Как устроена электрическая схема токарно-винторезного станка 16К20. Какие основные элементы входят в электрооборудование станка. Каковы особенности управления электродвигателями и системы защиты станка 16К20.
Основные компоненты электросхемы станка 16К20
Электрическая схема токарно-винторезного станка 16К20 включает следующие основные элементы:
- Электродвигатель главного привода M1 мощностью 11 кВт
- Электродвигатель быстрого перемещения каретки и суппорта M2
- Электронасос охлаждения M3
- Электродвигатель гидростанции M4
- Контакторы, пускатели и реле для управления электродвигателями
- Автоматические выключатели и предохранители для защиты электрооборудования
- Трансформатор T для питания цепей управления и освещения
- Кнопки, переключатели и концевые выключатели системы управления
Особенности управления электродвигателями станка 16К20
Управление электродвигателями станка 16К20 имеет ряд важных особенностей:
- Пуск электродвигателя главного привода M1 осуществляется кнопкой S4
- Останов электродвигателя M1 производится кнопкой S3
- Управление двигателем быстрого перемещения M2 выполняется толчковой кнопкой S8 на рукоятке фартука
- Включение/выключение электронасоса охлаждения M3 осуществляется переключателем S7
Работа электродвигателей сблокирована между собой для обеспечения безопасности и правильной последовательности работы станка.
Система защиты электрооборудования станка 16К20
Электрическая схема станка 16К20 включает многоуровневую систему защиты:
- Защита от коротких замыканий обеспечивается автоматическими выключателями и предохранителями
- Защита от перегрузок реализована с помощью тепловых реле
- Нулевая защита предотвращает самопроизвольное включение при восстановлении питания
- Блокировки исключают одновременное включение несовместимых режимов работы
Такая комплексная система защиты обеспечивает надежную и безопасную работу электрооборудования станка 16К20.
Принципиальная электрическая схема токарного станка 16К20
Принципиальная электрическая схема станка 16К20 показывает соединения всех электрических элементов:
 «`
«`
«`
«`
Схема показывает соединения между основными элементами электрооборудования станка 16К20, включая электродвигатели, контакторы, кнопки управления и элементы защиты.
Электрические параметры станка 16К20
Основные электрические параметры токарно-винторезного станка 16К20:
- Потребляемая мощность: 11 кВт
- Напряжение питающей сети: 380 В
- Напряжение цепи управления: 110 В
- Напряжение местного освещения: 24 В
- Частота питающей сети: 50 Гц
Эти параметры необходимо учитывать при подключении и эксплуатации станка 16К20.
Особенности электрооборудования станка 16К20
Электрооборудование токарного станка 16К20 имеет ряд важных особенностей:
- Использование простых и надежных электроаппаратов для обслуживания специалистами средней квалификации
- Размещение большей части электроаппаратуры в шкафу управления с задней стороны станка
- Применение фрикционной муфты для включения, выключения и реверса шпинделя без остановки электродвигателя
- Наличие реле времени для ограничения холостого хода главного электродвигателя
- Использование нулевой защиты от самопроизвольного включения при восстановлении питания
Эти особенности обеспечивают надежную и безопасную работу электрооборудования станка 16К20 в различных условиях эксплуатации.
Техническое обслуживание электрооборудования станка 16К20
Для поддержания электрооборудования станка 16К20 в исправном состоянии необходимо выполнять следующие мероприятия по техническому обслуживанию:
- Периодическая проверка состояния пусковой и релейной аппаратуры
- Очистка электроаппаратов от пыли и грязи
- Удаление нагара с контактов при его образовании
- Смазка поверхностей стыка сердечника с якорем пускателей
- Проверка надежности замыкания и размыкания контактных мостиков
- Технические осмотры электродвигателей не реже одного раза в два месяца
- Профилактические ремонты электродвигателей не реже одного раза в год
Регулярное выполнение этих мероприятий позволит обеспечить длительную и надежную работу электрооборудования станка 16К20.
Принципиальная электрическая схема токарного станка 16К20
Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно — контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях. Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Основные параметры электрооборудования
Потребляемая мощность, кВт — 11
Напряжение сети, В — 380
Напряжение в цепи управления, В — 110
Напряжение в цепи местного освещения, В — 24
Частота, герц — 50
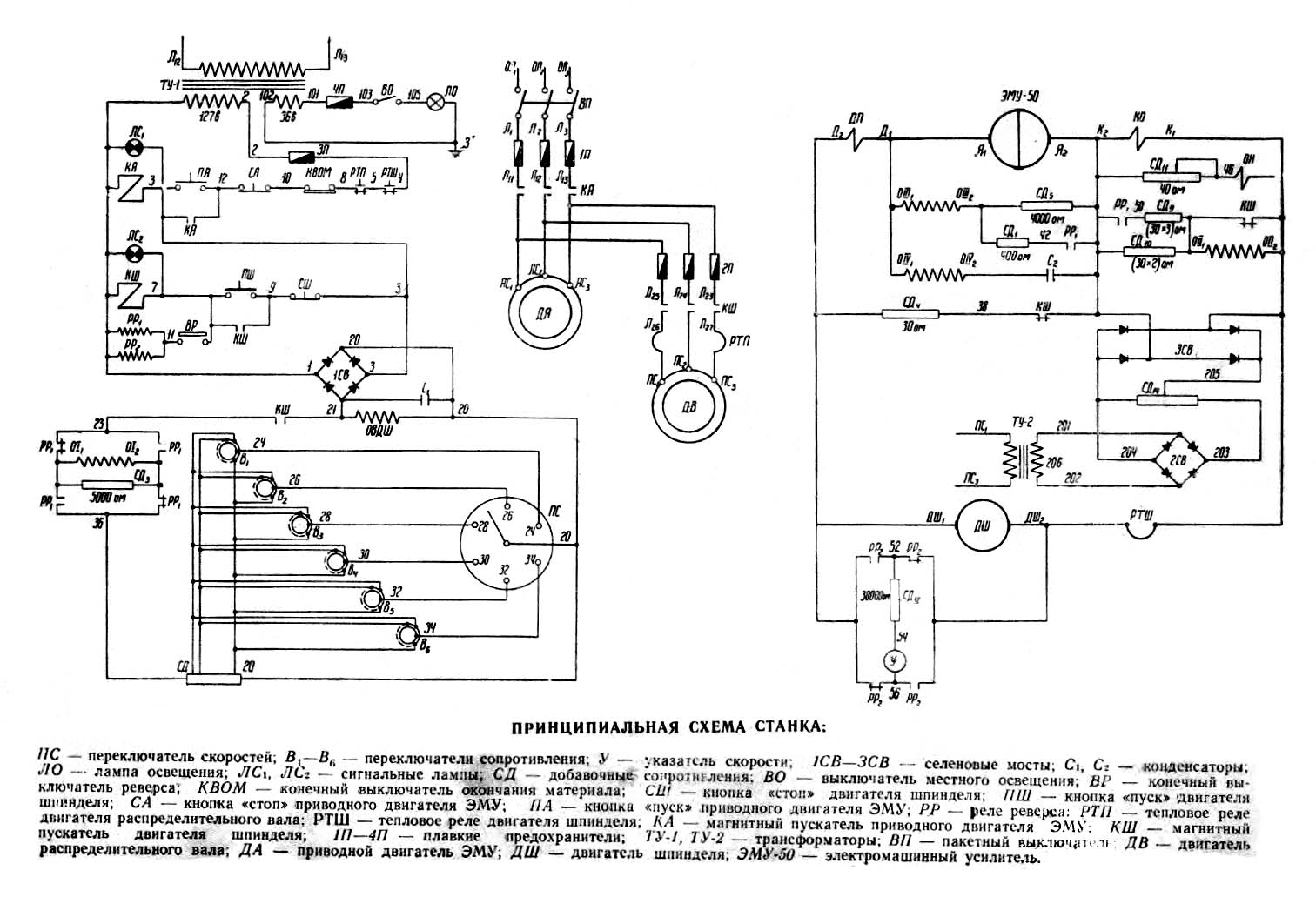
Принципиальная электрическая схема
Рис. 1. Схема электрическая принципиальная станка 16К20
1. Схема электрическая принципиальная станка 16К20
1* — Элементы при силовой цепи напряжением 220В и тропического исполнения могут отсутствовать
2* — Элементы для станков с гидросуппортом
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.

- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Схема электрическая соединений
Рис. 2. Схема электрических соединений токарного станка 16К20
2. Схема электрических соединений токарного станка 16К20
1. а — положение перемычек при подключении электродвигателей
2*. Для станков с гидросуппортом
Шкаф управления. Схема расположения электроаппаратов
Рис. 3. Шкаф управления токарно-винторезного станка 16К20
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.
На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода.
В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Рекомендации по техническому обслуживанию электрооборудования
Необходимо периодически проверять состояние пусковой и релейной аппаратуры. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
При технических осмотрах проверяется состояние вводных проводов обмотки статора, производится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином.
Камеру заполнить смазкой на 2/3 ее объема.
При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников. Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов.
Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным вазелиновым маслом. Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем.
16К20 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка
16К20Производитель универсального токарно-винторезного станка 16к20 — Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62 — станок токарно-винторезный универсальный, Ø 400
- 1К62 — станок токарно-винторезный универсальный, Ø 400
- 1К62Б — станок токарно-винторезный повышенной точности универсальный, Ø 400
- 1К282 — станок токарный восьмишпиндельный вертикальный, Ø 250
- 1К620 — станок токарно-винторезный универсальный с вариатором, Ø 400
- 1К625 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 16А20Ф3 — станок токарный с ЧПУ, Ø 400
- 16Б20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20 — станок токарно-винторезный универсальный Ø 400
- 16К20ВФ1 — станок токарно-винторезный универсальный высокой точности с УЦИ, Ø 400
- 16К20М — станок токарно-винторезный механизированный, Ø 400
- 16К20П — станок токарно-винторезный повышенной точности, Ø 400
- 16К20ПФ1 — станок токарно-винторезный повышенной точностии с УЦИ, Ø 400
- 16К20Ф3 — станок токарный с ЧПУ, Ø 400
- 16К20Ф3С32 — станок токарный с ЧПУ, Ø 400
- 16К20Т1 — станок токарный с оперативным управлением, Ø 500
- 16К25 — станок токарно-винторезный облегченный с повышенной линией центров, Ø 500
- 162 — станок токарно-винторезный универсальный, Ø 420
- 1622 — станок токарно-винторезный универсальный, Ø 120
- 1730 — станок токарный многорезцовый копировальный полуатомат, Ø 410
- ДИП-40 (1Д64) — станок токарно-винторезный универсальный, Ø 800
- ДИП-50 (1Д65) — станок токарно-винторезный универсальный, Ø 1000
- ДИП-200 — станок токарно-винторезный универсальный, Ø 400
- ДИП-300 — станок токарно-винторезный универсальный, Ø 630
- ДИП-400 — станок токарно-винторезный универсальный, Ø 800
- ДИП-500 — станок токарно-винторезный универсальный, Ø 1000
- МК6046, МК6047, МК6048 — станок токарно-винторезный универсальный, Ø 500
- МК6056, МК6057, МК6058 — станок токарно-винторезный универсальный, Ø 500
- МК-3002 — станок токарный настольный, Ø 220
16К20 Станок токарно-винторезный универсальный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Универсальный токарно-винторезный станок 16К20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии — ДИП-200 в 1932 году.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Принцип работы и особенности конструкции станка
16К20Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16К20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение — шпиндель включен в прямом направлении;
- Нейтральное положение — торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение — реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка 16К20 — Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Токарный станок 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20 — станок токарно-винторезный — высота центров 215 мм, Ø 400 мм;
- 16К20П — станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г — станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 — облегченный токарно-винторезный станок Ø 500 мм;
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик — Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель — Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 220 мм
- Расстояние между центрами — 710, 1000, 1400, 2000 мм
- Высота центров — 215 мм
- Допустимая масса изделия, устанавливаемого в центрах — 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне — 200 кг
- Мощность электродвигателя — 11 кВт
- Вес станка полный — 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Диаметр сквозного отверстия в шпинделе — Ø 52 мм
- Наибольший диаметр обрабатываемого прутка — Ø 50 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) — 12,5.
 .1600 об/мин
.1600 об/мин - Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) — 19..1900 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач — 0,05..2,8 мм/об
- Пределы поперечных подач — 0,025..1,4 мм/об
- Пределы шагов резьб метрических — 0,5..112 мм
- Пределы шагов резьб модульных — 0,5..112 модулей
- Пределы шагов резьб дюймовых — 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых — 56..0,5 питчей
Модификации токарно-винторезного станка 16к20
- 16к20 — станок базовой модели нормальной точности
- 16к20п — станок повышенной точности
- 16к20в — станок высокой точности
- 16к20г — станок с выемкой в станине
- 16к20к — станок с гидрокопировальным устройством МК9141 (Гидрокопировальное устройство многопроходное с ручным управлением.
 Установка насосная 5БГ48-22Н)
Установка насосная 5БГ48-22Н) - 16к20м — станок механизированный продукционный с гидрокопировальным устройством МК9141 и комплектом привода закрепления изделия УГ9181
- 16к20р — станок с резьбонарезным устройством МК9111
- 16к20у — станок с автоматизированной системой управления (АСУ) МК9151
- 16к20ф1 — станок с цифровой индикацией (УЦИ) Ф5071
Станки с несколькими видами оснащения обозначаются комбинацией букв:
- 16к20мп — станок механизированный продукционный повышенной точности
- 16к20мпу — станок механизированный продукционный повышенной точности с АСУ
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5. .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 — позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20. Скачать в увеличенном масштабе
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
1. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
2. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
3. Таблица резьб и подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарного станка 16к20
Рукоятки управления коробкой подач токарно-винторезного станка 16к20. Смотреть в увеличенном масштабе
Таблица графических символов для токарно-винторезного станка 16к20
| Символ | Значение символа |
|---|---|
| Частота вращения — оборотов в минуту. Таблица оборотов шпинделя | |
| Скорость менять только после остановки | |
| Скорость на ходу не переключать | |
| Шаг резьбы | |
| Резьба с нормальным шагом: 1:1 → 12,5..1600 об/мин | |
| Резьба с увеличенным шагом:
1:2 → 200. 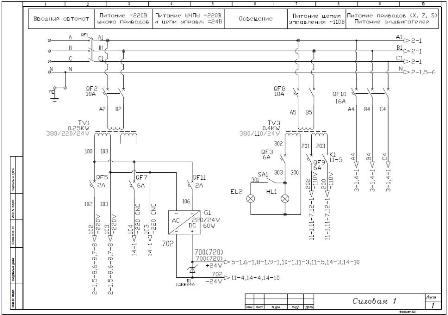 .630 об/мин; .630 об/мин;
