искатель плавно перемещают вдоль обеих сторон шва по зигзагообразной линии (рис. 44, а), систематически поворачивая его на 5—10° в обе стороны для выявления различно расположенных дефектов.
Прозвучивание производят как прямым (рис. 44, б), так и отраженным (рис. 44, в) лучом. Стыковые соединения при толщине металла более 20 мм обычно проверяют прямым лучом. При толщине металла менее 20 мм усиление шва не дает возможности установить щуп так, чтобы ультразвуковой луч проходил через корень шва. В этих случаях контроль осуществляют однократно или двукратно отраженными лучами. При толщине металла менее 8 мм его прозвучивают многократно отраженным лучом.
Пределы перемещения щупа поперек шва зависят от угла ввода луча и способа прозвучивания и определяются по номограммам, прилагаемым к инструкции на эксплуатацию дефектоскопа. Чтобы обеспечить перемещение щупов в заданных пределах, их устанавливают в специальный держатель (рис. 45).
Рис. 45. Держатели призматических щупов
а — для контроля стыковых швов отраженным лучом; б — для контроля стыковых швов прямым лучом; в — для контроля угловых швов
Рис. 46. Схема определения размеров дефекта в стыковом шве
а — протяженности l; б — высоты h
Рис. 47. Конструктивная схема жидкостного глубиномера
1 — генератор дефектоскопа; 2 — цилиндр; 3 — компенсирующий объем; 4 — глубиномер; 5 — механизм перемещения поршня; 6 — жидкость; 7 — поршень; 8 — пьезоэлектрическая пластинка
При обнаружении дефекта в сварном шве на экране дефектоскопа появляется импульс. Условную протяженность его измеряют длиной зоны перемещения щупаискателя вдоль шва, в пределах которой наблюдается появление и исчезнование импульса (рис. 46, а). Условную высоту дефекта определяют как разность глубин, измеренных в крайних положениях щупаискателя, в которых появляется и исчезает импульс при перемещении щупа перпендикулярно оси шва (рис. 46, б). Условную высоту дефектов, имеющих большую протяженность, измеряют в месте, где импульс от дефекта имеет наибольшую амплитуду.
Глубину залегания дефекта определяют при помощи глубиномеров. Жидкостной глубиномер (рис. 47) состоит из пьезоэлектрической пластинки, которая возбуждается от генератора дефектоскопа одновременно с основной излучающей пьезоэлектрической пластинкой щупаискателя. Эта пластинка помещена в цилиндр с компенсирующим объемом. Цилиндр наполнен жидкостью и имеет поршень, связанный со шкалой глубиномера. При прозвучивании сварного шва на экране электроннолучевой трубки вместе с начальным и донным сигналом появляется так называемый служебный импульс, отраженный от поршня цилиндра глубиномера. Положение его на экране трубки дефектоскопа определяется положением поршня в цилиндре. Передвигая поршень, совмещают служебный импульс с импульсом, отраженным от дефекта, и по шкале глубиномера определяют глубину залегания дефекта. При совмещении поршня с донным импульсом можно определить толщину металла. Подобные глубиномеры могут быть присоединены к любому ультразвуковому импульсному дефектоскопу.
Повышения скорости контроля можно достичь применением несложных устройств (рис. 48), позволяющих осуществлять перемещение дефектоскопа вдоль шва и возвратно-поступательное движение щупа. Щуп-искатель устанавливается на тележке устройства и соединяется с ультразвуковым дефектоскопом. На этой же тележке находится механизм передвижения, состоящий из электродвигателя мощностью 12 вт, червячных пар и кривошипного механизма.
Рис. 48. Схема автоматизированного контроля стыков трубопроводов с помощью специального приспособления
1 — контрольный механизм; 2 — труба; 3 — роликовая цепь; 4 — коробка со щупом; 5 — ультразвуковой дефектоскоп
Значительно увеличивается надежность и скорость контроля при использовании автоматического ультразвукового дефектоскопа ДАУЗ-169, позволяющего контролировать сварные соединения при толщине листов от 6 до 16 мм. Он представляет собой датчик, установленный на автоматически передвигающейся каретке, соединенной гибким кабелем со шкафом с электронными блоками.
Дефекты регистрируются записью на диаграммной ленте и краскоотметчиком на контролируемом шве, работа которого дублируется световой сигнализацией. Скорость контроля составляет 1 м/мин. Применение его значительно увеличивает надежность и производительность процесса контроля сварных швов.
Оформление результатов контроля
Результаты ультразвуковой дефектоскопии согласно ГОСТ 14782—69 фиксируют в журнале или в заключении, обязательно указывая:
а) тип сварного соединения; индексы, присвоенные данному изделию и сварному соединению; длину проконтролированного участка шва;
б) технические условия, по которым выполнялась дефектоскопия;
в) тип дефектоскопа;
г) частоту ультразвуковых колебаний;
д) угол ввода луча в контролируемый металл или тип искателя, условную или предельную чувствительность;
е) участки шва, которые не подвергались дефектоскопии;
ж) результаты дефектоскопии;
з) дату дефектоскопии;
и) фамилию оператора.
При сокращенном описании результатов дефектоскопии каждую группу дефектов указывают отдельно.
Характеристика протяженности дефекта обозначается одной из букв А, Б, В. Цифрами обозначают: количество дефектов в шт.; условную протяженность дефекта в мм; наибольшую глубину залегания дефекта в мм; наибольшую условную высоту дефекта в мм.
Буква А указывает, что протяженность дефекта не превышает допускаемую техническими условиями. Буква Б используется для характеристики дефекта большей протяженности, чем типа А. Буквой В обозначают группу дефектов, отстоящих друг от друга на расстоянии не более величины условной протяженности для дефектов типа А.
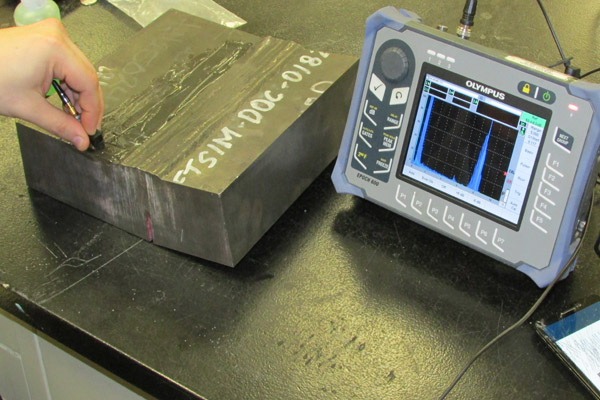
Ниже приводится пример сокращенной записи результатов дефектоскопии в журнале или в заключении.
На участке шва сварного соединения С15 (ГОСТ 5264—69), обозначенном индексом МН-2, длиной 800 мм обнаружены: два дефекта типа А на глубине 12 мм, один дефект типа Б условной протяженностью 16 мм на глубине 14—22 мм, условной высотой 6 мм и один дефект типа В условной протяженностью 25 мм на глубине 5—8 мм.
Сокращенная запись результатов испытания выглядит так:
С15, МН-2, 800; А-2-12; Б-1-16-22-6; В-1-25-8.
Техника безопасности при ультразвуковом контроле
К работе с ультразвуковыми дефектоскопами допускают лиц, прошедших инструктаж по правилам техники безопасности и имеющих соответствующее удостоверение. Перед проведением контроля на большой высоте, в труднодоступных местах или внутри металлоконструкций оператор проходит дополнительный инструктаж, а его работу контролирует служба техники безопасности.
Ультразвуковой дефектоскоп при работе заземляют медным проводом сечением не менее 2,5 мм2. Работать с незаземленным дефектоскопом категорически запрещается. При отсутствии на рабочем месте розетки подключать и отключать дефектоскоп может только дежурный электрик.
Запрещается проводить контроль вблизи сварочных работ при отсутствии защиты от лучей электрической дуги.
Л.П. Шебеко, А.П. Яковлев. «Контроль качества сварных соединений»
метод контроля сварных соединений, швов
Сварные соединения и швы требуют постоянного контроля качества, вне зависимости от давности установки. Проверка производится с помощью различных методов, наиболее точным является ультразвуковой контроль. Методика проверки сварных швов используется с начала прошлого столетия, пользуется популярностью ввиду точных показателей, выявления малейших недочетов. Как показывает практика, внутри сварочного шва могут быть скрытые дефекты, которые напрямую влияют на качество соединения, ультразвуковая дефектоскопия помогает выявить мельчайшие детали, недостатки.
Ультразвуковая дефектоскопияУльтразвуковой метод и его технология
Технология ультразвукового контроля используется производством, промышленностью с момента развития радиотехнического процесса. Эффект и устройство технологии в том, что ультразвуковые волны акустического типа не меняют прямолинейную траекторию движения при прохождении однородной среды. Ультразвуковой метод используется также при проверке металлов и соединений, имеющих различную структуру. Такие случаи подразумевают, что происходит частичный процесс отражения волн, зависит от химических свойств металлов, чем больше сопротивление звуковых волн, тем сильнее воздействует эффект отражения.
Дефектоскопия или ультразвуковой контроль не разрушают соединения по структуре. Технология проведения ультразвуковой диагностики включает поиск структур, не отвечающих по химическим или физическим свойствам показателям, любые отклонения считаются дефектом. Показания колебаний рассчитываются по формуле L=c/f, где L описывает длину волны, Скорость перемещения ультразвуковых колебаний, f частоту колебаний. Определение дефекта происходит по амплитуде отраженной волны, тем самым возможно вычислить размер недочета.
Процесс ультразвукового метода
Сварные соединения подразумевают работу с наличием газовых ванн, испарения которых не всегда успевают удалиться в окружающую среду. Ультразвуковой метод контроля позволяет выявить газообразные вещества в сварных соединениях, за счет сопротивления волн. Газообразная среда веществ обладает сопротивлением в пять раз меньшим по отношению к кристаллической решетке металлических материалов. Ультразвуковой контроль металла позволяет вывить среды за счет отражения колебаний.
Получение и свойства ультразвуковых колебаний
Акустические волны или ультразвуковые колебания выдаются при частоте, превышающей параметр 20 кГц. Механические колебания, способные рассеиваться при упругих, твердых средах, диапазон, как правило, составляет 0,5 – 10 МГц. Распространение волн структурой металла происходит акустическими ультразвуковыми волнами, воздействующими на равновесие центральной точки.
Методика ультразвукового метода
Существуют несколько способов ультразвукового неразрушающего контроля, наиболее распространенный из них пьезоэлектрический. Заряженная электричеством с определенной частотой пластинка вибрирует, механические колебания передаются в окружающую среду при состоянии волны. Генераторы электро волны используется вне зависимости от предназначения, размеров оборудования, могут выдавать различные параметры.
Скорость обращения ультразвукового контроля напрямую зависит от свойств, типа физической среды. Скорость распространения продольной волны вдвое выше, чем поперечной. Прием информации происходит пластиной из пьезоэлектрического элемента, работающей на преобразование энергии в импульсную энергию. Процессом применяются короткие переменные импульсы различного типа колебаний, что позволяет определить глубину, свойства дефекта.
Углы направления ультразвуковых колебаний
На границе разделения двух сред, результатом падения продольной акустической волны при наклонном типе является появление отражения и трансформации ультразвуковых волн. Существуют основные типы контроля:
- отраженные;
- преломлённые;
- сдвиговые поперечные;
- продольные волны.
Процесс происходит путем разделения падающей под углом волны на поперечную и продольную, распространение которых производится непосредственно материалом.
Углы направления ультразвуковых колебаний
Существует определенное значение угла подачи, направления ультразвуковых колебаний, при нарушении которого, ультразвуковой контроль не будет распространяться вглубь металла, а останется на его поверхности. Данный метод используется при определенных параметрах и задачах, волна двигается только по поверхности материала, что позволяет контролировать качество сварного шва.
Виды ультразвукового контроля
Операция контроля сварного шва позволяет определить расстояние до дефекта по временной шкале распространения отражения, размер амплитуды, ширины акустической волны.
