Что такое паяльный жир. Какие виды паяльного жира бывают. Как сделать паяльный жир в домашних условиях. Из чего состоит паяльный жир. Как правильно использовать паяльный жир при пайке. Преимущества и недостатки паяльного жира.
Что такое паяльный жир и для чего он используется
Паяльный жир — это специальный флюс для пайки, обладающий консистенцией густой пасты или мази. Он применяется для улучшения качества паяных соединений и облегчения процесса пайки. Основные функции паяльного жира:
- Удаление оксидной пленки с поверхности металлов
- Снижение поверхностного натяжения припоя
- Защита места пайки от повторного окисления
- Улучшение растекания припоя
- Повышение прочности паяного соединения
В отличие от жидких флюсов, паяльный жир удобно наносить на поверхность, он не растекается и не испаряется быстро. Это делает его популярным выбором для пайки крупных деталей и массивных поверхностей.
Виды паяльного жира
Существует два основных вида паяльного жира:

Нейтральный паяльный жир
Содержит канифольно-стеариновую основу. Подходит для большинства бытовых работ по пайке. Не вызывает коррозию металлов. Хорошо удаляет загрязнения и оксидные пленки. Универсален в применении.
Активный паяльный жир
Имеет более сложный химический состав. Обладает повышенной активностью. Эффективен для пайки сильно окисленных и загрязненных поверхностей. Может вызывать коррозию, требует тщательной очистки после пайки.
Состав паяльного жира
В состав типичного паяльного жира входят следующие компоненты:
- Канифоль (20-40%)
- Вазелин технический (30-50%)
- Стеарин (10-20%)
- Парафин (5-10%)
- Активаторы — хлорид цинка, хлорид аммония (1-5%)
- Растворители — спирт, скипидар (до 10%)
Точные пропорции зависят от конкретной рецептуры. Активные жиры содержат больше активаторов. Нейтральные — в основном канифоль и вазелин.
Как сделать паяльный жир своими руками
Простой рецепт паяльного жира для домашнего изготовления:
- Расплавить на водяной бане 50 г канифоли
- Добавить 30 г вазелина технического
- Добавить 10 г стеарина
- Тщательно перемешать до однородной массы
- Снять с огня и добавить 10 мл спирта
- Разлить по емкостям и остудить
Для активного жира можно добавить 1-2 г хлорида цинка. Пропорции можно корректировать для получения нужной консистенции.

Преимущества паяльного жира
Основные достоинства использования паяльного жира при пайке:
- Удобство нанесения на поверхность
- Не растекается и не испаряется быстро
- Хорошо удаляет загрязнения и оксиды
- Обеспечивает качественное лужение
- Повышает прочность паяного соединения
- Защищает от повторного окисления
- Универсальность применения
Недостатки паяльного жира
К минусам паяльного жира можно отнести:
- Необходимость тщательной очистки после пайки
- Возможность коррозии при использовании активных жиров
- Выделение вредных испарений при нагреве
- Неприятный запах при работе
- Сложность точного дозирования
Особенности применения паяльного жира
Для правильного использования паяльного жира при пайке следует придерживаться следующих рекомендаций:
- Тщательно очистить и обезжирить поверхности перед пайкой
- Нанести тонкий слой жира на место пайки
- Прогреть место пайки паяльником до расплавления жира
- Припой должен расплавиться и равномерно растечься
- После пайки удалить остатки жира растворителем
- При работе обеспечить вентиляцию помещения
Соблюдение этих правил позволит получить качественное паяное соединение и избежать проблем с коррозией.

Сравнение паяльного жира с другими флюсами
Паяльный жир имеет ряд отличий от других распространенных флюсов для пайки:
| Характеристика | Паяльный жир | Канифоль | Жидкий флюс |
|---|---|---|---|
| Консистенция | Густая паста | Твердая | Жидкая |
| Удобство нанесения | Высокое | Среднее | Низкое |
| Скорость испарения | Низкая | Средняя | Высокая |
| Активность | Средняя/Высокая | Низкая | Высокая |
Паяльный жир сочетает в себе удобство нанесения, низкую испаряемость и достаточную активность, что делает его универсальным выбором для многих задач пайки.
Рекомендации по выбору паяльного жира
При выборе паяльного жира следует учитывать следующие факторы:
- Тип паяемых материалов
- Степень окисленности поверхностей
- Требуемая активность флюса
- Необходимость последующей очистки
- Условия работы (вентиляция, температура)
Для большинства бытовых работ подойдет нейтральный паяльный жир на основе канифоли. Для пайки сильно окисленных поверхностей лучше выбрать активный состав. При работе с электроникой предпочтительны жиры, не оставляющие токопроводящих остатков.

Меры безопасности при работе с паяльным жиром
При использовании паяльного жира необходимо соблюдать следующие меры предосторожности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки и перчатки
- Не допускать попадания жира на кожу и в глаза
- Не вдыхать пары при нагреве жира
- Хранить жир в плотно закрытой таре
- Не принимать пищу во время работы с жиром
При попадании жира на кожу немедленно смыть его водой с мылом. При появлении признаков раздражения обратиться к врачу.
Паяльный флюс (жир) LAOA LA813002
Покупался из-за заголовка «паяльная паста» и соотвественно, ожидал получить именно паяльную пасту в классическом понимании — смесь, состоящую из флюса, перемешанного с сильно измельчёнными частицами припоя, что весьма удобно. Когда я открыл банку, стало понятно, что это не та самая паста, а только флюс, причём очень похожий внешне на плохой китайский флюс RMA-223. Но попробовав его в работе, был приятно удивлён. Впрочем не обошлось и без нюансов, о которых нужно знать. Вот про это всё и поговорим в обзоре.
Сама контора в основном делает инструменты, однако расходников для паяльных работ от них — совсем немного — раз, два и обчёлся. Ранее я использвал их припой, который оказался хорошим конкурентом для другого китайского припоя — Kaina (с синей этикеткой). Так называемую «паяльную пасту», оказавшейся на деле флюсосм, я покупал вместе с припоем. У этого флюса я видел всего две фасовки — 25гр.
Флюсы, которые я видел в продаже объёмом более 50гр. от других производителей обычно пакуются в пластиковые банки с откручивающейся крышкой. В данном случае имеем жестяную банку со снимаемой крышкой без резьбы. Сверху видна наклейка с наименованием и маркировкой. Английская фраза «Solder Paste» в общем-то так и переводится — «паяльная паста», которая сбивает с толку:
Субстанция желтовато-полупрозрачная, как я и сказал выше, визуально очень походит на один из худших китайских флюсов — RMA-223. По консистенции также напоминает вазелин, даже некоторый запах вазелиновский присутствует. Очень густой и липкий. Например, если перевернуть открытую банку, то масса не вывалится.
Тесты начну с лужения многожильного проводка, поскольку это первое, на чём я его впервые испробовал. На жало, нагретое до 320гр. предварительно нанёс припоя небольшое количество.
Припаять проводник витой пары к пятаку на плате можно и причём практически за одно мгновение:
Чуть потруднее задача (для жала) — спаять два более массивных проводка. Я их предварительно зажал и подготовил таким образом:
Наношу флюс и прикладываю нагретое жало. В первые моменты расплавления жира, видно, как выходит небольшое количество дыма. В момент кипения его уже нет. Отсутствуют также и специфичные запахи. Несмотря на достаточно мелкое жало D16, спайка проводков проходит достаточно легко.
Лужение медного покрытия на фрагменте заготовки из стеклотекстолита проходит легко, я бы сказал, очень, с учётом того, что жало небольшое и ему надо попутно ещё прогреть этот полигон. Также виден дым вначале расплавления густой субстанции, и затем просто кипение без дыма. По окончании лужения, можно заметить, что шлаков в виде хлопьев чёрного цвета не остаётся, и соответственно жало остаётся чистым.