1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин |
|
| Левая резьба с нормальным шагом | |
| Левая резьба с увеличенным шагом | |
| Подачи с нормальным шагом | |
| Подачи с увеличенным шагом:
1:2 → 200..630 об/мин; 1:8 → 50..160 об/мин; 1:32 → 12,5..40 об/мин |
|
| Отключение (отсоединение) шпинделя от коробки скоростей для нарезания многозаходной резьбы поворотом шпинделя на определенный угол | |
| Механическое отключение (отсоединение) — нейтральное положение | |
| Многозаходная резьба | |
| Многозаходная резьба | |
| Совмещение треугольного указателя Е с нулевой риской делительного кольца шпинделя перед нарезанием многозаходной резьбы | |
| Поворот шпинделя F на необходимое число делений делительного кольца шпинделя перед нарезанием очередного витка многозаходной резьбы | |
Подкючение ходового винта напрямую к гитаре, минуя механизмы коробки подач. Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). Может применяться при нарезании точной резьбы. Нстройка на необходимый шаг резьбы осуществляется сменными шестернями (K, L, M, N) коробки передач (гитары). |
|
| Сменные шестерни (K, L, M, N) коробки передач (гитары). Стандартный набор шестерен для станка 16к20, поставляемый заводом-производителем: K = 40, L = 86, N = 64; (K/L)·(L/N) = (40/86)·(86/64) = 5/8 = 0,625. Такая комбинация сменных шестерен обеспечивает нарезание метрических и дюймовых резьб с шагами, величины которых указаны в средней нижней части таблицы (рис. 10). Для этого необходимо установить необходимый тип нарезаемой резьбы, и выбрать требуемый шаг. |
|
| Метрическая резьба — шаг резьбы измеряется в милиметрах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. | |
Дюймовая резьба — шаг резьбы измеряется или в долях дюйма (дюйм = 25,4 мм), или числом ниток на дюйм (например, 18 ниток на дюйм). Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. Метрическая и дюймовая резьба применяются в резьбовых соединениях и винтовых передачах. |
|
| Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π). Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. |
|
| Питчевая резьба — шаг резьбы измеряется в питчах (p»). Для получения числового значения в милиметрах — достаточно питч умножить на число π. Числовое значение в дюймах — число пи (π) разделить на питч; Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. |
|
| Продольная и поперечная подача | |
| Ручка переключения | |
| Правое вращение шпинделя (прямое, по часовой стрелке) | |
| Левое вращение шпинделя (обратное, против часовой стрелки) |
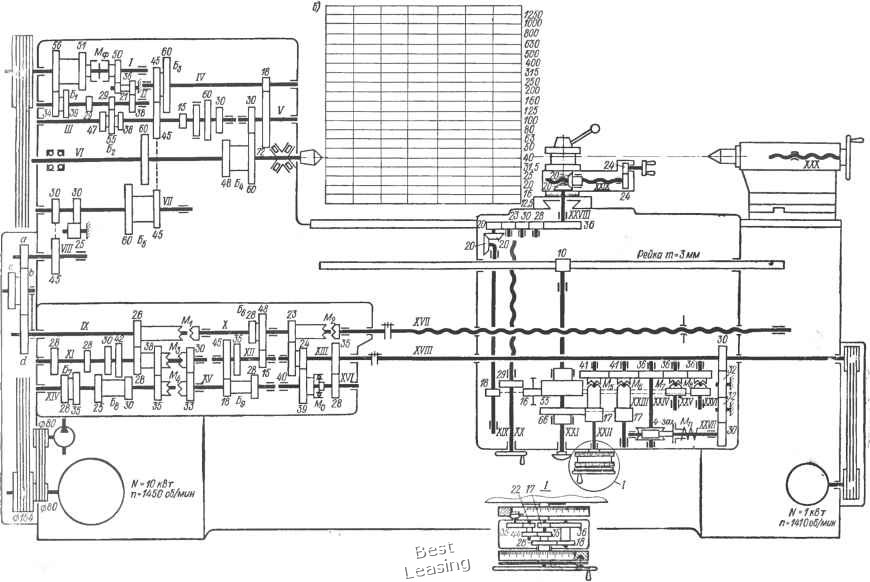
Схема кинематическая токарно-винторезного станка 16К20
Кинематическая схема станка 16к20
1. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
4. Схема кинематическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (z) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока и ступенчатой механической коробки скоростей. От электродвигателя Ml с nдв = 1460 об/мин (рис. 4.3) через клиноременную передачу с диаметром шкивов 140 и 268 мм вращается вал I коробки скоростей, на котором установлены свободно вращающиеся зубчатые колеса с числом зубьев z = 56 и z = 51 для прямого вращения шпинделя (по часовой стрелке) и z = 50 для обратного вращения (против часовой стрелки).
Включение прямого или обратного вращения шпинделя осуществляется с помощью фрикционных муфт Мф1 и Мф2. Вал III получает две скорости вращения через колеса z = 34 или z = 39. Далее при помощи зубчатых колес z = 29, z = 21 или z = 38 и сцепляющихся с одним из соответствующих венцов z = 47, z = 55 или z = 38 и образующих тройной блок, приводится во вращение вал IV. С этого вала вращение может передаваться непосредственно на шпиндель: через зубчатые колеса z = 60 или z = 30 на блок с z = 48, z = 60 или через валы V и VI, образующие вместе с зубчатыми колесами переборную группу. В этом случае вращение передается зубчатыми колесами z = 45 или z= 15 (на валу IV), сцепляющимися с одним из венцов блока z = 45, z = 60 (на валу V), и парами колес 18/72 и 30/60.
В шпиндельной бабке помимо коробки скоростей смонтирован перебор. Под перебором понимается дополнительная зубчатая передача, при помощи которой достигается увеличение количества скоростей шпинделя. Кроме того, наличие перебора позволяет получать низкие числа оборотов и соответственно высокие значения крутящих моментов на выходном валу коробки.
В зависимости от вариантов включения зубчатых колес в коробке скоростей можно получить 22 значения частот вращения шпинделя.
Читайте также: Кинематическая схема токарно-винторезного станка 16К20
Краткое описание конструкции основных узлов станка 16К20
Шпиндельная бабка токарно-винторезного станка 16к20
1. Шпиндельная бабка токарного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В, Г-Г, Д-Д
3. Шпиндельная бабка токарно-винторезного станка 16К20. Разрез Е-Е, Ж-Ж, З-З, И-И
4. Чертеж шпинделя в сборе
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Управление фрикционной муфтой и тормозом станка 16к20
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070 и является типовой конструкцией закрытой коробки с передвижными блоками.
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
1. Коробка подач токарно-винторезного станка 16К20. Скачать в увеличенном масштабе
2. Коробка подач токарно-винторезного станка 16К20. Разрез Б-Б
3. Коробка подач токарно-винторезного станка 16К20. Разрез Г-Г
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Фартук токарно-винторезного станка 16К20
Фартук универсального токарно-винторезного станка 16К20 — унифицированный узел 16Б20п.061 и расположен в корпусе, привернутом к каретке суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное продольное перемещение каретки суппорта. Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Движение от ходового валика используется также для механического перемещения поперечных салазок и верхних салазок.
Ходовой винт получает вращение в коробке подач и используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта с помощью разъемной (маточной) гайки. Тип нарезаемой резьбы (метрическая, дюймовая, модульная, питчевая) и ее шаг определяется взаимодействие шестерен шпиндельной бабки, гитары и коробки подач.
Ходовой вал также получает вращение от коробки подач и используется при выполнении всех остальных токарных работ. Вращательное движение ходового вала преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке и зубчатой рейки, закрепленной на станине, и сцепленной с ней зубчатого колеса. Скорость перемещения определяется в милиметрах на один оборот шпинделя (мм/об).
Основные узлы фартука токарно-винторезного станка
Кинематика фартука и суппортной группы токарно-винторезного станка модели 16К20
Цепь продольной подачи настраивается из условия, что за один оборот шпинделя суппорт должен переместится на величину подачи (Sпрод, мм/об)
Для передачи движения механизму фартука служит ходовой вал. По нему, вдоль шпоночного паза скользит зубчатое колесо z=30, передающее вращение через колеса 30/30, 32/32, 32/30, включенную предохранительную муфту Мп и червячную пару 4/21.
По нему, вдоль шпоночного паза скользит зубчатое колесо z=30, передающее вращение через колеса 30/30, 32/32, 32/30, включенную предохранительную муфту Мп и червячную пару 4/21.
