Как собрать контроллер ЧПУ самостоятельно. Какие компоненты потребуются для сборки контроллера. Как правильно подключить и настроить контроллер ЧПУ. Какое программное обеспечение использовать для управления самодельным контроллером ЧПУ.
Что такое контроллер ЧПУ и зачем он нужен
Контроллер ЧПУ (числового программного управления) — это устройство, которое управляет работой станка с ЧПУ. Основные функции контроллера:
- Интерпретация G-кода и преобразование его в команды для двигателей станка
- Управление шаговыми двигателями или сервоприводами осей станка
- Контроль скорости и ускорения перемещения осей
- Управление шпинделем
- Обработка сигналов с датчиков станка
Без контроллера ЧПУ невозможна автоматизированная работа станка по заданной программе. Поэтому сборка контроллера — важный этап в создании самодельного станка с ЧПУ.
Выбор компонентов для сборки контроллера ЧПУ
Для сборки простого контроллера ЧПУ своими руками потребуются следующие основные компоненты:
- Микроконтроллер (например, ATmega328P или STM32)
- Драйверы шаговых двигателей
- Источник питания
- Плата для монтажа компонентов
- Разъемы для подключения двигателей и датчиков
Выбор конкретных компонентов зависит от требуемой функциональности и бюджета. Для начинающих оптимально использовать готовые наборы для сборки контроллеров ЧПУ на основе Arduino или других популярных платформ.
Пошаговая инструкция по сборке контроллера ЧПУ
Рассмотрим основные этапы сборки простого контроллера ЧПУ на базе Arduino:
- Подготовьте все необходимые компоненты и инструменты
- Установите микроконтроллер Arduino на монтажную плату
- Подключите драйверы шаговых двигателей к Arduino согласно схеме
- Подключите разъемы для двигателей и концевых датчиков
- Подключите источник питания к драйверам и Arduino
- Проверьте все соединения на отсутствие замыканий
- Загрузите прошивку в Arduino (например, GRBL)
- Настройте параметры прошивки под ваш станок
После сборки необходимо тщательно проверить работу контроллера перед подключением к станку.
Настройка программного обеспечения для управления контроллером
Для управления самодельным контроллером ЧПУ можно использовать различное программное обеспечение:
- Universal G-code Sender — простая бесплатная программа для отправки G-кода
- bCNC — продвинутая программа с визуализацией обработки
- Mach3/Mach4 — профессиональное ПО для управления станками с ЧПУ
Выбор ПО зависит от сложности станка и требований к функциональности. Для начала рекомендуется использовать Universal G-code Sender из-за простоты настройки.
Подключение и тестирование контроллера ЧПУ
После сборки и настройки ПО необходимо подключить контроллер к станку и выполнить тестирование:
- Подключите двигатели осей к соответствующим разъемам контроллера
- Подключите концевые датчики (если используются)
- Соедините контроллер с компьютером через USB
- Запустите программу управления и установите соединение с контроллером
- Выполните базовые команды перемещения осей для проверки работы
- Настройте ограничения перемещений и другие параметры станка
Внимательно следите за работой станка во время первых тестов. При появлении нештатных ситуаций немедленно остановите тестирование.

Типичные проблемы при сборке контроллера ЧПУ и их решение
При самостоятельной сборке контроллера ЧПУ могут возникнуть следующие проблемы:
- Двигатели не вращаются или вращаются рывками — проверьте подключение и настройки драйверов
- Ошибки позиционирования — откалибруйте шаги на миллиметр для каждой оси
- Потеря связи с компьютером — проверьте USB-кабель и настройки порта
- Перегрев компонентов — обеспечьте достаточное охлаждение контроллера
Большинство проблем решается проверкой соединений и корректировкой настроек программного обеспечения. При возникновении сложностей обратитесь за помощью на форумы по ЧПУ.
Дополнительные возможности самодельного контроллера ЧПУ
Базовый контроллер ЧПУ можно дополнить различными функциями:
- Подключение пульта управления с LCD дисплеем
- Добавление датчика высоты инструмента
- Управление частотой вращения шпинделя
- Подключение системы охлаждения
- Интеграция с системой технического зрения
Расширение функциональности позволит создать более универсальный и удобный в работе станок с ЧПУ. Однако усложнение конструкции потребует более глубоких знаний электроники и программирования.
схема, сборка своими руками, виды
Вопрос-ОтветУ умельцев, которые пытаются сами собрать программируемый станок, часто возникает проблема: как выбрать для него контроллер управления шаговыми двигателями. Понятно, что их интересует схема этого устройства.
Среди большого разнообразия контроллеров, пользователи ищут для самостоятельной сборки те схемы, которые будут приемлемы и наиболее эффективны. Применяются и одноканальные устройства и многоканальные: 3-х и 4-х осевой контроллеры.
Варианты устройств
Многоканальные контроллеры ШД (шаговых двигателей) при типоразмерах 42 или 57 мм используется в случае небольшого рабочего поля станка – до 1 м. Когда собирают станок большего рабочего поля – свыше 1м, нужен типоразмер 86 мм. Управлять ним можно, пользуясь одноканальным драйвером (ток управления, превышающий 4,2 А).
Управлять станком с числовым программным управлением, в частности, фрезерным настольным можно контроллером, созданным на базе специализированных микросхем –драйверов, предназначенных к применению для ШД до 3А. Контроллер ЧПУ станка управляется спецпрограммой. Ее устанавливают на ПК, имеющий частоту процессора свыше 1GHz, а объем памяти 1 Гб). При меньшем объеме, систему оптимизируют.
ОБРАТИТЕ ВНИМАНИЕ! Если сравнивать с ноутбуком, то в случае подключения стационарного компьютера – лучшие результаты, да и обходится он дешевле.
Подключая контроллер к компьютеру, используют USB или разъем параллельного порта LPT. Если этих портов нет, то пользуются платами-расширителями или контроллерами-преобразователями.

Экскурс в историю
Вехи техпрогресса схематически можно обозначить так:
- У первого контроллера на микросхеме был условно назван «синей платой». У этого варианта есть недостатки и схема требовала доработки. Главное достоинство – есть разъем, к нему и подключали пульт управления.
- Вслед за синим, появился контроллер, называемый «красной платой». В нём уже использовались быстрые (высокочастотные) оптроны, реле шпинделя на 10А, развязка по питанию (гальваническая) и разъем, куда бы подключались драйверы четвертой оси.
- Применялось также еще одно подобное устройство с красной маркировкой, но более упрощенное. При его помощи можно было управлять небольшим станком настольного типа – из числа 3-осевых.
- Следующим в линейке техпрогресса стал контроллер с гальванической развязкой по питанию, быстрыми оптронами и особыми конденсаторами, имеющий алюминиевый корпус, который обеспечивал защиту от пыли. Вместо реле управления, которое включало бы шпиндель, в конструкции было два выхода и возможность, чтобы подключить реле или ШИМ (широтно-импульсная модуляция) управление скоростью вращения.
- Сейчас же для изготовления самодельного фрезерно-гравировального станка, имеющего ШД, есть варианты – 4-х осевой контроллер, драйвер ШД от Allegro, одноканальный драйвер для станка, имеющего большое рабочее поле.
ВАЖНО! Не стоит перегружать ШД, применяя крупную фрезу агрегата и большую скорость.

Контроллер из подручных материалов
Большинство умельцев предпочитают управление через LPT порт для большинства программ управления любительского уровня. Вместо применения комплекта спецмикросхем для этой цели, кое-кто строит контроллер из подручных материалов – полевых транзисторов из сгоревших материнских плат (при напряжении свыше 30 вольт и током больше 2 ампер).
А поскольку создавался станок для нарезания пенопласта, в качестве ограничителя тока изобретатель использовал автомобильные лампы накаливания, а ШД снимали со старых принтеров или сканеров. Такой контроллер устанавливали без изменений в схеме.
Чтобы сделать простейший станок ЧПУ своими руками, разбирая сканер, помимо ШД, извлекается и микросхема ULN2003, и два стальные прутки, они пойдут на тестовый портал. К тому же понадобятся:
- Коробка из картона (из нее смонтируют корпус устройства). Возможен вариант с текстолитом или фанерным листом, но картон резать легче; куски древесины;
- инструменты – в виде кусачек, ножниц, отверток; клеевой пистолет и паяльные принадлежности;
- вариант платы, которая подходит на самодельный ЧПУ станок;
- разъем для LPT порта;
- гнездо в форме цилиндра для обустройства блока питания;
- элементы соединения – стержни с резьбой, гайки, шайбы и шурупы;
- программа для TurboCNC.
Сборка самодельного устройства
Приступив к работе над самодельным контроллером для чпу, первый шаг – аккуратно припаять микросхему на макетную плату с двумя шинами электропитания. Дальше последует соединение вывода ULN2003 и коннектора LPT. Далее оставшиеся выводы подключаем по схеме. Нулевой вывод (25-ый параллельного порта) соединяется с отрицательным на шине питания платы.
Затем ШД соединяют с устройством управления, а гнездо для электропитания – с соответствующей шиной. Для надёжности соединений проводов выполняют их фиксацию термоклеем.
Не составит труда подключение Turbo CNC. Программа эффективна с MS-DOS, совместима и с Windows, но в этом случае возможны некоторые ошибки и сбои.

Настроив программу на работу с контроллером, можно изготовить тестовую ось. Последовательность действий по подключению станков такова:
- В отверстия, просверленные на одном уровне в трех деревянных брусках, вставляют прутки из стали и закрепляют шурупами небольшого размера.
- ШД соединяют со вторым бруском, надевая его на свободные концы прутов и прикручивают, применяя шурупы.
- Через третье отверстие продевается ходовой винт и ставится гайка. Винт, вставленный в отверстие второго бруска, завинчивают до упора, чтобы он, пройдя через эти отверстия, вышел на вал двигателя.
- Далее предстоит соединение стержня с валом двигателя отрезком шланга из резины и проволочным зажимом.
- Для крепления ходовой гайки нужны дополнительные винты.
- Сделанная подставка также крепится к второму бруску при помощи шурупов. Горизонтальный уровень регулируется дополнительными винтами и гайками.
- Обычно вместе с контроллерами подключаются и двигатели и тестируются на предмет правильного соединения. Далее следует проверка масштабирования ЧПУ, прогонка тестовой программы.
- Остается сделать корпус устройства и это будет завершающим этапом работы тех, кто созидает самодельные станки.

