Как устроен сварочный инвертор. Из каких основных блоков состоит его электрическая схема. Какие бывают виды сварочных инверторов. В чем преимущества инверторных сварочных аппаратов перед трансформаторными.
Основные компоненты электрической схемы сварочного инвертора
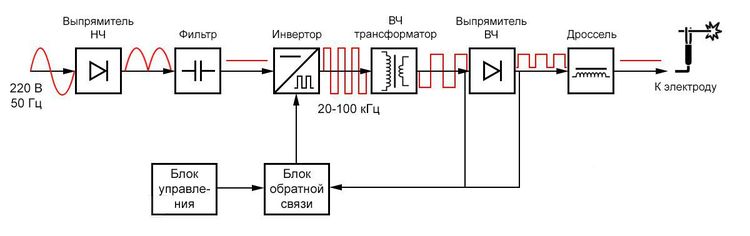
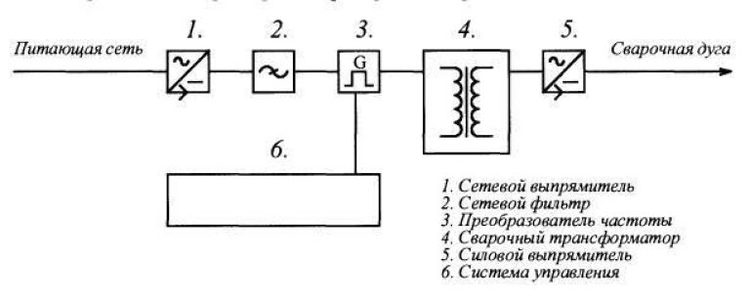
Принципиальная электрическая схема сварочного инвертора включает следующие основные блоки:
- Входной выпрямитель и фильтр
- Инвертор (преобразователь постоянного тока в переменный высокой частоты)
- Высокочастотный трансформатор
- Выходной выпрямитель
- Дроссель
- Система управления
Рассмотрим назначение и принцип работы каждого из этих блоков.
Входной выпрямитель и фильтр
Этот блок преобразует переменное напряжение сети 220В 50Гц в постоянное напряжение. Обычно используется диодный мост и емкостной фильтр. Выпрямленное напряжение составляет около 300В.
Инвертор
Инвертор преобразует постоянное напряжение в переменное высокой частоты (20-100 кГц). Обычно используется полумостовая или мостовая схема на IGBT или MOSFET транзисторах.

Высокочастотный трансформатор
Трансформатор понижает высокочастотное напряжение до требуемого уровня (60-70В). За счет высокой частоты трансформатор имеет малые габариты.
Выходной выпрямитель
Выпрямляет переменное напряжение с трансформатора в постоянное. Используются быстродействующие диоды Шоттки.
Дроссель
Сглаживает пульсации выходного тока и стабилизирует сварочную дугу.
Система управления
Формирует управляющие сигналы для инвертора, обеспечивает регулировку сварочного тока, реализует защитные функции.
Принцип работы сварочного инвертора
Принцип работы сварочного инвертора заключается в следующем:
- Сетевое напряжение 220В выпрямляется и фильтруется
- Полученное постоянное напряжение преобразуется инвертором в переменное высокой частоты
- Высокочастотный трансформатор понижает напряжение
- Выходной выпрямитель формирует постоянный сварочный ток
- Дроссель сглаживает пульсации тока
Система управления регулирует ток и обеспечивает стабильность параметров сварки.
Виды сварочных инверторов
Существуют следующие основные виды сварочных инверторов:
- Для ручной дуговой сварки (MMA)
- Для аргонодуговой сварки (TIG)
- Для полуавтоматической сварки (MIG/MAG)
- Универсальные многофункциональные
Инверторы MMA предназначены для сварки покрытыми электродами. Инверторы TIG позволяют выполнять сварку неплавящимся электродом в среде защитного газа. Инверторы MIG/MAG используются для полуавтоматической сварки проволокой в среде защитных газов.
Преимущества инверторных сварочных аппаратов
По сравнению с трансформаторными сварочными аппаратами, инверторные имеют следующие преимущества:
- Малые габариты и вес
- Высокий КПД (до 90%)
- Стабильность сварочного тока
- Плавная регулировка тока
- Низкое энергопотребление
- Возможность работы от бытовой сети
Это обеспечивает высокое качество сварки и удобство работы сварщика.
Схемотехнические особенности разных типов инверторов
Схемы сварочных инверторов разных типов имеют свои особенности:
- Инверторы MMA содержат блок антиприлипания электрода и форсажа дуги
- TIG-инверторы имеют высоковольтный осциллятор для бесконтактного поджига дуги
- В MIG/MAG инверторах есть схема управления подачей проволоки
- Универсальные аппараты совмещают функции разных типов сварки
Эти схемотехнические решения расширяют функциональные возможности инверторов.