Продольная подача суппорта и её реверсирование осуществляются включением одной из кулачковых муфт (М6 или М7). Тогда вращение от вала червячного колеса z=21 передается зубчатыми колесами 36/41·(через включенную муфту М6)·17/66·3,14·10·3 далее реечному колесу z=10, которое, перекатываясь по неподвижно связанной со станиной станка рейке m = 3, осуществляет продольное перемещение суппорта. Для противоположного перемещения суппорта в цепь включается дополнительное колесо z=41. Цепь реверса продольной подачи: 36/41·(41/41)·(через включенную муфту М7)·41/17·17/66·3,14·10·3
Поперечная подача и её реверсирование осуществляются включением муфт М8 или М9. В этом случае от вала червячного колеса z=21 через передачи 36/36·(через включенную муфту М8) и 34/55·55/29·29/16 вращение передается винту (шаг = 5 мм), который сообщает движение поперечной каретке суппорта.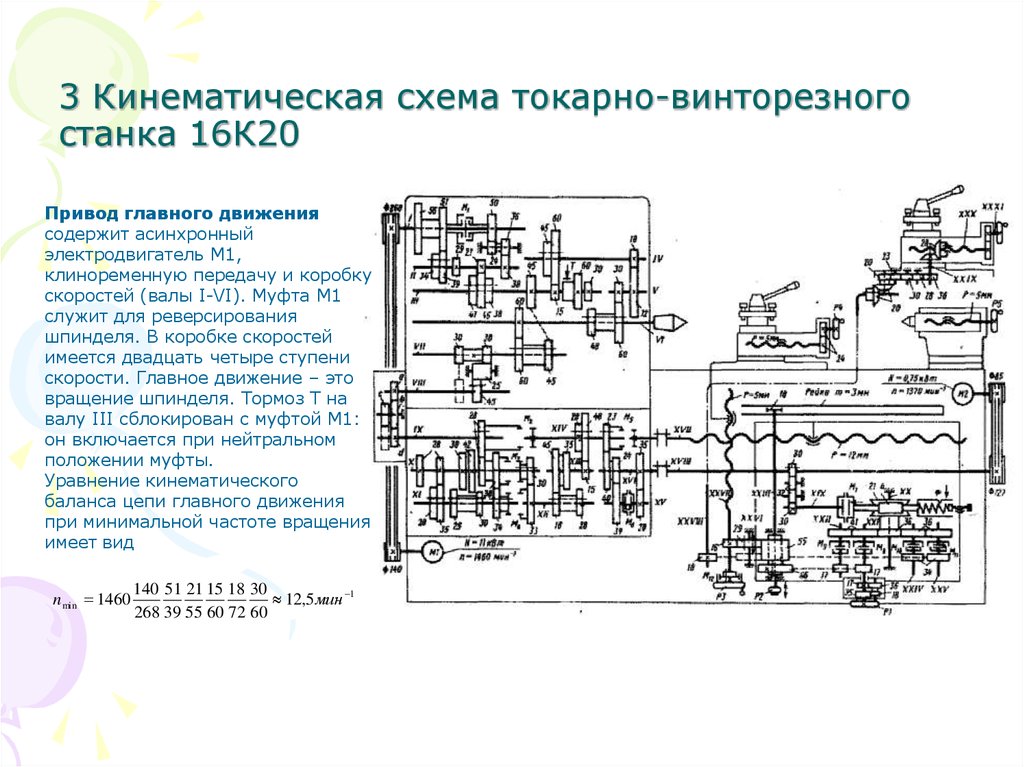 Для противоположного перемещения поперечной каретки суппорта в цепь включается дополнительное колесо z=36. Цепь реверса продольной подачи: 36/41·(36/36)·(через включенную муфту М9)·34/55·55/29·29/16
Для противоположного перемещения поперечной каретки суппорта в цепь включается дополнительное колесо z=36. Цепь реверса продольной подачи: 36/41·(36/36)·(через включенную муфту М9)·34/55·55/29·29/16
Быстрое перемещение суппорта осуществляется когда кнопкой включается электродвигатель (0,75 кВт, 1450 об/мин) и ходовому валу сообщается быстрое вращение через клиноременную передачу 85/127. Механизм подачи суппорта в коробке подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона.
Станок может быть оснащен механическим приводом салазок. В этом случае от ходового вала через механизм фартука подключается колесо z=18, а затем через колеса 20/20·20/23·23/30·30/28·28/36·20/20 движение передается винту (шаг = 5 мм) резцовых салазок.
Органы управления фартуком
Органы управления фартуком токарно-винторезного станка 16к20
Рукоятка 20 осуществляет мнемоническое управление продольным и поперечным движением суппорта: движение осуществляется в ту сторону в которую отклоняется рукоятка. Поворот влево — включение перемещения каретки влево. Поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад. Рукояткой следует пользоваться при подкюченной реечной шестерне (нажатой кнопке 11) и выключенной разъемной (маточной) гайке (рукоятка 15), отсоединенной от ходового винта.
Поворот влево — включение перемещения каретки влево. Поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад. Рукояткой следует пользоваться при подкюченной реечной шестерне (нажатой кнопке 11) и выключенной разъемной (маточной) гайке (рукоятка 15), отсоединенной от ходового винта.
На конце рукоятки 20 находится кнопка, включающая двигатель быстрого перемещения суппорта.
Кнопка 11 включает и отключает реечную шестерю. Нажатие на кнопку — сцепление шестерни с рейкой. Вытягивание кнопки на себя — расцепление шестерни с рейкой. Включать (сцеплять шестерню с рейкой) только при выключенной рукоятке 15. При затруднении включения слегка повернуть маховик 10.
Рукоятка 15 для включения и выключения разъемной (маточной) гайки ходового винта. Поворот вниз — включение гайки. Поворот вверх — выключение гайки. Пользоваться в случае нарезания резьб при выключенной рукоятке 20. При затруднении включения маховиком 10 слегка переместить каретку.
При затруднении включения маховиком 10 слегка переместить каретку.
Конструкция механизма фартука токарно-винторезного станка 16К20
Чертеж фартука токарного станка 16к20
1. Фартук токарно-винторезного станка 16К20. Развертка. Скачать в увеличенном масштабе
2. Фартук токарно-винторезного станка 16К20. Разрез А-А
3. Фартук токарно-винторезного станка 16К20. Разрез Д-Д, И-И
4. Фартук токарно-винторезного станка 16К20. Разрез К-К
Суппорт токарно-винторезного станка 16К20
Чертеж суппорта токарного станка 16к20
1. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
2. Суппорт токарно-винторезного станка 16К20. Ручное перемещение резцовых салазок
3. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
4. Суппорт токарно-винторезного станка 16К20. Механическое перемещение резцовых салазок (по спецзаказу)
Модель станка 16к20п комплектуется механизмом автоматической (механической) подачи верхних салазок суппорта. Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
Коническая шестерня z — 20 винта верхних салазок получает вращение от шестерни z = 29 фартука через шестерню z=18, коническую пару z = 20, 20, шестерни z = 20, 23, 30, 28, 36 и коническую шестерню z = 20. При помощи этого устройства можно обрабатывать конические поверхности под любым углом уклона конуса при автоматической подаче верхних салазок.
Задняя бабка токарно-винторезного станка 16К20
Чертеж задней бабки токарного станка 16к20
1. Задняя бабка токарно-винторезного станка 16К20
2. Задняя бабка токарно-винторезного станка 16К20. Разрез Б-Б, В-В
Если рукоятка 19, отведённая в крайнее заднее положение, не обеспечивает достаточного прижима задней бабки к станине, то нужно посредством регулирования винтами 26 и 33 при отпущенных контргайках 27 и 34, изменяя положение прижимной планки 31, установить необходимое усилие прижима.
Для установки задней бабки соосно со шпинделем при помощи винтов 41 совмещают в одну плоскость поверхности платиков А, расположенных на опорной плите 28 и корпусе 2.
Моторная установка станка 16К20
При уменьшении крутящего момента на шпинделе (см. табл. 1, п. 12.1.2) в первую очередь следует проверить натяжение ремней главного привода. Если ремни недостаточно натянуты, то нужно, ослабив винты 1, плавным вращением гайки 7 против часовой стрелки опустить вниз подмоторную плиту 6 до требуемого натяжения ремней, после чего винты 1 завернуть до отказа.
