Что такое холодная сварка и как ее правильно использовать. Какие виды холодной сварки бывают. Как выбрать подходящую холодную сварку для разных материалов. Пошаговая инструкция по применению холодной сварки.
Что такое холодная сварка и ее особенности
Холодная сварка — это специальный клеевой состав, предназначенный для быстрого и прочного соединения различных материалов. Несмотря на название, никакого сварочного процесса здесь не происходит. Это скорее мощный универсальный клей с высокой адгезией.
Основные особенности холодной сварки:
- Позволяет соединять разнородные материалы (металл, пластик, керамику и др.)
- Не требует нагрева или специального оборудования
- Образует очень прочное соединение после застывания
- Подходит для ремонта и герметизации
- Устойчива к воздействию воды, масел, температуры
- Легко использовать в домашних условиях
Благодаря своим свойствам, холодная сварка нашла широкое применение в быту, автосервисе, сантехнике и других сферах, где требуется быстрый и надежный ремонт.

Виды холодной сварки
В зависимости от состава и консистенции выделяют следующие основные виды холодной сварки:
1. Двухкомпонентная эпоксидная холодная сварка
Состоит из двух компонентов — смолы и отвердителя, которые смешиваются непосредственно перед применением. Образует очень прочное соединение. Основные преимущества:
- Высокая прочность и адгезия
- Универсальность применения
- Устойчивость к агрессивным средам
- Возможность последующей механической обработки
2. Однокомпонентная холодная сварка
Представляет собой готовый к применению состав. Удобна в использовании, не требует смешивания. Преимущества:
- Простота и удобство применения
- Быстрое застывание
- Подходит для экстренного ремонта
3. Холодная сварка в виде пластилина
Выпускается в виде брусков, похожих на пластилин. Перед применением разминается руками до однородной консистенции. Особенности:
- Легко заполняет трещины и неровности
- Удобна для ремонта труднодоступных мест
- Можно придавать любую форму
4. Жидкая холодная сварка
Имеет консистенцию густой жидкости или геля. Выпускается в тюбиках или шприцах. Преимущества:

- Равномерно распределяется по поверхности
- Подходит для тонких швов
- Удобна для склеивания больших поверхностей
5. Специализированная холодная сварка
Разработана для конкретных материалов или условий применения. Например, для ПВХ, алюминия, высоких температур и т.д. Обеспечивает наилучший результат в своей области.
Как выбрать подходящую холодную сварку
При выборе холодной сварки следует учитывать несколько важных факторов:
Материал склеиваемых поверхностей
Разные виды холодной сварки имеют разную адгезию к различным материалам. Важно выбрать состав, подходящий именно для ваших поверхностей. Например:
- Для металла — эпоксидные составы с металлическим наполнителем
- Для пластика — специальные клеи для ПВХ, полиэтилена и других полимеров
- Для керамики и стекла — прозрачные эпоксидные или цианакрилатные клеи
Условия эксплуатации
Необходимо учитывать, в каких условиях будет эксплуатироваться склеенное изделие:
- Температурный диапазон
- Контакт с водой или химическими веществами
- Механические нагрузки
Для каждого случая существуют специализированные составы с нужными свойствами.

Тип ремонта
В зависимости от характера ремонта подбирается подходящая консистенция:
- Для заполнения трещин — густые пастообразные составы
- Для склеивания поверхностей — жидкие клеи
- Для сложных форм — пластичные варианты
Время застывания
Разные виды холодной сварки имеют разное время полного застывания — от нескольких минут до суток. Выбирайте с учетом срочности ремонта.
Инструкция по применению холодной сварки
Правильное использование холодной сварки — залог качественного и долговечного ремонта. Рассмотрим пошаговую инструкцию:
1. Подготовка поверхности
Это важнейший этап, от которого зависит прочность соединения. Необходимо:
- Очистить поверхность от грязи, пыли, ржавчины
- Обезжирить растворителем или спиртом
- При необходимости зачистить наждачной бумагой для лучшей адгезии
2. Подготовка состава
Для двухкомпонентных составов:
- Смешать компоненты в нужной пропорции
- Тщательно перемешать до однородной консистенции
- Использовать в течение времени жизнеспособности состава
Для однокомпонентных — просто открыть упаковку.

3. Нанесение холодной сварки
Способ нанесения зависит от консистенции:
- Жидкие составы наносятся тонким слоем шпателем или кистью
- Пастообразные — шпателем или пальцами в перчатках
- Пластичные — разминаются и прижимаются к поверхности
4. Фиксация и застывание
После нанесения необходимо:
- Плотно прижать склеиваемые детали
- Зафиксировать их в нужном положении
- Выдержать время, необходимое для полного застывания
5. Финишная обработка
После полного застывания можно:
- Удалить излишки состава
- При необходимости отшлифовать место ремонта
- Покрасить для маскировки следов ремонта
Применение холодной сварки в различных сферах
Благодаря своей универсальности, холодная сварка нашла применение во многих областях:
Автомобильный ремонт
В автосервисе холодная сварка используется для:
- Ремонта радиаторов и бензобаков
- Устранения трещин в корпусных деталях
- Герметизации соединений
- Восстановления резьбы
Сантехнические работы
В сантехнике холодная сварка применяется для:
- Ремонта труб и фитингов
- Устранения течей в резьбовых соединениях
- Герметизации стыков
- Ремонта сантехнических приборов
Бытовой ремонт
В быту холодная сварка используется для:

- Ремонта мебели и бытовой техники
- Склеивания керамики и стекла
- Заделки трещин в различных материалах
- Крепления фурнитуры
Меры безопасности при работе с холодной сваркой
При использовании холодной сварки необходимо соблюдать следующие меры предосторожности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные перчатки и очки
- Избегать попадания состава на кожу и в глаза
- Не допускать контакта с пищевыми продуктами
- Хранить в недоступном для детей месте
- Соблюдать условия хранения, указанные производителем
При соблюдении этих простых правил использование холодной сварки будет безопасным и эффективным.
Преимущества и недостатки холодной сварки
Как и любой материал, холодная сварка имеет свои плюсы и минусы. Рассмотрим их подробнее:
Преимущества:
- Универсальность применения
- Простота использования
- Не требует специального оборудования
- Высокая прочность соединения
- Устойчивость к агрессивным средам
- Возможность последующей обработки
Недостатки:
- Ограниченный срок годности после вскрытия упаковки
- Не подходит для деталей, подвергающихся сильным деформациям
- Может иметь токсичный запах в процессе застывания
- Требует тщательной подготовки поверхности
При правильном выборе состава и соблюдении технологии применения преимущества холодной сварки значительно перевешивают ее недостатки.

Как пользоваться холодной сваркой — разновидности, технология применения
Сегодня в ассортименте хозяйственных магазинов представлено очень широкий ассортимент составов, предназначенных для быстрого ремонта различных изделий или для упрощения проведения монтажа. Отдельного внимания заслуживают товары, которые можно отнести к одной интересной группе — к «холодным сваркам». Что же это такое?
Как пользоваться холодной сваркой«Холодной сваркой» принято называть клеевой состав специфической плотной или обычной жидкой консистенции, обладающий широкими возможностями, так как он может быть применен в разных областях и с различными сочетаниями материалов. После застывания нанесенной ремонтной «заплаты» или склеивающего шва, они отличаются отменными показателями адгезии и прочности, соединение становится сродни сварному, за что подобные составы и получили свое ходкое название. У тех, кто слышал об этом составе, но еще ни разу не применял его на практике, неизбежно возникает вопрос о том, как пользоваться холодной сваркой. В этой публикации как раз и будет представлена информация о существующих видах этого клея, а также о том, где и как его следует применять.
В этой публикации как раз и будет представлена информация о существующих видах этого клея, а также о том, где и как его следует применять.
«Холодная сварка» и ее особенности
Общие понятия
Уже само наименование клея — «холодная сварка», говорит о том, что он способен создать высокопрочное соединение материалов, сравнимое с настоящей сваркой. Он может представлять собой одно- или двухкомпонентный состав, в основе которого чаще всего лежит эпоксидная смола, с добавками — загустителями и армирующими веществами. Удобство «холодной сварки» состоит в том, что она не требует применения какого-либо оборудования и приспособлений, а также нагрева ремонтируемых материалов до высоких температур. Ремонтно-восстановительные работы можно проводить буквально в полевых (походных) условиях. Поэтому-то тот или иной вариант «холодной сварки» традиционно входит в постоянно имеющийся в машине минимальный набор инструментов и материалов автомобилиста.
Используется этот клеевой состав для упрочнения соединительных стыков различных деталей или материалов, заделывания отверстий, ремонта образовавшихся трещин или пробоин. «Холодная сварка» может подойти и для некоторых монтажных задач, например, для соединения изделий, изготовленных из одинакового или же разных материалов. Например, с помощью этого клея бывает легко соединить пластмассовые и металлические детали, или же дерево со стеклом, и т.п.
«Холодная сварка» может подойти и для некоторых монтажных задач, например, для соединения изделий, изготовленных из одинакового или же разных материалов. Например, с помощью этого клея бывает легко соединить пластмассовые и металлические детали, или же дерево со стеклом, и т.п.
В продаже можно найти как универсальные составы, подходящие для большинства конструкционных материалов, так и более узкопрофильные клеи, предназначенные для конкретных областей применения. Поэтому, приобретая «холодную сварку», всегда следует обращать внимание на указанные в прилагаемой инструкции возможности.
Разновидности «холодной сварки»
Разнообразие клеевых составов, подходящих под определение «холодная сварка», можно разделить на разновидности по нескольким критериям.
1 — По консистенции (агрегатной форме) изготовления холодная сварка производится в жидком и твердом виде:
Твердый вариант «холодной сварки», как правило, производится в двухкомпонентном исполнении, и приводится он в рабочее состояние непосредственно перед использованием.
- В твердом виде это обычно спрессованный в бруски (цилиндры) материал. Этот вариант «холодной сварки» можно назвать самым распространенным и широко используемым в быту. Он превращается в пластичную «рабочую» субстанцию, напоминающую пластилин, при активном разминании его пальцами.
- В жидком виде холодная сварка продается в тюбиках и тубах под монтажный пистолет, и может быть использована отдельно или же в комплексе со стеклотканью или металлической сеткой.
2 — По составу такой клей может быть одно- и двухкомпонентным:
- Однокомпонентные составы упаковываются в один тюбик или брусок. Они не требуют смешивания, они производятся как в жидком, так и твердом виде. Второй вариант перед применением требует разогрева в руках для достижения составом пластичности и адгезионных качеств.
- Двухкомпонентная холодная сварка также производится в жидкой и твердой форме.
 Жидкий вариант представляет собой комплект из двух емкостей (тюбиков, туб и т.п.), в одной из которых находится эпоксидный состав, в другом — отвердитель. Из двух компонентов приготавливается клей непосредственно перед его использованием или в ходе работы (составы с одновременной дозированной подачей и смешиванием).
Жидкий вариант представляет собой комплект из двух емкостей (тюбиков, туб и т.п.), в одной из которых находится эпоксидный состав, в другом — отвердитель. Из двух компонентов приготавливается клей непосредственно перед его использованием или в ходе работы (составы с одновременной дозированной подачей и смешиванием).
В двухкомпонентных твердых составах «холодной сварки» предусмотрены оптимальные пропорции двух необходимых для изготовления клеевой смеси компонентов. Требуемое количество материала отрезается от бруска, затем разминается в руках для получения однородной пластичной массы.
3 — По назначению клей может быть универсальным или профильным, предназначенным для работы с определенными материалами. Обе этих разновидности «холодной сварки» могут иметь в своем составе определенный наполнитель. Так, в клей для ремонта бетонных поверхностей или сантехники добавляется керамическая добавка, а для изделий для металла — металлический порошок. Используются и армирующие включения в виде синтетических волокон.
Используются и армирующие включения в виде синтетических волокон.
Впрочем, есть составы и без всяких наполнителей — просто от взаимодействия смешанных компонентов или даже от контакта с воздухом (однокомпонентные) образующие твердый ремонтный или склеивающий слой материала.
Кстати, к «холодной сварке» относят еще и клевые составы узкопрофильного применения, которые за счет наличия сильного органического растворителя вызывают химическое «плавление» обработанного ими материала. Как правило, такие клеи предназначены для работы с определенными полимерами, например, ПВХ. После обработки и размягчения обработанных участков идет процесс сжатия сопрягаемых деталей – и происходит нечто похожее на диффузную сварку, проводимую под нагревом. Без высоких температур – но с практически тем же эффектом. Чем не «холодная сварка»?
Области применения таких составов
Здесь все просто — «холодная сварка» в том или ином исполнении подходит для ремонта изделий или склеивания деталей, используемых практически в любых областях.
Клей применяется для скрепления и герметизации твердых изделий или же эластичных покрытий, стационарно уложенных на твердое основание. Склеиваемые «холодной сваркой материалы» можно разделить на несколько групп:
Герметизация врезки металлического штуцера- Металлы — практически без ограничений.
- Различные полимеры, а также комбинированные материалы, произведенные с их использованием, например, линолеум или ковролин. Полотна этих покрытий могут быть состыкованы между собой, с другими материалами, а также закреплены к основанию. Не используется «холодная сварка» для полиэтиленовых изделий.
- Стекло, керамика и фарфор могут быть соединены с помощью этого клея в разных комбинациях без ограничения. То есть названные материалы между собой, а также с изделиями, имеющими другое структурное строение.
Как можно видеть из представленного списка, «холодная сварка» может быть применена в различных областях, тем более что существуют составы, отличающиеся своей термо- и влагостойкостью. Кроме того, клей, используемый для герметизации стыков изделий способен выдержать эксплуатацию под высоким давлением. Например, «холодная сварка» применяется для соединения и ремонта водопроводных и канализационных труб, также различных деталей и узлов в конструкции автомобилей. С помощью такого клея можно быстро и даже в самых неблагоприятных условиях заделать сквозные повреждения, а также сколы на корпусе автомобиля, пробоины радиатора, бензобака, подтекания трубопроводов и т.д.
Кроме того, клей, используемый для герметизации стыков изделий способен выдержать эксплуатацию под высоким давлением. Например, «холодная сварка» применяется для соединения и ремонта водопроводных и канализационных труб, также различных деталей и узлов в конструкции автомобилей. С помощью такого клея можно быстро и даже в самых неблагоприятных условиях заделать сквозные повреждения, а также сколы на корпусе автомобиля, пробоины радиатора, бензобака, подтекания трубопроводов и т.д.
В быту «холодная сварка» используется для ремонта мебели, стеклянных изделий и даже строительных инструментов, а также других бытовых изделий.
Достоинства и недостатки «холодной сварки»
Практически все клеевые составы, относимые к категории «холодной сварки», имеют общие положительные качества. Ну а также и недостатки, о которых не менее важно знать перед применением состава.
Главным преимуществом холодной сварки является возможность использовать его для ремонта разных материаловДостоинствами этого продукта можно считать следующие его качества:
- Экологическая чистота материала (на эпоксидной основе) позволяет использовать его в жилых помещениях, он не имеет резкого запаха и не выделяет токсичные пары.

