Как сделать поворотную ось Z для станка ЧПУ своими руками. Какие особенности конструкции нужно учесть. Где взять чертежи и размеры деталей для самостоятельной сборки оси Z. Какие подшипники лучше использовать.
Особенности конструкции поворотной оси Z для станка ЧПУ
Поворотная ось Z является важным элементом станка с ЧПУ, позволяющим выполнять фрезерование под разными углами. При самостоятельном изготовлении такой оси необходимо учитывать следующие ключевые особенности конструкции:
- Жесткость и прочность — ось должна выдерживать нагрузки при фрезеровании без деформаций
- Точность позиционирования — минимальные люфты и высокая повторяемость
- Плавность хода — отсутствие рывков и заеданий при повороте
- Надежность фиксации — надежная фиксация оси в заданном положении
- Компактность — минимальные габариты для экономии рабочего пространства станка
Для обеспечения этих характеристик при самостоятельном изготовлении оси Z рекомендуется использовать качественные комплектующие и точно соблюдать размеры по чертежам.
Основные элементы поворотной оси Z
Типовая конструкция поворотной оси Z для станка ЧПУ включает следующие основные элементы:
- Корпус оси — обеспечивает жесткость конструкции
- Поворотная платформа — на ней крепится шпиндель
- Подшипники — обеспечивают плавность вращения
- Шаговый двигатель — для точного поворота оси
- Червячная передача — повышает точность позиционирования
- Тормозной механизм — для надежной фиксации
- Датчики положения — контролируют угол поворота
При самостоятельном изготовлении важно правильно подобрать и установить все эти компоненты для получения работоспособной конструкции.
Выбор подшипников для поворотной оси Z
Одним из ключевых элементов поворотной оси Z являются подшипники. От их качества во многом зависит точность и плавность работы всего узла. Для самостоятельного изготовления оси Z рекомендуется использовать следующие типы подшипников:
- Радиально-упорные подшипники — воспринимают осевые и радиальные нагрузки
- Игольчатые подшипники — обеспечивают высокую грузоподъемность при малых габаритах
- Упорные подшипники — для восприятия осевых нагрузок
Наиболее распространенным вариантом являются радиально-упорные подшипники серии 7000, например 7006 или 7007. Они обеспечивают хорошее сочетание грузоподъемности и точности при доступной цене.
Размеры подшипников SC08UU для оси Z
Для линейных направляющих оси Z часто используются подшипники SC08UU. Их основные размеры:
- Внутренний диаметр: 8 мм
- Внешний диаметр: 15 мм
- Длина корпуса: 24 мм
- Ширина фланца: 30 мм
- Высота фланца: 34 мм
При проектировании крепления подшипников SC08UU важно учитывать эти размеры для правильной установки. Рекомендуется оставлять небольшой зазор 0.1-0.2 мм для компенсации погрешностей изготовления.
Чертежи деталей для самостоятельного изготовления оси Z
Для самостоятельного изготовления поворотной оси Z понадобятся подробные чертежи всех деталей. Основные элементы, требующие изготовления:
- Корпус оси
- Поворотная платформа
- Кронштейн крепления двигателя
- Червячное колесо
- Червяк
- Вал оси
- Крышки подшипников
Чертежи этих деталей можно найти на специализированных форумах и сайтах по ЧПУ станкам. Также многие энтузиасты выкладывают свои разработки в открытый доступ.
Особенности сборки поворотной оси Z
При самостоятельной сборке поворотной оси Z для станка ЧПУ важно учитывать следующие моменты:
- Тщательно обработать сопрягаемые поверхности деталей
- Обеспечить соосность всех вращающихся элементов
- Правильно отрегулировать натяг в подшипниках
- Устранить люфты в червячной передаче
- Надежно зафиксировать все резьбовые соединения
Рекомендуется выполнять сборку в чистом помещении, используя качественный инструмент. Это позволит получить работоспособную конструкцию с высокой точностью.
Настройка и калибровка поворотной оси Z
После сборки поворотной оси Z необходимо выполнить ее настройку и калибровку. Основные этапы этого процесса:
- Проверка плавности вращения без нагрузки
- Настройка концевых выключателей
- Калибровка датчиков положения
- Настройка параметров драйвера двигателя
- Проверка точности позиционирования
- Тестовая обработка детали
Правильная настройка позволит реализовать все преимущества самостоятельно изготовленной поворотной оси Z и повысить функциональность станка ЧПУ в целом.
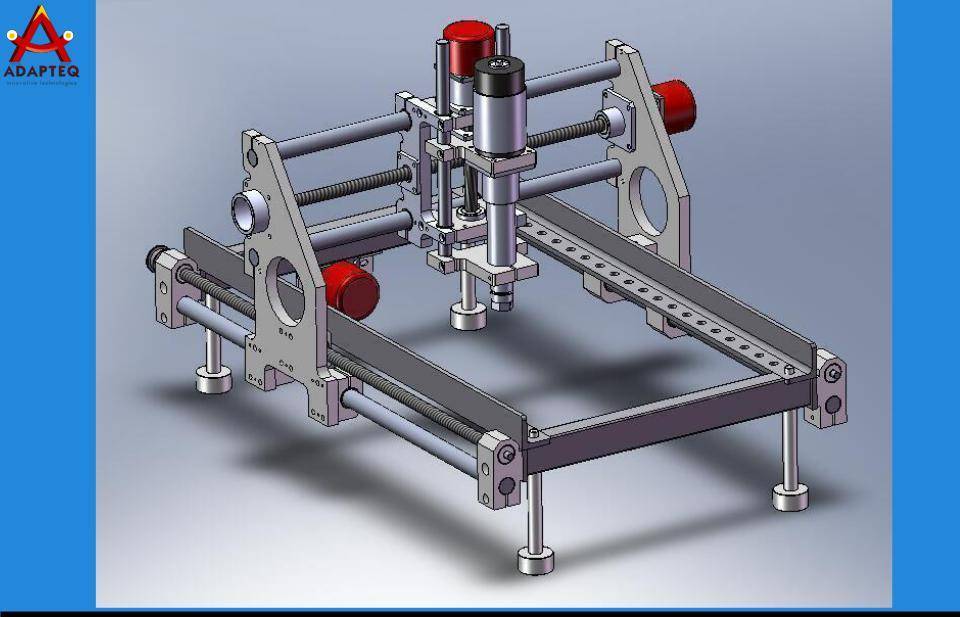
Конструкция поворотной оси Z для станка ЧПУ своими руками, размеры подшипников SC08UU, комплект чертежей пластин для CNC2417
Продолжаю предыдущие обзоры (часть 1, часть 2 и часть 3) на тему постройки станка CNC2418 из алюминиевого профиля своими руками.
В прошлом обзоре писал про корректировку конструкцию в плане жесткости, сейчас более подробно про изменения:
будет описание боковых пластин-держателей, новых кареток.
Под катом подробности
Прошлый раз я описал основные моменты сборки настольных ЧПУ станков CNC2417/2418.
Часть первая: комплектующие
Часть вторая: сборка рамы
Часть третья: сборка оси Y и рабочего стола
Часть четвертая: усиление жесткости рамы, комплект ходовой части
Часть пятая: сборка кареток Х и Z
Часть шестая: электроника станка
В прошлой статье я затронул пересборку в CNC2417 с добавлением металлических держателей двигателя и усилением жесткости конструкции.
