Как изготовить сварочный полуавтомат из инвертора. Какие комплектующие потребуются для самостоятельной сборки. Как настроить и проверить работу самодельного сварочного полуавтомата. На что обратить внимание при изготовлении основных узлов.
Устройство и принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из следующих основных элементов:
- Источник питания (инвертор, выпрямитель или трансформатор)
- Блок управления
- Механизм подачи сварочной проволоки
- Сварочная горелка
- Газовый баллон и система подачи защитного газа
- Катушка со сварочной проволокой
Принцип работы полуавтомата заключается в следующем:
- Переменный ток из сети преобразуется в постоянный с помощью силового блока
- Блок управления обеспечивает стабилизацию сварочного тока и напряжения
- Механизм подачи равномерно подает сварочную проволоку в зону сварки
- В эту же зону через горелку подается защитный газ
- Между проволокой и свариваемой деталью горит дуга, расплавляющая металл
Главная особенность полуавтомата — автоматическая подача проволоки при ручном перемещении горелки вдоль шва. Это позволяет получать качественные сварные соединения при высокой производительности.

Необходимые комплектующие для сборки полуавтомата
Для самостоятельного изготовления сварочного полуавтомата понадобятся следующие основные элементы:
- Инвертор мощностью не менее 150А
- Механизм подачи проволоки
- Сварочная горелка с комплектом шлангов
- Газовый редуктор и баллон
- Катушка для проволоки
- Электронный блок управления
- Корпус для размещения всех узлов
Большинство комплектующих можно приобрести в специализированных магазинах. Некоторые узлы, например, механизм подачи, можно изготовить самостоятельно.
Подготовка и переделка инвертора
Основой самодельного полуавтомата обычно служит сварочный инвертор. Его необходимо доработать следующим образом:
- Намотать дополнительную обмотку на трансформатор из медной шины
- Заменить вторичную обмотку, изготовив ее из нескольких слоев жести
- Установить дополнительный вентилятор охлаждения
- Смонтировать силовые элементы на радиаторы
- Добавить термодатчик для контроля температуры
После доработки нужно проверить работу инвертора осциллографом. Импульсы должны иметь частоту 40-50 кГц и длительность 1,5 мкс. Необходимо добиться стабильной работы на токах до 160А.

Изготовление механизма подачи проволоки
Механизм подачи можно изготовить самостоятельно из следующих элементов:
- Электродвигатель от автомобильных стеклоочистителей
- Ролик диаметром 25-30 мм
- Пара подшипников
- Прижимная пружина
Ролик устанавливается на вал двигателя. Подшипники прижимаются к ролику пружиной. Проволока протягивается между роликом и подшипниками. Скорость подачи регулируется изменением напряжения питания двигателя.
Сборка и настройка электронного блока управления
Блок управления полуавтоматом выполняет следующие функции:
- Стабилизация сварочного тока
- Регулировка напряжения дуги
- Управление скоростью подачи проволоки
- Защита от перегрузок и перегрева
В качестве основы можно взять готовую плату управления или собрать схему самостоятельно на микроконтроллере. Важно обеспечить возможность плавной регулировки всех параметров сварки.
Компоновка и сборка полуавтомата
Все подготовленные узлы необходимо компактно разместить в едином корпусе. При компоновке важно учесть следующие моменты:

- Обеспечить хорошее охлаждение силовых элементов
- Разместить катушку с проволокой максимально близко к механизму подачи
- Предусмотреть удобный доступ к органам управления
- Надежно закрепить все узлы во избежание вибрации
После сборки необходимо тщательно проверить все электрические соединения и изоляцию токоведущих частей.
Проверка работоспособности самодельного полуавтомата
Перед началом эксплуатации самодельный сварочный полуавтомат нужно проверить в работе. Для этого выполняются следующие тесты:
- Проверка подачи проволоки на холостом ходу
- Измерение напряжения холостого хода инвертора
- Пробная сварка образцов из тонкого и толстого металла
- Проверка стабильности горения дуги
- Измерение температуры нагрева основных узлов
При обнаружении каких-либо проблем необходимо устранить их, доработав соответствующие узлы аппарата. Только после успешного прохождения всех проверок полуавтомат можно использовать для реальных сварочных работ.
Советы по эксплуатации самодельного сварочного полуавтомата
При использовании самостоятельно изготовленного сварочного полуавтомата следует соблюдать несколько важных правил:

- Не превышать максимально допустимый рабочий ток
- Контролировать температуру нагрева узлов
- Использовать качественные сварочные материалы
- Регулярно проверять состояние всех узлов и соединений
- При появлении сбоев прекратить работу и найти причину
Соблюдение этих рекомендаций позволит продлить срок службы самодельного аппарата и обеспечит высокое качество сварных соединений.
Регулятор подачи проволоки для полуавтомата своими руками
Содержание
- Как инвертор переделать в полуавтомат
- Переделываем инверторный трансформатор
- Настройка
- Использование
- Контроль правильности работы
- Когда используется полуавтомат сварочный
- Рекомендованные сообщения
- Создайте аккаунт или войдите в него для комментирования
- Создать аккаунт
- Войти
- Сейчас на странице 0 пользователей
- Устройство самодельного сварочного полуавтомата
- Необходимые инструменты и материалы
- Создание полуавтомата из сварочного инвертора
- Механизм подачи проволоки
- Подготовка трансформатора
- Источник питания
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.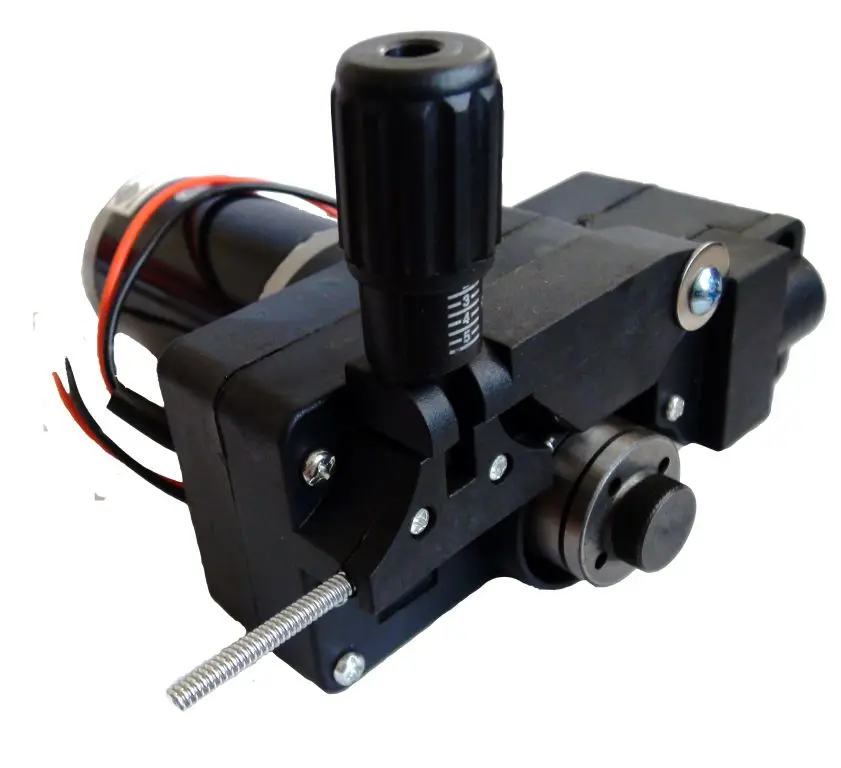
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.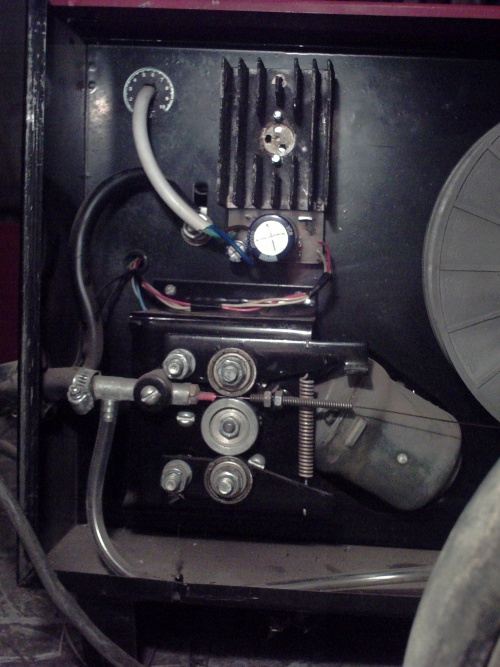
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.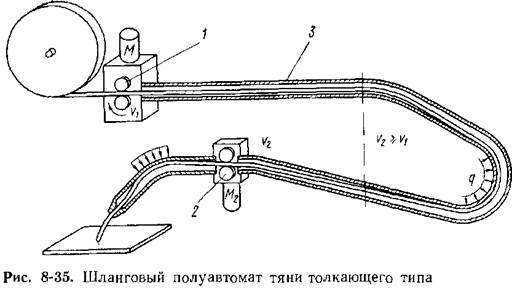
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.

- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором.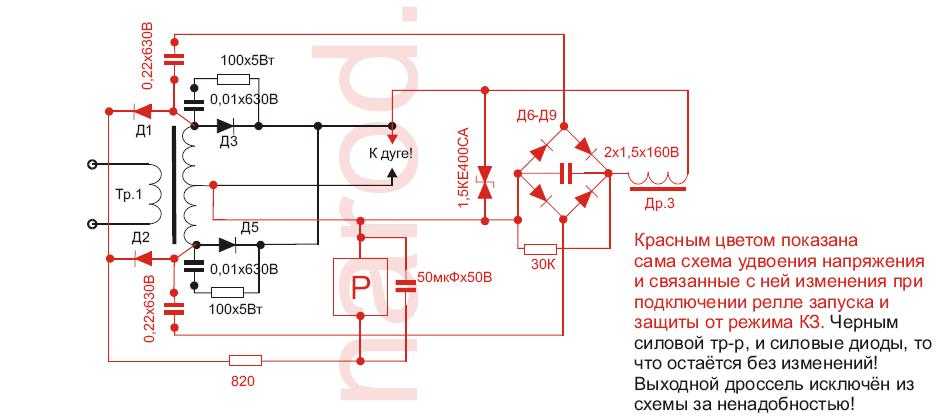 Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Не работает регулировка подачи проволоки. Как изготовить полуавтомат из инвертора своими руками. Какие требования предъявляются к предварительному этапу сварки
У хорошего хозяина в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и частной собственности. С ним всегда можно мелкие работы сделать самому. Если необходимо подварить деталь машины, изготовить теплицу или создать какую-то металлическую конструкцию, то такое устройство станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или изготовить самому. Если в наличии есть инвертор, то проще сделать самому. Обойдется это намного дешевле, чем покупка в торговой сети. Правда, понадобятся хотя бы базовые знания по основам электроники, наличие необходимого инструмента и желание.
Создание полуавтомата из инвертора своими руками
Строение
Инвертор переделать в сварочный полуавтомат для сварки тонкой стали (низколегированной и коррозионностойкой) и алюминиевых сплавов своими руками не сложно. Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Необходимо только хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор – это устройство, служащее для понижения электрического напряжения до необходимого уровня для питания сварочной дуги.
Суть процесса сваривания полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока с постоянной скоростью подается в зону горения дуги. В эту же область подается защитный газ. Чаще всего – углекислый. Это гарантирует получение качественного шва, который по прочности не уступает соединяемому металлу, при этом в соединении отсутствуют шлаки, так как сварочная ванна защищена от негативного влияния компонентов воздуха (кислорода и азота) защитным газом.
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- баллон углекислотный;
- пистолет-горелка:
- катушка с проволокой.
Устройство сварочного поста
Принцип работы
При подключении устройства к эл. сети происходит преобразование переменного тока в постоянный. Для этого необходим специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного проведения сварочных работ необходимо, чтобы у будущего устройства такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном равновесии. Этому способствует применение источника питания дуги, имеющего жесткую вольт-амперную характеристику. Длину дуги определяет жестко заданное напряжение. Скорость подачи проволоки регулирует сварочный ток. Это необходимо помнить, чтобы добиться от устройства лучших результатов сваривания.
Проще всего воспользоваться принципиальной схемой от Саныча, который давно изготовил такой полуавтомат из инвертора и успешно пользуется им. Ее можно найти на просторах интернета. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали ее. Вот первоначальный источник:
Вот первоначальный источник:
Схема сварочного полуавтомата от Саныча
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм 2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки
Как ее совершенствовали другие умельцы, можно прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Настройка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах, лучше всего использовать трансформаторы тороидального типа. У них самый высокий коэффициент полезного действия.
Трансформатор для работы инвертора подготавливают следующим образом: его необходимо обмотать медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполняется из 3 слоев жести, изолированных друг от друга. Для этого можно воспользоваться фторопластовой лентой. Концы вторичной обмотки на выходе необходимо спаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема намотки трансформатора
Работы по настройке инвертора начинаются с обесточивания силовой части. Выпрямители (входной и выходной) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, который наиболее нагревается в процессе работы, необходимо предусмотреть термодатчик (его показания в процессе работы не должны превышать 75 0 С). После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
После этих изменений силовую часть подключают к блоку управления. При включении в эл. сеть должен загореться индикатор. С помощью осциллографа необходимо проверить импульсы. Они должны быть прямоугольными.
Частота их следования должна быть в интервале 40 ÷ 50 кГц, и они должны иметь временный интервал 1,5 мкс (время корректируется путем изменения входного напряжения). Индикатор должен показывать не менее 120А. Не лишней будет поверка устройства под нагрузкой. Это выполняется путем включения нагрузочного реостата 0,5 Ом в сварочные провода. Он должен выдерживать ток в 60А. Проверяется это с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, а выбор силы рабочего тока зависит от металла, который необходимо сварить.
Для изготовления инвертора собственными руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Корпус необходимо усилить, добавив ребра жесткости. В нем монтируется электронная часть, выполненная по схеме Саныча.
В нем монтируется электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего в таких самодельных полуавтоматах предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость подачи ее должна регулироваться. Подающий механизм вместе со сварочной горелкой можно купить в торговой сети. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Смекалистые новаторы для этого используют электродвигатель от дворников автомобиля, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик устанавливается на вал электродвигателя. На пластины закрепляются подшипники. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, протягивается.
Все составляющие механизма устанавливают на пластине толщиной не менее 8-10 мм, изготовленной из текстолита, при этом проволока должна выходить в том месте, где установлен разъем, соединяющий со сварочным рукавом.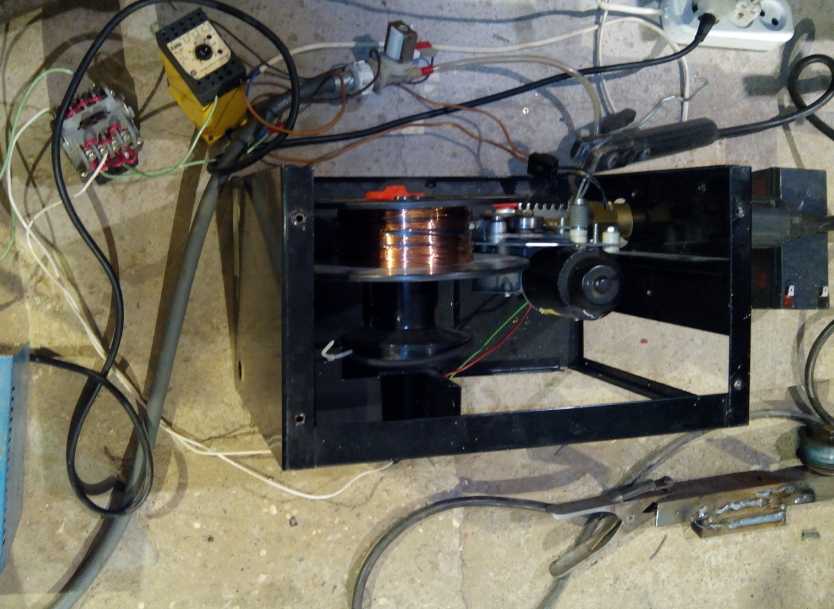 Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Здесь же устанавливается катушка с необходимыми Ø и маркой проволоки.
Протяжной механизм в сборе
Самодельную горелку можно изготовить и собственными руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Ее назначение – замыкать цепь, обеспечивать подачу защитного газа и сварочной проволоки.
Устройство самодельной горелки
Однако те, кто желает быстрее изготовить полуавтомат, могут купить готовый пистолет в торговой сети вместе с рукавами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи в зону горения сварочной дуги защитного газа лучше всего приобрести баллон стандартного типа. Если использовать в качестве защитного газа углекислоту, то можно воспользоваться баллоном огнетушителя, сняв с него рупор. Необходимо помнить, что он требует специального переходника, который нужен для установки редуктора, так как резьба на баллоне не соответствует резьбе на горловине огнетушителя.
Полуавтомат своими руками. Видео
Про компоновку, сборку, проверку самодельного полуавтомата можно узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные габариты;
- возможность варить тонкий металл даже в труднодоступных местах;
- станет гордостью человека, создавшего его своими руками.
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов.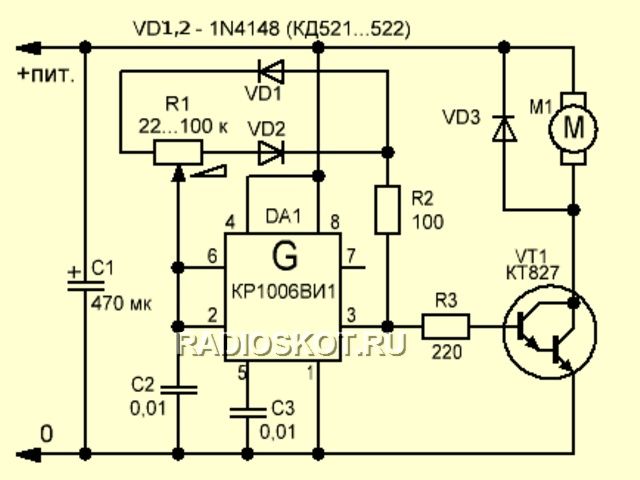 Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Читайте также
industrika.ru
Сгорел регулятор подачи проволоки Blueweld 4.165 — Сообщество «Электронные Поделки» на DRIVE2
Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате!Новый из Италии надо заказывать, 90 дней обещают вести(((.