Натяжение ремня привода насоса системы смазки осуществляется поднятием бака 2, для чего нужно отпустить три винта 3 (на чертеже показан один), при помощи которых бак крепится к подмоторной плите 6.
Механизм управления фрикционной муфтой главного привода (рис. 34)
Конструкция механизма исключает возможность включения или выключения фрикционной муфты при случайном нажатии на рукоятки 12 и 24, которые сблокированы между собой следующим образом.
При работе рукояткой 12 рукоятка 24 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта была включена рукояткой 24, то выключение можно произвести и рукояткой 12, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
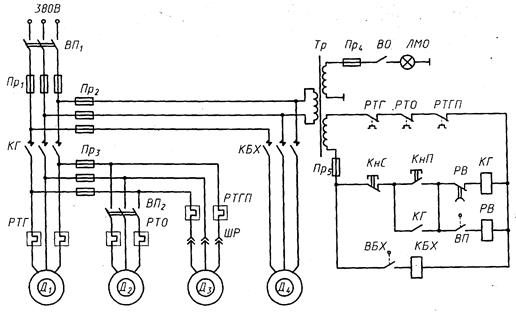
Схема электрическая принципиальная токарно-винторезного станка 16К20
Электрическая схема станка 16к20
1. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
2. Схема электрическая токарно-винторезного станка 16К20. Смотреть в увеличенном масштабе
Перечень элементов принципиальной схемы токарно-винторезного станка 16К20
- Р — Указатель нагрузки Э38022 на номинальный ток 20 А — 1 шт
- F1 — Выключатель автоматический АЕ-2043-12, IРОО, расцепитель 32 А, с катушкой независимого расцепителя 110 В 50 Гц, отсечка 12 (Ag—9,489 г) — 1 шт
- F2 — Выключатель автоматический АЕ-2033-10, 1Р10, расцепитель 3,2 А, отсечка 12 — 1 шт
- F3, F4 — Предохранитель Е27ПФ—25 с плавкой вставкой Е2782— 6/380 ГОСТ 1138—72 — 2 шт
- F5 — Реле тепловое ТРН-40 (20 А) — 1 шт
- F6 — Реле тепловое ТРН-10 (0,32 A) (Ag—0,638 г) — 1 шт
- F7 — Реле тепловое ТРН-10 (2,5 А) — 1 шт
- h2 — Устройство УПС-2УЗ — 1 шт
- Н2 — Лампа накаливания С24-25 Светильник НКСО1Х100/П00-09 — 1 шт
- Н3 — Лампа накаливания коммутаторная КМ24-90, ГОСТ 6940-69 — 1 шт
- К1 — Пускатель магнитный ПАЕ-312 (Ag—16,121 г) (110/50-Р-20-23 + 2р) — 1 шт
- К2 — Пускатель магнитный ПМЕ-012 (Ag—4,298 г) (110/50-Р-0,32-13) — 1 шт
- КЗ — Реле времени пневматическое РВП72-3121-00У4 110В, 50 Гц ТУ16-523.
 472—74 — 1 шт
472—74 — 1 шт - К4 — Реле промежуточное РПК-1—111 (110—23+5р) ТУ16-523.474—78 — 1 шт
- М1 — Электродвигатель 4А132 М4, исполнение М301, 11 кВт (14,7 л. с), 1460 об/мин, 220/380 В, ГОСТ 19523—74 — 1 шт
- М2 — Электродвигатель 4А71В4, исполнение М301, 0,75 кВт (1 л. с), 1370, об/мин, 220/380 В, ГОСТ 19523—74 — 1 шт
- М3 — Электронасос типа ПА-22, 0,12 кВт (0,17 л.с), 2800 об/мин, 220/380 В — 1 шт
- М4 — Электродвигатель асинхронный 4А80А4УЗ исполнение М301, 1,1 кВт (1,47 л. с), 1400 об/мин, 220/380 В — 1** шт
- S1 — Выключатель путевой ВПК-4240, исполнение 4 — 1 шт
- S2 — Переключатель ПЕ-041 УЗ, исполнение 2 — 1 шт
- S3, S4 — Пост управления ПКЕ-622-2 — 1 шт
- S5 — Микропереключатель МП-1203, исполнение 3 (Ag—1,051 г) — 1 шт
- S6 — Выключатель путевой ВПК-2111 — 1 шт
- S7 — Переключатель ПЕ-011 УЗ, исполнение 2 — 1 шт
- S8 — Выключатель путевой ВПК-2010 (Ag—1,228 г) — 1 шт
- Т — Трансформатор однофазный ТБСЗ-0,16, исполнение 1,380/110/24 В, ГОСТ 5.
 1360—72) — 1 шт
1360—72) — 1 шт
Описание электросхемы токарно-винторезного станка 16К20
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 4), которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле. Номинальные данные аппаратов, изменяющиеся в зависимости от напряжения питающей сети, приведены в табл. 4.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Блокировочные устройства токарно-винторезного станка 16К20
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления. При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя S1 (рис. 4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
4), который возбуждает катушку дистанционного расцепителя F1 и автоматический выключатель отключает электрооборудование станка от сети. При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
Путевой выключатель S1 смонтирован в шкафу управления, микропереключатель 55 — на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель S2, установленный в шкафу управления. Этим переключателем должны пользоваться только специалисты-электрики.
Переключатель S2 следует установить в положение 1, после чего можно включить вводный автоматический выключатель и приступить к наладочным работам.
По окончании пуско-наладочных или ремонтных работ переключатель S2 поставить в первоначальное положение 2, иначе закрывание двери шкафа вызывает самопроизвольное отключение вводного автоматического выключателя.
В станках, оснащенных гидросуппортом, электродвигатель главного привода отключается при разъединении штепсельного разъема Х5, подключающего электродвигатель гидростанции. В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
Читайте также: Регулирование токарно-винторезного станка 16К20
Токарно-винторезный универсальный станок 16К20. Видеоролик.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 |
710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 |
460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи |
||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025. .1,4 .1,4 |
0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 × 25 | 25 × 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 × 1190 × 1500 | 2795 × 1190 × 1500 |
| Масса станка, кг | 3010 | 3010 |
- Токарно-винторезные станки 16к20, 16к20п, 16к20г, 16к25.
 Руководство по эксплуатации, 1976
Руководство по эксплуатации, 1976 - Ремонт токарно-винторезного станка 16к20. часть 1, часть 2, часть 3, Тула, 1988
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы
Полезные ссылки по теме. Дополнительная информация
16К20, 16К20Г Паспорт токарно-винторезного станка, (pdf) 3,6 Мб, Скачать
16К20 Ремонт токарно-винторезного станка 16К20. Часть 1. Общее описание и чертежи узлов
16К20 Ремонт токарно-винторезного станка 16К20. Часть 2. Технологический процесс ремонта станка
16К20 Ремонт токарно-винторезного станка 16К20. Часть 3. Сменяемые детали
Электросхема токарного станка 16к20
Изготовлением токарно-винторезного станка 16К20 занимался завод «Красный пролетарий» с 1971. Выпуск продолжался вплоть до середины 80-х г. Он пришел на замену морально устаревшим моделям 1К62 и 1К625. Впоследствии было налажено производство нового оборудования с лучшими параметрами — МК6056.
Конструктивные особенности
Изначально токарно-винторезный станок 16К20 разрабатывался для выполнения стандартных операций — токарной обработки поверхностей деталей, формирование резьбы различных типов. Для этого предусмотрена установка заготовок в центре и на механизме патронов.
Для этого предусмотрена установка заготовок в центре и на механизме патронов.
Для анализа возможностей оборудования рекомендуется изучить паспорт и фото. Особенностями конструкции является жесткая рама, изготовленная в форме короба, и каленые шлифованные направляющие. Эти компоненты установлены на монолитном основании. Благодаря такой схеме расположения производительность станка серии 16К20 существенно выше, чем у его раннего аналога — 1К62.