- При применении «холодной сварки» не повреждаются соседние участки ремонтируемых изделий, так как они не подвергаются воздействию высоких температур, чего нельзя избежать при использовании «классической» сварки.
- Нанесенный и застывший клей может быть подвергнут обработке абразивными материалами, для доведения их поверхности до идеальной гладкости, что в некоторых случаях является необходимым условием ремонта.
- Для использования холодной сварки не требуется применения специальных инструментов, отсутствие которых, достаточно часто осложняет проведение ремонта.
- Универсальность использования составов – можно выполнять очень широкий спектр различных работ.
- Возможность эксплуатировать отремонтированные изделия при высоких и низких температурах.
- Материал не разрушится при воздействии на него химических веществ.
- Доступная стоимость материала – такой комплект может позволить себе каждый. Да он и должен быть, наверное, в каждом доме — на всякий случай.

Недостатком «холодной сварки» можно назвать тот фактор, что она во многих случаях все-таки уступает в надежности «горячим технологиям» соединения материалов. То есть обычно рассматривается в качестве временной меры — до полноценной замены поврежденных деталей или покрытий на новые или до появления возможности проведения полноценного восстановления.
Небольшой обзор ассортимента популярных «холодных сварок»
Выбирая подобный клей, следует обратить внимание на следующие параметры, указываемые производителем на упаковке:
- Материалы поверхностей, для которых может быть применен выбираемый состав.
- Температурный режим, в котором может эксплуатироваться приобретаемый клей.
- Порядок применения «холодной сварки», указанный в инструкции.

- Стоимость клея.
Кстати, о ценовом факторе. Большинство подобных составов можно отнести ко вполне доступной категории. Поэтому не стоит приобретать совсем уж самые дешевые варианты совершенно неизвестного происхождения. Лучше обратить внимание на те материалы, которые заслужили немало положительных отзывов. К такой продукции можно отнести клеи брендов «Tarkett», «Poxipol», «Permatex», «WEICON», «Devcon», «MASTIX», «Premium FastFix Metal» и других.
Далее в таблице будут представлены некоторые варианты «холодной сварки» различных производителей, как универсальные, так и предназначенные для скрепления конкретных материалов. Возможно, эта информация поможет определиться с выбором при приобретении состава:
| Иллюстрация | Краткое описание и область применения «холодной сварки» |
|---|---|
Универсальная «холодная сварка» «Каратт» предназначена для проведения ремонта, склеивания, герметизации стыков различных изделий, изготовленных из пластмассы, металлов, древесины, керамики, гранита, мрамора, бетона. | |
| Клей «Секунда», предназначенный для скрепления или ремонта твердых предметов (поверхностей) выполненных из ПВХ — это могут быть сточные желоба, водопроводные и канализационные трубы, элементы отделки, коруса бытовой техники и многое другое. Подходит как для проведения внешних, так и для внутренних работ. Используется материал также и для стыковых линий плитки или линолеума ПВХ. Эта «холодная сварка» также применяется для заполнения трещин и заделывания отверстий в металлических, деревянных, пластиковых и каменных изделиях. Кроме того, подойдет она и для металлических деталей автомобилей. Состав после нанесения на поверхность от контакта с воздухом довольно быстро образует прозрачный влагостойкий слой или шов. Благодаря своей водонепроницаемости, такая «холодная сварка» применяется для ремонта изделий, контактирующих с водой. Склеивание деталей до состояния пригодности к полноценной эксплуатации происходит в течение шести часов. | |
Компании «Tarkett», занимающаяся производством линолеума, также производит однокомпонентную «холодную сварку» для склеивания ПВХ-изделий. Удобство применения состава этого производителя заключается во вмонтированной в тюбик стальной игле, которая предназначена для направленного выдавливания клея, что необходимо для скрепления двух листов линолеумного покрытия. Игла имеет высокую прочность, поэтому во время работы не сломается и не деформируется. Прочность получающегося после полной полимеризации шва превышает даже нормы европейских стандартов. Компания поставляет в продажу три типа холодной сварки для напольного покрытия ПВХ — «А», «Т» и «С». | |
| Двухкомпонентная «холодная сварка» «AQUA — MASTIX» предназначена в преимущественной степени для ремонта сантехники. Она способна быстро и качественно соединить детали или заделать дефекты на изделий из металла, фарфора, керамики, а также надёжно герметизировать емкости или трубопроводы. Отремонтированные или герметизированные этим составом аксессуары могут далее эксплуатироваться в диапазоне рабочих температур от -60 до +150 градусов.  С помощью этого состава возможен ремонт замасленных и влажных поверхностей, даже при отрицательной температуре до -10 градусов, если клей был подготовлен к использованию в теплом помещении. | |
| Двухкомпонентный клей «MASTIX термостойкий» — предназначен для ремонта изделий, изготовленных из различных металлов, а также термостойких пластиков и керамики, которые эксплуатируются при температуре от -60 до +250 градусов. Допускается склеивание влажных поверхностей. Схватывание этого материала происходит через два-три часа после нанесения, полное же застывание и возможность подвергать изделие свойственной для него нагрузке наступает через сутки. | |
Двухкомпонентный клей «MASTIX для замасленных поверхностей» должен быть в инструментальном арсенале автомобилиста. В дорожных условиях, когда поверхности или детали, требующие срочного ремонта, затруднительно или даже невозможно очистить от загрязнений, такая «холодная сварка» становится незаменимой. Кроме этого, состав может быть применен для склеивания цветных и черных металлов, керамики, пластмассы, древесины, которые предполагается эксплуатировать при температурах от -60 до +150 градусов. Так что такую «холодную сварку» вполне можно отнести к универсальным. | |
| Двухкомпонентная «холодная сварка» «MASTIX для алюминия» — ее предназначение понятно уже из названия. Например, хорошо подойдёт для «полевого ремонта» пробитого алюминиевого радиатора. Клей может применяться на влажных и маслянистых поверхностях, а также для соединения деталей, которые будут эксплуатироваться при высоких температурах. После застывания не боится прямого контакта с различными техническими жидкостями, в том числе с антифризами. | |
«Холодная сварка» «ASTROhim» специально предназначена для герметизации ремонта радиаторов отопления, трубопроводов холодного и горячего водоснабжения и канализации, произведенных из разных металлов или пластика. Клей может быть применен как для бытовых нужд, так для ремонта промышленных коммуникаций. Эксплуатационная температура отремонтированных или герметизированных объектов находится в диапазоне от -60 до + 150 градусов. Двухкомпонентный состав замешивается при положительной температуре. | |
| «Premium FastFix Metal» — это быстротвердеющий двухкомпонентный состав на эпоксидной основе. Подходит этот клей как для внутренних, так и для наружных работ по скреплению и ремонту металлических деталей. После застывания «холодной сварки» отремонтированный участок изделия может быть подвергнут качественной шлифовке. |
Кроме представленных вариантов «холодной сварки», выпускаются составы, конкретно предназначенные для ремонта деталей автомобиля, в частности — специально для его радиатора. Однако, если таковых в продаже не найдётся, то можно приобрести клей для металла, конкретно для алюминия или пластика, в зависимости от того, какой из узлов автомобиля требует ремонта.
Меры безопасности и правила хранения
Перед тем как перейти к работе с «холодной сваркой», всегда имеет смысл внимательно ознакомиться с мерами безопасности. Просто чтобы обезопасить себя от негативного воздействия составляющих клея.
- «Холодную сварку» запрещено использовать для ремонта поверхностей, соприкасающихся с пищевыми продуктами.
- Руки во время проведения работ рекомендуется защитить плотно облегающими перчатками. Они предотвратят попадания на кожу смол и избавят ее от длительной очистки.
- После окончания работ, сняв перчатки руки, следует хорошо промыть под проточной струей воды.
- Если клей случайно попал на кожу или в глаза, их необходимо незамедлительно промыть.
- Хранение «холодной сварки» должно осуществляться согласно указанным на упаковке правилам, иначе состав потеряет свои первоначальные качества.

- Клей должен находиться в недоступном для детей месте.
Как видите – требования элементарные, и приудерживаться их – совсем несложно.
Как применяют «холодную сварку»
В этом разделе будет рассмотрено несколько вариантов применения клея — в разных областях и для скрепления или ремонта различных материалов.
Общие правила применения
Для применения двухкомпонентной «холодной сварки» существуют общие правила подготовки и нанесения ее на ремонтируемую поверхность. Все выполняемые действия можно разбить на несколько выраженных этапов.
- Начинают с подготовки поверхностей, подлежащих ремонту. В этот этап входит их очистка от загрязнений и остатков старых декоративных покрытий, если они были (краска, лак)..Если поверхности идеально гладкие, то их желательно обработать абразивным материалом. Образовавшиеся от этого шероховатости повысят адгезию материалов.
Желательно, чтобы поверхности были сухими и обезжиренными, например, с помощью спирта, ацетона или другого растворителя. Некоторые составы, как уже говорилось выше, могут быть нанесены и на замасленные изделия, но на чистой поверхности все равно работать лучше. Ну а в том случае, когда производится ремонт трубы, в которой образовалась течь, следует выбрать вариант холодной сварки, который допускается применять на влажных поверхностях.
Некоторые составы, как уже говорилось выше, могут быть нанесены и на замасленные изделия, но на чистой поверхности все равно работать лучше. Ну а в том случае, когда производится ремонт трубы, в которой образовалась течь, следует выбрать вариант холодной сварки, который допускается применять на влажных поверхностях.
- Очень важно внимательно изучить инструкцию по применению приобретенного продукта. Особое внимание следует обратить на срок жизнеспособности состава, то есть максимально допустимый срок после проведения его замешивания. По прошествии этого временного интервала «холодная сварка» теряет свои свойства и становится непригодной для использования.
- Далее, следует отрезать или выдавить из двух тюбиков, в зависимости от конкретного типа двухкомпонентного клея, необходимое его количество. При разминании твердого варианта «холодной сварки» рекомендуется руки смочить водой, иначе состав будет прилипать к пальцам.
 Клей будет готов к применению, когда он нагреется и приобретет пластичность, станет полностью однородным и при этом ощутимо нагреется. Если смешиваются жидкие компоненты «холодной сварки», то готовая смесь должна приобрести однородный цвет.
Клей будет готов к применению, когда он нагреется и приобретет пластичность, станет полностью однородным и при этом ощутимо нагреется. Если смешиваются жидкие компоненты «холодной сварки», то готовая смесь должна приобрести однородный цвет.
- Получившийся после смешивания компонентов клей наносится на подготовленную поверхность и прижимается или распределяется по ней с помощью резинового шпателя, смоченного водой. Заплатку из жесткой замешанной сварки следует прижать и подержать на поверхности несколько минут.
- Время готовности ремонтируемой поверхности к дальнейшей обработке у каждого из составов разное. При необходимости ускорить период полимеризации, клей можно нагреть с помощью строительного фена, но все же злоупотреблять такой мерой – не особо рекомендуется.
- Далее, после полного высыхания и полимеризации отремонтированный участок можно при необходимости обрабатывать наждачной бумагой и красить.

Ремонт радиатора системы охлаждения автомобиля
Автомобильный радиатор – довольно уязвимый в нынешнему механическому воздействию теплообменный прибор. Бывает, что при движении с высокой скоростью попавший в его решетку камешек или иной твердый предмет приводит к образованию течи. А это уже требует безотлагательного ремонта. Ликвидировать течь и хотя бы на время восстановить работоспособность радиатора вполне можно своими силами, применив холодную сварку.
Порядок работ рекомендуется следующий:
- Первое, что необходимо сделать — это выбрать (иди заранее приобрести и иметь в «бардачке» автомобиля подходящий для такого ремонта тип «холодной сварки». Он должен иметь хорошую адгезию с металлом и выдерживать воздействие высоких температур. Лучшим вариантом будет приобрести специальный, предназначенный именно для ремонта радиаторов состав, но если такового в продаже не оказалось, следует выбрать термостойкий вариант для металла. Если «холодная сварка» не будет обладать этими качествами, то при нагреве ремонтная заплатка просто расплавится или отскочит, то есть вся проделанная работа окажется напрасной.

- Следующим шагом необходимо определить точное место протечки. Не исключено, что для этого радиатор придется демонтировать. Необходимо отметить, что этот этап иногда становится самым сложным во всем процессе ремонта радиатора.
- Из системы охлаждения автомобиля сливается жидкость – тосол или вода. Если поиски пробоины или трещины предваряются снятием радиатора, то, понятно, слив охлаждающей жидкости проводится до его демонтажа.
- Возможно, для обнаружения пробоины на трубке, а также для проведения ремонта придется удалить часть теплообменной решетки радиатора.
- Желательно радиатор просушить, например, потоком теплого воздуха. Но если приобретена холодная сварка, которую можно наносить по влажной поверхности, то просушка всей конструкции необязательна, хотя и все равно остается желательной.
- После того как пробоина обнаружена, пробоину, освободив пространство вокруг освобождено, ту поверхность, куда будет наноситься «холодная сварка», рекомендуется обработать наждачной бумагой, затем очистить от остатков абразива и обезжирить уайт-спиритом, ацетоном или бензином.
 Эта процедура необходима для достижения высокой адгезии ремонтного состава с металлом.
Эта процедура необходима для достижения высокой адгезии ремонтного состава с металлом. - Далее можно переходить к работе с клеем. Действовать необходимо согласно инструкции, обычно расположенной на упаковке «холодной сварки».
- Перед началом работы руки рекомендуется смочить водой — так клей будет меньше к ним прилипать.
- От бруска клея ножом отрезается необходимое количество массы. Этот отрезанный фрагмент энергично разминается пальцами до достижения им эластичности и полной однородности. Так как компоненты, соединенные в бруске «холодной сварки», различаются цветом, необходимо проследить за тем, чтобы оттенок перемешанной массы также был совершенно однородным. Пластичность, однородность и явственно ощутимый нагрев перемешиваемой массы является признаком того, что клей готов к последующей операции.
Если для ремонта выбран жидкий двухкомпонентный вариант «холодной сварки», то следует выдавить из тюбиков определенное количество состава и тщательно перемешать в небольшой емкости или даже на какой-то поверхностям. Компоненты все же не настолько жидкие, чтобы начать растекаться.
Компоненты все же не настолько жидкие, чтобы начать растекаться.
- Следующим этапом идет нанесение клея на поврежденное место. Все этапы работ следует проделывать без затяжки времени, так как после смешивания некоторые клеи быстро начинают входить в стадию полимеризации. Время схватывания материала обязательно следует заранее узнать из его паспортных характеристик.
Полное высыхание и готовность отремонтированного изделия к эксплуатации может наступить в период от часа до суток. Время достижения такой готовности может зависеть от нескольких факторов — это температура, при которой проводилась работа, толщина, нанесенного слоя, а также особенности самой «холодной сварки».
Необходимо отметить, что по отзывам автовладельцев иногда подобный ремонт радиаторов системы охлаждения бывает более эффективным, нежели аргонная сварка или «классическая» пайка.