Цель — добиться максимального сходства с китайским CNC2417 за минимальные деньги.
Теперь продолжаю. Я уже говорил, что подготовил специальные крепежные пластины по фотографиям с описания китайского станка.
Так как я поменял местами пару вертикальных профилей (они чуть длиннее, внешний вид можно посмотреть на фотографиях в первых частях эпопейной сборки), то потребовалось докупить более длинные направляющие цилиндрические валы 8мм и ходовой винт Т8. Также, обратите внимание на фотографию оригинала — по двум осям установлены винты Т8 примерно на 20 мм длиннее и предназначены для ручного перемещения кареток по осям станка с помощью ручки. Я использовал 3Д печатную крутилку-ручку(«knob», ссылки в конце текста).
Так что прикупил комплект на 400мм, комплектом получается чуть дешевле, особенно с учетом периодических акций магазина и БГ-поинтов.
Название лота: Machifit 15pcs 400mm CNC Parts Optical Axis Guide Bearing Housings Aluminum Rail Shaft Support Screws Set
И содержит он:
2 шт.
2 шт. x Металлический суппорт-подшипник KP08 55x13x29mm
4 шт. x Алюминиевый суппорт для вала SK8 42x32x14mm
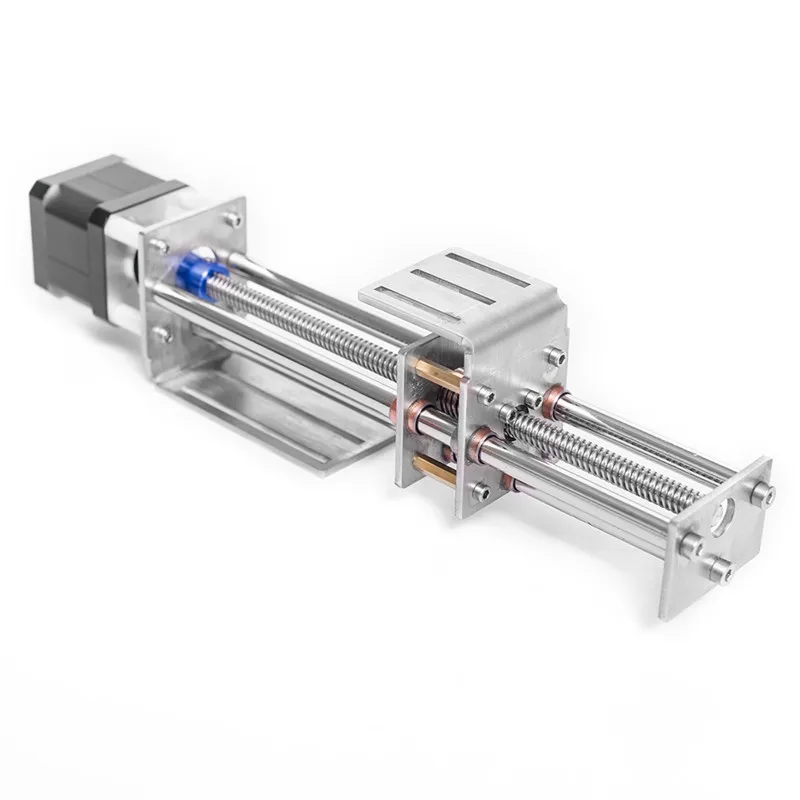
1 шт. x Ходовой винт Т8 с латунной гайкой 400x8mm
4 шт. x Линейные подшипники с корпусом SC8UU 8x34mm
2 шт. x Эластичная муфта D19L25 для двигателя 5x8mm
Практически полный набор, чтобы собрать свою ось-слайдер для станка. Естественно, можно отрезать болгаркой/ножовкой длину в размер.
Приведу размеры из описания лота — пригодятся для создания собственных чертежей и расчетов
Винт с гайкой самые обычные, если требуется, можно докупить гайку с компенсацией люфта
Ну и отдельный плюс — это линейные подшипники сразу в корпусе, так как их проще устанавливать на самодельные конструкции. Простые LM08UU дешевле, но под них требуется сделать держатель (можно напечатать на принтере) — это отдельный разговор.
Итак, несколько слов про сам набор комплектующих для новой оси Y, затем про доработку. Получил посылку спустя 3 недели после заказа, в почтовом пакете и картонной узкой коробке для прочности. Это плюс, просто из пакета у меня цилиндрические валы выпадают, на Али почему то об этом продавцы не задумываются. А зря.
Получил посылку спустя 3 недели после заказа, в почтовом пакете и картонной узкой коробке для прочности. Это плюс, просто из пакета у меня цилиндрические валы выпадают, на Али почему то об этом продавцы не задумываются. А зря.
Каждая номенклатура из комплекта упакована отдельно в пакетик. В подшипниках присутствуют следы масла
Для оценки масштаба приложил к направляющим и винту линейку. Линейка на 30 см, железо на 40 см
Торцы винта и валов без заусенцев. Такое ощущение, что валы нарезают в стандартные размеры от большого хлыста, так как заметно чуть чуть нагара на торце. Но обработано после отрезки. В принципе, ту же самую операцию я могу провести самостоятельно, поэтому стараюсь брать как можно длиннее отрезки.
На торцах сделана фаска. Если отрезаете самостоятельно (а я подрезаю немного в размер), то фаску можно снять на точиле/вручную. Она в основном декоративная, чтобы не было заусенцев и при установке подшипников не задевало за шарики.

Микроны не ловил, диаметр вала вполне 8 мм. К точности изготовления цилиндрических валов вопросов нет, главное чтобы не погнули при доставке. У меня больше претензии к подшипникам. Взял на Али несколько лотов дешевых LM08UU, так вот некоторые сидят внатяг, а некоторые слегка люфтят. На подшипниках это заметно сильно, особенно если на один и тот же вал установить.
Суппорты SK8 удобная штука. Устанавливаются сразу на профиль (любой), и зажимается вал. При желании, можно использовать в любительских конструкциях, для зажима чего угодно с диаметром 8мм (например, центра для станка).
Габаритные и установочные размеры найти не проблема, они стандартные. Если требуется — пишите в личку или смотрите в первых двух темах, там были чертежи.
Первоначально при примерке конструкции и до заказа использовал 3Д печатные суппорты. Сейчас удалил из за ненадобность. С металлическими получается гораздо жёстче конструкция
Суппорты-подшипники KP08 для фиксации ходового винта.
 Для зажима есть два винта под шестигранник на 1,5.
Для зажима есть два винта под шестигранник на 1,5. Данные суппорты очень удобно использовать в любительских конструкциях: их применяют в 3Д принтерах для оси Z, а также можно сделать самодельные ременные передачи, зажав отрезок вала 8мм в этом подшипнике и установив на вал шестерню. Обратите внимание: для установки установки винта Т8 на пластину на оси X в данной копии CNC2417 используются подшипники KFL08, в виде фланца.
Ну и последнее — корпусной линейный подшипник SC08UU. Стоит чуть дороже(раза в два) простого LM08UU, но в нем присутствует резьба М4 для установки крепежный винтов. Также очень удобно использовать в любительских конструкциях из-за простоты установки. Есть вариант SC08LUU, удлиненный, который у меня используется в слайдере оси Z.
Про комплект все, теперь про доработку.
Начал сборку с осей X и Y, ну и кареток соответственно.
Для начала собираем ось Y: двигатель, суппорт, винт с гайкой и муфта.
