Что такое припой и для чего он используется. Как правильно выбрать припой для разных задач. Какие виды припоев бывают и чем они отличаются. Как использовать припой для качественной пайки.
Что такое припой и для чего он нужен
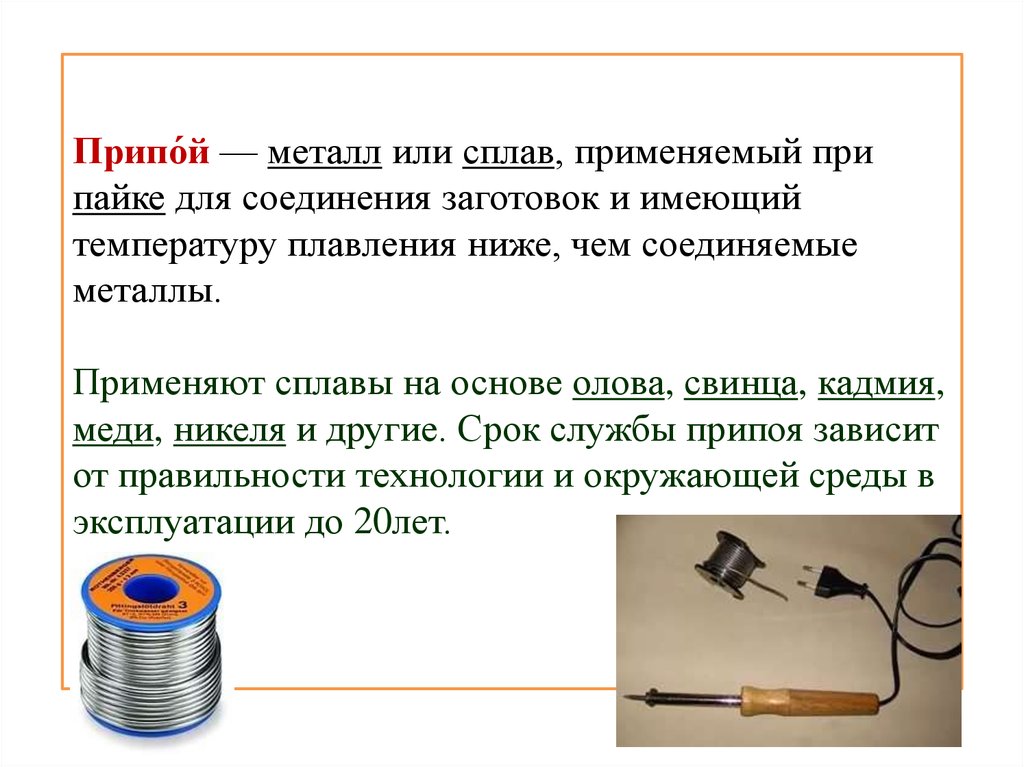
Припой — это металлический сплав, который используется для соединения металлических деталей или компонентов при пайке. Основная задача припоя — создать прочное электрическое и механическое соединение между паяемыми элементами.
Ключевые функции припоя:
- Образование металлической связи между соединяемыми деталями
- Заполнение зазоров между контактными поверхностями
- Обеспечение электропроводности соединения
- Герметизация места пайки
Припой выбирается в зависимости от материала соединяемых деталей и требований к прочности и электропроводности паяного соединения. Правильно подобранный припой гарантирует надежность и долговечность паяного узла.
Основные виды и характеристики припоев
Припои классифицируются по нескольким основным параметрам:
По температуре плавления:
- Легкоплавкие (мягкие) — до 450°C
- Среднеплавкие — 450-1100°C
- Тугоплавкие (твердые) — выше 1100°C
По основному компоненту:
- Оловянно-свинцовые (ПОС)
- Оловянные бессвинцовые
- Свинцовые
- Серебряные
- Медно-фосфорные
- Алюминиевые
По форме выпуска:
- Проволока
- Прутки
- Паста
- Лента
- Порошок
Выбор конкретного вида припоя зависит от материалов паяемых деталей, требуемой прочности соединения и условий эксплуатации изделия.