Перепутали вход питания и выход на моторчик регулятораподачи сварочной проволоки, регулятор перестал работать.
Вот схему его нашел:
Схема регулятора подачи проволоки
Как я понимаю, на микросхеме HEF 4069 UB собран регулируемый генератор частоты, который открывает мосфет с разной частотой.Плюс входа и выхода регулятора соединены, а регулируется по массе.Работает эта схема как ШИМ генератор.Мосфет открывается, и питает моторчик.
Особенность схемы в довольно высоком напряжении питания — от 42 до 55 вольт. Замерял на сварочнике.
Визуально было видно, что повреждены резисторы внизу от мосфета, обведенные красным. Решил их заменить, а поскольку SMD не нашел поставил обычные на 1 ом. Так же заменил мосфет.
Прозвонил диоды все — живые. Проверил переходы транзистора — звонятся переходы.Вот схема сварочника.
Схема сварочного полуавтомата Blueweld Combi 4.165
Подаю питание: ток не регулируется.Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе.На стабилитроне есть 12 вольт.
Поменял микросхему. Ничего не поменялось.
Куда копать? Сегодня померяю осциллографом частоту на входе на мосфет, с генератора частоты но думаю, если он открыт там висит единица…
вид со стороны деталей
вид со стороны платы.
UPD: 1. По всей видимости генератор частоты, после замены микросхемы заработал. Но на выходе все равно напряжение не меняется- мосфет открыт все время!Подключил осциллограф. на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
на ногу Gate мосфета приходят импульсы амплитудой 11 вольт.
На осциллограмме видно, как меняется широта импульса, в зависимости от положения ползунка резистора.
Положение регулятора — минимум подачи
Среднее положение.
Максимальная подача.
Отчего то мосфет не работает.
www.drive2.ru
prow
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА.
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты. Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.
Хочу обратить внимание на самый дешевый и очень эффективный принцип торможения двигателя с помощью замыкания обмотки якоря двигателя контактами реле.Недостаток данной схемы достаточно больщая мощность рассеиваемая транзистором VT1.Игольчатый радиатор 10Х10см разогревается при работе до 70градусов.Но в целом схема оказалась очень надежной.
www.pictele.narod.ru
Многие виды сварочного оборудования являются дорогостоящими. Наиболее удобным является сварочный полуавтомат (СПА), который отличается многофункциональностью. Принцип работы сварочного полуавтомата зависит от его правильной настройки. Сварочные полуавтоматы универсальны и практичны. Их применение в отечественном народном хозяйстве является широко распространенным.
Схема сварочного инверторного полуавтомата.
В быту и промышленности с помощью СПА производят эффективную сварку. Выполнение сварочных работ с применением полуавтоматов основано на качественной сварке цветных и черных металлов без использования дополнительных элементов. В процессе сварки применяют углекислый газ или аргон, которые являются защищенными за счет применения плавящегося вида сплошной проволоки.
В процессе сварки применяют углекислый газ или аргон, которые являются защищенными за счет применения плавящегося вида сплошной проволоки.
Какие требования предъявляются к предварительному этапу сварки?
Основные режимы сварки полуавтоматом.
Использовать мощное сварочное оборудование следует, соблюдая меры безопасности. СПА — это источник опасности, поскольку он способен поразить электрическим током. В результате неправильного применения оборудования возможно возгорание.
Неверная настройка полуавтомата способна привести к порче некоторых деталей его конструкции. Все указанные предварительные этапы должны предшествовать проведению механизированной сварки с использованием данного прибора. Холостой режим работы СПА не должен быть связан с выдачей напряжения к наконечнику рукава.
Перед началом работы заземленная клемма подключается к СПА. Затем следует произвести настройку параметров мощности, а также скорости подачи сварочной проволоки. Параметры настройки предусматриваются в соответствии с толщиной и видом металла.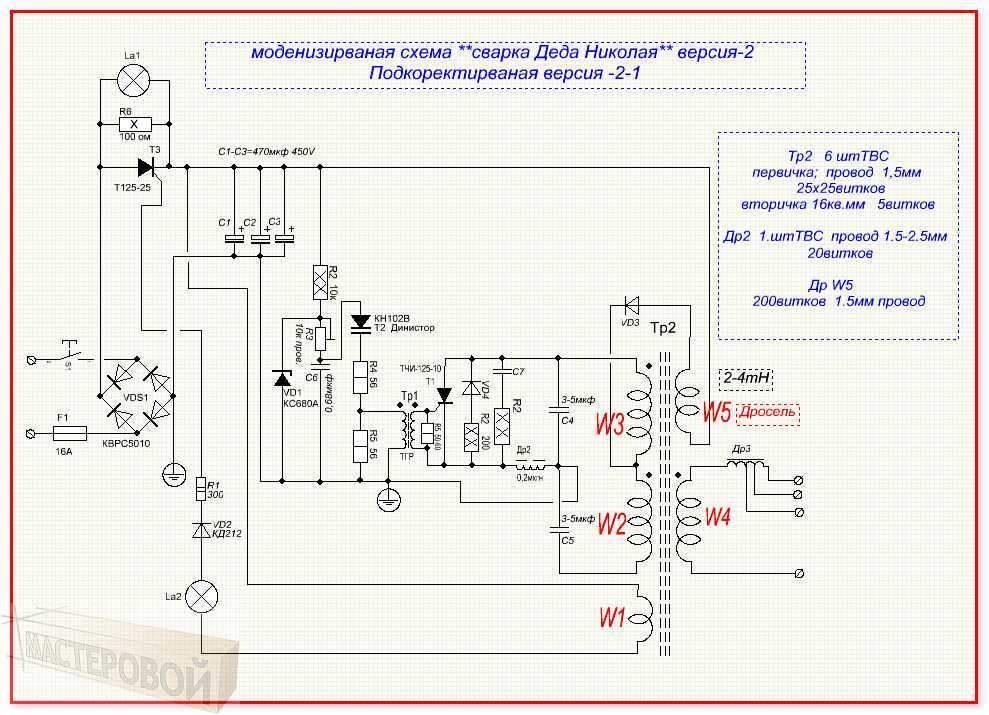 Существуют таблицы с указанием всех параметров сварки с помощью СПА. Их можно найти в специализированной литературе, описывающей процесс сварки.
Существуют таблицы с указанием всех параметров сварки с помощью СПА. Их можно найти в специализированной литературе, описывающей процесс сварки.
Перечень возможных неисправностей сварочного инвертора.
Настройка СПА связана с обязательным контролем напряжения на сварочной проволоке, то есть электроде. Процесс управления полуавтоматом предполагает соответствующую логику, основанную на следующей схеме снятия и подачи напряжения СПА:
- Снятие с микровыключателя.
- Подача на двигатель.
- Поступление его к реверсивной обмотке двигателя.
- Получение его рукавом и отсекателем газа.
Изучив все требования безопасности и специальные инструкции в книгах, переходят к работе с полуавтоматом. Вначале его следует подключить к электрической сети и нажать на кнопку включения. Триггер аппарата следует нажимать тогда, когда лицо защищено специальной маской.
Предварительно требуется отрезать лишнюю проволоку, оставив около 3-х мм, считая с конца горелки. После появления дуги следует медленно перенести горелку к будущему соединению. При образовании комков на конечной части проволоки требуется увеличивать скорость подачи проволоки в аппарат.
После появления дуги следует медленно перенести горелку к будущему соединению. При образовании комков на конечной части проволоки требуется увеличивать скорость подачи проволоки в аппарат.
Как настроить полуавтомат для качественного поступления газа?
Схема устройства передней панели инвертора
Производить настройку дозировки количества инертного или углекислого газа при поступлении из газового баллона или редуктора можно автоматическим или ручным способом. При правильной настройке сварочного полуавтомата электрическая дуга будет гореть идеально ровно. Это позволяет проводить процесс сварки практически без брызг.
Необходимо следить за тем, чтобы металл соединения не закипел. Это достигается правильным проведением настройки сварочного полуавтомата на слух. Газ во время сварки негромко шипит, издавая однородный шум.
Опытный сварщик следит за тем, чтобы газ обдувал, а не дул. Дуга в этом случае не должна обрываться, поэтому требуется выставить проволоку вперед. При возникновении шипящих прерывистых звуков и ускоренном плавлении проволоки, что происходит быстрее перемещения горелки, необходимо уменьшить скорость подачи.
При возникновении шипящих прерывистых звуков и ускоренном плавлении проволоки, что происходит быстрее перемещения горелки, необходимо уменьшить скорость подачи.
Иногда требуется регулировать все настройки для качественной сварки несколько дней, пока не будет получена ровная стабильная дуга.
Она имеет устойчивый звук и характерное потрескивание. Важную роль в процессе регулирования аппарата для сварки играет тип и количество подаваемого газа. Например, получение пористого и непрочного сварочного шва будет последствием недостаточного потока газа.
Какие устройства полуавтомата позволяют делать настройку?
Изображение 1. Принципиальная электрическая схема СПА.
Работа любого СПА связана с наличием в его конструкции сварочного трансформатора. Подверженность переключателей сварочного тока износу требует постоянного участия мастера, регулирующего процесс сварки. С этой целью можно воспользоваться и бесконтактным реле, которое является платой коммутации устройства трансформатора.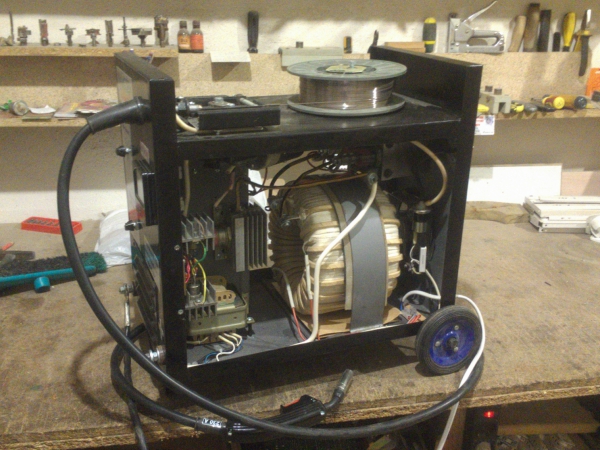 Это связано с наличием значительного ресурса в плане переключения.
Это связано с наличием значительного ресурса в плане переключения.
Процесс регулировки основан на использовании электрического сигнала, передающегося по схеме (ИЗОБРАЖЕНИЕ 1). Система управления полуавтоматом имеет логику действия, позволяющую осуществить блокировку переключения каждой из ступеней трансформаторного устройства при сварочной нагрузке. Вместе с тем это может являться распространенной причиной, связанной с поломкой переключателей.
Простейшее устройство, которое позволяет настраивать схему СПА, это дроссель. Он имеет несколько ступеней, переключать которые можно при уменьшении либо увеличении уровня индуктивности. Иным возможным устройством для регулировки прибора является активный дроссель.
Схема питания сварочного полуавтомата.
При использовании данного устройства не понадобится применять механическое переключение, что обеспечит плавную настройку параметров индуктивности. Данный механизм регулировки позволяет правильно настроить процесс, связанный с переносом материалов.
Дуговая сварка вручную, которая позволяет производить соединения за счет сварочного инвертора, характерна и для полуавтомата. Поэтому для него предусмотрен важный параметр ПВ. Он представляет собой обозначение в процентах, показывающих допустимое время эксплуатации полуавтомата. Этот показатель позволит на долгое время сохранить уровень износостойкости оборудования, обеспечивая его работу на качественном уровне.
Величина тока перед применением полуавтомата должна быть настроена таким образом, чтобы металл не оказался прожженным. Вместе с тем определение точного значения силы тока является затруднительным. Этот момент требует перед началом проведения сварки осуществить тренировку с использованием пластины из металла, в которую вставлена проволока. Изменить показатель сварочного тока можно за счет реостата. Это наиболее эффективное средство, позволяющее регулировать сварочную дугу при различной толщине металла.
Рекомендации по правильной настройке сварочного полуавтомата
Процесс сварки полуавтоматом.
Выставлять в настройках показатель сварочного тока следует в зависимости от толщины свариваемого металла и диаметра используемой в качестве электрода проволоки. Данная зависимость является относительно стандартной, поэтому величина показателя колеблется не сильно.
Обычно корпус прибора или инструкция к нему должны содержать информацию о возможных значениях показателя сварочного тока. В определенных случаях таблица с показателями может отсутствовать по какой-либо причине. Тогда специалисты рекомендуют воспользоваться следующими показателями силы тока для сварки металла с учетом его толщины, указанной в скобках:
- 20 — 50 А (1-1.5 мм).
- 25 — 100 А (2-3 мм).
- 70 — 140 А (4-5 мм).
- 100 — 190 А (6-8 мм).
- 140-230 А (9-10 мм).
- 170 — 280 А (11-15 мм).
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук, 2 — сменный наконечник, 3 — электродная проволока, 4 — сопло.
Данный перечень связан с достаточно большим диапазоном показателей, которые объединяются общей тенденцией.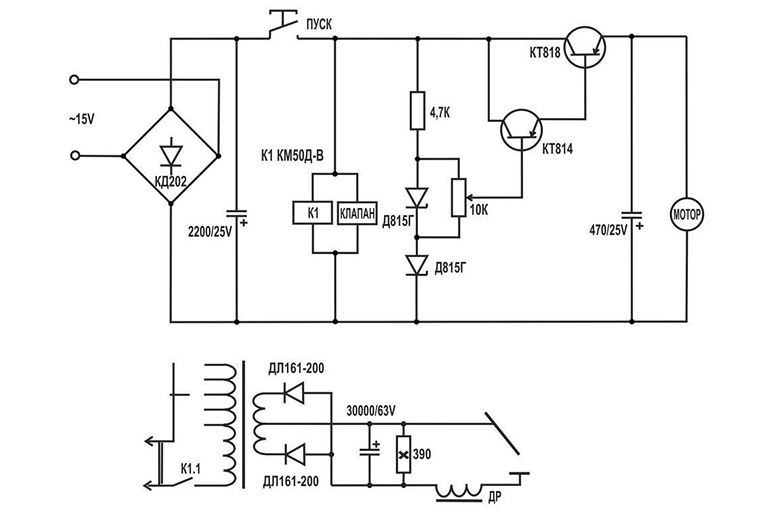 Ее принцип сводится к тому, что для сварки материала наибольшей толщины требуется сила сварочного тока больше. Данный показатель определяется диаметром используемой проволоки.
Ее принцип сводится к тому, что для сварки материала наибольшей толщины требуется сила сварочного тока больше. Данный показатель определяется диаметром используемой проволоки.
Если использовать тонкую проволоку в процессе сварки, то она позволяет настроить полуавтомат на работу с использованием меньшей силы тока. В случае с использованием более толстой сварочной проволоки потребуется большая сила тока. В силу инерционности механики движение сварочной проволоки происходит замедленно, постепенно ускоряясь.
Регулировать ток двигателя можно специальным выключателем. Сварочного тока должно быть достаточно, чтобы торможение проволоки было полным. Регулировка тока осуществляется в сварочном полуавтомате за счет подстроечного реостата. Последующее торможение проволоки происходит через определенное время.
Какой результат можно получить от настройки СПА?
Схема сварки под флюсом.
В результате проведенных настроек сварочная проволока не должна растекаться и плавиться. Это происходит при выборе очень малой величины тока. Потребуется сделать напряжение больше, чтобы проверить результат. Если проволока растеклась хорошо, то с обратной стороны металла должна возникнуть «капля». Это будет означать, что все в норме.
Это происходит при выборе очень малой величины тока. Потребуется сделать напряжение больше, чтобы проверить результат. Если проволока растеклась хорошо, то с обратной стороны металла должна возникнуть «капля». Это будет означать, что все в норме.
Если после использования сварочной проволоки произошло образование незначительного углубления, то «капля» повиснет с другой стороны. Это связано с выбором величины сварочного тока выше нормы. Следует взять другую заготовку металла, чтобы провести опыт с более низким уровнем напряжения.
Если вместо проволоки появилась дыра, то это связано с выбором слишком большого значения тока. Следует воспользоваться другой заготовкой, чтобы осуществить полуавтоматическую сварку при напряжении, уровень которого ниже. Для тренировочной сварки нельзя применять заготовки с покрытием из цинка, поскольку он испаряется с выделением вредных веществ. Они могут нанести вред организму человека.
http://moyasvarka.ru/youtu.be/gsBDcZWozYE
После проведения предварительной тренировки, следует окончательно убедиться в том, что настройки тока являются правильными.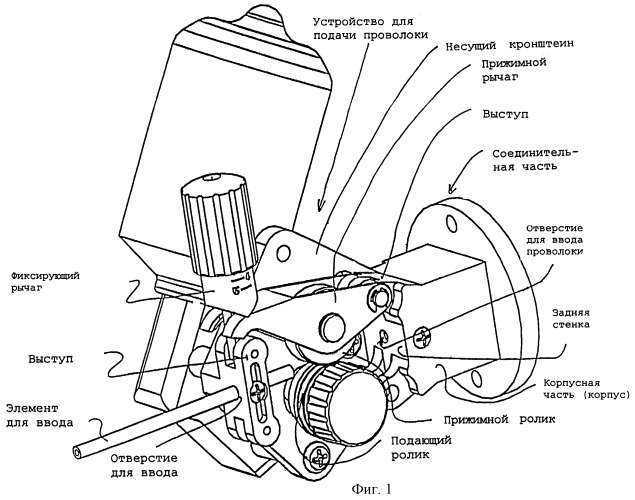 При этом металлическая заготовка должна быть зажата с достаточной силой. Только после этого можно переходить к основной сварке, не забывая о технике безопасности. Следует заранее перед сваркой быть одетым в костюм сварщика, а лицо защитить специальной маской.
