Как правильно выполнить монтаж кабельной муфты. Какие инструменты и материалы необходимы для установки муфты. Каковы основные этапы монтажа соединительной и концевой муфты. Какие меры безопасности нужно соблюдать при работе с кабельными муфтами.
Что такое кабельная муфта и для чего она нужна
Кабельная муфта — это специальное устройство, предназначенное для соединения или оконцевания кабельных линий. Муфты обеспечивают надежное электрическое и механическое соединение жил кабеля, а также герметизацию и защиту места соединения от внешних воздействий.
Основные функции кабельных муфт:
- Соединение двух отрезков кабеля в единую линию
- Герметизация и изоляция места соединения жил
- Восстановление оболочки и защитных покровов кабеля
- Обеспечение механической прочности соединения
- Защита от проникновения влаги и загрязнений
- Выравнивание электрического поля в месте соединения
Применение качественных муфт позволяет продлить срок службы кабельных линий и повысить их надежность. Правильный монтаж муфт крайне важен для безаварийной работы кабельных сетей.
Виды кабельных муфт и их особенности
Существует несколько основных типов кабельных муфт:
Соединительные муфты
Предназначены для соединения двух отрезков кабеля в единую линию. Обеспечивают восстановление всех элементов кабеля — токопроводящих жил, изоляции, оболочки, защитных покровов.
Концевые муфты
Используются для оконцевания кабельных линий при подключении к электрооборудованию. Обеспечивают герметизацию концов кабеля и подготовку жил для присоединения.
Переходные муфты
Применяются для соединения кабелей разных типов, сечений или с разным количеством жил. Позволяют состыковать кабели с разной конструкцией.
Ответвительные муфты
Служат для выполнения ответвлений от магистральной кабельной линии без ее разрезания. Дают возможность создавать разветвленные кабельные сети.
Необходимые инструменты и материалы для монтажа муфт
Для качественного монтажа кабельных муфт потребуются следующие инструменты и материалы:
- Нож для разделки кабеля
- Пассатижи, бокорезы, плоскогубцы
- Отвертки, гаечные ключи
- Паяльная лампа или газовая горелка
- Мультиметр
- Измерительная рулетка
- Наждачная бумага, металлическая щетка
- Ветошь, растворитель для очистки
- Термоусаживаемые трубки и манжеты
- Изоляционная лента
- Герметик, компаунд
- Наконечники и гильзы для опрессовки
- Болтовые соединители
Также понадобятся средства индивидуальной защиты — диэлектрические перчатки, защитные очки, спецодежда.

Подготовка кабеля к монтажу муфты
Правильная подготовка кабеля — важнейший этап монтажа муфты. Она включает следующие операции:
- Очистка и обезжиривание внешней оболочки кабеля
- Снятие защитных покровов и брони на необходимую длину
- Удаление наружной и внутренней оболочек кабеля
- Освобождение жил от изоляции и полупроводящих экранов
- Удаление гидрофобного заполнителя (для заполненных кабелей)
- Выравнивание концов жил под размер муфты
Разделку кабеля нужно выполнять аккуратно, не повреждая изоляцию и токопроводящие жилы. Размеры разделки указываются в инструкции к муфте.
Основные этапы монтажа соединительной муфты
Процесс монтажа соединительной муфты обычно включает следующие ключевые этапы:
- Разделка концов соединяемых кабелей
- Соединение токопроводящих жил кабеля с помощью гильз или наконечников
- Восстановление изоляции в месте соединения жил
- Наложение проводящего слоя для выравнивания электрического поля
- Установка элементов для восстановления экранов кабеля
- Герметизация соединения с помощью термоусаживаемых трубок
- Восстановление наружной оболочки и защитных покровов кабеля
Каждый этап требует точного соблюдения технологии и применения качественных материалов. Это обеспечит надежность и долговечность соединения.

Особенности монтажа концевых муфт
При монтаже концевых муфт необходимо учитывать следующие особенности:
- Тщательная герметизация конца кабеля для защиты от влаги
- Усиление изоляции на конце жил кабеля
- Применение антитрекинговых трубок для наружной установки
- Использование кабельных наконечников для подключения жил
- Обеспечение необходимых длин жил для присоединения
- Заземление экранов и брони кабеля
Концевые муфты должны выдерживать механические нагрузки и атмосферные воздействия. Поэтому к их монтажу предъявляются повышенные требования.
Проверка качества монтажа кабельной муфты
После завершения монтажа необходимо выполнить проверку качества:
- Визуальный осмотр муфты на отсутствие дефектов
- Проверка герметичности и отсутствия протечек компаунда
- Измерение сопротивления изоляции мегаомметром
- Испытание повышенным напряжением
- Проверка целостности жил и отсутствия обрывов
- Измерение переходного сопротивления контактных соединений
Только после успешного прохождения всех проверок муфта может быть введена в эксплуатацию. Это гарантирует ее надежную работу в составе кабельной линии.

Меры безопасности при монтаже кабельных муфт
Монтаж кабельных муфт связан с определенными рисками, поэтому необходимо соблюдать следующие меры безопасности:
- Работы должны выполняться только квалифицированным персоналом
- Обязательно применение средств индивидуальной защиты
- Строгое соблюдение технологии монтажа и инструкций производителя
- Использование только исправного и проверенного инструмента
- Отключение кабеля от источника напряжения и проверка отсутствия напряжения
- Заземление рабочего места
- Соблюдение правил пожарной безопасности при работе с открытым огнем
Пренебрежение мерами безопасности может привести к поражению электрическим током, ожогам и другим травмам. Поэтому к монтажу муфт допускаются только специально обученные работники.