Устанавливаем двигатель на держатель.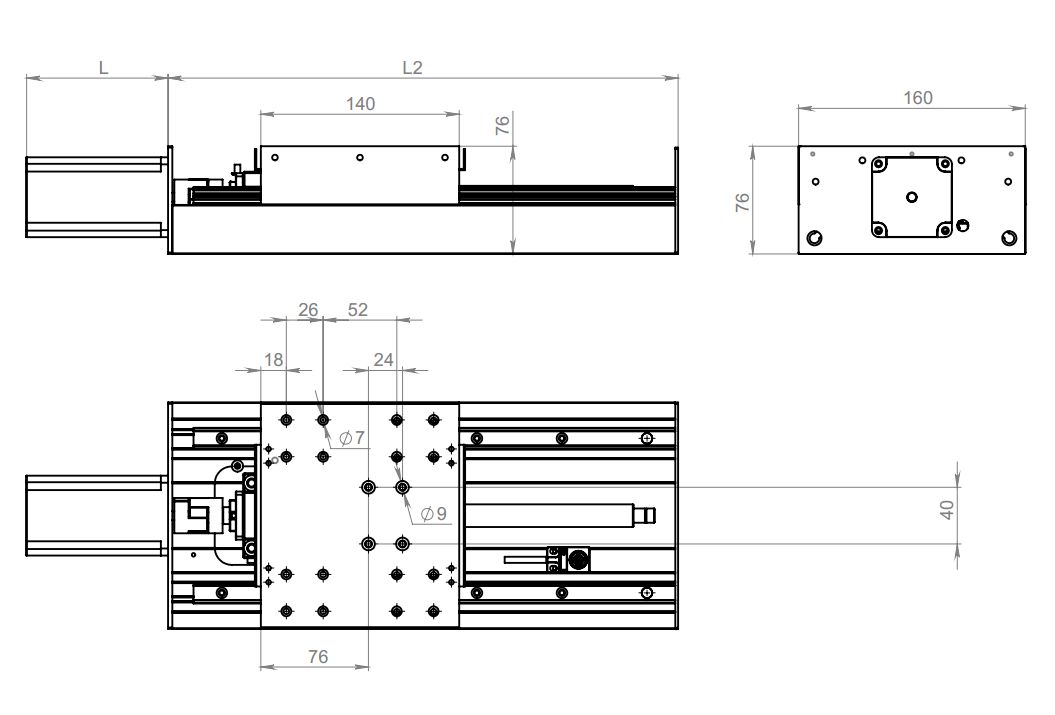 Все просто: четыре винта М3. Длина небольшая, в основном зависит от используемой пластины (толщина) и шайб.
Все просто: четыре винта М3. Длина небольшая, в основном зависит от используемой пластины (толщина) и шайб.
Двигатель с пластиной перед установкой на профиль.
Далее устанавливаем KP08 напротив, выдерживая расстояние от центра оси двигателя и от центра оси суппорта одинаковым
Далее устанавливаем суппорты вала SK8, четыре штуки, по паре на один вал. При установке валов не забываем про подшипники.
Далее собираем пластину с двигателем X, а также пластину с суппортом KFL08
Пластины сделаны симметричными, причем можно собрать с обоих сторон винт на KFL08, предварительно установив двигатель на стойку М3 (M3 Brass Spacer — удобно брать наборами).
Изначально был 3Д печатный KFL08, но пока собирал и тестировал успел заказать и получить нормальный)))
Собираем дальше ось Х. Устанавливаем пластины на раму
Устанавливаем вторую пластину.
Пластины обеспечивают дополнительную жесткость конструкции, одновременно являются держателем оси Х.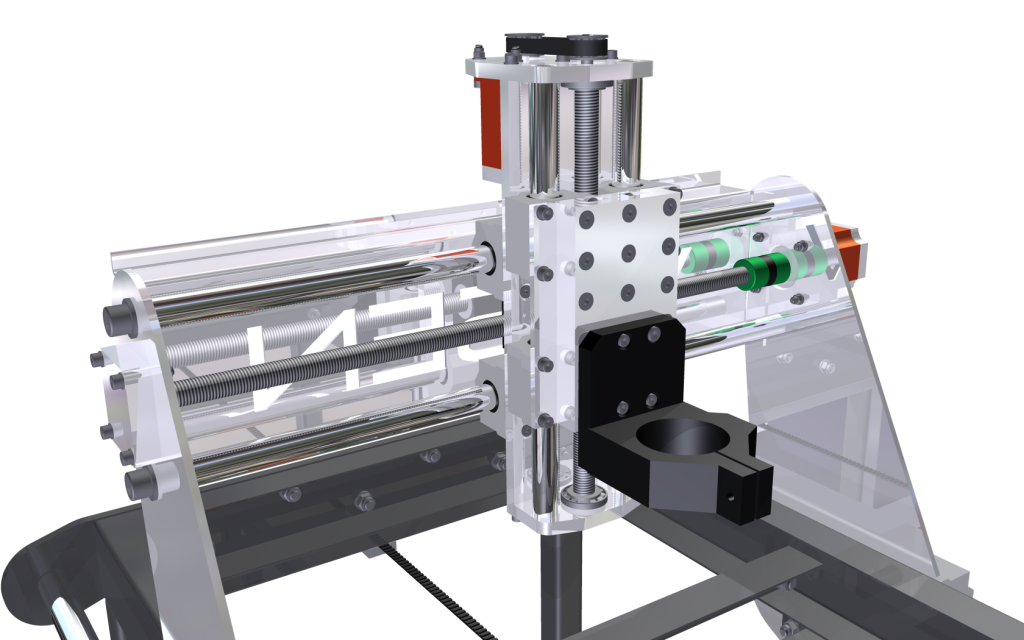 Для усиления использовано 3 цилиндрических вала 8 мм.
Для усиления использовано 3 цилиндрических вала 8 мм.
Далее в отверстия пластин устанавливаем валы (три штуки) плюс подшипники SC08UU (три пары соответственно)
Фотография поближе. По 10 мм цилиндрического вала с каждой стороны зажимаются в суппорт SHF08. И желательно оставить около 20 мм ходового винта для установки ручки (ручное перемещение каретки).
Устанавливаем пластину-каретку Х на подшипники. Не забываем про гайку. Я использовал 3Д печатный держатель гайки. Купить держатель достаточно проблематично. Из вариантов купить есть T8 Screw seat/block Nut или сразу плоскую пластиковую гайку (POM) с отверстиями для крепления (варианты раз и два). Видел в продаже «кубики»-держатели, но деньгам стоят дорого. Так что пока печатный держатель…
Проверяем свободный ход каретки от начала до конца оси, затягиваем винты.