Методы контроля
В настоящем времени существует несколько способов, которыми проводится ультразвуковой контроль, основанием служит ГОСТ-23829, основные отличия происходят в оценке, регистрации данных:
- Диагностика теневым методом производится с использованием двух инструментов, установленных по разные стороны материала. Предназначение первого – излучать волны, второго принимать. Устанавливаются по перпендикулярной плоскости исследуемого сварного соединения. Процесс происходит путем излучения, контроля приема отражений, при тех случаях, когда возникает глухая зона, это означает, что результатом соединении имеется участок другой среды, шов принимается дефектным участком.
- Эхо — импульсный метод применяет один дефектоскоп, параметрами которого обусловлено направление, прем ультразвукового контроля. Технология отражения происходит путем отсвечивания отражения от участков с дефектами. Когда допускается прохождение волн напрямую, участок считается нормальным, если происходит отражение, возврат волны к дефектоскопу, это место помечается как дефект.
- В эхо — зеркальном методе используется такой же принцип работы, что и способом, приведенным выше. Отличительной особенностью является применение отражателя. Устанавливается оборудование под прямым углом, волны посылаются к материалу, в случае наличия повреждений отражаются на приемник. Данный тип проверки зачастую используют при поиске трещин, других вертикальных дефектов.
- Симбиоз зеркального и теневого метода контроля использует два прибора. Оба устанавливаются с одной стороны объекта, посылаются косые волны. Отражение происходит от сетки основного металла, в случае выявления нестандартных зон, место маркируется как дефект.
- В основе дельта метода ультразвукового контроля происходит излучение дефектом направленных отражений внутрь сварного шва. Волны разделяются на подкатегории зеркальных, трансформируемых, продольных и поперечных, приемником удается поймать не все типа волн. Метод не славится популярностью, т.к. требует настройки оборудования, продолжительной расшифровки результатов. Также при контроле дельта методом предъявляются жесткие требования по качеству очистки сварного соединения.
Наиболее популярными являются теневой и эхо – импульсный методы, остальные реже ввиду требуемой настройки оборудования и неудобного использования инструментов.
Как проводится ультразвуковая дефектоскопия
Процесс проверки ультразвуковым оборудованием относится практически ко всем типам металлов, чугуне, меди, стали и других легированных соединениях.
Проведение дефектоскопии ультразвуковым методом
Существует определенный стандарт выполнения проверочных работ, которому необходимо придерживаться:
- зачищается ржавчина, лакокрасочное покрытие со шва на расстоянии 5-7 см;
- для получения достоверных результатов при ультразвуковом контроле сварных соединений, поверхности необходимо обработать турбинным, трансформаторным, либо машинным маслом;
- контролер или прибор подстраивается под определенные параметры проверки;
- стандартные настройки применяются при толщине сварного шва не более 2 см;
- более толстые детали требуют применения АРД диаграмм;
- проверка качества шва выполняется с помощью AVG или DSG параметров;
- излучатель аппарата ультразвукового контроля перемещается вдоль шва зигзагом, проворачивается вокруг своей оси на небольшой угол;
- искатель проводится по материалу до выявления максимально четкого, устойчивого сигнала, после чего разворачивается для поиска максимальной амплитуды;
- контроль, проверку ультразвуковой дефектоскопии сварных швов производят согласно ГОСТу;
- отклонения, дефекты прописываются в регистрационную таблицу.
Сварочные швы основываются на контроле, достаточным проверкой УЗД. При соответствующей квалификации оператора, правильно настроенном оборудовании, возможно получить исчерпывающий ответ о наличии дефектов. При тех случаях, когда применяются более подробные исследования сварных швов, используют гамма — дефектоскопию или рентгенодефектоскопию. Рамки применения теневого метода ультразвуковой дефектоскопии и других способов существуют, основные дефекты, которые возможно выявить с помощью УЗД:
- расслоения наплавленного метала, различные поры;
- трещины, неровности шва, а также не проваренные участки;
- не сплавления, дефекты свище образного происхождения;
- поврежденные окислами и коррозией участки, провисание металла;
- несоответствующий химический состав соединения, поврежденный геометрически размер.
Ультразвуковой диагностике подвержены различные типы швов, плоские, продольные, кольцевые, сварные трубы и стыки, а также тавровые соединения. Методика проверки швов применяется не только крупными производственными предприятиями, а также на строительных площадках, при возведении помещений. Чаще всего УЗД используется:
- в определении степени износа труб в магистралях, сварных соединений;
- диагностика агрегатов, материалов в аналитических целях;
- машиностроение, нефтегазовая, тепловая, химическая и атомная промышленности требуют использование технологии при обеспечении безопасности эксплуатации будущего изделия;
- в соединениях сварного типа с крупнозернистой структурой, сложной геометрией;
- установка и соединение изделий, подверженных крупным физическим, температурным нагрузкам, потребует проверки ультразвуковым контролем.
К работе с дефектоскопом допускаются лица, имеющие удостоверение, ознакомленные с правилами техники безопасности. Сварные стыки могут находиться в замкнутых пространствах, на высоте, труднодоступных местах, перед работой оператор проходит дополнительный инструктаж, работа контролируется отделом охраны труда. Работа производится с заземленным аппаратом, сечением провода не менее 2.5 мм. Категорически запрещается использовать оборудование вблизи сварочных работ в отсутствие специальной защиты.
Параметры оценки результатов
Аппарат настраивается путем определения наименьшего размера дефекта на эталонной детали. В роли эталонов выступают расположенные перпендикулярно направлению прозвучивания отверстия плоскодонного типа. Используются эталонные детали также с боковыми прорезями, зарубками.
Результаты ультразвукового контроля
Минимальным расстоянием между дефектами обуславливается разрешающая способность для эхо – метода, это делается, чтобы определить несколько различных дефектов.
Оценка качества сварных соединений при ультразвуковом контроле происходит по следующим параметрам:
- условная протяженность;
- ширина, высота дефекта, а также его форма;
- амплитуда звуковой волны.
Длинна сварного дефекта определяется расстоянием перемещения излучателя по отношению к зафиксированному показанию сигналов с прибора. Способ определяется также для определения ширины дефекта. По разнице времени излученной, отраженной форме волны от дефекта определяется высота дефекта.
Факторы, влияющие на результат
Определение точного значения дефекта при ультразвуковой проверке практически невозможно. Именно поэтому, за основу берется площадь эталонного изделия. Максимально допустимыми параметрами являются эквивалентные величины, которые сопоставляются с эталоном. Стоит учитывать, что вычисленная площадь, практически во всех случаях, меньше настоящего размера.
Результаты дефектоскопии ультразвукового типа оформляются в специально отведенном журнале, согласно ГОСТ-14782. При регистрации проверки в обязательном порядке проставляются:
- индексы и наименование типа сварного стыка, длина подверженного контролю шва;
- техническое задание, условие, при которых производилась проверка;
- тип, наименование устройства;
- частота колебаний в ГЦ;
- условная, предельная чувствительность, углы ввода в металл, а также тип искателя;
- результаты, дата проверки, а также фамилия оператора.
К описанию характеристик в журналах при проверке применяются сокращения. Прописная буква А указывает на то, что дефект и его протяженность не переступает технические условия. Буквы Б, В характеризуют протяженность дефекта по нарастающей. Цифрами следом обозначается количество дефектов, их размеры, глубину.
Дефекты сварных швов
Определение формы дефекта происходит за счёт специальной методики, основой данных является эхо-сигнал, отображаемый дефектоскопом. Точность показаний определяется квалификацией оператора, его внимательностью, тщательность проведения. Измеряемые показатели должны быть в соответствии с инструкцией.
Достоинства и недостатки ультразвукового контроля труб
Ультразвуковым контролем возможно определить несоответствия во всех видах соединений, пайке, склейке, сварки и т.к. Процедура позволяет выявить большое количество недочетов:
- поры, воздушные пустоты;
- околошовные трещины, шлаковые отложения;
- неоднородные химические вкрапления;
- расслоения слоями наплавленного металла.
Основными преимуществами проведения неразрушимой акустической дефектоскопии являются:
- возможность проверки соединений как разнородных, так и однородных металлов, материалов;
- оценка качества соединения материалов, состоящих из неметаллов;
- отсутствие разрушения, повреждения поверхности шва, после проверки обследуемый участок необходимо только закрасить;
- отсутствие опасных воздействий на организм человека в сравнении с радио или рентген дефектоскопией.
- Низкая себестоимость, высокая мобильность позволяют проводить контроль швов практически при любых полевых условиях.
Плюсы и минусы ультразвукового контроля
Проведения работ со сложным оборудованием требует обученного, опытного персонала. Ультразвуковой контроль швов не исключение, а также требуется подготовка сварного шва по определенным показателям:
- Контроль за создание шероховатости не ниже 5 класса, направление полос должно быть перпендикулярно направлению шва;
- Исключение появления воздушного зазора путем нанесения масел или воды, в случае проверти вертикальной поверхности применяется густые массы и клейстеры.
Каждый из способов проверки имеет недостатки, проверка КЗД металлов не исключение. К основным отрицательным сторонам можно отнести:
- При диагностике круглых изделий радиусом менее 10 см, необходимо применять специальные преобразователи пьезоэлектрического типа, радиус кривизны подошвы которых отличается от объекта на 10 процентов в большую или меньшую сторону;
- Крупнозернистые структуры толщиной более 60 мм сложно диагностировать, в связи с затуханием отражения, рассеиванием колебаний при контроле. Такие материалы обычно состоят из аустенита или чугуна.
- Малые изделия, детали со сложными конструктивными особенностями не возможно подвергнуть проверке УЗД;
- Сложный процесс оценки, проверки материалов из неоднородных сталей;
- Расположение в структуре шва дефекта на различной глубине, не дает возможности точно определить диаметр, высоту неровности.
Преимущества и проблемные вопросы метода
Для проверки понадобится дефектоскопы и преобразователи, набор эталонов, образцов, предназначенных для калибровки и настройки оборудования. Определение расположения, места дефектов производится с помощью линейки координатного типа, вспомогательные приспособления понадобятся для зачистки, смазки проверяемого шва.
Проверенный сварной шов гарантирует надежность, прочность конструкции при эксплуатации. Существуют определенные нормативы, по которым изделие вводится в эксплуатацию или дорабатывается дальше.
В особенности проверка применяется в тяжелых условиях использования приспособлений.
Ультразвуковой неразрушающий контроль заказать в Москве — «СПЕЦКОНТРОЛЬ»
Оставить заявку
Мы предоставляем качественные услуги
| 200 | КВАЛИФИЦИРОВАНЫХ СОТРУДНИКОВ |
| +25 | ОРГАНИЗОВАННЫХ ЛАБОРАТОРИЙ |
| +112 | УСПЕШНО ВЫПОЛНЕНЫХ ПРОЕКТА |
Компания «СПЕЦКОНТРОЛЬ» применяет ультразвуковой метод неразрушающего контроля на основании ГОСТов и СНиПов. Ультразвуковая дефектоскопии, очень востребована в строительстве и производственных отраслях. Поскольку помогает находить скрытые в толще металлических и бетонных конструкций дефекты, определять их характер и место локализации.
Метод ультразвукового контроля – это универсальный способ обнаружения: трещин, посторонних включений, непроваров, пустот, коррозии и иных дефектов.
Ультразвуковая дефектоскопия и толщинометрия
Метод ультразвукового контроля – это универсальный способ обнаружения: трещин, посторонних включений, непроваров, пустот, коррозии и иных дефектов. Плюсами ультразвуковой дефектоскопии металла и металлических конструкций, считаются:
- Оперативность, точное определение локализации и вида дефекта
- Исследование труднодоступных участков
- Безопасность для человека
- Сверхчувствительность к опасным видам дефектов
- Сохранение целостности конструкции
Однако при работе с материалами, имеющими крупнозернистую структуру, возникают проблемы. Поскольку такая структура рассеивает и даже полностью тушить ультразвуковой сигнал. При помощи ультразвука не удается определить реальный размер и характер дефекта.
Ультразвуковой метод контроля в определении качества сварных соединений
Ультразвуковые волны, распространяемые с одинаковой скоростью проходя через однородные среды, отражаются от встретившихся на их пути дефектов. Ультразвуковой метод контроля помогает обнаружить в сварных швах: посторонние включения, раковины и другие дефекты. Ультразвуковая дефектоскопия проверки сварных соединений осуществляется на основании с ГОСТа Р 55724 – 2013. Перед диагностикой рабочая поверхность тщательно зачищается и покрывается масляной пленкой. В зависимости от полученного результата, контроль может проводиться один, или два раза.