Монтаж концевой муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
-
Вы здесь:
- Главная
- Услуги
- Ремонт кабельной линии
- Монтаж концевой муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
- Услуги
- Ремонт кабельной линии
- Монтаж переходной муфты 10 кВ
- Монтаж концевой муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
- Монтаж концевой муфты 10 кВ (АСБ, ААБ)
- Монтаж концевой муфты 0,4 кВ
- Монтаж соединительной муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
- Монтаж соединительной муфты 10 кВ (АСБ, ААБ)
- Монтаж соединительной муфты 0,4 кВ
Принимаем заявки 24/7, выезжаем и проводим высоковольтные испытания кабельных линий в течении одного рабочего дня!
Вызвать лабораторию
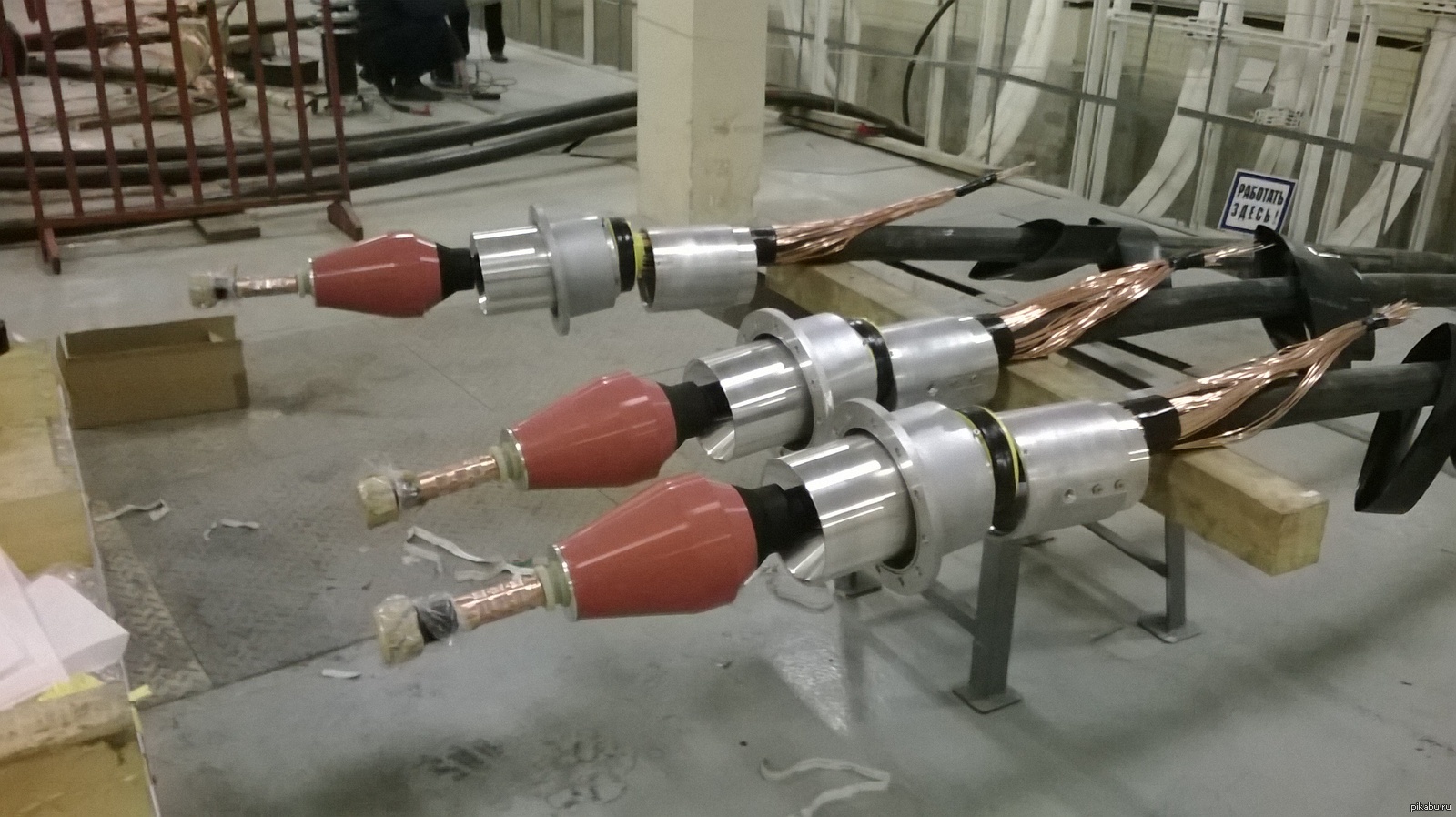
Концевая муфта 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена является устройством, основным предназначением которого является преобразование концов электрокабелей с изоляцией из сшитого полиэтилена с рабочим напряжением 6 кВ, 10 кВ, 20 кВ, для возможности их присоединения к шинам коммутационных устройств и оборудования электроустановок.
Стоимость работ — 7800 р
*Стоимость может меняться в зависимости от условий проведения работ.
Перед установкой концевой муфты обязательно проводится ступенчатая разделка изоляции на конце соединяемых кабелей. Ступенчатая разделка — это процесс поэтапного удаления оболочек кабеля, удаления полупроводникового слоя с изоляции токопроводящей жилы с применением специализированного инструмента. Используются концевые муфты с применением термоусаживаемых изолирующих материалов.
Заказать монтаж концевой муфты 10 кВ, 20 кВ на кабель (АПВ)
Позвоните по номеру 8 (962) 964-37-17 или закажите обратный звонок в удобное для вас время — наш менеджер свяжется с Вами и проконсультирует по всем вопросам.
Компания «ПоискКабеля» предлагает высококачественную установку концевых муфт по привлекательной цене. Услуга выполняется в соответствии с действующими нормами и стандартами, с соблюдением инструкций и ГОСТа. Установка выполняется квалифицированными сотрудниками, прошедшими специальную подготовку. В арсенале имеется необходимое современное оборудование. Для заказа услуги позвоните по +7 (495) 456 78 90 или закажите обратный звонок с помощью специальной формы на сайте.