Программируя работу 3-осевого станка, в настройках по первым двум осям – без перемен. А вот при программировании первых 4-х фаз третьей – вводятся изменения.
Внимание! Используя упрощенную схему контроллера ATMega32 (Приложение 1), в отдельных случаях можно столкнуться с некорректной обработкой оси Z – режим полушага. А вот в полной версии его платы (Приложение 2), токи осей регулируются внешним аппаратным ШИМом.
Заключение
В контроллерах, собранных ЧПУ станков – широкий спектр использования: в плоттерах, небольших фрезерах, работающих с древесиной и пластиковыми деталями, граверах по стали, миниатюрных сверлильных станках.
Устройства с осевым функционалом используют также в графопостроителях, на них можно рисовать и изготовлять печатные платы. Так что усилия, затраченные на сборку мастерами-умельцами, в будущем контроллере обязательно окупятся.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Советы по сборке контроллеров для ЧПУ станков
Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:
- Многоканальные. Сюда входят 3 и 4-осевые контроллеры для шаговых двигателей.
- Одноканальные.
Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае – 42, либо 57 миллиметров. Это отличный вариант для самостоятельной сборки ЧПУ станков, у которых рабочее поле имеет размер до 1 метра.
Если же самостоятельно собирается станок на микроконтроллере с полем более чем в 1 метр – надо использовать двигатели, выпускающиеся в типоразмерах до 86 миллиметров. В данном случае рекомендуется организовывать управление мощными одноканальными драйверами, с током управления от 4,2 А и выше.
Контроллеры со специальными микросхемами-драйверами получили широкое распространение в случае необходимости организовать контроль работы станков с фрезерами настольного типа. Оптимальным вариантом будет микросхема, обозначаемая как TB6560 или A3977. У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги. Токи обмотки могут быть установлены программным способом. При микроконтроллерах добиться результата просто.
![]()
Управление
Контроллером легко управлять, используя специализированное программное оборудование, установленное на ПК. Главное, чтобы у самого компьютера память была минимум 1 ГБ, а процессор – не менее 1 GHz.
Можно использовать ноутбуки, но стационарные компьютеры в этом плане дают лучшие результаты. И обходятся гораздо дешевле. Компьютер можно использовать для решения других задач, когда станки не требуют управления. Хорошо, если есть возможность оптимизировать систему перед началом работы.
Параллельный порт LPT – вот какая деталь помогает организовать подключение. Если контроллер имеет порт USB, то используется разъем соответствующей формы. При этом выпускается все больше и больше компьютеров, у которых параллельный порт отсутствует.
Изготовление самого простого варианта сканера
Одно из самых простых решений для самодельного создания ЧПУ станка – использование деталей от другого оборудования, снабженного шаровыми двигателями. Функцию отлично выполняют старые принтеры.
Берем следующие детали, извлеченные из прежних приборов:
- Сама микросхема.
- Шаговый двигатель.
- Пара стальных прутков.
При создании корпуса контроллера надо взять и старую картонную коробку. Допустимо использовать коробки из фанеры или текстолита, исходный материал не имеет значения. Но картон проще всего обработать, используя обычные ножницы.
Список инструментов будет выглядеть следующим образом:
- Паяльник вместе, дополненный принадлежностями.
- Пистолет с клеем.
- Ножничный инструмент.
- Кусачки.

Наконец, изготовление контроллера потребует следующих дополнительных деталей:
- Разъем с проводом, для организации удобного подключения.
- Цилиндрическое гнездо. Такие конструкции отвечают за питание устройства.
- Ходовыми винтами служат стержни, имеющие определенную резьбу.
- Гайка с подходящими для ходового винта размерами.
- Шурупы, шайбы, древесина в форме кусков.
Начинаем работу по созданию самодельного станка
Шаговый двигатель вместе с платой должны быть извлечены из старых устройств. У сканера достаточно снять стекло, а затем – вывернуть несколько болтов. Снимать потребуется и стальные стержни, используемые в дальнейшем, создавая тестовый портал.
Микросхема управления ULN2003 станет одним из главных элементов. Возможно отдельное приобретение деталей, если в сканере используются другие разновидности микросхем. В случае наличия нужного устройства на плате его аккуратно выпаиваем. Порядок действий при сборке контроллера для ЧПУ на Atmega8 16au своими руками выглядит следующим образом:
- Сначала разогреваем олово, используя паяльник.
- Удаление верхнего слоя потребует использования отсоса.
- Одним концом отвертку устанавливаем под микросхему.
- Жало паяльника должно касаться каждого вывода микросхемы. Если это условие соблюдается, на инструмент можно нажимать.

Далее микросхема припаивается на плату, тоже с максимальной аккуратностью. Для первых пробных шагов можно использовать макеты. Используем вариант с двумя шинами электропитания. Одна из них соединяется с положительным выводом, а другая – с отрицательным.
На следующем этапе идет соединение вывода у второго коннектора параллельного порта с выводом в самой микросхеме. Выводы у коннектора и микросхемы должны быть соединены соответствующим образом.
Нулевой вывод присоединяется к отрицательной шине.
Один из последних этапов – припайка шагового двигателя к устройству управления.
Хорошо, если есть возможность изучить документацию от производителя устройств. Если нет, то придется самостоятельно искать подходящее решение.
Провода рекомендуется припаивать так, чтобы потом их можно было легко соединить с зажимами-крокодилами. Клеммы с винтовыми соединениями – подходящие для решения задачи решения. Как и любые другие подобные детали.
Провода соединяются с выводами. Наконец, один из них соединяется с положительной шиной.
Шины и гнезда электропитания нужно соединить.
Термоклей из пистолета поможет закрепить детали, чтобы они не откалывались.

Используем Turbo CNC – программу для управления
ПО Turbo CNC точно будет работать с микроконтроллером, который использует микросхему ULN2003.
- Используем специализированный сайт, откуда можно скачать программное оборудование.
- Любой пользователь разберется в том, как провести установку.
- Именно данная программа лучше всего работает под MS-DOS. В режиме совместимости на Windows могут появляться некоторые ошибки.
- Но, с другой стороны, это позволит собрать компьютер с определенными характеристиками, совместимыми именно с данным программным обеспечением.
Рекомендации по настройкам
- После первого запуска программы появится специальный экран.
- Надо нажать пробел. Так пользователь оказывается в главном меню.
- Нажимаем F1, а потом выбираем пункт Configure.
- Далее надо нажать пункт «number of Axis». Используем клавишу Enter.
- Остается только ввести количество соей, которые планируется использовать. В данном случае у нас один мотор, потому и нажимаем на цифру 1.
- Для продолжения используем Enter. Нам снова понадобится клавиша F1, после ее применения в меню Configure выбираем Configure Axis. Затем – два раза нажимаем пробел.
Drive Type – вот какая вкладка нам нужна, до нее доходим многочисленными нажиманиями Tab. Стрелка вниз помогает дойти до пункта Type. Нам нужна ячейка, которая носит название Scale. Далее определяем, сколько шагов двигатель совершает только за время одного оборота. Для этого достаточно знать номер детали. Тогда легко будет понять, на сколько градусов он поворачивается всего за один шаг. Далее число градусов делится на один шаг. Так мы вычисляем количество шагов.