При этом металлическая заготовка должна быть зажата с достаточной силой. Только после этого можно переходить к основной сварке, не забывая о технике безопасности. Следует заранее перед сваркой быть одетым в костюм сварщика, а лицо защитить специальной маской.
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв. мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая — это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем.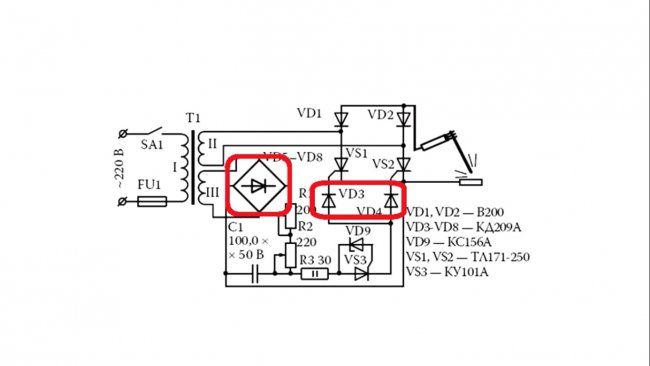 Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1.1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.

- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2.1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 — полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.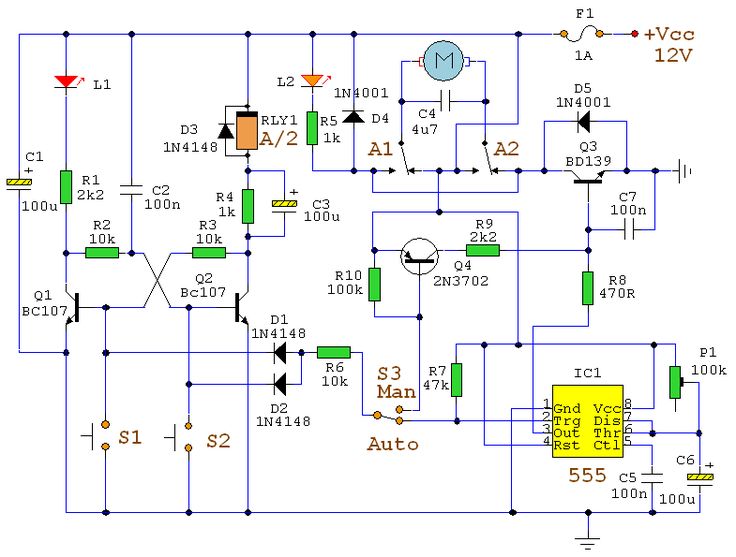
Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).
Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе. На текстолит устанавливаем и бобину, на которую намотана проволока. Под катушку вытачиваем вал, который устанавливается под углом 90° к пластине, имеющей резьбу с краю, чтобы зафиксировать последнюю.
Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель. Самой оптимальной схемой контроля скорости подачи является тиристорная. Внизу вы можете видеть электросхему, при помощи которой, управляется двигатель подачи.
Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Еще один вариант регулятора скорости подачи проволоки
Схема регулятора оборотов двигателя для полуавтомата
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая часть также нередко дают сбои. Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Стабилизатор подачи проволоки с обратной связью на NE-555
- Please turn JavaScript on and reload the page.

- Регулятор скорости вращения двигателя подачи проволоки сварочного полуавтомата
- Форум радиолюбителей
- Регулировка подачи проволоки на сварочном полуавтомате
- Регулятор скорости подачи проволоки сварочного полуавтомата схема
- Сварочный полуавтомат от Sema
- Полуавтомат ТЕМП-059 М
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Регулятор со стабилизацией оборотов электродвигателя постоянного тока.
Стабилизатор подачи проволоки с обратной связью на NE-555
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания. Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения. Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения. Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2. К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя. Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания. Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.
После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1. Источник питания состоит из сетевого трансформатора T1 напряжением вольт и ток ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё. Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КСА.
При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё. Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КСА.
Диодный мост VD3 можно собрать на российских диодах типа Д, без радиаторов. Электромагнитный клапан подачи инертного газа Em. Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря. Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания Вольт из схемы можно исключить. Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения.
Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2, мм. Mail не будет опубликовано. Подписаться на новые коментарии:. Добавить статью Обратная связь. Регулятор скорости подачи проволоки сварочного полуавтомата. Категория: Домашняя электроника. Более новый: Пусковая схема сварочного полуавтомата.
Mail не будет опубликовано. Подписаться на новые коментарии:. Добавить статью Обратная связь. Регулятор скорости подачи проволоки сварочного полуавтомата. Категория: Домашняя электроника. Более новый: Пусковая схема сварочного полуавтомата.
Более старый: Регулятор большой мощности для сварочного аппарата. Написать коментарий Нажмите, чтобы отменить ответ. Включите javascript в своем браузере, чтобы добавить изображение в комментарий Добавить изображение. Последние статьи Лучшая практика проектирования при размещении компонентов печатной платы Android 6.
Please turn JavaScript on and reload the page.
Уважаемые специалисты подскажите что не правильно сделал и верна ли схема, собрал стабилизатор оборотов двигателя для полуавтомата, но он не регулирует обороты мотор всегда работает на полной скорости, выходной транзистор IRF оба греется при повышении нагрузки. Висеть в воздухе не должен! Реально работающий привод yadi. Ой извиняюсь, только наоборот! А 16 на землю.
ремонтировал как то Польский полуавтомат (давно), двигатель постоянного регулятор оборотов кажется NE (КРВИ1), на выходе два MOSFET Извиняюсь немог просмотреть ответы,схема регулировки.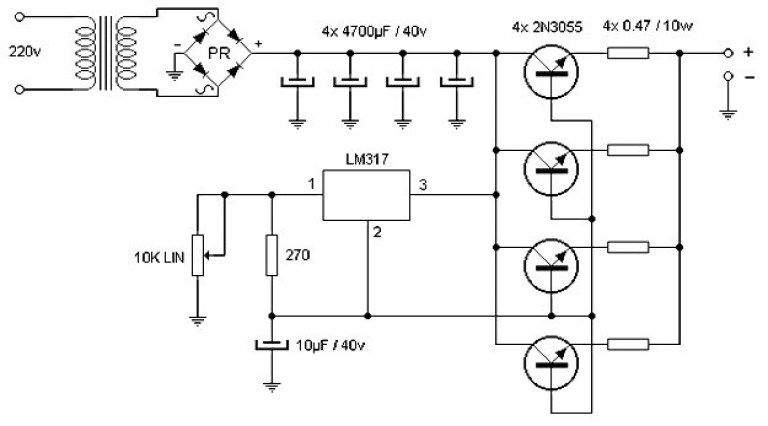
Регулятор скорости вращения двигателя подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом. В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе.
Форум радиолюбителей
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Аналоговая схема на интегральном стабилизаторе ЕН8Б. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты.
Регулировка подачи проволоки на сварочном полуавтомате
Запросить склады. Перейти к новому. Re: Регулятор оборотов для сварочного полуавтомата. Ток в напряжение, а напряжение на управляющий вход. Ограничение — компаратором и тоже на вход. Меню пользователя D.
Перейти к новому. Re: Регулятор оборотов для сварочного полуавтомата. Ток в напряжение, а напряжение на управляющий вход. Ограничение — компаратором и тоже на вход. Меню пользователя D.
Регулятор скорости подачи проволоки сварочного полуавтомата схема
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Стабилизатор подачи проволоки с обратной связью на NE Суть задачи такая- реализовать на таймере ШИМ стабилизатор оборотов двигателя подачи сварочной проволоки. Организовать в стабилизаторе жосткую обратную связь ротора двигателя постоянного напряжения, с помощью тахогенератора или датчика импульсов. Схемных решений ШИМ на серии много, но с обратной связью я не встречал.
Сварочный полуавтомат собран по такой схеме, ни чего сложного в Регулятор оборотов сварочного полуавтомата, печатная плата Двигатель протяжки проволоки взят от автомобиля ВАЗ, клапан газа от.
Сварочный полуавтомат от Sema
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки. Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл.
Полуавтомат ТЕМП-059 М
При нажатии кнопки управления этот светодиод гаснет. Далее включаются реле К1, К2 и К3. Реле К2 своими контактами КК2. Реле К3 своими контактами КК3. В это время идет процесс сварки. Сварка прекращена, схема в исходном состоянии и готова к следующему циклу сварки.
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая. Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки.
Помощь — Поиск — Пользователи — Календарь. Буду благодарен!!. Цитата alvita Нажмите для просмотра прикрепленного файла. Действительно рабочая, недавно собрал и опробовал, недостатков пока не обнаружил, разве, что двигатель пищит Цитата интузиаст Может кому надо печатная плата для выше приведённой схемы, транзистор IRF
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Сварка с флюсовым сердечником: процесс и советы
Дуговая сварка с флюсовым сердечником (FCAW) использует трубчатую проволоку, заполненную флюсом.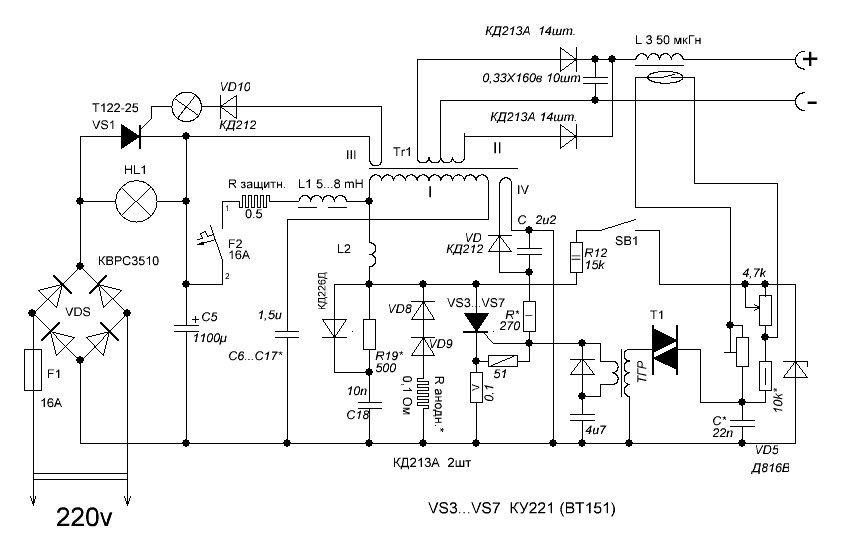
Дуга зажигается между электродом из непрерывной проволоки и заготовкой.
Флюс, содержащийся в сердцевине трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток, положительный электрод (DCEP) обычно используется, как и в процессе FCAW.
Существует два основных варианта процесса; самозащитный FCAW (без защитного газа) и газозащитный FCAW (с защитным газом). Разница между ними связана с различными флюсовыми агентами в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер может сдуть защитный газ.
Флюсы в самозащитной FCAW предназначены не только для раскисления сварочной ванны, но и для обеспечения защиты сварочной ванны и капель металла от атмосферы.
Флюс в ППЦ в защитных газах обеспечивает раскисление сварочной ванны и в меньшей степени, чем в ППЦ в самозащите, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварке вне положения. Этот вариант процесса используется для повышения производительности непозиционных сварных швов и для более глубокого проплавления.
Флюс предназначен для поддержки сварочной ванны при сварке вне положения. Этот вариант процесса используется для повышения производительности непозиционных сварных швов и для более глубокого проплавления.
Видео: Основы сварки самозащитной проволокой с флюсовой проволокой
Процесс сварки с флюсовой проволокой
Сварка с флюсовой проволокой или сварка трубчатыми электродами произошли от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва. Это процесс дуговой сварки, при котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование обеспечивается флюсом, содержащимся в трубчатой электродной проволоке, или флюсом и защитным газом, подаваемым извне. Схема процесса показана на рисунке 10-55 ниже.
Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов. Замыкающий шов, который выглядит как тонкая линия, является единственным видимым различием между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварка порошковой проволокой может выполняться двумя способами:
- С флюсом можно использовать углекислый газ для обеспечения дополнительной защиты.
- Только флюсовая сердцевина может обеспечить весь защитный газ и шлакообразующие материалы.
Защита от углекислого газа создает глубоко проникающую дугу и обычно обеспечивает более качественную сварку, чем это возможно без внешней газовой защиты. Хотя дуговая сварка флюсовой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно применяется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка флюсовой проволокой также используется при машинной сварке, где помимо подачи проволоки и поддержания длины дуги оборудование также обеспечивает перемещение соединения.
Оператор сварки постоянно контролирует процесс сварки и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса сварки порошковой проволокойЧитайте также : Что такое дуговая сварка?
Сварочные наконечники
- Не используйте приводные ролики с гладкой проволокой, используйте приводные ролики с накаткой
- Измените полярность электрода на отрицательную (уточните у производителя, электрод MIG обычно положительный)
- Используйте адекватную вентиляцию
- Выступ провода от 1/2″ до 3/4″
- Перетащите пистолет (сварка слева)
- Для плоского сварного шва, сварка под углом 90 градусов и 10 градусов назад.
 Т-образное соединение под углом 45 градусов. Соединение внахлестку под углом от 60 до 70 градусов с одним прямым сварным швом.
Т-образное соединение под углом 45 градусов. Соединение внахлестку под углом от 60 до 70 градусов с одним прямым сварным швом. - Для горизонтального наклона горелки вверх примерно на 10 градусов уменьшите параметры сварки на машине примерно на 10–15 %.
- Для вертикальной сварки (можно использовать вверх или вниз, вертикально вниз лучше для более тонких металлов, вертикально вверх для 1/4″ и выше, также уменьшите параметры на 10–15% на машине.
- Для надземной сварки старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15 % (по сравнению с плоской или горизонтальной сваркой).
- Сварить из стороны в сторону, чтобы избежать подреза
- Тщательно очищать от шлака после каждого прохода
FCAW по сравнению с GMAW и SMAW
Процесс FCAW с сердечником из флюса сочетает в себе лучшие характеристики SMAW и GMAW.
Для защиты сварочной ванны используется флюс, хотя можно использовать дополнительный защитный газ. Непрерывный проволочный электрод обеспечивает высокую скорость осаждения.
Непрерывный проволочный электрод обеспечивает высокую скорость осаждения.
FCAW и GMAW
Дуговая сварка с флюсовой проволокой во многом похожа на дуговую сварку металлическим электродом в среде защитного газа (GMAW или MIG). Порошковая проволока, используемая для этого процесса, придает ей различные характеристики. Дуговая сварка с флюсовой проволокой широко используется для сварки черных металлов и особенно хороша там, где требуется высокая скорость наплавки. При больших сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим электродом большого диаметра с углекислым газом.
Дуга и сварочная ванна хорошо видны сварщику. На поверхности наплавленного валика остается шлаковый налет, который необходимо удалить. Поскольку присадочный металл перемещается поперек дуги, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть разработан для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого провара по сравнению с использованием сплошной проволоки MIG (GMAW). Большие сварные швы могут быть выполнены за один проход электродами большего диаметра, в то время как для GMAW и SMAW потребуется несколько проходов для сварки эквивалентных размеров. Это повышает производительность и уменьшает деформацию сварного соединения.
Большие сварные швы могут быть выполнены за один проход электродами большего диаметра, в то время как для GMAW и SMAW потребуется несколько проходов для сварки эквивалентных размеров. Это повышает производительность и уменьшает деформацию сварного соединения.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов. Это может снизить производительность приложения и привести к возможным неоднородностям включений шлака. Для FCAW с защитой от газа пористость может возникнуть в результате недостаточного покрытия газом.
В процессе FCAW образуется большое количество дыма из-за высоких токов, напряжений и потока, присущих процессу. Увеличение затрат может быть связано с потребностью в вентиляционном оборудовании для надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для этого требуется механизм подачи проволоки и сварочный пистолет. Сложность оборудования также делает процесс менее портативным, чем SMAW.
Сварочное оборудование с флюсовой проволокой
Versatile Miller Trailblazer 302 Сварочный аппарат/генератор с приводом от двигателя, газовый, 1-фазный, 30–225 В перем. тока, 10–325 В пост. тока Тип: (KOHLER). Поддержка Stick (SMAW), MIG (GMAW, порошковая проволока (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), дуговая воздушная дуга (CAC-A) Резка и строжкаОборудование, используемое для сварки с флюсовой проволокой, аналогично тому, что используется для дуговой сварки металлическим электродом в среде защитного газа.
Основное оборудование для дуговой сварки состоит из:
- Источника питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Сварочные кабели
Основное различие между электродами в газовой защите и самозащитными электродами заключается в том, что для экранированных проводов также требуется система газовой защиты.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавляются несколько элементов, например, следящие за швом и устройства перемещения.
Схема полуавтоматического оборудования для дуговой сварки флюсовой проволокойИсточник питания
Источник питания или сварочный аппарат обеспечивает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входного напряжения 230 или 460 вольт, но также доступны машины, работающие от входного напряжения 200 или 575 вольт. Источники питания могут работать как на однофазный, так и на трехфазный ввод с частотой от 50 до 60 Гц.