Процесс оказания услуг
| 1 | Заявка клиента |
Клиент отправляет заявку, после чего наши менеджеры связываються, уточняют детали и принимают заказ.
| 2 | Подписание договора |
Обе стороны сделки уточняют все условия и цены, после чего подписывают договор на выполнение работ.
После подписания договора наша команда специалистов начинает работу над вашим объектом.
Оставьте заявку и получите бонусы
При заказе рентгеновского или ультразвукового контроля визуальный контроль — БЕСПЛАТНО |
|
При оформлении заказа в день обращения |
Оставить заявку
Ультразвуковой метод контроля для проверки прочности бетона
Ультразвуковая дефектоскопия испытывает прочность: ячеистых, плотных и пористых бетонов. Суть технологии в том, что ультразвуковые волны, проходя через бетон, наталкиваясь на пустоты и препятствия, меняют свою скорость. Замерив, эту скорость и сравнив ее с табличными показателями, специалист оценивает прочность и тестируемого изделия.
Существуют два ультразвуковых метода неразрушающего контроля проверки прочности бетона. При сквозном методе, датчики измерения скорости движения ультразвуковых волн, крепятся на противоположных сторонах проверяемого объекта, а при поверхностном методе, только с одной стороны. Ультразвуковая дефектоскопия свай проводится на стадии установки фундамента. Она позволяет выявить скрытые дефекты и проверить качество буронабивных свай, опираясь на проектные данные.
Компания «СПЕЦКОНТРОЛЬ», применяет ультразвуковой метод неразрушающего контроля, на основании действующих ГОСтов. Обратившись к нам вы можете быть уверены что все необходимые проверки и нормы контроля качества будут выполнены!
Последние выполненые объекты
Ультразвуковой метод измерения расхода
Диапазон частот от 20кГц до 1000 МГц.
Для прохождения волны и её интерпретации необходимы приемник и передатчик, которые обладают пьезоэлектрическим эффектом. Таким эффектом обладают следующие материалы кварц, турмалин, тартрата калия, сульфата лития, титанат бария, цирконат титаната свинца. Помещая пьезоэлектрический кристалл в электрическое поле упругая деформация вызывает уменьшение или увеличение его длины в соответствии с величиной и направлением полярности поля.
Прикладывая напряжение, размеры пьезокерамических элементов изменяются. При механических воздействиях пьезокерамический элемент генерирует электрический ток.
Поэтому пьезокерамические элементы используются в качестве излучателей и приемников сигнала, т.е. как приемопередатчики.
1. Конструкция ультразвуковых расходомеров
Преобразователь ультразвукового расходомера состоит из отрезка трубы, на котором установлены пьезоэлемента.
Диаметр пьезоэлемента находится в пределах 5-20 милиметров, а его толщина выбирается в зависимости от частоты. В частотных и время-импульсных расходомерах для повешения точности измерений используют частоты 5-20 Мгц.. Обычно в жидкостях применяются частоты ( 50 кГц — 2 МГц. В газовых средах необходимо уменьшать частоты до сотен и десятков Кгц, это вызвано сложностью создания в газах интенсивных акустических колебаний, особенно высокой частоты.
Преобразователи сферического излучения
Данные конструкции применяются в трубах малого диаметра. В качестве преобразователей используются кольцевые пьезопреобразователи, которые создают сферическое излучение. В схеме А , каждый из двух пьезоэлементов по очереди излучает и принимает акустические колебани
Преобразователи с отражателями
Преобразователи с отражателями. Одна из лучших схем для защиты пьезопрезобрателей от условий агрессивной среды и механических примесей в жидкости. В данном случае волна подается от передатчиков-излучателей и, отражаясь от стенок отражателя, попадает на приемник Конструкция 2 А применяется в расходомерах фирмы Kamstrup диаметром до 40 мм.
Схемы с угловым вводом направленных акустических колебаний.
На рисунках А,В,С показаны однолучевые конструкции расходомеров. На рисунке А,D, E трубопровод снабжается особыми впадинами — карманами, в глубине которых находятся пьезоэлементы. Данные конструкции применяются для чистых и неагрессивных сред, так как возможно засорение данных полостей. Также вследствие свободных полостей возможно появление вихрей, влияющих на показание расходомера. Конструкция В лишена данных недостатков, за счет заполнения данных полостей металлом или органическим стеклом. В конструкции С , пьезоэлементы находятся снаружи трубопровода. Они передают акустические колебания через металлические стенки трубы и измеряемому веществу. Чувствительность сигнала гораздо хуже, из-за паразитных сигналов и помех, вызванных прохождением колебаний по стенке трубы. Для увеличения точности используется схемы с двумя, черемя, восьми парами преобразователей-излучателей рисунок D, E .
2. Принцип действия ультразвуковых расходомеров
2.1. Принципы определения расхода основанные на зависимости от времени
Метод основан на факте, что ультразвуковому сигналу, направленному против движения потока, для прохождения расстояния от излучателя до приемника требуется больше времени, чем сигналу, направленному по ходу движения потока.
Анимация для объяснения принципа определения расхода, основанного на зависимости от времени.
Понимая, что определить время с помощью секундомеров невозможно для данного метода, так как временная разность находится в пределах нано или пикосекунд были реализованы следующие принципы интерпретации сигнала:
— Фазные
— Частотные
— Время импульсные
2.1.1. Фазный принцип определения расхода
Фазовыми называют ультразвуковые расходомеры, основанные на зависимости фазовых сдвигов уз — колебаний, появляющихся на приемных пьезоэлементах. Данный принцип, также основан на разности времен прохождения этими колебаниями одного и того же расстояния по потоку движущейся жидкости или газа и против него. Частота и амплитуда импульсов совпадают в данных расходомерах. Но иногда в конструкциях применяются близкие частоты 6 МГц и 6.01 МГц. В фазовых расходомерах частота выбирается так, чтобы при максимальном расходе получить наибольшую разность фаз, которая может быть измерена фазометром
Сравнивания два сигнала, одинаковых по частоте и амплитуде получаем график, как на рисунке ниже. Из данного графика можно определить фазовый сдвиг одного сигнала относительно другого (Т), после чего определить время и соответственно поток.
2.1.2 Частотный принцип определения расхода
Суть их работы в следующем: синтезатор частоты подбирает такое значение частоты ультразвукового сигнала, чтобы по направлению потока укладывалось целое число волн ультразвуковых колебаний. Затем направление излучения реверсируется, и подбирается значение частоты, которое обеспечивает целое число волн против потока. Величина расхода в этом случае пропорциональна разности частот сигналов по потоку и против него. Частотные расходомеры в сравнении с импульсными и фазовыми более устойчивы к загрязнению измеряемой среды, так как прекращают измерение только тогда, когда достигнут результат, а не когда закончилось время импульса.
2.1.3 Время — импульсный принцип определения расхода
Для определения времени прохождения импульса по потоку, генератор подает импульс на пьезоэлемент П1, который посылает в жидкость затухающие колебания. В момент передачи звуковых колебаний включается зарядное устройство, которое начинает вырабатывать напряжение. В момент прихода сигнала на пьезоэлемент П2 зарядное устрйтсво отключается. Максимальное значение напряжение пропорционально времени прохождения ультразвуковой волны по потоку жидкости. Таким же образом за время прохода ультразвукового импульса против потока от П2 к П1 вырабатывается напряжение, пропорциональное времени. Разность напряжений измеряется устройством.
2.2 Ультразвуковые расходомеры с колебаниями, перпендикулярными движению.
Данные расходомеры отличаются от ранее рассмотренных тем, что в них не используются акустические колебания, направленные по потоку и против него. В данных расходомерах звуковые колебания направлены перпендикулярно потоку. При этом происходит измерение степени отклонения луча, зависящего от скорости и химического состава измеряемого вещества, направленного перпендикулярно потоку. При этом лишь один пьезоэлемент (И) излучает акустические колебания. Регистрируются эти колебания одним или двумя пьезоэлементами (П1, П2).
При скорости = 0 здесь выходной сигнал равен нулю, благодаря равенству акустической энергии, поступающей на пьезоэлементы П1 и П2, включенных навстречу друг другу. При движении жидкости правый приемный пьезоэлемент (П2) по сравнению с левым (П2) получает большее излучение . Рассматриваемые расходомеры просты по устройству. В данном методе точность измерения расхода ограничена малой чувствительностью самого метода.
2.3. Ультразвуковые расходомеры, основанные на эффекте Доплера
Метод Допплера использует эффект изменения частоты звука, отражающегося от движущихся частиц. Датчик расходомера излучает сигнал, направленный в поток жидкости. Этот сигнал отражается присутствующими в жидкости твёрдыми частицами или газовыми пузырьками. Частота отраженного сигнала отличается от исходной из-за движения жидкости (эффект Доплера). Контроллер расходомера измеряет сдвиг частоты и определяет значение скорости жидкости, которое используется для расчета расхода.
Отраженный от движущихся частиц УЗ сигнал, с помощью быстрого преобразования Фурье – БПФ (Fast Fourier Transform – FFT) трансформируется из временной области в частотную.
Поскольку спектр отраженного сигнала достаточно широк, то находится усредненная частота. Далее вычисляется разница частоты исходного сигнала (сигнала передатчика) и полученной усредненной частоты отраженных сигналов. Эта разница частот в дальнейшем используется для определения скорости движения потока и, затем, для вычисления расхода.
По сравнению с другими ультразвуковыми расходомерами допплеровские имеют наименьшую точность ввиду того, что выходной сигнал представляет целый спектр частот, возникающих вследствие сдвига исходной частоты не одной частицей — отражателем, а рядом частиц, имеющих различные скорости. Поэтому относительная погрешность измерения расхода обычно не менее 2-3 %.
Допплеровские ультразвуковые расходомеры находят все более широкое распространение. Они применяются главным образом для измерения расхода различных гидросмесей, в том числе пульп, суспензий и эмульсий, содержащих частицы, отличающиеся по плотности от окружающего вещества. Но и естественных неоднородностей (в том числе газовых пузырей), имеющихся в различных жидкостях, бывает достаточно для проявления эффекта Допплера. При их отсутствии рекомендуется вдувать в поток воздух или газ через трубку с отверстиями 0,25-0,5 мм на расстоянии перед преобразователем расхода. Расход вдуваемого газа составляет 0,005 0,1 % от расхода измеряемого вещества.
3. Применение
Ультразвуковой расходомер жидкости находит применение во многих отраслях промышленности, а также в научных исследованиях:
— Нефтедобыча и переработка
-Тепло и электрогенерация
-Водоочистка
-Коммунальное хозяйство
-Противопожарные системы
-Измерение скорости потоков подземных вод
Экономичность и простота монтажа способствуют росту популярности ультразвуковых расходомеров. Они постепенно вытесняют механические счетчики за счет более высокой точности измерений и простоты обслуживания.
Расходомеры с накладными датчиками используются для экспресс анализа потока без остановки технологического процесса.
В настоящее время начинает прослеживаться тенденция к переходу от механических индивидуальных теплосчетчиков к ультразвуковым.
4. Преимущества и недостатки ультразвуковых расходомеров
Преимущества:
+ высочайшая точность
+ отсутствие вращающихся частей
+ широкий диапазон рабочих температур
+ Низкие потери давления
+ возможность измерения как жидких, так и газообразных продуктов
+ наличие врезных и накладных моделей
+ стабильность показаний
+ высокая надежность
+ Низкое потребление электричества, в результате чего производятся модели питаемые от батареек, повышенной емкости.
Недостатки:
— Высокие требования к однородности среды (чувствительность к наличию пузырьков воздуха в воде)
— Зависимость измерения от температуры воды
— подверженность электромагнитным помехам
— Грамотная настройка расходомера для конкретной цели
Решение проблемы :
Для устранения Зависимость измерения от температуры воды в тело расходомера погружается термосопротивление, после обработки сигналов микропроцессором происходит коррекция потока по температуре. Для снижения зависимости от однородности среды используется поправка по методу Доплера. Для защиты от электромагнитных помех достаточно сделать выравнивание потенциалов между трубопроводами и расходомером.