Остальные настройки можно оставить в первоначальном виде. Число, получившееся в ячейке Scale, просто копируется в такую же ячейку, но на другом компьютере. Значение 20 должно быть присвоено ячейке Acceleration. По умолчанию в этой области стоит значение 2000, но оно слишком большое для собираемой системы. Начальный уровень – 20, а максимальный – 175. Далее остается нажимать TAB, пока пользователь не доходит до пункта Last Phase. Здесь нужно поставить цифру 4. Далее жмем Tab, пока не дойдем до ряда из иксов, первого в списке. Первые четыре строчки должны содержать следующие позиции:
1000XXXXXXXX
0100XXXXXXXX
0010XXXXXXXX
0001XXXXXXXX
В остальных ячейках не нужно проводить никаких изменений. Просто выбираем ОК. Все, программа настроена для работы с компьютером, самими исполнительными устройствами.
Постарался написать только те моменты, которые лично мне показались важными.
Ссылка на исходники контроллера и настроенную оболочку Eclipse+gcc и пр. лежат там же, где ролик:
Регулярно сталкиваясь, с необходимостью сделать ту или иную мелкую «штучку» сложной формы, первоначально задумался о 3D принтере. И даже начал его делать. Но почитал форумы и оценив скорость работы 3D принтера, качество и точность результата, процент брака и конструкционные свойства термопластмассы, понял, то это не более чем игрушка.
Заказ на комплектующие из Китая пришел за месяц. И уже через 2 недели станок работал с управлением от LinuxCNC. Собирал из всякой фигни, что была под рукой, поскольку хотелось побыстрее (профиль + шпильки). Собирался потом переделать, но, как оказалось, станок получился достаточно жесткий, и гайки на шпильках не пришлось подтягивать ни разу. Так что конструкция осталась без изменений.
Начальная эксплуатация станка показала что:
- Использовать в качестве шпинделя бормашинку “china noname” на 220V не лучшая идея. Перегревается и жутко громко работает. Боковой люфт фрезы (подшипников?) ощущается руками.
- Бормашинка Proxon работает тихо. Люфт не ощутим. Но перегревается и выключатся через 5 минут.
- Компьютер, взятый на время, с LPT двунаправленным портом — не удобен. Взят на время (найти PCI-LPT оказалось проблемой). Занимает место. И вообще..
После первоначальной эксплуатации заказал шпиндель с водяным охлаждением и решил сделать контроллер для автономной работы на самом дешевом варианте STM32F103, продаваемом в комплекте с 320×240 LCD экраном.
Почему народ до сих пор упорно мучает 8-и разрядные ATMega для относительно сложных задач, да еще через Arduino для меня загадка. Наверное любят трудности.
Разработка контроллера
Программу создавал после вдумчивого просмотра исходников LinuxCNC и gbrl. Однако ни те, ни те исходники расчета траектории не взял. Захотелось попробовать написать модуль расчета без использования float. Исключительно на 32-х разрядной арифметике.
Результат меня устраивает для всех режимов эксплуатации и прошивку не трогал уже давно.
Скорость максимальная, подобранная экспериментально: X:2000мм/мин Y:1600 Z:700 (1600 step/mm. режим 1/8).
Но ограничена не ресурсами контроллера. Просто выше уже мерзкий звук пропуска шагов даже прямых участках по воздуху. Бюджетная китайская плата управления шаговиками на TB6560 не самый лучший вариант.
Фактически скорость по дереву (бук, 5мм заглубления,d=1мм фреза, шаг 0.15мм) больше 1200 мм не ставлю. Возрастает вероятность поломки фрезы.
В результате получился контроллер со следующим функционалом:
- Подключение к внешнему компу как стандартное usb mass storage device (FAT16 на SD карте). Работа с файлами стандартного формата G-code
- Удаление файлов через пользовательский интерфейс контроллера.
- Просмотр траектории по выбранному файлу (насколько позволяет экран 640×320) и расчет времени выполнения. Фактически эмуляция выполнения с суммированием времени.
- Просмотр содержимого файлов в тестовом виде.
- Режим ручного управления с клавиатуры (перемещение и выставления «0»).
- Запуск выполнения задания по выбранному файлу (G-code).
- Приостанов/продолжить выполнение. (иногда полезно).
- Аварийный программный стоп.
Контроллер подключатся к плате управления шаговиками через тот же разъем LPT. Т.е. он выполняет роль управляющего компьютера с LinuxCNC/Mach4 и взаимозаменяем с ним.
После творческих экспериментов по вырезанию собственноручно нарисованных рельефов на дереве, и экспериментов с настройками ускорений в программе, захотел дополнительно еще и энкодеры на осях. Как раз на e-bay нашел относительно дешевые оптически экодеры (1/512), шаг деления которых для моих ШВП был 5/512= 0.0098мм.
Кстати, использование оптических энкодеров высокого разрешения, без аппаратной схемы работы с ними (в STM32 она есть) – бессмысленно. Ни обработка по прерыванию, ни, тем более, программный опрос никогда не справятся с «дребезгом» (это говорю для любителей ATMega).
В первую очередь, я хотел для следующих задач:
- Ручное позиционирование на столе с высокой точностью.
- Контроль пропуска шагов с контролем отклонение траектории от расчетной.
Однако, нашел им еще одно применение, пусть и в довольно узкой задаче.
Заметил, что при вырезании рельефа, при задании ускорения по Z больше определенной величины, ось Z начинает медленно, но уверенно ползти вниз. Но, время вырезания рельефа при этом ускорении на 20% меньше. По окончанию вырезания рельефа 17×20 см с шагом 0.1мм фреза может уйти вниз на 1-2 мм от расчетной траектории.
Анализ ситуации в динамике по энкодерам, показал, что при подъеме фрезы иногда теряется 1-2 шага.
Простой алгоритм коррекции шагов с использованием энкодера дает отклонение не более 0.03 мм и позволяет уменьшить время обработки на 20%. А даже 0.1 мм выступ на дереве заметить сложно.
Идеальным вариантом для хоббийных целей посчитал настольный вариант с полем чуть больше чем A4. И до сих пор мне этого хватает.
Подвижный стол
Для меня до сих пор остается загадкой, почему все выбирают для настольных станков конструкцию с подвижным порталом. Единственное её преимущество – возможность обработать по частям очень длинную доску или, если приходится регулярно обрабатывать материал вес которого больше веса портала.
За все время эксплуатации ни разу не было необходимость выпилить по частям рельеф на 3-х метровой доске или сделать гравировку на каменной плите.
Подвижный стол обладает следующими преимуществами для настольных станков:
- Конструкция проще и, в общем случае, конструкция более жесткая.
- На неподвижный портал навешиваются все потроха (блоки питания, платы и пр.) и станок получается компактнее и удобнее для переноски.
- Масса стола и куска типичного материала для обработки существенно ниже чем масса портала и шпинделя.
- Практически исчезает проблема с кабелями и шлангами водяного охлаждения шпинделя.
Шпиндель
Хотел бы заметить, что данный станок не для силовой обработки. ЧПУ станок для силовой обработки проще всего сделать на базе обычного фрезерного станка.
На мой взгляд, станок для силовой обработки металла и станок с высоко оборотистым шпинделем для обработки дерева/пластмасс — это совершенно разные типы оборудования.
Создать в домашних условия универсальный станок как минимум не имеет смысла.
Выбор шпинделя для станка с данным типом ШВП и направляющими с линейными подшипниками однозначен. Это высоко оборотистый шпиндель.
Для типичного высоко оборотистого шпинделя (20000 об/мин) фрезеровка цветных металлов (про сталь даже речи не идет) – это экстремальный режим для шпинделя. Ну, разве что очень надо и тогда съем по 0.3 мм за проход с поливом ОЖ.
Шпиндель для станка рекомендовал бы с водяным охлаждением. С ним слышно во время работы только «пение» шаговых двигателей и бульканье аквариумного насоса в контуре охлаждения.
В первую очередь у меня ушла проблема корпусов. Любой формы корпус фрезеруется из «оргстекла» и по идеально по гладким срезам склеивается растворителем.
Стеклотекстолит отказался универсальным материалом. Точность станка позволяет вырезать посадочное место под подшипник, в которое он холодный зайдет, как положено с легким натягом, а после уже не вытащить. Шестерни из текстолита отлично вырезаются с честным эвольвентным профилем.
Обработка дерева (рельефы и пр.) – широкий простор для реализации своих творческих порывов или, как минимум, для реализации чужих порывов (готовые модели).
Вот только ювелирку не пробовал. Негде опоки прокаливать/плавить/лить. Хотя брусок ювелирного воска ждет своего часа.
Контроллер для станка легко сможет собрать и домашний мастер. Задать нужные параметры не сложно, достаточно учесть несколько нюансов.
Советы по сборке контроллеров для ЧПУ станков
Без правильного выбора контроллера для станка не удастся собрать сам контроллер для ЧПУ на Atmega8 16au своими руками. Эти устройства делятся на две разновидности:
- Многоканальные. Сюда входят 3 и 4-осевые контроллеры для шаговых двигателей.
- Одноканальные.
Небольшие шаровые двигатели наиболее эффективно управляются многоканальными контроллерами. Стандартные типоразмеры в данном случае – 42, либо 57 миллиметров. Это отличный вариант для самостоятельной сборки ЧПУ станков, у которых рабочее поле имеет размер до 1 метра.
Если же самостоятельно собирается станок на микроконтроллере с полем более чем в 1 метр – надо использовать двигатели, выпускающиеся в типоразмерах до 86 миллиметров. В данном случае рекомендуется организовывать управление мощными одноканальными драйверами, с током управления от 4,2 А и выше.
Контроллеры со специальными микросхемами-драйверами получили широкое распространение в случае необходимости организовать контроль работы станков с фрезерами настольного типа. Оптимальным вариантом будет микросхема, обозначаемая как TB6560 или A3977. У этого изделия внутри есть контроллер, способствующий формированию правильной синусоиды для режимов, поддерживающих разные полушаги. Токи обмотки могут быть установлены программным способом. При микроконтроллерах добиться результата просто.
Управление
Контроллером легко управлять, используя специализированное программное оборудование, установленное на ПК. Главное, чтобы у самого компьютера память была минимум 1 ГБ, а процессор – не менее 1 GHz.
Можно использовать ноутбуки, но стационарные компьютеры в этом плане дают лучшие результаты. И обходятся гораздо дешевле. Компьютер можно использовать для решения других задач, когда станки не требуют управления. Хорошо, если есть возможность оптимизировать систему перед началом работы.
Параллельный порт LPT – вот какая деталь помогает организовать подключение. Если контроллер имеет порт USB, то используется разъем соответствующей формы. При этом выпускается все больше и больше компьютеров, у которых параллельный порт отсутствует.
Изготовление самого простого варианта сканера
Одно из самых простых решений для самодельного создания ЧПУ станка – использование деталей от другого оборудования, снабженного шаровыми двигателями. Функцию отлично выполняют старые принтеры.
Берем следующие детали, извлеченные из прежних приборов:
- Сама микросхема.
- Шаговый двигатель.
- Пара стальных прутков.
При создании корпуса контроллера надо взять и старую картонную коробку. Допустимо использовать коробки из фанеры или текстолита, исходный материал не имеет значения. Но картон проще всего обработать, используя обычные ножницы.
Список инструментов будет выглядеть следующим образом:
- Паяльник вместе, дополненный принадлежностями.
- Пистолет с клеем.
- Ножничный инструмент.
- Кусачки.
Наконец, изготовление контроллера потребует следующих дополнительных деталей:
- Разъем с проводом, для организации удобного подключения.
- Цилиндрическое гнездо. Такие конструкции отвечают за питание устройства.
- Ходовыми винтами служат стержни, имеющие определенную резьбу.
- Гайка с подходящими для ходового винта размерами.
- Шурупы, шайбы, древесина в форме кусков.
Начинаем работу по созданию самодельного станка
Шаговый двигатель вместе с платой должны быть извлечены из старых устройств. У сканера достаточно снять стекло, а затем – вывернуть несколько болтов. Снимать потребуется и стальные стержни, используемые в дальнейшем, создавая тестовый портал.
Микросхема управления ULN2003 станет одним из главных элементов. Возможно отдельное приобретение деталей, если в сканере используются другие разновидности микросхем. В случае наличия нужного устройства на плате его аккуратно выпаиваем. Порядок действий при сборке контроллера для ЧПУ на Atmega8 16au своими руками выглядит следующим образом:
- Сначала разогреваем олово, используя паяльник.
- Удаление верхнего слоя потребует использования отсоса.
- Одним концом отвертку устанавливаем под микросхему.
- Жало паяльника должно касаться каждого вывода микросхемы. Если это условие соблюдается, на инструмент можно нажимать.
Далее микросхема припаивается на плату, тоже с максимальной аккуратностью. Для первых пробных шагов можно использовать макеты. Используем вариант с двумя шинами электропитания. Одна из них соединяется с положительным выводом, а другая – с отрицательным.
На следующем этапе идет соединение вывода у второго коннектора параллельного порта с выводом в самой микросхеме. Выводы у коннектора и микросхемы должны быть соединены соответствующим образом.
Нулевой вывод присоединяется к отрицательной шине.
Один из последних этапов – припайка шагового двигателя к устройству управления.
Хорошо, если есть возможность изучить документацию от производителя устройств. Если нет, то придется самостоятельно искать подходящее решение.
Провода рекомендуется припаивать так, чтобы потом их можно было легко соединить с зажимами-крокодилами. Клеммы с винтовыми соединениями – подходящие для решения задачи решения. Как и любые другие подобные детали.
Провода соединяются с выводами. Наконец, один из них соединяется с положительной шиной.
Шины и гнезда электропитания нужно соединить.
Термоклей из пистолета поможет закрепить детали, чтобы они не откалывались.

Используем Turbo CNC – программу для управления
ПО Turbo CNC точно будет работать с микроконтроллером, который использует микросхему ULN2003.
- Используем специализированный сайт, откуда можно скачать программное оборудование.
- Любой пользователь разберется в том, как провести установку.
- Именно данная программа лучше всего работает под MS-DOS. В режиме совместимости на Windows могут появляться некоторые ошибки.
- Но, с другой стороны, это позволит собрать компьютер с определенными характеристиками, совместимыми именно с данным программным обеспечением.
Рекомендации по настройкам
- После первого запуска программы появится специальный экран.
- Надо нажать пробел. Так пользователь оказывается в главном меню.
- Нажимаем F1, а потом выбираем пункт Configure.
- Далее надо нажать пункт «number of Axis». Используем клавишу Enter.
- Остается только ввести количество соей, которые планируется использовать. В данном случае у нас один мотор, потому и нажимаем на цифру 1.
- Для продолжения используем Enter. Нам снова понадобится клавиша F1, после ее применения в меню Configure выбираем Configure Axis. Затем – два раза нажимаем пробел.
Drive Type – вот какая вкладка нам нужна, до нее доходим многочисленными нажиманиями Tab. Стрелка вниз помогает дойти до пункта Type. Нам нужна ячейка, которая носит название Scale. Далее определяем, сколько шагов двигатель совершает только за время одного оборота. Для этого достаточно знать номер детали. Тогда легко будет понять, на сколько градусов он поворачивается всего за один шаг. Далее число градусов делится на один шаг. Так мы вычисляем количество шагов.