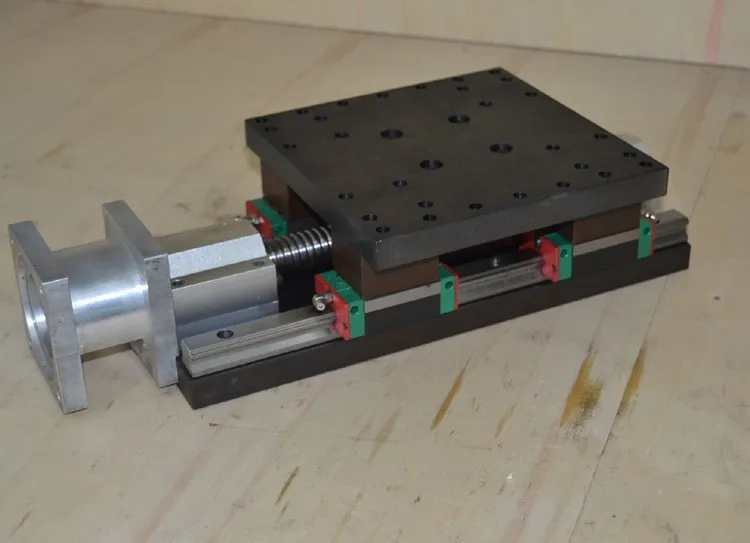
На пластину уже крепится слайдер оси Z. Можно сделать их отрезка профиля 2080 и суппортов SK8, можно изготовить самостоятельно, можно купить и не заморачиваться
Вот заготовка, но оставлю это для отдельного обзора, так как все таки ось Z сложновата в сборке (компактная)
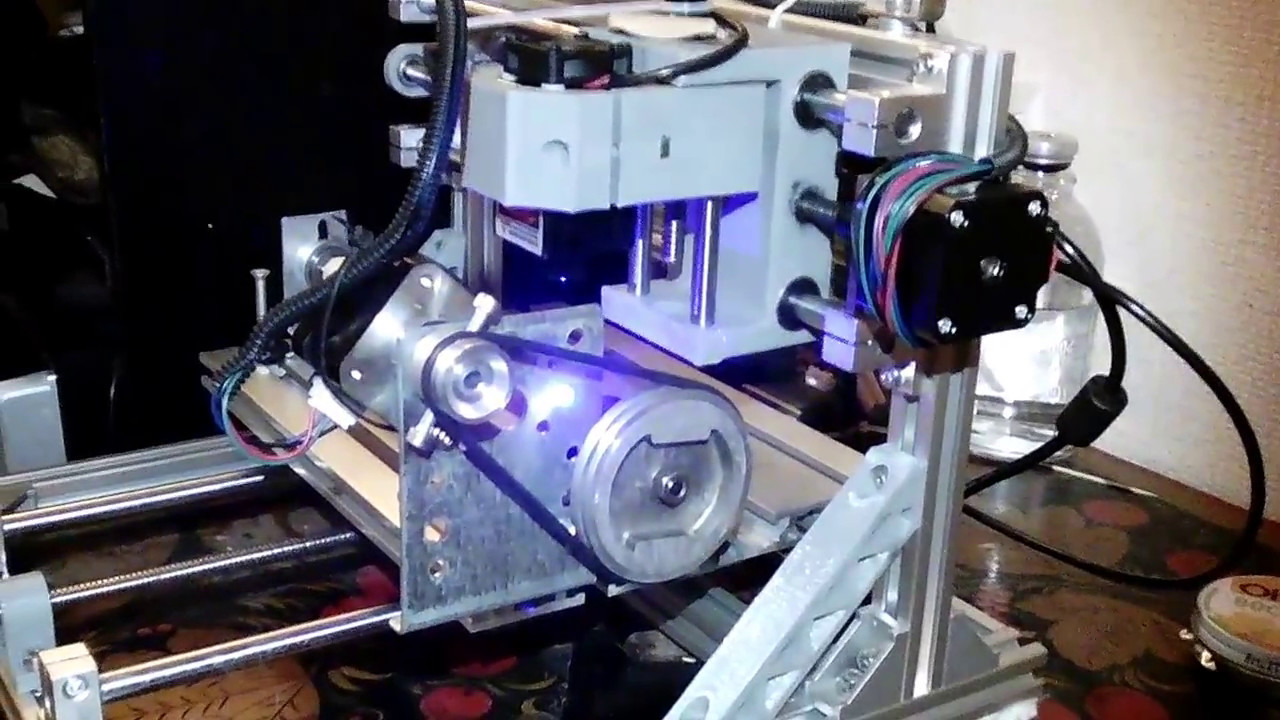
Собственно говоря, сборка рамы и осей XY окончена. Сейчас результат выглядит вот таким образом.
Сейчас результат выглядит вот таким образом.
Комплект очень удобный и можно рекомендовать для сборки/апгрейда конструкций ЧПУ станочков, граверов, принтеров.
На днях опубликую отчет о сборке оси Z.
Ссылка на комплект чертежей пластин для CNC2417
Ручки для вращения осей можно найти в моделях на thingiverse по ключевому слову «knob». Вот неплохой вариант, и еще один
Спасибо за внимание!
Датчик нуля оси. Принцип работы и описание
Когда вы выполняете какой-либо проект на своем ЧПУ, для успешного результата жизненно важно точно определить точку, в которой Z=0. Для этого многие используют датчик нуля оси.
Для большинства проектов Z-0 — это место на оси Z вашего ЧПУ, где кончик вашей концевой фрезы находится заподлицо или просто касается поверхности вашего материала заготовки. Зная эту точку как можно точнее, а также точную толщину исходного материала, вы сможете полностью определить свое рабочее пространство.
Получить толщину заготовки достаточно просто, вы просто используете штангенциркуль или подобное измерительное устройство, чтобы получить измерение, но точка Z-0 может быть сложной.
Исторически сложилось так, что операторы ЧПУ использовали тонкий лист бумаги или щуп. Скользя им вперед и назад по поверхности вашего материала, очень медленно опуская ось Z, вы можете научиться чувствовать, когда кончик вашей концевой фрезы начнет слегка прижимать бумагу к материалу. В этот момент вы можете сообщить ЧПУ, что текущее местоположение Z-0 = текущее местоположение — толщина используемой бумаги.
Те, кто знаком с 3D-принтерами, вероятно, знакомы с этим процессом и знают, что использование этого метода — это не только наука, но и искусство. Существует множество различных уровней защемления бумаги: слишком мало, в самый раз и слишком сильно. Это то, чему трудно научить, потому что вы можете узнать и запомнить правильное «чувство» только через практику и опыт.