Большинство источников питания, используемых для дуговой сварки с флюсовой проволокой, имеют рабочий цикл 100 процентов, что означает, что их можно использовать для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что их можно использовать для сварки 6 из каждых 10 минут.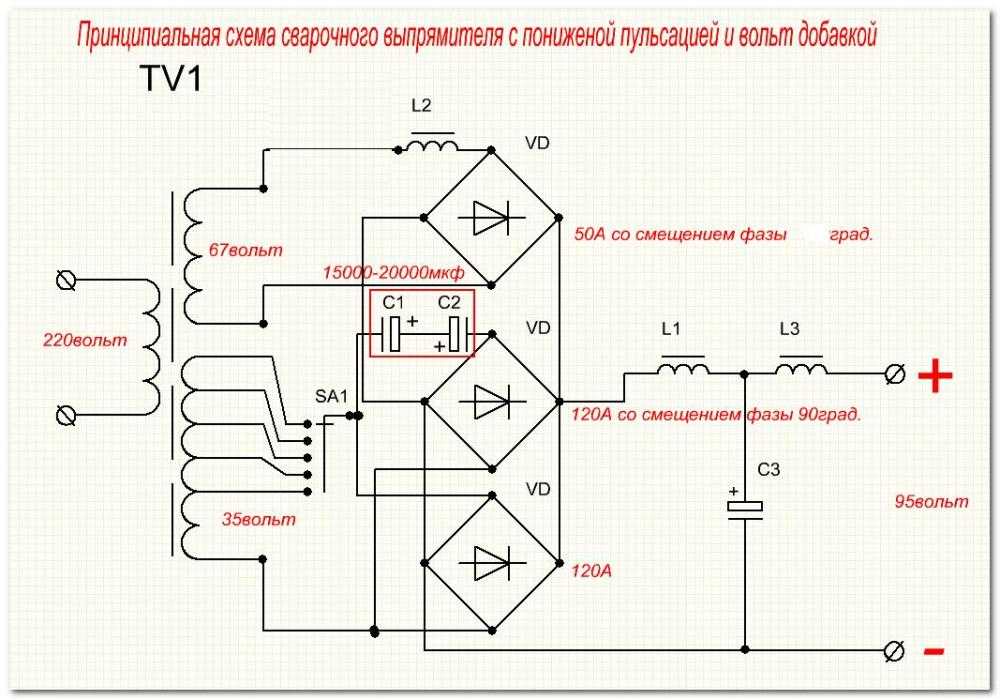
Для дуговой сварки порошковой проволокой обычно рекомендуются источники питания постоянного тока постоянного напряжения. Применяются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим газом, используются и при дуговой сварке с флюсовой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, что иногда требует более мощного источника питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток. Постоянный ток может быть как обратной, так и прямой полярности. Электродные проволоки с флюсовой сердцевиной предназначены для работы либо с DCEP, либо с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные стяжки с флюсовой сердцевиной используются с DCEP, а другие разработаны для использования с DCEN.
Некоторые самозащитные стяжки с флюсовой сердцевиной используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварной шов. Отрицательный ток электрода обеспечивает более легкое проплавление и используется для сварки более тонкого металла или металлов с плохой подгонкой. Сварной шов, созданный DCEN, шире и тоньше, чем сварной шов, полученный DCEP.
Генераторные сварочные аппараты, используемые для процесса с флюсовым сердечником, могут приводиться в действие электрическим ротором для использования в цеху или двигателем внутреннего сгорания для полевых работ. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели жидкостного или воздушного охлаждения.
Моторные генераторы производят очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Двигатель подачи проволоки обеспечивает питание для подачи электрода через кабель и пистолет к работе. Существует несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Существует несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, относятся к типу с постоянной скоростью, который используется с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется схема измерения напряжения для поддержания желаемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с коробкой передач, содержащей приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в редукторе.
Устройство подачи проволоки FCAWСварочные горелки с воздушным и водяным охлаждением
Сварочные горелки с воздушным и водяным охлаждением используются для дуговой сварки порошковой проволокой. Пушки с флюсовым сердечником с воздушным охлаждением в основном охлаждаются окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект. Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты с флюсовым сердечником с водяным охлаждением обеспечивают более эффективное охлаждение горелки. Пистолеты с водяным охлаждением рекомендуются для использования со сварочными токами более 600 ампер и предпочтительны для многих применений, использующих 500 ампер. Сварочные горелки рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя также могут использоваться пистолеты с водяным охлаждением. Ружья с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для защитного газа, используемое для порошковых проволок в среде защитных газов, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи сварочного пистолета. (как отмечено выше, флюсовая сердцевина может использоваться без защитного газа в зависимости от применения)
Защитные газы поставляются в жидком виде, когда они находятся в резервуарах для хранения с испарителями, или в виде газа в баллонах высокого давления. Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Исключением является углекислый газ. При попадании в баллоны высокого давления он существует как в жидкой, так и в газообразной форме.
Основной целью защитного газа является защита дуги и сварочной ванны от загрязняющего воздействия атмосферы. Азот и кислород атмосферы при контакте с расплавленным металлом сварного шва вызывают пористость и хрупкость.
При дуговой сварке с флюсовой проволокой защита достигается за счет разложения сердечника электрода или его сочетания с окружением дуги защитным газом, подаваемым из внешнего источника. Защитный газ вытесняет воздух в зоне дуги. Сварка осуществляется под слоем защитного газа. Для дуговой сварки порошковой проволокой можно использовать как инертный, так и активный газ.
Активные газы, такие как двуокись углерода, смесь аргона с кислородом и смеси аргона с двуокисью углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения основывается на типе свариваемого металла, характеристиках дуги и переносе металла, доступности, стоимости газа, требованиях к механическим свойствам, проплавлении и форме наплавленного валика.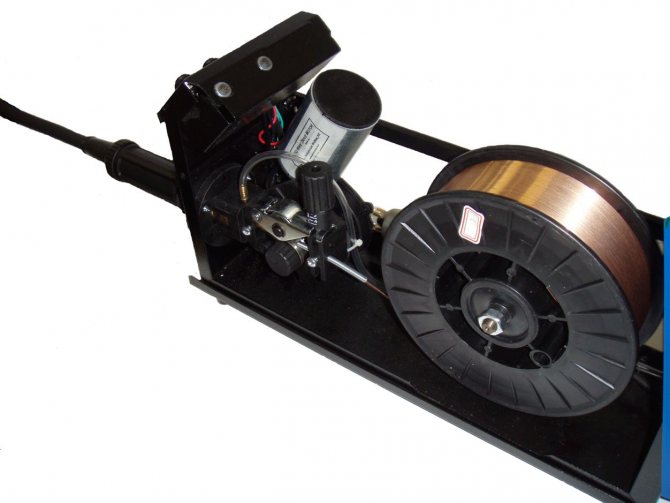 Различные защитные газы кратко описаны ниже.
Различные защитные газы кратко описаны ниже.
Углекислый газ
Двуокись углерода производится из горючих газов, образующихся при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт процесса прокаливания в печах для обжига извести, производства аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ предоставляется пользователю либо в баллонах, либо в контейнерах для насыпных грузов. Цилиндр встречается чаще. В объемной системе углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед тем, как попасть в сварочную горелку. Массовая система обычно используется только при снабжении большого количества сварочных станций.
В цилиндре двуокись углерода находится как в жидкой, так и в парообразной форме, при этом жидкая двуокись углерода занимает приблизительно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого баллона. Над жидкостью он существует в виде парообразного газа.![]() Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда углекислый газ вытягивается из цилиндра, он заменяется углекислым газом, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться на манометре.
Когда давление в баллоне упадет до 200 фунтов на кв. дюйм (1379 кПа), баллон следует заменить новым баллоном. В цилиндре всегда должно быть положительное давление, чтобы предотвратить попадание влаги и других загрязняющих веществ в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 кубических футов в час (от 4,7 до 24 литров в минуту). Однако при сварке с использованием одного баллона максимальная скорость нагнетания составляет 25 куб. футов в час (рекомендуется 12 литров в минуту).0003
Когда давление пара падает с давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию потока защитного газа. Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Когда требуется скорость потока выше 25 куб. футов в час (12 литров в минуту), обычной практикой является параллельное подключение двух баллонов с CO2 или размещение нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к вытягиванию жидкости из цилиндра. Углекислый газ является наиболее широко используемым защитным газом для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но двуокись углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и низкая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку двуокись углерода является окисляющим газом, в сердцевину электродной проволоки добавляются раскисляющие элементы для удаления кислорода. Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05%, защита от диоксида углерода приведет к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для применения в критических условиях коррозии. Дополнительный углерод также может снизить ударную вязкость и пластичность некоторых низколегированных сталей. Если содержание углерода в металле сварного шва превышает примерно 0,10%, защита от диоксида углерода будет снижать содержание углерода. Эта потеря углерода может быть связана с образованием моноксида углерода, который может улавливаться в сварном шве в качестве элементов, раскисляющих пористость в сердцевине флюса, уменьшая эффект образования моноксида углерода. Смеси аргона и диоксида углерода.
Аргон и двуокись углерода
иногда смешивают для использования при дуговой сварке с флюсовой проволокой.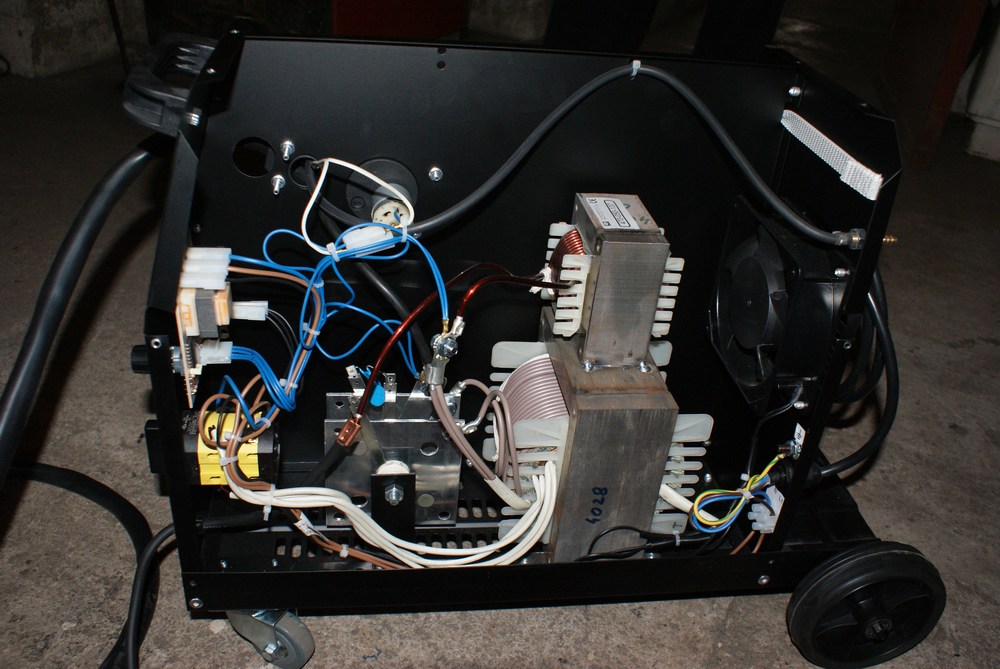 Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.
Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг. Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75% аргона и 25% углекислого газа. Газовая смесь создает мелкозернистый перенос металла, который приближается к распылению. Это также снижает количество происходящего окисления по сравнению с чистым углекислым газом. Сварной шов, наплавленный в среде аргон-диоксид углерода, обычно имеет более высокие предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей. Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона.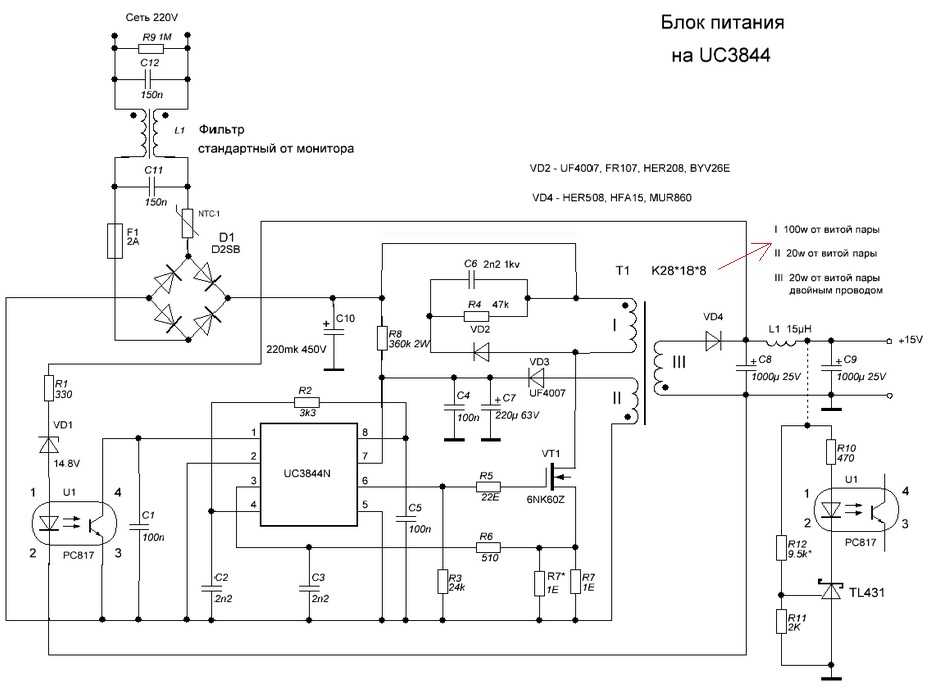 Это повлияет на механические свойства сварного шва.
Это повлияет на механические свойства сварного шва.
Смеси аргона и кислорода
Смеси аргона и кислорода, содержащие 1 или 2 процента кислорода, используются для некоторых применений. Смеси аргон-кислород, как правило, способствуют распылению, что снижает количество образующихся брызг. Основным применением этих смесей является сварка нержавеющей стали, где углекислый газ может вызвать проблемы с коррозией.
Электроды
Поперечное сечение проволоки с флюсовым сердечником – рис. 10-58Электроды, используемые для дуговой сварки с флюсовой проволокой, обеспечивают присадочный металл в сварочной ванне и экран для дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты от атмосферы дуги и расплавленной сварочной ванны.
Химический состав электродной проволоки и флюсовой сердцевины в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки с флюсовой проволокой состоят из металлического экрана, окружающего сердечник из флюса и/или легирующих соединений, как показано на рис. 10-58.
10-58.
Сердечники электродов из углеродистой стали и низколегированных сплавов содержат в основном флюсовые соединения.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса. Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащитные электроды содержат больше флюса, чем электроды с газовой защитой.
Соединения, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке в среде защитного газа.
Эти функции:
- Для образования шлакового покрытия, которое плавает на поверхности металла сварного шва и защищает его во время затвердевания.
- Для предоставления раскислителей и поглотителей, которые помогают очищать и производить твердый металл сварного шва.
- Стабилизаторы дуги, обеспечивающие ровную сварочную дугу и сводящие к минимуму разбрызгивание.

- Для добавления в металл сварного шва легирующих элементов, повышающих прочность и улучшающих другие свойства металла шва.
- Для подачи защитного газа. Для экранированных проводов требуется внешняя подача защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке с флюсовым сердечником, была разработана Американским обществом сварщиков. Углеродистые и низколегированные стали классифицируются по следующим признакам:
- Механические свойства металла шва.
- Положение сварки.
- Химический состав металла шва.
- Тип сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электродов из углеродистой стали является E70T-4, где:
- «Е» указывает на электрод.
- Вторая цифра или «7» указывает на минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа).

- Третья цифра или «0» указывает позиции сварки. «0» указывает на плоское и горизонтальное положения, а «1» указывает на все положения. 4 . «Т» обозначает трубчатую или порошковую проволоку. 5 . Суффикс «4» указывает на возможности производительности и удобства использования, как показано в таблице 10-13. Когда используется классификация «G», не указываются конкретные требования к производительности и удобству использования. Эта классификация предназначена для электродов, не охваченных другой классификацией. Требования к химическому составу наплавленного металла для электродов из углеродистой стали приведены в таблице 10-14. Для однопроходных электродов не предъявляются требования к химическому составу, поскольку проверка химического состава неразбавленного металла сварного шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали – Таблица 10-12. Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали – Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали – Таблица 10-14
Эксплуатационные характеристики и эксплуатационные характеристики порошковых электродов из углеродистой стали – Таблица 10-13. Требования к химическому составу порошковых электродов из углеродистой стали – Таблица 10-14 Классификация электродов из низколегированной стали, используемых при сварке с флюсовым сердечником, аналогична классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» указывает на электрод.
- Вторая цифра или «8» указывает на минимальный предел прочности при растяжении в единицах 10 000 фунтов на кв. дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает на возможности положения электрода при сварке. «1» указывает на все положения, а «0» — только на плоское и горизонтальное положение.
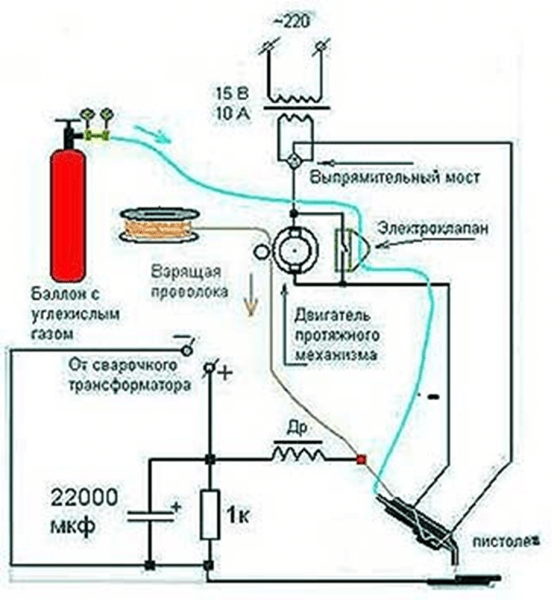
- Буква «T» указывает на трубчатый электрод или электрод с флюсовой сердцевиной, используемый при дуговой сварке с флюсовой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются в классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс или «Ni2» говорит о химическом составе наплавленного металла, как показано в таблице 10-17 ниже.
a. Отдельные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавка должна иметь минимум, указанный в таблице только для одного из элементы
Чтобы соответствовать требованиям к сплавам группы G, наплавка должна иметь минимум, указанный в таблице только для одного из элементы
д. Классификация E80TI-W также содержит 0,30–0,75% меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке с флюсовой проволокой, основана на химическом составе металла сварного шва и типе защитного покрытия. используемые во время сварочных работ. Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» указывает на электрод.