* * * * * * *
Примерно таким же образом производится ремонт поврежденного топливного бака. Здесь бывает даже попроще так как чаще всего приходится иметь дело с открытой поверхностью, безо всяких решеток. Правда, меры предосторожности при работе с баком – куда как более строгие, из-за повышенной огнеопасности. Клеевую «заплатку» после высыхания можно дополнительно обработать абразивными материалами, а затем покрыть той же антикоррозионной краской, что применяется для покрытия всей остальной поверхности бака.
Здесь бывает даже попроще так как чаще всего приходится иметь дело с открытой поверхностью, безо всяких решеток. Правда, меры предосторожности при работе с баком – куда как более строгие, из-за повышенной огнеопасности. Клеевую «заплатку» после высыхания можно дополнительно обработать абразивными материалами, а затем покрыть той же антикоррозионной краской, что применяется для покрытия всей остальной поверхности бака.
Ремонт керамических изделий
Для ремонта керамических изделий, в том числе, например, разбитой раковины в ванной, многие производители предлагают составы «холодная сварка для керамики». Как указано в характеристиках клея, он быстро и надежно соединит между собой отдельные фрагменты поврежденного изделия, которое после ремонта может вновь эксплуатироваться в своем рабочем температурном диапазоне. Шов, получающийся на стыках соединенных черепков, отлично противостоит перепадам температур и воздействию влаги. Материал легко наносится и надежно закрывает сколы и трещины в фарфоровых и фаянсовых изделиях.
«Холодная сварка» для керамики клея чаще всего производится в жестком двухкомпонентном варианте. Он точно так же подготавливается к применению, как тот, рассматривался выше при ремонте радиатора.
Ремонт разбитой раковины, если собрано большинство крупных черепков, возможен — с помощью «холодной сварки» для керамикиВозможная сложность ремонтных работ по восстановлению раковин и других керамических изделий состоит в том, что необходимо собрать все или же хотя бы самые крупные осколки изделия. Именно из них предстоит складывать «мозаику», которая и закроет образовавшийся зазор.
Если же планируется заделать трещину с выбоиной, то, подготавливая ее к ремонту, расширять повреждение в керамике недопустимо (в отличие от заделки трещин, скажем, на стенах или потолке). При подобных попытках изделие может просто расколоться. Не получится избавиться от трещины, которая представляет собой тонкую линию, так как клею просто не с чем будет сцепиться, а нанесенный сверху состав никак не укрепит прочность изделия.
Итак, в данном случае склеиваемые детали не требуют какой-то специальной обработки или обезжиривания. Но для улучшения их адгезионных возможностей их рекомендуется перед склеиванием нагревать до температуры порядка 40÷50 градусов с помощью строительного фена.
После нанесения на нагретые склеиваемые поверхности «холодной сварки», их сразу же соединяют между собой, так как такой клей очень быстро схватывается и, соответственно, теряет свои адгезионные способности.
Когда все крупные фрагменты будут вклеены на место, оставшиеся «гнезда» от отсутствующих мелких деталей заполняются «холодной сваркой». Производится черновое выравнивание поверхности — по мере возможности.
Останется только дождаться полного высыхания клея, а затем обработать отремонтированный участок сначала наждачной бумагой с крупным зерном, затем с мелким, а в завершение — отшлифовать поверхность.
Если это необходимо, то можно покрыть отшлифованную зону краской.
«Холодная сварка», как технология соединения полотен линолеума
Практически каждый владелец жилья сталкивался когда-то с настилом линолеумного покрытия.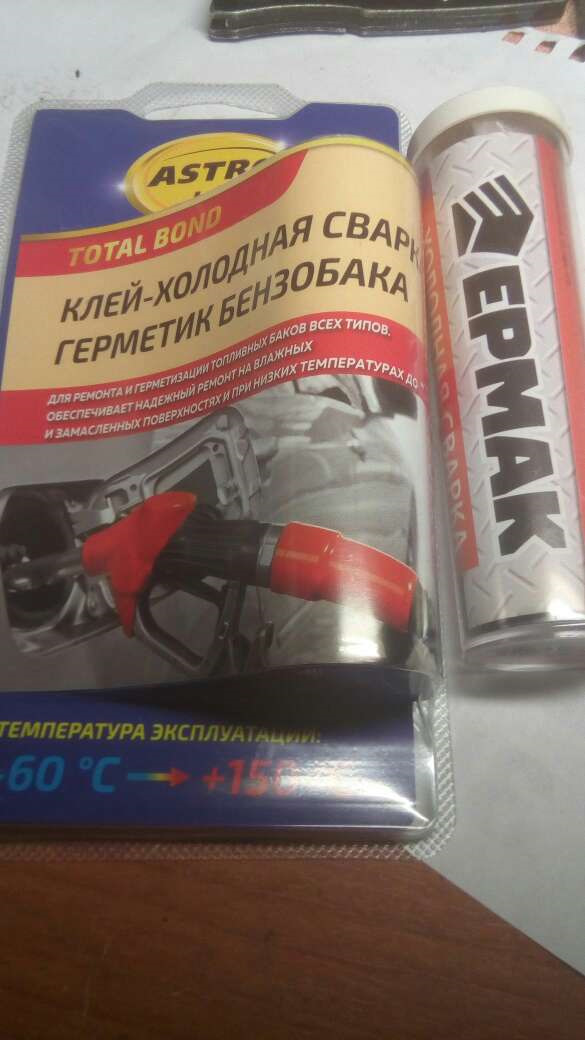 К сожалению, далеко не всегда удается приобрести материал приглянувшегося внешнего оформления, но необходимой длины и ширины. И поэтому при настиле возникает необходимость стыковать между собой два полотна.
К сожалению, далеко не всегда удается приобрести материал приглянувшегося внешнего оформления, но необходимой длины и ширины. И поэтому при настиле возникает необходимость стыковать между собой два полотна.
Для выполнения такой задачи сегодня применяются два основных способа — это применение «горячей» диффузной сварки соседних листов, для которой используется специальный инструмент, или «холодная сварка», с использованием жидкого химического состава, поступающего в продажу в тюбиках со специальными насадками.
В данном случае «механизм» склеивания отличается от того, что мы уже видели выше. Специальный органический состав проникает в структуру линолеумного покрытия, вызывая химическое расплавление его кромок с последующей взаимной диффузией и застыванием. В итоге после полной полимеризации получается прочное соединение с равномерным плотным швом.
«Холодная сварка» «Tarkett» типа «Т» для линолеума. Тюбик оснащен Т-образной насадкой.В продаже можно найти «холодную сварку» для линолеума или же других изделий из поливинилхлорида (ПВХ) отечественных и зарубежных производителей. Но особую популярность завоевали однокомпонентные составы компании «Tarkett», которые представлены тремя типами. Об этом материале уже вскользь упоминалось выше, а сейчас он будет рассмотрен более подробно. Каждый из типов такого клея предназначается для определенной ширины шва между листами напольного покрытия. И в связи с этим — каждый из них оснащается специальной насадкой для подачи состава на линию склеивания.
Но особую популярность завоевали однокомпонентные составы компании «Tarkett», которые представлены тремя типами. Об этом материале уже вскользь упоминалось выше, а сейчас он будет рассмотрен более подробно. Каждый из типов такого клея предназначается для определенной ширины шва между листами напольного покрытия. И в связи с этим — каждый из них оснащается специальной насадкой для подачи состава на линию склеивания.
| Иллюстрация | Краткая информация об особенностях применения клея |
|---|---|
| Тип «А» имеет жидкую консистенцию и насадку в виде прочной стальной иглы (в определенной степени похожую на медицинскую иглу шприца). Благодаря этому приспособлению такой «холодной сваркой» удобно соединять листы линолеума с созданием минимальной толщины шва, составляющей менее 2 мм. Расход одной упаковки этого состава рассчитан на длину шва в 20 метров. | |
Тип «С» является более густым составом, поэтому его лучше всего применять для швов, имеющих ширину более 2 мм. Тюбик этой «холодной сварки» имеет более широкую трубчатую насадку, через которую густая масса легко поступает в шов. Кроме соединения двух полотен напольного покрытия, клей применяется для ремонта поврежденных участков материала. Расход одной упаковки клея рассчитан на длину шва в 15 метров. | |
| Тип «Т» — наиболее густой по консистенции (даже гуще, чем тип «С»). Тюбик с такой «холодной сваркой» оснащен Т-образной насадкой. Предназначается этот комплект для химического сплавления двух листов ПВХ-линолеума, имеющего войлочную или полиэстровую основу. Расход одной упаковки такого состава рассчитан на длину шва до 7 метров. |
Перед тем как переходить к сварке линолеума, полотна необходимо расстелить на поверхности пола и оставить отлеживаться и расправляться примерно на сутки. Для соединения листов напольное покрытие должно быть ровным.
Работы по соединению листов линолеума по технологии химической «холодной сварки» проводятся в порядке, расписанном в таблице-инструкции.
| Иллюстрация | Краткое описание выполняемых операций |
|---|---|
| Первым шагом два полотна напольного покрытия укладываются ровно, внахлест примерно на 40÷50 мм по линии будущего стыка. Затем необходимо найти середину этого перехлеста, и по металлической линейке прочертить ровную линию на всю длину будущего шва. Для этого следует использовать маркер или карандаш, который можно будет легко удалить с поверхности покрытия. Далее, по намеченной линии, также по линейке, острым ножом делается сквозной рез на всю толщину обоих слоев линолеума. | |
| После того как полотна будут разрезаны на всю длину шва, отрезанные полоски материала (нижняя и верхняя) аккуратно убираются. Если все сделано на совесть, то два листа линолеума сейчас идеально состыкованы, практически без просвета между краями. | |
Следующим шагом под шов к полу необходимо приклеить двухсторонний строительный скотч, шириной примерно в 60 мм, так, чтобы к нему можно было зафиксировать оба стыкуемых полотна. Защитная пленка со скотча снимается по ходу приклеивания к нему листов линолеума. | |
| Теперь необходимо тщательно очистить зону шва от любых загрязнений и пыли (для этого рекомендуется применить пылесос), а затем скрепить шов поверху бумажным малярным скотчем, который должен проходить по обоим полотнам. Важно выбрать именно малярный скотч, так как состав «холодной сварки» не должен проникнуть сквозь него к лицевой поверхности линолеума или же расплавить материал. Если клей пропитает или проплавит какой-то иной скотч, то повредит покрытие не только по линии шве, но и в непосредственной близости от него. | |
| Дополнительно скотч рекомендуется хорошо прижать или прикатать к напольному покрытию с помощью резинового валика. Это делается для того, чтобы гарантированно исключить вероятность попадания клея на поверхность линолеума. Главное условие для положительного результата — «холодная сварка» должна попасть исключительно в шов между листами.  | |
| Далее, наклеенную ленту скотча необходимо очень аккуратно разрезать с помощью ножа с круглым, крючкообразным или трапециевидным лезвием. Чтобы при разрезании ленты не повредить покрытие, в самом начале реза следует вдавить лезвие ножа в шов до упора — и затем не ослаблять этот нажим на протяжении всего реза. То есть стык между листами сам по себе станет направляющей для движения лезвия ножа. | |
| Если напольное покрытие недостаточно эластичное, например, используется коммерческий или полукоммерческий вариант линолеума ПВХ, то шов перед нанесением клея рекомендуется разогреть примерно до +40 градусов с помощью утюга или же фена. Этот прием поможет легко вести насадку-экструдер внутри шва. | |
| Перед тем как открыть тюбик, его следует немного потрясти, чтобы взболтать содержимое. Когда тюбик будет открыт, держать его следует всегда отверстием вверх и следить за тем, чтобы клей не попал случайно на незащищенные участки покрытия.  Иглу и отверстие тубы перед началом использования необходимо протереть чистой салфеткой. При проведении склеивания, тюбик лучше всего держать двумя руками. Одной рукой следует придерживать тюбик и осуществлять его постепенное сдавливание для выхода клея. А указательный палец второй руки — держать на его носике, прижимая в шов между листами | |
| Это – самый ответственный этап всего процесса, поэтому его необходимо проводить не спеша и крайне аккуратно. Иглу необходимо вдавить в начало шва, так, чтобы клей заполнял зазор между листами линолеума. Далее насадку следует продвигать внутри шва, регулируя легким нажатием на тюбик количество выдавливаемого клея. На скотче вдоль шва должен оставаться тонкий слой «холодной сврки», шириной примерно в 5 мм. Остаток клея на скотче говорит о том, что шов заполнен доверху, что и требуется. | |
| После того как клей на поверхности скотча высохнет (а это примерно через 10 минут для состава типа «А» и 60 минут – для составов типа «Т» и «С») скотч необходимо аккуратно отклеить от поверхности покрытия. Убирают не торопясь сначала одну его сторону, затем другую, оставшуюся на полу полосу. Результатом «холодной сварки» становится практически невидимый шов, по которому можно будет ходить уже через полчаса после снятия скотча. |
При работе с клеем типа «Т» существуют некоторые нюансы, к которым можно отнести следующие действия:
- Во-первых, под шов между листами линолеума к полу не клеится двухсторонний скотч.
- Во-вторых, после того как малярный скотч будет наклеен сверху шва и разрезан, необходимо отогнуть один из листов покрытия и нанести клеевой состав на торец другого полотна, так, чтобы он был полностью покрыт клеем.
- В- третьих, отогнутый край покрытия возвращают на место и плотно прижимают его к полу. Склеенные части линолеума необходимо оставить на час, до полного высыхания состава, после чего скотч можно снять. Ходить по покрытию можно так же через полчаса после удаления скотча.

В случае если клей случайно попадет на покрытие, его не следует удалять сразу. Когда капли застынут, их необходимо аккуратно срезать с помощью ножа. Если попытаться убрать незастывшие капли клея, то можно испортить рисунок покрытия, так как под клеем оно в этот момент будет в расплавленном состоянии.
* * * * * * *
Итак, холодную сварку можно назвать уникальным универсальным материалом, способным разрешить большое количество проблем. Однако, не следует забывать и о том, что для ремонта некоторых функциональных изделий клей можно использовать исключительно в виде временной меры, только чтобы «дожить» до их замены или же капитального ремонта. Поэтому, отремонтировав, например, батарею отопления дома, радиатор охлаждения или топливный бак в автомобиле, следует и держать под неусыпным контролем герметичность наложенной заплатки, и не забывать о необходимости более радикальных мер.
В завершение публикации – еще один пример использования этого универсального ремонтного состава.
Видео: Пример ремонта смесителя для ванной с помощью «холодной сварки»
Особенности применения холодной сварки Poxipol. Инструкция по пользованию
Нередко случаются моменты, когда в сложном организме автомобиля ломается деталь, без которой движение дальше невозможно. Чтобы добраться до ближайшей автомастерской, водитель начинает ломать голову над устранением возникшей проблемы. В таких ситуациях всегда пригодится холодная сварка Poxipol, благодаря которой можно быстро восстановить работоспособность автомобиля и доехать до станции техобслуживания для оказания полноценной техпомощи. Что же представляет из себя клей Поксипол, какова цена и инструкция по применению? Попробуем ответить на эти волнующие вопросы.