Данные принципы используется в расходомерах компании KAMSTRUP серии ULTRAFLOW® 54 (H), что делает данные расходомеры лидерами среди всех типов расходомеров для измерения тепла и холода.
5. Какого производителя выбрать
Из выше изложенного становится понятно, что ультразвуковые расходомеры достаточно сложное изделие, требующее высокоточных расчетов и грамотного производственного процесса. Основная сложность изготовления данных расходомеров — это правильная интерпретация сигнала и точное расстояние между пьезоэлементами.
Наша компания не рекомендует сомнительные ультразвуковые расходомеры Китайского производства. При выборе лучше остановиться на зарубежных расходомерах фирм:
kamstup (только для жидкостей)
krone (газ и жидкость)
panametrics(газ и жидкость)
endress+hauser
siemens
или на отечественных расходомерах научно-произведственных предприятий.
Мы очень долго писали данный материал, будем рады если Вы поставите лайк
Ультразвуковая техника — Startradiology
-
Общий
-
Техника
— Преобразователи
— Частота
— Различные плоскости
— Отражение / отклонение / поглощение / рассеяние
— Цветной допплер
— Дуплексный допплер -
Артефакты
Общие
УЗИ — удобный и доступный инструмент для обследования. Это относительно дешево и быстро. Кроме того, пациенты не подвергаются воздействию ионизирующего излучения.
Рисунок 1 дает некоторое представление о многих применениях ультразвуковой технологии. В список входят только тесты, выполненные радиологом; Например, пренатальные ультразвуковые исследования беременных женщин проводят специализированные акушеры.
Рисунок 1. Общий вид ультразвуковых показаний.
Значительным преимуществом ультразвука является то, что в некоторых случаях клиническая картина, например местная боль при надавливании или пальпируемая припухлость могут быть немедленно сопоставлены с результатами ультразвукового исследования.Кроме того, это динамическая процедура с движущимися изображениями. Это может быть полезно, например, для демонстрации паховой грыжи во время Вальсавы или оценки сжимаемости желчного пузыря или сосудов (рис. 2).
Рис. 2. Паховая грыжа (выполняется во время Вальсавы с последующей компрессией).
К сожалению, у ультразвука есть свои недостатки. Не всем пациентам подходит УЗИ. У пациентов с ожирением может быть трудно все четко отобразить (рис.3). Кроме того, качество обследования во многом зависит от опыта человека, проводящего УЗИ.
Рис. 3. Разница в качестве изображения у худых и страдающих ожирением пациентов.
Дополнительные сведения о конкретных ультразвуковых исследованиях см. В соответствующих курсах, например: Общее УЗИ брюшной полости (= в процессе).
Техника
Ультразвук использует звуковые волны. Они отражаются, отклоняются или поглощаются телом.Отраженные звуковые волны создают ультразвуковое изображение. Чем больше звуковых волн отражается, тем более гиперэхогенная (= более белая) ткань отображается. С уменьшенным отражением изображение будет более гипоэхогенным и анэхогенным, если нет отражения (= черный).
Как скорость звука через ткань, так и ее плотность влияют на качество ультразвукового изображения. Ткань высокой плотности генерирует множественные отражения эха (например, костные / известковые структуры), создавая гиперэхогенные изображения.Жидкость не отражает звуковые волны и поэтому является анэхогенной (= черная). Мягкие ткани (например, органы) находятся где-то между гиперэхогенными и анэхогенными. Изоэхогенный — это когда ткань имеет ту же эхогенность, что и окружающая ткань (рис. 4/5).
Рисунок 4. Эхогенность с соответствующими условиями.
Рисунок 5. Образец ультразвукового исследования брюшной полости. Обратите внимание на разную эхогенность различных структур.
Преобразователи
Обычно используются три разных датчика (рис.6): секторный, линейный и выпуклый. Секторный преобразователь излучает звуковые волны веерообразным лучом. Головка преобразователя мала, а луч рядом с преобразователем узкий. По мере того, как луч удаляется от преобразователя, он расширяется, визуализируя более глубокие структуры. Этот датчик используется, в частности, при УЗИ черепа новорожденных. Маленькая головка датчика позволяет видеть паренхиму головного мозга через незакрепленные швы черепа. Линейный преобразователь излучает параллельные звуковые волны, обеспечивая высокое разрешение структур поверхности (включая поражения кожи).Выпуклый преобразователь излучает параллельные звуковые волны с выпуклой поверхности. Звуковые волны излучаются веерообразным лучом, как и в большом выпуклом преобразователе, только между звуковыми волнами больше места рядом с преобразователем. Этот датчик обычно используется при УЗИ брюшной полости.
Рисунок 6. Выпуклый, линейный и секторный преобразователи с различными звуковыми лучами.
На рис. 7 показано ультразвуковое исследование правой почки с использованием конвексного датчика.
Рисунок 7. Ультразвуковое исследование правой почки (конвексный датчик). Обратите внимание на движение почек при расслабленном дыхании. Проходящие черные (гипоэхогенные) вертикальные полосы — это ребра.
Частота
В дополнение к форме преобразователя частота также влияет на качество изображения. Частоты от 2,5 до 7,5 МГц используются для ультразвуковой диагностики. Высокая частота обеспечивает более высокое разрешение изображения, но уменьшается глубина (= меньшая глубина проникновения).Низкая частота снижает разрешение, но увеличивает глубину проникновения.
Самолеты разные
Датчик используется для поперечной и сагиттальной оценки. Перемещая датчик по коже, получается параллельная серия ультразвуковых изображений, позволяющая систематически оценивать каждую часть тела. Другой способ — наклонить датчик. Датчик удерживается на месте, но поворачивается на девяносто градусов; только звуковой луч меняет направление. Таким образом, конструкции можно оценивать по двум направлениям.
Например, в краниокаудальном направлении (= поперечная плоскость) и влево-вправо (= сагиттальная плоскость).
Важно: расположение и направление датчика на коже пациента определяют передний / задний и левый / правый стороны полученного изображения.
Как правило, в поперечной плоскости (рис.8):
- верхняя часть ультразвукового изображения — это передняя сторона, а нижняя — задняя сторона.
- слева на изображении на самом деле справа и наоборот.Тело видно как бы снизу (как на поперечном срезе компьютерной томографии).
Рис. 8. Левая почка в поперечной плоскости.
Как правило, в сагиттальной плоскости (рис.9):
- верхняя часть ультразвукового изображения — это передняя сторона, а нижняя — задняя сторона.
- справа на изображении направлен к стопам (= хвостовой), а слева — к голове (= черепной).
Изображения можно читать с экрана во время обследования.
Совет по ориентации при обследовании в реальном времени: верхняя часть изображения — это место, где звуковые волны попадают в пациента первыми. Итак, независимо от положения и наклона, верх — это сторона кожи.
Рис. 9. Левая почка в сагиттальной плоскости.
Отражение / отклонение / поглощение / рассеяние
Когда звуковые волны движутся по граничной поверхности между двумя средами с разной плотностью, часть луча отражается на преобразователь.Это явление называется отражением. Остальная часть луча проходит в ткань, но под другим углом. Это называется прогибом. Когда звуковые волны проникают в ткань, часть энергии преобразуется в тепло. Эта потеря энергии называется абсорбцией. Наконец, часть звуковых волн теряется в рассеянии. Это происходит, когда звуковые волны проходят через неоднородную ткань или «твердую» граничную поверхность (= большая разница в плотности между двумя средами). Часть звуковых волн отражается в случайных направлениях, небольшая часть — в сторону преобразователя.Для сводки см. Рисунок 10.
Рис. 10. Передача, отражение, отклонение, поглощение и рассеяние звуковых волн на граничной поверхности между двумя средами.
Цветной допплер
Структура кровотока может быть оценена с помощью эхо-допплера. Одно из применений эхо-допплера — это цветной допплер. Этот метод можно использовать для оценки наличия и направления потока в кровеносном сосуде.
Звуковые отражения от движущегося объекта претерпевают изменения частоты.При обследовании измеряется разница между излучаемой и принимаемой частотами; частотный сдвиг / доплеровский сдвиг (рис. 11).
Рисунок 11. Доплеровский сдвиг; разница между излучаемой и принимаемой частотами.
Затем вычисляются доплеровский сдвиг и доплеровский угол (рис. 12), что позволяет определить характер кровообращения. Примечание: конкретные расчеты Доплера в этом курсе не рассматриваются.
Рисунок 12.Звуковая волна Доплера, распространяющаяся под углом через текущую кровь в кровеносном сосуде; угол Доплера.
Как объяснялось выше, частота движущихся объектов изменяется. В цветном доплеровском режиме изменения частоты преобразуются в цвет на экране. Синий означает, что кровь отводится от датчика; красный означает, что кровь движется к датчику (примечание: синий и красный не обязательно означают кровь с низким и высоким содержанием кислорода соответственно). Объяснение: когда кровь движется к датчику, длина звуковой волны укорачивается, частота звука увеличивается (положительный доплеровский сдвиг).Обратное происходит с кровью, движущейся от датчика (= отрицательный доплеровский сдвиг). См. Также рисунок 13.
Рис. 13. Различные частоты и длины волн в текущей крови.
Дуплексный допплер
Сигнал потока кровеносного сосуда также может быть представлен в виде спектра.
Доплеровский сдвиг показан вертикальной линией, время — горизонтальной линией (рис. 14/15). Кровь, текущая к датчику, имеет положительный доплеровский сдвиг и отображается над линией.Поток под линией имеет отрицательное доплеровское смещение (= поток от датчика).
Рис. 14. Изображение без и с цветным доплеровским потоком аорты (сагиттальное направление).
Рис. 15. Дуплексный допплер аорты (сагиттальное направление).
Артефакты
Ультразвуковые исследования связаны с разнообразными ультразвуковыми артефактами и могут быть обнаружены во время исследования. К сожалению, не все эти артефакты можно обсудить в этом курсе.
Здесь объясняются два важных артефакта: акустическая тень и передача звука сзади. Хотя это артефакты, они имеют практическую ценность.
Акустическая тень
Акустическое затенение вызывается двумя различными явлениями: полным отражением или поглощением. Полное отражение происходит на граничной поверхности между газом и тканью из-за большой разницы в плотности между газом и тканью. Полное поглощение происходит, когда звуковые волны поглощаются известковыми структурами (= включая камни, кости).Звуковые волны (практически) все отражаются / поглощаются; звуковые волны не достигают области за этими структурами, что делает эту часть ультразвукового изображения полностью анэхогенной (= черной). Это называется акустической тенью (рис. 16).
Рис. 16. Акустическое затенение, вызванное отражением кишечного газа.
Акустическое затемнение важно для выявления заболеваний, включая кальцификацию сухожилий, камни или свободный воздух. Артефакт также используется для различения твердых и кальцинированных масс, например.грамм. полип желчного пузыря (рис. 17) из желчных камней.
Рис. 17. Акустическое затенение желчным камнем, вызванное поглощением звуковых волн известковым камнем.
Передача заднего звука
Чтобы отличить кисту от твердого поражения, используются два артефакта: усиление задней стенки и повышенная передача звука. Эти явления возникают, когда звуковые волны проходят через анэхогенную структуру, обычно кисту. Звуковая волна теряет мало энергии при прохождении через жидкость в кисте.Вот почему в звуковой волне в задней стенке и позади конструкции остается больше энергии, чем на том же уровне в окружающей области (примечание: окружающая ткань более плотная). Таким образом, для отражения преобразователя останется больше энергии. Это приводит к эхогенной задней стенке и эхогенной области позади кисты (рис. 18).
Рис. 18. Киста почки с усилением задней стенки и повышенной звукопередачей.
Передняя передача звука — хороший инструмент, чтобы отличить кисту от твердого поражения (рис.19).
Рис. 19. Киста печени с усилением задней стенки и передачей звука в сравнении с твердым поражением печени. Обратите внимание, что киста анэхогенная, в отличие от эхогенного твердого поражения печени (твердое поражение было показано на компьютерной томографии как гемангиома).
Источники
- Б. Блок. УЗИ брюшной полости: шаг за шагом (2004 г.).
- W.D. Middleton et al. Реквизиты — Ультразвук (2004).
- Дж. Бейтс. УЗИ брюшной полости: как, почему и когда (2011).