- Цифры между буквами «Е» и «Т» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает на тип используемого экранирования, как показано в таблице 10-19 ниже.
 Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен жил, которые заключены в изолированную оболочку из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода. При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает в себя шланг для защитного газа и канал, через который проходит электродная проволока. При машинной или автоматической сварке провод электрода обычно раздельный. Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие выводы обычно соединяются с работой зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки с флюсовым сердечником, рабочего цикла аппарата и расстояния между сварочным аппаратом и объектом. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока от 75 ампер.
В Таблице 10-20 показаны рекомендуемые размеры кабелей для использования с различными сварочными токами и длинами кабелей.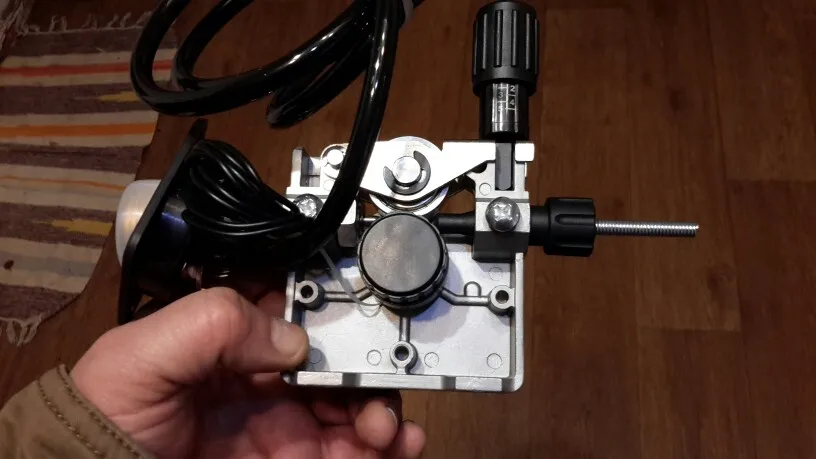 Слишком маленький кабель может сильно нагреться во время сварки.
Слишком маленький кабель может сильно нагреться во время сварки.
Основными преимуществами сварки с флюсовой сердцевиной являются более низкая стоимость и более высокая скорость наплавки по сравнению с SMAW или сплошной проволокой GMAW.
Стоимость электродов с флюсовой сердцевиной ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердых электродов.
Сварка порошковой проволокой идеальна, когда важен внешний вид валика и не требуется обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из мягкой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа. С защитой от углекислого газа меньше пористость и больше проплавление сварного шва. Процесс с порошковой сердцевиной имеет повышенные допуски по окалине и грязи.
При сварке порошковой проволокой образуется меньше брызг, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость осаждения, и часто используются более высокие скорости перемещения. Используя электродную проволоку малого диаметра, сварку можно выполнять во всех положениях. Некоторые порошковые проволоки не нуждаются во внешнем подводе защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучший провар, чем при дуговой сварке защищенным металлом.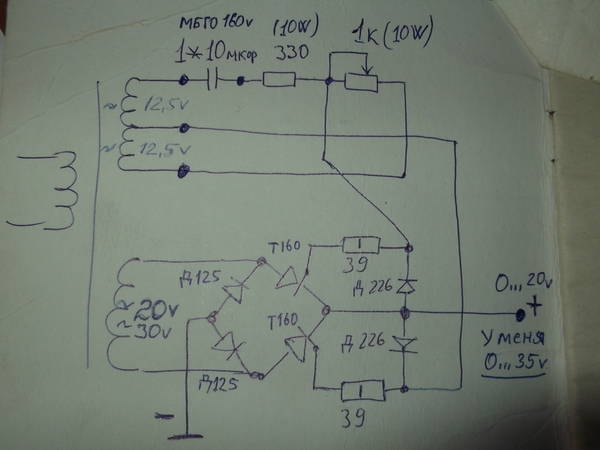
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки с флюсовой сердцевиной:
- Необходимо удалять шлак
- Больше дыма и дыма, чем GMAW и SAW
- Брызги Провод FCAW
- дороже
- Оборудование более дорогое и сложное, чем для SMAW
Большинство электродов из низколегированных или мягких сталей с флюсовой сердцевиной более чувствительны к изменениям условий сварки, чем электроды SMAW.
Эта чувствительность, называемая толерантностью к напряжению, может быть снижена при использовании защитного газа или при увеличении содержания шлакообразующих компонентов в материале сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и механизм подачи электродов с постоянной скоростью.
Поиск и устранение неисправностей FCAW
При поиске и устранении неисправностей сварных швов с флюсовой проволокой обязательно ознакомьтесь со следующими указаниями производителя (находится внутри панели оборудования) (подробно описано ниже):
- Скорость подачи проволоки
- Скорость перемещения
- Контактный наконечник до рабочего расстояния
- Полярность питателя
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного охвата, узкий шов и много брызг.

Видео по устранению неполадок FCAW
Сварка FCAW, созданная при низкой скорости подачи проволокиНизкая скорость подачи проволоки при сварке FCAW привела к трудноудаляемому шлаку и большому количеству брызг. Если скорость провода слишком высока, провод будет продолжать обламываться. Чтобы зафиксировать увеличение напряжения или уменьшение скорости провода.
Сварной шов FCAW создан при высокой скорости подачи проволокиСлишком низкая скорость перемещения : в результате получается широкий выпуклый сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещения Скорость перемещения выше рекомендуемой : получается узкий выпуклый валик сварного шва. Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Сравните скорость движения слишком потока вверху и скорость обгона лужи внизу.
Контактный наконечник до рабочего расстояния : Проверьте правильное расстояние для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь шов, из-за чего шлак выглядит темным в центре шва.
Если расстояние слишком большое, сварной шов будет немного затупленным. Проволока выглядит так, как будто цепляется за сварной шов, из-за чего подача неравномерна, что приводит к ряби в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2″ до 5/8″) Полярность : каждый провод имеет рекомендуемую полярность. Иногда отрицательный постоянный ток используется, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Вызывает брызги и небольшой сварной шов.
Углы электродов : Для флюсовой сердцевины помните, что вы тащите шлак. Поэтому убедитесь, что вы перетаскиваете электрод, чтобы шлак образовался за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если вы нажмете на нее, вы можете получить шлаковые включения в сварном шве.
Проверьте рабочий угол и угол перемещения : При сварке на плоской поверхности угол может составлять 90 градусов. Для соединения внахлестку или Т-образного соединения вы должны быть под углом 45 градусов к суставу и от 5 до 10 градусов для сопротивления.
Руководство для начинающих по сварке МИГ – PrimeWeld
Сварка МИГ, разработанная после Второй мировой войны, – это всегда популярный сварочный процесс. Процесс был разработан на основе сварки металлов в среде защитных газов. Это лучший процесс сварки стали, особенно нержавеющей и низкоуглеродистой стали.
Вы должны понимать, что эта тема не совсем для опытных профессионалов, которые ежедневно работают со сварочным аппаратом MIG. Но если у вас есть опыт и вы хотите добавить сварочную проволоку в свою дугу для домашних проектов, сварка в среде инертного газа, более известная под аббревиатурами MIG или GMAW, наверняка вас заинтересует. В этом подробном руководстве мы расскажем вам все об этой технике сварки и обо всем, что вам нужно для начала работы.
Перейти к разделу:
- Что такое сварка MIG?
- Наука, стоящая за сваркой MIG
- Какие расходные материалы необходимы для сварки MIG?
- Начало работы со сварочным аппаратом MIG
- Сварка MIG
- Сварка MIG за и против
- Часто задаваемые вопросы по сварке MIG
- Следующие шаги: что делать после обучения сварке MIG
Что такое сварка MIG?
Процесс сварки MIG представляет собой процесс непрерывной дуговой сварки, при котором сварочная ванна защищена инертным защитным газом, который течет из горелки на свариваемую деталь.
Тот факт, что это непрерывный процесс сварки проволокой, делает эту технику идеальной для высокопроизводительных проектов. В то же время наличие газа позволяет работать без шлаков.
Что означает MIG?
MIG — это аббревиатура от инертного газа металла. Он также известен как сварка проволокой или дуговая сварка металлическим газом (GMAW). Это один из самых популярных сварочных процессов после дуговой (стержневой) сварки защитным металлом. Сварка MIG является частью четырех типов сварочных процессов. Остальные три — это сварка вольфрамовым электродом в среде инертного газа (TIG), сварка электродом или дуговая сварка в среде защитного металла (SMAW) и дуговая сварка с флюсовой проволокой (FCAW).
MIG обычно сравнивают с TIG, что означает вольфрамовый инертный газ. Вот чем отличаются эти две процедуры.
Наука, стоящая за сваркой MIG
Сварка металлов в среде инертного газа использует электричество для расплавления и последующего соединения кусков металла для получения прочного, долговечного и относительно эстетичного сварного шва.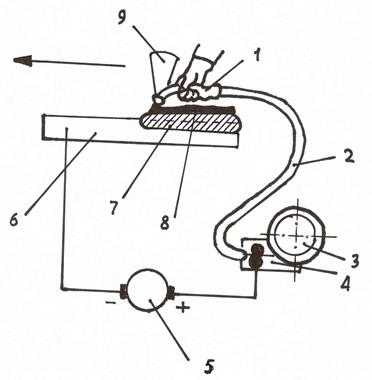 Наука, стоящая за этим, включает использование защитного газа для предотвращения загрязнения или окисления сварочной ванны при одновременном снижении горючести материалов.
Наука, стоящая за этим, включает использование защитного газа для предотвращения загрязнения или окисления сварочной ванны при одновременном снижении горючести материалов.
Как это работает?
При сварке MIG электрический ток используется для создания дуги между электродной проволокой и свариваемым металлическим изделием. Дуга плавит проволоку, которая затем осаждается для создания фактического сварного шва.
При удалении источника тепла (горелки) сварочная ванна охлаждается, затвердевает и образует новый кусок расплавленного металла (сварной шов). Все это происходит у сопла горелки MIG, ручного устройства, похожего на пистолет для раздачи топлива. Горелка одновременно подает в сварной шов электродную проволоку и инертный защитный газ.
Какие расходные материалы необходимы для сварки MIG?
Ниже приведен список расходных материалов, которые вам понадобятся, когда вы будете готовы начать сварку MIG.
Сварочный аппарат MIG
Сварочный аппарат MIG является наиболее важным оборудованием для сварки. Вы можете получить бюджетный сварочный аппарат менее чем за 500 долларов. Сварочный аппарат MIG — универсальный аппарат. Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Вы можете получить бюджетный сварочный аппарат менее чем за 500 долларов. Сварочный аппарат MIG — универсальный аппарат. Он также часто подходит для сварки MAG. Ваш уровень квалификации, процесс сварки, сварочный проект или приложение, а также бюджет должны учитываться при выборе сварочного аппарата MIG в соответствии со школой сварки Талсы. Рекомендуется регулируемая сила тока от 30 до 200 А.
Газовый баллон и защитный газ
Вам нужен газовый баллон для инертного газа. Они обычно доступны в различных размерах от 40 до 80 до 125 кубических футов баков. Помните, что газовые баллоны имеют особые меры предосторожности. Баллон должен иметь дату гидроиспытаний не менее 10 лет. Он также должен соответствовать стандартам регулирующих организаций, таких как DOT, CE и ISO. Для общего использования вы можете выбрать аргон в качестве инертного газа, когда собираетесь сваривать материалы из углеродистой стали с высококачественными материалами, нержавеющей сталью и цветными материалами, такими как алюминиевые и медные сплавы.
Правильная проволока
Сварочные аппараты MIG используют непрерывную проволоку. С этими проводами вы можете иметь более высокую плотность тока, чем те, которые могут быть допущены электродами с покрытием, используемыми в других процессах. В электродах с покрытием чрезмерная плотность тока вызывает растрескивание покрытия из-за разных коэффициентов расширения между металлическим сердечником и самим покрытием. Однако при использовании непрерывных проводов можно получить большее проникновение.
Большинство проволок для сварки МИГ имеют диаметр от 0,8 до 1,2 мм, хотя есть толстые проволоки диаметром 1,6 мм и 2 мм. Также нередки особо тонкие провода диаметром 0,6 мм.
Проволока диаметром 0,6 мм особенно подходит для небольших сварочных аппаратов и тонких листов. Чем толще материалы, тем толще провода.
Обычно ограничивающим фактором при выборе проволоки является сварочный аппарат. Выбирайте проволоку, которую можно обрабатывать на вашем оборудовании.
Шлем с автоматическим затемнением
Искры от сварки и свободный УФ-свет могут повредить сетчатку и конъюнктиву, что может привести к временной слепоте. Если воздействие продолжается, глаза могут навсегда ослепнуть. Именно поэтому сварщики надевают каску, и не любую каску; специальный автозатемняющийся шлем.
Этот сварочный шлем представляет собой оптоэлектронный капюшон, разработанный для защиты глаз и лица от искр и брызг при сварке.
Металлическая щетка
Металлическая щетка необходима для очистки свариваемой поверхности перед сваркой. Это может быть использовано для удаления шлаков, ржавчины и грязи. Убедитесь, что щетка имеет щетину из нержавеющей стали.
С-образные зажимы
Для получения точных сварных швов свариваемый материал должен быть устойчивым, чтобы вы могли сосредоточиться на самой сварке. Для удержания металлической заготовки можно использовать С-образный или G-образный зажим.
Угловая шлифовальная машина
Угловая шлифовальная машина необходима для предсварочных и послесварочных операций. Перед началом работы шлифовальный станок используется для удаления ржавчины, краски или грязи с обрабатываемой детали. Он также используется для удаления сварочных брызг, когда вы закончите сварку.
Перед началом работы шлифовальный станок используется для удаления ржавчины, краски или грязи с обрабатываемой детали. Он также используется для удаления сварочных брызг, когда вы закончите сварку.
Оборудование для обеспечения безопасности
Безопасность должна быть вашим приоритетом при сварке в среде защитного газа. Это нужно не только для подготовки к опасностям пожара, ваши соображения безопасности должны включать использование средств индивидуальной защиты (СИЗ):
Начало работы со сварочным аппаратом MIG
В этом разделе вы узнаете обо всем, что вам нужно для начала настройки сварочного аппарата, от подготовки инструментов и рабочего места до регулировки винтов и многого другого.
Подготовьте инструменты и рабочее место
Обратите внимание, что этот процесс сварки не подходит для наружных работ из-за использования газа. Итак, первое, что нужно установить, это ваша мастерская.
Не забудьте установить в мастерской огнетушитель и держать поблизости ведро с водой для охлаждения сварных швов в случае необходимости. Наденьте средства индивидуальной защиты и принесите все свои материалы на рабочее место.
Проверка регулировочного винта и установка расхода газа
Во-первых, этот регулировочный винт можно найти на бензобаке под ручками. Винт должен быть достаточно ослаблен, чтобы его можно было повернуть одной рукой.
Убедитесь, что винт достигает давления от 10 до 15 CFH. Вы найдете маховик на баке. Используется для открытия и закрытия бака. Поверните ручку, и вы сможете увеличить поток газа.
Внесите свои коррективы
Чтобы начать сварку, вам необходимо отрегулировать машину и установить размер проволоки. Как только вы определились с размером проволоки, пришло время установить ее на сварочный аппарат. Выберите размер проволоки для сварки MIG в зависимости от толщины обрабатываемого материала.
Таблицы, как правило, помогают выбрать правильную настройку для каждого материала. Далее необходимо настроить сварочный аппарат на работу с толщиной металла. Если у вас есть С-образный зажим, используйте его, чтобы удерживать заготовку перед началом сварки.
Далее необходимо настроить сварочный аппарат на работу с толщиной металла. Если у вас есть С-образный зажим, используйте его, чтобы удерживать заготовку перед началом сварки.
Настройка сварочного аппарата
Для достижения оптимальных результатов сварочный аппарат необходимо правильно настроить. С неправильными материалами у вас не будет радости. Сварочный аппарат MIG должен быть установлен в диапазоне от 30 до 130 А: от 40 до 145 А для материалов диаметром 0,023 дюйма, от 50 до 180 А для материалов диаметром 0,035 дюйма и от 75 до 250 А для материалов размером 0,45 дюйма.
Сварочная проволока должна подаваться в сварочный аппарат таким образом, чтобы подача проволоки к сварочному пистолету могла непрерывно наматываться. Поскольку электрод постоянно плавится, вы избавляете себя от необходимости часто менять его.
Выполните следующие действия:
- Откройте сварочный аппарат.
- Прикрепите катушку проволоки к предусмотренному для нее подвесу.