В арсенале имеется необходимое современное оборудование. Для заказа услуги позвоните по +7 (495) 456 78 90 или закажите обратный звонок с помощью специальной формы на сайте.
Специалисты «ПоискКабеля» оперативно выполнят ремонт кабельной линии с установкой требуемых кабельных муфт и соблюдением норм и технических регламентов. Работу выполнят квалифицированные специалисты с многолетним опытом, прошедшие спец.подготовку и ежегодную аттестацию.
Услуги
Контакты
Московская область,
Королёв пр-т Академика Королёва д.6а пом.1
8 (962) 964-37-17
Последние работы
Ремонт кабельной линии 10кВ 19 декабря 2020
Ремонт кабельной линии 6кВ 19 декабря 2020
Монтаж концевых муфт кабельной линии 10кВ на кабеле марки АСБ 3х120 02 августа 2020
Ремонт кабельной линии 10 кВ 02 августа 2020
Монтаж концевой муфты 0,4 кВ
-
Вы здесь:
- Главная
- Услуги
- Ремонт кабельной линии
- Монтаж концевой муфты 0,4 кВ
- Услуги
- Ремонт кабельной линии
- Монтаж переходной муфты 10 кВ
- Монтаж концевой муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
- Монтаж концевой муфты 10 кВ (АСБ, ААБ)
- Монтаж концевой муфты 0,4 кВ
- Монтаж соединительной муфты 10 кВ, 20 кВ на кабель (АПВ) с изоляцией из сшитого полиэтилена
- Монтаж соединительной муфты 10 кВ (АСБ, ААБ)
- Монтаж соединительной муфты 0,4 кВ
Принимаем заявки 24/7, выезжаем и проводим высоковольтные испытания кабельных линий в течении одного рабочего дня!
Вызвать лабораторию
Концевая муфта является устройством, основным предназначением которого является преобразование концов электрокабелей рабочим напряжением 0,4 кВ, для возможности их присоединения к шинам коммутационных устройств и оборудования электроустановок.
Стоимость работ — 5600 р
*Стоимость может меняться в зависимости от условий проведения работ.
Перед установкой концевой муфты обязательно проводится ступенчатая разделка изоляции на конце кабеля. Ступенчатая разделка — это процесс поэтапного удаления покрова из джута, слоя брони, подушки (волокнистой или бумажной), поясной изоляции и дальнейшей изоляции каждой жилы. Размеры участка, на котором выполняется разделка определяются напряжением электрокабеля, диаметром сечения жил кабеля.
Если монтаж концевой муфты производится на кабеле с бумажной изоляцией, перед установкой исследуют присутствие влаги. С этой целью с конца кабеля аккуратно срезают несколько лент из бумаги и погружают их в парафин (перед этим его доводят до температуры 130-150 градусов по Цельсию). Если лента влажная, выделяется пена и раздается легкое шипение.
Заказать монтаж концевой муфты 0,4 кВ
Позвоните по номеру 8 (962) 964-37-17 или закажите обратный звонок в удобное для вас время — наш менеджер свяжется с Вами и проконсультирует по всем вопросам.
Компания «ПоискКабеля» выполняет высококачественный монтаж концевой муфты 0,4 кВ на выгодных условиях. У нас работают квалифицированные специалисты с многолетним опытом работы, в распоряжении имеется современное оборудование. Это обеспечивает первоклассное качество выполнения услуг, прочность и долговечность. Заказать услугу можно, позвонив по телефону или заказав обратный звонок на сайте.
Специалисты «ПоискКабеля» оперативно выполнят ремонт кабельной линии с установкой требуемых кабельных муфт и соблюдением норм и технических регламентов. Работу выполнят квалифицированные специалисты с многолетним опытом, прошедшие спец.подготовку и ежегодную аттестацию.
- Монтаж муфты 10 кВ
- Монтаж концевой муфты 10 кВ
- Монтаж концевой муфты 20 кВ
- Монтаж концевой муфты 10 кВ АСБ
- Испытания кабелей 0.4 кв
- Монтаж соединительной муфты 10 кВ
- Монтаж соединительной муфты 20 кВ
- Монтаж соединительной муфты 10 кВ АСБ
Услуги
Контакты
Московская область,
Королёв пр-т Академика Королёва д.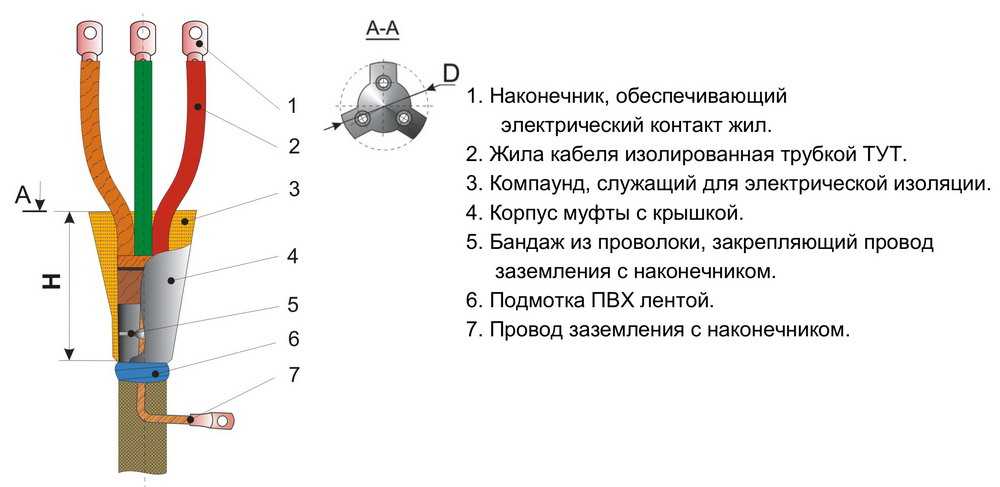 6а пом.1
6а пом.1
8 (962) 964-37-17
Последние работы
Ремонт кабельной линии 10кВ 19 декабря 2020
Ремонт кабельной линии 6кВ 19 декабря 2020
Монтаж концевых муфт кабельной линии 10кВ на кабеле марки АСБ 3х120 02 августа 2020
Ремонт кабельной линии 10 кВ 02 августа 2020
Монтаж кабельных муфт | Соединение и сращивание кабелей
Опубликовано 17 января 2020 г.