Как правильно выбрать припой для пайки
При выборе припоя для конкретной задачи пайки следует учитывать несколько ключевых факторов:
- Материал паяемых деталей — припой должен хорошо смачивать поверхности и образовывать прочное соединение
- Требуемая температура пайки — она не должна повредить компоненты
- Прочность и пластичность паяного шва
- Коррозионная стойкость в условиях эксплуатации
- Электропроводность соединения
- Токсичность припоя и его паров
Для радиомонтажных работ оптимальным выбором обычно являются оловянно-свинцовые припои марок ПОС-61 или ПОС-63. Они обеспечивают хорошую смачиваемость и прочное соединение при относительно низкой температуре плавления.

Особенности работы с различными видами припоев
Техника пайки может существенно отличаться в зависимости от типа используемого припоя:
Оловянно-свинцовые припои:
- Температура пайки 230-280°C
- Хорошо смачивают большинство металлов
- Требуют применения флюса
- Образуют прочные и пластичные соединения
Бессвинцовые припои:
- Более высокая температура плавления (около 320°C)
- Худшая смачиваемость поверхностей
- Требуют специальных активных флюсов
- Соединения менее пластичны
Серебросодержащие припои:
- Высокая прочность и электропроводность
- Повышенная коррозионная стойкость
- Более дорогие по сравнению с ПОС
При работе с любым припоем важно соблюдать температурный режим пайки и использовать подходящие флюсы для улучшения растекания припоя.
Техника безопасности при пайке
При работе с припоями необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты — очки, перчатки, респиратор
- Работать в хорошо проветриваемом помещении
- Не допускать попадания припоя и флюса на кожу и в глаза
- Не вдыхать пары припоя и флюса
- Соблюдать температурный режим пайки
- Не оставлять без присмотра включенный паяльник
- Хранить припои и флюсы в недоступном для детей месте
При соблюдении этих правил пайка будет безопасной и эффективной. В случае попадания припоя или флюса на кожу необходимо немедленно промыть пораженный участок большим количеством воды.

Пошаговая инструкция по пайке
Для выполнения качественной пайки рекомендуется придерживаться следующего алгоритма:
- Подготовка поверхностей — очистка от загрязнений и обезжиривание
- Нанесение флюса на место пайки
- Прогрев паяемых деталей до температуры плавления припоя
- Подача припоя в зону пайки
- Выдержка до полного растекания припоя
- Удаление остатков флюса
- Проверка качества паяного соединения
Важно соблюдать правильную последовательность действий и контролировать температуру пайки. Перегрев может привести к повреждению компонентов, а недостаточный прогрев — к образованию некачественного соединения.
Распространенные ошибки при пайке и способы их устранения
При выполнении пайки новички часто допускают типичные ошибки:
- Недостаточный прогрев места пайки
- Использование загрязненного или окисленного припоя
- Применение несоответствующего флюса
- Перегрев компонентов
- Образование «холодной пайки»
Чтобы избежать этих проблем, следует:
- Тщательно очищать и обезжиривать поверхности перед пайкой
- Использовать качественные припои и флюсы
- Контролировать температуру пайки
- Обеспечивать хороший тепловой контакт жала паяльника с деталями
- Визуально проверять качество паяного соединения
При обнаружении дефектов пайки необходимо выполнить перепайку с соблюдением всех технологических требований.

Заключение
Правильный выбор и применение припоя — ключевой фактор получения качественного и надежного паяного соединения. Соблюдение технологии пайки и мер безопасности позволяет добиться отличных результатов даже начинающим радиолюбителям. С приобретением опыта приходит понимание тонкостей работы с различными припоями и умение выполнять сложные монтажные операции.
Что такое припой, для чего он нужен и как его выбрать для качественной пайки
Рубрика: Все про пайку, О материалах и инструментах, Статьи обо всем
Опубликовано 06.04.2020 · Комментарии: 0 · На чтение: 5 мин · Просмотры:
Post Views: 1 336
Как надежно соединить две детали или две поверхности? Можно попробовать скрутку, но это долго и не эффективно. Можно применить сварку, но не будет возможности отсоединить детали друг от друга. А можно использовать пайку, после которой будет возможность снова расплавить припой, и отсоединить детали друг от друга. От качества припоя зависит надежность и долговечность контакта.