Помимо улучшенной кинематической схемы можно отметить следующие паспортные технические характеристики станка 16К20:
- шпиндельная бабка. Дает возможность выбрать один из четырех рядов чисел оборотов с различными вариантами пределов;
- фланцевый передний конец шпинделя. Он установлен в претензионных подшипниках качения. Это позволяет не выполнять дополнительную регулировку в ходе работы станка;
- конструкция выходного вала. Он соединен с коробкой передач с помощью переходных зубчатых колес. Благодаря им суппорт может перемещаться в широком диапазоне;
- конструкция резцедержателя.
 Он обеспечивает надежную фиксацию режущего инструмента. Это является обязательным условием при обработке заготовок из специальных твердосплавных сортов стали.
Он обеспечивает надежную фиксацию режущего инструмента. Это является обязательным условием при обработке заготовок из специальных твердосплавных сортов стали.
Дополнительно следует изучить описание паспорт суппорта. Помимо улучшенной механики в нем присутствуют дополнительные измерительные линейки и оригинальный механизм выключения подачи.
Оптимальный вариант эксплуатации станка 16К20 — в мелкосерийном производстве и ремонтных мастерских. Это объясняется классом точности «Н» и нормативной шероховатостью поверхности V6б.
Характеристики узлов станка
На первом этапе ознакомления с возможностями, которыми обладает станок 16К20, рекомендуется изучить технический паспорт оборудования. Главными параметрами в этом случае является максимальный и минимальный размер обрабатываемой детали и характеристики смещения суппорта относительно ее.
Диаметр детали над станиной не должен превышать 40 см. Это же значение при расположении над суппортом не может быть более 22 см. Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Но кроме этого при выборе оптимального режима работы после изучения кинематической схемы следует ознакомиться с паспортными характеристиками шпинделя:
- диаметр отверстия – 5,2 см;
- частота вращения. При прямом вращательном движении этот параметр может варьироваться от 12,5 до 1600 об/мин. Во время обратного – от 19 до 1900 об/мин;
- число скоростей. Количество прямых составляет 11. Обратных в два раза меньше – 11;
- диаметр фланца – 17 см;
- максимально возможный крутящий момент, Нм – 1000.
Обработка вращающейся заготовки осуществляется за счет движения суппорта, на котором закреплен режущий инструмент. Важным моментом является правильный выбор кинематической схемы функционирования, которая подробно описана в паспорте.
Для работы на станке необходимо знать описания следующих параметров суппорта:
- максимальная длина смещения.
 Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;
Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см; - скорости быстрых перемещений, мм/мин: 3800 – для продольных; 1900 – для поперечных;
- диапазон подач, мм/об. Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;
- число подач одинаково для обоих направлений и составляет 42;
При выборе режима работы следует учитывать максимально допустимый вес заготовки. Если она крепится в патроне, то ее масса не должна превышать 200 кг. Диапазон веса при обработке в центрах шире и может составлять от 460 до 1300 кг в зависимости от длины детали.
Согласно паспортным данным резцовые салазки имеют максимальный угол поворота ±90°. Допустимое значение размеров державки резца составляет 25*25 мм.
Правила эксплуатации
Для сохранения исходных параметров станка 16К20 необходимо проводить плановые осмотры и ремонт оборудования. Подробно рекомендации по периодичности выполнения этих мероприятий указаны в паспорте. При этом учитываются особенности работы кинематической схемы.
При этом учитываются особенности работы кинематической схемы.
Согласно рекомендациям производителя станок 16К20 должен подвергаться следующим видам ремонта:
- осмотр. В процессе выполнения визуально контролируется отсутствие внешних дефектов в узлах и агрегатах без их разбора. Выполняется перед каждой рабочей сменой;
- малый ремонт. Включает в себя частичную разборку шпиндельной бабки, фартука и коробки передач. Контролируется нормированная величина зазоров между движущимися частями оборудования. Выполняется очистка механизмов от мусора, наносится смазочный состав;
- средний ремонт. Отличается от вышеописанных заменой вышедших из строя элементов станка 16К20;
- капитальный ремонт. Делается полная замена дефектных компонентов, выполняется осмотр и восстановление системы охлаждения. После завершения работа оборудования проверяется на холостом ходу.
Дополнительно необходимо следить за состоянием фундамента станка. Он должен выполнять свои функции – обеспечивать устойчивость и максимально гасить колебания, возникающие во время работы.
В видеоматериале показа пример схемы регулировки станка 16К20:
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Рисунок 1 – Схема электрическая принципиальная; 1* – элементы при силовой цепи 220В и тропического исполнения могут отсутствовать; 2 – элементы для станков с гидросуппортом
Управление электродвигателем
Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода.
Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится ‘автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Устройство
Описание электросхемы
Пуск электродвигателя главного привода M1 и гидростанции M4 осуществляется нажатием кнопки S4, которая замыкает цепь катушки контактора K1, переводя его на самопитание. Останов электродвигателя главного привода M1 осуществляется нажатием кнопки S3.
Управление электродвигателем быстрого перемещения каретки и суппорта M2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения M3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя K1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени K3. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени K3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода.
Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями. Защита электродвигателей (кроме электродвигателя M2) от длительных перегрузок осуществляется тепловыми реле.
Блокировочные устройства
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При включенном вводном автоматическом выключателе открывание двери шкафа приводит к срабатыванию путевого выключателя S1, который возбуждает катушку дистанционного разделителя F1 и автоматический выключатель отключает электрооборудование станка от сети.
При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода. Путевой выключатель S1 смонтирован в шкафу управления, микропереключатель S5 – на корпусе коробки подач.
Для осмотра и наладки электроаппаратуры под напряжением (при открытой двери шкафа) в схеме предусмотрен деблокирующий переключатель S2, установленный в шкафу управления. Переключатель S2 следует установить в положение 1, после чего можно включить вводный автоматический выключатель и приступить к наладочным работам. По окончании пуско-наладочных или ремонтных работ переключатель S2 поставить в первоначальное положение 2, иначе закрывание двери шкафа вызывает самопроизвольное отключение вводного автоматического выключателя.
В станках, оснащенных гидросуппортом, электродвигатель главного привода отключается при разъединении штепсельного разъема X5, подключающего электродвигатель гидростанции. В случае использования такого станка без гидросуппорта вместо вставки штепсельного разъема необходимо установить специальную заглушку, поставляемую комплектно со станком.
Электрическая принципиальная схема токарного станка 16К20
Токарно-винторезный станок 16К20: паспорт, характеристики, фото, видео
Электрооборудование токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16В20
Электрическая схема токарно-винторезного станка 16в20
- Электрошкаф, модель 1В62Г.83В.000
- Питающая сеть: напряжение – 380 В, ток – трехфазный, частота – 50 Гц
- Цепь управления: напряжение – 110 В, ток – переменный
- Цепь местного освещения: напряжение – 24 В, ток – переменный
- Цепь сигнализации: напряжение – 22 В, ток – переменный
- Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) – 17,6 А
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом, а также для обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Вся примененная релейно-контактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением нескольких аппаратов, смонтирована в электрошкафе 2 (рисунок 8), расположенном на задней стороне корпуса передней бабки.
Силовая цепь станка включает в себя три трехфазных асинхронных электродвигателя, предохранительные устройства и выключатели.
В цепь управления входят релейно-контактные и другие аппараты, расположенные в шкафу, а также кнопочная станция 11 SB1.1 SB1.2 (рисунок 9) пуска – останова главного привода, путевые выключатели 19 SQ1 управления электродвигателем ускоренных перемещений и путевые выключатели SQ2, SQ3 блокировок ограждения патрона и крышки коробки передач.
Цепь местного освещения EL1 обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем. Освещенность 1500 лк.
Освещенность 1500 лк.
В цепь сигнализации входят сигнальные лампы 29 (HL1) и 31 (HL2).
Описание работы электросхемы
Включение вводного выключателя QF1 (рисунок 12) при наличии напряжения в сети сопровождается загоранием лампы HL1.