Разновидности и область применения
Что клеит клей Поксипол? Средство эффективно работает с любым материалом:
· металлическими деталями – поскольку они наиболее распространены в сфере автотехники, то применение холодной сварки Поксипол больше пользуется спросом у владельцев автомобилей, а также в сфере ремонта бытовой аппаратуры и техники.
· различными полимерными изделиями – учитывая, что химическая промышленность выпускает большое множество препаратов для соединения полимерных материалов, эпоксидный состав Poxipol ничем не отстает от своих конкурентов. С его помощью получаются прочные соединения пластиковых труб;
· керамикой и стеклянными поверхностями;
· природным камнем – особенностью этого строительного материала является его большой вес. Поэтому, не каждый клеящий состав может справиться с решением проблемы. А вот средство Poxipol чувствует себя довольно комфортно. Оно без проблем может прочно удерживать элементы в сцеплении. При повторной деформации склеиваемых частей, соединительный шов даже не повредится, а расколется сам материал. Препарат широко используется при обустройстве каминов и печей в частных домах;
· всеми видами линолеумов – при выполнении домашнего ремонта часто сталкиваешься с ситуацией, когда приходится соединять два участка линолеума встык. В таких случаях лучше справляется холодная сварка Поксипол. Ее также можно применять для склеивания резиновых изделий.
В таких случаях лучше справляется холодная сварка Поксипол. Ее также можно применять для склеивания резиновых изделий.
Совет. При использовании средства не стоит забывать о нагрузке, которая действует на деталь или узел, в составе которого она находится. Следует учесть, что устранение повреждения носит временный характер и для гарантии безопасности лучше поставить новую деталь
Холодная сварка Поксипол: характеристики
 Чтобы соединения получилось максимально эффективным, следует правильно смешивать оба состава, иначе конечный результат не будет соответствовать вашим ожиданиям – деталь развалится и авто не сможет двигаться.
Чтобы соединения получилось максимально эффективным, следует правильно смешивать оба состава, иначе конечный результат не будет соответствовать вашим ожиданиям – деталь развалится и авто не сможет двигаться.Холодную сварку часто используют в бытовых условиях, она качественно склеивает мелкие детали, заделывает отверстия и выравнивает поверхности. Препарат легко наносится, сохраняет форму, не расплывается и не оставляет подтеков на вертикальных поверхностях. Клей не имеет запаха и не вредит здоровью окружающих, поэтому с его помощью можно восстанавливать поломанные детские игрушки.
Достоинства и недостатки средства
Применение клеящегося состава Поксипол имеет ряд преимуществ:
· шов, образовавшийся при нанесении, сохраняет свою форму после затвердевания;
· взаимодействует c любыми видами материалов;
· не портит пластмассовые изделия;
· с ним удобно работать;
· быстро сохнет – через час уже можно пользоваться;
· удобен в работе.
Однако есть и недостатки:
· недостаточно эффективно работает соединение в условиях повышенной вибрации;
· на рынке появились аналоги (копии продукта), которые заметно хуже качеством соединения;
· может плавиться при сильном нагреве;
· клеящий состав нельзя приготовить заранее;
· препарат слишком маленького объема, что создает определенные трудности при проведении крупномасштабных работ.
Как пользоваться Поксиполом: инструкция по применению
Данная холодная сварка Poxipol, инструкция по применению которой находится внутри упаковки, используется в следующей последовательности:
1. На первом этапе необходимо провести подготовку склеиваемых поверхностей. Проводят очистку от грязи. Если есть ржавчина, ее удаляют. Добиваются металлического блеска поверхности, для чего используют крупнозернистую наждачную бумагу. Она оставляет глубокие царапины на поверхности, что усилит эффект соединения.
2. Далее следует тщательно вымыть деталь от пыли и высушить, например, с использованием фена.
3. Полученную чистую поверхность обезжиривают при помощи ацетона и других растворителей.
4. Тщательно протирают деталь, чтобы избежать наличия остатков жировых налетов на склеиваемой поверхности.
5. Только теперь, когда подготовительная процедура закончена, можно приступать к нанесению состава на нужные места изделия. Клей Поксипол включает в себя 2 тюбика с веществами, которые смешивают между собой. При выполнении работ следуют рекомендациям завода-изготовителя, указанными в инструкции.
6. В результате получается однородная смесь. Если ее быстро не нанести на обрабатываемый участок, то клей затвердеет и не будет готов к дальнейшему использованию.
7. Небольшие отверстия или углубления заполняют связующим и разравнивают. Глубокие трещины, сколы устраняют с использованием заготовленных металлических латок.
В упаковку с холодной сваркой Poxipol вложена лопатка, которой перемешивают составы двух тюбиков. По своему составу средство не представляет опасности для здоровья человека. Тюбик красного цвета содержит бесцветную смесь. В синем содержится вещество, которое напоминает пластилин. Оно легко разминается руками. По цвету встречается белое, серое и серо-бурое вещество.
Тюбик красного цвета содержит бесцветную смесь. В синем содержится вещество, которое напоминает пластилин. Оно легко разминается руками. По цвету встречается белое, серое и серо-бурое вещество.
Последний этап – необходимо выдержать готовое изделие в течение 24 часов для полного затвердевания. Только после этого ее можно подвергать дальнейшей обработке.
Важно! Работая с растворителями, необходимо соблюдать технику безопасности. Не допускайте попадания жидкости на кожу рук и лица. Если все же растворитель попал на открытые места рук или слизистые глаз, следует немедленно промыть эти участки обильно водой с мылом.
Как клеить Поксиполом? С холодной сваркой легко и удобно работать. Она позволяет заделывать небольшие пробоины радиатора, находящегося под давлением. Жидкость при этом сливать не потребуется. Для подробного ознакомления, как правильно пользоваться холодной сваркой, предлагаем посмотреть видео ниже.
Процесс приготовления двухкомпонентного состава включает следующие этапы:
1. Из двух тюбиков (красного и синего цвета) на ровную крышку или пластину выдавливается их содержимое в равном объеме.
Из двух тюбиков (красного и синего цвета) на ровную крышку или пластину выдавливается их содержимое в равном объеме.
2. Смесь тщательно перемешивается лопаточкой, входящей в комплект поставки средства.
Работу по приготовлению двухкомпонентного состава следует выполнять непосредственно перед склеиванием двух поверхностей. При этом они должны быть полностью очищены от грязи, пыли, ржавчины.
Склеивание двух поверхностей происходит следующим образом:
· полученный состав наносится на одну часть, которая подлежит соединению;
· второй элемент сильно придавливается к первой детали и выдерживается 2-3 минуты. Время застывания Поксипола – 1 час;
· склеенную деталь оставляют в полном покое. Время высыхания и полного затвердения составляет 24 часа.
Совет. Как только две части детали или поверхности соединились, на протяжении 10-ти минут еще можно скорректировать их положение.
Особое распространение средство Поксипол получило не только в быту, но и на станциях технического обслуживания автомобилей и небольших автомастерских. С его помощью можно осуществить следующие работы:
С его помощью можно осуществить следующие работы:
· эффективно заделать отверстия топливного бака транспортного средства;
· восстановление радиатора машины;
· улучшить прочность кузова автомобиля путем усиления сварных швов.
Многие автовладельцы жалуются на качество исполнения глушителей, которые быстро выходят из строя из-за появления коррозии.
Можно ли заклеить радиатор Поксиполом? На этот счет бытует определенное мнение. Поскольку устранение коррозионных дыр при помощи сварочного оборудования не всегда приносит должный результат (может появиться деформация или дополнительный прожог стенки радиатора), то лучше выполнить ремонт с помощью холодной сваркой. Средство имеет высокую степень защиты к негативным проявления окружающей среды: перепад температур, реагенты на дорожном покрытии. Многие автовладельцы даже не представляют, какую температуру выдерживает Поксипол. Средство способно выдержать температуру до плюс 150 градусов Цельсия, не теряя своих качеств. Клей можно применять и для соединения изделий из дерева, пластика, а также стеклянных и керамических материалов. В быту холодная сварка для металла всегда пригодится.
Где купить холодную сварку?
Во многих магазинах представлено несколько разновидностей холодной сварки для разных материалов. Чтобы разобраться, какой клей лучше, не обязательно покупать все. Компания «Карландия» предлагает эффективный состав Поксипол (Poxipol), который склеивает любые поверхности. В нашем интернет-магазине представлен серый и прозрачный клеящий состав 14 и 70 мл. Мы работаем с производителями продукции по прямым договорам и цены у нас ниже, чем у других конкурентов.
Как правильно пользоваться холодной сваркой
При изготовлении или ремонте большого количества изделий из металла, полимеров часто возникает необходимость создать неразъемное соединение. Для выполнения этой операции применяют электродуговую сварку, пайки и разновидности этих процессов. Между тем, для соединения деталей широко применяют и клеевые соединения. Один из таких видов, это холодная сварка.
Что такое холодная сварка, по сути, это двухкомпонентный клей, поставляемый в разных формах, например, двух тюбиках. В первом находится эпоксидная смола, а во втором — отвердитель. Кроме указанных компонентов, могут присутствовать различные добавки, которые придают составу определенные свойства.
Двухкомпонентный клей холодная сварка
Виды холодной сварки
Высокотемпературная холодная сварка
Ее ключевое отличие от других видов, это способность переносить действие высокой температуры, до 1300 градусов.
Этот материал нашел свое применение в ремонтных работах изделий, которые работают в высокотемпературной среде, а применять традиционные сварочные технологии не представляется возможным. Свойства этого материала позволяют его использовать там, где существует контакт с пламенем. При этом под действием пламени, этот клей только прочнеет.
Высокотемпературная холодная сварка производится в двух формах:
Жидкого состава, в основе которого использована эпоксидная смола. Он твердеет после перемешивания его отвердителем.
Пластичного состава, представляющего собой пастообразную массу, определенной густоты и напоминает пластилин.
Этот материал обладает рядом несомненных достоинств:
- простота его применения;
- шов, полученный на месте ее использования, не окисляется и не корродирует;
- такой тип сварки способен переносить воздействия различных химических веществ;
- высокая скорость схватывания;
- экологическая безопасность.
Между тем, существуют определенные недостатки, присущие этому составу:
- низкая адгезия;
- не рекомендуется к использованию на ответственных узлах.
Так или иначе, термостойкий клей допустимо применять и в домашних, и производственных условиях.
Жидкая сварка
Другой тип – жидкая сварка. Ее в массовом порядке применяют не только для ремонта бытовой утвари, но и для ремонта автомобилей и другой техники.
Швы, получаемые из этого материала, предоставляют возможность на некоторое время забыть о существующих неполадках, которые связаны с автомашиной. Но автолюбитель должен помнить о том, что эксплуатировать отремонтированные детали длительное время нежелательно.
Это средство применяют при ремонте и восстановлении трубопроводной системы, которая может быть выполнена из металла или пластмассы. Правда, каким бы оно ни было надежным, при первом же случае необходимо использовать методы капремонта.
Что можно заклеить холодной сваркой
Клей может быть использован для обработки любых материалов.
Так, существуют составы, предназначенные для обработки деталей произведенных из металла. Такие материалы производят в соответствии с требованиями ГОСТ 2601-74.
Этот вид клеевого соединения может быть использован при создании или ремонте металлических конструкций вместо электродуговой сварки в следующих случаях:
- Когда существует вероятность возникновения коробления.
- Когда существует возможность появления существенных напряжений после выполнения электросварки.
- Когда деталь обладает крупными габаритно-весовыми параметрами.
Другие составы ориентированы для работы с полимерами и их часто применяют для ремонта и восстановления систем водоснабжения, выполненных из пластика. Использование таких составов позволяет ускорить выполнение монтажных работ. Кроме этого, эти материалы обладают определенной стойкостью к повышенным температурам. К таким составам можно отнести TYTAN Professional.
Склеивание труб холодной сваркой
Клей этого типа применяют при проведении отделочных работ, например, при укладке линолеума. В частности его применяют для устранения стыков (швов).
Для этой операции можно использовать два метода – горячий и холодный. Использование клея позволит соединить полотна линолеума без изменения его цвета. Надо отметить то, что при правильном выполнении склеивания, можно обнаружить только при тщательном осмотре.
С помощью холодной сварки можно решить множество бытовых или производственных проблем. Например, устранение пробоины в металлической или пластиковой емкости, работающей под нормальным давлением. Можно смело сказать то, что этот материал является находкой для тех, кто изготавливает детали интерьера. Он позволяет соединять, казалось бы, несоединяемые материалы — металл и стекло, кожу и древесину и пр.
Характеристики и состав холодной сварки
Холодная сварка — это клеевая масса, которая, содержащая в своем составе один или два компонента. В рецепт входят следующие компоненты:
- Основа – эпоксидная смола, она призвана обеспечить его пластичной и однородность.
- Наполнитель – металлическая составляющая.
- Дополнительные вещества – сера и многие другие элементы.
Если выполнять такое соединение в лаборатории, то полученный шов может показать лучшие характеристики, чем соединение полученной традиционной сваркой. Но практика показывает, что эти прочностные параметры будут существенно хуже и поэтому холодную сварку применяют для проведения мелкого ремонта.
Если внимательно посмотреть на состав клея, то можно понять, для каких температурных режимов он предназначен.
Большинство представленных на рынке составов имеет предельную температуру 260 градусов. Но есть составы, не теряющие характеристики при температурах порядка 1300 градусов.
У каждой марки клея свое время затвердевания. И его можно разделить на две части – первичное и окончательное высыхание. Первичным можно назвать то, после которого состав теряет гибкость и становиться невозможным внесение изменений в нанесенную массу. В зависимости от марки и состава первичное время составляет 5 – 20 минут. Полное застывание происходит через 12 – 24 часа.
Как выбрать холодную сварку
Качество полученного шва определяет марка клея. Кроме нее, конечно, играют свою роль подготовленность поверхности и вид материала, который будет соединяться.
При выборе состава необходимо определиться с видами обрабатываемых материалов. Кроме этого, необходимо понять какая будет температура, при которой будет работать деталь.
Производители и популярные марки
На рынке можно найти продукцию, произведенную и в нашей стране, и за ее пределами. В качестве примера, приведем некоторых популярных производителей и их продукцию.
«PERMATEX Cold Weld» – клей широкого применения, который способен работать с различными материалами. Во время проведения испытаний показал хорошие результаты по противостоянию на отрыв и сдвиг.
Клей «холодная сварка» PERMATEX Cold Weld
Вызывает интерес продукция от компании «Титан» (TYTAN) — может справиться с большим количеством нагрузок, его применяют для работы с полимерами и металлами. Продукция этой компании отличается приемлемой ценой.
Клей холодная сварка «Титан»
Клеи, которая производит чешская компания» Wurth», например, «WURTH Liquid», можно смело назвать оптимальным решением для соединения деталей, выполненных из металла.