При припаивании контактной гребёнки мало того, что штырьки опрятно припаялись, но и большая часть соседних пятаков успела залудиться, хотя я их касался краем жала самую малость
Плоский контакт батарейки поддаётся. Но паять аккумуляторы я не рекомендую — есть риск перегреть.
Другой момент обозначу ниже.
Теперь о важном — побочные эффекты, если этот флюс (жир) оставить на плате с медным покрытием.
Сначала тест на окисление меди. Он довольно-таки простой. На левый блок пятаков наношу заведомо активный флюс — KIngbo 218, которым часто пользуюсь. На правый блок пятаков — флюс LAOA, закидываю в дальнее место и ухожу заниматься своими делами.
Спустя неделю осматриваем плату. Под Kingbo медные контакты окислились и теперь на них виден зелёный налёт. В правой части, под LAOA — без изменений.
Но всё-таки есть веская причина не оставлять флюс от LAOA на плате. Для теста была взята целиком залуженная заготовка, в середине которой сделал поперечный пропил, чтобы разделить покрытие на два полигона.
На место поперечного пропила нанёс небольшое количество флюса LAOA, затем прогрел одну сторону платки паяльником, чтобы жир прокипел. После этого зажимаю крокодилами обе стороны платы, включаю мультиметр в режим прозвонки и наблюдаю вот что — медленно нарастающее сопротивление, через которое уже способен проходить ток, а это не есть хорошо, если остатки этого флюса остаются на электронных схемах, — его надо тщательно отмывать.
Попробуем отмыть флюс с макетной платы, куда я запаял гребёнку и оставил плату на некоторое время, чтобы флюс более-менее застыл.
Затем наношу бензин «Калоша» и зачищаю щёткой
Стоит отметить, что после очистки от флюса LAOA плата уже не остаётся липкой, как после других китайских флюсов, например NC-559, где потом требуется делать проход ватными палочками, чтобы липкость убрать
Случайно обнаружил ещё одно, но крайне полезное применение — облуживание кончика жала паяльника с местами окалины, куда припой не хочет приставать. Примеры с частичной окалиной, полагаю, будут не так интересны. Достану-ка я свой старый паяльник на жалах 900-й серии, тот самый, который с термисторным регулятором мощности. Есть в его наборе одно, как мне казалось, «убитое» жало, котрому ни стальная, ни целлюлозная губка не помогали…
Примеры с частичной окалиной, полагаю, будут не так интересны. Достану-ка я свой старый паяльник на жалах 900-й серии, тот самый, который с термисторным регулятором мощности. Есть в его наборе одно, как мне казалось, «убитое» жало, котрому ни стальная, ни целлюлозная губка не помогали…
Методика, которую я выявил опытным путём, следующая — нанести немного этого паяльного жира на пруток припоя, затем поднести к кончику «убитого», но нагретого жала, чтобы на нём припой начал скапливаться. Прихватываю жало комком стальной ваты (у моей ваты степень абразивности самая низкая #0000) и протираю его.
На выходе у нас — практически новенькое жало. Точечные шлаки конечно остались, но при повторной процедуре и их можно убрать. Но меня и первый проход весьма впечатлил
Выводы
У этого флюса (жира) хорошие лудящие свойства, как мне показалось, даже лучше, чем у KIngbo 218. Помимо этого, он не оставляет после работы грязь и жало практически не пачкается. Kingbo 218 — оставляет после себя шлаки, что провоцирует часто чистить жало в губке или вате (рекомендую стальную).
Kingbo 218 — оставляет после себя шлаки, что провоцирует часто чистить жало в губке или вате (рекомендую стальную).
Пайка SMD, тем более BGA, многоножечные элементы типа TQFP и подобных — обозреваемый флюс для этих задач строго не рекомендуется, так как во-первых, может затечь под корпус элемента и обычная чистка щёткой здесь уже не поможет. К сожалению, не могу проверить, справиться ли с очисткой ультразвуковая ванночка, поскольку оной у меня нет. Если есть информация — сообщите. Во-вторых — кипение, при пайке горячим воздухом, неприемлимо, чтобы флюс кипел
С другой стороны, паяльный жир некоторые мастера используют при ремонте утопленных гаджетов, для пропаивания частично разрушенных под воздействием коррозии контактов. Жир по идее здесь должен вытягивать все окислы наружу, а оставшиеся контакты лудить. После промывают водой со средством для мытья посуды. Но в этих ремонтных случаях используют нейтральный паяльный жир. Какой жир от LAOA — сказать трудно, так как выше тесты показали, что он имеет признаки, как активного, так и нейтрального жира.
Какой жир от LAOA — сказать трудно, так как выше тесты показали, что он имеет признаки, как активного, так и нейтрального жира.
Лудить аноды аккумуляторов типа 18650, где по периметру контакта расположены сквозные отверстия, — тоже не желательно, жир может натечь внутрь и сделать там нехорошее токопроводящее дело. Особенно касается аккумуляторов с защитой.
Что касается реальных задач, где обозреваемый флюс от LAOA может пригодится, то это спаивание проводов, лужение стеклотекстолитовых заготовок, контактных площадок, массивных полигонов, а также очистки жал и приведения их в нормальное состояние. Поскольку флюс густой, его будет удобно наносить в любые места — по этому критерию он выигрывает у канифоли (твёрдой, разбавленной). Радиодетали со сквозным монтажем — с осторожностью: наносить по чуть-чуть, и обязательная отмывка места пайки, чтобы был доступ щётки в узкие места.
В общем, своё место в столе этот жир заслуживает, но — только для определённых задач. В оффлайне есть аналоги, но их я уже не проверял.
В оффлайне есть аналоги, но их я уже не проверял.
Достоинства
— в паре со стальной ватой #0000 хорошо чистит жало
— не оставляет чёрных шлаков
— отлично лудит поверхность
— нет специфичного запаха
— не окисляет медь
— мало дыма
Недостатки
— проводит ток
— требует тщательной отмывки
PS. надеюсь, материал оказался полезен.
Паяльный жир
Множество специалистов по спаиванию используют большое количество разных флюсов, имеющих в наличии необходимые преимущества для соответствующих предстоящих работ. Жир для спаивания является весьма востребованным способом среди множества разновидностей, поскольку обладает великолепными свойствами в использовании, благодаря которым уровень качества конечного результата гораздо больше, в отличие от использования простой канифоли. Обращение с подобным флюсом считается таким комфортным, поэтому новички отдают предпочтение остальным различным методам дополнительных расходных материалов, но качество спаивания с помощью жира значительно больше, из-за чего и осуществляются уверенные продажи в магазинах на протяжении многих лет.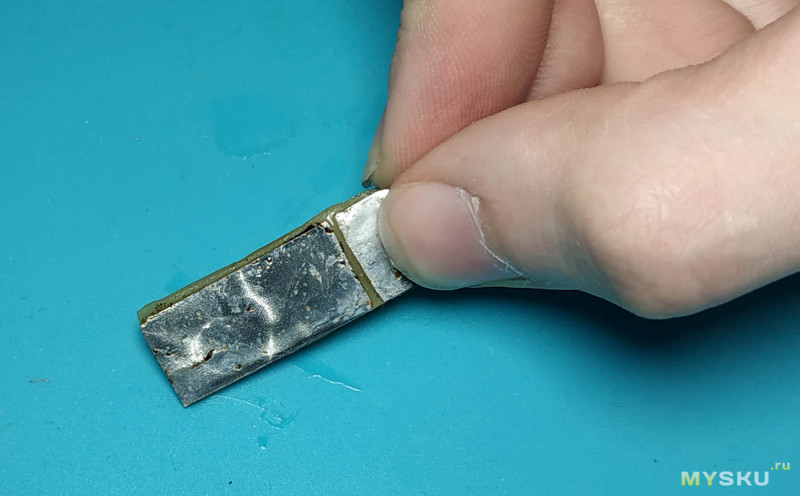
Большинство людей подразумевают жир для спаивания как простое вещество, которое является от животного происхождения. На самом деле подобное вещество изготовлено из специального химического состава, но, по своей консистенции и нескольким свойствам, вещество полностью имеет схожесть с простым жиром. Есть некоторые виды подобного материала, некоторые из них великолепно подходят для осуществления процесса спаивания различных микросхем, а другие совсем наоборот. Главным преимуществом для легкого проведения работ является то, что благодаря вязкости материала, его можно разложить на поверхности детали в большом количестве, не опасаясь, что он начнет растекаться, и его эластичность образует принятие под воздействием силы различных форм. Подобная продукция изготавливается по ГОСТу 19113-84.