Содержание
Что такое припой
Припой – это смесь сплавов с помощью которых соединяются детали. Процесс соединения деталей припоем называется пайкой.
Хороший результат пайки – это чистый и блестящий контакт. Если у контакта есть трещины, то это результат холодной пайки. Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Для разных задач используются разные припои.
Общее разделение
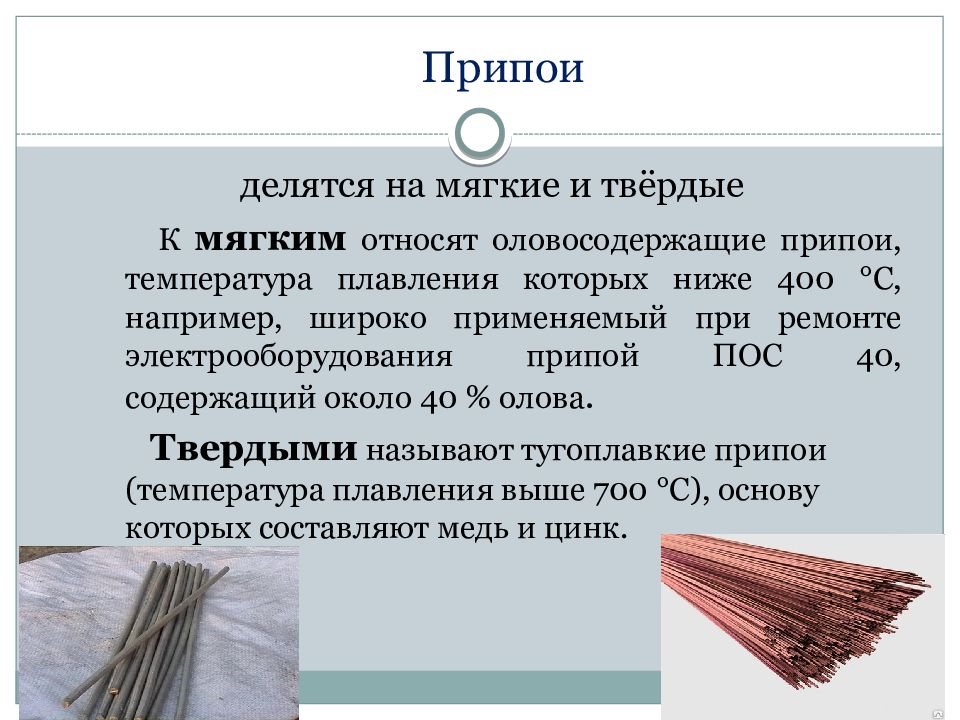
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы. Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
Твердые плавятся свыше 300 °C. Это прочные материалы с высоким пределом прочности по сравнению с мягкими.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Второй важный компонент пайки
Как и при выборе паяльного флюса, припой также виляет на результат, долговечность и надежность контакта.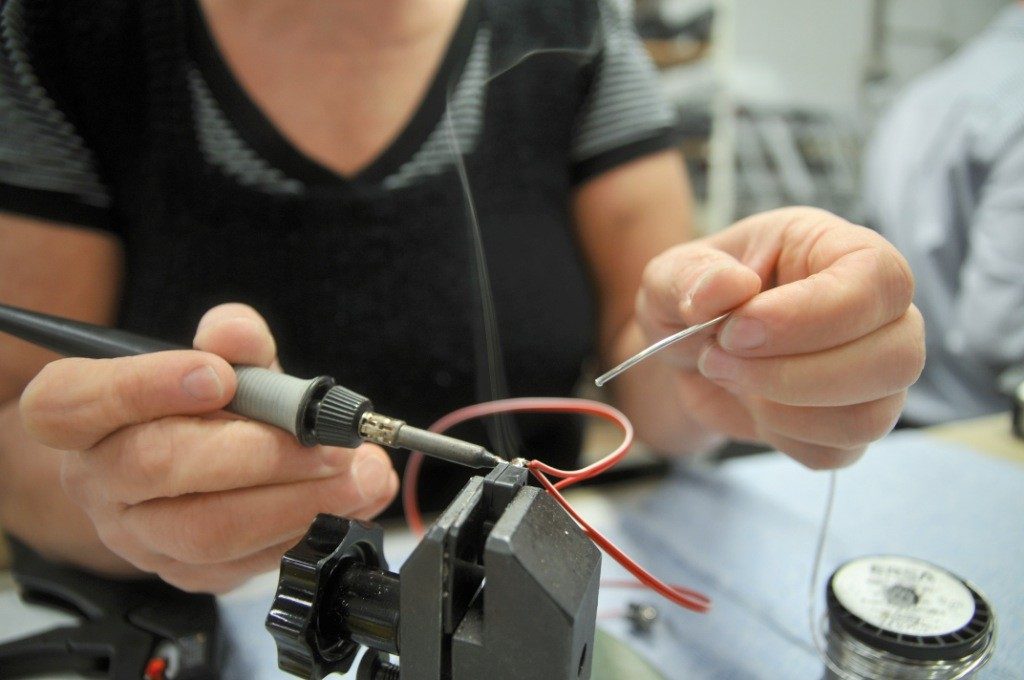
От чего зависит качество и почему это важно
Качество припоя зависит от количества примесей и шлаков. Если производитель нарушает технологию изготовления, то припой получается неудовлетворительного качества. Например, при производстве дешевого припоя, производитель может добавлять примеси для увеличения массы продукта. После пайки таким припоем на контакте остаются микротрещины, которые не смогли расплавиться с оловом. Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится. Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы. Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Процесс деградации контакта
Рассмотрим схематично несколько примеров.
Хороший контакт блестит и не имеет никаких трещин и разводов.
А если контакт плохо спаян или припой некачественный, на нем сразу же после пайки появляется небольшие разводы. На фото ниже показан припой с большим содержанием примесей.
На фото ниже показан припой с большим содержанием примесей.
Это микротрещины, которые со временем начинают окисляться, повышать сопротивление контакта.
По итогу контакт обрывается, образуются видимые трещины по всей поверхности.