Авторы
Текст:
др. F.Y. Цзян (резидент-радиолог LUMC)
др. Р. ван ден Бум (абдоминальный рентгенолог и координатор образования LUMC)
Редактирование изображений:
др. А. ван дер Плас (радиолог MSK Maastricht UMC +)
20.02.2016 (переведено 09.11.2016)
Авторское право
Все работы (текст, иллюстрации, визуальные элементы), представленные на этом веб-сайте, являются собственностью Аннелис ван дер Плас.
Его нельзя использовать без письменного разрешения Аннелис ван дер Плас.
УЗИ и чего ожидать
Обзор
Что такое УЗИ?
Ультразвук (также называемый сонографией или ультрасонографией) — это неинвазивный диагностический визуализирующий тест. Он использует высокочастотные звуковые волны для создания изображений или видео в реальном времени внутренних органов или других тканей, таких как кровеносные сосуды.Ультразвуковой снимок называется сонограммой.
Ультразвук позволяет медицинским работникам «видеть» детали мягких тканей внутри тела без каких-либо разрезов.
Как работает УЗИ?
Ultrasound работает аналогично технологии гидролокатора, которая использует звуковые волны для обнаружения объектов под поверхностью океана. Медицинские работники, которых называют диагностами-сонографами, обучены пользоваться ультразвуковым датчиком. Зонд — это устройство, излучающее звуковые волны.
Сонограф наносит специальный гель на исследуемую часть тела.Они проводят зонд над этой областью или внутри нее. Звуковые волны от зонда отражаются от внутренних тканей. Звуковые волны создают живую картинку и отображают ее на экране компьютера поблизости. Вы не слышите звуковые волны.
Почему медицинские работники проводят ультразвуковые исследования?
Медицинские работники обычно используют УЗИ для проверки здоровья и развития будущего ребенка во время беременности. Ультразвук также может помочь вашему врачу узнать больше о том, что вызывает широкий спектр симптомов (например, необъяснимую боль, опухоль или воспаление).
Ваш врач может порекомендовать ультразвуковое исследование для оценки:
Медицинские работники иногда используют ультразвук для точного выполнения определенных процедур. Например, ультразвук может определять размещение иглы при игольной биопсии.
Детали процедуры
Как мне подготовиться к УЗИ?
Определенные факторы (например, полный мочевой пузырь или желудок) могут сделать ультразвуковые изображения более или менее детализированными.Перед тестом ваш лечащий врач даст вам инструкции, которые помогут обеспечить четкость изображений.
Возможно, вам не нужно ничего делать для подготовки. Или ваш провайдер может попросить вас:
- Не ходите в туалет перед сканированием.
- Выпейте определенное количество воды прямо перед сканированием.
- Прекратите есть или пить за определенное количество часов до УЗИ.
Как проводится УЗИ?
Подготовка зависит от того, какую часть тела вы будете сканировать.Ваш поставщик медицинских услуг может попросить вас снять определенные предметы одежды или переодеться в больничную одежду. Для сканирования вы лягте на бок или спину на удобный столик. Ультразвуковое исследование обычно занимает от 30 минут до часа.
Во время тестирования обученный специалист:
- Наносит гель: У вас будет небольшое количество водорастворимого геля на коже над исследуемой областью. Этот гель не повреждает вашу кожу и не оставляет пятен на одежде.
- Использует сканер: Техник перемещает портативный инструмент по гелю.Сканер может перемещаться по вашей коже или внутри вашего тела.
- Просит подождать: Врач может посоветовать вам задержать дыхание на несколько секунд. Сохранение неподвижности помогает создавать более четкие изображения.
- Очищает вашу кожу: Техник вытирает остатки геля с вашей кожи.
Когда делают УЗИ при беременности?
Медицинские работники часто используют акушерское УЗИ (также называемое пренатальным УЗИ) для наблюдения за матерью и ребенком во время беременности.Ваш врач может использовать абдоминальное или трансвагинальное УЗИ на ранних сроках беременности, чтобы определить:
- Срок сдачи.
- Самочувствие вашего ребенка, включая частоту сердечных сокращений.
- Как далеко у вас протекает беременность (гестационный возраст вашего ребенка).
- Наличие кратных (более одного ребенка).
- Большинство врачей рекомендуют УЗИ на 20 неделе беременности. Этот тест отслеживает рост и развитие вашего будущего ребенка во время беременности. Это УЗИ также может показать биологический пол вашего ребенка.Сообщите своему специалисту, хотите ли вы знать пол.
Дополнительное ультразвуковое исследование (на ранних или поздних сроках беременности) может дать подробный обзор матки или яичников. Ваш поставщик медицинских услуг может заказать дополнительное сканирование, чтобы получить ответы на любые вопросы или проблемы, такие как возможность врожденных дефектов (врожденных аномалий).
Что такое 3D и 4D ультразвук?
Большинство ультразвуковых исследований создают плоские (или двухмерные) изображения. Некоторые поставщики медицинских услуг для беременных и плода предлагают ультразвуковое исследование 3D или 4D.И 3D, и 4D УЗИ обеспечивают более реалистичное изображение вашего ребенка в утробе матери. Ультразвук 4D обеспечивает живое движение. Он показывает движения вашего ребенка в реальном времени (например, при просмотре фильма).
Какие еще виды УЗИ?
Ультразвук Допплера использует звуковые волны для захвата кровотока внутри кровеносных сосудов. Обычное УЗИ не позволяет выявить эту деталь.
Тип используемого УЗИ зависит от особенностей вашего случая. Часто это зависит от региона, который оценивает ваш провайдер:
- УЗИ брюшной полости: Ультразвуковой датчик (также называемый датчиком) перемещается по коже в области вашего живота (живота).
- Эндоскопическое ультразвуковое исследование : врач осторожно проводит гибкую трубку (называемую эндоскопом) по вашему горлу. Эта трубка имеет на конце ультразвуковой датчик. Зонд показывает внутреннюю и внешнюю часть органов пищеварения или брюшной полости, таких как печень. Во время этой процедуры ваш врач может также взять небольшой образец ткани для дальнейшего анализа в лаборатории.
- Чреспищеводная эхокардиограмма: Во время этой специализированной процедуры врач осторожно вводит эндоскопический зонд в горло.Зонд делает снимки сердца и близлежащих кровеносных сосудов.
- Трансректальное ультразвуковое исследование: Ваш врач вставляет датчик ультразвукового датчика в прямую кишку. Он оценивает прямую кишку или другие близлежащие ткани, такие как простата (у мужчин).
- Трансвагинальное УЗИ: Ваш техник вводит датчик во влагалище. Он показывает репродуктивные ткани, такие как матка или яичники. Трансвагинальное УЗИ иногда называют УЗИ органов малого таза, потому что оно оценивает структуры внутри таза (тазовые кости).
- Ультразвук с контрастным усилением. В рамках этой процедуры врач вводит контрастные вещества через катетер или внутривенно во время ультразвукового исследования. Эти агенты помогают получить более четкое изображение ваших органов (обычно используются для лечения почек, печени и мочевого пузыря).
Чего мне следует ожидать после УЗИ?
После теста технолог обычно отправляет изображения радиологу (врачу, который специализируется на чтении медицинских изображений) для просмотра. В некоторых случаях провайдер может просматривать изображения на экране компьютера во время теста.
После того, как радиологи изучат ваши ультразвуковые снимки, они отправят вашему врачу письменный отчет. Ваш провайдер обсудит с вами результаты теста. Обычно вы получаете результаты в течение нескольких дней после теста.
Что мне следует ожидать после УЗИ?
После теста технолог обычно отправляет изображения радиологу (врачу, который специализируется на чтении медицинских изображений) для просмотра. В некоторых случаях провайдер может просматривать изображения на экране компьютера во время теста.
После того, как радиологи изучат ваши ультразвуковые снимки, они отправят вашему врачу письменный отчет. Ваш провайдер обсудит с вами результаты теста. Обычно вы получаете результаты в течение нескольких дней после теста.
Безопасны ли ультразвуковые исследования?
Да, на сегодняшний день исследования в значительной степени показали безопасность ультразвуковых технологий и отсутствие вредных побочных эффектов. Ультразвук не использует излучение, в отличие от некоторых других медицинских методов визуализации (например, рентгеновских лучей и компьютерной томографии).
Тем не менее, все ультразвуковые исследования должны выполняться профессионалом, прошедшим обучение безопасному использованию этой специализированной технологии.Безопаснее сдавать сканирование только в офисе вашего поставщика медицинских услуг, а не в розничных магазинах, таких как детский магазин.
Восстановление и Outlook
Немедленные результаты УЗИ?
Если ваш поставщик медицинских услуг находится рядом с вами во время ультразвукового исследования, вы можете сразу узнать свои результаты.В противном случае вы, вероятно, получите результаты в течение недели.
Что может обнаружить УЗИ?
Ультразвук может помочь поставщикам диагностировать широкий спектр медицинских проблем, в том числе:
О чем я должен спросить своего поставщика медицинских услуг?
Если вам нужно пройти ультразвуковое исследование, вы можете спросить своего врача:
- Какой вид УЗИ мне нужен?
- Нужны ли мне другие тесты?
- Что мне делать, чтобы подготовиться к УЗИ?
- Когда мне ожидать результатов теста?
Записка из клиники Кливленда
Большинство экспертов считают УЗИ безопасным и точным методом визуализации.Обычно это не вызывает дискомфорта. Медицинские работники используют ультразвук для диагностики или предоставления информации по широкому кругу медицинских проблем. Он может выявлять повседневные заботы и более серьезные проблемы. Убедитесь, что вы прошли ультразвуковое исследование у хорошо обученного профессионала (сонографиста), который понимает, как безопасно использовать эту технологию.
УЗИ органов малого таза | Johns Hopkins Medicine
Органами и структурами женского таза являются:
-
Эндометрий. Выстилка матки
-
Матка (также известная как матка). Матка — это полый орган грушевидной формы, расположенный в женском внизу живота, между мочевым пузырем и прямой кишкой. Он сбрасывает подкладка каждый месяц во время менструации, если не оплодотворенная яйцеклетка (яйцеклетка) имплантируется, и следует беременность.
-
Яичники. Два женских репродуктивных органа, расположенные в тазу, в которых яйцеклетки (яйцеклетки) развиваются и хранятся, и где женский пол вырабатываются гормоны эстроген и прогестерон.
-
шейка матки. Нижняя узкая часть матки, расположенная между мочевой пузырь и прямая кишка, образуя канал, который открывается в влагалище, которое выходит за пределы тела.
-
Влагалище (также известное как родовые пути). Канал, по которому жидкость выходит из тела во время менструального цикла. Влагалище соединяет шейку матки и вульва (наружные гениталии).
-
Вульва. Наружная часть женских половых органов
В чем причины УЗИ малого таза?
УЗИ органов малого таза можно использовать для измерения и оценки состояния женщин. органы малого таза. Ультразвуковое исследование таза может включать, но не ограничиваясь следующим:
-
Размер, форма и положение матки и яичников.
-
Толщина, эхогенность (темнота или светлота изображения) связано с плотностью ткани) и наличием жидкости или образования в эндометрии, миометрии (мышце матки ткань), маточные трубы, мочевой пузырь или рядом с ним
-
Длина и толщина шейки матки
-
Изменения формы мочевого пузыря
-
Кровоток через органы малого таза
УЗИ органов малого таза может предоставить много информации о размере, расположение и структура тазовых масс, но не может дать определенного диагностика рака или конкретного заболевания.УЗИ органов малого таза может быть используется для диагностики и оказания помощи в лечении следующих условия:
-
Аномалии анатомического строения матки, включая состояния эндометрия
-
Фиброидные опухоли (доброкачественные новообразования), новообразования, кисты и другие типы опухолей внутри таза
-
Наличие и положение внутриматочное противозачаточное средство (ВМС)
-
Воспалительные заболевания органов малого таза (ВЗОМТ) и другие виды воспалений или инфекций
-
Постменопаузальное кровотечение
-
Мониторинг размера фолликула яичника для оценки бесплодия
-
Аспирация фолликулярной жидкости и яйцеклеток из яичников для оплодотворения in vitro
-
Внематочная беременность (беременность, протекающая вне матки, обычно в фаллопиевых труб)
-
Наблюдение за развитием плода во время беременности
-
Оценка определенных состояний плода
Ультразвук также может использоваться для помощи в других процедурах, таких как биопсия эндометрия .Трансвагинальное УЗИ может использоваться с соногистерографией, a процедура, при которой матка наполняется жидкостью для ее расширения на лучшая визуализация.