Разновидности жира для спаивания
Есть две основные разновидности, на которые разделяется жир для спаивания. Это такие виды как:
• Нейтральный жир для спаивания в состав этого вещества входит канифольная стеариновая основа. Благодаря ему можно удалять почти все образующиеся загрязнения, такие как окислы, пленки, а также для материалов с большим количеством ржавчины на поверхности. Такой метод используется для разных видов спаивания, в число которых входит и медь с низкотемпературными припоями. Поскольку здесь присутствует большая универсальность, нейтральная разновидность считается весьма востребованным флюсом, и широко применяется как в бытовых условиях, так и в промышленных сферах. Данная субстанция владеет большим уровнем вязкости, благодаря чему, это позволяет ей без затруднений удерживаться на поверхности, и образуется точнейшая дозировка.
Благодаря ему можно удалять почти все образующиеся загрязнения, такие как окислы, пленки, а также для материалов с большим количеством ржавчины на поверхности. Такой метод используется для разных видов спаивания, в число которых входит и медь с низкотемпературными припоями. Поскольку здесь присутствует большая универсальность, нейтральная разновидность считается весьма востребованным флюсом, и широко применяется как в бытовых условиях, так и в промышленных сферах. Данная субстанция владеет большим уровнем вязкости, благодаря чему, это позволяет ей без затруднений удерживаться на поверхности, и образуется точнейшая дозировка.
• Активный жир для спаивания такое вещество владеет, более затруднительной химической структурой. У него намного выше качества спаивания, в отличие от нейтрального жира, однако при этом образуется проявление большой коррозийной активности. Если вопрос стоит в том, чем лучше осуществлять процесс спаивания микросхем, то такой вариант лучше сразу вычеркнуть. Он великолепно борется с очень окисленными и корродированными деталями из различных видов металла.
Преимущества
• Благодаря использованию жира для спаивания образуется более гладкое лужение и ровное распределение припоя;
• Материал придает больший уровень качества в процессе спаивания, в отличие от других разновидностей;
• Себестоимость подобного флюса является значительно не высокой, а также он считается легко приобретаемым материалом, поскольку его можно найти практическим в любом соответствующем магазине;
• Благодаря вязкости вещества, можно с легкостью обеспечить точную дозировку, а также сохранить при точном разложении на маленьких деталях;
• В процессе и в завершении процедур почти не остается никаких следов;
• Когда после процесса спаивания останутся частицы жиры на поверхности материала, то их с легкостью можно удалить с помощью обыкновенной воды;
Недостатки
• Во время процедур спаивания с помощью паяльного жира, происходит испарения негативных веществ, которые отрицательно воздействуют на дыхательную систему человека, из-за своих имеющихся химических элементов в составе;
• В момент проведения процедур почти все детали образуются с остатками жира, и для удаления необходимо произвести обязательную зачистку, что может нанести вред тонким микросхемам;
• Контакт с подобным флюсом является не очень приятным во время процедур, поскольку присутствует запах и консистенция.
Состав и химическо-физические свойства жира для спаивания
Состав жира для спаивания напрямую зависит от того, к какому именно виду они относится. Наиболее легким считается нейтральный жир, поскольку в нем содержится только канифольная стеариновая основа. В составе нейтрального жира для спаивания присутствуют такие компоненты как:
• Парафин;
• Вазелин;
• Вода деионизированная;
• Хлорид цинка;
• Хлорид аммония.
Благодаря свойствам флюса образуется мягкость в осуществлении самих процедур. В связи с этим, припой самостоятельно образует форму на подобии жира, и расходится без всяких затруднений по поверхности материала. Несмотря на другие разновидности флюса, данный вид формирует ровную поверхность растекающегося металла, без участков с наличием деформации. Такой процесс заметен еще в момент лужения, поскольку пленка припоя ложится на главный металл без образования различных бугорков и резких переходов одним простым движением.
Процесс растворения жира для спаивания можно осуществить в различных органических веществах, таких как растворитель или ацетон, а также великолепно происходит при воздействии больших температур. Во время спаивания флюс сам с легкостью начинает изменять свою структуру, и образуется гораздо податливее.
Во время спаивания флюс сам с легкостью начинает изменять свою структуру, и образуется гораздо податливее.
В связи с вязкостью материала перед осуществлением самой процедуры, образуются легкие подготовительные процедуры и раскладывание флюса, а затем происходит переход в текучее состояние при увеличении температуры, что осуществляет лучшее растекание.
Особенности выбора
Прежде чем совершать подбор жира для спаивания, необходимо понять, для чего он нужен, поскольку от этого зависит его вид. Когда речь идет об простых работах по спаиванию, где не предстоит столкнуться с трудными материалами или с сильно изношенными деталями, то вполне подходит простой нейтральный жир для спаивания. Данное вещество гораздо безопасное, и не вызывает никакого образования коррозии на материале.
Если появляется необходимость в подготовке изделий из металла к спаиванию, эксплуатация которых была давно проведена, и они существенно испортились от ржавчины и остальных различных загрязнений, то в таком случае рекомендуется использовать активный жир. Для обыкновенных работ его не рекомендуется использовать, поскольку из-за него появляется значительная вероятность в появлении коррозии на месте спаивания. Чтобы предотвратить такой важный нюанс, потребуется хорошо произвести зачистку места спаивания в завершении процедур, поскольку всегда остаются жировые остатки.
Для обыкновенных работ его не рекомендуется использовать, поскольку из-за него появляется значительная вероятность в появлении коррозии на месте спаивания. Чтобы предотвратить такой важный нюанс, потребуется хорошо произвести зачистку места спаивания в завершении процедур, поскольку всегда остаются жировые остатки.
Так же следует обращать внимание на объемы и упаковку, в которых осуществляется поставка. Когда выбор остановился на этом флюсе, и дискомфорте в его использовании, а также большой вероятности в образовании коррозии, то следует приобретать большие объемы, поскольку такое вещество считается весьма качественным, и помогает улучшить процесс спаивания. Если флюс приобретается для начальной практики, то рекомендуется брать маленький объем, который быстро расходуется, и можно будет определиться, подходит это для вас или нет.
Особенности использования спаивания
Большинство людей, которые еще не сталкивались с такими веществами, задают себе вопрос, как же осуществить пайку при помощи жира для спаивания. Больших затруднений здесь нет, поскольку процедура имеет большую схожесть с остальными. В начале, потребуется произвести подготовительные работы, что бы поверхность материала была максимально зачищенной.
Больших затруднений здесь нет, поскольку процедура имеет большую схожесть с остальными. В начале, потребуется произвести подготовительные работы, что бы поверхность материала была максимально зачищенной.