Вот тут-то и пригодится датчик нуля оси
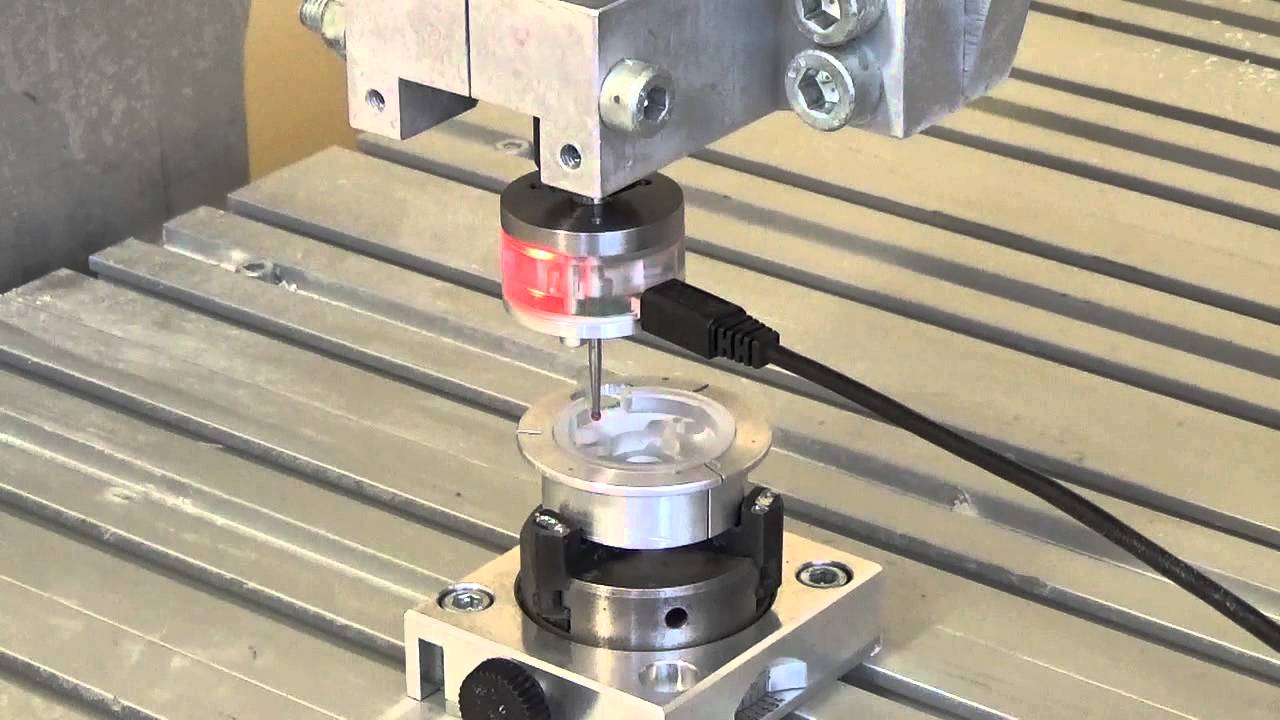
Датчик нуля осиЗонд Z состоит из двух компонентов: базы, которая подключается к проводу, и зажима типа «крокодил». Они подключены к вашему ЧПУ таким образом, что когда зажим типа «крокодил» (или что-то проводящее, к чему он прикреплен) касается основания, создается цепь.
Они подключены к вашему ЧПУ таким образом, что когда зажим типа «крокодил» (или что-то проводящее, к чему он прикреплен) касается основания, создается цепь.
Ваш ЧПУ знает точный момент создания этой схемы и, наряду с некоторым простым программированием, позволяет вам узнать очень точное Z-0 для материала заготовки в сочетании с основанием датчика поверх него.
Так как основание является известной величиной, вы можете предварительно запрограммировать ЧПУ, чтобы узнать точную толщину основания вашего датчика (измеряя его штангенциркулем), и навсегда после этого вы можете добиться установки Z -0 нажатием кнопки.
И вот она, истинная ценность датчика нуля. После того, как вы использовали один, вы никогда не захотите вернуться к старому методу.
Как настроить?
Часть 1: Установка зонда
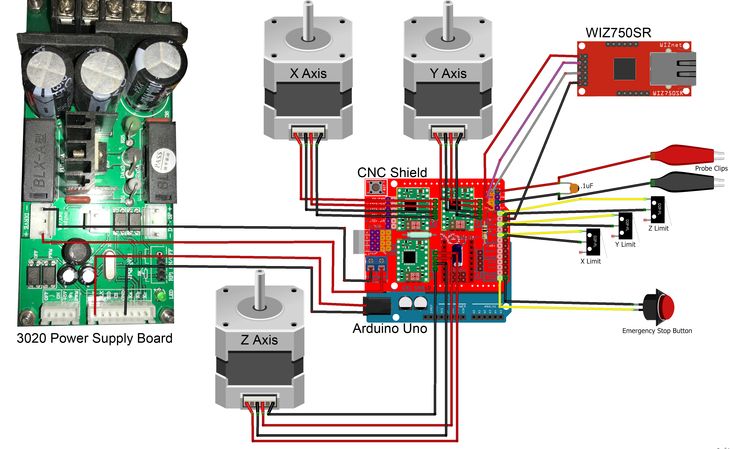
Хотя весь процесс не слишком сложен, это, безусловно, самая легкая часть! На изображении ниже показана плата контроллера ЧПУ 3018-PROVer.
Подключение датчика нуля на Mach4
Получение толщины/высоты зонда:
Получение высоты датчикаНе забудьте сохранить этот номер для следующего шага.
Часть 2A: Конфигурация в Candle
Чтобы настроить Candle для использования вашего датчика нуля Z, вам не нужно, чтобы ваш ЧПУ был подключен к компьютеру. Просто откройте Candle, щелкните панель инструментов «Сервис» и выберите «Настройки». Появится такое окно:
Подключение датчика нуля CandleВам нужно удалить код, уже сохраненный в командах probe, и вставьте/введите следующее:
G91G21G38. 2Z-50F100; G92 Z14.09; G0Z5M30
2Z-50F100; G92 Z14.09; G0Z5M30
Обратите внимание, что вам нужно будет заменить Z14.09 номером, который вы сохранили на шаге 1. Вы НЕ можете использовать стандартное значение 14.09 и должны измерить базу датчика, она намного больше r.
Часть 2B: Конфигурация в автономном контроллере
Команды, отправленные на ЧПУ, содержатся в файле probe.txt в корневом каталоге SD-карты. Поместите SD-карту в устройство чтения и подключите его к компьютеру.
Откройте файл probe.txt в текстовом редакторе, например в Блокноте, и замените все содержимое файла на:
(Приведенный ниже код предварительно установлен для основания Z-зонда высотой 14,19 мм. Высота вашего собственного датчика может отличаться от этой, поэтому важно измерить)
G91 G21 G38.2 Z-50 F100 G92 Z14.09 G0 Z15 G90 M30
Теперь подставьте вместо них измеренное значение 14,19 и сохраните. Важно отметить, что для использования автономного контроллера ваша карта MicroSD должна быть установлена в автономном контроллере вместе с этим файлом Probe. txt.
txt.
Как использовать датчик нуля оси?
Подключив зонд Z к плате, посмотрите на изображение ниже и следуйте инструкциям.
Как это использовать датчик нуля- Перемещайте шпиндель, пока он не окажется над материалом заготовки.
- Поднимите ось Z так, чтобы основание зонда Z могло поместиться под концевой фрезой. Обратите внимание, что обычно лучше, чтобы он был дальше, чем показано на изображениях выше. Как далеко не имеет значения.
- Возьмите часть датчика с зажимом типа «крокодил» и надежно закрепите его на концевой фрезе, убедившись, что он не будет мешать при выполнении программы измерения.
- Запустите программу зондирования.
- Если вы используете Candle, вам нужно будет нажать эту кнопку:
Ваш Z-0 теперь установлен, и теперь вы можете свободно перемещать ось Z, не беспокоясь о том, что она потеряется.
Что такое зонд Z и как его использовать?
Обновлено 2 года назад к Джордж
Что такое зонд Z?
Когда вы выполняете какой-либо проект на вашем ЧПУ, для успешного результата жизненно важно точно определить точку, в которой Z=0.
Для большинства проектов Z-0 — это место на оси Z вашего ЧПУ, где кончик вашей концевой фрезы находится заподлицо или просто касается поверхности вашего материала заготовки. Зная эту точку как можно точнее, а также точную толщину исходного материала, вы сможете полностью определить свое рабочее пространство.