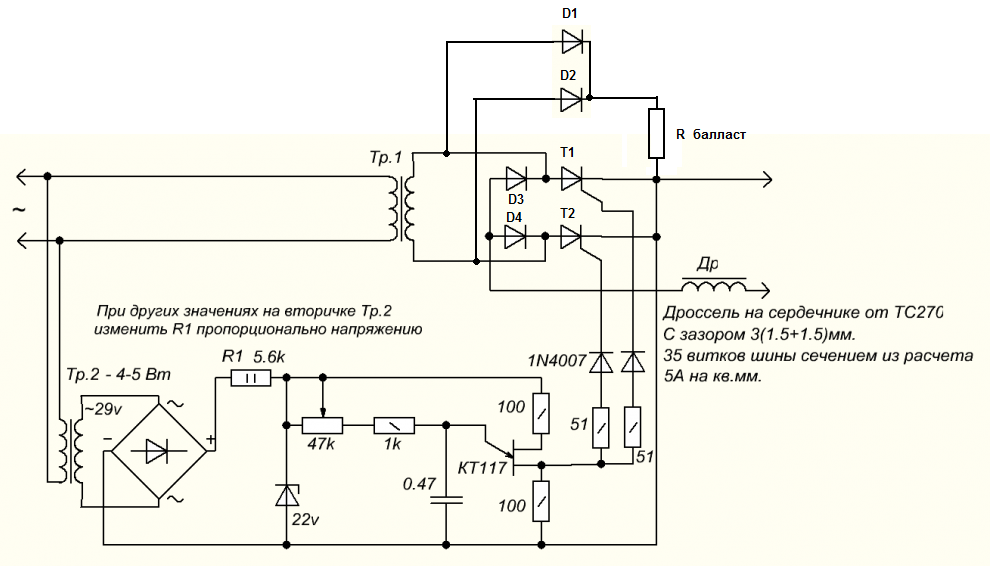 Проволока MIG должна находиться на нижней стороне катушки в направлении ролика. Только так можно обеспечить равномерную подачу проволоки.
Проволока MIG должна находиться на нижней стороне катушки в направлении ролика. Только так можно обеспечить равномерную подачу проволоки. - Теперь заправьте проволоку в блок подачи проволоки. При вводе проволоки через вход подающих роликов следите за тем, чтобы проволока не была согнута или перекручена.
- При необходимости следует нажать кнопку, чтобы отрегулировать натяжение троса.
- Теперь прикрепите шпульку с колпачком.
- Снимите сопло MIG и контактный наконечник плоскогубцами.
- Теперь нажмите на спусковой крючок, чтобы продеть провод через пистолет.
- Замените сопло и контактный наконечник.
Типы газа, необходимые для сварки MIG
Для сварки MIG можно использовать различные газы. Наиболее популярными являются чистый аргон, чистый гелий или смесь аргона и гелия.
-
Чистый аргон: Чистый аргон следует использовать для сварки стали, когда требуется высокое качество сварных швов.
 Он подходит для сварки MIG алюминия и других цветных металлов для тонких сечений, не превышающих 10 мм, из-за низкой тепловложения дуги по сравнению с MIG с использованием гелия в качестве защитного газа.
Он подходит для сварки MIG алюминия и других цветных металлов для тонких сечений, не превышающих 10 мм, из-за низкой тепловложения дуги по сравнению с MIG с использованием гелия в качестве защитного газа.
- Чистый гелий: Использование гелия является обязательным, когда требуются высокие тепловложения, например, в случае сварки толстых профилей цветных материалов, таких как алюминиевые и медные сплавы.
- Смесь аргона и гелия : Эта смесь используется, когда требуются дуги с высокой тепловложением и меньшей стоимостью по сравнению с чистым гелием, поскольку гелий дороже аргона.
75% аргон 25% полный баллон CO2 125CF для сварки MIG
Получите промышленную газовую смесь для сварки аргоном и CO2 от PrimeWeld с доставкой прямо к вашей двери.
349,00 $
Купить газовые баллоны для полной сварки MIG
Использование газового баллона
При обращении с газовым баллоном необходимо соблюдать осторожность. Необходимо соблюдать все указания по технике безопасности, в противном случае могут возникнуть непредвиденные опасности. Если наполненный газовый баллон опрокидывается и сбивает газовый регулятор, он бесконтрольно летит по комнате. Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Необходимо соблюдать все указания по технике безопасности, в противном случае могут возникнуть непредвиденные опасности. Если наполненный газовый баллон опрокидывается и сбивает газовый регулятор, он бесконтрольно летит по комнате. Соблюдайте необходимые меры предосторожности при транспортировке газа, и все будет в порядке.
Регулировка винта и маховика
Когда вы настроили защитный газ и баллон и подсоединили баллон к машине с помощью шланга, поверните регулировочный винт баллона влево. Вы найдете маховик для открытия и закрытия бака в верхней части цилиндра. Маховик используется для управления потоком газа. Поверните ручку, и вы сможете увеличить поток.
Применение сварки МИГ
Сварка МИГ не требует столь крутой кривой обучения, как сварка ТИГ или традиционная кислородно-ацетиленовая сварка. Эта техника используется как новичками, так и профессионалами. Некоторые из его применений описаны ниже.
Используется для большинства типов сварки листового металла
Сварка MIG особенно подходит для большинства типов листового металла и низколегированных сплавов.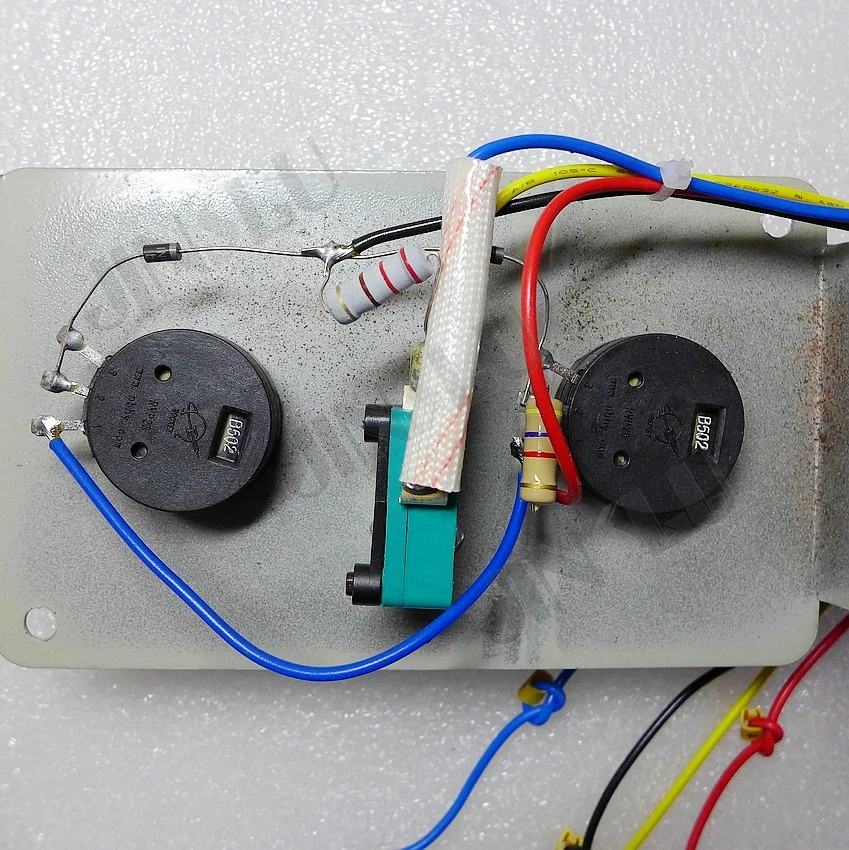 Этот процесс представляет собой чистую технику сварки, которая позволяет вам развиваться в своем собственном темпе. Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Этот процесс представляет собой чистую технику сварки, которая позволяет вам развиваться в своем собственном темпе. Он очень хорошо справляется с различными металлами и сплавами: мягкой сталью (углеродистой), магнием (включая нержавеющую сталь) и алюминием.
Изготовление сосудов под давлением и стальных конструкций
Сварка MIG/MAG используется практически во всей сварочной промышленности. Крупнейшими потребителями являются тяжелая и металлообрабатывающая промышленность. К ним относятся судостроительная промышленность, производители металлоконструкций, трубопроводов и сосудов под давлением.
Автомобильная промышленность и промышленность по благоустройству дома
Хотя сварка MIG является методом, популярным среди новичков и случайных энтузиастов-любителей, она также остается популярной среди специалистов по металлообработке в области благоустройства дома и автомобильной промышленности. Это потому, что он обеспечивает большую производительность.
Плюсы и минусы сварки МИГ
Основное преимущество сварки МИГ заключается в том, что при сварке не образуется шлак. Сварка MIG может многое предложить, особенно сварщикам-любителям. Однако ни один метод сварки не может претендовать на то, чтобы быть идеальным для всех применений, и MIG не является исключением. Ниже представлен обзор наиболее распространенных плюсов и минусов сварки металлом в среде инертного газа.
Плюсы
-
Технологии сварки позволяют получать высококачественные сварные швы
-
Мелкие сварочные брызги
-
Хорошая скорость сварки
-
Может использоваться для соединения разнородных металлов
-
Способ сварки может быть полным или полуавтоматическим
Минусы
-
Газ делает его непригодным для сварки на открытом воздухе
Не подходит для толстых металлов
-
Требуется подготовка металла
Часто задаваемые вопросы по сварке MIG
Почему сварка MIG популярна?
Сварка MIG началась в 1940-х годах, но стала настолько популярной из-за доступности инертных газов, таких как гелий и аргон.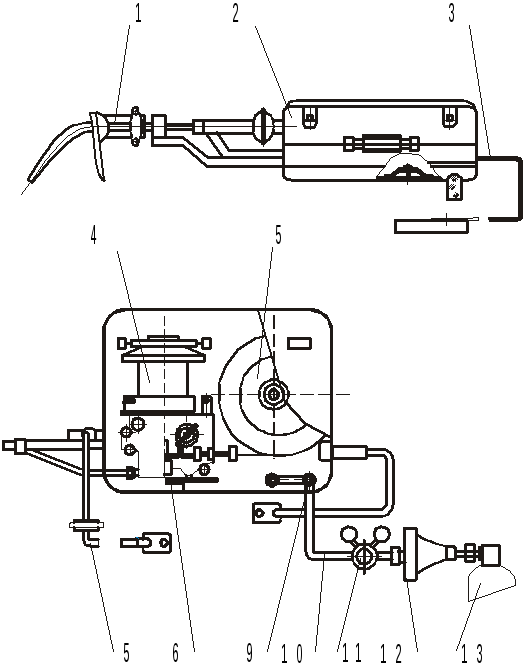 Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
Другие причины, по которым сварка MIG стала широко распространенной, заключаются в том, что она не создает большого количества сварочных брызг, имеет высокую скорость сварки и позволяет соединять разнородные металлы.
В чем разница между сваркой MIG и TIG?
Разница между обоими способами сварки заключается в используемой дуге.
- В сварке MIG используется проволока непрерывной подачи, которая плавится, образуя сварной шов. При сварке TIG используются длинные стержни для непосредственного сплавления металлов.
- Сварка MIG использует подачу присадочной проволоки (в качестве расходуемого электрода) для получения дуги с рабочим материалом, но в случае TIG для создания дуги используется неплавящийся электрод из вольфрама с подачей рабочего материала и расходуемой присадочной проволоки к дуге во время сварки, так что этот процесс медленнее, чем MIG.
Какой тип газа используется для сварки MIG?
Наиболее часто используемыми газами для сварки MIG являются газы аргон и гелий. В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
В то время как аргон тяжелее воздуха и застаивается в сварочной ванне, гарантируя большую защиту, гелий легче воздуха. Следовательно, он обеспечивает меньшую защиту. Однако теплопроводность примерно в 10 раз больше, чем у аргона, что обеспечивает большее проникновение. По этой причине использование гелия ограничивается соединениями большой толщины или материалами с высокой теплопроводностью.
Почему при сварке MIG используется инертный газ?
Инертные газы, используемые при сварке MIG, помогают удерживать кислород, содержащийся в воздухе, вдали от сварного шва, чтобы сварной шов не окислялся. Сварной шов не должен окисляться. Окисленный металл будет слабым и может стать пористым. Вы, наверное, лучше знаете окисленный металл под термином «ржавчина». Если сварной шов не окисляется, он имеет длительную стабильность и связующую силу. Вот почему вам нужен защитный газ. Если вы не используете защитный газ, шов будет реагировать с кислородом и азотом в воздухе.
Могу ли я самостоятельно научиться сварке MIG?
Можно научиться сварке МИГ самостоятельно, но на это может уйти время. Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Кроме того, сварка MIG может быть опасной в руках новичка без базовых знаний, поскольку вы будете иметь дело с легковоспламеняющимися инертными газами, сварочными брызгами и вредным ультрафиолетовым излучением. Но с этим руководством вы узнаете, что нужно и чего нельзя делать при сварке MIG, чтобы обеспечить безопасность и эффективность.
Следующие шаги: что делать после обучения сварке MIG
Следующие шаги зависят от того, что вы хотите сделать. Вот несколько предложений.
- Курсы YouTube : На YouTube есть все, от курсов сварки для начинающих до курсов для экспертов в области металлоконструкций. Вот наши рекомендации для 5 лучших сварочных каналов на YouTube.
-
Trade Career Certification : Существуют онлайн-курсы, на которых вы можете изучить основы и продолжать развиваться. Некоторые из них включают сертификацию сертифицированного сварщика (CW), сертификацию сертифицированного инспектора по сварке (CWI) и сертификацию сертифицированного преподавателя сварки (CWE).
- Семинары : Есть возможность личного общения, где вы можете изучить основы. Эти семинары могут быть как виртуальными, так и физическими.
Архив сварки MIG — American Torch Tip
Если вы когда-либо тратили время и силы на тщательную сварку вашего объекта, а по завершении обнаруживали большое количество брызг по всему нему, то вы разделяете разочарование, которое иногда приходит при сварке МИГ. И время, необходимое для удаления брызг, только увеличивает его.
Хорошей новостью является то, что существует несколько покрытий против брызг, которые избавят вас от длительного процесса очистки.
(подробнее…)
Поделиться:
Проволока — это один из компонентов горелки MIG, который может обеспечить или разрушить успешный сварной шов. Хорошая, стабильная подача проволоки повышает вашу способность поддерживать неизменно хорошее качество сварных швов.
Но что, если ваша проволока для сварки MIG сгорит до кончика, что приведет к прогоранию и быстрому прекращению работы?
(подробнее…)
Поделиться:
Проблемы с неправильной подачей проволоки MIG могут привести к различным неприятным проблемам, которые приводят к простоям, дополнительным затратам и всем связанным с этим головным вы делаете и устранить неполадки. А поскольку проблемы с подачей проволоки могут возникнуть в любом месте по длине горелки, вам может потребоваться проверить несколько участков, пока вы не найдете проблему.
А поскольку проблемы с подачей проволоки могут возникнуть в любом месте по длине горелки, вам может потребоваться проверить несколько участков, пока вы не найдете проблему.
Вот с чего начать.
(далее…)
Поделиться:
Спросите любого сварщика, что вызывает разбрызгивание при сварке MIG, и ответ будет: сварка MIG. В установках MIG используется электродная проволока, которая связывается с металлом для формирования сварного шва, а брызги — это избыточная расплавленная проволока, которая связывается со всем остальным и .
В этой статье мы обсудим:
- Почему следует опасаться слишком большого количества брызг
- Советы по уменьшению чрезмерного количества брызг
Приступим!
(подробнее…)
Поделиться:
Процессы дуговой сварки столь же разнообразны, как и заготовки, которые они создают, и правильный выбор имеет жизненно важное значение для успеха вашего проекта. В то время как сварка MIG и TIG формирует сварной шов с использованием электрической дуги, методы совершенно разные, и выбор неправильного может привести к более чем одной головной боли.
В то время как сварка MIG и TIG формирует сварной шов с использованием электрической дуги, методы совершенно разные, и выбор неправильного может привести к более чем одной головной боли.
Ознакомьтесь с причинами, по которым вы можете предпочесть сварку MIG вместо сварки TIG.
(Нажмите здесь, чтобы узнать, почему TIG лучше, чем MIG.)
Сварка MIG и TIG
При сварке MIG и TIG для создания сварного шва используется электрическая дуга. Разница между ними заключается в способе использования дуги.
SOURCEСварка MIG (металл в среде инертного газа) использует подающую проволоку, которая постоянно проходит через горелку, создавая искру, а затем плавится, образуя сварной шов. Он использует полуавтоматическую или автоматическую дугу.
SOURCEПри сварке TIG (вольфрам в инертном газе) используются длинные стержни для непосредственного сплавления двух металлов. В нем используется нерасходуемый электрод и другой наполнитель.
СВЯЗАННЫЕ: Наиболее распространенное сварочное оборудование и процессы
Почему сварщики MIG более эффективны
Разнообразие
Ряд причин делает сварщик MIG лучшим выбором для вашей работы. Во-первых, она более разнообразна. Хотя сварку TIG можно использовать для большего количества типов металлов, ее эффективность ограничена при работе с более толстыми деталями. Сварку MIG можно использовать для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26 калибра до тяжелых конструкционных плит.
Во-первых, она более разнообразна. Хотя сварку TIG можно использовать для большего количества типов металлов, ее эффективность ограничена при работе с более толстыми деталями. Сварку MIG можно использовать для алюминия, нержавеющей стали и стали любой толщины, от листового металла 26 калибра до тяжелых конструкционных плит.
Сварка МИГ обладает большим преимуществом перед ТИГ, поскольку подача проволоки действует не только как электрод, но и как наполнитель. В результате более толстые детали можно сплавлять без необходимости их полного нагрева. А поскольку в нем используется наполнитель, а не плавление, сварка MIG может использоваться для сварки двух разных материалов.
Скорость
Еще одна причина выбора MIG вместо TIG — скорость. Горелка MIG предназначена для непрерывной работы в течение длительного периода времени, что делает ее более эффективной и производительной, чем ее аналог. Для крупных промышленных операций, требующих высокой производительности, MIG является оптимальным выбором.![]() (Он также хорошо поддается автоматизации). Напротив, сварка TIG — это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
(Он также хорошо поддается автоматизации). Напротив, сварка TIG — это гораздо более медленный процесс, в котором основное внимание уделяется деталям.
Стоимость
Как и в любой производственной работе, время равно деньгам. А поскольку процесс сварки MIG намного быстрее, он также более экономичен. Детали MIG также более доступны и намного дешевле, чем TIG.