Остальные настройки можно оставить в первоначальном виде. Число, получившееся в ячейке Scale, просто копируется в такую же ячейку, но на другом компьютере. Значение 20 должно быть присвоено ячейке Acceleration. По умолчанию в этой области стоит значение 2000, но оно слишком большое для собираемой системы. Начальный уровень – 20, а максимальный – 175. Далее остается нажимать TAB, пока пользователь не доходит до пункта Last Phase. Здесь нужно поставить цифру 4. Далее жмем Tab, пока не дойдем до ряда из иксов, первого в списке. Первые четыре строчки должны содержать следующие позиции:
1000XXXXXXXX
0100XXXXXXXX
0010XXXXXXXX
0001XXXXXXXX
В остальных ячейках не нужно проводить никаких изменений. Просто выбираем ОК. Все, программа настроена для работы с компьютером, самими исполнительными устройствами.
 Загрузка…
Загрузка… 
Всем доброго времени суток! А вот и я с новой частью своего рассказа о ЧПУ — станке. Когда начинал писать статью даже не думал, что она получится настолько объемной. Когда написал про электронику станка посмотрел и испугался – лист А4 исписан с двух сторон, а ещё очень и очень много чего нужно рассказать.
В итоге получилось этакое руководство по созданию станка ЧПУ, рабочего станка, с ноля. Будет три части статьи об одном станке: 1-электронная начинка, 2-механика станка, 3-все тонкости настройки электроники, самого станка, и программы управления станком.
В общем попытаюсь объединить в одном материале всё полезное и необходимое каждому начинающему в этом интересном деле, то что сам прочел на разных интернет-ресурсах и пропустил через себя.
Содержание / Contents
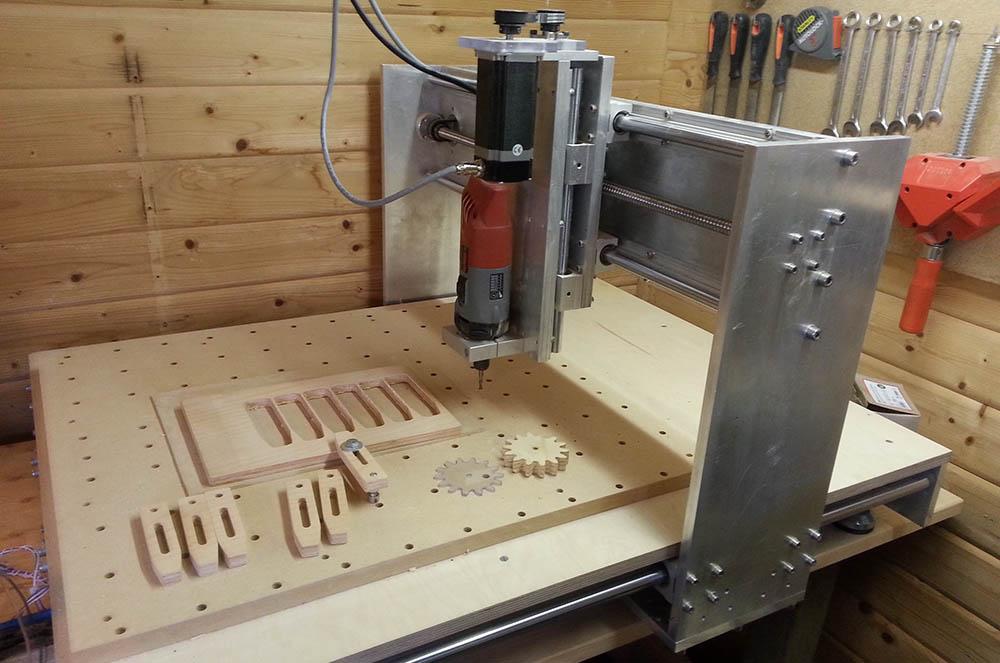
Кстати, в той статье я забыл показать фотографии изготовленных поделок. Исправляю это. Пенопластовый медведь и фанерное растение. После того, как собрал свой маленький станочек без существенных затрат сил, времени и средств, меня всерьез заинтересовала эта тема. Посмотрел на ютубе, если не все, то почти все ролики, связанные с любительскими станками. Особенно впечатлили фотографии изделий, которые люди делают на своих «home CNC». Посмотрел и принял решение – буду собирать свой большой станок! Вот так на волне эмоций, хорошо всё не обдумал погрузился в новый и неизведанный для себя мир CNC.
После того, как собрал свой маленький станочек без существенных затрат сил, времени и средств, меня всерьез заинтересовала эта тема. Посмотрел на ютубе, если не все, то почти все ролики, связанные с любительскими станками. Особенно впечатлили фотографии изделий, которые люди делают на своих «home CNC». Посмотрел и принял решение – буду собирать свой большой станок! Вот так на волне эмоций, хорошо всё не обдумал погрузился в новый и неизведанный для себя мир CNC. Не знал с чего начать. Первым делом заказал нормальный шаговый двигатель Vexta на 12 кг/см, между прочим с гордой надписью «made in Japan».

Пока тот ехал через всю Россию, сидел вечерами на разных ЧПУ-шных форумах и пытался определиться в выборе контроллера STEP/DIR и драйвера шаговых двигателей. Рассматривал три варианта: на микросхеме L298, на полевиках, либо же купить готовый китайский TB6560 о котором были очень противоречивые отзывы.

У одних он работал без проблем продолжительное время, у других сгорал при малейшей ошибки пользователя. Кто-то даже писал, что у него сгорел, когда тот немножко провернул вал двигателя, подключенного в это время к контроллеру. Наверное факт ненадежности китайца и сыграл в пользу выбора схемы L297+IRFZ44 активно обсуждаемой на форуме. Схема наверное и в самом деле неубиваемая т.к. полевики драйвера по амперам в несколько раз превышают то, что нужно подавать на моторы. Пусть и самому паять надо (это же только в плюс), и по стоимости деталей выходило чуть больше, чем китайский контроллер, зато надежно, что важнее.
Немного отступлю от темы. Когда всё это делалось, даже не возникло мысли, что когда-нибудь буду об этом писать. Поэтому нет фотографий процесса сборки механики и электроники, только несколько фоток, сделанных на камеру мобильника. Всё остальное щелкал специально для статьи, в уже собранном виде.
Начну с блока питания. Планировал сделать импульсный, провозился с ним наверное неделю, но так и не смог победить возбуд, который шел непонятно откуда. Мотаю транс на 12в – всё ОК, мотаю на 30-полная неразбериха. Пришел к выводу, что какая-то бяка лезет по обратной связи с 30в на TL494 и сносит ей башню. Так и забросил этот импульсник, благо было несколько ТС-180 один из которых пошел служить родине в качестве транса питания. Да и что ни говори, а кусок железа и меди будет надежнее кучки рассыпухи. Трансформатор перемотал на нужные напряжения, а нужно было +30в на питание моторчиков, +15в на питание IR2104, +5в на L297, и вентилятор. На двигатели можно подавать 10, а можно и 70, главное не превышать по току, но, если сделать меньше – снижаются максимальные обороты и сила, а вот больше не позволял трансформатор т.к. нужно было 6-7А. Напряжения 5 и 15в застабилизировал, 30 оставил «плавающими» на усмотрение нашей электросети.
Всё это время ежевечернее сидел за компьютером и читал, читал, читал. Настройка контроллера, выбор программ: какой рисовать, какой управлять станком, как изготовить механику и тд. и тп. В общем, чем больше читал, тем страшнее становилось, и всё чаще возникал вопрос «нафига мне это надо?!». Но отступать было поздно, двигатель на столе, детали где-то в пути – надо продолжать.
Пришло время паять плату. Имеющиеся в интернете мне не подошли по трем причинам:
1 — В магазине, котором заказывал детали не оказалось IR2104 в DIP корпусах, и мне прислали 8-SOICN. На плату они припаиваются с другой стороны, перевернутые, и соответственно нужно было зеркалить дорожки, а их (IR2104) 12 штук.

2 — Резисторы и конденсаторы также взял в SMD корпусах для уменьшения количества отверстий, которые нужно было сверлить.
3 — Имеющийся у меня радиатор был меньшего размера и крайние транзисторы были вне его площади. Нужно было смещать полевики на одной плате вправо, а на другой влево, поэтому изготовил два вида платы.
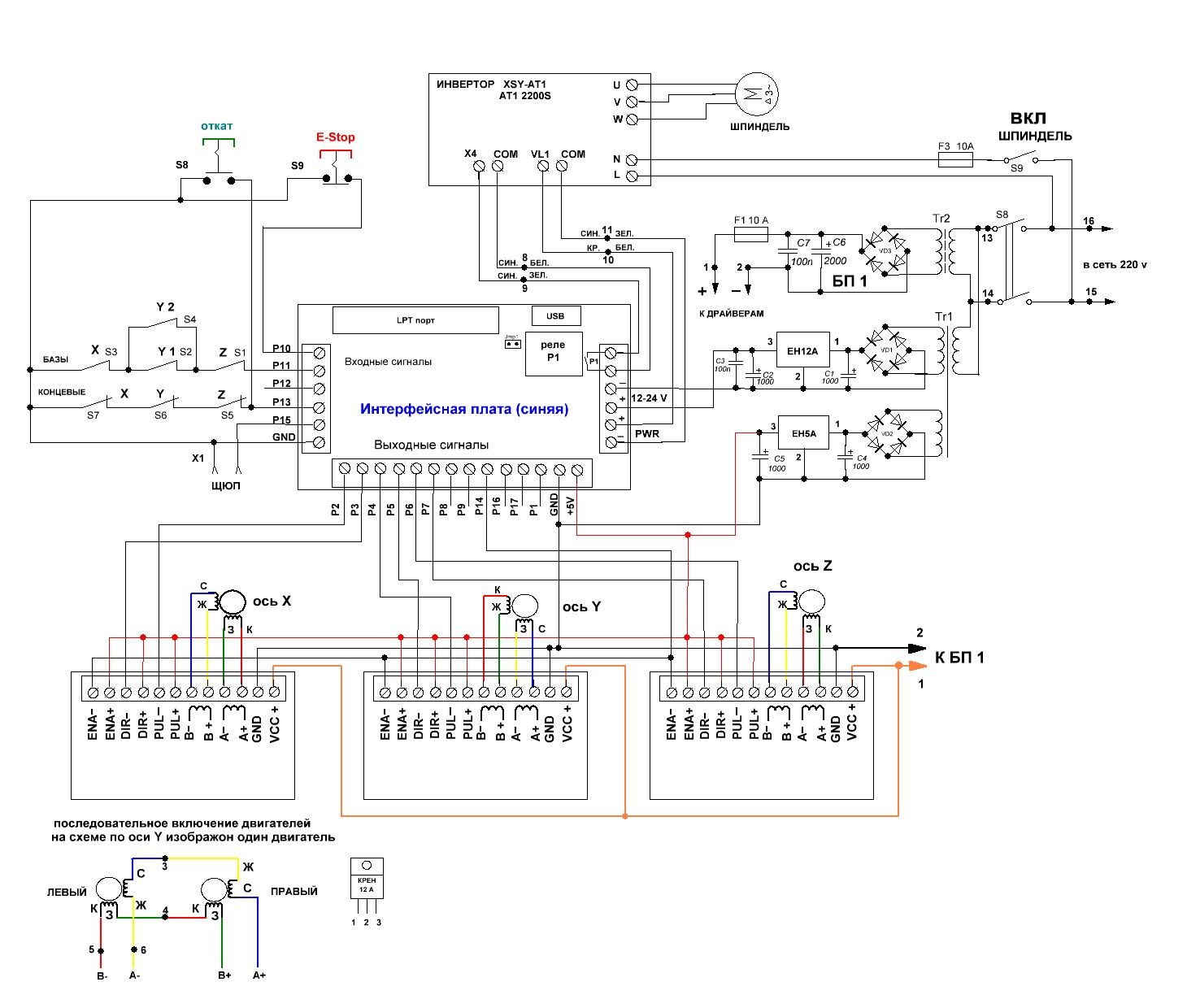
Для безопасности LPT порта, контроллер и компьютер соединил через плату опторазвязки. Схему и печатку взял на одном известном сайте, но опять же пришлось немного переделать её под себя и убрать лишние детали.

Одна сторона платы питается через USB порт, другая, подключенная к контроллеру — от источника +5в. Сигналы передаются через оптроны. Все подробности о настройке контроллера и развязки напишу в третьей главе, здесь же упомяну только основные моменты. Данная плата развязки предназначена для безопасного подключения контроллера шагового двигателя к LPT порту компьютера. Полностью электрически изолирует порт компьютера от электроники станка, и позволяет управлять 4-х осевым ЧПУ станком. Если станок имеет только три оси, как в нашем случае, ненужные детали можно оставить висеть в воздухе, либо вообще их не впаивать. Имеется возможность подключения концевых датчиков, кнопки принудительной остановки, реле включения шпинделя и другого устройства, например пылесоса.