Далее происходит лужение предстоящих к спаиванию поверхностей. Здесь необходимо смочить жало паяльника, обволакивая его во флюсе, и взять маленькое количество припоя. Поверхность спаивания так же должна покрываться жиром. После с помощью расплавленного припоя покрывается вся поверхность материала, из-за чего осуществляется защита его от повторного появления окислов и других налетов. Пленка из жира от данного флюса не появляется.
Потом детали спаиваются друг с другом, и на них ложится слой припоя намного толще, который должен покрывать всю площадь соединения с маленьким запасом. В завершении необходимо почистить поверхности материала с помощью простой воды.
Производители
Среди множества изготовителей подобного вещества, в наше время в магазинах можно найти такие основные компании как:
• Техником;
• ЕМ;
• Смолтехнохим.
Как сделать паяльный блок высокой мощности
Большинство сборщиков электровелосипедов никогда не видели паяльный блок сопротивления, поэтому они не знают, что это вариант, когда вы переходите к пайке больших разъемов. Если вы хотите купить один, они дорогие, но… их на удивление легко сделать, если вы относитесь к тому типу людей, которые умеют обращаться с магазином.
Что, черт возьми, такое RSU?
Те читатели, которые у нас есть, уже умеют пользоваться паяльником. Вы подключаете его, наконечник нагревается, и, прижимая горячий наконечник к двум частям, которые вы хотите соединить, части нагреваются настолько, что когда вы касаетесь соединения частью припоя, он плавится и течет в соединение. . Довольно прямолинейно, правда?
RSU нагревает две металлические детали, пропуская через них ток. Это то же самое явление, когда электрические разъемы нашего электровелосипеда нагреваются, когда мы пропускаем слишком много ампер через разъемы, которые слишком малы для нагрузки усилителя. Вы прикасаетесь двумя токопроводящими щупами к обеим сторонам частей, которые хотите соединить, а затем пропускаете через них высокие токи (путем включения RSU ножным переключателем). Поскольку щупы фактически касаются заготовки, вам не нужны высокие напряжения. Именно усилители создают тепло.
Вы прикасаетесь двумя токопроводящими щупами к обеим сторонам частей, которые хотите соединить, а затем пропускаете через них высокие токи (путем включения RSU ножным переключателем). Поскольку щупы фактически касаются заготовки, вам не нужны высокие напряжения. Именно усилители создают тепло.
Чтобы дать вам представление о том, что возможно, наиболее часто используемые детали могут обеспечивать до 700 А при 2 В . Конечно, фактическое количество ампер, которое вы в конечном итоге получите, легко регулируется. Те самые 1400Вт можно намотать на 120А при 12В .
Как работает трансформатор
Сердцем RSU является простой трансформатор, и его можно дешево найти внутри выброшенной микроволновой печи. На YouTube есть много видеороликов о том, как безопасно собрать Трансформатор для микроволновой печи (ТО).
Для вашей безопасности важно помнить, что в микроволновых печах есть большие конденсаторы, которые сохраняют заряд 2000 В, даже после отключения микроволновой печи . При разборке микроволновки надевайте резиновые перчатки, потому что, если вы случайно заденете разъемы конденсаторов, они точно могут вас убить, и… даже если вы будете живы, вам обязательно будет больно.
При разборке микроволновки надевайте резиновые перчатки, потому что, если вы случайно заденете разъемы конденсаторов, они точно могут вас убить, и… даже если вы будете живы, вам обязательно будет больно.
Если вы не хотите ждать, чтобы бесплатно найти выброшенную микроволновую печь, вы можете просто зайти на ebay и ввести в поиск «Трансформатор для микроволновой печи». MOT от очень распространенной микроволновой печи мощностью 800 Вт может работать нормально (2 В X 400 А), но я рекомендую приобрести более мощный блок мощностью 1400–1500 Вт (с кандидатами на ebay мне пришлось гуглить номер детали, чтобы найти мощность). Это связано с тем, что вы можете настроить RSU для вывода меньших токов, но максимально возможное количество усилителей ограничено физическим размером MOT. Если вы начнете с большого, вы можете затем отрегулировать усилители в зависимости от того, что вам нужно для работы.
Я немного переборщил с размером MOT, потому что я также хочу использовать его для точечной сварки толстых медных электрических шин на специальном аккумуляторном блоке, но об этом в другой раз. Если вы уверены, что вам нужна только мощная паяльная станция, вам подойдет MOT мощностью 800 Вт, к тому же его проще приобрести…
Если вы уверены, что вам нужна только мощная паяльная станция, вам подойдет MOT мощностью 800 Вт, к тому же его проще приобрести…
Обычный стержневой магнит с железными опилками, показывающими форму магнитного поля. N означает север, а S означает юг
Земля имеет трехмерное электромагнитное поле, имеющее форму бублика (также называемого тороидом). Если вы поместите простой стержневой магнит под стекло и посыпаете верхнюю часть стекла железными опилками, металлические хлопья выровняются с невидимым магнитным полем по форме, очень похожей на поле Земли. На картинке выше вы можете увидеть классическую «двойную петлю», которая образуется, когда вы показываете только двумерный срез этого поля.
В этой статье я буду использовать термины сталь и железо как взаимозаменяемые, но сталь — это просто железо, в состав которого входит около одной трети одного процента углерода, что делает железо физически прочнее, но не изменяет своих магнитных свойств. В МОЛ, о которых мы будем говорить, обычно используется сердечник, сделанный из стопки тонких стальных листов, называемых пластинами [каждая пластина погружена в прозрачный изоляционный лак, поэтому они электрически не связаны друг с другом].
В МОЛ, о которых мы будем говорить, обычно используется сердечник, сделанный из стопки тонких стальных листов, называемых пластинами [каждая пластина погружена в прозрачный изоляционный лак, поэтому они электрически не связаны друг с другом].
Первый шаг — понять, что если взять катушку из изолированного медного провода (магнитный провод выглядит оголенным, но на нем есть покрытие из прозрачной изоляции) и пропустить через него переменный ток, то это будет называться катушкой. соленоид «воздушный сердечник». Это создаст магнитное поле. В стиле с воздушным сердечником чередование переменного тока может очень быстро переключаться туда и обратно без перегрева (высокая частота). Иногда они используются в радиоприемниках.
Однако магнитное поле соленоида с воздушным сердечником очень рассредоточено (слабо, как мои колени). Но… если вы вставите в его центр что-то стальное, он станет соленоидом с железным сердечником (часто используется как электромагнит, который можно включать и выключать по мере необходимости, как двигатель). Добавление железа в центр делает его магнитную силу более сфокусированной и концентрированной. Если вы также окружите катушку стальными пластинами, которые имеют классическую форму «двойной петли», о которой я упоминал ранее, стальной сердечник будет втягивать все магнитное поле, так что оно будет течь только через пластины, а не через окружающий воздух.
Добавление железа в центр делает его магнитную силу более сфокусированной и концентрированной. Если вы также окружите катушку стальными пластинами, которые имеют классическую форму «двойной петли», о которой я упоминал ранее, стальной сердечник будет втягивать все магнитное поле, так что оно будет течь только через пластины, а не через окружающий воздух.
Характеристика железа и стали, которая втягивает и направляет магнитное поле, называется «проницаемостью».
Ток, выходящий из обычных домашних стенных розеток в США, составляет около 110 В переменного тока (AC), который меняет свое направление 60 раз в секунду (60 циклов). Обычная стенная розетка может иметь выключатель на 15 А для защиты, а это означает, что если вы умножите 110 В на 15 А, вы сможете подключить устройство, потребляющее максимум примерно 1600 Вт.