Пуск электродвигателя главного привода М1 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1.1 кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ1, то есть: магнитный пускатель КМ1 перейдет на самопитание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB1.1 и при отпускании последней цепь не разорвется; включится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1;
Останов электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB1. 2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится, цепь самопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений. Выключатель QF2 включен постоянно.
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
16У04П Схема электрическая токарно-винторезного станка
Электрическая схема токарного станка 16у04п
Описание принципиальной электросхемы (рис.
 19)
19)Поворотом автоматического выключателя АВ подается напряжение на рабочие цепи и цепи управления.
При нажатии на кнопку 2КУ включается вращение электродвигателя 1М вправо посредством пускателя KП.
При нажатии на кнопку 1КУ контактом 3-5 разрывается цепь питания пускателя KП а контактом 3-29 включается цепь пускателя КТ, осуществляющего нндукционно-динамическое торможение двигателя. Контакт КТ (О-В11) закорачивает первую обмотку статора контакт (C1-C12) подает пульсирующий ток во вторую обмотку через силовой диод ВК, контакт (A1-A11) подает переменный ток в третью обмотку.
При нажатии на кнопку 3КУ включается вращение двигателя 1М влево посредством пускателя КЛ.
В точках 23-25 н.о. контакты пускателей КП или КЛ подготавливают к включению пускатель КО.
Поворотом переключателя ВН включается пускатель КО. Пускатель КО своими силовыми контактами включает электродвигатель 2М или 1М, либо оба электродвигателя одновременно.
Защита
Электросхемой станков предусмотрена защита:
- от токов короткого замыкания, осуществляемая предохранителями и автоматическим выключателем;
- защита от перегрузки, обеспечиваемая тепловыми реле;
- нулевая защита при помощи катушек магнитного пускателя.

Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
- жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
- обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
- структура фиксатора гарантирует надежное крепление съемных насадок;
- основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
- комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
- масштабные линейки, укомплектованные визирами, способствуют легкости перемещения резцовых и поперечных салазок;
- в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
- Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
- Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей.
 Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта. - Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском с середины 80-х годов и вплоть до банкротства предприятия.
- Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
- Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
- Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
УСТРОЙСТВО И ТЕХНИЧЕСКОЕ ОПИСАНИЕ СОВРЕМЕННЫХ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
Токарный станок состоит из станины , передней шпиндельной бабки – коробки скоростей , гитары , коробки подач , суппорта с резцедержкой и задней бабки .
Станина токарного станка – выполнена из высококачественного чугуна или из материала Механит – что позволяет снижать вибрацию и резонанс станины и уменьшать дробление в различных режимах резания . Ширина станины – показатель жесткости базового элемента станка – чем более широкая станина тем лучше . Направляющие скольжения станины – закаленные и шлифованные , для высокоточных станков – направляющие дополнительно подвергают шабрению . В станине предусмотрена выемка для установки насоса СОЖ .
Направляющие скольжения станины – закаленные и шлифованные , для высокоточных станков – направляющие дополнительно подвергают шабрению . В станине предусмотрена выемка для установки насоса СОЖ .
Шпиндельная бабка предназначена для вращения обрабатываемой заготовки вместе со шпинделем , а также для переключения токарем скоростей вращения шпинделя ( по специальному заказу станок может оснащаться бесступенчатым переключением скоростей передней бабки – благодаря применению на главном приводе частотного регулирования ). Шпиндель бывает двухопорный или трехопорный . Для вращения шпинделя применяются подшипники высокого класса с возможностью регулировки люфта . К шпинделю на коническую посадку крепится токарный патрон для зажима заготовки . Зажим патрона производится токарем специальным ключем вручную ( по специальному заказу – станок может быть оснащен пневмозажимом или гидравлическим зажимом кулачков) . Смазка передней бабки – централизованная . Положение передней бабки относительно станины настраивается специальными винтами – с помощью них добиваются минимальной конусности . Вращение шпинделя и торможение обеспечивается механизмом управления фрикционной муфтой ( фрикционом ) главного привода . В специальных модификациях токарных станков используются фрикционы с гидравлическим приводом . В задней части передней бабки обычно крепится электрошкаф системы управления станком.
Вращение шпинделя и торможение обеспечивается механизмом управления фрикционной муфтой ( фрикционом ) главного привода . В специальных модификациях токарных станков используются фрикционы с гидравлическим приводом . В задней части передней бабки обычно крепится электрошкаф системы управления станком.
От шпиндельной бабки на коробку подач вращение передается через сменные гитарные шестерни , позволяющие настраивать на станке специальные подачи суппорта и нарезание резьб. Наладку сменных шестерен производит токарь . Из коробки подач выходит ходовой вал и резьбовой винт , своим вращением передающие движение на фартук суппорта .
Суппорт предназначен для обеспечения продольного и поперечного перемещения резца с рабочей скоростью ( скорость подачи ) или с ускоренной скоростью , для установочных перемещений суппорта ( ускоренный ход ) . Суппорт состоит из фартука , нижних салазок – каретки , поперечных салазок , поворотная часть и резцедержатель . Резцедержка фиксируется в 4-х положениях . Маточная гайка на фартуке включается специальной рукояткой . Для высокоточных станков направляющие скольжения суппорта покрывают специальным антифрикционным материалом- для устранения эффекта прилипания на малых скоростях подачи . Также для увеличения точности и снижения люфта на поперечный ход вместо передачи ВИНТ-ГАЙКА используют ШВП . Для выбора направления подачи применяются механические сцепные кулачковые муфты или электрические многодисковые муфты ( электромуфты ) . Суппорт перемещается вдоль станины благодаря механизму – рейка и реечный палец . Для разделения рабочего и ускоренного хода в фартуке применяют муфту обгона .
Маточная гайка на фартуке включается специальной рукояткой . Для высокоточных станков направляющие скольжения суппорта покрывают специальным антифрикционным материалом- для устранения эффекта прилипания на малых скоростях подачи . Также для увеличения точности и снижения люфта на поперечный ход вместо передачи ВИНТ-ГАЙКА используют ШВП . Для выбора направления подачи применяются механические сцепные кулачковые муфты или электрические многодисковые муфты ( электромуфты ) . Суппорт перемещается вдоль станины благодаря механизму – рейка и реечный палец . Для разделения рабочего и ускоренного хода в фартуке применяют муфту обгона .
Резцовые салазки -поворотные – угол поворота +/-90 градусов . Поворот используется для обработки коротких конусов . Резцовые салазки имеют ручное или механическое перемещение ( механический привод верхних резцовых салазок ) .
Задняя бабка предназначена для поддержания и для обработки деталей в центрах или для сверления деталей ( а также нарезания резьбы , зенкерования , развертывания ) . Задняя бабка передвигается вдоль станка по направляющим станины . Вращением штурвала задней бабки – пиноль выдвигается из корпуса задней бабки или задвигается обратно . Пиноль задней бабки фиксируется неподвижно специальной рукояткой . Диаметр пиноли определяет жесткость станка при обработке в центрах . Специальные регулировочные болты позволяют настраивать положение центра задней бабки в горизонтальной плоскости для поперечного смещения корпуса задней бабки . Коническое отверстие в пиноли – Морзе №6 (усиленный ) или № 5 (обычный ) . Основные параметры задней бабки : наибольшее перемещение пиноли и цена одного деления лимба перемещения пиноли . Благодаря поперечному смещению корпуса задней бабки – возможно на станке обрабатывать конуса .
Задняя бабка передвигается вдоль станка по направляющим станины . Вращением штурвала задней бабки – пиноль выдвигается из корпуса задней бабки или задвигается обратно . Пиноль задней бабки фиксируется неподвижно специальной рукояткой . Диаметр пиноли определяет жесткость станка при обработке в центрах . Специальные регулировочные болты позволяют настраивать положение центра задней бабки в горизонтальной плоскости для поперечного смещения корпуса задней бабки . Коническое отверстие в пиноли – Морзе №6 (усиленный ) или № 5 (обычный ) . Основные параметры задней бабки : наибольшее перемещение пиноли и цена одного деления лимба перемещения пиноли . Благодаря поперечному смещению корпуса задней бабки – возможно на станке обрабатывать конуса .