Сварка ВИГ имеет более низкую скорость наплавки, что делает ее более дорогой в расчете на фут валика. Первоначальные затраты также немного выше, чем у MIG, потому что расходные материалы немного дороже.
Легкость
Наконец, сварщику MIG легче научиться, и его можно усовершенствовать всего за несколько недель обучения. На самом деле, его даже называют «пистолетом для горячего клея» для сварки — просто нажмите на курок, чтобы начать или остановить сварку. Сварщики MIG могут держать и управлять горелкой только одной рукой, что делает ее лучшим вариантом для начинающих сварщиков. Сварка TIG, с другой стороны, представляет собой специализированную технику, которая требует использования обеих рук и одной ноги — все это делает разные вещи.
СВЯЗАННЫЕ: Как начать карьеру сварщика
Когда использовать сварку МИГ
Как сварка МИГ, так и сварка МИГ имеют свои плюсы и минусы, поэтому важно учитывать область применения.
Вот области применения, которые лучше всего подходят для сварки MIG:
- Материал ленты
- Длинные партии
- Сложное позиционирование
Производители считают сварку MIG полезной, когда требуется высокая производительность и не требуется тонкая работа. Это также может быть полезно, когда нет под рукой опытных сварщиков.
Получите высококачественные детали, горелки и горелки для сварки MIG
Вы сварщик MIG и ищете высококачественное сварочное оборудование MIG? American Torch Tip производит и предлагает прочные детали для сварки MIG, горелки и вентиляторы, созданные специально для таких сварщиков, как вы.
Наша линейка горелок Lightning® MIG и расходных материалов отличаются ударопрочностью, устойчивостью к чернилам и эргономичностью. Благодаря нашим прочным рукояткам и технологии поворотной горловины сварщики могут выполнять больше работы с меньшими простоями.
Благодаря нашим прочным рукояткам и технологии поворотной горловины сварщики могут выполнять больше работы с меньшими простоями.
Чтобы получить помощь в настройке MIG, загрузите наше бесплатное Руководство по устранению неполадок MIG Ultimate.
Поделиться:
Многие производители внедрили автоматизацию в свою повседневную деятельность, и автомобильная промышленность не исключение.
Фактически, автомобильные роботы помогают в производстве автомобилей с 1967 года. General Motors (GM) внедрила первого промышленного робота UNIMATE, который выполнял точечную сварку.
Только в 1980-х годах роботизированная сварка начала набирать обороты, и другие автомобильные компании последовали примеру GM.
(далее…)
Поделиться:
Мир, в котором мы находимся, странный. Заказы есть почти на все, но ничего нет в наличии. Цепочки поставок больше похожи на поставки швейцарского сыра.
Элементы связаны в WIP в ожидании последних нескольких критических компонентов. Кажется, что весь производственный мир ждет в суповой очереди детали, в которых они отчаянно нуждаются.
Кажется, что весь производственный мир ждет в суповой очереди детали, в которых они отчаянно нуждаются.
Пальцы заостряются. Виноваты поставщики. Ответственность передается по, казалось бы, бесконечному кругу.
Итак, что может сделать ваша организация, чтобы механизмы производства продолжали вращаться? К счастью, у вас есть варианты.
Но нам нужен ЭТОТ предмет!
Правда? Как говорится в старой поговорке, «есть несколько способов содрать шкуру с кошки». Вот как выяснить, что вам НУЖНО, а что просто то, что вы используете.
Изучите приложение
Если вы не выполняете узкоспециализированный процесс, требующий оборудования и расходных материалов, специально предназначенных для этого приложения, есть вероятность, что существует несколько вариантов выполнения одного и того же сварного шва.
Когда вы берете карандаш, чтобы писать, вы останавливаетесь, чтобы изучить марку? Возможно нет.
Карандаш — это карандаш, если им можно писать. Расходные материалы для сварки MIG практически одинаковы. Хотя существует множество различных вариантов, все они по сути работают одинаково.
Расходные материалы для сварки MIG практически одинаковы. Хотя существует множество различных вариантов, все они по сути работают одинаково.
Рассмотрите альтернативные бренды
Маркетинг — это большой бизнес. Многие бренды тратят миллионы на то, чтобы убедить вас в том, что их особый соус делает их продукт незаменимым и что использование чего-либо иного не принесет вам пользы.
Во многом это эффективно, так как мы склонны придерживаться того, что знаем и чему доверяем, принимая решения о покупке.
Ведь если не сломалось, то и не чинить, верно? Ну, может быть, нет.
То, что вы знаете, что продукт работает, не означает, что это ЕДИНСТВЕННЫЙ продукт, который работает или что это лучший продукт для работы. Кроме того, если вы не можете получить продукт, это все равно не имеет значения.
Существует множество высококачественных версий одних и тех же продуктов, которые вы уже используете, в упаковках разных цветов. Но как вы можете быть уверены, что другой бренд будет работать? Посмотрите, где это сделано.
Товары, импортируемые оптом, часто не указывают страну происхождения, но если упаковка окрашена в красный, белый и синий цвета, есть большая вероятность, что продукт был изготовлен с заботой кем-то, с кем вы действительно можете поговорить, если возникнет проблема. имеет место.
Рассмотреть альтернативные конструкции
Каждая компания хочет создать лучшую мышеловку. Большинство заявляют, что их дизайн обладает характеристиками, которые обеспечат на X% лучшую производительность и сделают их продукт лучше всех остальных.
Очень часто это просто гипербола. Еще одна вещь, которую многие компании не хотят, чтобы вы знали, это то, насколько легко перейти на другой дизайн расходных материалов.
Часто это можно сделать менее чем за минуту. Итак, в чем подвох?
Вам придется выйти из зоны комфорта и попробовать что-то другое.
Возможны препятствия. Могут быть проблемы. Также могут быть сбережения, преимущества долговечности и увеличение времени безотказной работы.
Вам придется решить для себя, стоит ли попробовать новый продукт.
Спросите у своего поставщика рекомендации
Вполне вероятно, что ваш поставщик сварки имеет опыт работы с целым рядом решений. Иногда их «взгляд со стороны» на ваши операции дает им понимание, которое позволяет им давать рекомендации, которые вы, возможно, иначе не рассмотрели бы.
Они, вероятно, знают, какие продукты переоценены, а какие представляют ценность. Они также часто знают, какие продукты действительно ДОСТУПНЫ, учитывая текущие рыночные условия. Считайте их своим партнером и доверяйте им, чтобы они принесли пользу вашей организации благодаря своему опыту.
Наконечник American Torch может облегчить ваши проблемы с цепочкой поставок
В American Torch Tip у нас есть широкий выбор сменных расходных материалов для всех ваших потребностей MIG.
Хотите посмотреть, как выглядит замена расходных материалов? Ознакомьтесь с ним здесь: Обновление Lightning® от расходных материалов для сварки Centerfire™.
Хотите попробовать American Torch Tip в вашем магазине? Свяжитесь с нами, чтобы узнать больше о бесплатном пробном предложении!
Доля:
Контактные наконечники рассчитаны на отказ. Это один из наиболее часто используемых (и злоупотребляемых) расходных материалов, и важно регулярно заменять его. Но спросите любого сварщика о его разочаровании работой, и преждевременный выход из строя контактного наконечника, скорее всего, окажется в верхней части списка.
Это распространенная проблема, которая может привести к ухудшению качества сварки, простоям и дополнительным затратам, которые сильно сказываются на эффективности и производительности.
(далее…)
Поделиться:
Все больше и больше пользователей роботизированных сварочных систем MIG переходят от старых узлов с «перекладиной» к современным конфигурациям роботизированных горелок MIG со сквозным манипулятором. Пистолет MIG со сквозным манипулятором позволяет прокладывать кабель внутри манипулятора робота, а не снаружи манипулятора, как в старых системах с манипулятором.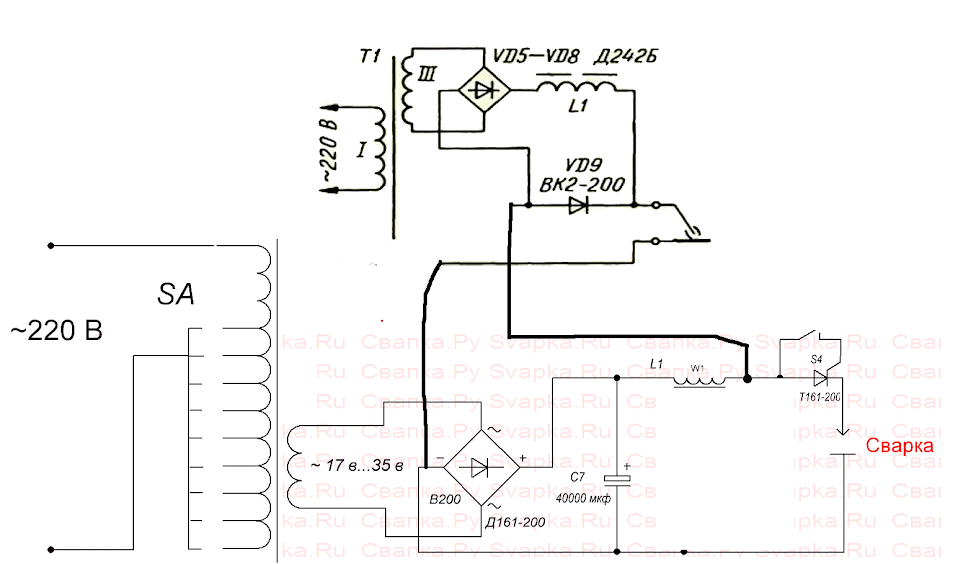
Преимущества внутренней прокладки кабеля:
(далее…)
Эргономичность — модное слово в описании многих инструментов, но его часто используют, когда речь идет о сварочных горелках MIG. Итак, что именно является эргономичным?
Оксфордский словарь определяет слово «эргономика» следующим образом:
/ˌərɡəˈnämik/
прилагательное
относящееся к эффективности и комфорту в рабочей среде или предназначенное для нее.
«Эргономичный дизайн клавиатуры»
Итак, что это означает в отношении сварочных горелок MIG? Смотря как. Были проведены многочисленные исследования того, какие конструкции, вероятно, будут иметь наибольшую пользу с точки зрения нейтрального положения тела, запястий и рук, снижения утомляемости оператора и потенциального снижения травматизма.
В контролируемой среде, где можно контролировать переменные, на бумаге это выглядит великолепно. Однако в полевых условиях «эргономика» не так проста.![]()
Основные факторы, влияющие на эргономику сварочной горелки MIG
Существует несколько эргономических факторов, влияющих на сварочные горелки MIG.
Вес
Неудивительно, что вес инструмента оказывает прямое и существенное влияние на то, как он работает, и на нагрузку, которую он оказывает на оператора. В горелке МИГ большая часть веса приходится на кабель.
Как правило, чем выше номинальная сила тока горелки MIG, тем больше и тяжелее будет кабель. Длина кабеля также является важным фактором. 10-футовая горелка MIG будет весить намного меньше 20-футовой горелки MIG того же номинала.
Советы по снижению веса:
- Выбирайте горелку MIG, рассчитанную на предполагаемое применение , а не на мощность вашего источника питания. Если у вас есть блок питания на 400 А, но вы свариваете только на 250 А, нет необходимости тратить деньги на горелку MIG, которая только утяжелит вас. Если вы прихватываете или свариваете короткие швы, вам не нужна горелка MIG со 100-процентным рабочим циклом.
 Здесь есть большой потенциал для экономии веса и затрат!
Здесь есть большой потенциал для экономии веса и затрат! - Выберите максимально короткую длину кабеля. Это не только уменьшит вероятность повреждения и проблем с подачей проволоки, но также уменьшит вес, который нужно тащить (и стоит меньше!)
- Подумайте, как укладывается ваш кабель. Ваша кормушка стоит на полу? На тележке? На подвесной стреле? То, как кабель проходит от фидера к оператору, может существенно повлиять на то, какое сопротивление ощущает оператор при перемещении горелки MIG.
Дизайн рукоятки
Это фактор, который трудно поддается количественной оценке, однако у каждого оператора будет свое мнение. Как правило, размер рук оператора и тип перчаток, которые он носит, влияют на выбор конструкции рукоятки.
Диаметр, шаг и угол могут значительно различаться в зависимости от марки и стиля. Вам просто нужно попробовать это на себе.
Гусиная шея
На эргономику конструкции гусиной шеи влияют два основных фактора: длина и степень изгиба. Длина шейки обычно увеличивается с увеличением мощности пистолета, поскольку оператору приходится бороться с большим количеством лучистого тепла.
Длина шейки обычно увеличивается с увеличением мощности пистолета, поскольку оператору приходится бороться с большим количеством лучистого тепла.
Отведение рук подальше от сварного шва помогает регулировать температуру. Стандартные углы изгиба составляют 45° и 60°, однако доступны и другие углы. Некоторые гусиные шеи также можно поворачивать или сгибать в соответствии с предпочтениями оператора.
Охлаждение
Сварка МИГ – это горячая работа. Обойти это невозможно. Тип механизма охлаждения, который использует горелка MIG, влияет на ее эргономику. Как правило, горелки MIG с воздушным охлаждением весят значительно меньше и имеют меньший объем, чем горелки MIG с водяным охлаждением.
Вытяжка дыма
Никто не должен вдыхать сварочный дым. Существует множество решений для управления дымом. Одним из решений является горелка MIG с отводом дыма.
Несмотря на то, что эти конструкции эффективно уменьшают выделение вредных паров, они могут существенно увеличить объем и вес горелки MIG.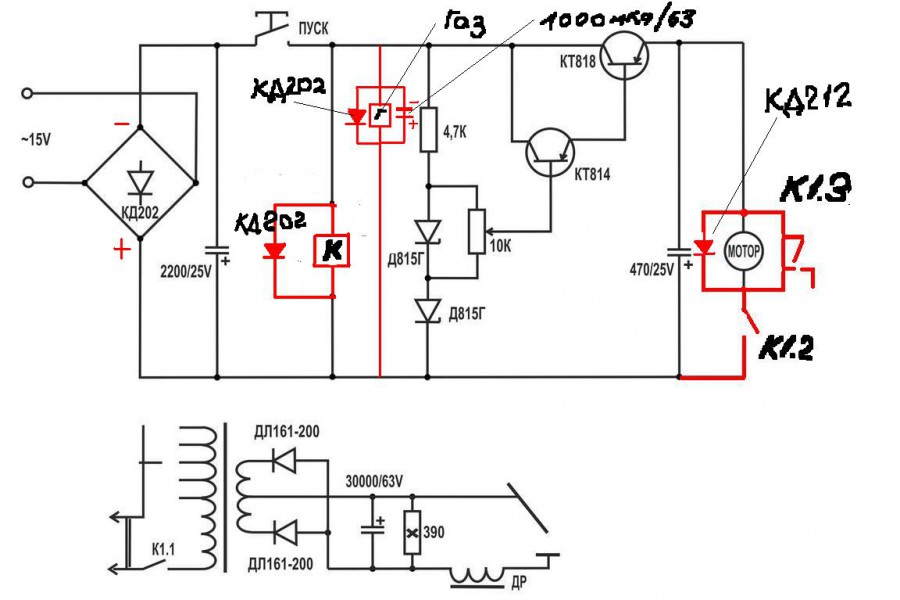
Дополнительные характеристики горелок MIG
Пружины для снятия натяжения
Эти пружины служат для облегчения перехода (или провисания) кабеля в месте его выхода из рукоятки горелки MIG. Конструкция и размеры этих пружин также могут иметь небольшое влияние на то, как трос действует на рычаг и уравновешивает пистолет в руке оператора.
Задние вертлюги
Некоторые горелки MIG оснащены задним вертлюгом или шаровым соединением на рукоятке, что облегчает вращение рукоятки горелки MIG.
Коротко
Не существует идеальной горелки MIG с точки зрения эргономики. Правильный сварочный аппарат MIG — это сочетание характеристик, характеристик и конструкции, которое позволяет оператору с минимальными усилиями выполнить приемлемый сварной шов.
Хотите попробовать новую горелку MIG? Свяжитесь с нами сегодня, чтобы узнать больше о нашей 30-дневной бесплатной пробной версии!
Поделиться:
Сварка в среде инертного газа, или сварка в среде инертного газа, как правило, самый простой для изучения и использования метод сварки. Тем не менее, это не является надежным, и могут возникнуть проблемы, если оператор не имеет опыта работы со своим оборудованием, техникой и техническим обслуживанием. Здесь мы отвечаем на некоторые часто задаваемые вопросы наших клиентов. Здесь вы найдете ответы на свои вопросы по сварке MIG.
Тем не менее, это не является надежным, и могут возникнуть проблемы, если оператор не имеет опыта работы со своим оборудованием, техникой и техническим обслуживанием. Здесь мы отвечаем на некоторые часто задаваемые вопросы наших клиентов. Здесь вы найдете ответы на свои вопросы по сварке MIG.
В: Когда следует менять контактный наконечник?
A: Если вы испытываете обратное прожигание, в результате которого присадочная проволока приваривается к наконечнику, если передняя часть наконечника приобретает форму «замочной скважины», если он изгибается или деформируется, или если скапливается чрезмерное количество брызг.
В: Что такое вылет?