Возможные неисправности сварочных инверторов
Наиболее распространенные неисправности сварочных инверторов:
- Выход из строя силовых транзисторов инвертора
- Пробой высокочастотного трансформатора
- Неисправность выходного выпрямителя
- Выход из строя системы управления
- Нарушение изоляции кабелей
Для диагностики и ремонта инверторов требуется специальное оборудование и квалификация. Сложный ремонт лучше доверить сервисному центру.
Как выбрать сварочный инвертор
При выборе сварочного инвертора следует учитывать следующие параметры:
- Тип сварки (MMA, TIG, MIG/MAG)
- Диапазон регулировки сварочного тока
- Продолжительность включения (ПВ)
- Наличие дополнительных функций
- Надежность и качество изготовления
- Гарантийный срок и сервисное обслуживание
Правильно подобранный инвертор обеспечит высокое качество сварки и долгий срок службы.
На чтение 6 мин. Просмотров 5.2k. Опубликовано
Схема и схема значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
[box type=”fact”]Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.[/box]Схема инвертора для сварки
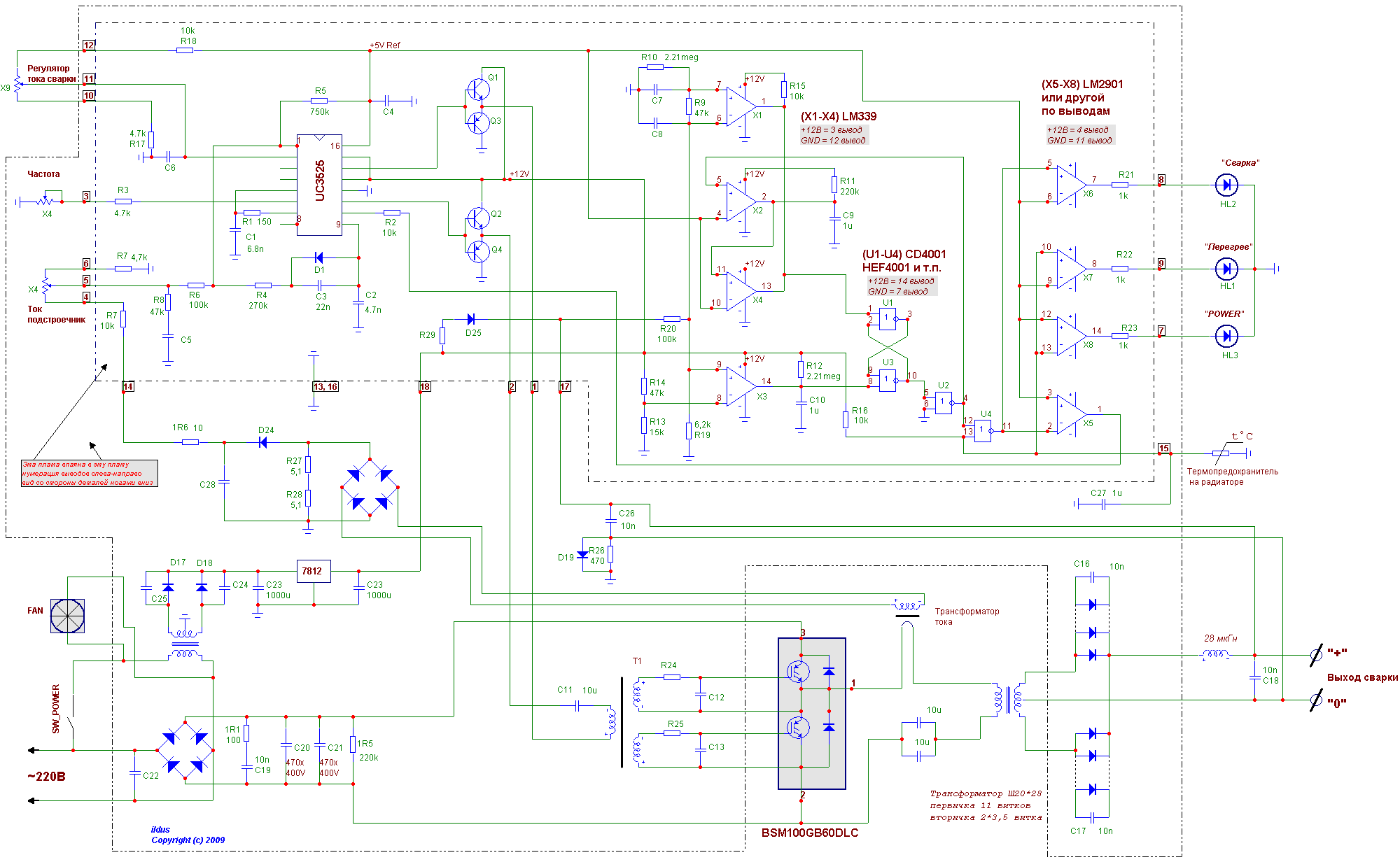
 Электрическая схема сварочного инвертора
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
 Схема инвертора для сварочных работ.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
 Схема сварочного аппарата инверторного типа.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
 Принципиальная схема сварочного инвертора
Принципиальная схема сварочного инвертора Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.

Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.

- Сварочный аппарат Сварис

- Принципиальная схема сварочного инвертора Сварис
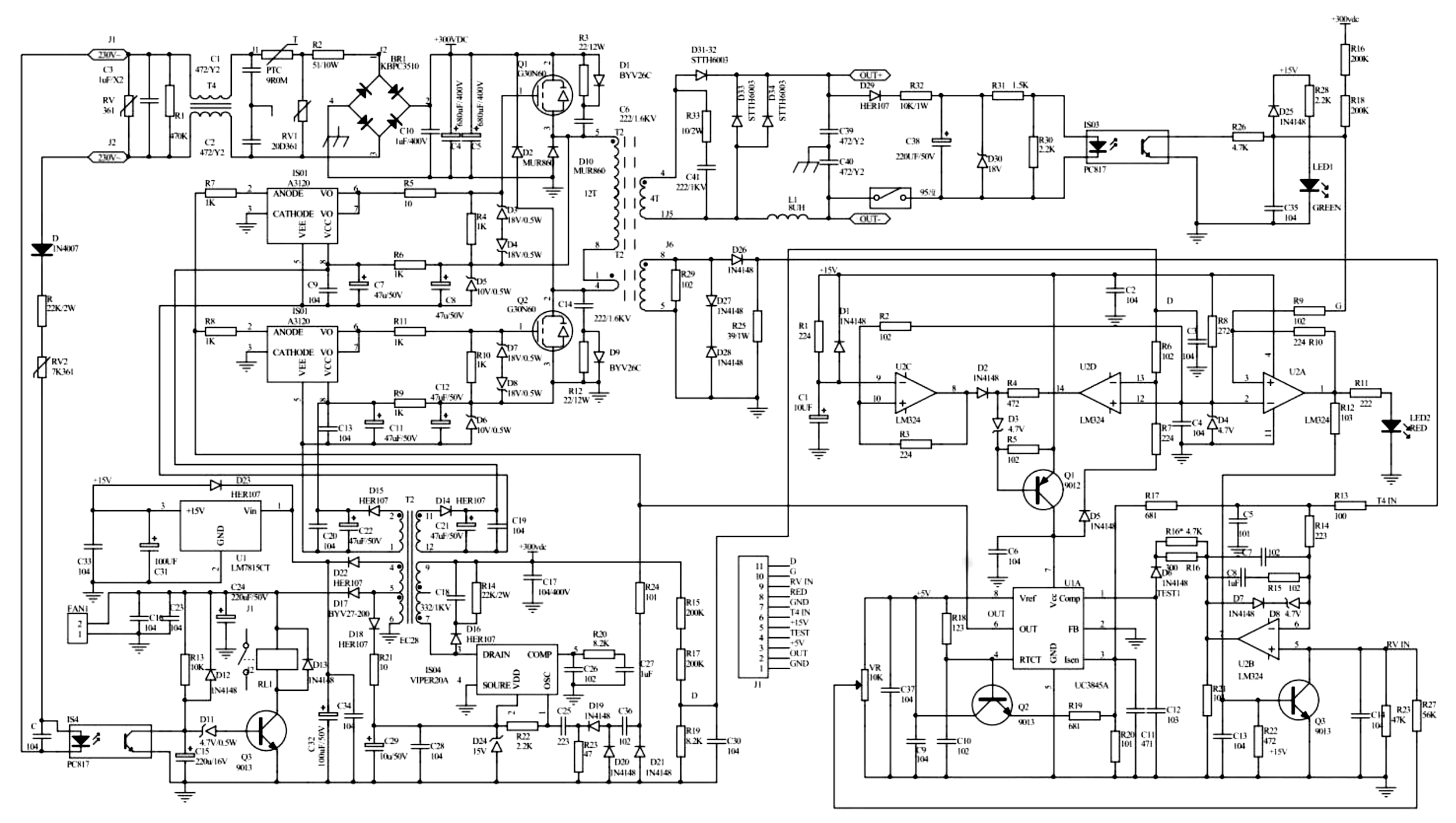
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.

Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.

Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.

- Инвертор САИ 200

- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Электрические Схемы Сварочных Инверторов — tokzamer.ru
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.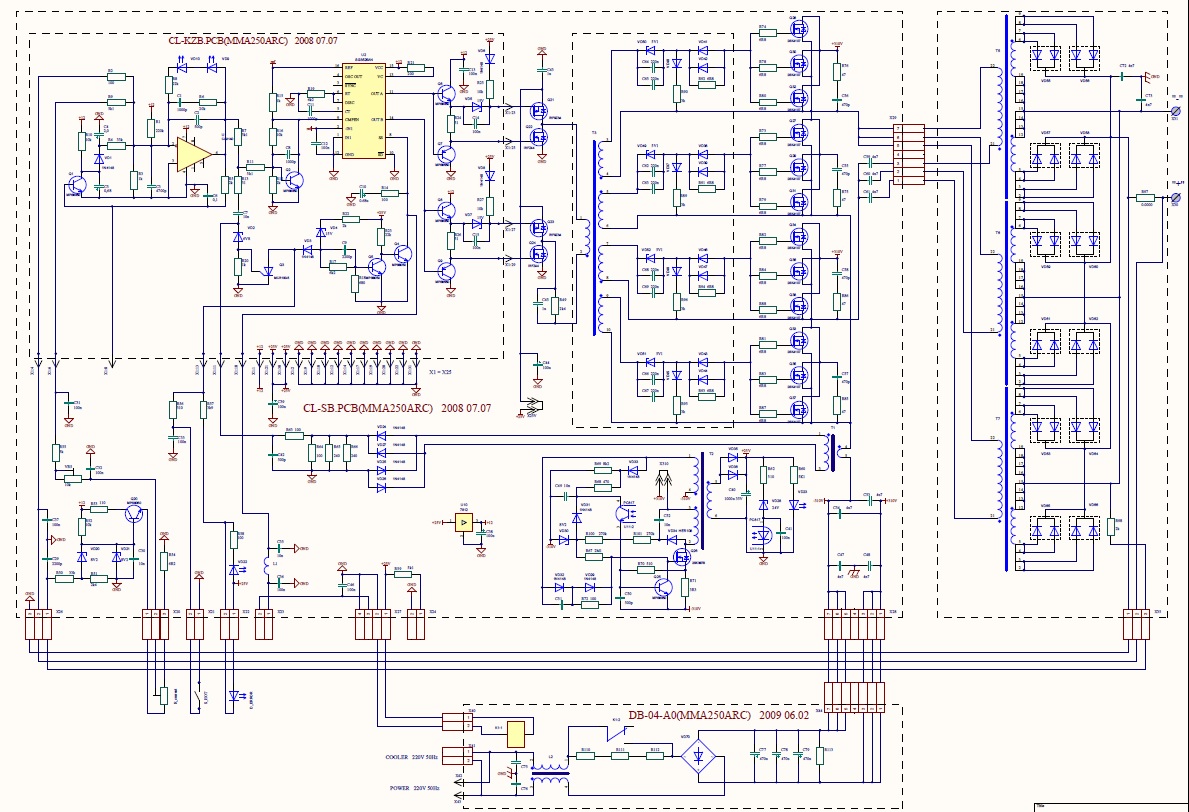
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.

Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А.

Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.

РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.

Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.

Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Читайте также: Подключить электричество на участок
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.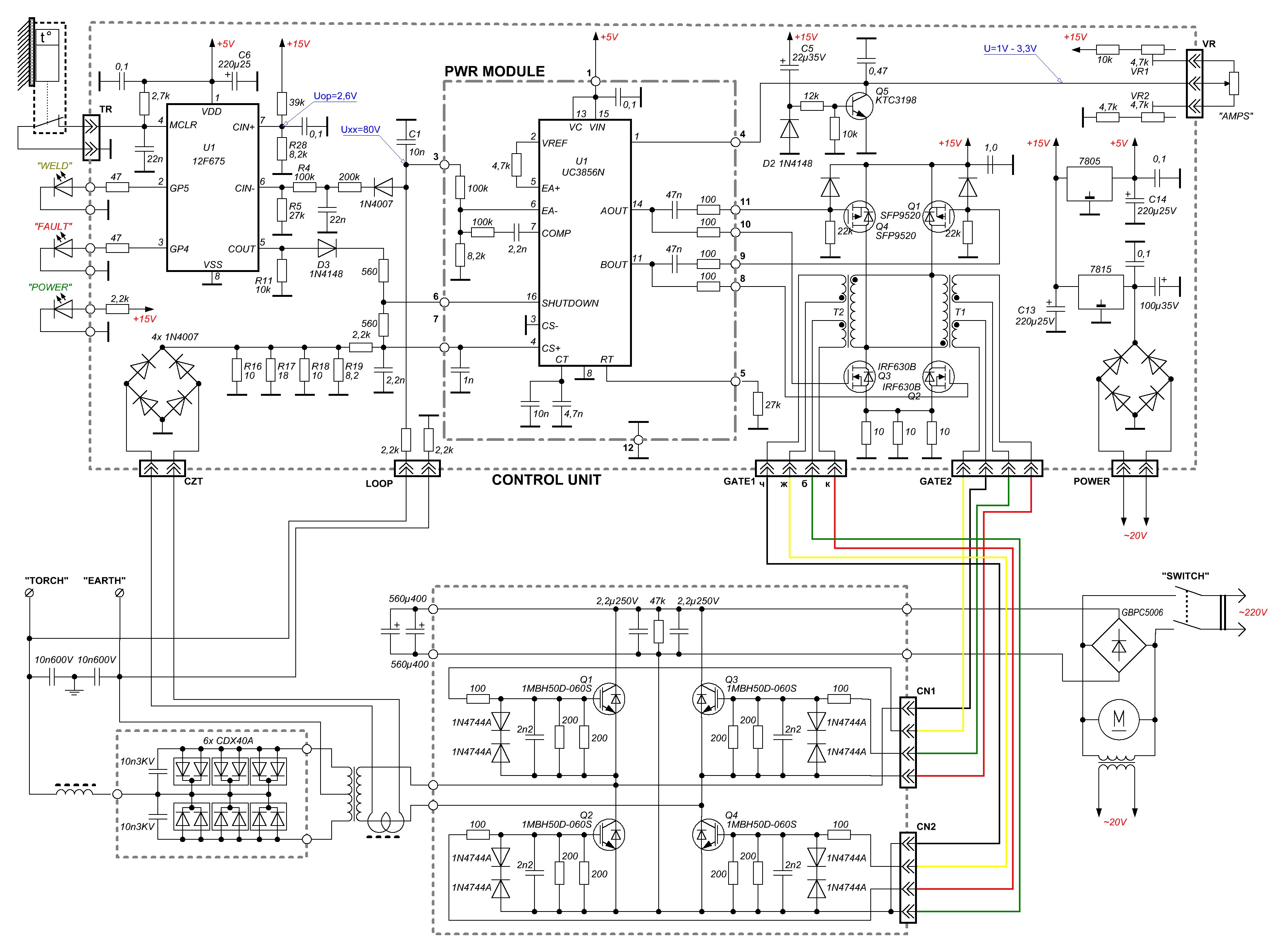
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.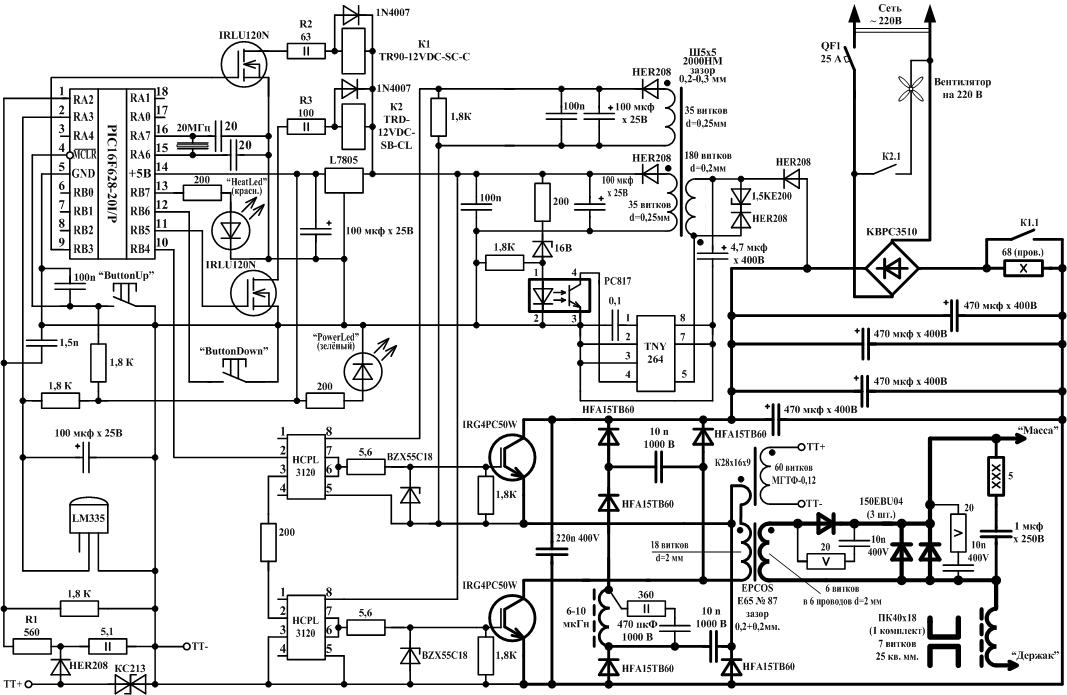
Оно состоит из 2—4 конденсаторов и дросселя.

Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
Схемы сварочных аппаратов и инверторов
Большая подборка схем, фотографий, описаний конструкций современных сварочных установок. Собрана на свободном ресурсе интернета энтузиастами при содействии Володина Валентина Яковлевича – автора книг «Современные сварочные аппараты своими руками». Санкт-Петербург: Издательство Наука и Техника, 2008 год. и «LTspice: Компьютерное моделирование электронных схем. Санкт-Петербург: Издательство БХВ-Петербург», 2010 год, а также по публикациям в журналах «Силовая электроника», «Компоненты и технологии», «Радио», «Радиохобби», «Радиолюбитель», «Электрик» и «РадiоАматор»
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
— щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
— кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Название: Схемы сварочных аппаратов и инверторов
Язык: Русский, английский
Формат: PDF, DJVU, DOC, JPG, TXT
Качество: Хороший скан
Иллюстрации: Цветные и черно-белые
Размер: 261,3 мб
Скачать Схемы сварочных аппаратов и инверторов
Аналогичную аппаратуру все чаще покупают домашние мастера для выполнения специфических работ в гараже или на даче. Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Современная аппаратура инверторного типа — это изделия, отличающиеся широким набором функциональных возможностей, потому что при их производстве использовались передовые технологии. Начинающие сварщики быстро становятся асами в проведении подобных работ на даче или в частном доме, потому что инвертор довольно прост в эксплуатации.
Виды источников тока

Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи. Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т.п.
К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Электрическая схема и ее нюансы
 Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы.
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.

В. Л. Лазакович, образование: Аттестационный научно-технический центр Эксперт (г. Москва), специальность – сварщик НАКС АНО, электрогазосварщик 4 разряда, опыт работы с 2000 года: «Современные инверторы облегчают работу начинающим сварщикам, но минимальные теоретические знания о процессах сварки различных конструкций должны присутствовать, иначе прогресса не будет».
Конструкция
 Примерная базовая схема:
Примерная базовая схема:
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Как сделать инвертор?
Для сборки аналогичного изделия надо знать, что схемы инверторов сварки рассчитаны на потребление напряжения 220 V с силой тока 32 А. После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
Чтобы собрать конструкцию, нужны такие составляющие:
- Трансформатор с ферритовым сердечником.
- Первичная и три варианта вторичной обмотки.
Надо приобрести и такие компоненты:
- провода с медными жилами;
- стеклоткань, чтобы обеспечить надежную изоляцию обмоток;
- небольшой лист текстолита с печатными платами;
- сталь для электротехнических работ;
- хлопчатобумажную ткань.
После закупки всего необходимого смело приступайте к сборке изделия по схеме, которую легко найти в интернете.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства. От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC. Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.

Важно! Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Выводы
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением 220 V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
 Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.
- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.

Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Товары и услуги
- Все
- Новости & Аналитика
- Продукты и услуги
- Библиотека стандартов
- Справочная библиотека
- Сообщество
ЗАРЕГИСТРИРОВАТЬСЯ
АВТОРИЗОВАТЬСЯ
Я забыл свой пароль.
У вас нет аккаунта?
Зарегистрируйтесь здесь. Домой Новости & Аналитика Последние новости и аналитика Аэрокосмос и Оборона автомобильный Строительство и Строительство потребитель электроника Энергия и природные ресурсы Окружающая среда, здоровье и безопасность Еда и напитки Естественные науки морской Материалы и химикаты Цепочка поставок Pulse360 ,Описание продукта
Оптовая принципиальная схема сварочного аппарата
Использование высокопроизводительного MCU, быстрый, превосходный отклик в реальном времени
Принять IGBT и передовую инверторную технологию PWM
цикл высокой нагрузки , высокая эффективность
Антипригарное, дуговое усилие, горячий старт
Компактный, легкий, портативный
Совместим с генератором мощности
VRD, EMC, Lift TIG, PFC, CEL (целлюлозный электрод: E6010, E7018) функция
(Добавьте другой функциональный модуль, параметры и вес будут изменены)
Интеллектуальная защита: от перенапряжения, низкого напряжения, перегрузки по току, перегрева
1 ФАЗА 50/60 Гц f1 / f2 AC / DC
| Пресс-форма | BT2000 |
| Входное напряжение (В) | 220/230/240 |
| Частота входного тока (А) | 40.6 |
| Диапазон входной мощности (кВт) | 7,2 |
| Напряжение без нагрузки (В) | 63 |
| Диапазон тока (А) | 5-200 |
| Рабочий цикл (25 ℃ 10 мин) | 200A 40% 140A 100% |
| Рабочий цикл (40 min 10 мин) | 200A 25% 100A 100% |
| Класс защиты | IP23S |
| Класс изоляции | F |
| Размеры (Д * Ш * В мм) | 400x140x230 |
| Вес нетто (кг) | 3.5 |
| Диаметр электрода | 2.5 3.2 4.0 5.0 |
Сопутствующие товары
Горячее надувательство с большой скидкой
Упаковка и отгрузка
Bestech Industrial Co., Ltd является одним из профессиональных предприятий в Китае в области станков и инструментов. Основные продукты включают токарные станки (с ручным управлением и ЧПУ), сверлильный станок, слесарный станок, сверлильно-фрезерный станок, настольная пила, ленточная пила и т. Д.Большинство предметов были одобрены CE, GS и Rohs сертификации.
Занимая площадь 4000 квадратных метров, наш завод в настоящее время насчитывает более 100 сотрудников, включая 15 инженеров QC и техников. Мы находимся в провинции Цзянсу, недалеко от Шанхая. Мы можем организовать ваш визит на нашу фабрику по вашему желанию, как только получим информацию. Мы с нетерпением ждем друзей и новых клиентов.
FAQ
1) Вопрос: Как я могу получить цитату от вас?
A: Вы можете сделать запрос онлайн на Alibaba, или отправить нам электронное письмо, или связаться со мной по whatsapp, wechat, 0086 15371245189.Или скайп: janedu0313. Мы можем ответить вам в течение 1 часа в рабочие дни и в течение 24 часов в праздничные дни.
2) В: Могу ли я настроить свои продукты и пакеты?
A: Конечно, вы можете. Мы принимаем OEM, сделаем вашу торговую марку на корпусе вашей машины и сделаем пакет с вами.
3) В: Как выбрать правильную машину и как обеспечить ее качество?
A: Вы можете выбрать машину на нашем сайте в соответствии с вашим запросом. Или вы можете сообщить нашим продавцам, какова ваша просьба о секретности или каковы ваши детали, поэтому пусть наши продавцы порекомендуют вам подходящую машину.
Мы делаем машину более 10 лет, мы специализируемся, у нас есть более 10 QC Contral качества. Каждая машина будет проверена более 6 раз, из машины маленькие детали.
4) В: Как долго я могу получить машину?
A: Некоторые машины у нас есть в наличии, когда мы получим ваш платеж, мы можем отправить вам сразу.
Мы можем доставить образцы в течение 5-10 дней после получения оплаты.
Обычно мы также можем выслать вам товар в течение 45 дней.
Мы хотим знать:
(1) Каково ваше промышленное напряжение?
(2) Мы настоятельно рекомендуем вам сообщить нам размер, материал вашей заготовки для нашей оценки, если возможно, лучше прислать нам свой чертеж заготовки, чтобы мы могли порекомендовать вам подходящую модель!
Введение:
Лазерная сварочная машина с канальным письмом для металлического канального письма от DOMAIN LASER используется для сварки рекламных щитов со светодиодной подсветкой, наружных / внутренних табличек, брендинга, дверных табличек, которые Изготовлен из алюминия, S / S, железа, оцинкованного листа, титана, латуни, меди и т. д. Лазерный луч с высокой энергией расплавляет два металлических листа и объединяет их вместе без подачи паяльных материалов.С любой точки зрения, лазерная сварка — лучшее и самое экологичное решение.