Втянутые кабели не всегда имеют достаточную длину для соединения двух точек соединения без разрыва. Иногда положение и тип прокладки требуют использования отдельных отрезков кабеля.
Поэтому простое удлинение кабеля по соображениям стоимости и места обычно достигается с помощью кабельных муфт. Соединения кабеля или разделение кабеля на несколько непрерывных кабелей должны выполняться с помощью соответствующих распределительных коробок. Соединение двух или более кабелей в коробках или кабельных муфтах должно выполняться с максимальной осторожностью и защищаться от сырости или влаги.
Соединение двух или более кабелей в коробках или кабельных муфтах должно выполняться с максимальной осторожностью и защищаться от сырости или влаги.
Палатка должна быть установлена на время установки. Работу над гильзой и коробкой следует проводить быстро и без перерыва.
На приведенном ниже Драке дайте словесное и графическое описание процедуры установки втулки. В каждом случае обратите внимание на параметры производителя муфты, информационные листы производителя кабеля, а также правила техники безопасности сетевого оператора.
Подготовка кабеля НН СН ВН
Подготовка начинается с выбора подходящего рукава для соответствующего кабеля.
Для нашего примера был выбран сигнальный кабель с коэффициентом понижения типа Draka SIGDRAK® AJ-2Y(L)2YDB2Y 3x4x1,4 (h55) rk-group 500, а также соответствующий соединительный термоусадочный рукав и защитный термо- термоусадочный рукав.
Хотя компания Draka выполнила установку в помещении, та же процедура применяется и снаружи: оба конца кабеля должны быть закреплены на кабельных стойках или подобных устройствах таким образом, чтобы рабочая среда была чистой, опрятной и защищенной от влаги. Концы кабеля должны полностью перекрывать внешний край рукава.
Концы кабеля должны полностью перекрывать внешний край рукава.
➡ Рекомендация: не стесняйтесь добавить сюда немного больше.
Удаление оболочки кабеля
Снятие крайней защитной оболочки кабеля должно производиться в соответствии с инструкциями производителя муфты.
Снятие оболочки кабеля
Снятие брони
Снятие армирования (стальной ленты) происходит по указанию производителя рукава. При впиливании в стальную ленту нельзя повредить лежащие под ней экранирующие проволоки. Для толстых тросов и толстых стальных лент можно использовать железную пилу с маркером глубины. В нашем случае также служила простая небольшая ножовка.
Снятие брони
Верхний слой стальной ленты распилен, и теперь его можно аккуратно размотать с помощью плоскогубцев. Будьте осторожны с острыми кромками и наконечниками: опасность травм!
Та же процедура выполняется со вторым слоем стальной ленты. Обратите особое внимание, в частности, на целостность экранирующих проводов, которые находятся под ним.
Обратите особое внимание, в частности, на целостность экранирующих проводов, которые находятся под ним.
Противоположный конец кабеля должен быть соответствующим образом подготовлен.
Противоположный конец кабеля должен быть подготовлен соответствующим образом
Экранирующие провода также укорачиваются согласно инструкции. Тогда есть две возможности: армирующие и экранирующие провода теперь можно подключать сразу или, как в нашем примере, в конце после установки соединительной термоусадочной муфты.
Экранирующие провода также укорачиваются согласно инструкции
Резка экранирующих проводов
Контакт с ламинированной оболочкой
Внутренняя ламинированная оболочка тщательно зачищается до заданной длины. Повреждения нижних слоев сердцевины можно надежно избежать с помощью специального инструмент для зачистки .
Контакт с многослойной оболочкой
В оставшейся ламинированной оболочке делается надрез в двух местах на максимальном расстоянии 15 мм друг от друга, длина каждого разреза 30 мм. Образовавшиеся складки на оболочке аккуратно отгибаются вверх. На фото справа ламинированная оболочка, дренажный провод и пластиковая пленка фиксируются пластиковой лентой.
Образовавшиеся складки на оболочке аккуратно отгибаются вверх. На фото справа ламинированная оболочка, дренажный провод и пластиковая пленка фиксируются пластиковой лентой.
В оставшейся ламинированной оболочке делается надрез
V-образный зажим провода заземления экрана укладывается сбоку вокруг края разрезанного фальца кабеля и плотно закрывается пассатижами. Таким образом, зубцы зажима прорезают оболочку кабеля в алюминиевую ленту. Таким образом гарантируется безопасный контакт.
V-образный зажим провода сплошности экрана укладывается боком вокруг края отрезанного фальца кабеля
Затем V-образный зажим и ламинированная оболочка обматываются тремя слоями пластиковой ленты. Заземляющий провод можно отрезать или дополнительно намотать на зажим. При необходимости обратите внимание на прилагаемые инструкции для заказчика.
После сращивания жил провод заземления экрана выстраивается без запасной петли прямо вдоль места сращивания, где он соответствующим образом соединяется с ламинированной оболочкой второго кабеля.
После сращивания жил провод заземления экрана выравнивается
Сращивание жил
При сращивании медных жил необходимо соблюдать правильный порядок скрутки. В нашем случае четырехъядерный трассер достаточно четко обозначен завязыванием тонкой синей пластиковой ленты.