Не всегда контакт с разводами означает признак плохой пайки или припоя. Если на контакте есть небольшие разводы, то это в пределах нормы. Другое дело, когда на всей поверхности контакта такие разводы.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
Припои выпускаются:
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки.
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда.
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Плавление припоя
Важно понимать, что во время пайки нужно соблюдать температурный режим. Если вы ставите температуры на паяльном оборудовании свыше плавления припоя, то он начнет частично испаряться и быстрее окисляться. Это ухудшит контакт и сам процесс пайки, поэтому соблюдайте температурный режим.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм.
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке. Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Если вы заказываете из интернет-магазинов, например Aliexpress, игнорируйте такие отзывы, как «получил, 5 баллов» и им подобные.
Читайте отзывы с обзорами и проверяете полученный товар.
Как удобно паять с прутками припоя
Еще один плюс в копилку припоев в виде прутков — это улучшение скорости пайки DIP контактов.
Достаточно установить деталь, закрепить плату, и приложить пруток припоя с небольшим запасом.
Нагреваем контакт, и припой расплавляется равномерно по контакту. Это можно сделать только с припоем, в составе которого есть флюс (канифоль).
Post Views: 1 336
Что такое припой ПОС и с чем его едят?
Припой это
Припой ПОС представляет собой сплав олова со свинцом. В некоторых марках припоя присутствуют добавки, такие как сурьма или медь. Сочетание/пропорции олова и свинца определяют его марку.
Припои для пайки и температура плавления
- Припой ПОС-30 – это сплав, в котором 30 % олова, а остаток – свинец
- Припой ПОС-40 – это сплав, в котором 40 % олова, остальное – свинец
- Припой ПОС-61 – это сплав с 60 % олова и 40 % свинца
И так далее. Существует несколько десятков видов припоев ПОС, выпускаемых в соответствии с ГОСТ 21931-76 и ГОСТ 21930-76.