Это было фото платы опторазвязки взятое из интернета, а вот так выглядит мой огород после установки в корпус. Две платы и куча проводов. Но вроде бы наводок никаких нет, и всё работает без ошибок.

Первая плата контроллера готова, всё проверил и пошагово протестировал, как в инструкции. Подстроечником выставил небольшой ток (это возможно благодаря наличию ШИМ), и подключил питание (двигателей) через цепочку лампочек 12+24в, чтобы было «ничё, если чё». У меня же полевики стоят без радиатора.
Двигатель зашипел. Хорошая новость, значит ШИМ работает как надо. Нажимаю клавишу и он крутится! Забыл упомянуть, что этот контроллер предназначен для управления биполярным шаговым двигателем т.е. тем, у которого подключаются 4 провода. Игрался с режимами шаг/полушаг, током. В режиме полушаг двигатель ведёт себя стабильнее и развивает большие обороты + увеличивается точность. Так и оставил перемычку в «полушаге». С максимальным безопасным для двигателя током при напряжении примерно 30в получилось раскрутить двигатель до 2500 об/мин! Моему первому станку без ШИМ такое и не снилось. ))
Следующие два мотора заказал помощнее, Nema на 18кг/с, но уже «made in China».

По качеству они уступают Vexta, всё-таки Китай и Япония разные вещи. Когда вращаешь вал рукой у японца это происходит как-то мягко, а от китайцев ощущение другое, но на работе это пока что никак не сказалось. Замечаний к ним нет.
Спаял две оставшиеся платы, проверил через «светодиодный симулятор шагового двигателя», вроде бы всё хорошо. Подключаю один мотор – работает отлично, но уже не 2500 оборотов, а около 3000! По уже отработанной схеме подключаю третий мотор к третей плате, крутится пару секунд и встал… Смотрю осциллом – на одном выводе импульсов нет. Прозваниваю плату – одна из IR2104 пробита.
Ну ладно, может бракованная попалась, читал что часто такое бывает с этой микрухой. Впаиваю новую (брал с запасом 2 штуки), та же ерунда – пару секунд крутит и STOP! Тут я поднапрягся, и давай проверять полевики. Кстати, в моей плате установлены IRF530 (100В/17А) против IRFZ44 (50В/49А), как в оригинале. На мотор будет идти максимум 3А, так что запаса в 14А хватит с избытком, а вот разница в цене почти в 2 раза в пользу 530-ых.
Так вот, проверяю полевики и что я вижу…не припаял одну ножку! И на выход этой «ирки» полетели все 30В с полевика. Припаял ножку, ещё раз внимательно всё осмотрел, ставлю ещё одну IR2104, сам волнуюсь – это же последняя. Включил и был очень счастлив, когда двигатель не остановится после двух секунд работы. Режимы оставил такие: двигатель Vexta – 1,5А, двигатель NEMA 2,5А. При таком токе достигаются обороты примерно 2000, но лучше ограничить их программно во избежании пропуска шагов, и температура двигателей при длительной работе не превышает безопасную для моторов. Трансформатор питания справляется без проблем, ведь обычно одновременно крутятся только 2 мотора, но радиатору желательно дополнительное воздушное охлаждение.
Теперь про установку полевиков на радиатор, а их 24 штуки, если кто не заметил. В этом варианте платы они расположены лежа, т.е. радиатор просто на них ложится и чем-либо притягивается.

Конечно, желательно положить сплошной кусок слюды для изоляции радиатора от транзисторов, но у меня его не было. Выход нашел такой. Т.к. у половины транзисторов корпус идёт на плюс питания их можно крепить без изоляции, просто на термопасту. А под оставшиеся я положил кусочки слюды, оставшиеся от советских транзисторов. Радиатор и плату просверлил в трех местах насквозь и стянул болтиками. Одну большую плату я получил путем спаивания трех отдельных плат по краям, при этом для прочности впаял по периметру медный провод 1мм. Всю электронную начинку и блок питания разместил на каком–то железном шасси, даже не знаю от чего.
Боковые и верхнюю крышку вырезал из фанеры, и сверху поставил вентилятор.

В лицевой панели просверлил отверстия под многочисленные светодиоды индикации режимов работы.

Для быстро подключения/отключения двигателей и блока управления использовал разъёмы из прошлого тысячелетия. И контакт хороший и нужный ток держат без каких-либо последствий для себя.

Для того, чтобы не запутаться где какой индикатор и тумблер, нарисовал, приклеил такую бумажку, пропущенную через ламинатор.

Электронная часть закончилась. Следующая глава полностью посвящена железякам. До встречи!
Все материалы найдены в свободном доступе на просторах Сети. У каждой схемы есть автор и не хочется никого обидеть — на авторство никак не претендую.
Ниже чертежи платы развязки и самого контроллера, подстроенные под себя.
▼ Файловый сервис недоступен. Зарегистрируйтесь или авторизуйтесь на сайте.
Спасибо за внимание! Продолжение следует.
Камрад, рассмотри датагорские рекомендации

Виктор (alchedat)
с. Алчедат, Кемеровская обл.
О себе автор ничего не сообщил.
Хочу начать с истории, которая началась в конце 2015 года. Встретившись тогда с другом, он предложил мне сделать фрезерный чпу-станок для раскройки фанеры и пластика. Недолго подумав, я сказал ему, что для вырезания различных слов, рамочек и прочего станок не окупит себя и станет убыточным, на что он мне ответил «придумай что-нибудь»…
Так как в основе проекта был положен интерес я, конечно же, взялся за него. Но все бы ничего, но на предложенный проект не было денег, да и свободного времени тоже. Тогда, исходя из задач, возложенных на станок, было спроектировано следующее:
В итоге на весь станок выделили 20 т.р. Рабочее поле — 550х950 мм. В качестве управления выбрал китайскую синюю плату на драйверах TB6560 на 4 оси, в комплект еще входит 4 двигателя, блок питания, диск с ПО и провод для подключения к ПК, на тот момент она обошлась мне в 14 с копейками т.р.
Так как планировалось сделать что-то вроде конструктора, и не прибегая к фрезерным, расточным, шлифовальным работам, вся конструкция изготовлялась из конструкционной листовой стали толщиной 8мм, раскроенной на лазерным ЧПУ станке. Но без токарной обработки не обошлось, так как надо точить подшипниковые опоры, втулки скольжения, обтачивать концы винтов и в этом помогла наша дочерняя фирма. И вообще то, что касается металлообработки в России, я постарался, высказать свои мысли в блоге, чтобы здесь не флудить.
Подшипниковая опора.
В итоге раскрой всех деталей к станку из металлического листа вышло в 1,5т.р., еще 2т.р. отдал за токарную обработку, остальное потратилось на крепеж, подшипники и прочие невспомненные мной моменты.
Далее хотелось бы продемонстрировать несколько видео о процессе сборки и работы станка, а также фото того, что пробовал вырезать я.
И еще один момент: в качестве шпинделя решил использовать обыкновенную дрель, ввиду невысокой скорости работы станка.
Попробовали выжигать
По итогам сборки наладки и проверки можно сказать, что станок оказался работоспособным, но достаточно «жидким», но это и так было понятно по закладываемому бюджету. И свои задачи он выполнял отлично… Станок был собран к концу февраля и окупился у друга до лета, после чего он успешно его продал за 30 т.р. Продал по причине – надоело, пропал интерес, и нежелание работать.
Я, возможно, что-то упустил и не описал, надеюсь, что на видео найдётся вся отсутствующая здесь информация. В другом же случае оставляйте комментарии.
Как собрать станок с ЧПУ своими руками

В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
- Заключение и рекомендации
Как сделать самодельный станок с ЧПУ
Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.

Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
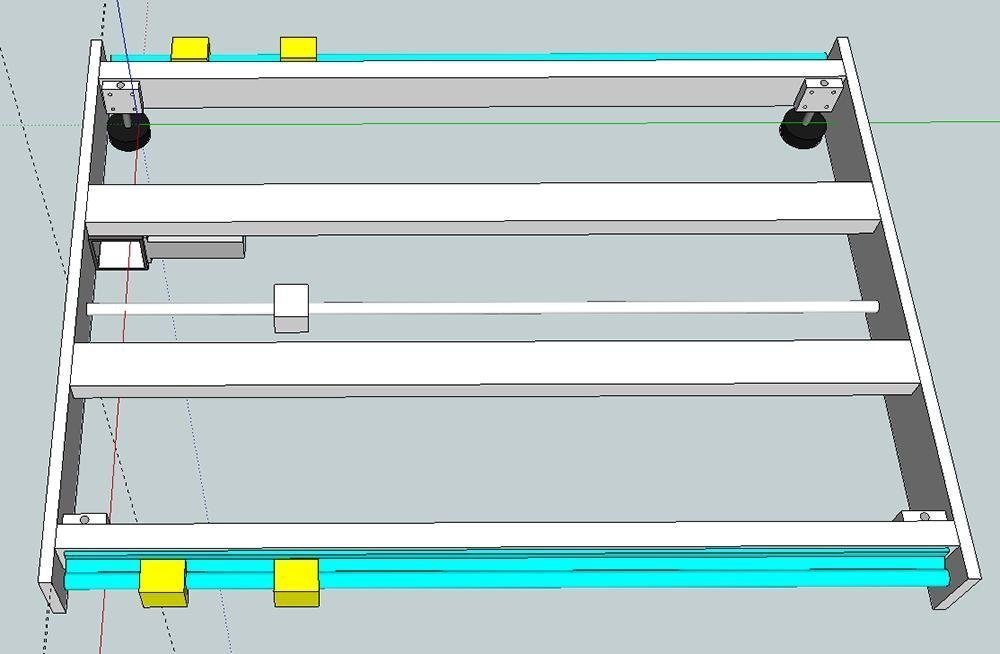
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
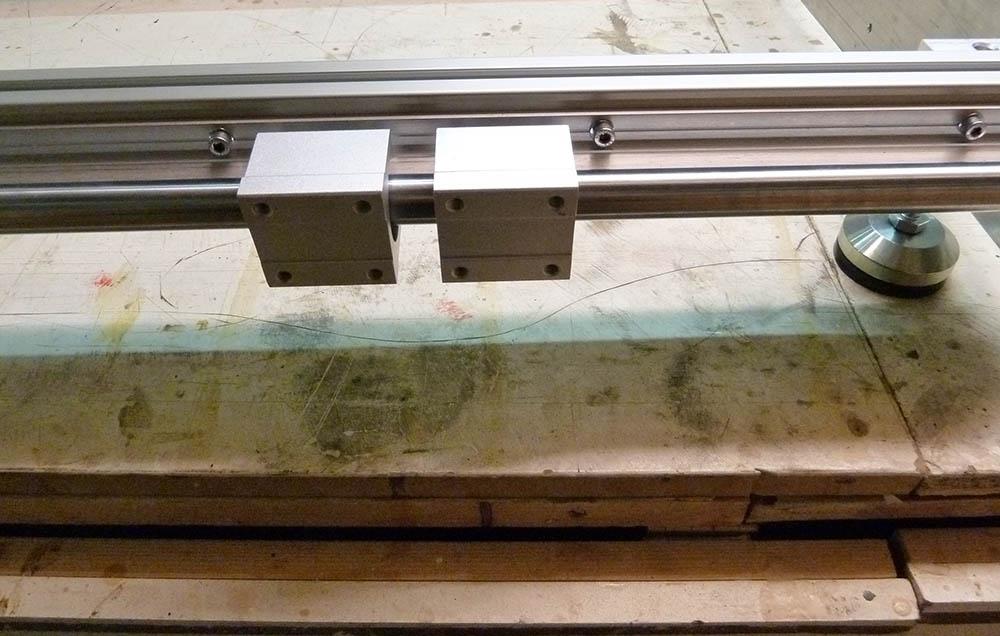
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach4
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.
4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть порт
90000 Build Your CNC — CNC, CNC Router, CNC Router Kits, CNC Machine Kits, Laser Machines, CNC Machine Tools, and CNC Cutting 90001 90002 Design Your CNC 90003 90004 Machine Base: greenBull v2 Fabricator Pro 90005 90004 Machine Features: 90005 90004 CNC Cutting Area: 90005 90004 Bed Angle: 90005 90004 Purchase Options: Plans Plans and Hardware Kit of Parts Assembled Machine 90005 Purchase Plans for 90014 0,000.00 90015 Contact Sales for Academic Pricing 90004 What’s Included in the 90017 Plans 90018 option: 90005 90004 90017 CNC plans option 90018 includes a large set of 24 «x36» plans which includes the BOM (Bill of Materials) for the complete machine, all of the structural components that will need to be cut out or fabricated, and a full set of detailed instructions for assemblling the machine. The instructions will also include detailed wiring schema with suggested wiring through the machine.Domestic shipping is free for this option. 90005 90004 90017 CNC Plans and hardware option 90018 includes the large plans set, motion electronincs (motors, drivers, power supplies, and controller / interface), hardware to fasten all of the components together, a water cooled spindle with VFD and all of the necessary mechanical components (rails, bearing blocks, lead screws, bearings, etc.). This option does not include the structual components or wire / cable.The plans include the measurements and cut sheets for the structural components. Shipping cost will be provided when parts are ready to be shipped. 90005 90004 90017 CNC Kit option 90018 includes the plans, hardware, electonics, wire, cable, tubing, water cooling components, mechanical components, water cooled spindle, and the structural components. All you need to do is assembl the machine, or find someone in your area that can assemble the machine (We are building a list of individuals to help assemble in your area).Shipping cost will be provided when parts are ready to be shipped. 90005 90004 90017 Assembled Option 90018 includes the complete CNC Router and / or Laser is assembled. The fully assembled machine will be delivered via freight or for pick up. The customer is responsible for the freight charges. We use FreightQuote.com (domestic) and iContainers.com (international) to determine logistics and shipping cost. Freight cost will be provided when the machine is ready to be shipped.90005 .90000 Software, Drivers, & Boards [Complete DIY Guide] 90001 90002 90003 90004 90002 The CNC Controller or CNC Control is the package of electronics and software that take input either from g-code or the cnc control panel and converts it to the signals the CNC machine’s motors need to move the CNC axes. 90004 90002 The controller with its CNC Control Software and electronics are the most complex part of a CNC Machine. In this article, we’ll break it down along several dimensions each of which you can then drill down on further: 90004 90009 90010 Types of CNC Controllers 90011 90010 CNC Controller Electronics 90011 90010 CNC Controller Software 90011 90010 Choosing the Best CNC Controller for Your CNC Machine 90011 90018 90019 Types of CNC Controllers 90020 90021 Industrial OEM CNC Controllers 90022 90002 Industrial OEM CNC Controllers are the ones used on Industrial CNC Machines like Haas.They’re the very hind end of the market. 90004 90002 These are not very common for DIY projects due to their expense. Not only is the controller itself expensive and fairly hard to come by (though one does see them from time to time on eBay), but Industrial OEM Controllers expect premium sub-components too. Industrial Quality Servo Drives, Home / Limit Switches, and all the rest really run up a hefty price tag in a hurry. 90004 90002 While these controls are expensive, lately I’ve seen controls such as the low-end of the Siemens line coming down in price in places like eBay.It looks like they’re testing the low-end market. If they keep coming down, these controls may make more sense on a DIY CNC Project than it seems. 90004 90002 I’m not going to talk further about these controls as they’re a pretty advanced topic. You might find the article I did that analyzes what features Hobby CNC Controllers are missing compared to industrial controls intersesting. 90004 90021 CNC Retrofit Controllers 90022 90002 Just a small step down from Industrial OEM Controllers are CNC Retrofit Controllers like Centroid.90004 90002 These controllers are marketed for converting manual machines to CNC, for example, a Bridgeport manual milling machine. They’re also sold as a way to update obsolete controls on industrial CNC Machines to bring the more up-to-date features and performance. 90004 90002 They’re still not cheap, but they’re starting to fall into the range of what a DIY CNC’er might afford. 90004 90021 PC Based CNC Controllers 90022 90002 There are three main players in this market: 90004 90009 90010 Mach 3 & Mach 4 90011 90010 LinuxCNC 90011 90010 FlashCut 90011 90018 90002 All three have good reputations with varying trade-offs of features, functionality, price, and ease of use.90004 90053 Mach 3 90054 90002 90004 90002 Art Fenerty founded ArtSoft in 2001 and launched Mach 3, which was based on an offshoot of the original EMC (which is now LinuxCNC) code base. Art wanted a CNC Controller that runs on Microsoft Windows PC’s rather than Linux, so it took a major rewrite and the two do not share much in common any more. 90004 90002 According to our 2017 Survey, Mach 3 is the most popular CNC Controller at the low-end, with 47% market share. The next closest was LinuxCNC.90004 90053 LinuxCNC (My personal favorite!) 90054 90002 90064 90004 90002 LinuxCNC has its origins in NIST’s «Enhanced Machine Controller» project, hence its original name «EMC» and «EMC 2». Since the EMC corporation owns the trademark, the name was changed to LinuxCNC in 90004 90002 LinuxCNC is Open Source software, which means you can actually obtain the latest source code should you wish to understand or modify it. It also means that a much larger audience, including companies like Tormach, can contribute to LinuxCNC.90004 90002 While it’s extremely cool that LinuxCNC is Open Source, it’s the contributions of Tormach, and the PathPilot «flavor» of LinuxCNC that made it my favorite choice. Having used Mach 3 for years, I can tell you that Tormach made a good decision when they moved from Mach 3 to LinuxCNC. 90004 90002 PathPilot is simply more stable, more powerful, and more user friendly than Mach 3, and there’s not much more you could ask for. 90004 90002 Now, getting your own PathPilot CNC Controller up and running for your own DIY CNC may not be quite as straightforward.You’ll have to assemble a controller that matches Tormach’s and get a copy of PathPilot up and running on it. There are various articles out there that purport to help. I have not verified any of them yet, but if it can be done, you’ll have a sweet setup. 90004 90053 FlashCut 90054 90002 90079 90004 90002 FlashCut is a very nifty plug-and-play CNC Controller. The company was started back in +1993, so it’s been around a long time and the design is very mature. 90004 90002 While its Market Share is not as big as Mach4 or LinuxCNC, I’ve heard nothing but good about FlashCut.Here’s a great video by Dave DeCaussin (one of the original founders of FADAL) showing how easy it is to set up a FlashCut system: 90004 90002 90086 90087 90004 90002 I’ve heard some folks say they think the FlashCut is too expensive compared to other solutions. I put pencil to paper one time comparing it to a Mach4 system and I found that if you configure a system with all the capabilities of FlashCut (like a USB pulser for Mach4) that the premium is not as high as you may think. 90004 90002 Having a completely engineered turnkey system that’s plug-and-play is worth a bit of premium if you ask me.90004 90053 Mach 4 90054 90002 90004 90002 Mach 4 is the newest solution in this category, and has by far the smallest market share. It’s almost a start over from scratch rewrite of Mach 3. The developers claim it shares less than 1% of Mach 3’s code. 90004 90002 It’s quite a bit more expensive, but in theory, should be better. From my perspective, the jury is still out-not enough market share or experience to bet on it when the competition is well entrenched and has far larger installed bases.90004 90021 Microcontrollers: USB, Arduino, Rasperry Pi, TinyG, & More 90022 90002 Microcontrollers allow CNC Controllers to be built that are cheap and fit into a small space. 90004 90002 CNC Microcontrollers are a relatively new development made possible by continued advances in miniaturization and software. The idea is to put everything you need on one small circuit board, or perhaps a microcontroller board with a daughterboard commonly called a «Shield». 90004 90002 Here’s a quick list of all the most popular CNC Microcontrollers: 90004 90053 Grbl 90054 90002 Grbl (pronounced gerbil) runs on an Arduino microcontroller.It’s open source, and in use by a lot of different firms including: 90004 90002 90004 90002 That’s pretty much an all-star cast, so you can be sure GRBL has a vibrant ecosystem of products and people who can help and also that it has a bright future. The Shapeoko people told me they evaluated a bunch of these and felt GRBL was head and shoulders the winner for their needs. 90004 90053 TinyG / TinyG2 90054 90002 90004 90002 TinyG is another microcontroller-based system. It’s related to grbl, but it’s not the same.The TinyG codebase was forked from grbl in 2010 and has been going its own way ever since. TinyG claims to do some things better or differently: 90004 90009 90010 While grbl is 3-axis (XYZ), TinyG is 6-axis so can support additional rotary axes. By default, TinyG controllers have 4 stepper motor drivers while gShield (used with grbl) has 3. 90011 90010 TinyG claims some fancy motion control algorithms, specifically «jerk» acceleration profiles for smoother motion. 90011 90010 TinyG claims its implemented on a higher performance microcontroller that has more memory.90011 90018 90053 PlanetCNC 90054 90002 90004 90002 PlanetCNC is a single-board CNC Controller that hails from Slovenia, Europe. Like TinyG, it’s also a 4-axis solution. In our 2017 CNC Controller Survey, GRBL had # 1 market share, PlanetCNC # 2, and TinyG # 3 among the microcontrollers. 90004 90019 CNC Controller Electronics 90020 90002 Here’s the sort of electronics you’ll find inside most CNC Controller cabinets: 90004 90002 90142 90004 90002 Let’s go over the function of each.90004 90021 Breakout Board 90022 90002 90149 90004 90002 CNC Breakout Board for Parallel Port … 90004 90002 The role of the Breakout Board is to take a connection from your PC and generate the appropriate signals needed to operate the Motor Drives, VFD, and Contactors. 90004 90002 For a deeper dive on Breakout Boards, see our article: 90004 90021 [CNC Breakout Boards] 90022 90002 The most common breakout boards, such as the one pictured above, are connected to your PC’s parallel port.This can be a problem, since parallel ports are obsolete and most new computers do not have them. In addition, there are a lot of performance and reliability issues associated with breakout boards. 90004 90002 Newer and more sophisticated models are actually motion control boards, though some may still refer to them as breakout boards. These boards can connect via USB or Ethernet cable. 90004 90002 It’s impossible to control a USB connection finely enough to directly generate the precise pulses needed by Axis Motor Drives, so the role of a Motion Controller is to accept higher level commands and generate the pulses.The result is much higher performance a at a slightly higher cost. 90004 90002 We also have a great article on Motion Control Boards: 90004 90021 [Motion Control Boards] 90022 90021 Motor Drives / Drivers 90022 90002 90172 90004 90002 Leadshine Easy Servo Drives … 90004 90002 Given a breakout or motion control board, your PC’s signals are converted to 2 signals: 90004 90009 90010 Step: Each pulse on the step line tells the motor drive to move the motor 1 step. 90011 90010 Direction: If the polarity of direction is one way, it commands the motion to be clockwise.Switching polarity reverses direction to counter-clockwise. In fact, polarity is perhaps not the best term as it may simply be signal for one direction and no signal for the other. 90011 90018 90002 In addition to step / dir signals, the motor drive accepts DC power, and, in the case of servos, it accepts the encoder signal as well. In exchange, it pumps out power to the motor in such a way as to control its motion. 