Сращивание жил
Жилы отдельно зачищены от изоляции с помощью подходящего инструмента для зачистки кабеля. Пожалуйста, следите за тем, чтобы медные проводники не загрязнялись, не повреждались и не подвергались воздействию сырости или влаги.
Жилы отдельно лишены изоляции
Оба зачищенных конца жилы соединяются обжимным соединением и соединяются клещами для обеспечения устойчивости к натяжению. Пожалуйста, обязательно соблюдайте правильную кодировку и последовательность подключаемых ядер и четырехъядерных процессоров. Ошибки обычно не обнаруживаются до окончательной проверки или первой операции и приводят к дорогостоящим мерам по исправлению.
Оба зачищенных конца жилы соединяются обжимным соединением
После монтажа обжимные соединения тщательно усаживаются горелкой. Высвобожденный клей и плотно прилегающий пластик защищают оголенный медный стык механически и от сырости.
Высвобожденный клей и плотно прилегающий пластик защищают оголенный медный стык механически и от сырости.
После монтажа обжимные соединения тщательно усаживаются горелкой
Так выглядят сростки после успешной усадки. Когда соединение правильно сжато, немного клея вытечет по бокам.
Так выглядят соединения после успешной усадки
Стыки в шахматном порядке дают узкий стык. Если вы еще этого не сделали, теперь вам следует соединить провод заземления экрана с ламинированной оболочкой противоположного кабеля.
Стыки в шахматном порядке дают узкий стык
Подготовка внутреннего соединительного термоусадочного рукава
Две ламинированные оболочки, обращенные к местам сращивания жил, очищаются очищающей тканью, чтобы на участке шириной 150 мм не было масла.
Подготовка внутреннего соединительного термоусадочного рукава
После удаления масла ламинированной оболочке придают шероховатость поперек оси кабеля наждачной бумагой. Любые участки с ямками на оболочке также должны быть зачищены.
Любые участки с ямками на оболочке также должны быть зачищены.
Многослойная оболочка шероховатая по оси кабеля наждачной шкуркой
После этого очищенные и шероховатые участки нагреваются горелкой до тех пор, пока они не станут горячими.
После этого очищенные и шероховатые участки нагреваются горелкой, пока они не станут горячими
Перед установкой собственно термоусадочной муфты осушители, поставляемые в упаковке, следует закрепить вокруг места соединения жил с помощью клейкой ленты. Не оборачивайте весь осушитель изоляционной лентой, так как это помешает ему выполнять свою функцию. Достаточно простой упаковки, чтобы удержать агент на месте.
Перед установкой собственно термоусадочной муфты осушители, поставляемые с упаковкой, должны быть закреплены вокруг стыка жил с помощью клейкой ленты.
Защитная прокладка перед установкой должна быть свернута в рулон (предварительно сформирована), а затем уложена как можно плотнее внахлест на стык жил и закреплена клейкой лентой.
Муфта соединительная термоусадочная
Ламеллярные участки защитной прокладки размотать липкой лентой.
Ламеллярные участки защитной накладки размотать липкой лентой
Выровняйте по центру уплотнение для термоусадочной втулки. Он должен выходить за пределы защитной прокладки на одинаковую длину с каждой стороны. Полезно отметить, по крайней мере, на одной стороне ламинированной оболочки, насколько далеко будет простираться уплотнение.
Выровнять по центру уплотнение для термоусадочной втулки
Уплотнитель полностью накладывается вокруг места соединения, а уплотнительная кромка приподнимается.
При усадке рукава начинайте с середины. Для этой процедуры нагрейте всю поверхность рукава и усадите его к одному концу. Затем поработайте с другим концом. Двигайте пламя вперед и назад равномерно и непрерывно, чтобы избежать локального горения.
Усадку рукава начинать с середины
Процесс усадки закончен, когда пломба усаживается равномерно, пигмент зеленого цвета в материале втулки исчезает, а под кромкой пломбы хорошо видна белая индикаторная полоса. На концах из кабеля должно вытекать небольшое количество клея.
На концах из кабеля должно вытекать небольшое количество клея.
Осторожно: сморщенное уплотнение и уплотнительная кромка очень долго сохраняют тепло (опасность ожога!). По мере остывания рукав еще немного сжимается.
Процесс усадки завершен, когда уплотнение равномерно усадилось
Соединение армирования кабеля
Перед подключением армирующих и экранирующих проводов открытые участки последних следует очистить до металлического блеска и придать шероховатость. При этом также обратите внимание на армирующий слой под ним.
Соединение брони
Лента из медной ткани должна быть намотана согласно инструкции в один слой вокруг броневых и экранирующих проводов. Оставшуюся тканевую ленту следует отрезать и сохранить.
Лента из медной ткани должна быть намотана в соответствии с инструкцией
.
Поставляемые контактные пластины предварительно сформированы в соответствии с инструкциями, уложены вокруг ленты из медной ткани, обернуты и закреплены одним слоем ленты из медной ткани (с перекрытием не более 5 мм).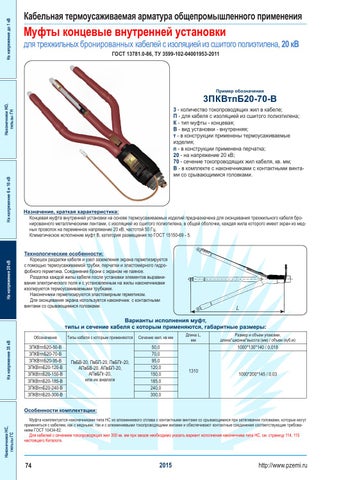
Поставляемые контактные пластины предварительно отформованы в соответствии с инструкциями
.Заземляющий провод отрезается в 1,5 раза от длины удаленного участка наружного защитного покрытия и натягивается на соседнюю защитную трубку таким образом, что примерно 100 мм остаются оголенными и свободными на обоих концах заземляющего провода. Конец жилы заземления распускается веером и заподлицо со снятым краем армирования укладывается плашмя на меднотканную ленту и закрепляется вплотную к концу снятого края роликовой пружиной. Заземляющий провод фиксируется второй рулонной пружиной тремя слоями, затем оттягивается и закрепляется оставшимися слоями рулонной пружины.