#S[2047]#
Есть его конечно не следует, свинец – металл небезопасный. А вот применение припоев ПОС достаточно широкое. Это и электромонтажные работы, автомобильное производство, железнодорожное строительство, производство различных электрических устройств и изделий. Например трансформаторов или предохранителей.
Это и электромонтажные работы, автомобильное производство, железнодорожное строительство, производство различных электрических устройств и изделий. Например трансформаторов или предохранителей.
Для каждого применения существуют рекомендации по выбору марки припоя. ТД «Скала» является производителем припоев уже свыше десяти лет и может предложить вам большое количество марок припоев ПОС.
Виды, формы и марки припоя ПОС
Помимо различий в химическом составе, определяемым по цифре после аббревиатуры ПОС, припой различается по форме выпуска. Такой как :
- Припой ПОС в чушках
- Припой ПОС в проволоке
- Припой ПОС в трубке с канифолью (флюсом)
- Припой ПОС в прутке
В случае, если припой выпускается в виде трубки с канифолью, то в марке будет присутствовать буква «Т» с указанием диаметра трубки.
Диаметр пропоев
Припой Припой Т 2,0 ПОС 61
– это припой ПОС в виде трубки с флюсом диаметром 2 мм. Поставляется в бухте или катушке
Поставляется в бухте или катушке
Возможна другая маркировка. Например Припой ПОС-61-Т1 А это также припой ПОС-61, но в виде трубки диаметром 1 мм
Если вы встретили маркировку Припой ПОС-61 (проволока d-3 мм), то это припой ПОС-61 произведенный в виде проволоки диаметром 3 мм, без канифоли, поставляется в виде бухты.
Маркировка Припой ПОС-30 или Припой ПОС-30 ⌀8 означает одно и тоже. Это припой ПОС-30, поставляемый в виде прутка диаметром 8 мм.
Припой «А», для чего он нужен
Припой «А» — это оловянно-цинковый сплав, с обязательными легирующими добавками меди и алюминия. Применяется для облуживания алюминиевой оболочки кабеля перед нанесением припоя ПОС. Предварительная обработка поверхности кабеля припоем «А» резко увеличивает электрическую и механическую прочность паянного контакта. Однако нанесение припоя «А» требует большого внимания и навыка. Припой «А» является достаточно тугоплавким припоем и есть риск перегрева оболочки кабеля при неудачных попытках натереть ее припоем «А». Очень важно применять для этого качественную газовую горелку с регулировкой остроты пламени.
Очень важно применять для этого качественную газовую горелку с регулировкой остроты пламени.
Применение припоя пос-30 в кабельных муфтах
Припой ПОС-30 является важной составляющей кабельных муфт. Совместно с Припоем «А» он обеспечивает надежный электрический контакт проводника заземления с оболочкой кабеля. И конечно, для качественного паянного соединения в кабельных муфтах применяется паяльный жир. В силу особой зоны ответственности существуют требования к Припою ПОС-30 и «А» высокого качества. По требованию потребителя мы поставляем припой ПОС и «А», нормированный по весу. Разбег весов от 40 г до 200 г в одном изделии.
ТД «Скала» поставляет припой для производства кабельных муфт уже больше десятилетия и может предложить продукцию высокого качества и европейского уровня.
тематическая статья
Зачем нужна присоска для пайки и как ею пользоваться
Пайка — незаменимый навык при ремонте электроники, который часто включает замену неисправных компонентов печатной платы. Это делает распайку первым делом, предшествующим пайке. Для подавляющего большинства производителей припойный насос (или оловоотсос) является предпочтительным оружием для этой важной задачи.
Это делает распайку первым делом, предшествующим пайке. Для подавляющего большинства производителей припойный насос (или оловоотсос) является предпочтительным оружием для этой важной задачи.