Клей холодная сварка «Wurth»
Как правильно пользоваться холодной сваркой
Любая работа требует некоторой подготовки. Так, перед началом склеивания, требуется подготовить поверхности заготовок. Их зачищают от коррозии, грязи и пр. Затем их обезжиривают для этой операции. Подготовка смеси должна выполняться в строгом соответствии с инструкцией по применению. На последнем этапе своими руками выполняют заделку повреждения. Для этого необходимо нанести, полученную смесь, на поврежденное место и тщательно разровнять. Операция заделки должна выполняться быстро.
Меры безопасности
Этот клеевой состав может оказать травмирующее воздействие на человека. В частности, он оказывает раздражающее действие на кожу, и на слизистые. При попадании его в организм, требуется выпить много воды или молока.
Преимущества и недостатки холодной сварки
Вне зависимости от марки и производителя этот клеевой состав обладает следующими общими достоинствами:
- обработка практически любых материалов;
- быстрое затвердевание;
- создание прочного и герметичного соединения;
- низкая трудоемкость при создании клеевого соединения.
Но между тем нельзя забывать и о слабой стороне:
- так, после затвердевания клей может стать довольно хрупким;
- этот материал нецелесообразно использовать для ремонта и восстановления ответственных деталей;
- срок службы соединений, полученных с использованием этого материала не очень большой.
Как использовать холодную сварку – советы по самостоятельному ремонту от Леруа Мерлен в Санкт-Петербурге
Сварка– один из методов соединения материалов или деталей. Чтобы заделать стыки линолеума после его укладки, существует 2 способа – холодная и горячая сварка.
Холодная сварка используется для заделки стыков полотнищ при укладке бытового и полукоммерческого линолеума и представляет собой полужидкую массу, которая размягчает, практически расплавляет кромки покрытия, затем застывает, прочно соединяя их и обеспечивая равномерную плотность шва. Холодная сварка, обеспечивает швам долговечность и водонепроницаемость.
Преимущества:
- экологичность и отсутствие отходов;
- простота применения;
- универсальность использования;
- соединение сохраняет свои свойства при высокой температуре до 250°С;
- соединения устойчивы к химически активным средам;
- приемлемая стоимость.
- меньшая конструкционная прочность соединения.
1Типы холодной сварки
В зависимости от ширины шва применяется клей разного типа: А или С.
|
| • Тип С – имеет более густую консистенцию и используется для швов шириной более 2 мм, которые могут возникнуть в давно уложенном линолеуме. |
2Процесс работы
Внимание! Работы по холодной сварке проводятся в помещении при температуре не ниже +50С.
ТЕХНОЛОГИЯ СВАРКИ ТИПА А.
|
|
|
|
ВАЖНО! При попадании клея на покрытие его капли не следует удалять сразу. После застывания их следует аккуратно снять ножом. При вытирании незастывшего клея можно повредить узор покрытия. Качество склеивания можно улучшить, прикатав шов чем-то тяжелым.
|
|
|
|
|
|
ОБЩИЕ ПРАВИЛА
Внимание! Время полного сваривания швов составляет около 8 часов (более точное время указано в инструкции, производителя клея). Шов получается аккуратным, практически незаметным и прочным.
ДРУГИЕ ВИДЫ ИСПОЛЬЗОВАНИЯ.
В последние годы появился новый вид холодной сварки — особый клей-шпаклевка с различными наполнителями, обладающий сверхвысокой адгезией к большинству материалов, используемых в ремонте и строительстве. Такой клей состоит из двух компонентов: эпоксидной смолы и отвердителя. Эпоксидная смола уже давно применяется в технике и одно из главных ее достоинств — высокая прочность после затвердевания. Кроме того она отлично заполняет любые полости, затвердевая в них, заделывает «лечит» дефекты.
Классификация:
Однокомпонентные – состав имеет вид стержня, это смола с наполнителями, покрытого оболочкой-отвердителем. Рабочая смесь приготавливается отрезанием необходимого количества вещества для обеспечения правильных пропорций смолы и отвердителя. Эта часть затем разминается руками до получения однородной пластичной смеси.
Двухкомпонентные — рабочая смесь получается путем тщательного смешивания смолы и отвердителя.
По назначению клеи можно разделить на:
- универсальные, как правило, без наполнителей
- специальные, с наполнителем, где тип наполнителя определяет область применения. Например, для склеивания сантехники и ремонта бетона в качестве наполнителя используют керамику, а для металлических изделий – металлический порошок. При этом качественные характеристики универсального и специального клея, от одного производителя – одинаковы.
ПРОЦЕСС РАБОТЫ C ДВУХКОМПОНЕНТНОЙ ХОЛОДНОЙ СВАРКОЙ
- Подготовка поверхности. Если склеиваемая поверхность зеркальная, то место склеивания, необходимо тщательно зачистить наждачной бумагой. Шероховатости, улучшат сцепление свариваемых поверхностей. Они должны быть абсолютно сухими, чистыми, обезжиренными. Масло или жир необходимо удалить с помощью специального растворителя. Качество обезжиривания определяет качество склейки.
- Внимательно прочитайте инструкцию на упаковке. Далее выдавите или отрежьте, в зависимости от типа сварки, нужное количество клея. Используя смоченные водой перчатки, тщательно разомните перемешиваемую массу до состояния пластичности и однородности. В результате чего, масса должна нагреться.
- Подготовленный клеящий состав быстро нанесите на поверхность. Склеиваемые детали фиксируются на время, указанное производителем в инструкции. Если устраняется скол, то заплатке можно придать любую форму с помощью смоченной в воде лопатки.
- Время окончательного затвердевания клея может быть от часа до суток и зависит от многих факторов: производителя, температуры, толщины слоя и т.д. После полного высыхания, место склейки можно шкурить, шпаклевать и красить. Ускорить время отвердение можно с помощью нагрева. Работы с применением холодной сварки проводятся в помещении при температуре не ниже +50С, а хранение при температуре не выше +350С
УСЛОВИЯ БЕЗОПАСНОСТИ.
Во время работы с холодной сваркой, необходимо соблюдать все требования производителя, изложенные в инструкции по применению.
Не допускать попадания компонентов клея на кожу и в глаза. А при попадании в глаза следует промыть их водой и сразу обратиться к врачу. Для защиты рук — необходимо использовать защитные перчатки.
Запрещается использование на поверхностях, непосредственно контактирующих с пищевыми продуктами.
Мой секретГорячая сварка для металла. Что можно склеить с помощью холодной сварки решаем бытовые проблемы без специалистов
Состав и свойства
Холодная сварка по своей сути является клеем для металлов. В состав входят:
- клеящее вещество – эпоксидные смолы, благодаря которым обеспечивается пластичность состава и его однородность;
- наполнитель – металлический порошок;
- активирующие добавки (сера).
Прочность сварочного шва зависит от соответствия состава клея видам свариваемых металлов, от качества подготовки склеиваемых плоскостей и грамотного его применения. В оптимальных условиях прочность шва достигает прочности металла, но на практике, сколько не бейся, достичь идеальных условий практически невозможно, соответственно и прочность шва будет значительно ниже, чем при горячей сварке. По этой причине применять её можно только для мелкого ремонта и сваривания деталей, не несущих большой нагрузки.
Температурный предел стойкости шва зависит от состава клея. Этот показатель можно найти на упаковке и при соблюдении технологии склеивания шов будет прочным в рамках указанного значения температуры.
Для недорогих составов предельной устанавливается температура в 260 градусов. Специальные составы клея позволяют сварному шву не терять своей прочности при температуре около 1300 градусов. Эти составы применяются там, где изделия работают в условиях высоких температур, и в ситуациях невозможности применения традиционной сварки.
Виды холодной сварки
Торговая сеть предлагает холодную сварку Российского производства по невысоким ценам и дорогую импортного изготовления. В зависимости от положения шва и свариваемых деталей, различают следующие виды холодных сварок:
- для скрепления шин или накладок к проводам из меди и алюминия, ручек к алюминиевой посуде – точечная;
- для изготовления пылевлагонепроницаемых корпусов и приборов различного назначения и тонкостенных ёмкостей – шовная, которая производится с применением контурных пуансонов;
- при соединении проводов и изготовлении колец – стыковая;
- крепление латунных шпилек к выводам трансформаторных обмоток из алюминия, изготовление шинопроводов угловых и тавровых для электровозов – тавровая;
- соединение водопроводных и отопительных труб, переходных элементов в линиях электропередач железной дороги – сварка сдвигом.
По консистенции и готовности к применению холодная сварка изготавливается:
- текучей двухкомпонентной. В этом случае смола смешивается с отвердителем перед нанесением на склеиваемые поверхности;
- в виде пластилинообразной массы – брусок или удлинённый цилиндрик, состоящие из одного или двух слоёв реагентов. Перед работой, отщипнув необходимое количество массы, её надо размять пальцами, как пластилин.
По направлению использования предлагают следующие виды:
- сварка металлов – склеивает различные металлы, в составе имеет металлический наполнитель;
- ремонт автомобилей – состав разработан конкретно для ремонта деталей автомашин, в составе имеет наполнитель из металлического порошка;
- универсальная – холодная сварка для пластмассы, метала и дерева. Из всех видов сварки является наименее прочной;
- специальная – для работы в особых условиях (под водой, во взрывоопасной атмосфере).
Пошаговая инструкция как правильно пользоваться холодной сваркой
Перед началом холодной сварки очистите ремонтируемые поверхности, удалив жир, облупившуюся краску, ржавчину, другие загрязнения. Отрежьте требуемое количество эпоксидной массы и перемешайте для достижения однородного цвета.
Для лучшего смешивания дайте эпоксидной шпаклёвке нагреться до комнатной температуры. После этого нанесите пасту на требуемое место.
Чтобы облегчить процесс смешивания и придать материалу лучший внешний вид, смочите пальцы водой. Когда нанесёте готовую смесь на ремонтируемую поверхность, разглаживайте её пальцами
до полного затвердевания.
Лишнюю массу удаляйте до её затвердевания, желательно с помощью какого-нибудь смоченного водой инструмента.
Склеивающие вещества не содержат каких-либо растворителей или летучих органических соединений, не являются горючими, не выделяют токсичных паров.
При ремонте влажной или протекающей поверхности убедитесь, что устанавливаемая заплатка не менее чем на один сантиметр больше ремонтируемого участка.
Чтобы обеспечить хорошее сцепление, нанесите эпоксидную шпаклёвку по контуру заплатки. Вы сможете выполнить ремонтные работы всего за несколько минут.
Особенности материала
Клей для металла наиболее эффективен там, где обычную сварку использовать невозможно. Сварочная смесь обладает необходимой пластичностью, чтобы проникать в металл, и за счет этого объединять поверхности.
Данный метод сварки относится к технологиям глубокого пластического деформирования, когда оксидный слой на поверхности разрушается, а интервал между свариваемыми элементами измеряется параметрами кристаллической решетки. Благодаря возрастанию энергетического уровня материалов формируется прочная химическая связь.
При заполнении отверстий часть холодной сварки должна попасть внутрь. Для больших дырок используют латки, которые накладывают сверху и фиксируют клеящим материалом. Готовое соединение может подвергаться зачистке под последующую отделку и покраску, а также механической обработке, включая сверление отверстий и нарезание резьбы.
Холодная сварка прекрасно работает на конструкциях из черных и цветных материалов, позволяет стыковать их между собой и оперативно устранять течь. А также является идеальным решением для изделий, чувствительных к температурному нагреву.
Соединения, полученные холодной сваркой, имеют значительный ресурс эксплуатации, но при условии отсутствия рабочих нагрузок.
Клей можно применять при низких температурах
Применение холодной сварки для металла
Холодная сварка для металла, инструкция по использованию которой есть в каждой упаковке, применяется практически так же, как и другие разновидности такого средства. Для того чтобы понять, как правильно пользоваться таким клеем, достаточно будет разобрать пример с устранением течи в трубопроводах и емкостях, изготовленных из металла. Что удобно, применять эту сварку можно как при пустых, так и в заполненных емкостях и даже тех, которые находятся под небольшим давлением. То есть, к примеру, если вам необходимо устранить течь в автомобильном радиаторе, то сливать с него жидкость совсем не обязательно.
Деталь после ремонта холодной сваркой
Итак, алгоритм работы с таким клеем выглядит следующим образом.
В первую очередь необходимо подготовить поверхность, на которую будет наноситься клей. Для этого лучше воспользоваться наждачной шкуркой, с помощью которой выполняется зачистка поверхности от грязи и ржавчины. Заканчивать такую зачистку следует в том случае, если на обрабатываемой поверхности стал виден металл с нанесенными на него шкуркой царапинами. Причем, чем более глубокими и частыми будут такие царапины, тем более надежным получится соединение.
Затем следует тщательно просушить поверхность. Для этого можно использовать обычный фен, никаких особых технических средств вам не понадобится. Конечно, холодная сварка для металла справится и с мокрыми поверхностями, но на высокую надежность и герметичность такого соединения рассчитывать не приходится.
Дальнейшим этапом, который позволит сделать получаемое соединение более надежным, является обезжиривание поверхности. Для этого лучше использовать ацетон, который устранит даже незначительные жировые пятна на обрабатываемой поверхности.
Далее приступаем к подготовке самого клеевого состава. Так как это средство не жидкое, а достаточно плотное, то используем нож для того чтобы отрезать от цилиндрика холодной сварки кусочек требуемого размера
Очень важно выполнять рез строго поперек цилиндрика, чтобы сохранить в полученном кусочке изначальные пропорции затвердителя и эпоксидной смолы. Отрезанный кусочек необходимо тщательно размять до получения мягкой и однородной по цвету массы, а чтобы средство не приставало к рукам, можно периодически смачивать их водой.
Процесс нанесения сварки на ремонтируемую поверхность
После того как вы получили мягкую и однородную массу средства, его необходимо достаточно быстро нанести на ремонтируемую поверхность. Технические характеристики многих видов холодной сварки таковы, что она начинает застывать уже через несколько минут после приготовления, поэтому действовать нужно быстро, но аккуратно. Если вы заклеиваете с помощью холодной сварки образовавшееся отверстие, то очень желательно, чтобы часть мягкой массы попала внутрь него. Если же такое отверстие слишком велико, то лучше заделать его при помощи металлической латки, которую фиксируют на поверхности с помощью холодной сварки.
В любом случае перед началом использования холодной сварки лучше еще раз ознакомиться с инструкцией или даже посмотреть обучающее видео, которое без проблем можно найти в интернете
Очень важно соблюдать аккуратность при использовании обезжиривающих веществ, основная часть из которых представляет опасность для человеческих глаз и слизистых покровов. В целом, пользоваться таким средством несложно, а соединения, которые оно позволяет получить, отличаются достаточно высокой надежностью и герметичностью
Использование сварки для ремонта труб из полипропилена
Соединения в полипропиленовых трубах не должны протекать, поэтому в дальнейшем рекомендуется использовать высококачественный аппарат для сварки с целью обработки труб из полипропилена. Он позволит проводить работы в согласовании с технологией. Температура, которая поддерживается холодной сваркой, находится в зависимости от состава и характеристик, указанных на упаковке.