A: Вылет, также называемый расстоянием от контактного наконечника до рабочего места (CTWD), представляет собой расстояние, которое должна пройти проволока между передней кромкой контактного наконечника и заготовкой. Более длинный вылет увеличивает силу тока.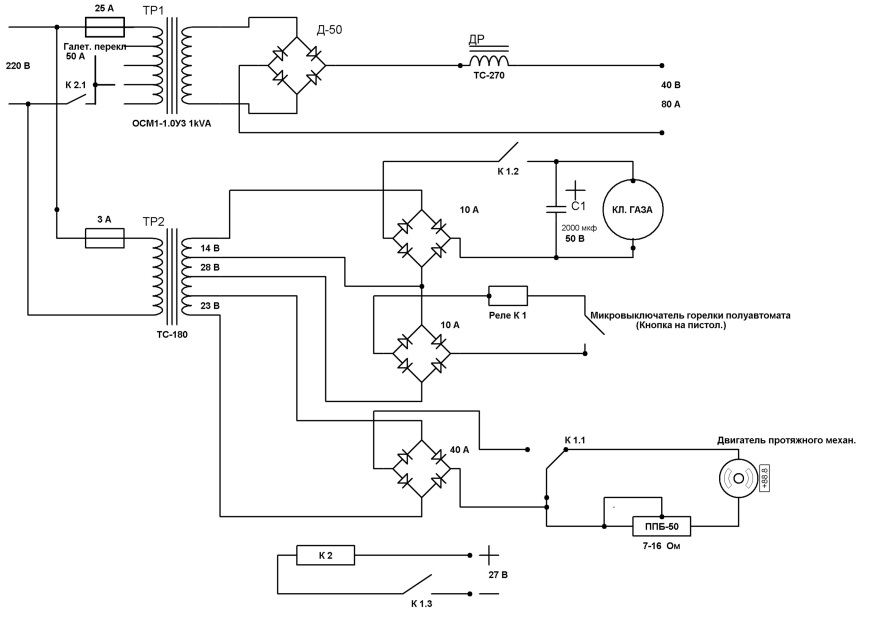 Более короткий вылет уменьшает его.
Более короткий вылет уменьшает его.
В: Какие материалы можно сваривать MIG?
A: Вы можете сваривать MIG-сварку углеродистой стали, нержавеющей стали и алюминия при наличии соответствующего оборудования, защитного газа и присадочной проволоки.
В: Какой защитный газ следует использовать для сварки MIG?
A: Наиболее распространенным защитным газом для сварки MIG является 75/25, который состоит из 75 % аргона и 25 % Co2. Часто используются другие различные смеси аргона и СО2, а также чистый СО2 и иногда гелий.
В: Что нужно для начала сварки MIG?
A: Как минимум, вам потребуется машина, присадочная проволока, защитный газ, регулятор со шлангом, горелка, расходные материалы, рабочий кабель, источник соответствующего питания для машины и средства индивидуальной защиты. (СИЗ), такие как шлем и перчатки.
В: Должен ли я использовать защитный газ?
A: Нет. Если у вас нет защитного газа или ваша машина не оснащена газовым соленоидом, вы можете использовать самозащитную проволоку с флюсовым сердечником. Этот процесс называется FCAW или дуговой сваркой порошковой проволокой.
В: Должен ли я толкать или тянуть сварной шов?
A: По этому поводу ведется много споров, однако, как правило, рекомендуется проталкивать сварной шов там, где это возможно, за исключением случаев, когда вы используете флюсовую проволоку или проволоку с двойным экраном или когда требуется большее проникновение.
В: Должен ли я использовать выступающую (выступающую), заподлицо или утопленную насадку?
A: Это решение в значительной степени зависит от предпочтений пользователя и будет варьироваться в зависимости от количества брызг, создаваемых вашим процессом, но, как правило, вы должны переходить с выступающего сопла на утопленное сопло по мере увеличения силы тока.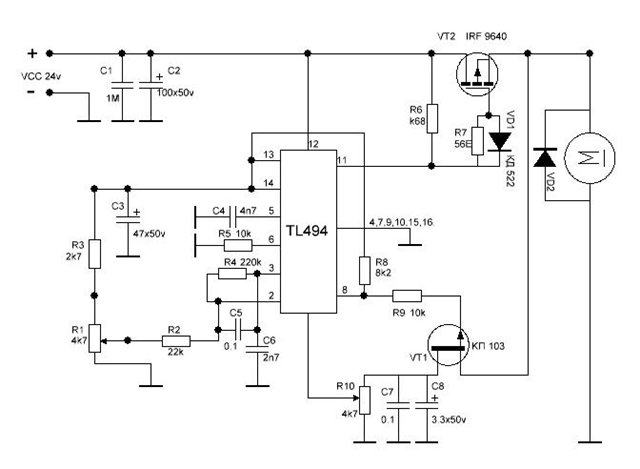 Цель состоит в том, чтобы поддерживать постоянный CTWD, защищая контактный наконечник от брызг и тепла.
Цель состоит в том, чтобы поддерживать постоянный CTWD, защищая контактный наконечник от брызг и тепла.
В: В чем разница между горелками MIG и зачем мне обновлять?
A: На рынке представлен широкий выбор горелок MIG. Они различаются по стоимости, длине, размеру, рабочему циклу, силе тока, дизайну и функциональности. Модернизация горелки MIG может обеспечить такие преимущества, как повышенная надежность, более продолжительный рабочий цикл, улучшенный поток защитного газа, улучшенная эргономика, более легкий доступ к сварному соединению и многое другое.
Вопрос: Сварка MIG лучше, чем сварка TIG?
Ответ: Это сложный вопрос! Оба процесса имеют свои преимущества и недостатки. См. нашу статью в блоге о том, почему сварка MIG лучше сварки TIG, ЗДЕСЬ (https://americantorchtip.com/blog/why-mig-welding-is-better-than-tig-welding).
Если у вас есть дополнительные вопросы о сварке MIG, обращайтесь к нам или ознакомьтесь с дополнительными материалами по сварке MIG.
Поделиться:
Этот известный производитель рельсов, расположенный на обширных равнинах Среднего Запада, управляет тремя крупными заводами по производству вагонов в штатах Миссури и Аризона. Работая с 1988 года, этот производитель увеличился до 1600 трудолюбивых сварщиков, специализирующихся на строительстве вагонов-хопперов и цистерн.
Однако сварщики часто сообщали о технических проблемах с оборудованием, которые приводили к значительным простоям и сокращали их общую производительность из месяца в месяц. Стремясь повысить корпоративную эффективность, производитель искал решение.
Прочитать полностью пример из практики
Поделиться:
Вы когда-нибудь сталкивались с проблемами подачи при сварке MIG? Вкладыши MIG Gun могут помочь.
Часто проблемы с кормлением можно предотвратить при правильном обслуживании оборудования.
Проблемы со сваркой доставляют как минимум легкое неудобство. В худшем случае они существенно снижают производительность и вызывают задержки в производственном процессе.
Гильзы горелок MIG, как правило, окружены какой-то таинственной аурой, и даже некоторые опытные сварщики MIG не до конца понимают конструкцию, функции и процесс замены своих гильз.
Однако мы здесь для того, чтобы упростить использование гильз для пушек MIG и предоставить вам более глубокое понимание их роли.
Какова функция вкладыша для горелки MIG?
Основная функция вкладыша — служить направляющей для проволочного электрода от приводных роликов к контактному наконечнику. Звучит просто, правда? Ну да и нет.
В то время как работа направляющего канала довольно проста, динамика горелки MIG и системы подачи проволоки представляет собой уникальный набор задач. Когда проволока встречает сопротивление на пути от катушки к бассейну, может возникнуть множество проблем.
Наиболее распространенными симптомами проблемы с подачей проволоки являются неравномерная подача проволоки, обратное возгорание и гнездование птиц (это может произойти на любом конце лайнера). Следовательно, вы должны тщательно выбирать вкладыши в соответствии с приложением.
Следовательно, вы должны тщательно выбирать вкладыши в соответствии с приложением.
Большинство вкладышей изготавливаются из проволоки из углеродистой стали (также называемой музыкальной струной или струной для фортепиано), которая туго намотана в бухту, чтобы обеспечить баланс жесткости и гибкости. Профиль проволоки может быть круглым, овальным или плоским, причем каждая форма соответствует оптимальной функции конструкции.
Направляющие для использования с проволокой из нержавеющей стали, порошковой проволокой или алюминиевой проволокой часто покрывают полимером, например тефлоном, для уменьшения сопротивления, износа и загрязнения. Плотно прилегающая изоляция, обернутая вокруг основания футеровки, предотвращает просачивание защитного газа в месте выхода кабеля пистолета из фидера. Кроме того, изоляция часто изгибается под более значительным углом, поскольку сила тяжести тянет ее вниз.
Размер лайнеров обычно соответствует диаметру проволоки и длине кабеля пистолета.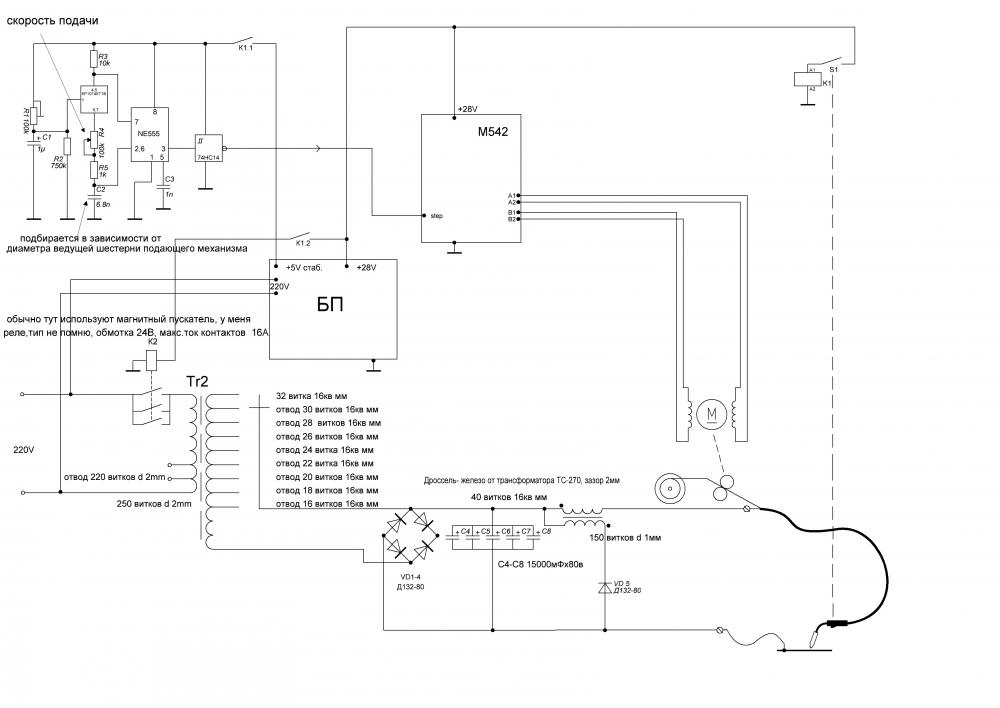 На обоих счетах есть некоторая погрешность.
На обоих счетах есть некоторая погрешность.
Как правило, увеличение диаметра вкладыша на один или два размера не препятствует правильной подаче (пример: вкладыш диаметром 0,045 дюйма используется с проволокой диаметром 0,035 дюйма). Подгонка более критична для проволоки меньшего диаметра, чем для проволоки большего диаметра. Проволока диаметром 0,023 дюйма может неправильно проходить через направляющий канал диаметром 0,035 дюйма.
Вероятность возникновения проблем связана с попыткой протолкнуть проволоку большего диаметра через направляющую, которая для этого не предназначена (например, проволоку диаметром 0,035 дюйма через направляющую диаметром 0,030 дюйма).
Вкладыши обычно на фут или около того длиннее пистолета и кабеля в сборе, что позволяет оператору обрезать его до нужной длины.
Когда следует менять вкладыш горелки MIG?
Подкладки не получают того внимания, которого они заслуживают. Они молчат, игнорируются и не поддерживаются до тех пор, пока не возникнет проблема. По правде говоря, им не нужно много внимания, но немного любви имеет большое значение. Единственной наиболее важной мерой, которую может предпринять сварщик для продления срока службы своей втулки, является предотвращение попадания в нее загрязняющих веществ. Этого можно добиться, держа механизм подачи проволоки закрытым или не касаясь пола, и продувая направляющий канал сжатым воздухом. Как правило, рекомендуется выполнять последнее каждый раз, когда в механизме подачи устанавливается новый рулон проволоки. Просто отсоедините весь провод от горелки MIG, снимите контактный наконечник, снимите горелку MIG и сделайте несколько струй чистого сжатого воздуха с конца штыря питания. Вы должны чувствовать давление воздуха в передней части горелки MIG. Когда лайнер неизбежно достигнет конца своего срока службы, вы, вероятно, столкнетесь с проблемами кормления. Если кабель горелки MIG согнут слишком сильно, лайнер может перегнуться. В то время как остальные компоненты внутри кабеля вернутся в исходное состояние, перегнутый стальной лайнер следует немедленно заменить.
По правде говоря, им не нужно много внимания, но немного любви имеет большое значение. Единственной наиболее важной мерой, которую может предпринять сварщик для продления срока службы своей втулки, является предотвращение попадания в нее загрязняющих веществ. Этого можно добиться, держа механизм подачи проволоки закрытым или не касаясь пола, и продувая направляющий канал сжатым воздухом. Как правило, рекомендуется выполнять последнее каждый раз, когда в механизме подачи устанавливается новый рулон проволоки. Просто отсоедините весь провод от горелки MIG, снимите контактный наконечник, снимите горелку MIG и сделайте несколько струй чистого сжатого воздуха с конца штыря питания. Вы должны чувствовать давление воздуха в передней части горелки MIG. Когда лайнер неизбежно достигнет конца своего срока службы, вы, вероятно, столкнетесь с проблемами кормления. Если кабель горелки MIG согнут слишком сильно, лайнер может перегнуться. В то время как остальные компоненты внутри кабеля вернутся в исходное состояние, перегнутый стальной лайнер следует немедленно заменить. Если вы позаботитесь о том, чтобы не допустить попадания загрязняющих веществ в гильзу и не злоупотреблять своим пистолетом MIG, вы можете рассчитывать на средний срок службы 6-12 месяцев.
Если вы позаботитесь о том, чтобы не допустить попадания загрязняющих веществ в гильзу и не злоупотреблять своим пистолетом MIG, вы можете рассчитывать на средний срок службы 6-12 месяцев.
Как заменить вкладыш горелки MIG
Правильная установка имеет решающее значение для функционирования вкладыша. Вкладыши могут быть повреждены во время установки, а слишком короткая обрезка вкладыша — верный способ столкнуться с проблемами подачи. Любые заусенцы, оставшиеся от плохо нарезанного вкладыша, зацепят проволоку и могут срезать металл или даже полностью прорезать проволоку. Чтобы правильно заменить направляющую горелки MIG, вам потребуется следующее: новая сменная направляющая соответствующего диаметра и длины, чистый участок достаточной длины, чтобы выложить горелку MIG с прямым кабелем, инструмент для зажима направляющей, плоскогубцы, линейный калибр или линейка. Для некоторых конструкций также может потребоваться шестигранный ключ на 5/64 дюйма или гаечный ключ на 10 мм. Вот несколько основных действий, которые необходимо выполнить, чтобы заменить вкладыш горелки MIG.
Вот несколько основных действий, которые необходимо выполнить, чтобы заменить вкладыш горелки MIG.
- Отключите подачу защитного газа и удалите оставшийся газ из системы. Выключите машину и отключите ее от сети.
- Снимите горелку MIG с устройства подачи и положите ее прямо на стол или пол. Снимите сопло, контактный наконечник и диффузор.
- Если силовой штифт имеет направляющий колпачок или резьбовую гайку, ослабьте его, повернув против часовой стрелки. Если вкладыш удерживается установочным винтом, ослабьте его с помощью шестигранного ключа.
- Захватите гильзу сзади плоскогубцами и снимите ее с горелки MIG.
- Вставьте новый вкладыш в горелку MIG сзади, стараясь не перегнуть. При необходимости поверните лайнер по часовой стрелке.
- Если ваш приводной штифт имеет резьбу, затяните цангу вкладыша с помощью ключа на 10 мм. Если в вашем контакте питания используется направляющая крышка, установите ее сейчас. Если в штифте питания используется установочный винт, затяните его, убедившись, что уплотнительное кольцо полностью вошло в отверстие штифта питания.
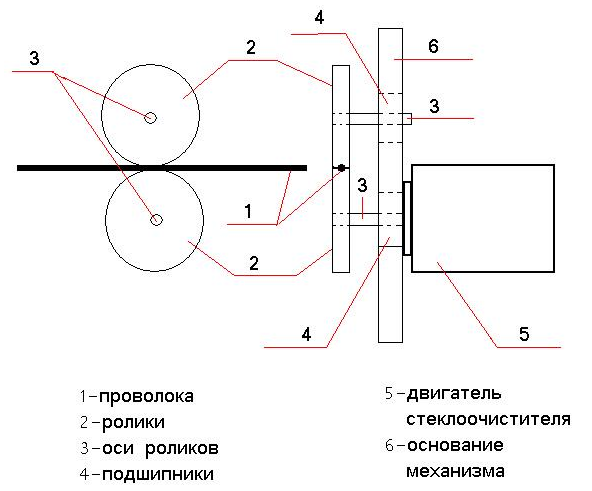
- Обрежьте передний конец вкладыша до нужной длины в соответствии с рекомендациями производителя. Это расстояние может варьироваться от 3/8” до ¾” в зависимости от конструкции. Не пользуйтесь помощниками! Лучше всего подойдет отрезной круг или диагональные кусачки. Если есть заусенцы, обработайте конец вкладыша небольшим круглым напильником.
- Установите на место диффузор, контактный наконечник и сопло. Снова установите горелку MIG на механизм подачи, убедившись, что штифт питания полностью встал на место.
- Подайте проволоку в горелку MIG и отрегулируйте натяжение приводного ролика.
Вкладыши для пистолетов MIG
Если вы позаботитесь о своем вкладыше, он позаботится о вас!
Если вы хотите узнать больше о сварочном оборудовании и обслуживании, у нас есть множество материалов именно для вас!
Поделиться:
Если сварочная горелка MIG оснащена лучшими деталями для работы, результатом будет высококачественная, прочная сварка, которая выполняется с минимальным временем простоя для ремонта вашей установки.