Выяснение того, когда и как использовать припой, необходимо для практического ремонта электроники. Читайте дальше, чтобы узнать, как отпаивать компоненты от печатных плат с помощью этого инструмента.
Когда следует и не следует использовать присоску для припоя
Насосы для удаления припоя абсолютно бесполезны для печатных плат, изготовленных с использованием технологии поверхностного монтажа (SMT). Такие платы заполнены специализированными компонентами, известными как устройства для поверхностного монтажа (SMD), которые не имеют длинных выводов, торчащих из печатной платы. На самом деле, SMD либо вообще не имеют выводов, либо очень маленькие выводы на той же стороне печатной платы, что и компоненты. Такие компоненты можно надежно отпаять только с помощью ремонтных станций с горячим воздухом или специального пинцета для отпайки.
К счастью для таких производителей, как мы, подавляющее большинство самодельной электроники включает в себя печатные платы с компонентами, заполненными с использованием технологии металлизированных сквозных отверстий (PTH). Это знакомые компоненты с длинными выводами, торчащими через некомпонентную сторону печатной платы. В соответствии со своим названием выводы компонентов PTH проникают в печатную плату через медные трубки.
После пайки компоненты механически прикрепляются к печатной плате с помощью большого количества припоя. Всасывание расплавленного припоя из сквозных отверстий с помощью вакуума является идеальным способом отсоединения таких компонентов. При отсутствии вакуумного демонтажного пистолета лучше всего для этой работы подойдет скромная присоска для припоя.
Инструменты, необходимые для успешного отпайки
Присоска для припоя — это лишь один из многих инструментов, необходимых для самостоятельной отпайки печатной платы, состоящей из компонентов PTH. Кроме того, вам понадобится паяльник с регулируемой температурой для нагрева соединений. Качественный канифольный флюс абсолютно необходим для того, чтобы припой быстро плавился и вытекал достаточно свободно, чтобы его можно было всосать в устройство.
Кроме того, вам понадобится паяльник с регулируемой температурой для нагрева соединений. Качественный канифольный флюс абсолютно необходим для того, чтобы припой быстро плавился и вытекал достаточно свободно, чтобы его можно было всосать в устройство.
Это может показаться нелогичным, но неподатливые соединения можно легко выпаять, добавив свежий свинцовый припой (избегайте бессвинцового припоя). Наконец, для поддержания теплопроводности жала паяльника необходим какой-либо механизм очистки жала, например, влажная губка для пайки или латунный очиститель жала. Имея под рукой самое необходимое, давайте приступим к пониманию правильной техники демонтажа.
Как использовать присоску для отпайки компонентов
В идеале ваш верстак должен быть оборудован ковриком с защитой от электростатического разряда (электростатического разряда). Также рекомендуется использовать антистатические браслеты с надлежащим заземлением, чтобы предотвратить повреждение компонентов печатной платы электростатическим разрядом. Такое повреждение может быть незаметным сразу, но известно, что оно значительно сокращает срок службы электронных компонентов.
Такое повреждение может быть незаметным сразу, но известно, что оно значительно сокращает срок службы электронных компонентов.
При распайке выделяется значительное количество токсичных газов, поэтому убедитесь, что ваше рабочее место хорошо проветривается. Также рекомендуется использовать вытяжку дыма или, по крайней мере, установить настольный вентилятор, чтобы отводить от вас паяльные пары. Защита глаз обязательна для защиты от случайных капель припоя, разлетающихся вокруг при очистке наконечника.
Шаг 1: Добавьте флюс в соединение
Переверните печатную плату стороной, не содержащей компонентов. Теперь добавьте флюс в соединение, которое вы собираетесь распаивать. Для этой цели вы можете использовать что угодно, от кисточки (для полутвердого флюса) до шприца (для жидкого флюса), но мы считаем, что ручки-дозаторы флюса наиболее удобны.
Изображение предоставлено: Nachiket MhatreШаг 2: Подготовьте паяльник
Выберите правильное жало паяльника для работы. По сравнению с температурой жала форма и размер жала в большей степени влияют на тепловую эффективность паяльника. В разделе о качестве жала нашего руководства по покупке паяльника эта концепция рассматривается более подробно.