Вот почему самые большие распространенные микроволновые печи имеют мощность 1500 Вт, и если они работают, а вы включаете второй прибор, иногда срабатывает выключатель, и его необходимо сбросить. Микроволновая печь, которой требуется больше мощности, скорее всего, будет подключена к сети переменного тока 220 В, поэтому она может использовать меньше ампер для выполнения работы. Если весь ваш дом подключен к напряжению 220 В (например, в Австралии), вам понадобится входной трансформатор на 220 В, но… техосмотр, который я рекомендую любителям из Северной Америки, которые хотят сделать RSU, представляет собой блок мощностью 1500 Вт, подключенный к сети 110 В. вход.
Микроволновая печь, которой требуется больше мощности, скорее всего, будет подключена к сети переменного тока 220 В, поэтому она может использовать меньше ампер для выполнения работы. Если весь ваш дом подключен к напряжению 220 В (например, в Австралии), вам понадобится входной трансформатор на 220 В, но… техосмотр, который я рекомендую любителям из Северной Америки, которые хотят сделать RSU, представляет собой блок мощностью 1500 Вт, подключенный к сети 110 В. вход.
Ток, проходящий через первичную обмотку, использует явление «индуктивности» и «преобразует» ток в магнитное поле. ЕСЛИ … вы поместите вторую катушку рядом с первой катушкой, магнитное поле будет индуцировать ток во вторичной катушке без какой-либо физической или электрической связи между двумя катушками. Поскольку первичная катушка и вторичная катушка вообще не связаны электрически, единственной связью между ними является пульсирующее магнитное поле, внутри которого они оба расположены.
Стандартный ТО со снятой высоковольтной катушкой
На рисунке выше вы можете видеть «двойную петлю» магнитного поля в форме пакета стальных пластин, образующих сердечник трансформатора. Вторичная высоковольтная катушка удалена, а пространства, предназначенные для вставки в них катушек, называются «окнами». Прямой пучок ламинатов, показанный у меня в руке, — это магнитные «шунты», которые нам не понадобятся.
Вторичная высоковольтная катушка удалена, а пространства, предназначенные для вставки в них катушек, называются «окнами». Прямой пучок ламинатов, показанный у меня в руке, — это магнитные «шунты», которые нам не понадобятся.
Многослойный сердечник ТО. Есть несколько стилей, и этот по понятным причинам называется E/I. Вы можете увидеть остатки первоначальной сварки, которая скрепляла их, вверху и внизу соединения.
На картинке выше с этой сердцевины ТО все зачищено, а секции E/I разделены стачиванием ранее скреплявших их сварных швов (разделять их не рекомендую). Относительная эффективность этого типа трансформатора только средняя, но она распространена, потому что катушки могут быть намотаны машинным способом, а большая часть сборки может быть частично автоматизирована, что делает их довольно доступными.
Снятие вторичной обмотки высокого напряжения
Сторона высокого напряжения трансформатора обычно вырабатывает примерно 2000 В (независимо от того, является ли входное напряжение 110 В или 220 В). Вы никогда не должны включать его, пока стандартная высоковольтная катушка все еще находится в трансформаторе, так как 2000 В абсолютно убьют вас . На рисунке выше высоковольтная катушка трансформатора покрыта дополнительной изоляцией, которая выглядит как жесткая бумага.
Вы никогда не должны включать его, пока стандартная высоковольтная катушка все еще находится в трансформаторе, так как 2000 В абсолютно убьют вас . На рисунке выше высоковольтная катушка трансформатора покрыта дополнительной изоляцией, которая выглядит как жесткая бумага.
Мне кажется, что ножовкой проще всего снять катушку ВН. Будьте очень осторожны, чтобы не порезать и не повредить входную катушку 110 В. Катушку высокого напряжения можно легко распознать, потому что она имеет ту же массу, что и катушка низкого напряжения, но состоит из тысяч крошечных нитей, намного меньших, чем входная сторона низкого напряжения.
110В слева, 2000В вытягивается справа. Примерно один вольт на жилу (имейте в виду, что не все трансформаторы используют один вольт на жилу, когда вы выполняете расчеты)
Две катушки должны иметь примерно одинаковый объем, чтобы получить максимальный эффект, измеряемый в ваттах мощности. Когда вы вводите 110 В при 14 А, вы получаете магнитное поле с энергией примерно 1500 Вт. Соседняя катушка будет преобразовывать это пульсирующее магнитное поле в выходной переменный ток. Это НЕ меняет количество ватт, так что… если вы используете много жил тонкой проволоки на вторичной обмотке для повышения напряжения, ампер упадет, чтобы сбалансировать.
Соседняя катушка будет преобразовывать это пульсирующее магнитное поле в выходной переменный ток. Это НЕ меняет количество ватт, так что… если вы используете много жил тонкой проволоки на вторичной обмотке для повышения напряжения, ампер упадет, чтобы сбалансировать.
Итак, если увеличение количества нитей повысит напряжение и понизит силу тока, то мы можем использовать это явление для повышения силы тока, но… это также понизит напряжение. К счастью, снижение напряжения является дополнительным преимуществом, потому что это делает получившееся устройство намного более безопасным (кроме опасности сильного нагрева).
Если вы хотите получить максимальную мощность от RSU, который мы собираемся сделать, вы должны заполнить все окно трансформатора максимальной массой меди, которая поместится. Однако ничего не повредит, если вы будете использовать выходную катушку меньшего размера (можно даже использовать две отдельные катушки в выходном окне). Это самый простой способ отрегулировать выходную мощность усилителя, заменив выходную катушку меньшего размера.
Я рекомендую где-то от двух до двенадцати «витков» в заказной вторичной катушке, и это приведет к напряжению на выходе от 2 В до 12 В (независимо от толщины провода), и… имейте в виду, что фактическое результирующее напряжение будет приблизительный. Размер медной массы на вторичной обмотке определяет общую мощность в ваттах, а ватты, деленные на вольты, будут определять количество ампер, которое получится в результате.
[Обратите внимание, что все вторичные катушки будут выдавать переменный ток / переменный ток]
Источник питания 3В нагревателя магнетрона, обычно размещаемый между первичной и вторичной катушками источник питания. Между первичной и вторичной катушками находится крошечная третья катушка, которую можно выбросить. У них может быть всего несколько витков, так как я видел несколько с тремя витками в катушке. Эта конфигурация приведет к переменному току около 3 В, но… поскольку через окна трансформатора проходит очень небольшой объем меди, это означает, что она также будет иметь низкую мощность, что приводит к низким значениям силы тока.
Когда у вас есть трансформатор и вы удалили все из сердечника, кроме первичной входной катушки, вам нужно будет добавить новую пользовательскую вторичную катушку через окна, и эта катушка должна накручиваться в том же направлении, что и первичная. Если вы получите это в обратном порядке, выходная мощность будет очень низкой, и трансформатор нагреется.
Максимально возможный ток, который вы могли бы получить, был бы от использования толстого медного стержня, изогнутого в форме буквы «U», и… примерно 1400А. Такая конфигурация была бы нереалистичной, поэтому в наиболее распространенной вторичной обмотке используются два витка толстого сварочного кабеля (как показано на заголовке в верхней части этой статьи). Сварочный кабель имеет прочную, но тонкую изоляционную оболочку, поэтому большая часть его диаметра состоит из меди. В сварочном кабеле также обычно используется очень гибкий многожильный провод, что выгодно во многих отношениях.
Коммерческие RSU
Трансформаторные RSU — это не новинка, открытая любителями, компания под названием «American Beauty Tools», а также «Luma» годами производила их для промышленного использования. Компания «Микро Марк» также продает РСУ любителям моделирования поездов. Однако RSU мощностью 250 Вт от American Beauty Tools стоит более 500 долларов!
Компания «Микро Марк» также продает РСУ любителям моделирования поездов. Однако RSU мощностью 250 Вт от American Beauty Tools стоит более 500 долларов!
Вот блог любителя, который показывает, как сделать RSU своими руками (нажмите здесь).