90004 90021 DC Power Supply (Not Shown) 90022 90002 The photo above did not show a DC power supply because the motor drives used are capable of accepting AC.That’s very convenient, but not always the case. You may need to purchase or build a DC power supply to provide power to your motor drives. 90004 90002 One of the first CNC Controllers I built used this DC Power Supply: 90004 90002 90193 90004 90021 Contactors 90022 90002 90198 Contactor 90199 is a fancy name for a relay capable of being used for higher voltages. In this case, most contactors are used to switch AC, for example to control a coolant pump. Your breakout board typically supplies a 5V DC signal.The Contactor’s job is to turn on (or off if normally closed) AC power when the 5V signal is on and turn it back off when the 5V signal goes away. 90004 90021 VFD: Variable Frequency Drive 90022 90002 90204 90004 90002 Powering and controlling a CNC Spindle is a job for a Variable Frequency Drive, abbreviated VFD. 90004 90002 Choosing and programming a VFD is a complex process that we can not go into here. For starters, you’ll want to make sure your VFD has enough power to run your spindle motor.There are a number of different kinds of VFD, but the best bang for the buck comes from something called a «90198 Sensorless Vector Drive 90199.» 90004 90019 Choosing the Best CNC Controller for Your CNC Machine 90020 90002 Choosing the Best CNC Controller for your CNC Machine is a matter of balancing some important trade-offs: 90004 90002 90217 90004 90002 Trade-Offs when choosing the best CNC Controller … 90004 90002 The trade-offs boil down to all-out performance versus ease-of-success.A simple turnkey kit that has everything you need is pretty easy to get running. But, it may sacrifice some all-out performance relative to carefully cherry-picking the very best of each component for your application. 90004 90002 Ask yourself where you skill set and interests lie. It will take longer and very likely cost more to get that all-out solution up and running reliably. It will also take a lot more skills. 90004 90002 Are you good at diagnosing problems in electrical circuits? Can you read through all the spec sheets and properly determine which components are compatible with one another? Do you enjoy all that? 90004 90002 If the answer is «Yes» to those questions, you’re in a better position to try all the «bleeding» edge (i.e. leading edge) goodies in your project. If the answer is «No», look for a proven kit that has everything you need and a large community of folks you can turn to with questions. 90004 90021 Market Share of Different CNC Controllers 90022 90002 Speaking of community, I think they’re critically important to the success of DIY projects. 90004 90002 I’ve been on that Bleeding Edge where nobody can help or answer questions and it can get lonely. These days, I prefer to choose products that have a decent-sized community.I like to see evidence that others have already accomplished what I’m looking for with the components I’m considering before I take the leap. 90004 90002 You’ll find you can get 80% of the performance with only 20% of the pain if you take that approach. 90004 90002 To have a decent community, products need a lot of users. You can learn more about the market share of various controls from our CNC Controller surveys: 90004 90021 [CNC Surveys] 90022 .90000 10 Features Pros Have that Hobby CNC Controllers Dont 90001 90002 90003 Hobby CNC Controllers have gotten to where they’re quite powerful. I recently saw an article on a single chip CNC controller-no need for a PC, just add a few outboard parts and it drives the stepper motors, provides an LCD screen UI, and quite a lot more. Amazing stuff, and it’s only going to keep getting better over time. Despite their newfound power, there are a number of features that Pro CNC Controls have that most Hobby CNC Controllers do not.Here are 10 of them: 90004 90002 90006 1. Better Macros and Subprograms: Fanuc Macro B vs Mach4 vs LinuxCNC 90007 90004 90002 This is one of the biggest ones for me. The ability to program the g-code in Pro machines is quite a ways ahead of the Hobby Controllers such as Mach 3 or LinuxCNC. What’s specifically missing so far are branching structures-IF, GOTO, and WHILE loops. You can only do so much with #variables and subprograms without branching. Branching is the ability for the g-code to change what it will do based on outside inputs.90004 90002 90006 2. More and Better Canned Cycles 90007 90004 90002 This is another one that makes a big difference, particularly when programming lathes. Canned cycles like G71 on the lathe make it fairly easy to hand program even complex profiles quickly and without the need for CAM software. 90004 90002 90006 3. Rigid Tapping via Closed Loop to the Control 90007 90004 90002 There’s a lot of Holy War diatribe about whether or not there is Closed Loop all the way back to the Control when discussing such things as Mach4 versus LinuxCNC.I prefer to look at what specific features the user gets from Closed Loop rather than worrying about the theoretical implications, so I’m going to name a few here. First up is Rigid Tapping. In theory it should be pretty straightforward to get this into Hobby Controls given that they support an encoder for threading on lathes, but you do not see it very often. It’s not easy to do it right for one thing. 90004 90002 The acid test is rapid tapping into a blind hole. If there’s a mistake you either get too little of the hole threaded or the tap hits the bottom and usually breaks.It’s an unforgiving application. 90004 90002 90006 4. Increased Homing Accuracy via Closed Loop 90007 90004 90002 Another neat trick the Pros use is to tremendously increase the accuracy of Home Switches by tying them to the Encoders on each axis. The actual Home Switch only has to identify the neighborhood within 1 encoder revolution. The precise position can then be read from the encoder position to an accuracy that’s much higher than can be achieved with a simple Home Switch. 90004 90002 90006 5.Advanced Acceleration and Shape Control 90007 90004 90002 Acceleration is always a bit of a bugaboo for CNC machines. They can not accelerate to the commanded feedrate instantly nor stop on a dime. In fact, it is surprising how often they’re not going the speed you thought you’d programmed them to go because they’re busy trying to accelerate or decelerate to get there. We added some information to our G-Wizard Editor that tries to tell you what acceleration is doing to g-code program run times as well as what’s happening line by line.That’s extremely useful for cost estimating and for tuning up g-code part programs to run better. 90004 90002 The very best Controllers are all over the acceleration problem. They not only understand the acceleration capabilities of the machine, they also understand the actual shape of the acceleration curve. This can lead to a number of advantages including greater precision, smoother / faster speed changes, better surface finishes, and ultimately, shorter cycle times. They user this information together with Closed Loop Information and Lookahead Information about what the g-code will do next to try to anticipate and stay ahead of the game.They can provide capabilities like Automatic Corner Override, Advanced Contour Control, Advanced Feed Forward Control, and Advanced Acceleration Control. 90004 90002 If you’re doing 3D profiling or running a fancy HSM toolpath you will love having these features available from your Controller. 90004 90002 90006 6. Machine Compensation 90007 90004 90002 No mechanical device is perfect. No ballscrew is without at least some small amount of backlash, nor does every inch of the ballscrew thread advance with perfect precision.Sometimes a commanded move of an inch is 0.9996 inches while other times it may be 1.0003 inches. With the right software in your Controller, it can try to compensate for these issues. There’s Backlash and Pitch compensation for the aforementioned ballscrew problems. Add to that straightness compensation which adjusts for the fact that the axes of the machine are not completely orthogonal to one another. As you move a machine in X, it may change Y or Z some tiny amount. Another important source of error is addressed by Temperature Compensation.As your machine warms up, parts expand at different rates. On a hot day it may be one thing and then you fire it up in the winter before warm up and it is quite another. 90004 90002 Good controls can compensate for all of these things using a variety of techniques. They are calibrated periodically by a Ballbar or Laser Interferometer test to reset the compensation settings. Really fancy machines may even have glass scales similar to DRO scales that are continuously reading how much each axis actually moved and using that to update the Controller on what’s really going on.90004 90002 Some of this is available for Hobby Controllers-backlash compensation and leadscrew pitch compensation are the ones I am familiar with. But it’s done in a far simpler manner and Hobby Machines seldom get the precise calibration to dial in compensation that Pro machines do. 90004 90002 90006 7. Advanced Tool and Part Program Management 90007 90004 90002 Pro CNC Machines are often used for long part runs, so they have features to help manage Tools and Part Programs that are geared to that application.They’ll keep up with how long each tool in the changer has been in use, for example. On the part program side they can track program usage, verify version data, and organize programs in folders with extended descriptors. Really fancy controls can provide some front end menus for the operator that help make their job easier and give them options. For example, it is often convenient to be able to skip some parts of the program, for example when reworking parts that already have those features machined and just need to do the later work.90004 90002 90006 8. Tool Compensation 90007 90004 90002 I like to think of Tool Compensation as the Poor Man’s CAM, but it is so much more. Tool compensation is essentially the ability to program g-code for the tool centerline instead of the tool’s edge. The control will «move the tool over» by the right amount for the cut. When we specify our programs in this way, it is easier to write programs by hand, hence the «Poor Man’s CAM» nickname. But it also unlocks a lot of power for the Shop Floor to make changes using wear offsets without having to change the part program’s g-code.90004 90002 Suppose you run a part and inspect it. Some of the features are out of tolerance a little bit. Compensating for that without tool compensation likely means you’re going to have to adjust it at the CADCAM level-a complicated and slow process. But, if your part program uses Tool Compensation, you can simply dial in another wear offset and suddenly your part is right on. Professionals constantly use this capability to increase the precision of their parts and to make minor adjustments where it just would not be worth it to go back through a CADCAM cycle.90004 90002 Wait a minute, you’re saying-Hobby Controllers have this feature. Yes, sort of, but there are so many reports of bugs in the feature that I do not know of very many Hobby CNC’ers that are successfuly using the feature very often. You have to use it just right or it will not work for you, and often the failures are mysterious and can even lead to machine crashes. Tormach even did an article series in Digital Machinist about how to get it to work. They have quite a few caveats in the operator manual for the PCNC 1100 mill suggesting not to use compensation in cases such as: 90004 90002 — Subroutine programming 90004 90002 — Canned cycles 90004 90002 — Macro programming 90004 90002 — Polar mode 90004 90002 — With run from here function 90004 90002 — With multiple work offsets 90004 90002 Those are some pretty serious limitations.If you’re running a Hobby Controller and have gotten Tool Comp to work, good on you. For most, there’s just too many gotchas. One could argue that stability in general has been more of a problem for Hobby Controllers than Pro Controllers. I will say that while Mach4 on my mill has had a number of bugs off and on, LinuxCNC on my Tormach Lathe has been solid so far. The Tormach guys really gave it a wringing out. 90004 90002 90006 9. Dedicated Control Panel 90007 90004 90002 First let me say that it is entirely possible to build a very nice dedicated control panel for a Hobby CNC Controller.I’ve got a whole page with photos of CNC Control Panels for those who want inspiration. But once again, they’re not very common on Hobby Controllers whereas they are completely the norm on Pro Controls. The reason is simple, these panels are rugged enough for the Shop Floor and they can be significantly more productive for machine operators than trying to use a keyboard and mouse. 