Проблемы с визуализацией? Взгляните на это изображение:
Получить толщину заготовки достаточно просто, вы просто используете штангенциркуль или подобное измерительное устройство, чтобы получить измерение, но точка Z-0 может быть сложной.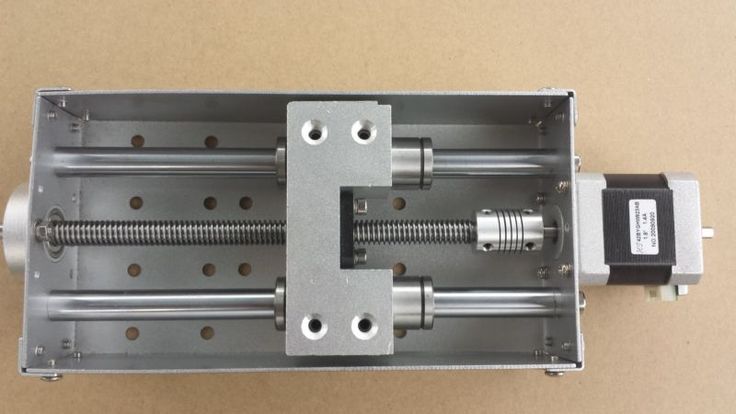
Исторически операторы ЧПУ использовали тонкий лист бумаги или щуп. Скользя им вперед и назад по поверхности вашего материала, очень медленно опуская ось Z, вы можете научиться чувствовать, когда кончик вашей концевой фрезы начнет слегка прижимать бумагу к материалу. В этот момент вы можете сообщить ЧПУ, что текущее местоположение Z-0 = текущее местоположение — толщина используемой бумаги.
Те, кто знаком с 3D-принтерами, вероятно, знакомы с этим процессом и знают, что использование этого метода — это не только наука, но и искусство. Существует множество различных уровней защемления бумаги битом: слишком мало, в самый раз и слишком сильно. Это то, чему трудно научить, потому что вы можете узнать и запомнить правильное «чувство» только через практику и опыт.
Вот тут-то и пригодится Z-зонд!
Зонд Z состоит из двух компонентов: базы, которая подсоединяется к черному проводу, и зажима типа «крокодил», который подсоединяется к красному проводу.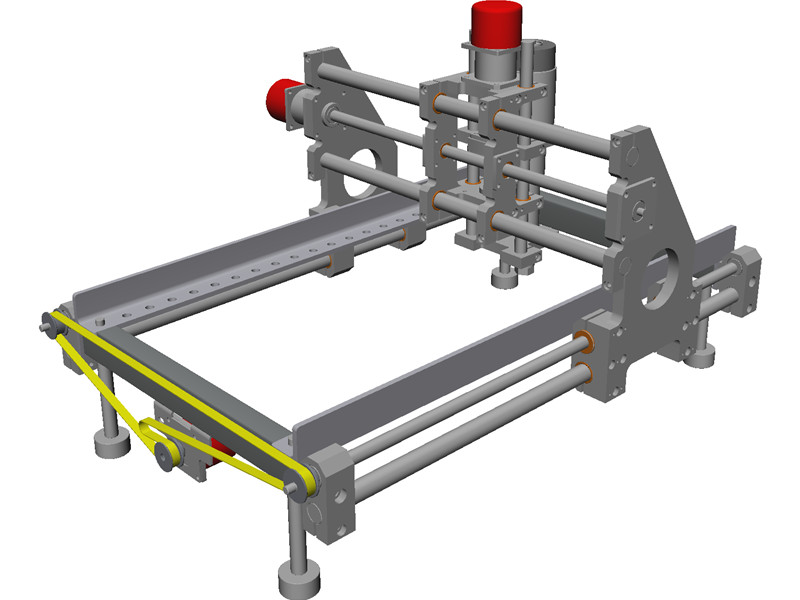 Они подключены к вашему ЧПУ таким образом, что когда зажим типа «крокодил» (или что-то проводящее, к чему он прикреплен) касается основания, создается цепь.
Они подключены к вашему ЧПУ таким образом, что когда зажим типа «крокодил» (или что-то проводящее, к чему он прикреплен) касается основания, создается цепь.
Ваш ЧПУ знает точный момент создания этой схемы и, наряду с некоторым простым программированием, позволяет вам узнать очень точную Z-0 для материала заготовки в сочетании с основанием датчика поверх него.
Так как основание является известной величиной как произведенный продукт, вы можете предварительно запрограммировать ЧПУ, чтобы узнать точную толщину основания вашего датчика (измеряя его штангенциркулем), и навсегда после этого вы можете добиться установки Z -0 нажатием кнопки кнопку, так как ЧПУ использует следующую формулу:
Истинное Z-0 = (Заготовка/Основа Z-0) — Толщина основания
И вот оно, истинное значение датчика Z. После того, как вы использовали один, вы никогда не захотите вернуться к старому методу.
Как настроить?
Часть 1: Установка зонда
Хотя весь процесс не слишком сложен, это определенно самая легкая часть! На изображении ниже показана плата контроллера ЧПУ 3018-PROVer.
Поскольку вы собираетесь работать с ЧПУ спереди, а эта плата обращена в сторону, лучше подумать о том, как донести датчик до вас, чтобы упростить его использование в будущем. Лучший способ сделать это — взять другой конец зонда Z, не подключенный к плате, и провести его слева от вашего ЧПУ. Когда он не используется, вы можете даже несколько раз обернуть провод вокруг шагового двигателя оси X, чтобы он не мешал при активной работе над проектами.
Получение толщины/высоты зонда:
Хотя мы производим наши зонды, чтобы они были как можно более однородными, чтобы предоставить вам наилучшие впечатления, могут возникать несоответствия, поэтому важно, чтобы вы измеряли высоту/толщину ваших конкретных зондов.
Не забудьте сохранить этот номер для следующего шага.
Часть 2A: Конфигурация в Candle
Чтобы настроить Candle для использования вашего датчика Z, вам не нужно, чтобы ЧПУ было подключено к компьютеру. Просто откройте Свечу, нажмите кнопку « Сервис «Панель инструментов» и выберите » Настройки «.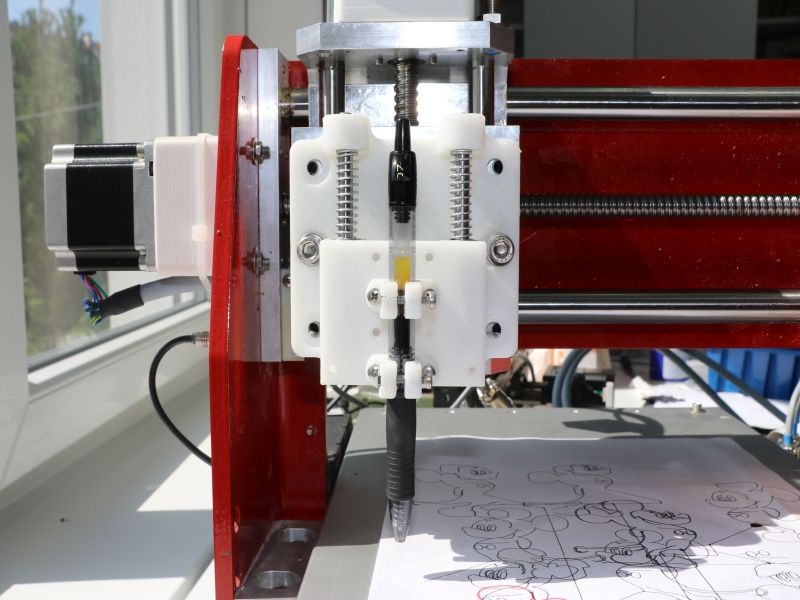 Появится окно, подобное этому:
Появится окно, подобное этому:
Вы хотите удалить код, уже сохраненный в командах зонда, и вставьте/введите следующее:
G91G21G38.2Z-50F100 ; G92 Z14.09; G0Z5M30
Обратите внимание, что вам нужно будет заменить Z14.09 номером, который вы сохранили на шаге 1. и должны измерить базу зонда, она очень большая р.