Ваш врач может порекомендовать таз и по другим причинам. УЗИ.
Каковы риски УЗИ органов малого таза?
Радиация не используется, и, как правило, нет дискомфорта от приложение ультразвукового преобразователя к коже во время трансабдоминальное УЗИ. Вы можете испытывать легкий дискомфорт введение трансвагинального датчика во влагалище.
Трансвагинальное ультразвуковое исследование требует закрытия ультразвукового датчика в пластиковая или латексная оболочка, которая может вызвать реакцию у пациентов с аллергия на латекс.
Во время трансабдоминального УЗИ вы можете испытывать дискомфорт от имея полный мочевой пузырь или лежа на столе для осмотра.
Если трансабдоминальное УЗИ необходимо быстро, мочевой катетер может быть вставлен для наполнения мочевого пузыря.
Возможны риски в зависимости от вашего конкретного состояния здоровья.Быть Обязательно обсудите любые проблемы со своим врачом перед процедурой.
Определенные факторы или условия могут повлиять на результаты контрольная работа. К ним относятся, помимо прочего, следующее:
-
Тяжелое ожирение
-
Барий в кишечнике из недавнего бариевая процедура
-
Кишечный газ
-
Неадекватное наполнение мочевого пузыря (при трансабдоминальном УЗИ).Полный мочевой пузырь помогает матке двигаться вверх и опорожнять кишечник. прочь для лучшего изображения.
Как подготовиться к УЗИ малого таза?
ЕСТЬ / ПИТЬ : Выпейте не менее 24 унций прозрачной жидкости как минимум за час до приема пищи. ваше назначение. Не опорожняйте мочевой пузырь до окончания обследования.
Как правило, для УЗИ органов малого таза голодание или седация не требуется. если только УЗИ не является частью другой процедуры, требующей анестезия.
Для трансвагинального УЗИ вы должны правильно опорожнить мочевой пузырь. перед процедурой.
Ваш врач объяснит вам процедуру и предложит возможность задать любые вопросы, которые могут у вас возникнуть по поводу процедура.
В зависимости от вашего состояния здоровья врач может запросить другие конкретные подготовка.
Что происходит во время УЗИ малого таза?
Ультразвуковое исследование органов малого таза может быть выполнено в кабинете врача на амбулаторно или в рамках вашего пребывания в больнице.Процедуры могут варьироваться в зависимости от вашего состояния и практики вашей больницы.
Как правило, УЗИ органов малого таза следует за этим процессом:
УЗИ | FDA
Описание
Ультразвуковая визуализация (сонография) использует высокочастотные звуковые волны для наблюдения за телом. Поскольку ультразвуковые изображения регистрируются в режиме реального времени, они также могут отображать движение внутренних органов тела, а также кровь, текущую по кровеносным сосудам.В отличие от рентгеновской визуализации, ультразвуковая визуализация не связана с воздействием ионизирующего излучения.
При ультразвуковом исследовании датчик (зонд) помещают непосредственно на кожу или внутрь отверстия тела. На кожу наносится тонкий слой геля, так что ультразвуковые волны передаются от преобразователя через гель в тело.
Изображение датчика (зонда), используемого во время ультразвукового исследования.
Ультразвуковое изображение создается на основе отражения волн от структур тела.Сила (амплитуда) звукового сигнала и время, необходимое для прохождения волны через тело, предоставляют информацию, необходимую для создания изображения.
Использует
Ультразвуковая визуализация — это медицинский инструмент, который может помочь врачу оценить, диагностировать и лечить заболевания. Общие процедуры ультразвуковой визуализации включают:
- УЗИ брюшной полости (для визуализации тканей и органов брюшной полости)
- Сонометрия кости (для оценки хрупкости кости)
- УЗИ груди (для визуализации тканей груди)
- Допплеровский датчик сердечного ритма плода (для прослушивания сердцебиения плода)
- Ультразвук Допплера (для визуализации кровотока через кровеносный сосуд, органы или другие структуры)
- Эхокардиограмма (для просмотра сердца)
- УЗИ плода (для осмотра плода во время беременности)
- Биопсия под контролем УЗИ (для взятия образца ткани)
- Ультразвук офтальмологический (для визуализации структур глаза
- Установка иглы под ультразвуковым контролем (в кровеносные сосуды или другие ткани, представляющие интерес)
Преимущества / риски
Ультразвуковая визуализация используется более 20 лет и имеет отличные показатели безопасности.Он основан на неионизирующем излучении, поэтому не имеет таких же рисков, как рентгеновское излучение или другие типы систем визуализации, использующие ионизирующее излучение.
Хотя ультразвуковая визуализация обычно считается безопасной, если ее разумно использовать обученные медицинские работники, энергия ультразвука может оказывать биологическое воздействие на организм. Ультразвуковые волны могут слегка нагревать ткани. В некоторых случаях он также может образовывать небольшие газовые карманы в жидкостях или тканях организма (кавитация).Долгосрочные последствия этих эффектов до сих пор неизвестны. Из-за особой озабоченности по поводу воздействия на плод такие организации, как Американский институт ультразвука в медицине, выступают за разумное использование ультразвуковой визуализации во время беременности. Кроме того, не рекомендуется использовать ультразвук исключительно в немедицинских целях, таких как получение видеозаписей с изображением плода «на память». Изображения или видео на память являются разумными, если они созданы во время медицинского обследования, и если не требуется дополнительного экспонирования.
Информация для пациентов, в том числе беременных
Для всех процедур медицинской визуализации FDA рекомендует пациентам поговорить со своим врачом, чтобы понять причину обследования, медицинскую информацию, которая будет получена, потенциальные риски и то, как результаты будут использоваться для управления состоянием здоровья. или беременность. Поскольку ультразвук не основан на ионизирующем излучении, он особенно полезен для женщин детородного возраста, когда КТ или другие методы визуализации в противном случае привели бы к облучению.
Беременные женщины
Ультразвук — это наиболее широко используемый метод медицинской визуализации для осмотра плода во время беременности. Регулярные обследования проводятся для оценки и контроля состояния здоровья плода и матери. Ультразвуковые исследования предоставляют родителям ценную возможность увидеть и услышать сердцебиение плода, привязать к еще не родившемуся ребенку и сделать снимки, чтобы поделиться ими с семьей и друзьями.
В ультразвуковом исследовании плода трехмерное (3D) ультразвуковое исследование позволяет визуализировать некоторые черты лица и, возможно, другие части, такие как пальцы рук и ног плода.Четырехмерный (4D) ультразвук — это трехмерный ультразвук в движении. В то время как ультразвук обычно считается безопасным с очень низкими рисками, риски могут возрасти из-за ненужного длительного воздействия ультразвуковой энергии или при использовании устройства неподготовленными пользователями.
Будущие матери также должны знать о проблемах с покупкой безрецептурных систем мониторинга сердцебиения плода (также называемых доптонами). Эти устройства должны использоваться только обученными поставщиками медицинских услуг, когда это необходимо с медицинской точки зрения.Использование этих устройств неподготовленными людьми может подвергнуть плод продолжительному и небезопасному воздействию энергии или может предоставить информацию, неверно интерпретируемую пользователем.
Дополнительные ресурсы по ультразвуковой визуализации:
Информация для медицинских работников
В рамках инициативы FDA по сокращению ненужного радиационного облучения от медицинских изображений, FDA рекомендовало поставщикам медицинских услуг рассмотреть возможность проведения обследований с минимальным воздействием ионизирующего излучения или без него, таких как ультразвук или МРТ, если это целесообразно с медицинской точки зрения.Ультразвуковая визуализация действительно вводит энергию в тело, и лабораторные исследования показали, что диагностические уровни ультразвука могут вызывать физические эффекты в тканях, такие как колебания давления с последующими механическими эффектами и повышением температуры. Поэтому FDA рекомендует медицинским работникам рассмотреть способы минимизации воздействия при сохранении качества диагностики при использовании ультразвука. Как и в случае со всеми другими методами визуализации, медицинские работники должны практиковать принципы разумно достижимого низкого уровня (ALARA).
В отдельных штатах использование диагностического ультразвука регулируется рекомендациями и требованиями к квалификации персонала, программам обеспечения качества и контроля качества, а также аккредитации учреждения.
Информация для учреждений, проводящих ультразвуковую визуализацию
Ультразвуковые практики должны учитывать участие предприятия и персонала в программах добровольной аккредитации и сертификации, которые касаются как безопасности, так и эффективности устройства в соответствии с принципами разумно достижимого низкого уровня (ALARA), такими как те, которые предлагаются Американским институтом ультразвука в медицине и Американский регистр диагностических медицинских сонографистов.
Любое медицинское учреждение, использующее ультразвук, должно проводить регулярные тесты контроля качества, чтобы убедиться, что оборудование работает должным образом.
Информация для промышленности: производители УЗИ
Производители продукции, излучающей электронное излучение, продаваемой в Соединенных Штатах, несут ответственность за соблюдение Федерального закона о пищевых продуктах, лекарствах и косметических средствах (FFDCA), глава V, подраздел C — Радиационный контроль электронных изделий.
Производители продуктов для ультразвуковой визуализации несут ответственность за соблюдение всех применимых требований Раздела 21 Свода федеральных правил (подраздел J, Радиологическое здоровье), части с 1000 по 1005:
1000 — Общие
1002 — Записи и отчеты
1003 — Уведомление о дефектах или несоблюдении
1004 — Выкуп, ремонт или замена электронных товаров
1005 — Импорт электронной продукции
Нет федеральных стандартов радиационной безопасности для ультразвуковой диагностики.
Поскольку оборудование для ультразвуковой визуализации является медицинским, оно также должно соответствовать требованиям к медицинскому оборудованию. Для получения дополнительной информации см. Выход на рынок с медицинским устройством.
Отраслевое руководство — заинтересованные документы
Сообщение о проблемах в FDA
Своевременное сообщение о нежелательных явлениях может помочь FDA выявить и лучше понять риски, связанные с продуктом. Мы рекомендуем поставщикам медицинских услуг и пациентам, которые подозревают наличие проблемы с устройством медицинской визуализации, подавать добровольный отчет через MedWatch, Программу FDA по информации о безопасности и сообщению о нежелательных явлениях.
Медицинский персонал, нанятый учреждениями, которые подпадают под требования FDA к отчетности учреждений, должен следовать процедурам отчетности, установленным их учреждениями.
Производители, дистрибьюторы, импортеры медицинских устройств и предприятия, использующие устройства (в том числе многие медицинские учреждения), должны соблюдать Правила отчетности медицинских устройств (MDR) 21 CFR Part 803.
В дополнение к соблюдению общих рекомендаций (для производителей, медицинских учреждений и любого представителя общественности) по сообщению о проблемах, связанных с нежелательными явлениями, связанными с ультразвуковой визуализацией, в отчеты следует включать следующую информацию, если таковая имеется:
- протокол, которого придерживаются во время мероприятия;
- образцов изображений, если есть;
- условия эксплуатации, включая такие технические параметры, как:
- режим работы
- клиническое приложение
- Тепловой индекс (TI) и механический индекс (MI)
- длительность сканирования, если известна
Прочие ресурсы
Ультразвуковое сканирование — канал «Лучшее здоровье»
Ультразвуковое сканирование использует высокочастотные звуковые волны для получения изображения внутренних структур тела человека.Врачи обычно используют ультразвук для изучения развивающегося плода (будущего ребенка), органов брюшной полости и таза, мышц и сухожилий, а также сердца и кровеносных сосудов человека. Другие названия ультразвукового сканирования включают сонограмму или (при визуализации сердца) эхокардиограмму.
Ультразвуковой аппарат направляет высокочастотные звуковые волны на исследуемые внутренние структуры тела. Отраженные звуки или эхо записываются для создания изображения, которое можно увидеть на мониторе. Звуковые волны излучаются и принимаются маленьким переносным датчиком.Высокая частота звука означает, что человеческое ухо не может его слышать, поэтому его называют ультразвуком.