По сравнению с температурой жала форма и размер жала в большей степени влияют на тепловую эффективность паяльника. В разделе о качестве жала нашего руководства по покупке паяльника эта концепция рассматривается более подробно.
Наконечники долото или копыта идеально подходят для удаления припоя компонентов PTH в сочетании с насосом для удаления припоя. Эти формы наконечников создают оптимальную тепловую связь. Идеальный размер наконечника составляет примерно 60 процентов отпаиваемой контактной площадки. Это гарантирует, что пятно контакта не будет слишком большим или маленьким для работы.
Шаг 3: Установите правильную температуру
Доведите паяльник до нужной температуры. Это полностью зависит от типа припоя, используемого в соединении.
Кредиты изображений: Начикет Мхатре Если вы отпаиваете соединение на печатной плате от коммерческого устройства, проданного в течение последних 15 лет, в нем наверняка используется бессвинцовый припой. Такие соединения требуют, чтобы жало паяльника выдерживалось при температуре от 570 ° F (300 ° C) до 660 ° F (350 ° C). В самодельных печатных платах часто используется свинцовый припой, поэтому для них требуется только температура наконечника в диапазоне от 520 ° F (270 ° C) до 570 ° F (300 ° C).
В самодельных печатных платах часто используется свинцовый припой, поэтому для них требуется только температура наконечника в диапазоне от 520 ° F (270 ° C) до 570 ° F (300 ° C).
Шаг 4. Лудим утюг
Сейчас самое время залудить жало паяльника. Пока вы это делаете, заполните присоску для припоя, полностью нажав на поршень.
Изображение предоставлено: Nachiket MhatreШаг 5: Расплавьте припой
Удерживая руку на спусковом крючке, немедленно коснитесь кончиком насоса для отсасывания припоя с одной стороны соединения. Присоска для припоя должна быть слегка наклонена, как показано на фото.
Поднесите жало паяльника к стыку, который вы хотите отпаять, с противоположной стороны оловоотсоса. Припой должен расплавиться в течение двух секунд; то есть при условии, что форма, размер и температура наконечника идеальны.
Шаг 6. Всасывание припоя
В тот момент, когда припой расплавится, снимите жало паяльника, наклоните всасывающее устройство так, чтобы жало охватило соединение, и нажмите спусковой крючок. Эти три действия должны выполняться одним плавным движением.
Эти три действия должны выполняться одним плавным движением.
Помните, что общее время выдержки на стыке не должно превышать четырех секунд. В идеале каждое соединение должно быть распаяно в течение трех-четырех секунд с момента прикосновения к нему горячего жала паяльника.
Шаг 7: Отсоедините все выводы
Повторите этот процесс для всех выводов компонентов. Обязательно повторно лужите жало паяльника после каждой пары стыков. На этом этапе компонент должен легко отделиться от печатной платы.
Изображение предоставлено: Начикет МхатреПоздравляю. Вы успешно научились отпаивать компонент от печатной платы. Если вам нужно удалить остатки припоя с платы, ознакомьтесь с нашим руководством по извлечению фитиля из припоя.
Проблемы с распайкой? Вот как устранить неполадки с упорными суставами
В действительности бессвинцовые стыки недостаточно хорошо протекают, чтобы их можно было высосать ручным демонтажным насосом с первой попытки. Нередко вывод компонента остается сплавленным с медной трубкой в типичном соединении PTH. Это может включать значительное количество припоя или просто крошечную полоску, удерживающую вывод компонента на месте.
Это может включать значительное количество припоя или просто крошечную полоску, удерживающую вывод компонента на месте.
В любом случае, попытка силой снять компонент с платы может привести либо к отрыву контактных площадок от печатной платы, либо к повреждению самого компонента. Вот как бороться с неподатливыми суставами.
Вариант 1: Добавить припой
Следуя указаниям из нашего руководства по пайке, перепаяйте проблемное соединение. Добавление большего количества припоя в соединение, которое не отсоединяется, может показаться безумием, но дополнительный свинцовый припой позволяет демонтажному насосу максимизировать всасывание.