Часть 2B: Конфигурация в автономном контроллере
Примечание. Этот раздел вообще не относится к 4030.
Команды, отправленные на маршрутизатор для команды Z-Probe, содержатся в файле probe.txt в корневом каталоге SD-карты, входящей в комплект поставки ЧПУ 3018-PROVer. Поместите SD-карту в устройство чтения (также входит в комплект) и подключите его к компьютеру.
Откройте файл probe.txt в текстовом редакторе, например в Блокноте, и замените все содержимое файла на:
(Приведенный ниже код предварительно установлен для основания Z-зонда высотой 14,19 мм.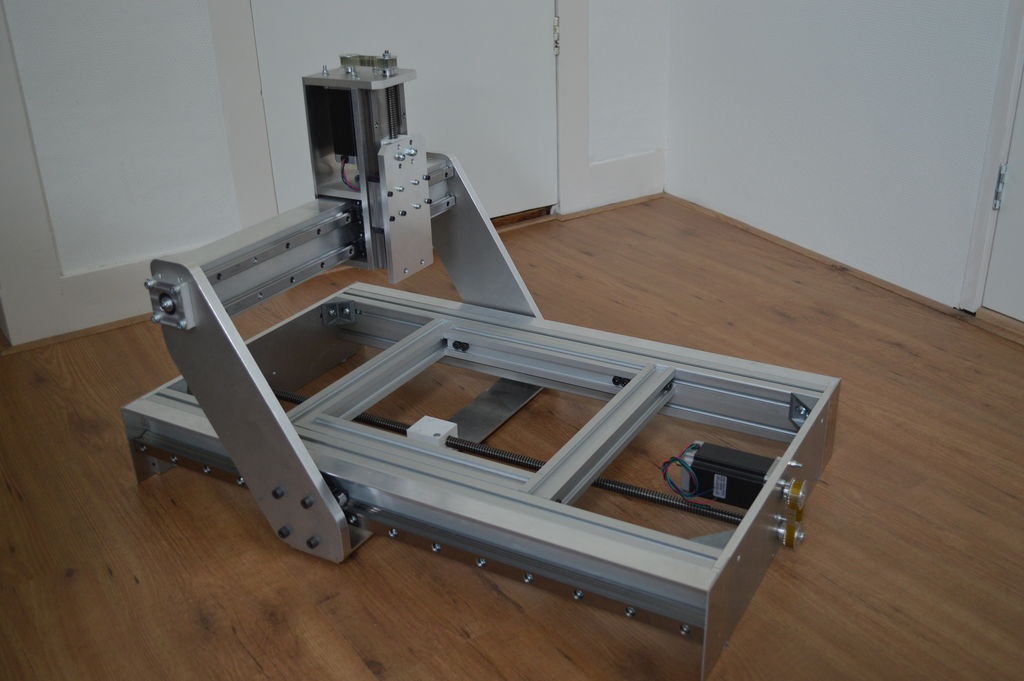 Высота вашего датчика может отличаться от этой, поэтому важно измерить)
Высота вашего датчика может отличаться от этой, поэтому важно измерить)
G91 G21
G38.2 Z -50 F100
G92 Z 14.09
G0 Z15
G90
M30
Теперь подставьте вместо них измеренное значение 14.19 и сохраните. Важно отметить, что для использования автономного контроллера ваша карта MicroSD должна быть установлена в автономном контроллере вместе с этим файлом Probe.txt.
Как он используется?
Подключив зонд Z к плате, посмотрите на изображение ниже и выполните описанные шаги.
- Перемещайте шпиндель, пока он не окажется над заготовкой.
- Поднимите ось Z так, чтобы основание зонда Z могло поместиться под концевой фрезой. Обратите внимание, что обычно лучше, чтобы он находился дальше, чем показано на изображениях выше. Как далеко не имеет значения.
- Возьмите часть датчика с зажимом типа «крокодил» и надежно закрепите его на концевой фрезе, убедившись, что он не будет мешать при выполнении программы измерения.
- Запустите программу зондирования.
- Если вы используете Candle, вам нужно будет нажать эту кнопку:
- Если вы используете автономный контроллер, посмотрите это видео о том, как перейти к команде Probe с автономным контроллером.
- Теперь Z-0 настроен, и теперь вы можете свободно перемещать ось Z, не беспокоясь о ее потере.
Фрезерная система координат с ЧПУ Made Easy
Этот пост также доступен в: Français (французский) Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства.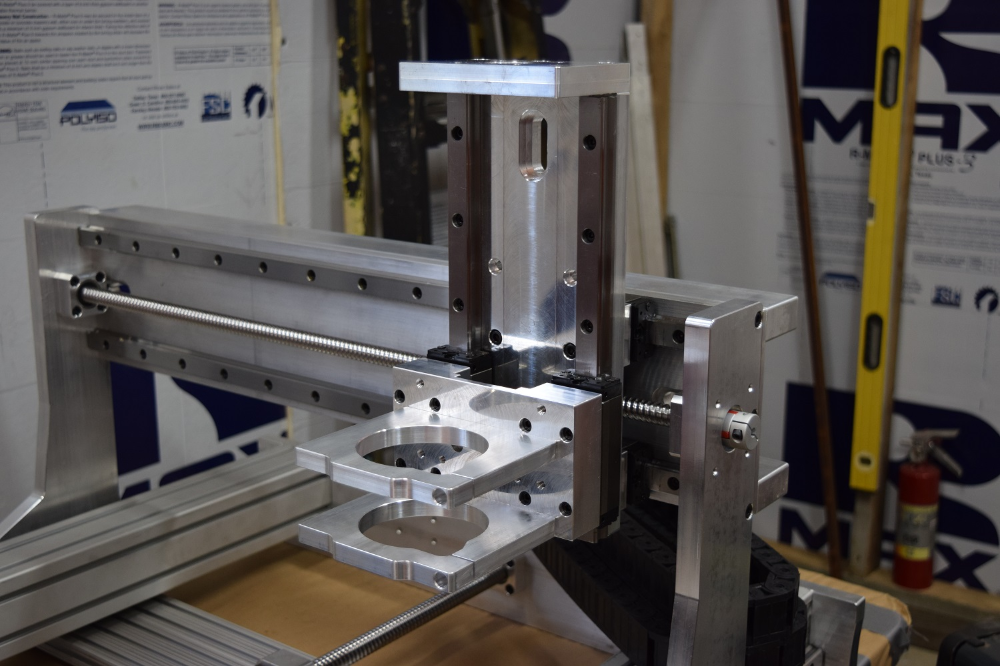 Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой. Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство.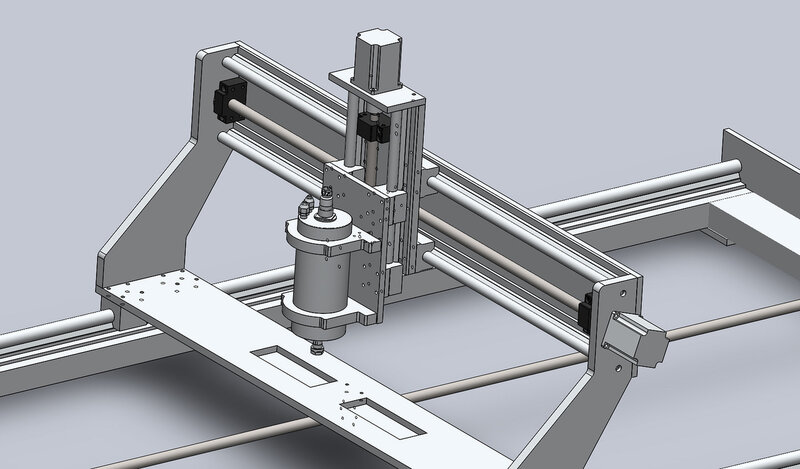 Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
- Где ваш блок материала
- Насколько далеко ваш инструмент от вашей части
- Какие движения использовать для обработки детали
На первый взгляд система координат может показаться сложной, но ее можно разбить на простые компоненты. Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство, в котором ваш станок с ЧПУ может перемещаться. Каждая ось встречается в Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — это ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Как станок с ЧПУ использует координаты