Ультразвуковое сканирование обычно неинвазивное (проводится вне тела). Однако некоторые сканирования выполняются с помощью специального зонда, который вводится во влагалище человека (для некоторых акушерских или тазовых осмотров), прямой кишки (для некоторых обследований простаты) или пищевода (для некоторых обследований сердца). Иногда врачи используют ультразвуковое сканирование для контроля и управления инвазивными процедурами, такими как биопсия груди или щитовидной железы человека.
Различное использование ультразвукового сканирования
Врачи обычно используют ультразвук для таких процедур, как:
- сканирование брюшной полости — может использоваться для исследования боли в животе, тошноты, рвоты, аномальных звуков и уплотнений. Исследуемые структуры могут включать желчный пузырь, желчные протоки, печень, поджелудочную железу, селезенку, почки и крупные кровеносные сосуды. Структуры, содержащие воздух (например, желудок и кишечник), не могут быть легко исследованы с помощью ультразвука, потому что воздух препятствует передаче звуковых волн
- сканирование органов малого таза — может быть выполнено, если женщина страдает тазовой болью или имеет аномальные менструации, миомы , кисты или другие состояния, связанные с женской репродуктивной системой
- сканирования беременности — используются для проверки аномалий плода (например, расщелины позвоночника), проверки возраста и положения плода, а также наблюдения за его ростом и развитием.Проходишь УЗИ теперь считается обычным для беременных женщин в Австралии
- другого использование — опорно-двигательный аппарат сканирование (для проверки областей, как плечо, бедро или колено), грудное сканирование (например, для дальнейшего изучения ненормальность подобранна физическим осмотром или маммограмма) и сканирование глаза человека (для проверки его внутренних структур). Для определения скорости и направления кровотока в определенных областях тела, например в артериях шеи и венах ног, используется специальный тип ультразвукового сканирования, называемый ультразвуковым допплеровским сканированием.
Проблемы со здоровьем и ультразвуковое сканирование
Некоторые ультразвуковые исследования требуют предварительной подготовки, например:
- Вас могут попросить не есть в течение нескольких часов перед сканированием верхних отделов брюшной полости.
- При некоторых исследованиях органов малого таза перед сканированием необходимо полностью заполнить мочевой пузырь.
Вам нужно будет спросить своего врача или в ультразвуковом отделении, если вам нужно выполнить какую-либо специальную подготовку перед сканированием.
Ультразвуковая процедура
Если вам проводят УЗИ верхней части живота, вам необходимо лечь на диагностический стол или кровать.Ультразвуковой технолог, известный как специалист по сонографии, нанесет на вашу кожу немного геля, чтобы обеспечить лучший контакт между вашим телом и ультразвуковым датчиком. Затем они поместят ручной зонд на вашу кожу над исследуемой областью вашего тела, органа или ткани.
Двумерные (а иногда и трехмерные) изображения мгновенно отображаются на мониторе.
Для других типов УЗИ может потребоваться немного другая процедура. Например, женщина, проходящая обследование таза, может пройти трансвагинальное сканирование, которое включает введение специального ультразвукового зонда во влагалище, а не сканирование через переднюю часть таза.
Ультразвуковое сканирование обычно занимает от 20 до 40 минут, в зависимости от типа обследования. После процедуры сонографист даст вам бумажные полотенца (или что-то подобное), чтобы стереть гель. Затем вы можете одеться. Результаты ультразвукового сканирования обычно отправляются вашему врачу, поэтому вам нужно будет записаться на прием к нему, чтобы получить результаты.
Большинство ультразвуковых сканирований неинвазивны, и процедура не включает использование ионизирующего излучения, такого как рентгеновские лучи.Ультразвуковое сканирование беременных женщин в настоящее время считается обычным делом в Австралии.
Забота о себе дома после ультразвукового сканирования
Само ультразвуковое сканирование не должно вызывать у вас сильной боли, если таковая имеется, и, как правило, неинвазивно, поэтому вам не нужно время на восстановление. Большинство людей могут заниматься своими обычными делами после завершения ультразвукового исследования.
Долгосрочная перспектива после ультразвукового сканирования
Лечение — если оно есть — зависит от причины вашего сканирования.Например, миомы, обнаруженные во время сканирования, могут быть удалены хирургическим путем (миомэктомия), уменьшены с помощью лекарств или просто под наблюдением. Другие состояния, обнаруженные при ультразвуковом сканировании, такие как образования в брюшной полости, могут потребовать дополнительных анализов или исследовательской операции.
Другие типы сканирования
К другим типам диагностических сканирующих устройств относятся:
- магнитно-резонансная томография (МРТ) — расширенный процесс диагностической визуализации, который создает трехмерные изображения тела человека путем сочетания сильного магнитного поля и радиоволн. Волны
- компьютерная томография (компьютерная томография) — использует рентгеновские лучи и компьютерные технологии для создания изображения внутренних структур тела.
Куда обратиться за помощью
- Ваш терапевт (врач)
- Любое отделение ультразвуковой диагностики или медицинской визуализации
Метод ультразвуковой визуализации микрососудов in vivo сверхвысокого разрешения с высокой временной точностью
УЗИ сверхвысокого разрешения на основе деконволюции последовательность визуализации
Последовательность визуализации сверхвысокого разрешения была реализована в полностью программируемом ультразвуковом сканере (Vantage 128, Verasonics, Kirkland, WA, USA), оборудованном среднечастотным линейным преобразователем хоккейной клюшки (CL15-7, ATL-Philips, Bothell , Вашингтон).Ультразвуковые плоские волны с половиной цикла на частоте 7,7 МГц были озвучены в цель с высокой частотой повторения импульсов (PRF) 1500 Гц с тремя различными углами поворота (-3 °, 0 °, 3 °) для компаундирования, поэтому эффективная частота кадров — 500 Гц. Алгоритм обработки сигнала был проиллюстрирован на рис. 6. Полученные необработанные данные радиочастотного (RF) канала были сформированы с помощью алгоритма задержки и суммирования, а затем микшированы до основной полосы частот с помощью квадратурного демодулятора. Эхо-сигнал от микропузырьков был извлечен из составного аналитического сигнала основной полосы частот 500 кадров с использованием пространственно-временного фильтра помех с разложением на основе собственных значений 26,37,38 .Огибающая эхо-сигнала от микропузырьков была интерполирована для увеличения разрешения пикселей 15 мкм (по горизонтали) × 10 мкм (по оси) с использованием модифицированного метода кубического эрмита Акима и деконволюции с помощью измеренной системы PSF для локализации каждого микропузырька. {(k)}}) $$
, где * — оператор корреляции, ⊗ — оператор свертки, i ( k ) — оценочное изображение после k итераций, h — это PSF системы визуализации и g — размытое изображение, смоделированное с помощью g = h ⊗ i (0) + noise 41 .Концепция этого подхода проиллюстрирована на рис. 7.
Рис. 6Блок-схема для обработки сигналов ультразвуковой визуализации сверхвысокого разрешения. BF: формирователь луча с задержкой и суммой; QD: квадратурный демодулятор; CF: пространственно-временной фильтр помех на основе собственных значений; ED: детектор конвертов; Д.В.: Деконволюция с помощью системы PSF; ∑: Интегратор с выравниванием данных STIC на основе оценочной пульсации сердца.
Рис. 7Концептуальная демонстрация субволновой локализации с использованием деконволюции синтетических данных.( a ) PSF системы визуализации. Предполагается, что FWHM составляет 150 мкм. ( b ) Расположение двух соседних целей (наземная правда). Две мишени расположены на расстоянии 70 мкм друг от друга. ( c ) Синтетический сигнал, полученный от двух целей, показан на ( b ) с использованием системы визуализации с PSF, показанной на ( a ). Этот сигнал моделируется как принятый сигнал в системе формирования изображения, PSF которой показан в ( a ). Две цели не могут быть разделены на изображении, поскольку их расстояние меньше пространственного разрешения системы визуализации.( d ) Результаты деконволюции принятого сигнала показаны в ( c ) с использованием системы PSF, показанной в ( a ). Четко обозначены две цели. ( e ) Синтетический сигнал, полученный от двух целей при добавлении шума, показан в ( b ) с использованием той же системы визуализации. ( f ) Результаты деконволюции ( e ), где две цели четко идентифицируются с минимальными помехами из-за шума.
Смоделированный эхо-сигнал (рис.7 (c)) представлена сверткой PSF системы визуализации (рис. 7 (a)) с двумя точечными целями (рис. 7 (b)). На рис. 7 (c, e) показан принятый сигнал (обозначенный как «Общий») от двух целей, разделенных расстоянием 70 мкм, что меньше пространственного разрешения системы. Однако с использованием деконволюции (количество итераций = 100) этот сигнал можно разделить на две разные цели, как показано на рис. 7 (d, f). Потенциальная проблема с алгоритмом деконволюции RL — усиление шума, которое, как известно, является общим для всех методов максимального правдоподобия.Следовательно, любой ложной цели можно ожидать, когда отношение сигнал / шум недостаточно высоко из-за чувствительной к шуму деконволюции RL. Например, на рис. 7 (e, f) деконволюция принятого сигнала от двух целей со значительным гауссовым белым шумом привела к несовершенным местоположениям целей. Эту высокую чувствительность к шуму можно уменьшить с помощью нескольких доступных стандартных подходов к регулированию. В этом исследовании к предварительно развернутому сигналу применялось пороговое значение -10 дБ для подавления шумовой составляющей.
Алгоритм повторного выравнивания данных на основе пространственно-временной межкадровой корреляции (STIC)
Алгоритм повторного выравнивания данных STIC, который синхронизируется между собранными сердечными циклами на основе предполагаемой сердечной пульсации, разработан для мониторинга быстрых физиологических событий при ограниченной скорости визуализации.Чтобы зафиксировать быструю физиологическую динамику с ограниченной частотой кадров, последовательно полученные радиочастотные данные за несколько сердечных циклов можно синхронизировать на основе периода сердечного цикла, оцененного по периодически изменяющейся интенсивности сигнала, которая отражает количество микропузырьков. Жесткое покадровое движение, вызванное респираторным движением или движением, зависящим от оператора, было компенсировано применением смещения для согласования полученных изображений. Смещение оценивалось путем двумерной взаимной корреляции между кадрами.Если коэффициент корреляции между изображениями меньше 0,9, изображение можно исключить. Пространственно-временной фильтр отклонения ткани на основе собственных значений технически удаляет всю информацию о неподвижной ткани, за исключением движущихся объектов, таких как микропузырьки. В диастолической фазе микропузырьки менее вероятны, поэтому обнаруживается меньшее количество движущихся микропузырьков. Напротив, количество обнаруженных микропузырьков значительно увеличивается, поскольку микропузырьки быстро движутся к систоле. Фильтр нижних частот применяется к обнаруженному сигналу от текущих микропузырьков для оценки сердечного периода.На рисунке 8 показан пример зависимости количества обнаруженных микропузырьков от времени (синяя сплошная линия) в течение 2 секунд, всего 1000 точек данных. Опорный кадр для синхронизации (красная сплошная линия) выбирался в минимумах после фильтрации нижних частот. Расчетный период 5 Гц с помощью этого подхода хорошо согласуется с зарегистрированной электрокардиограммой частотой сердечных сокращений 290–310 ударов в минуту. На рисунке 9 показана общая графическая схема метода сбора данных STIC. Во-первых, мы последовательно собирали необработанные радиочастотные ультразвуковые данные в течение нескольких сердечных циклов.Полученные кадры УЗИ синхронно выравниваются на основе сердечного периода, оцененного по количеству микропузырьков. Повторно выровненные изображения объединяются, чтобы сформировать изображение одного сердечного цикла в сверхвысоком разрешении. В этом исследовании мы собрали 3000 непрерывных кадров в течение 6 секунд, что эквивалентно примерно 15–30 сердечным циклам. Каждый сердечный цикл был разделен на 10 секций, и весь набор данных был выровнен на основе номера секции. Выровненные кадры в каждом разделе были суммированы для восстановления одного кадра сверхвысокого разрешения.Таким образом, был сгенерирован один сердечный цикл, содержащий 10 реконструированных кадров со сверхвысоким разрешением, и каждое изображение со сверхвысоким разрешением содержит около 300 полученных кадров, собранных за несколько сердечных циклов.