Заземляющий провод обрезается на 1,5 длины удаляемого участка наружного защитного покрытия
В конце установки заземляющий провод выглядит так. Таким же образом следует поступить со второй стороной.
В конце установки заземляющий провод выглядит так
Установка защитной пленки
Перед установкой защитной пленки внешнее защитное покрытие необходимо очистить, придать шероховатость и подогреть. Вся контактная площадь , предварительно нагретую с помощью газовой термоусадочной горелки , перед тем, как термоусадочная лента (защитная пленка), начиная с ПЭ-оболочки между внутренней втулкой и роликовой пружиной, плотно наматывается внахлест на всю площадь контакта до наружной оболочки. Участок, где выступает заземляющий провод, исключается как можно меньше. На защитном покрытии должна располагаться максимум половина ширины термоусадочной ленты.
Вся контактная площадь , предварительно нагретую с помощью газовой термоусадочной горелки , перед тем, как термоусадочная лента (защитная пленка), начиная с ПЭ-оболочки между внутренней втулкой и роликовой пружиной, плотно наматывается внахлест на всю площадь контакта до наружной оболочки. Участок, где выступает заземляющий провод, исключается как можно меньше. На защитном покрытии должна располагаться максимум половина ширины термоусадочной ленты.
Установка защитной пленки
Защитную пленку нагревают на слабом огне до усадки ленты и вытекания клея в местах нахлеста.
Защитную пленку нагревают на слабом огне до усадки ленты и вытекания клея в местах нахлеста
Усохшая лента и просачивающийся клей должны быть хорошо видны.
Усохшая лента и просачивающийся клей должны быть хорошо видны
Установка защитного термоусадочного рукава
Заземляющий провод прокладывается радиально вокруг места сращивания и закрепляется пластиковой лентой. Затем металлическую защитную прокладку следует плотно уложить вокруг внутренней втулки по центру и внахлест и закрепить липкой лентой. Конические концы следует тщательно обмотать пластиковой липкой лентой.
Затем металлическую защитную прокладку следует плотно уложить вокруг внутренней втулки по центру и внахлест и закрепить липкой лентой. Конические концы следует тщательно обмотать пластиковой липкой лентой.
Установка защитного термоусадочного рукава
Внешняя оболочка очищается до полного обезжиривания, придается шероховатость по оси кабеля, а затем нагревается на слабом пламени до температуры, при которой руки становятся горячими.
Внешнюю оболочку очищают до обезжиривания, придают ей шероховатость по оси кабеля, а затем нагревают на слабом пламени до температуры, близкой к температуре рук
Обертка на конических концах металлической защитной прокладки должна быть четко видна.
Уплотнитель для термоусадочной втулки укладывают по центру места соединения и выступа, отмеченного как минимум на одной стороне многослойной оболочки.
Обертка на конических концах металлической защитной накладки должна быть хорошо видна
Огнезащитная фольга (самоклеящаяся алюминиевая фольга) крепится таким образом, что она проходит над отмеченной линией примерно на 10 мм в сторону внутреннего рукава. Таким образом, она достигает максимум 10 мм в гильзу, в то время как большая часть фольги остается снаружи термоусадочной гильзы. Фольгу следует разгладить тупым инструментом, например гладкой ручкой плоскогубцев или ручкой молотка.
Таким образом, она достигает максимум 10 мм в гильзу, в то время как большая часть фольги остается снаружи термоусадочной гильзы. Фольгу следует разгладить тупым инструментом, например гладкой ручкой плоскогубцев или ручкой молотка.
Огнезащитная фольга (самоклеящаяся алюминиевая фольга) крепится так, чтобы она лежала над отмеченной линией примерно на 10 мм в сторону внутреннего рукава
Термоусаживаемый рукав размещается по центру вокруг металлической защитной прокладки и закрывается с обеих сторон уплотнительными кромками. Соединительный зажим помещается между обоими концами уплотнительных кромок в центре втулки.
Термоусаживаемый рукав размещается по центру вокруг металлической защитной прокладки и закрывается с обеих сторон герметизирующими кромками
Перед усадкой рукав должен быть отцентрован. Две огнестойкие фольги, которые слегка заходят внутрь рукава с обеих сторон, могут служить ориентиром.
Перед усадкой втулка должна быть отцентрована
При усадке рукава начинайте с середины. Для этой процедуры нагрейте всю поверхность рукава и усадите его к одному концу. Затем поработайте с другим концом. Двигайте пламя вперед и назад равномерно и непрерывно, чтобы избежать локального горения. Нагревайте термоусадочную пломбу до тех пор, пока зеленые точки на пломбе не станут черными.
Для этой процедуры нагрейте всю поверхность рукава и усадите его к одному концу. Затем поработайте с другим концом. Двигайте пламя вперед и назад равномерно и непрерывно, чтобы избежать локального горения. Нагревайте термоусадочную пломбу до тех пор, пока зеленые точки на пломбе не станут черными.
Усадку рукава начинать с середины
Нетрудно заметить, что зеленые точки на пломбе почти полностью исчезли. Клей немного вытечет из конца рукава, лежащего на огнезащитной фольге. Хорошо видна белая индикаторная линия под кромкой уплотнения. Защитный термоусадочный рукав правильно закрыт и водонепроницаем. По мере остывания он еще немного сжимается.