Повторяйте шаги с 5 по 7, пока соединение не будет успешно распаяно. Возможно, вам придется повторить этот процесс несколько раз для соединений бессвинцовой пайки. Каждая последующая попытка будет постепенно заменять упрямый бессвинцовый припой в соединении более качественным свинцовым припоем до тех пор, пока присоска не сможет успешно выполнять свою работу.
Вариант 2: более мощный утюг
Если у вас возникли трудности с плавлением припоя, убедитесь, что вы выполнили шаги 2 и 3. Скорее всего, виноваты неправильная форма, размер и температура наконечника.
Если это не так, еще раз проверьте схемы печатных плат, чтобы убедиться, что вы не пытаетесь нагреть компонент на заземляющем слое. Для таких соединений требуется мощный паяльник с большой номинальной мощностью. Точно так же более крупные компоненты (например, массивные объемные конденсаторы) также требуют более мощных паяльников.
Вариант 3: Попробуйте вытащить
Если один вывод компонента вызывает у вас затруднения, вы можете повторить вариант 1. За исключением того, что вместо использования присоски для припоя просто добавьте свежий припой в соединение и вытащите компонент, пока он горячий. наконечник удерживает припой.
Изображение предоставлено: Nachiket MhatreНе забывайте о ядерном варианте
Если ничего не помогает, использование пары кусачек заподлицо, чтобы отрезать выводы компонента от печатной платы, является самым надежным средством для удаления компонента с печатной платы. Вы, очевидно, не можете повторно использовать такие компоненты, но этот деструктивный подход работает, когда вы должны повторно использовать печатную плату любой ценой.
Вы, очевидно, не можете повторно использовать такие компоненты, но этот деструктивный подход работает, когда вы должны повторно использовать печатную плату любой ценой.
При правильном наборе инструментов и ноу-хау отпайка печатных плат с помощью присоски для припоя становится довольно простой задачей, как только вы освоите ее. Тем не менее, вакуумный демонтажный пистолет — лучший выбор для больших демонтажных работ, где важно успешное извлечение компонентов.
Пайка 101 — Кольца и вещи
Пайка (обычно произносится как пайка ) – это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.

Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Кольца и вещи имеют полная линейка расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете использовать твердый припой на них впоследствии. Когда вы нагреваете стерлинговый припой + мягкий припой до точки текучести твердого припоя , мягкий припой соединяется со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. ниже). Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. У нас есть следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. В дополнение к флюсу твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Золотые припои обычно используются только для изготовления золотых украшений, тогда как медные, латунные и бронзовые припои обычно используются для изготовления медных, латунных и бронзовых украшений соответственно. Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. Добавьте последние детали с помощью легкой пайки. Таким образом, припой, удерживающий первые элементы, не будет течь или двигаться во время сборки последующих деталей. У нас есть следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояНажмите на изображения ниже, чтобы получить советы, списки деталей и продукты для создания этих дизайнов.
Похожие записи
| ||||||||||||||||||
 Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя.
Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. 

 Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.
Металлисты обычно используют кислородно-пропановые или кислородно-ацетиленовые горелки с твердым припоем, но многие задачи пайки также можно выполнять с помощью бутановых горелок. Используйте бутановую горелку для пайки соединительных колец, создания штифтов со сферической головкой, изготовления нестандартных проволочных звеньев и цепей, создания небольших рамок, сплавления мелких металлических компонентов и т. д.  Каждый сорт плавится при разной температуре. Используется для пайки сложных деталей с большим количеством соединений. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром.
Каждый сорт плавится при разной температуре. Используется для пайки сложных деталей с большим количеством соединений. Для использования с стерлинговым серебром, стерлинговым серебром Argentium® и чистым серебром. 
 Плавится при 1250°F и течет при 1410°F. Обеспечивает превосходное соответствие цвета бронзовым рисункам.
Плавится при 1250°F и течет при 1410°F. Обеспечивает превосходное соответствие цвета бронзовым рисункам.