90004 90002 90006 10. Drip Feeding for Remote Control 90007 90004 90002 This is another of my favorite Pro-features because it enables you to «remote control» the machine.Essentially, drip feed means giving the CNC Machine a little bit of g-code at a time. It executes that g-code and then comes back for more. The code is normally delivered via RS-232 serial cable, but there are a lot of other options for newer machines. Drip Feed was originally invented as a way around the memory limitations of early CNC Controls. They just could not hold very large programs so drip feed gave them the g-code a little bit at a time. It’s still used quite often for that purpose, but increasingly it is also used to automate and monitor the deliver of g-code to machines.Using this approach helps guarantee the correct version of the g-code is being executed, it can gather information from the machine about what it’s doing to use in reporting and optimization, and it can facilitate complex «Lights Out» automated operation. 90004 90093 Bonus: 4 Things Hobby Controllers do that Pros Do not 90094 90002 Okay Hobbyists, I know you’re smarting a bit over that list. Some of it you’re pretty sure you can tackle and some of it you just do not care about. There’s also some things Hobby Controllers do that the Pros do not that are very cool, so let’s talk about those for a minute.90004 90002 90006 1. Cost 90007 90004 90002 There’s no getting around it-Pro Controllers are expensive. It’s so expensive to add a name brand controller to a machine that many companies have gone to the expense of creating their own controls to keep their individual machine cost down. I had one manufacturer tell me the difference in cost between their control and say a Fanuc was thousands of dollars and they had come to regard their control as being better. Hobby Controllers are very cheap-sometimes free if you have an old PC laying around.LinuxCNC is open source software, for example. Mach4 is not very expensive either. 90004 90002 90006 2. Memory and LAN Connectivity 90007 90004 90002 These are options on the Pro Controls but they’re so much more expensive that a lot of machines have no LAN connection and not as much RAM memory as they would like. With proprietary equipment there is a serious markup. I remember one time when I was VP of Engineering for Borland looking into 1 GB Ethernet cards for our testing lab. Test results were coming too slowly because the LAN was congested.The boards were $ 99 at Fry’s so I came running back to tell the Lab manager that we could upgrade. «What about our Sun Workstations?» was the response. It seems the exact same 1 GB LAN card for the Sun (presumably with just a little different BIOS, but it was easy to see it was an identical card) was over $ 1000! 90004 90002 So it is with Pro CNC Controllers. Memory, LAN connection, and other goodies have a very high markup. On the Hobby Controller side we take this stuff for granted because it’s cheap and abundant on PC’s.90004 90002 90006 3. Modern UI 90007 90004 90002 Hobby Controllers run on Windows, so they have a Consumer-Grade User Interface. That can be a lot slicker than what many Pro CNC Controllers provide, some of which looks like a bad day on a DOS machine we have not seen in so many years we hardly can remember it. This is not true of all Pro Controllers, as many are based on Windows too. But it sure seems like there are lots of truly ugly Controller UI’s out there. 90004 90002 90006 4. Customizability 90007 90004 90002 This is another one where Hobby Controllers excel.It’s very easy to customize the software so it runs the way you’d like it to. There are some really nice screen sets out there for Mach4, and LinuxCNC is Open Source so anything about it can be customized. This means there are a lot more 3rd party products out there like the Mach Standard Mill screen set. 90004 90002 Slick add-ons for probing and so on are common. I remember visiting a friend’s shop who had just gotten in a fancy Heidenhain probe set up. There was no UI for it on his Fanuc control because there’s no provision for custom UI.He had to wade through something like 1400 custom subprograms that came (at extra cost) with the probe and run them by hand to perform various probing tasks. 90004 90002 There are exceptions to this. Datron has added a very nice customization layer to their G-Code control, for example. 90004 90093 Conclusions 90094 90002 Pro CNC Machines are not going to be switching to Hobby CNC Controllers any time soon-there’s too much that they need that the Hobby Controllers lack. I have not even touched on the whole topic of hardware control of motion, which can be added to Hobby Controllers, but is still not as common as on Pro Equipment.90004 90002 On the other hand, Hobby Controllers keep getting more powerful. A lot of the new work is on the low end-providing the basic support that a 3D Printer or lower end CNC Router needs to operate. As mentioned, we even have single chip solutions for such machines now. The next step will be adding more g-code features to those basic Controllers. The fact that many of these Hobby Controllers are Open Sourced makes it easier for more people to contribute improvements. If you wanted to add full Fanuc Macro B support to LinuxCNC, it’s very doable, for example.90004 90002 I hope we see lots of these features I’ve described finding their way into Hobby Contollers soon. The next 2 to 5 years should be an exciting time in the industry. If at some point they become good enough to start challenging the Pros, that’ll be interesting too as they certainly do have a cost advantage. 90004 90002 90006 Join 100,000+ CNC’ers! 90007 Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including: 90004.90000 90001 CENTROID CNC controls, CNC Milling Machines, CNC Lathes, CNC Routers, 5 Axis CNC Cylinder Head Porting Machines, CNC Retrofits. Digitizing, Automatic Tool Changers, Probes, CNC Rotary Tables, Conversational Programming, Auto Tool Measurement. 90002 90003 90004 90005 90006 90007 90003 90004 Cost 90005 90004 $ 299 w / Centroid Free CNC software. 90012 add $ 139 w / Centroid Pro software 90012 add $ 399 w / Centroid Digitizing Bundle 90005 90004 $ 2249 90012 Centroid CNC software included 90005 90004 $ 1595 90012 Centroid CNC software included 90005 90007 90003 90004 Maximum number of Axes 90005 90004 4 90005 90004 6 90005 90004 8 90005 90007 90003 90004 Compatible with Mills, Lathes, Routers 90012 and other specialty machines 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 AC Servo Motor / Drive compatible 90005 90036 Yes, (Step and Direction) 90005 90036 No 90005 90036 Yes, Position / Precision & Velocity modes 90005 90007 90003 90004 DC Servo Motor / Drive compatible 90005 90036 Yes, (Step and Direction) 90005 90036 Yes, up to 15 amps (continuous) per axis 90005 90036 Yes, using the Centroid AC / DC drive up to 60 amps per axis.90005 90007 90003 90004 Stepper Motor / Drive compatible 90005 90036 Yes 90005 90036 No 90005 90036 No 90005 90007 90003 90004 True Closed Loop Operation 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Built in Motion Control CPU 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Built in DC servo motor amplifier 90005 90036 No 90005 90036 Yes 90005 90036 No 90005 90007 90003 90004 Built in PLC 90005 90036 Yes 8 In, 8 Out (two relay) 90005 90036 Yes, 16 In, 9 relay out 90005 90036 Yes, 16 In, 9 relay out 90005 90007 90003 90004 Optically Isolated Inputs 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Fused Relay Outputs 90005 90036 No, installer adds fuse 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 On board relay output types 90005 90036 2 SPST 90005 90036 7 SPST and 2 SPDT 90005 90036 7 SPST and 2 SPDT 90005 90007 90003 90004 Built-in Analog spindle control output 90005 90036 Yes 0-10 vdc, 12 bit 90005 90036 Yes, 0-10, + -10, 0-5, + -5 12 bit 90005 90036 Yes, 0-10, + -10, 0-5, + -5 16 bit 90005 90007 90003 90004 Runs on Centroid Mill 90012 or Lathe CNC software 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Base Centroid CNC software included with CNC control board price 90005 90036 Centroid CNC12 «Free» CNC software Mill and Lathe 90005 90036 Centroid CNC11 software Mill and Lathe 90005 90036 Centroid CNC11 CNC software Mill and Lathe 90005 90007 90003 90004 Centroid CNC Software options 90005 90004 Centroid Mill «Pro» CNC software $ 139 90012 Centroid Lathe «Pro» CNC software $ 139 90012 Centroid «Digitizing Bundle» CNC software $ 399 90005 90004 Rigid Tapping, CSR, Scale Feed back for servo positioning, C axis, Axis pairing, 5 axis simultaneous, Digitizing, Probing, Automatic Tool Height measurement, BCD Tool changer output, Unlimited part program size, Extended Work coordinate systems.90005 90004 Rigid Tapping, CSR, Scale Feed back for servo positioning, C axis, Axis pairing, 5 axis simultaneous, Digitizing, Probing, Automatic Tool Height measurement, BCD Tool changer output, Unlimited part program size, Extended Work coordinate systems. 90005 90007 90003 90004 Uses Standard G and M codes 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Probing and Digitizing compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Compression and Rigid Tapping Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Automatic Tool Measurement Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Spindle Encoder feedback, w / RPM display 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Lathe Constant Surface Speed 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Lathe Threading 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Compatible with Windows 10 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Centroid Touch Screen Operator Control Panel Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Centroid Operator Control Panel Hardware Compatible 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Xkeys & Xbox Controller / Panel Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Centroid CNC Console Compatible 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Keyboard Jogging and controls compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Encoder Expansion Board Compatible 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 PLC Expansion Board Compatible 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Analog IN / OUT Expansion Board Compatible 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Hi performance MPG connector 90005 90036 No 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Wireless USB MPG Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 CNC Configuration Wizard 90005 90036 Yes 90005 90036 TBA 90005 90036 TBA 90005 90007 90003 90004 Built in Encoder ports 90005 90036 1 90005 90036 6 (4 for motor use, 2 spares) 90005 90036 6 (4 for motor use, 2 spares) 90005 90007 90003 90004 Maximum Inputs and Outputs 90005 90036 8 In / 8 Out 90005 90036 272 In / 272 Out 90005 90036 272 In / 272 Out 90005 90007 90003 90004 Maximum # of Encoder connections 90005 90036 1 90005 90036 12 90005 90036 12 90005 90007 90003 90004 Maximum # of Analog outputs 90005 90036 1 90005 90036 17 90005 90036 17 90005 90007 90003 90004 Velocity Mode 90005 90036 No, (Step and Direction only) 90005 90036 No, (Closed Loop Torque Mode) 90005 90036 Yes 90005 90007 90003 90004 Position Mode 90005 90036 No, (Step and Direction only) 90005 90036 No, (Closed Loop Torque Mode) 90005 90036 Yes 90005 90007 90003 90004 Real Time Hardware Based Step and Direction Output 90005 90036 Yes 90005 90036 No 90005 90036 No 90005 90007 90003 90004 Axis Motor Tuning 90005 90036 Yes, Accell / Decell 90005 90036 Yes, Built in Tuning Scope for PID Tuning 90005 90036 Yes, Built in Tuning Scope for PID Tuning 90005 90007 90003 90004 Gecko Drive Compatible 90005 90036 Yes 90005 90036 No 90005 90036 No 90005 90007 90003 90004 Yaskawa, Delta, Teknic, DMM, Estun, Teco compatible 90005 90036 Yes 90005 90036 No 90005 90036 Yes 90005 90007 90003 90004 Motion control off-loaded from CNC PC CPU 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 G code Smoothing 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Paired Axis capability 90005 90036 Yes, hardware and software techniques 90005 90036 Yes, Software Pairing 90005 90036 Yes, hardware and software techinques 90005 90007 90003 90004 DIY Kits available 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Any axis can be Linear of Rotary Axis 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Rotary Table Compatible 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Build your own compatible CNC PC 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Factory CNCPC with preloaded CNC software available for purchase 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Runs on household 110 VAC power 90012 (USA market 110 VAC, World 220-240 VAC) 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Spindle Motor can run on single phase 220-240 VAC 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Designed and Made in USA 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90003 90004 Runs on USA and International Power 90005 90036 Yes 90005 90036 Yes 90005 90036 Yes 90005 90007 90597.