При точном соблюдении всех указаний шов сохранит свою прочность. Следует осознавать, что наибольшая прочность может быть достигнута только при более точном применении сварки холодным способом. Потому составы с наибольшей температурой используются при ремонте деталей, эксплуатируемых в обычных температурных критериях.
Клеящий состав, применяемый при холодной сварке, используется для соединения всех поверхностей, которые подвергаются нагреванию до очень высоких температур, когда возможность использования классической сварки проблематична. Смесь может быть сохранена до 3-х минут в рабочем состоянии. Потому клей следует наносить вовремя.
При склеивании двух поверхностей их нужно крепко фиксировать с использованием зажима. Должно пройти обозначенное в инструкции необходимое время, после чего состав становится твердым. После ремонта поверхность может быть зашпаклевана и закрашена. Время высыхания состава может составить от 1 до 8 часов. В инструкции должен быть указан способ применения холодной сварки, ее марка. Все советы производителя не должны нарушаться, поскольку в противном случае прочность швов будет наименьшей.
В большинстве случаев холодную сварку применяют с целью ремонта автомобилей и отопительных приборов. В каждом случае применение данного метода имеет свои нюансы, поскольку, например, ремонт автомобильного бензобака позволяет продлевать срок годности, что исключает расход больших средств на новые детали.
До работы необходим удачный доступ к покоробленным местам поверхности. Есть обычный способ облегчить для себя данную проблему, если имеется маленькое отверстие: отверткой довести его до округлой формы, чтобы потом использовать болт для завинчивания, который подходит по поперечнику, чтобы можно было укрепить его холодной сваркой.
Способ холодной сварки, применяемый для радиаторов, – один из популярных методов применения данных составов автомобилистами. Найти, где именно радиатор поврежден, можно, погрузив его под воду, а продув сделать с помощью компрессора. Места возникновения множества пузырьков, которые выходят на поверхность из воды, являются местами повреждения.
Способ холодной сварки будет только единовременным вариантом – долговременного применения радиатор обычно не выдерживает. С помощью нее можно заваривать глушитель. Он находится в зависимости от температурного уровня, который может выдержать состав.
Следует обязательно использовать модификацию для высокого уровня температур перед началом склеивания поверхности. Это связано с предварительной зачисткой и подготовкой детали. Например, срок службы отремонтированного глушителя станет дольше.
Нагревательные приборы требуют очень высококачественную холодную сварку, поскольку цена ремонта в случае, если шов снова деформировался после ее применения, велика. Потому использовать составы, которые выдерживают достаточно высокий уровень температуры, приемлемо, а лучше использовать составы, созданные для неизменного соприкосновения с водой.
При не очень большом повреждении этот способ решит все проблемы, а для отверстий наибольших параметров холодная сварка будет только временным решением проблемы ремонта. Для обычного ремонта изделий из металла сварочный аппарат подойдет лучше. Для ремонта главных узлов лучше не применять холодный способ, так как безопасность в их работе стоит на главном месте.
Что можно заклеить холодной сваркой
Ответ на этот вопрос – практически всё! Исключение составляют лишь гибкие материалы. После окончательного затвердевания холодная сварка становится жесткой.
- Металлы. Можно склеивать между собой, или соединять разнородные материалы;
- Пластик. Любой, кроме полиэтилена. Опять же, помним о жесткости стыка;
- Керамику, камень, стекло. В любых сочетаниях без ограничений. Плитка, склеенная встык – ломается в любом другом месте, только не по шву;
- Ковровые покрытия и линолеум. Можно к полу, можно встык.
Отдельная тема – сантехника. Дело в том, что материал клея можно мочить при работе. Это позволяет склеивать повреждения батарей отопления или водопроводных труб без спуска воды из системы.
Можно себе представить, как будут «рады» жители целого подъезды в разгар зимы, если все квартиры на целый день останутся без тепла, пока у вас будут ремонтировать отопление. А с помощью холодной сварки вы быстро устраните течь самостоятельно.
Ремонт продержится до окончания отопительного сезона. Хотя, следуя поговорке: «нет ничего более постоянного, чем временное» – наши люди просто «забывают» о временном шве, и холодная сварка прекрасно держится годами.
Кстати, отсутствие гигроскопичности используется не только при ремонте текущей сантехники. Когда вы смешиваете компоненты клея (а это удобнее делать руками), липкая масса прилипает к пальцам. Если немного смочить руки перед работой, формировать состав будет легче, а на качество шва это не влияет.
Важно! Не стоит злоупотреблять этим свойством. Если есть возможность работать «на сухую», не применяйте воду
Шов будет долговечнее.
Следующее применение, делающее этот клей уникальным – склеивание автомобильных глушителей. Разумеется, речь идет не о полноценном ремонте. Силового шва получить не удастся. Но замазать отверстие размером с палец – запросто.
Причем речь идет не о способе «доковылять до сервиса», с таким ремонтом можно ездить продолжительное время. Клей не загорится, не раскрошится. Единственное условие, при покупке прочитайте на этикетке, какую температуру выдерживает холодная сварка.
После такого применения, беспокоиться о ремонте радиатора вообще не приходится. Это просто «семечки».
Металлы, пригодные для сварки
Перечень металлов и сплавов, для которых подходит созданный товар разнообразен. Характеризуется процесс процентами получаемого соединения к первоначальной толщине. Результаты проведенных опытных свариваний можно представить в таблице:
| Металл | Особо чистый алюминий | Технический алюминий | Дюр- алюминий | Кадмий | Свинец | Медь | Никель | Цинк | Серебро |
| Свариваемость % | 40 | 30 | 20 | 16 | 16 | 14 | 11 | 8 | 6 |
Условия получения надежного соединения
- Деформации должны подвергаться обе поверхности соединяемых материалов и тканей;
- Симметричность расположения сварочной смеси по отношению к центру склеивания. Центр зоны соединения располагается в плоскостях, приготовленных для соединения. При разогреве металл растекается и разрушает пленки на поверхности. Все активные центры соединяются за секунды, без длительности времени и периода дислокации. Полностью пленки исчезают из зоны сваривания без дополнительной помощи и приборов.
- Усиленное сдавливание в зоне центра контакта. Усиление действий на завершении процесса сваривания, т.е. давление, даст лучший результат.
- Очищение поверхностей и кромок соединительных деталей. Промыть их можно специальными растворами, спиртовыми составами, бензином.
- Недопустимо использование абразивных инструментов, приводящих поверхности к шероховатости, которая затруднит склеивание.
- Соблюдение норм качественных характеристик металла: шероховатость 10мкм Rz, не плоскостность 0,1мм.
Производители
На отечественном рынке самыми популярными производителями являются иностранные компании, поскольку российская продукция имеет более низкое качество, о чем свидетельствуют многочисленные потребительские отзывы. Отечественная продукция представлена торговыми марками «Алмаз» или «Полимет», Henkel. Лидерами среди иностранных составов считаются Hi-Gear, Abro, Poxipol.
Abro Steel – американская двухкомпонентная сварка универсального назначения. Материал выдерживает воздействие разных агрессивных веществ и отлично сохраняет свои свойства вплоть до температуры +260 С.
Hi-Gear «Быстрая сталь» производится для работ с металлом, пластиком и камнем. Продукция обеспечивает прочное соединение, устойчива к механическому и химическому воздействию.
Henkel «Момент СуперЭпокси» широко используется для соединения сплавов из металла и других материалов. Свои свойства состав сохраняет до температуры +140 С.
Уругвайский Adefal Trading S. A. Poxipol – универсальная двухкомпонентная холодная сварка. Максимальной температурой для такой продукции является показатель +120 С.
Германская Wurth Liuguid Metal Fe 1 выпускается для работ с керамическими и металлическими деталями и конструкциями. Материал не горит и не содержит растворителей. Состав сварки обеспечивает ее устойчивость к агрессивным веществам. Максимальной температурой для подобной продукции считается +120 С.
Холодная сварка для батарей и водопроводных труб Mastix лучше всех остальных составов справляется с задачей заделывания трещин и других дефектов на подобных конструкциях. Температура в трубопроводах не превышает допустимую составляющую +120 С, поэтому продукцией можно пользоваться в домашних условиях. Такая сварка позволяет создавать утраченные части и новые детали.
Металлосиликатная продукция Kerry «Термо» обладает повышенной вязкостью. Она отлично зарекомендовала себя в работе с жаростойкими сплавами из стали, чугуна и титана. Состав устойчив к механическим воздействиям, поэтому рекомендован для ремонта автомобильных деталей. Продукт выдерживает перепады температур от +900 до -60 С.
Виды холодной сварки для металлов
Есть несколько различных клеевых смесей и составов, который делится на несколько групп в зависимости от материала, который требует соединения, типа работ и процедуры.
Точечная сварка
- позволяет работать над соединением медных и алюминиевых шин.
- Алюминиевые провода можно оконцовывать накладками из меди, которые позволят обеспечить контакт электрических проводов.
- Поможет соединить алюминиевые ручки кастрюль с корпусом;
- Заменить литые спрессованные охладители на ребристые, работающие в силовых полупроводниковых приборах.
Шовная сварка
Выполняется контурными пуансонами.
- Герметизация корпуса полупроводниковых электроприборов;
- Ремонт конденсаторов;
- Восстановление металлических емкостей для продуктов и других сыпучих веществ;
- Изготовление емкостей больших объемов с тонкими стенками.
Стыковая сварка
- Склеивание концов проводки во время монтажных работ;
- Скрепление концов алюминиевых проводов медными частями;
- Помощь в безотходном составлении катушек для объединения концов металлических бухт;
- Склеивание троллейных проводов при ремонте передвижения электрифицированного транспортного средства;
- Изготовление металлических колец;
- Минимализация отходов от производства деталей.
Тавровая сварка
- Сваривание медно-алюминиевых ножей;
- Ремонт распределительных приборов и устройств;
- Склеивание шпилек из латуни с алюминиевыми обмотками трансформаторных узлов;
- Изготовление тавровых и угловых креплений проводов шин электровозов.
Сварка сдвигом
Склеивание трубчатых переходников и соединение труб, входящих в линии электропередач на железнодорожных системах сообщения. Все составы имеют различную консистенцию: жидкую и пластичную.
- Жидкая смесь создается на основе эпоксидной смолы. При проведении химической реакции состав становится твердым и крепким. Отличительные характеристики эпоксидной смолы позволяют сделать соединение не просто крепким, но и качественным. Соединять жидким клеем «Холодная сварка» можно подложки из металла, арматуру, строительные элементы и детали: стеклоткань, сетку. Клей при работе не выделяет жидкости, отсутствует неприятный резкий запах и вредные для человека вещества.
- Пластичный состав – специальные замазочные смеси. Выглядят они как деревянные бруски в один или два слоя. Можно сравнить соединительную смесь с плотным застывшим пластилином.
Правила выбора хорошей клеевой смеси для металлических изделий
«Холодная сварка» может стать незаменимым помощником в путешествии на автомобиле. Незначительная поломка в дальней дороге раздражает, требует пересчитать время, вставать на остановку на ближайшей СТО. Кроме этого, в путешествии нужна каждая «копейка», чаще всего все рассчитано до мелочей. Тратится на дорогостоящие ремонты сложно. Поэтому соединить ослабшие детали с помощью смеси легко и практично. Не потребуется вызывать эвакуатор и разворачиваться в сторону ближайшей СТО.
В гараже многих автолюбителей, считающих себя настоящими хозяевами, найдется такое средство. Но для быстрого и качественного использования средства, оно должно быть хорошим. Продукция некачественная может только испортить предмет ее использования. Но среди торговых предложений очень много подделок. Есть определенные правила, которые помогут остановиться и получить нужный состав.
Тип поверхности, выбираемой для работы;
- Диапазон температур, которые нужны для разогрева деталей. Чем шире предлагаемый диапазон, тем лучше сварка;
- Наличие подробной инструкции;
- Объяснение правил пользования и конкретные рекомендации по применению.
При выборе товара нужно обратить внимание на производителя. Рекомендуемые марки Loctite, Poxipol, Permatex, Devcon, WEICON
Они известны качеством и надежностью. Понятно, что при сравнении ценового предложения, данные производители ставят более высокую планку, но они обещают и предоставляют нужный результат.
Холодная сварка для металла характеристики и свойства
Продукт для сварки – это двухкомпонентный материал, обладающий пластичностью.
При смешивании необходимых составляющих вместе происходит химическая реакция, приводящая к затвердеванию мест соединения. Делают компоненты с использованием эпоксидных видов смол с железными добавками.
Железный компонент необходим как наполнитель при сварке. Дополнительными добавками выступают сера и прочие важные элементы. Склеивание обычно происходит на основе процесса деформации пластмассы, используемой для соединения, то есть ее точного проникновения в любые поверхности.
Во время затвердевания шов делается довольно жестким, поэтому он выдерживает немалые нагрузки. В технических справочниках содержатся примеры того, как применение процесса вызывает восстановление узлов и деталей даже большегрузных автомобилей, срок службы которых был продлен до 50 тысяч км. в отношении двигателей.
Холодная сварка является относительно новым видом соединения путем склеивания. До того как приступать к работе, должна быть тщательно изучена инструкция по сварке холодным методом для металла. Этот метод является наиболее подходящим для цветных и черных видов металла.
Методом холодной сварки герметизируют, склеивают, осуществляют ремонт любых изделий. Можно иногда заниматься восстановлением пропавших кусков. Допустима возможность ее применения в спектре температур от – 60°С до + 150°С, когда сварку проводят в помещениях с высоким уровнем влажности воздуха.
Перед применением холодного способа соединения нужно приготовить необходимую поверхность, которую очищают, обрабатывая шкуркой. При наличии покрытия на основе лакокрасочных материалов их необходимо снять, а при наличии коррозии следует провести ее обработку. Затем нужно провести обезжиривание необходимой поверхности, можно, к примеру, использовать ацетон.
Набор, используемый при осуществлении соединения, предполагает наличие двух стержней, изготовленных из вещества, которое напоминает пластилин. Компоненты соединяются, а спустя полчаса весь состав становится твердым. Соединяют смесь вручную, производя ее разминание, как в случае с пластилином.
Наносят состав холодной сварки иногда вручную, иногда используют шпатели, которые смачивают водой перед началом работ. Каждая деталь должна находиться в неподвижном состоянии около получаса после ремонта. Окончательное затвердевание может произойти спустя день.
При работе требуется соблюдение простых мер безопасности:
- Использовать перчатки.
- Не применять материалы, вступающие в реакцию с продуктами сварки.
- Промыть кожу, если продукт сварки попал на кожный покров, а затем срочно обратиться за помощью к доктору.
Холодную сварку перед применением нужно размять в руках.
Смыть состав с рук можно мыльным веществом. Храниться должен комплект продуктов для сварки в сухом и темном помещении с температурой не 35°С. После высыхания используемого продукта его размягчают в тепле.