Особенности:
1. Быстрое позиционирование на красном свету, ПЗС-дисплей, дополнительный микроскоп
2. Высокая рабочая скорость: в 6 раз быстрее, чем при традиционной сварке TIG или MIG
3. Незначительные искажения и меньше влияет на нагрев
4. Способен к частичному процессу нагрева
5. Способен работать со сложными, профилированными или крошечными буквами
6.Низкий уровень шума и отсутствие загрязнения
7. Ультратонкий позиционирующий стержень облегчает сварку углов без изменения положения
8. Полость лазера может перемещаться во всех направлениях вручную для сварки букв разного размера и различной формы
9. Настройка параметров очень проста; Для различных применений можно запомнить до 10 наборов параметров.
Применение:
1. Высокоточный лазерный сварочный аппарат, предназначенный для сварки различных металлических букв, букв со светодиодной подсветкой, специальных металлических вывесок, наружных рекламных щитов и металла. служба поддержки.
2. Простое переключение между стандартным режимом сварки для маленьких букв и режимом сварки волокон для больших букв или рамок.
Применимые материалы:
Лазерный сварочный аппарат с канальным письмом для металлического канального письма от DOMAIN LASER может сваривать алюминий, S / S, железо, оцинкованный лист, титан, латунь, медь и т. Д.
Параметр:
Фотографии:
.
Принципиальная схема сварочного аппарата инверторного сварочного аппарата soldadora (ZX7-200)
Почему стоит покупать у нас?
Фотографии продукта
печатной платы инвертора 9304 последователей за 9-ю флюкс 9502
последователей флюгера 9 имеет следующие 9304 флюгера 9-ой последовательности: флюкс-флюсер имеет в своем составе: тока или длины дуговой непрерывной сварочной ванны.
Высокая стабильность сварочного тока.
Мгновенный запуск из-за высокого открытого напряжения
Sarting ARC мощный
Очень мягкий расплав благодаря постоянному току, гладкий внешний вид сварного шва.
Защита от перенапряжения и пониженного напряжения.
Очень хорошее проникновение и превосходная стабильность ARC
Технический параметр
| Модель |
ARC100 | ARC120 |
00000000000000000000000000000000000000000000000000000000000000000000000000000000000000 ARC180 | ARC200 | |||||||||||||||||||||||||
| Входное напряжение | 50/60 Гц (1ph) | 50/60 Гц (1ph) 9015 | 9765 ) 50/60 Гц (1ph) | 50/60 Гц (1ph) | 50/60 Гц (1ph) | ||||||||||||||||||||||||
| 230 В ± 10% | 230010101 % 230 В ± 10% | 230 В ± 10% | 230 В ± 10% | 230 В ± 10% | 9007 6 | ||||||||||||||||||||||||
| Номинальный входной ток | Макс.16A | Макс.24A | Макс.26.8A | Макс.30A | Макс.36.8A | Макс.42A | |||||||||||||||||||||||
| 75В | 80В | 80В | 80В | 80В | 80В | 9012 | 85% | 85% | 85% | 85% | |||||||||||||||||||
| Входная мощность | Макс.3.2 кВт | Макс.3.4 кВт | Макс.4.1 кВт | Макс.5 кВт | Макс.5.8 кВт | Макс.6.6 кВт | 901 | 10-100A | 10-120A | 10-140A | 10-160A | 10-180A |
| 9 9002 9 003 903 5 000 000 976 3 Рабочий цикл | 60% | 60% | 60% | 60% | 60% | 60% | 010172 | 9012 Сварочный стержень | 1.5-2,5 мм | 1,5-3,2 мм | 1,5-3,2 мм | 1,5-4 мм | 1,5-4 мм | 1,5-5 мм | |
| толщина доски | 1,5-3мм | 1,5-6мм | 1,5-10мм | 1,5-11мм | 1,5-12мм | 1,5-13мм 9 9005 класс защиты | |||||||||||||||||||||||
|
| Вес 3.2 кг | 3,5 кг | 3,6 кг | 4,2 кг | 4,5 кг | 4,6 кг |
| 28x11x17.5cm
| 31x13x20cm
| 31x13x20cm
| 31x13x21cm
Упаковка и перевозка груза
Одна плата в одну коробку пены (33x21x14cm ), 2 коробки из пенопласта в одной коробке (35x22x29см).
Количество в упаковке: 2500шт / 20GP; 6090шт / 40HQ
Производитель продукта
у тебя есть?
A: CE и CCC, все виды сертификатов могут поставляться на основе большого количества закупок.
В: Сколько времени займет запрос образцов?
A: Вообще говоря, через 3 рабочих дня после получения оплаты.
Q: Каково ваше время выполнения для массовых продуктов, таких как 5000 единиц на единицу?
A: это составляет около 25-35 дней после получения авансового платежа.
Q: Каковы ваши условия оплаты?
A: T / T, наличными, Western Union или L / C.
В: Каков ваш рынок в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас 8-летний опыт работы во внешней торговле
В: Из чего состоит ваша основная линия продуктов?
A: В основном мы производим сварочные аппараты с дуговой инверторной сваркой, сварочные аппараты TIG, сварочные аппараты MIG.и т. д.
Q: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
,
Похожие записи