Рисунок 8Расчетная пульсация сердца путем подсчета количества текущих микропузырьков (синяя сплошная линия). После применения низкочастотной фильтрации кадры с минимальным значением выбираются в качестве опорных кадров для синхронизации (красная сплошная линия).
Рисунок 9Графическая диаграмма сбора данных STIC.Последовательно полученные несколько наборов данных синхронизируются для формирования одного события сердечного цикла на основе сердечной пульсации, оцененной по количеству пузырьков.
Модель атеросклеротической бляшки кролика
Новозеландского белого кролика (3,5 кг) кормили диетой с высоким содержанием жиров и холестерина (холестерин 1%, арахисовое масло 2,5% и жир 10%) в течение 6 недель для ускорения развития атеросклероза 6 . Повреждения воздушным шаром были вызваны поверхностной бедренной артерии на правой стороне анестезированного кролика (кетамин 150 мг в / м, ксилазин 8 мг в / м и 2.5% ингаляционного изофлуорана) через одну неделю после кормления с помощью баллонного катетера 2F Fogarty (Edwards Life Sciences, Калифорния, США). Баллон, надутый под давлением 2 атм, несколько раз перемещался вперед и назад, чтобы нанести травму стенкам сосуда вокруг области бифуркации под контролем высокочастотного ультразвукового сканирования (Vevo2100, оснащенный датчиком с линейной решеткой с центром в 18,5 МГц, FUJIFILM Visualsonics, Торонто, Онтарио, США). , Канада). По завершении визуализации было получено 5 мл крови для измерения концентрации холестерина.
Протокол ультразвуковой визуализации
Через двенадцать недель после операции была выполнена ультразвуковая визуализация с введением коммерческих микропузырьков (Definity, Lantheus Medical Imaging, N. Billerica, MA). Средний диаметр микропузырьков составляет 1,1–3,3 мкм, а концентрация микропузырьков составляет 1,2 × 10 10 пузырьков / мл. Болюс микропузырьков 0,2 мл вводился внутривенно через катетер доступа к ушной вене для каждого сеанса визуализации. Кролика под наркозом (тот же протокол операции) получали с выбритыми волосами на ногах (рис.10). Гель УЗ применяли для ультразвуковой связи. Последовательность ультразвуковой визуализации сверхвысокого разрешения выполнялась на хирургической стороне, а затем на противоположной стороне с использованием полностью программируемого исследовательского ультразвукового сканера (Vantage 128, Verasonics, Kirkland, WI), оснащенного датчиком линейной матрицы для хоккейной клюшки (CL15-7, ATL-Philips , Ботелл, Вашингтон). Для фиксации преобразователя использовался держатель преобразователя. Составные изображения плоских волн с 3 различными углами в общей сложности 9600 кадров были получены при каждом сборе данных.Чтобы проверить повторяемость, всего три набора данных были собраны на, возможно, одной и той же плоскости изображения. Вся обработка сигналов выполнялась в автономном режиме с использованием программного обеспечения MATLAB (Mathworks, Natick, MA). Гармоническая MIP-визуализация последовательно проводилась в одном и том же месте с использованием коммерческого ультразвукового устройства для визуализации, оснащенного линейным преобразователем (Acuson Sequoia 512 с 15L8, SIEMENS, Mountain View, CA). Чтобы количественно оценить степень развития vasa vasorum, плотность сосудов была рассчитана с помощью
$$ Vasa \, Vasorum \, density = \ frac {\ sum Microbubble \, signal \, density \, on \, adventitia \, area} {adventitia \ , area} $$
где адвентициальная область была выбрана вручную в B-режиме.Протокол на животных для этого исследования был одобрен Комитетом по уходу и использованию животных (IACUC) Университета Питтсбурга. Все экспериментальные хирургические процедуры и визуализация in vivo и были выполнены в соответствии со всеми руководящими принципами и правилами, подробно описанными в утвержденном протоколе.
Рис. 10Экспериментальная установка для визуализации кроликов. Микропузырьки вводили через доступ в ушную вену. Для визуализации использовался ультразвуковой преобразователь с линейной решеткой хоккейной клюшки.В данном исследовании держатель датчика используется для устранения движения, зависящего от оператора.
Гистология и иммунофлюоресценция
Бедренные артерии фиксировали перфузией с использованием параформальдегида, а затем осторожно иссекали вместе с блоком окружающей мышцы, чтобы сохранить соседнюю сосудистую сеть в соединительной ткани. Затем иссеченные ткани осторожно фиксировали в 4% параформальдегиде, заключали в парафиновый блок и делали серийные срезы. Поперечные срезы парафинового блока окрашивали гематоксилином и эозином (H&E) и фактором фон Виллебранда (vWF) для окрашивания эндотелия.Вкратце, для извлечения антигена обработанные депарафинированные слайды нагревали в натрий-цитратном буфере (pH 6,0, abcam, Кембридж, Массачусетс) при 95 ° C в течение 30 минут в блокирующем растворе козьей сыворотки и инкубировали с антителом против vWF (Millipore, Берлингтон, Массачусетс) при 4 ° C в течение ночи. Инкубированные слайды промывали PBS 3 раза в течение 3 минут. Срезы инкубировали с Cy3-конъюгированным IgG (Jackson ImmunoResearch Laboratories, West Grove, PA) и контрастировали с DAPI. Окрашенные слайды наблюдали с помощью флуоресцентного микроскопа (IX-81, Olympus, Center Valley, PA).Яркость (+ 40%) и контраст (+ 40%) полученных флуоресцентных изображений были скорректированы для улучшения видимости с помощью программного обеспечения ImageJ 43 .
Ультразвуковое сканирование — NHS
Ультразвуковое сканирование, иногда называемое сонограммой, — это процедура, при которой используются высокочастотные звуковые волны для создания изображения части внутренней части тела.
Ультразвуковое сканирование можно использовать для наблюдения за нерожденным ребенком, диагностики состояния или руководства хирурга во время определенных процедур.
Как работают ультразвуковые исследования
Используется небольшое устройство, называемое ультразвуковым датчиком, которое излучает высокочастотные звуковые волны.
Вы не можете слышать эти звуковые волны, но когда они отражаются от различных частей тела, они создают «эхо», которое улавливается зондом и превращается в движущееся изображение.
Это изображение отображается на мониторе во время сканирования.
Подготовка к УЗИ
Перед проведением некоторых видов ультразвукового сканирования вас могут попросить выполнить определенные инструкции, которые помогут улучшить качество получаемых изображений.
Например, вам могут посоветовать:
- пейте воду и не ходите в туалет до завершения сканирования — это может потребоваться перед сканированием вашего будущего ребенка или области вашего таза
- воздержитесь от еды и питья в течение нескольких часов перед сканированием — это может потребоваться перед сканированием вашей пищеварительной системы, включая печень и желчный пузырь
В зависимости от исследуемой области вашего тела в больнице могут попросить вас снять одежду и надеть больничную одежду.
Если вам нужно успокаивающее средство, чтобы расслабиться, оно будет введено через небольшую трубку в тыльную сторону ладони или в руку.
В некоторых случаях вам также могут сделать инъекцию безвредного вещества, называемого контрастным веществом, перед сканированием, поскольку это может сделать изображения более четкими.
Что происходит во время ультразвукового исследования
Большинство ультразвуковых сканирований длится от 15 до 45 минут. Обычно они проводятся в радиологическом отделении больницы и выполняются рентгенологом или сонографистом.
Они также могут проводиться в общественных местах, таких как врачебные кабинеты, и могут выполняться другими медицинскими работниками, такими как акушерки или физиотерапевты, которые прошли специальную подготовку в области ультразвуковой диагностики.
Существуют разные виды ультразвукового сканирования, в зависимости от того, какая часть тела сканируется и почему.
3 основных типа:
- внешнее ультразвуковое сканирование — зонд перемещается по коже
- внутреннее ультразвуковое сканирование — зонд вставлен в тело
- эндоскопическое ультразвуковое сканирование — зонд прикрепляется к длинной тонкой гибкой трубке (эндоскопу) и продвигается дальше в тело
Эти методы описаны ниже.
Наружное УЗИ
Кредит:
Наружное ультразвуковое сканирование чаще всего используется для исследования вашего сердца или еще не родившегося ребенка в утробе матери.
Его также можно использовать для исследования печени, почек и других органов в области живота и таза, а также других органов или тканей, которые можно оценить через кожу, например, мышц и суставов.
Небольшой переносной зонд помещается на вашу кожу и перемещается по исследуемой части тела.
Смазывающий гель наносится на кожу, чтобы датчик двигался плавно. Это также обеспечивает постоянный контакт между датчиком и кожей.
Вы не должны чувствовать ничего, кроме сенсора и геля на коже (которая часто бывает холодной).
Если вам делают сканирование матки или области таза, возможно, у вас полный мочевой пузырь, что вызывает у вас небольшой дискомфорт.
Рядом будет туалет, в котором можно опорожнить мочевой пузырь после завершения сканирования.
Внутреннее или трансвагинальное ультразвуковое исследование
Кредит:
Внутренний осмотр позволяет врачу более внимательно изучить такие органы, как предстательная железа, яичники или матка.
«Трансвагинальное» УЗИ означает «через влагалище». Во время процедуры вас попросят лечь на спину или на бок, подтянув колени к груди.
Небольшой ультразвуковой датчик со стерильным покрытием, не намного шире пальца, затем осторожно вводится во влагалище или прямую кишку, и изображения передаются на монитор.
Внутреннее обследование может вызвать некоторый дискомфорт, но обычно не вызывает боли и не занимает много времени.
Эндоскопическое УЗИ
Кредит:
Во время эндоскопического ультразвукового сканирования эндоскоп вводится в ваше тело, обычно через рот, чтобы исследовать такие области, как желудок или пищевод.
Обычно вас просят лечь на бок, пока эндоскоп осторожно прижимают к вашему животу.
Эндоскоп имеет на конце светильник и ультразвуковое устройство. После того, как он был введен в тело, звуковые волны используются для создания изображений так же, как и внешний ультразвук.
Обычно вам дают успокаивающее средство и спрей для местной анестезии, чтобы обезболить горло, поскольку эндоскопическое ультразвуковое сканирование может быть неудобным и вызывать тошноту.
Вам также могут дать капу, чтобы держать рот открытым и защитить зубы на случай, если вы прикусите эндоскоп.
После УЗИ
В большинстве случаев последствия отсутствуют, и вы можете вернуться домой вскоре после завершения сканирования.
Если успокаивающее средство не использовалось, вы можете водить машину, есть, пить и сразу же возвращаться к своим обычным занятиям.
Если вам сделали эндоскопическое ультразвуковое исследование и вам дали успокоительное, чтобы помочь вам расслабиться, вам обычно советуют остаться в больнице на несколько часов, пока действие лекарства не прекратится.
Вам нужно будет попросить кого-нибудь забрать вас из больницы и остаться с вами в течение следующих 24 часов.
В это время нельзя водить машину, употреблять алкоголь или работать с механизмами.
Вам могут сообщить результаты сканирования вскоре после его проведения, но в большинстве случаев изображения необходимо будет проанализировать, и отчет будет отправлен врачу, который направил вас на сканирование.
Они обсудят с вами результаты через несколько дней или на следующем приеме, если он будет назначен.
Есть ли риски или побочные эффекты?
Звуковые волны, используемые при ультразвуковом сканировании, не представляют опасности. В отличие от некоторых других сканирований, таких как компьютерная томография, ультразвуковое сканирование не требует воздействия радиации.
Наружное и внутреннее ультразвуковое сканирование не имеет побочных эффектов и, как правило, безболезненно, хотя вы можете испытывать некоторый дискомфорт, когда датчик прижимается к вашей коже или вводится в ваше тело.
Если у вас есть внутреннее сканирование и у вас аллергия на латекс, важно сообщить об этом сонографисту или врачу, проводящему сканирование, чтобы они могли использовать крышку зонда без латекса.
Эндоскопическое ультразвуковое исследование может быть немного более неудобным и может вызвать временные побочные эффекты, такие как боль в горле или вздутие живота.
Также существует небольшой риск более серьезных осложнений, таких как внутреннее кровотечение.
Последняя проверка страницы: 25 мая 2018 г.
Срок следующей проверки: 25 мая 2021 г.