Холодная сварка – это особый полимер, обладающий качеством склеивать при нагревании поверхности. Прочность полимера полностью зависит от компонентов, от корректности проникания клея в поверхности и их подготовки. Классическая сварка с помощью сварочного аппарата позволяет сделать более прочное соединение, служащее гораздо дольше, чем после обработки холодной сваркой. Поэтому
использовать ее стоит только для ремонта различных мелких деталей.
Холодная сварка для металла — как пользоваться
С развитием ремонтных технологий появился специальный клей с широкой сферой применения, обладающий высокой прочностью. Холодная сварка для металла – это специальный состав для быстрого соединения металлических деталей и устранения течи. Она используется в ремонте деталей автомобилей, элементов сантехники, при восстановлении изделий из металла и резьбовых поверхностей.
Описание и характеристики
Холодная сварка представляет собой пластичный клей на основе эпоксидной смолы. Однокомпонентный материал быстро теряет соединительные свойства и требует быстрого нанесения. Двухкомпонентное средство хранится достаточно длительное время без снижения клеящих характеристик, и смешивается непосредственно перед нанесением.
Продукт производится как двухслойный цилиндр. Внешний слой состоит из отвердителя с эпоксидной смолой для связывания материалов. Внутри находится металлический порошок, придающий прочность и термостойкость шву. Композиция создает прочное соединение. В нее могут входить и другие дополнительные добавки для придания специфических свойств, например, сера.
На температурные параметры холодной сварки влияет состав продукта. В большинстве случаев максимум ограничивается показателем +260 С.
Какие виды сварки производятся
Холодная сварка для металла выпускается для различных способов и условий применения. В зависимости от расположения соединительного шва, различают:
- Шовную сварку, применяемую в корпусах оборудования и больших герметичных емкостях.
- Точечную — для посуды из меди и алюминия, а также для качественного крепления электрических контактов на алюминиевых проводах.
- Стыковая, предназначенная для соединения проводов и производства колец из проволоки.
- Тавровая служит для стыковки шинопроводов и латунных шпилек.
- Сваркой сдвигом соединяются трубы отопительной и водопроводной системы, линии передач в железнодорожной отрасли.
По клеевому составу и густоте материал классифицируется так:
- Жидкая или двухкомпонентная, в составе которой клей и отвердитель. Их тщательно смешивают перед нанесением.
- Пластилиноподобная, похожая на брусок из одного либо двух слоев. Компоненты предварительно размягчаются и перемешиваются.
По целевому назначению холодная сварка для металла бывает:
- С наполнителем из металла для ремонта узлов автотранспорта;
- Водостойкий состав для соединений, работающих в воде.
- Со специальным наполнителем, позволяющим стыковать между собой почти все виды металлов.
- Сварка универсального назначения, которым можно соединить полимеры, дерево, пластик и другие материалы.
- Высокотемпературная холодная сварка для восстановления деталей, эксплуатируемых при температурах от -60° до +1500°.
Особенности материала
Клей для металла наиболее эффективен там, где обычную сварку использовать невозможно. Сварочная смесь обладает необходимой пластичностью, чтобы проникать в металл, и за счет этого объединять поверхности.
Данный метод сварки относится к технологиям глубокого пластического деформирования, когда оксидный слой на поверхности разрушается, а интервал между свариваемыми элементами измеряется параметрами кристаллической решетки. Благодаря возрастанию энергетического уровня материалов формируется прочная химическая связь.
При заполнении отверстий часть холодной сварки должна попасть внутрь. Для больших дырок используют латки, которые накладывают сверху и фиксируют клеящим материалом. Готовое соединение может подвергаться зачистке под последующую отделку и покраску, а также механической обработке, включая сверление отверстий и нарезание резьбы.
Холодная сварка прекрасно работает на конструкциях из черных и цветных материалов, позволяет стыковать их между собой и оперативно устранять течь. А также является идеальным решением для изделий, чувствительных к температурному нагреву.
Соединения, полученные холодной сваркой, имеют значительный ресурс эксплуатации, но при условии отсутствия рабочих нагрузок.
Клей можно применять при низких температурах
Преимущества использования холодной сварки
- Холодный способ соединения не требует нагрева, вызывающего изменения в структуре металла и деформации;
- Аккуратный и прочный шов;
- Работы можно вести без демонтажа;
- Возможность применять в пожаро- и взрывоопасной среде;
- Подходит для цветных металлов;
- Экологичная технология без образования шлаков и отходов;
- Не требуется специальная подготовка, инструмент и источник энергии;
- Решение проблем быстро, эффективно и без особых усилий;
- Материал безвреден и нетоксичен.
Недостатки материала
Позиционируется холодная сварка как средство для бытовых нужд и мелкого ремонта. В промышленных масштабах ее не используют. Это связано с тем, что прочностные показатели соединения невысокие, и значительно уступают традиционной сварке. Перед соединением детали требуют тщательной подготовки, связанной с очищением поверхностей. В противном случае, сцепление будет некачественным.
Порядок использования
Алгоритм действий для соединения металлических деталей и устранения течи одинаковый. Он подходит как для пустых, так и для заполненных жидкостью емкостей, что очень удобно, ведь не придется ничего сливать.
Порядок действий следующий:
- Очистить поверхность наждаком от следов грязи и ржавчины, до появления блестящей поверхности с царапинами от шкурки.
- Густая сетка из глубоких царапин после зачистки повысит прочность соединения.
- Для обеспечения герметичности поверхность просушивается бытовым или промышленным феном.
- Холодная сварка для металла работает и по мокрому основанию, но с более низким качеством и герметичностью.
- Обезжирить зачищенные места от маслянистого налета с помощью ацетона.
- Затем необходима подготовка клеевого состава, ведь материал изначально плотный и двухкомпонентный.
- Отделить ножом цилиндр нужной длины строго перпендикулярно оси, чтобы обеспечить соотношение затвердителя и эпоксидной смолы.
- Руки смочить водой и тщательно разминать кусочек сварки до однородного и эластичного состояния. Цвет должен стать однотонным.
- Массу периодически увлажнять водой, тогда она будет меньше липнуть к рукам.
- Мягкий и клейкий состав распределить по ремонтируемой области.
- Действия должны быть быстрыми, потому что большая часть составов начинает схватываться уже спустя несколько минут после приготовления.
- Надежность соединения зависит от толщины слоя клеящего материала. Первый слой не должен превышать 6 мм.
- После полного затвердевания наносится второй слой холодной сварки.
- Время застывания займет около 3х часов, а окончательную прочность шов приобретет через сутки.
Изделие разрешается эксплуатировать только после полного затвердения шва.
Инструкция по использованию холодной сварки
Какую сварку лучше выбрать
Холодная сварка подбирается для каждого случая индивидуально, с учетом типа металлических поверхностей, свойств материалов, характера соединения, условий и способа дальнейшего использования.
На какие моменты обратить внимание при покупке:
- Какие входят в состав добавки и их вид;
- Наполнитель должен соответствовать типу склеиваемого металла и соответствовать ему по прочности;
- Температурный диапазон, в котором сохраняются технические характеристики. Высокотемпературные составы отличаются большей прочностью;
- Основное время застывания: клеящий материал для оперативного заклеивания и стандартный вариант. Последний, все же, соединяет качественнее.
Предпочтение следует отдавать проверенным производителям с положительными отзывами пользователей.
Видео по теме: Холодная сварка — водостойкая
Что такое холодная сварка?
Холодная сварка — это процесс соединения, при котором два предмета объединяются в один с помощью сильного давления, которое прикладывают штампы и валки. Как следует из названия, этот метод не зависит от тепла для изменения состояния склеиваемых элементов — эти вещества остаются в твердом состоянии на протяжении всей процедуры. Не все металлы являются идеальными кандидатами для холодной сварки из-за содержания кислорода в их внешних слоях, и даже после длительной чистки щеткой и очистки металлы не будут соединяться, если один из них не податлив.Аналогичным образом, если две склеенные детали позже подвергаются воздействию среды, богатой кислородом или некоторыми другими химически активными соединениями, холодная сварка выйдет из строя. Из-за этих ограничений процесс холодной сварки наиболее подходит для объектов, которые будут размещаться за пределами земной атмосферы, таких как спутники или космические корабли.
WorkerХолодная сварка была впервые открыта современными обществами в начале 1940-х годов и рассматривалась как новое явление, но на самом деле этот процесс существует уже тысячи лет.Стало известно, что два куска одинаковых металлов будут скрепляться внутри вакуума, если они имеют чистые, плоские поверхности и может быть приложена сильная начальная сила. Во время процесса деформации возникают на 60-80% поверхности склеивания, и это позволяет чистым, чистым металлам вступать в контакт. Тогда постоянное соединение происходит на атомарном уровне, и сварные швы намного прочнее, чем то, что можно было бы сделать другими способами. Еще одно преимущество состоит в том, что в качестве припоя не используются никакие промежуточные материалы, поэтому, пока оксидам не позволяют образовываться на поверхности металла, он должен служить десятилетиями.
С момента первоначального открытия исследователи показали, что холодная сварка также может выполняться без чрезмерных усилий. Аналогичных результатов можно добиться, применяя меньшее давление в течение более длительного периода времени.Другой метод заключается в увеличении температуры поверхности двух соединяемых материалов на короткий период времени для ускорения молекул.
Современные способы применения холодной сварки многочисленны, но из-за вышеупомянутых ограничений она определенно считается ситуативным процессом.Однако этот метод позволяет работать во многих агрессивных средах, которые ранее были невозможны, например, при сварке подземных трубопроводов, по которым проходят горючие газы. Другой недостаток заключается в том, что, поскольку сварка происходит быстро и считается постоянной, очень трудно проверить целостность сварного шва, особенно в случае более толстых металлов.
Как удалить JB Weld
Недавно я смотрел на свою клееную стальную трубу и думал, как легко удалить J-B Weld.Я провел исследование в Интернете и обобщил все результаты в этой статье.
Чтобы быстро подвести итог, вы можете использовать химикаты , механическое истирание или нагрев для удаления сварного шва J-B.
Конечно, у всех этих методов есть свои преимущества и недостатки.
Итак, давайте рассмотрим три основных метода удаления JB Weld.
Топ-3 метода удаления JB Weld
Сильно нагрейте JB Weld
Самый простой способ удалить сварной шов J-B с металла или других жаропрочных материалов — это добавить очень высокую температуру .
JB Weld не выдерживает высоких температур. Жидкий сварной шов, такой как JB Weld, становится нестабильным при воздействии температур выше 600 градусов по Фаренгейту [Источник].
Самый простой способ удалить сварной шов JB — использовать тепловую пушку .
Wagner Spraytech 0503008 Тепловой пистолет
- НАГРЕВАТЕЛЬНЫЕ ПИСТОЛЕТЫ С ДВУМЯ ТЕМПЕРАТУРАМИ: Тепловой пистолет HT1000 предлагает настройку температуры 750ᵒF и 1000F, что упрощает выполнение задач по благоустройству дома.
- ТЕПЛОВОЙ ПИСТОЛЕТ ДЛЯ БЫТОВЫХ ПРОЕКТОВ: Используйте этот тепловой пистолет для смягчения краски, конопатки, клея или шпатлевки для удаления.Другие области применения включают термоусадочную пленку, сгибание пластиковых труб и ослабление заржавевших гаек или болтов
в наличии
Высокая температура повредит внутреннюю химическую структуру, а это значит, что клей снимется намного легче.
Еще одна возможность подать тепло — использовать пропановую горелку. Для начала воспользуйтесь горелкой с малым пламенем и нагрейте материал. Как только температура поднимется выше 600 градусов, он оторвется.
Пропановая горелка Worthington 336737 WT2301 с пусковым механизмом
- Пусковой механизм зажигания легко воспламеняет пламя
- Универсальный перепончатый пламя для различных домашних работ, включая пайку малого диаметра, оттаивание, плавление и нагревание
- Используйте только с пропановым топливом, например, Bernzomatic 14,1 унций. Пропановый баллон ручной горелки
в наличии
Другая возможность для небольших поверхностей — использование паяльника.Хотя для больших деталей и больших площадей это займет слишком много времени, пока клей полностью не станет горячим.
Кроме того, вы можете помочь механической силой и соскоблить или смахнуть щеткой.
назад в меню ↑Шлифовка застывшей эпоксидной смолы
Если у вас нет источника тепла, вы также можете попробовать механическое усилие с помощью болгарки.
Используйте такой инструмент, как угловая шлифовальная машина, Dremel и наждачная бумага, чтобы полностью удалить JB Weld. При шлифовании обязательно надевайте маску или респиратор, чтобы не вдыхать пыль, потому что это может быть опасно.
Угловая шлифовальная машина Black & Decker BDEG400, 6 ампер, 4-1 / 2 дюйма
- Металлический корпус редуктора для прочности и увеличения срока службы
- Трехпозиционная боковая ручка для дополнительного комфорта и контроля
- Блокировка шпинделя для простой замены принадлежностей
- Компоненты в комплекте: Малая угловая шлифовальная машина 4-1 / 2 «, шлифовальный круг по металлу, гаечный ключ, кожух колеса
Бесплатная доставка
в наличии
назад в меню ↑Удалить JB Weld с химикатами
Хотя мы сами это не пробовали, некоторые люди сообщали, что такие химикаты, как уксус , и ацетон , сделали сварной шов мягким и помогли его удалить.
Удаление сварного шва J-B с помощью химикатов является предпочтительным вариантом, если основной материал не выдерживает высоких температур, но устойчив к кислотам или ацетону.
Я бы не рекомендовал смешивать техники, потому что одновременное применение химикатов и шлифовки приведет к огромному беспорядку.
Если у вас есть дополнительный опыт удаления эпоксидного клея, не стесняйтесь оставлять комментарии ниже для тех, кто придет после вас и ищет решения.
Что такое J-B Weld?
J-B WeldХотя это звучит как настоящий металлический сварной шов, на самом деле это не так.
J-B Weld — двухкомпонентный эпоксидный клей для холодной сварки . (Домашняя страница производителя)
Помогает ремонтировать металлы и различные поверхности за счет прочной связи.
Пакет J-B Weld состоит из 2 отдельных трубок, где красная трубка — отвердитель, а черная — так называемая сталь.
Как вылечить сварку J-B Weld?
Отверждение жидкого шва происходит при комнатной температуре в течение 15-24 часов. После полного отверждения J-B Weld выдерживает температуру до 550 ° F.
После отверждения вы можете красить, покрывать, пилить, приклеивать, полировать или шлифовать J-B Weld, как любой металл. Вы можете купить J-B Weld прямо здесь на Amazon:
J-B Weld 8265S Оригинальная эпоксидная смола, армированная сталью холодной сварки — 2 унции.
- J-B WELD ORIGINAL: оригинальная двухкомпонентная эпоксидная система для холодной сварки, которая была разработана как альтернатива сварке горелкой. J-B Weld Original обеспечивает надежный и продолжительный ремонт нескольких поверхностей и создает более прочное соединение, чем сталь.Идеально подходит для домашнего, автомобильного, морского, ремесленного ремонта и многого другого.