Очень профессионально выглядящий модуль для пайки сопротивлением
На картинке выше любитель взял небольшой ТО и заменил на него 6-вольтовую вторичную обмотку, а затем добавил регулятор скорости двигателя, предназначенный для фрезера/пилы. Это позволило ему отрегулировать мощность 110 В переменного тока, поступающую в первичную обмотку, что регулировало выходной ток примерно до 50 А, что в сумме составляет 320 Вт.
Поскольку наконечники медных электродов могут расплавиться (от тепла) и затем прилипнуть к заготовке, в этой сборке он использовал угольные стержни для выдалбливания , которые поставляются с проводящей медной оболочкой (нажмите здесь). Они легкие и ломкие, и я легко заточил их кончики точилкой для карандашей. Второй вариант высокотемпературной пайки (или точечной сварки) заключается в использовании дорогих вольфрамовых стержней, но их высокое сопротивление означает, что они будут сильно нагреваться.
Второй вариант высокотемпературной пайки (или точечной сварки) заключается в использовании дорогих вольфрамовых стержней, но их высокое сопротивление означает, что они будут сильно нагреваться.
Угольные стержни для строжки дешевы. Их можно найти в Интернете или в местном магазине сварочных материалов.
Для вашего первого RSU / аппарата для точечной сварки я хотел бы предложить изготовить держатели, в которых используется стержень диаметром 1/8, 3/16 или 1/4 дюйма. Очень легко получить медные, вольфрамовые и угольные стержни для строжки таких размеров.
[В паяльниках используется стальное жало, но мы не пытаемся нагреть щупы RSU, мы используем электрический ток, чтобы нагреть заготовку]
Для небольших паяльных работ медь является наиболее доступным наконечник, но при более высоких уровнях тока наконечники расплавятся настолько, что прилипнут к заготовке (твердый заземляющий провод 6-ga имеет диаметр примерно 3/16″, его можно найти в хозяйственных магазинах). Вольфрам дорог, но его высокая температура плавления означает, что он не будет прилипать к заготовке, но… у него высокое сопротивление, поэтому при частом использовании он сильно нагревается. Углеродные стержни для строжки довольно дешевы, и им очень легко придать форму наконечников.
Вольфрам дорог, но его высокая температура плавления означает, что он не будет прилипать к заготовке, но… у него высокое сопротивление, поэтому при частом использовании он сильно нагревается. Углеродные стержни для строжки довольно дешевы, и им очень легко придать форму наконечников.
Вот короткое видео от компании Luma Electric, показывающее их промышленный RSU в действии (нажмите здесь). Обратите внимание на картинку ниже, что наконечник настолько горячий, что он на самом деле светится. Наличие такого количества концентрированного тепла означает, что пайка может происходить очень быстро, поэтому тепло не распространяется слишком далеко по заготовке. Электрод здесь представляет собой угольный стержень диаметром 1/8 дюйма.
Люма промышленная РСУ. Второй электрод крепится к металлическим тискам для замыкания цепи 6 В переменного тока 9.0003
Вот еще одно короткое видео, показывающее RSU в действии (нажмите здесь).
И, наконец, третье короткое видео, показывающее толстые кабели с наконечниками, прикрепленными RSU (нажмите здесь).
Кроме того, при пайке толстых проводников обычный паяльник не сможет нагреть заготовку, потому что медная масса действует как теплоотвод… что означает, что медная масса будет отводить тепло от соединения и распространять его. это быстрее, чем это применяется. RSU может подавать очень сильный нагрев в определенное место, прежде чем тепло будет отведено.
Еще одним важным преимуществом RSU является то, что он обычно приводится в действие дешевым педальным переключателем. Это оставляет обе руки свободными для удержания электрода и подачи припоя в нужное место или для манипулирования и изменения положения заготовки. Некоторые типы задач позволяют использовать токопроводящий пинцет, так что два электрода также физически зажимают заготовки вместе до/во время/после подачи тепла путем нажатия ножного переключателя (как показано на видео чуть выше).
Несмотря на то, что два электрода должны касаться заготовки, чтобы замкнуть цепь, один из электродов можно прикрепить к нему, так что вам нужно только одной рукой прикоснуться вторым электродом к месту, которое вы хотите нагреть…
[Если вам иногда требуется «третья рука» для подачи обычного припоя в виде проволоки, попробуйте «паяльную пасту». Вы наносите паяльную пасту на стык, соединяете две детали, затем нагреваете на несколько секунд, чтобы расплавить припой]
Вы наносите паяльную пасту на стык, соединяете две детали, затем нагреваете на несколько секунд, чтобы расплавить припой]
Стандартные паяльники немного медленнее нагреваются при подключении, особенно большие, которые необходимы для больших работ. RSU может очень быстро сильно нагреться, а затем также довольно быстро остыть. Их можно взять с полки, чтобы выполнить работу, и сразу же запустить без ожидания.
Аппарат для точечной сварки
Если вы уверены, что вам нужен только RSU, очень распространенный размер микроволн, который вы можете легко найти, составляет 800 Вт, а его МТ составляет примерно половину размера блока 1500 Вт. рекомендуя. Если вы возьмете 800 Вт, а затем намотаете вторичную выходную катушку на 12 В, результирующие усилители будут составлять всего 66 А (или, возможно, использовать шесть витков вторичной катушки, получая 6 В / 130 А), что все еще очень полезно. 800 Вт очень мощный для паяльника . На самом деле, может быть хорошей идеей сначала попробовать все на бесплатной микроволновой печи меньшего размера, пока вы следите за большой.
На самом деле, может быть хорошей идеей сначала попробовать все на бесплатной микроволновой печи меньшего размера, пока вы следите за большой.
Профессионально выглядящий портативный аппарат для точечной сварки своими руками.
Я добавил картинку выше, чтобы показать, как выглядит обычный портативный аппарат для точечной сварки. Это тип, который будет использоваться для плавления двух металлических частей вместе с мощностью 1400 Вт. В большинстве конструкций youtube используются деревянные кронштейны, а сварочные кабели проходят вдоль кронштейнов до кончиков электродов.
Точечная сварка двух гвоздей из мягкой стали вместе с мощностью 1400 Вт. Обратите внимание на желтую деревянную руку и кабель, идущий вдоль нее к наконечникам.
На рисунке выше показаны две очень важные вещи, на которые следует обратить внимание. Гвозди из мягкой стали плавятся при 2500F (1370C), чего вы можете легко достичь, используя 700A. Еще одна вещь, которую я хочу, чтобы вы заметили, это то, что точка контакта нагревается ТАК БЫСТРО, что человек держит ногти голыми пальцами. Конечно, он должен был бы сразу же положить их после завершения сварки, так как высокая температура довольно быстро переместилась бы в то место, где он держит гвоздь.
Если вам когда-либо приходилось долго ждать, пока ваш паяльник нагреет большие разъемы, которые вы паяете, RSU мощностью 800 Вт может оказаться удобным дополнением для ускорения работы.
После того, как вы настроите его для работы, которую вы выполняете, я бы порекомендовал сделать деревянный ящик для размещения RSU или, возможно, купить пластиковый ящик для инструментов. Это предотвратит случайное падение чего-либо проводящего в разъемы переменного тока 120 В (например, отвертку или плоскогубцы).
Пайка для сантехники
В некоторых сантехнических работах используются медные трубы, и их соединения необходимо пропаивать. Обычно это делается с помощью ручной горелки для нагрева. Но когда у вас есть соединение медной трубы, расположенное в узком месте рядом с деревянными шпильками… факел может вызвать пожар. Итак, сантехника — одно из мест, где можно было бы использовать промышленный RSU (нажмите здесь для примера). Я упоминаю об этом, потому что случайный поиск обнаружит паяльные принадлежности в местных магазинах сантехники.