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь.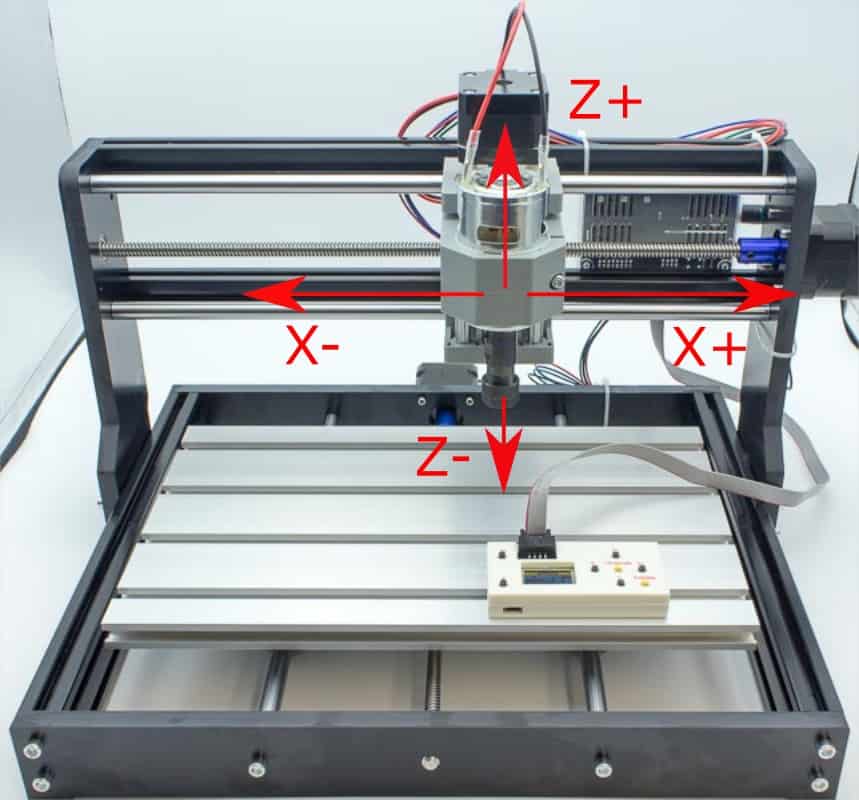 Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «вправо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Сложите все это вместе, и у вас есть станок с ЧПУ, который может резать заготовки с разных сторон в плоскости XY и на разную глубину по оси Z. Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ
Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Machine Home . Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУ
До сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат. Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
Помните об этих моментах при прохождении процесса:
- Исходную точку необходимо будет найти механическими средствами с помощью краевого искателя или зонда
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Происхождение должно учитывать требуемые допуски последующих операций
Можно было бы создать еще один полный блог о выборе наиболее оптимальной исходной точки, особенно для каждой последующей настройки, поскольку стек допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Взаимодействие ЧПУ и системы координат человека
Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.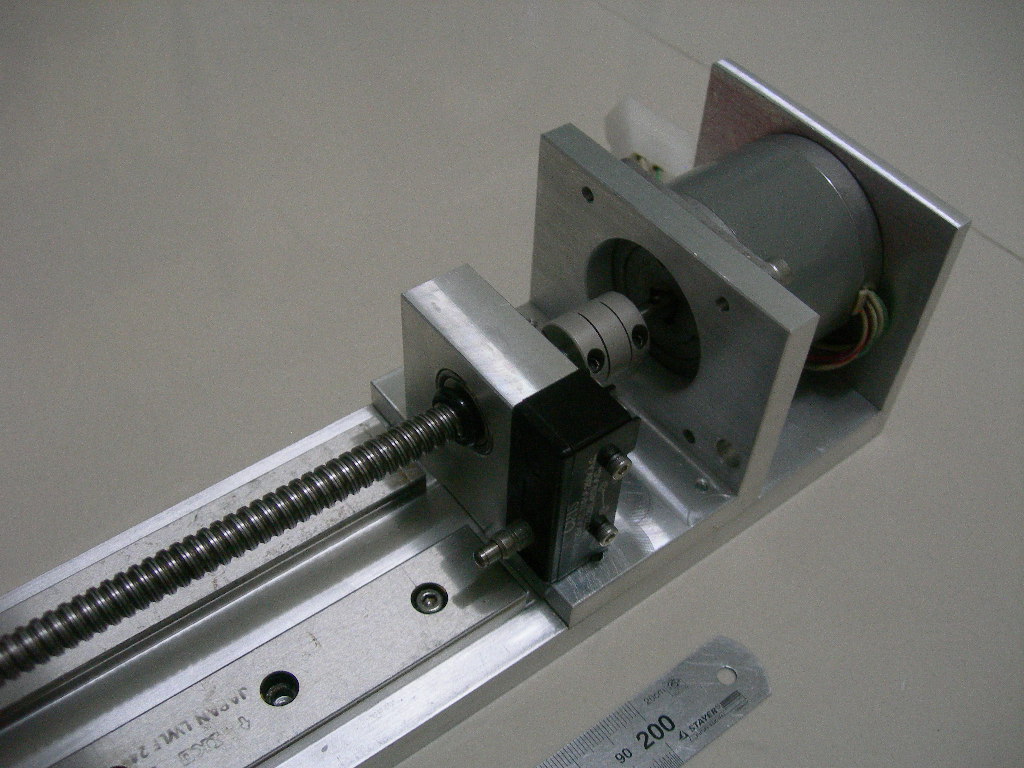
Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Смещение инструмента
Довольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя. Существует несколько способов записать коррекцию инструмента:
Существует несколько способов записать коррекцию инструмента:
- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Собираем все вместе
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму. Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:
- Деталь зажимается в тисках, прикручивается к столу станка и выравнивается по осям станка.
- Это удерживает ось X WCS на одном уровне с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Поскольку одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат по оси Y, находя это местоположение с помощью кромкоискателя или щупа.
С нашей системой WCS наша машина теперь понимает положение заготовки относительно своих внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.
Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.
Заблокировано и загружено
Теперь у вас есть точные знания координат ЧПУ в вашем инструментальном поясе механика. Используйте его, куда бы ни привела вас ваша карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ. Эти три системы работают вместе, чтобы снова и снова точно находить и обрабатывать детали с постоянным качеством.