Должно быть легко распознать, что зеленые точки на пломбе почти полностью исчезли
Дополнительное чтение
- Прокладка кабеля | Важность инструкций по установке кабеля
- Кабельные барабаны | Рекомендуемая транспортировка и хранение
- Как подготовить кабели, чтобы избежать их повреждения и неисправности
- Протяжка кабеля | Безопасное протягивание кабелей с помощью моторизованных съемников
- Протяжка кабеля | Безопасная протяжка кабелей с помощью ручной укладки
- Установка тросов опоры рельса
Оборудование для протяжки кабеля
Thorne & Derrick распространяет широкий ассортимент оборудования для протягивания и укладки кабеля , которое обеспечивает безопасную прокладку оптоволоконных и медных кабелей в телекоммуникационной отрасли. Надежно проложенные кабели снижают требования к эксплуатации и техническому обслуживанию сети, а также сокращают перерывы в обслуживании телекоммуникационных кабелей, проводов, воздуховодов, шкафов и коммутаторов — продукты включают инструменты для прокладки кабелей , кабелепроводные стержни , кабельная смазка, кабельные носки и ролики.
Надежно проложенные кабели снижают требования к эксплуатации и техническому обслуживанию сети, а также сокращают перерывы в обслуживании телекоммуникационных кабелей, проводов, воздуховодов, шкафов и коммутаторов — продукты включают инструменты для прокладки кабелей , кабелепроводные стержни , кабельная смазка, кабельные носки и ролики.
Eze-Sleeve® Информация и инструкции по установке – Shaver-Kudell Manufacturing Inc.
Общая информация:
Чугун Eze-Sleeve® изготовлены из высококачественного серого чугуна класса 40 .
Eze-Sleeves® стали основным продуктом в отрасли ремонта электродвигателей после того, как были представлены в 1986 году.
Quick и EZE. Экономия средств, экономия времени, Eze-Sleeve®
Сокращенная процедура установки для EZE-Sleeves®:
- Закрепите и укажите корпус на токарном станке.
- Обработайте опорную поверхность до диаметра,002 меньше, чем внешний диаметр.
 рукава.
рукава. - Запрессуйте втулку с помощью задней бабки, заморозьте втулку, нагрейте корпус или забейте ее молотком.
- Обработайте расширенную часть втулки до диаметра подшипника.
- После получения надлежащего диаметра в выступающей части втулки: закончите обработку втулки с точной подачей.
- При необходимости можно использовать легкую шлифовку для получения точного размера.
- Обработайте расширенную часть втулки.
- При необходимости обработайте небольшую фаску, чтобы подшипник мог войти в корпус.
- Теперь корпус готов к сборке.
Подробная процедура установки EZE-Sleeves®:
Большинство трехкулачковых патронов не очень точны. Даже если они были изначально, то со временем и изнашиванием теряют точность. Кроме того, большинство торцевых щитов представляют собой лишь черновые отливки, которые обычно используются для надевания рукавов. Принимая во внимание эти факты, все торцевые щиты, которые должны быть снабжены втулками, должны быть установлены в четырехкулачковом патроне. Чтобы правильно установить концевую раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечных салазках. Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Чтобы правильно установить концевую раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечных салазках. Теперь зажмите заднюю часть концевого конуса в кулачках патрона везде, где это возможно. (Иногда это может означать болтовое крепление или приваривание колец или выступов к задней части концевого колпачка, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, приблизительно определите концевой колпак на центральной линии шпинделя.
Первое, о чем следует побеспокоиться, это убедиться, что передняя поверхность концевого конуса (сторона отверстия подшипника) находится в одной плоскости с поверхностью патрона. Это достигается вращением его мимо инструмента в стойке инструмента рядом с внешним краем концевого раструба. Постукивайте по концевому раструбу у внешнего края мягким материалом (свинцом, алюминием, латунью, деревом и т. д.), пока он не будет располагаться параллельно поверхности патрона. Эта первая процедура выполняется на глаз за считанные секунды. Теперь используйте индикатор и повторите, чтобы довести концевой звонок с точностью до одной или двух тысячных.
Эта первая процедура выполняется на глаз за считанные секунды. Теперь используйте индикатор и повторите, чтобы довести концевой звонок с точностью до одной или двух тысячных.
Установив концевой конус в патрон, расположив его примерно концентрично отверстию шпинделя и настроив его параллельно торцу патрона, пришло время установить его концентричность с точностью до одной-двух тысячных.
Следующая процедура может быть очень простой и методичной или очень запутанной, случайной и трудоемкой, в зависимости от вашего подхода. Если вы посмотрите на четырехкулачковый патрон спереди, вы увидите четыре кулачка по двум осям. Назовем две челюсти точно напротив друг друга осью x. Назовем две другие челюсти осью Y.
Регулируйте губки только по одной оси за раз! Повторяю, регулируйте челюсти только по одной оси за раз. Если вы всегда будете помнить об этом, у вас будет очень мало проблем с четырехкулачковым патроном.
Процедура следующая:
- Установите циферблатный индикатор так, чтобы он касался внешней обработанной кромки концевого конуса (проверка радиального биения).

- Поверните концевой колокол в положение захвата «А» и запишите свои показания.
- Поверните концевой конус на 180° в положение губок «C» и запишите свои показания.
- Установите нулевое положение на лицевой панели индикатора и точную среднюю точку между вашими верхними и нижними показаниями.
- Отрегулируйте губки «A» и «C», поочередно затягивая и ослабляя их, чтобы переместить концевой конус в нужное положение.
- Завершив настройку оси X, повторите ту же процедуру для оси Y.
- Теоретически концевой конус должен быть полностью концентричен со шпинделем токарного станка. Для проверки поверните концевой раструб мимо индикатора. Если вы обнаружите небольшое биение, отрегулируйте его соответствующим образом, помня о ранее показанной теории осей x-y.
- Дважды проверьте, чтобы передняя поверхность концевого конуса была параллельна поверхности патрона. Если это так, приступайте к операциям оплетки. Если это не так, снова коснитесь его true и еще раз проверьте оси x и y на биение.