Итак, сантехника — одно из мест, где можно было бы использовать промышленный RSU (нажмите здесь для примера). Я упоминаю об этом, потому что случайный поиск обнаружит паяльные принадлежности в местных магазинах сантехники.
Водопроводчик использует пропановую горелку для пайки медной трубы
Водопроводчики используют очень агрессивный флюс на основе кислоты, который очень вреден для электроники. Электрические разъемы могут не пострадать от сантехнического флюса, но мне не нравится, когда они смешиваются с моими электроремонтными принадлежностями.
То же самое касается припоя, используемого для медных труб. Сантехники в прошлом использовали 50%-50% смесь олова и свинца (Sn/Pb), а теперь в водопроводных трубах требуется использовать «бессвинцовый» припой (9).8% олова). Лучший припой для электрических разъемов электровелосипеда — тип 63/37 (и 60/40 тоже хорош). Я использовал современный «бессвинцовый» припой SAC305, и все, что я могу сказать, это… когда правительство полностью запретит свинцовый припой, я запасусь припоем 63/37, которого хватит на всю оставшуюся жизнь.
Флюс на основе канифоли (высушенный сосновый сок) широко распространен и отлично подходит для электрических деталей. Если вы изо всех сил пытаетесь получить хорошее соединение припоя, убедитесь, что вы используете хороший флюс. Если вы не используете поток, ваша жизнь сидит на троне лжи…
Давайте подведем итоги
Мне на самом деле «не нужен» аппарат для точечной сварки или RSU. Но… пока мне нравится экспериментировать, они могут быть очень кстати. Я взял большой трансформатор на 1500 Вт, потому что он может выполнять две работы. Одна из этих работ — это точечная сварка на 700 А, которая может сплавлять стальные детали вместе, а другая — мягкий и регулируемый RSU для тех работ, с которыми мой 100-ваттный паяльник иногда борется.
У меня также есть один из этих карманных точечных сварочных аппаратов от KWeld, и он может очень хорошо сваривать никелевую ленту толщиной 0,20 мм с ячейками 18650. Тем не менее, в мои планы на будущее входит создание нескольких аккумуляторных батарей с высоким усилием, и если вы часто потребляете более 20 А на элемент, никель действует скорее как резистор, чем проводник (некоторые элементы 21700 могут безопасно обеспечивать пиковые значения 30 А).
Я могу поэкспериментировать с латунью для выводов батареи (дешевле, чем никель, и на 20% более проводящая), но для материала основной шины?…Мне очень нравится медь из-за ее низкой цены и способности отводить тепло. Это потому, что я недавно обнаружил, что большинство строителей (таких как я) не понимали, сколько материала шины можно использовать для отвода тепла и охлаждения элементов.
Медная шинная пластина с никелевыми выводами для точечной сварки с ячейками 18650 по-прежнему используйте существующие заводские аппараты для точечной сварки (никель легко точечной сварки). Соединения между медью и никелем по краям требуют гораздо большего нагрева (достаточного, чтобы повредить элементы 18650), но… никелевые выступы можно прикрепить к медным шинам отдельной операцией, а затем дать им остыть перед точечной сваркой. никель на кончиках ячеек.
Они использовали дорогой лазерный сварочный аппарат для соединения никель-медных соединений, но я не собираюсь покупать такой! Известно, что медь трудно приварить точечной сваркой к никелированным корпусам 18650, но это можно сделать с помощью дорогостоящего оборудования. Я все еще возлагаю большие надежды на предстоящие эксперименты, в которых медная шина никелируется «сделай сам», в надежде, что никелированная пластина облегчит точечную сварку меди, но… эти результаты.
Я все еще возлагаю большие надежды на предстоящие эксперименты, в которых медная шина никелируется «сделай сам», в надежде, что никелированная пластина облегчит точечную сварку меди, но… эти результаты.
Пожелай мне удачи!
Если вы не собираетесь собирать свой собственный аккумулятор (а значит, вы в здравом уме), у меня есть два аккумулятора от Luna Cycle, которыми я очень доволен.
Автор: Ron/spinningmagnets, декабрь 2018 г.
Лучшие паяльные инструменты и аксессуары для аудиопроектов своими руками — Microphone-Parts.com
На этой странице представлен список наших любимых инструментов для самостоятельной сборки. Мы разбили его на категории, чтобы выделить самое необходимое. Пожалуйста, прочитайте описания, чтобы определить, как каждый из них вписывается в ваш рабочий процесс DIY.
Необходимые инструменты для самостоятельной сборки аудио
Самый важный инструмент для самостоятельной сборки — хорошая паяльная станция. Мы используем и рекомендуем паяльную станцию Hakko FX888D.
Вашему утюгу нужна маленькая насадка. Эти гигантские наконечники-зубила от Radio Shack сделают беспорядок на печатной плате вашего микрофона. Попробуйте Hakko T18-C08.
Для большинства аудиопроектов мы используем припой Kester 44, освинцованный припой со смоляным сердечником и относительно тонким слоем (0,031 дюйма / 0,8 мм). Он легко смачивается и растекается, а при отверждении образует блестящую поверхность, по которой легко заметить поврежденные стыки.
Если вы предпочитаете бессвинцовый припой, вот эквивалент бессвинцового припоя Kester (24-9574-1402 K100LD). Мы используем это в магазине для сборок RoHS.
Вам понадобится потом счистить смолу с печатной платы; см. средство для удаления флюса ниже.
Лучший способ очистить контактную площадку после извлечения компонента — использовать фитиль для припоя. Нам нравится этот, потому что он пропитан флюсом, который облегчает растекание припоя.
Чтобы использовать это, положите его на паяльную площадку. Держите утюг под углом, чтобы скошенная сторона острия прилегала к фитилю, который прилегает к доске. Использование стороны жала паяльника способствует передаче тепла.
Насколько этот инструмент действительно необходим, зависит от того, понадобится ли вам когда-нибудь удалить припой. Скорее всего, вы это сделаете, и это самый простой способ, который мы нашли для этого.
Раньше мы рекомендовали обычный бокорез за 5 долларов, но лезвие не выдерживало до 3 лет регулярного использования. Мы обновились до Hakko CHP-170. Этот инструмент понадобится вам для обрезки выводов компонентов после пайки.
Этот набор прецизионных отверток Wiha идеально подходит для сборки аудиосистем своими руками. Он включает в себя три драйвера с головкой Phillips и четыре прорезных драйвера. Валы достаточно узкие, чтобы поместиться в корпуса XLR с утопленными установочными винтами. Материал лезвия достаточно прочен, чтобы выдерживать годы использования. По крайней мере две из этих отверток касались каждого микрофона, который мы построили за последние 2 года.
По крайней мере две из этих отверток касались каждого микрофона, который мы построили за последние 2 года.
Красная заглушка вращается, что делает их идеальными для работы одной рукой. (Вы поймете, что я имею в виду, когда попробуете один из них.)
Наш любимый способ очистки печатных плат — смочить сложенное бумажное полотенце 99% изопропиловым спиртом, а затем протереть. Полотенце разорвется о паяные соединения, а измельченные кусочки полотенца унесут остатки флюса. Эта техника работает на удивление хорошо.
Совет: посмотрите видео о том, как лучше всего использовать этот растворитель для очистки печатных плат.
Еще один профессиональный совет: наденьте перчатки (прокрутите вниз, чтобы найти конкретную рекомендацию).
Если вы предпочитаете чистить печатные платы щеткой, мы рекомендуем использовать этот аэрозольный спрей: Techspray Ecoline Flux Remover.
Мы обнаружили, что получаем лучшие долгосрочные результаты, если защищаем высокоимпедансные соединения конформным покрытием. Это изолирует влагу от паяных соединений, где провода капсулы соединяются с JFET/трубкой.