в наличии
Альтернативные варианты для JB Weld
KwikWeld
Очень часто используемой альтернативой J-B Weld является другой сварочный шов под названием KwikWeld. KwikWeld становится все сложнее и быстрее, и уже схватывается менее чем за 5 минут. Кроме того, время отверждения KwikWeld (4-6 часов) намного ниже, чем у J-B Weld (15-24 часа).
Подобно J-B Weld, KwikWeld может склеивать такие металлы, как сталь, медь, алюминий, латунь, бронза, такие материалы, как фарфор, дерево, стекло и даже пластмассы, такие как ПВХ, АБС или стекловолокно.
С другой стороны, максимальная прочность KwikWeld составляет лишь приблизительно 2/3 прочности J-B Weld.
Сварочный аппарат
В качестве альтернативы эпоксидному клею вы можете попробовать создать настоящие сварные швы с помощью сварочного аппарата MIG. Сварные швы выдерживают гораздо более высокие температуры.Конечно, в любом случае не стоит клеить важные для безопасности детали (например, рамы автомобилей).
Кредиты на изображения: Пользователь: Скарц (Автор) [Общественное достояние], через Wikimedia Commons
Информация о сертификации сварки | Подробное руководство
СертификатСварщик может сбить с толку людей, которые плохо знакомы с профессией сварщика или изучают ее. Люди часто путают «сертификацию» и «сертификат», а некоторые сварщики заявляют, что они «сертифицированные сварщики», что в действительности невозможно.В следующей статье я подробно расскажу о сертификатах в области сварки.
Сварочные сертификаты очень важны по многим причинам, и важно, чтобы вы полностью понимали, как работает процесс сертификации по многим причинам.
Что такое сертификат сварки?
Определение сварочного сертификата.
Сварочный сертификат — это строго регламентированный сварочный тест, который чаще всего соответствует стандартам, установленным организациями AWS, ASME и API.Испытание на сварку выполняется на металле заданной толщины в заданном положении (ах) с заданным процессом сварки на пластине или трубе из любого типа металла, который классифицируется как годен или не прошел. Испытание будет полностью контролироваться сертифицированным инспектором по сварке.
Как видите, сварщик не просто сертифицирован для сварки чего-либо, он или она может быть сертифицирован только для сварки с использованием определенного процесса сварки на том типе металла и диапазоне толщин, которые он или она тестирует.Положение пластины или трубы, которую вы свариваете, также является определяющим фактором при сертификации. Сварщики часто имеют несколько, если не много разных сертификатов. Также важно отметить, что срок действия сертификатов может истечь.
Цель сварочных сертификатов
Нет ни одной причины, по которой существуют сертификаты сварки.
- Стандарты и нормы очень важны при строительстве чего-либо, особенно когда жизнь людей зависит от этого продукта.Инженеры должны знать, что сварной шов будет выполняться точно так же каждый раз, когда сварщик выполняет сварку. Сварочный сертификат позволяет устанавливать и подтверждать стандарты по соображениям безопасности. Сертификаты
- также позволяют сварщикам сообщать на бумаге, что они могут выполнять качественные сварные швы. Это помогает работодателям находить хороших сварщиков, а наличие сертификатов поможет вам получить лучшую работу, чем сварщики без сертификатов.
Как выглядит сертификат сварки
Вот пример отчета об испытании на сертификацию сварки , который я сделал в 2001 году, когда учился в сварочной школе.Это испытание на сварку проводилось для сварочного кода (SMAW) AWS D1.1. Вы можете щелкнуть отчет о сертификационных испытаниях, чтобы развернуть его.
Структура свидетельства о сварке и определяющие факторы
Свидетельство о сварке имеет множество аспектов, как вы можете видеть в приведенном выше примере. Давайте рассмотрим каждую часть сертификации сварщика.
Сварочный процесс
Это тип сварки, который используется во время испытания.Чаще всего это будет Stick (SMAW), MIG (GMAW) или TIG (GTAW). Вы являетесь только квалифицированным / сертифицированным по данному процессу сварки.
Спецификация материалов
Вы имеете право сваривать только тот металл, который вы тестировали. Сертификаты никогда не переносятся на другие неблагородные металлы. Пример: если вы сертифицируете нержавеющую сталь, ваша сертификация действительна только для сварки нержавеющей стали.
Виды сварных швов и положения при сварке
Это может немного сбить с толку, на самом деле у меня есть целая страница, посвященная только позициям сварки.Вот краткий обзор.
Есть два типа сварных швов; угловые швы и швы с разделкой кромок. На самом деле существует гораздо больше двух, таких как электрозаклепка и точечная сварка, но вы не будете сталкиваться с этими типами очень часто, если только вы не работаете в производственном секторе.
- Угловой сварной шов — сварной шов, который соединяет вместе два металлических куска, расположенных перпендикулярно или под углом друг к другу.
- Сварной шов с разделкой кромкой — Этот сварной шов выполняется в отверстии между двумя металлическими пластинами.
Положения сварки обозначаются числами, за которыми следует буква «F» или «G», обозначающая угловой шов или шов с разделкой кромок.
Сварочные позиции следующие:
- 1 — Плоское положение
- 2 — Горизонтальное положение
- 3 — Вертикальное положение
- 4 — Верхняя позиция
Пример: Сварка 2G будет означать сварной шов с горизонтальной канавкой, а сварка 4F — угловой шов над головой.
Сварка труб — это почти всегда шов с разделкой кромок и четыре следующих положения.
- 1G — Плоская труба, труба не находится в фиксированном положении и может быть свернута.
- 2G — Труба находится в фиксированном вертикальном положении.
- 5G — Труба находится в фиксированном горизонтальном положении.
- 6G — труба находится под фиксированным углом 45 градусов.
Для каждой сертификации по сварке требуется определенная должность, но есть исключения.
Вот пример для AWS D1.1 сварочный код. Если вы тестируете сварной шов 1G и проходите успешно, вы сертифицированы для сварки только в (1) плоском положении НО , если вы тестируете в положениях 3G и 6G, вы автоматически получаете сертификат для сварки в ВСЕ ПОЛОЖЕНИЯ .
Испытания по сварке труб согласно разделу IX ASME аналогичны приведенному выше примеру. Если вы пройдете испытание на сварку в положении 6G, вы получите сертификат на сварку в положении ВСЕ ПОЛОЖЕНИЯ .
Толщина материала
Сертификаты действительны только для материалов различной толщины.
Пример: Если вы прошли тестовую сварку листа сертификации AWS D1.1 на листе толщиной 3/8 ″, вы получите сертификат только на сварку толщиной от 1/8 ″ до 3/4 ″.
Процесс сертификационных испытаний сварки и чего ожидать
Процесс получения сертификата сварщика довольно прост. Я разбил точные шаги, которые должны произойти, когда вы пройдете сертификационные испытания сварки. Имейте в виду, что каждый инспектор немного отличается, и процесс может немного измениться в зависимости от того, как ему нравится, что делается.
Вы будете под наблюдением сертифицированного инспектора по сварке на протяжении всего сертификационного испытания на сварку. Инспектор принесет с собой пластину или трубу, на которой вы проводите испытания. Убедитесь, что вы визуально проверяете пластину или трубу, которые вы будете сваривать, на предмет дефектов. Он должен быть чистым и идеально обработанным.
Далее вы подготовите стык к сварке. Если это сварной шов на пластине, вам, скорее всего, придется прикрепить к нему опорную пластину.Убедитесь, что пластина размещена идеально для кода! Если вы свариваете трубу, убедитесь, что стык абсолютно прямой и имеет необходимый зазор.
После того, как вы склеили пластину или трубу, вам нужно будет закрепить ее в нужном положении. После того, как образец закреплен на месте, его нельзя перемещать или регулировать НЕ до завершения испытания. Я настоятельно рекомендую вам очень хорошо закрепить образец на месте, вы не хотите, чтобы он двигался или падал, иначе вы сразу же вылетите на месте !!!
На этом этапе инспектор, скорее всего, проверит вашу установку.Он будет искать следующие вещи.
- Образец находится в правильном положении. Если вы проходите сертификационный тест на сварку труб 6G, это означает, что он должен быть под углом 45 градусов, а не 39 или 50 градусов. То же самое для любого положения: вертикальное — это вертикальное, а горизонтальное — это горизонтальное!
- Он также проверит, правильно ли вы закрепили и закрепили образец. Убедитесь, что вы сделали все, чтобы кодировать!
После того, как инспектор по сварке приказал вам продолжить, вы официально проходите тестирование и не можете регулировать или перемещать образец в любом случае.Инспектор будет либо периодически проверять вас, либо постоянно наблюдать за вами, либо полностью игнорировать вас. Я видел, как все три происходили, никогда не знаешь.
После того, как вы закончите сварку, инспектор проведет визуальную проверку вашего образца. Он будет искать следующее.
- Образец находится в исходном положении и не перемещался.
- Он также визуально осмотрит сварной шов на предмет дефектов, таких как пористость и подрезы.
После осмотра сварного шва он скажет вам, что вы можете удалить образец сварного шва, и он возьмет его с собой для тестирования.На этом вы закончили сертификационный тест на сварку. Образец будет доставлен в лабораторию для тестирования.
Как проверяется образец сварного шва
Существует несколько способов испытания образца сварного шва, но наиболее распространенным является разрушающий контроль. Некоторые сертификаты или работодатели могут также использовать неразрушающий контроль (неразрушающий контроль), например, рентген. Когда инспектор вернется в свою лабораторию, ваш тестовый образец будет подвергнут механической обработке и / или плоской шлифовке.
Методика разрушающих испытаний для сертификации сварки
После того, как сварной шов будет ровно отшлифован, они выберут участки образца для испытания, эти участки часто называют купонами.Для большинства сертификатов требуется два корневых изгиба и два торцевых изгиба.
На приведенной ниже диаграмме показано, откуда будут взяты образцы для испытаний сварных швов, они избегают участков, где образцы были скреплены прихватками. Купоны будут вырезаны из образца сварного шва, отполированы, а углы / края будут слегка закруглены, чтобы уменьшить напряжение в процессе гибки.
Острые углы и кромки несут напряжение и трескаются под сильным давлением. Вот почему у большинства конструкционных сталей края слегка закруглены.
После того, как купоны вырезаны и подготовлены, они сгибаются с помощью гидравлического пресса до 180-градусной U-образной формы.
Этот процесс будет повторяться до тех пор, пока все купоны не будут согнуты. Затем они будут визуально осмотрены на предмет каких-либо дефектов. К дефектам можно отнести следующее.
Каждый код сварки имеет допустимые допуски на дефекты. Если тестовый купон соответствует или ниже максимально разрешенных дефектов, вы пройдете сертификационный тест на сварку. Если какой-либо из сварочных образцов превышает максимальное количество дефектов, вы не пройдете сертификационный тест .
Неразрушающий контроль для сертификации сварки
Неразрушающий контроль намного проще, но он более тщательный, и малейшее несовершенство проявляется как больной палец. Существует четыре распространенных метода неразрушающего контроля.
- Радиографический контроль сварных швов — этот метод также известен как рентгеновский снимок и очень универсален, но не подходит для использования на угловых сварных швах.Дефекты проявляются на пленке, как сломанная кость.
- Контроль магнитных частиц — не такой тщательный, как радиографическое испытание сварных швов, но превосходно обнаруживает небольшие подрезы и дефекты поверхности, которые не видны невооруженным глазом.
- Контроль проницаемости жидкости — в этом испытании используется краситель, который наносится на поверхность сварного шва и выделяет любые дефекты.
- Ультразвуковой контроль — я считаю, что это самый тщательный метод неразрушающего контроля. На нем видны подповерхностные и поверхностные дефекты, которые не видны невооруженным глазом.
Заключение
Как видите, сертификаты сварки сильно различаются в зависимости от конкретных кодов сварки. Если вы новичок в области сварки, я настоятельно рекомендую получить все возможные сертификаты. Сварка — это не просто сварка, это искусство, требующее навыков, знаний и преданности делу.
Другие полезные ресурсы
Как сваривать титан — Советы и хитрости
Предупреждение: портал сварщика.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Титан считается экзотическим металлом из-за небольшого веса, хорошей прочности и коррозионной стойкости. Однако раньше считалось, что правильную сварку титана можно проводить только в герметичных камерах. Это химически активный металл, который может загрязняться атмосферными газами. Но сварка титана на самом деле не так сложна, как думают многие сварщики.Вам просто нужно обеспечить надлежащую газовую защиту во время сварки, остальное очень похоже на сварку других типов металлов.
Сварочные титановые насадки
Подготовка к сварке
Одним из наиболее важных факторов при определении качества титанового шва является правильная подготовка шва.
- Очистите поверхность титана от любых загрязнений и удалите масло, жир или грязь. Лучше всего использовать химические вещества, специально предназначенные для титана.Помните, что чем чище будет титан, тем прочнее будет сварной шов.
- Для удаления загрязнений можно использовать пароочиститель или разбавленный раствор гидроксида натрия.
- Используйте небольшой вентилятор с горячим воздухом, чтобы на поверхности не осталось влаги. Однако убедитесь, что вы не используете его с легковоспламеняющимися растворителями.
- Убедитесь, что все сварочные детали также чистые и сухие.
- Никогда не используйте для очистки титана чистящие средства на основе хлора.
- Даже ваши руки могут быть источником заражения. Но имейте в виду, что резиновые перчатки могут содержать хлор, поэтому выбирайте пластиковые или хлопковые перчатки.
- Перед зажиганием дуги убедитесь, что растворители, которые вы использовали для очистки поверхности, полностью испарились, так как обычно они имеют низкую температуру вспышки.
Сварка
После того, как вы очистили поверхность и сварочные материалы, следующее, что нужно учитывать, — это атмосфера. Как мы уже упоминали выше, титан подвержен загрязнению атмосферными газами.Поэтому при сварке необходимо использовать защитный газ. Предпочтительный выбор газа — чистый аргон.
При выборе аргона убедитесь, что он чист на 99,999%. Если он будет даже немного менее чистым, это может привести к желтому обесцвечиванию. Загрязненный газ также может привести к образованию пятен и синевы.
Перед использованием высокочастотного запуска дайте газу аргон течь в течение нескольких секунд. Если вы увидите однородный цвет, это означает, что экрана достаточно для равномерного покрытия.
Одним из существенных отличий сварки титана от других металлов является необходимость экранирования также и с обратной стороны сварного шва.Таким образом, всю область сварного шва, подверженную термическому воздействию, необходимо продуть аргоном.
Для сварки более мелких деталей можно использовать специальные гибкие кожухи, перчаточные боксы, заполненные аргоном. Если ваши детали не помещаются в эти гибкие корпуса, вы также можете использовать специальные камеры для продувочного газа из полиэтилена. С помощью монитора продувки вы можете проверить, достаточно ли в камере аргона.
Завершение работы
Не менее важно, как вы закончите сварку. Дайте защитному аргону течь до тех пор, пока титан не охладится до температуры ниже 500 градусов F.Любое обесцвечивание является хорошим признаком недостаточной защиты.
Большинству сварщиков требуется многолетний опыт сварки, прежде чем они почувствуют себя достаточно квалифицированными, чтобы попробовать процесс сварки TIG титана.