- Описанная выше процедура кажется несколько трудоемкой, но на практике становится относительно быстрой и легкой, если все операции выполняются в правильной последовательности и хорошо понимается метод атаки.
Следующий этап — буровая операция:
- Измерьте внешний диаметр втулки. в двух-трех местах вокруг рукава и взять среднее.
- Вы должны просверлить концевой колокол для прессовой посадки. Теория прессовой посадки составляет 0,0005″ для 1,000″ диаметра втулки. Поэтому втулка с Н.Д. 3,504″ должна иметь прессовую посадку приблизительно 0,002″. Рукав с Н.Д. 6,929″ должна иметь прессовую посадку 0,004″. Большинство механиков используют запрессовку 0,002 дюйма для всех втулок диаметром менее 4000 дюймов.
- Рассчитав диаметр, до которого вы хотите расточить концевой конус, установите борштангу в резцедержатель и сделайте пробный пропил. Измерьте отверстие и отрегулируйте крестовину, чтобы отрезать нужный диаметр. Это делается с помощью градуированного кольца на маховике поперечной направляющей.
 ПРЕДОСТЕРЕЖЕНИЕ : Диаметры для прессовой посадки втулки и, что более важно, диаметры для посадки подшипника являются чрезвычайно важными. У всех токарных станков возникают износ и люфты винтов и гаек с поперечными суппортами. При выполнении операций растачивания с допуском ± 0,0002″ установите циферблатный индикатор на седло так, чтобы плунжер был направлен к инструментальному блоку в соответствии с направлением движения поперечного суппорта. При таком расположении даже старый токарный станок (1920-х годов) можно использовать для точной работы. Ваш токарный станок становится таким же точным, как циферблатный индикатор.
ПРЕДОСТЕРЕЖЕНИЕ : Диаметры для прессовой посадки втулки и, что более важно, диаметры для посадки подшипника являются чрезвычайно важными. У всех токарных станков возникают износ и люфты винтов и гаек с поперечными суппортами. При выполнении операций растачивания с допуском ± 0,0002″ установите циферблатный индикатор на седло так, чтобы плунжер был направлен к инструментальному блоку в соответствии с направлением движения поперечного суппорта. При таком расположении даже старый токарный станок (1920-х годов) можно использовать для точной работы. Ваш токарный станок становится таким же точным, как циферблатный индикатор. - Завершив отверстие, запрессовать втулку одним из следующих способов :
а) Это самый безопасный и простой метод. Держите в своем магазине баллон с CO2 (сифонного типа). Этот тип цилиндра всасывает жидкий CO2 со дна цилиндра. Жидкий CO2 имеет температуру -190ºF. Установите рукав на изолирующий материал, например на пенопласт. Распылите CO2 на рукав в течение нескольких секунд. Рукав станет очень холодным и, следовательно, уменьшится в диаметре на несколько тысячных. Теперь, используя утепленные рукавицы для предотвращения обморожения, подберите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
Распылите CO2 на рукав в течение нескольких секунд. Рукав станет очень холодным и, следовательно, уменьшится в диаметре на несколько тысячных. Теперь, используя утепленные рукавицы для предотвращения обморожения, подберите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
При таком способе установка конечного звонка не нарушается, что исключает вторую процедуру «дозвона». Кроме того, термоусадочная посадка имеет в три раза большую удерживающую способность, чем прессовая посадка. Чтобы понять это, представьте себе болт, продавливаемый через гайку. Резьба болта и гайки будет срезана, оставив очень мало удерживающей силы. Однако, если бы болт был сжат настолько, чтобы его можно было вставить в гайку, а затем расширился, чтобы зацепиться с резьбой гайки, удерживающая поверхность была бы намного больше. Это происходит с гильзой на микроскопическом уровне, потому что даже шлифованная поверхность имеет мелкие неровности, которые внедряются в отверстие корпуса.
b) Запрессуйте втулку с помощью шпинделя задней бабки токарного станка.
c) Забейте втулку мягким материалом, например алюминием.
d) Снимите концевой колпак и с помощью гидравлического пресса вставьте втулку.
e) Нагрейте концевой раструб горелкой.
Буквы b, c и d имеют очевидный недостаток, заключающийся в необходимости переустановки концевого конуса, а также в плохом захвате втулки в отверстии.
Буква e имеет несколько проблем: требуется время и газ, чтобы нагреть концевой раструб; нагрев концевого конуса заставляет его расширяться относительно кулачков патрона; искажая их. После того, как концевой раструб остынет, он может разболтаться в патроне. Вы должны подождать, пока конечный раструб остынет до комнатной температуры, прежде чем закончить отверстие. Иногда концевые раструбы нагрева могут оставить их безвозвратно деформированными.
Чистовая обработка втулки:
После того, как втулка установлена в концевой раструб, начинается операция чистового растачивания. Используйте ту же процедуру растачивания, которая использовалась для обработки концевого колокола для установки втулки.
Используйте ту же процедуру растачивания, которая использовалась для обработки концевого колокола для установки втулки.
Обычно небольшая часть втулки выступает из корпуса. Сделайте пробный разрез только на этой части рукава. Измерьте диаметр и соответствующим образом отрегулируйте и сделайте еще один пробный пропил. Как только вы достигли желаемого конечного диаметра в расширенной части втулки, вы можете безопасно приступить к чистовой обработке отверстия с помощью тонкой подачи. Иногда для улучшения качества поверхности требуется легкая шлифовка.
Теперь обработайте расширенную кромку и добавьте небольшую фаску, чтобы конечный конус мог начинаться над подшипником. Ваша работа по ремонту завершена.
Общие вопросы и ответы по EZE-Sleeves®:
1. Какое отверстие втулки?
40 тыс. руб. осталось выключить машину. 2. Какова минимальная или максимальная прессовая посадка?
2 тыс. руб. —–формула: 1/2 тыс.