Это изолирует влагу от паяных соединений, где провода капсулы соединяются с JFET/трубкой.
Наш любимый продукт — акриловый лак 419 MG Chemicals Conformal Coating. Мы использовали 419С и 419D; обе формулировки работают хорошо. Основное отличие заключается в том, что 419C высыхает быстрее (3 минуты против 10 минут).
Если вам трудно прочитать номера деталей на мелких компонентах, вам понадобится увеличительное стекло. Мы являемся поклонниками выдвижной асферической лупы Carson со светодиодной подсветкой 5x — настолько, что стали дилером Carson (это означает, что вы можете добавить эту лупу к своему заказу MicParts и получить ее одновременно с комплектом микрофона). . Он компактный и работает очень хорошо. Держим его на скамье, прямо рядом с паяльником.
Цифровой мультиметр Fluke 87/V — наш универсальный цифровой мультиметр. Это дорого, но очень надежно, и мы ему доверяем. Он имеет входное сопротивление 10 МОм, что важно для точных измерений напряжения постоянного тока внутри микрофонной схемы.
Если ваш бюджет не позволяет приобрести цифровой мультиметр профессионального качества, такой как Fluke, обратите внимание на цифровой мультиметр Mastech MS8268 серии MS8261 для переменного/постоянного тока с автоматическим/ручным диапазоном; это то, с чего мы начали, и оно должно помочь вам с нашими сборками микрофонов.
Дополнительные инструменты и принадлежности для самостоятельной сборки
Если вы собираете какой-либо из комплектов схем, продаваемых на этом сайте, мы рекомендуем использовать вытяжку дыма. Паяльные пары токсичны. Даже если вы используете бессвинцовый припой, пары флюса токсичны.
Недорогие вытяжные устройства работают не очень хорошо. Но мы все равно рекомендуем использовать его, потому что любая степень фильтрации лучше, чем ничего, и потому что экстракторы за 70-100 долларов, похоже, не работают лучше. Вот наш любимый недорогой экстрактор дыма: экстрактор дыма с угольным фильтром.
Потратьте десять минут на то, чтобы расположить вентилятор, печатную плату и освещение таким образом, чтобы дым втягивался в вентилятор, не мешая вам видеть или дотягиваться до печатной платы. Вентилятор должен быть в пределах двух дюймов от печатной платы и, возможно, приподнят над ней и, возможно, наклонен вперед, чтобы эффективно пропускать пары через фильтр.
Вентилятор должен быть в пределах двух дюймов от печатной платы и, возможно, приподнят над ней и, возможно, наклонен вперед, чтобы эффективно пропускать пары через фильтр.
Если у вас более глубокие карманы и вам нужен вытяжной вентилятор высшего качества, мы рекомендуем Hakko FA430.
Отпайка затруднена. Есть много способов сделать это, ни один из которых не является гарантированным или замечательным. Большинство людей никогда не делают этого достаточно, чтобы добиться в этом успеха, но на самом деле это даже хорошо. Если вы изначально не припаивали компонент неправильно, вам, вероятно, не нужно будет его снимать.
Эти подпружиненные присоски могут быть очень эффективными. Они требуют твердой руки и хорошего чувства времени. Они недорогие, и стоит иметь их на верстаке, если вам нужно удалить компоненты с печатной платы или если вам нужно очистить соединение, на которое попало слишком много припоя. (Альтернативой является фитиль для пайки, указанный выше; это то, что мы используем в основном. )
)
Пружинный насос, который мы использовали и рекомендуем, — это Jonard DP-200.
Если вы избавляетесь от большой платы, вам пригодится что-то более быстрое, чем подпружиненная присоска для пайки. Мы рекомендуем демонтажный инструмент Hakko FR300-05/P. Это обновленная версия старого Hakko 808, который мы используем и ценим.
Примечание. Если вы собираете один из наших комплектов микрофонов или комплектов схем, этот инструмент обычно вам не понадобится. Они отлично подходят для УДАЛЕНИЯ многих компонентов, но бесполезны при заполнении новой печатной платы.
Также стоит отметить, что качество этих электрических вакуумных насосов зависит от их чистоты. Они работают удивительно хорошо с первого раза, но производительность ухудшается по мере насыщения устройства флюсом и припоем. Купите сменные фильтры и детали и запланируйте время на регулярное техническое обслуживание. (Hakko 808 стал настолько привередливым, что теперь мы в основном используем вместо него фитиль для припоя..jpg) )
)
Для особо упорно затыкаемых сквозных отверстий мы иногда прибегаем к этим иглам для демонтажа. Когда сквозное отверстие забито припоем, поместите кончик самой маленькой иглы из этого набора в площадку, нагрейте и попытайтесь протолкнуть иглу через плату, чтобы очистить ее. Эта техника требует некоторого мастерства; вы не хотите впаивать этот инструмент в свою печатную плату, и если вы перегреете иглу, она утонет в собственной рукоятке. Мы относимся к ним как к последнему средству, и обычно они эффективны. Имейте в виду, что только самый маленький из инструментов в этом наборе действительно полезен; остальные слишком велики, чтобы поместиться почти во все сквозные отверстия, которые мы используем (к тому же, те, что побольше, в любом случае легче прочистить фитилем). Таким образом, вы платите за восемь инструментов, семь из которых никогда не будут использоваться.
Каждые пару месяцев мы проверяем коробку этих латексных перчаток. Они идеально подходят для защиты кожи от растворителей при очистке печатных плат.
Регулируемый держатель печатной платы Aven 17010 — отличный способ улучшить процесс сборки. Он поднимает рабочую поверхность, уменьшая нагрузку на спину и глаза. Он легко адаптируется от больших к маленьким печатным платам. Это позволяет легко поворачивать плату сверху вниз для проверки положения компонентов. См. также инструмент Toulour «третья рука» ниже.
Наконец-то мы нашли инструмент для зачистки проводов, который работает с очень тонкими проводами, которые мы используем в капсюлях и внутри микрофонных цепей: Klein Tools 11057 Kurve Wire Stripper/Cutter. В течение многих лет мы рекомендовали использовать лезвие бритвы для надрезания изоляции проводов, но этот Klein 11057 работает в 10 раз быстрее.
Пинцет с тонким наконечником — мой второй любимый неочевидный инструмент для самостоятельной сборки электроники (после увеличительного стекла). Пинцет с защитой от электростатического разряда удобен для перемещения и размещения компонентов, которые вы не хотите рисковать разрядом статического заряда в пальце. .. правда, даже тощие пальцы) просто не справляются… а для того, чтобы залезть в узкие места, чтобы ухватиться за крохотный торчащий конец провода, который нужно протянуть… и т.д.
.. правда, даже тощие пальцы) просто не справляются… а для того, чтобы залезть в узкие места, чтобы ухватиться за крохотный торчащий конец провода, который нужно протянуть… и т.д.
Другими словами, эти вещи незаменимы и дешевы. Это набор пинцетов с защитой от электростатического разряда, состоящий из нескольких частей, стоимостью менее 15 долларов.
Если вам нравятся импортные прецизионные инструменты, которые стоят в 10 раз дороже, мы рекомендуем Wiha 44501, которым мы лично пользуемся и которым восхищаемся.
Пару лет назад в конце долгого дня в AES мы сокрушались о плачевном состоянии так называемых инструментов «из третьих рук». Зубья зажимов типа «крокодил» не совпадают, поэтому они не могут захватить вывод компонента. Зажимы вращаются на своих монтажных стойках. Суставы трудно маневрировать и редко удерживают положение. Честно говоря, они приносят больше вреда, чем пользы, но иногда с этим приходится бороться, потому что буквально нужна третья рука.