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Передняя бабка токарного станка 16к20
В передней бабке собраны коробка скоростей и шпиндельный узел. Шпиндель передает заготовке вращающий момент посредством приспособлений. Для установки и центрирования приспособлений служат фланец , коническая шейка — для установки патронов, а также коническое отверстие – для установки центров.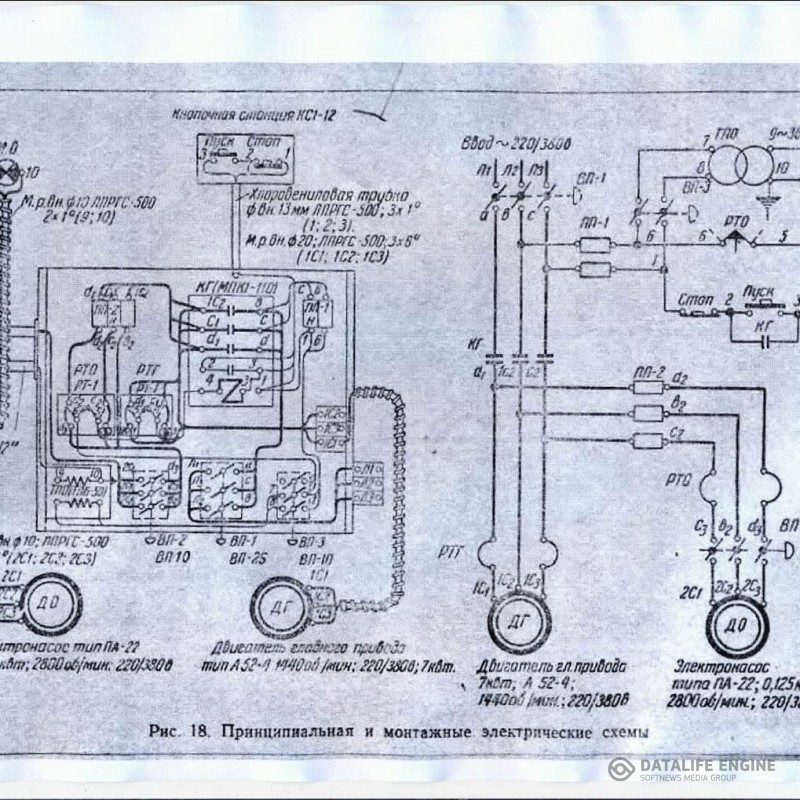 В токарных станках это отверстие выполняют по конусу Морзе. Передние концы шпинделей стандартизованы (для токарных станков с фланцевыми передними концами шпинделей ГОСТ 12593-81).
В токарных станках это отверстие выполняют по конусу Морзе. Передние концы шпинделей стандартизованы (для токарных станков с фланцевыми передними концами шпинделей ГОСТ 12593-81).
Гитара служит для настройки цепи подач с помощью подбора сменных зубчатых колес на нарезание метрической , дюймовой , модульной , питчевой резьб, а также для настройки на шаг (ход) резьбы при нарезании нестандартных резьб. В двухпарных гитарах расстояние L между валом I; валом II является постоянным. На валу II свободно установлен приклон , который крепится к стенке шпиндельной бабки с помощью болта .
Фартук токарного станка 16к20
Фартук — механизм для преобразования вращения ходового винта или ходового вала в поступательное перемещение суппорта. Суппорт получает поступательное перемещение от ходового винта посредством разъемной гайки, от ходового вала — через ряд зубчатых передач посредством зубчато-реечной передачи.
Это интересно: Токарный станок ТВ-6 — устройство, технические характеристики
Технические характеристики токарного станка 16Б20П
| Наименование параметра | 16Б20П | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина детали, устанавливаемой в центрах (РМЦ), мм | 1000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса детали, обрабатываемой в центрах, кг | 460. .1300 .1300 | |
| Наибольшая масса детали, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении (в зависимости от комплекта шкивов главного двигателя), об/мин | 16..160012,5..1250100..2000 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
Суппорт. Подачи Подачи | ||
| Наибольшая длина продольного перемещения, мм | 930 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 250 | 300 |
| Скорость быстрых продольных перемещений, м/мин | 4,0 | 3,8 |
| Скорость быстрых поперечных перемещений, м/мин | 2,0 | 1,9 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных/ поперечных | 22/24 | 22/24 |
| Пределы шагов метрических резьб, мм | 0,5. .112 .112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,25 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,25 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Шкала угла поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 200 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 5 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 4,1/ 6,6 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,6 | 0,12 |
| Электродвигатель привода насоса смазки, кВт | 0,27 | |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2595 х 1405 х 1115 | 2795 х 1190 х 1500 |
| Масса станка, кг | 2050 | 3010 |
* указана цена восстановленного станка, (т. к. эти модели станков больше не производятся)
к. эти модели станков больше не производятся)
Список литературы:
Станок токарно-винторезный повышенной точности 16Б20п. Руководство по уходу и обслуживанию, 1965
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция
Модель 16Б16КП была создана на базе выпускавшихся ранее токарного станка 1А616 и 16Б16. Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
Ее положительные характеристики основаны на конструкционных особенностях токарного станка:
- автоматическая коробка передач;
- плавная регулировка скорости резания;
- высокая точность обработки – прецизионный;
- в передней бабке установлено 2 перебора;
- резцедержатель четырехпозиционный с механизмом быстрого отвода;
- автоматический выбор оптимального режима резания благодаря наличию электрического привода на тиристорах.
Справка. Эргономика станка – удобство работы, была значительно улучшена. Токарь управлял всеми операциями, совершая минимум движений.
Передняя бабка:
Справа над станиной расположен самый сложный узел станка – передняя бабка. В ней размещаются узлы:
- коробка скоростей;
- коробка передач;
- шпиндельный узел;
- система смазки разбрызгиванием.
Масло одновременно смазывает и охлаждает шестерни, смывает с них грязь и металлическую пыль.
Важно! Подшипники заполняются густой смазкой во время каждого профилактического осмотра.
Гитара:
Шестерни, расположенные на концах вала и винта, находятся внутри корпуса передней бабки и закрыты крышкой. Приводятся в движение клиноременной передачей. Набор шестерен зависит от типа нарезаемой резьбы.
Справка. При открывании крышки гитары во время работы станка срабатывает блокировка.
Суппорт:
Суппорт перемещается вдоль станка по направляющим станины. Имеет механические режимы движения: рабочий и ускоренный холостой. На фартуке расположены рукоятки механического передвижения и ручного подвода инструмента.
Салазки с резцедержателем движутся по направляющим в продольном и поперечном направлении. Одновременное включение подач в 2 перпендикулярных осях блокируется устройством на ручке управления.
Задняя бабка:
Находится справа на станине. К направляющим крепится прижимными планками и винтами. Внутри корпуса, в одной оси со шпинделем, установлена пиноль. Она перемещается вручную маховиком, расположенным сзади, и зажимается с помощью ручки.
Конус пиноли Морзе №2. В нем закрепляют:
- центра;
- сверла;
- зенкера;
- метчик для нарезки внутренней резьбы.
Передвигается задняя бабка по направляющим вручную. Фиксируется на месте планками, расположенными снизу. Они приводятся в рабочее состояние рычагом.
Во время наладки пиноль регулировочными винтами выставляется соосно шпинделю. Допустимое смещение составляет менее 0,01 мм.
Фартук:
Через фартук проходят ходовой вал станка и винт. Кулачковые муфты с коническими шестернями превращают крутящий момент в поступательное движение: прямой, обратный ход суппорта и каретки.
На фартуке находятся ручки управления суппортом, салазками, переключения режимов резания. Величина смещения инструмента относительно детали отсчитывается по делениям лимба и нониуса с точностью до 0,1 мм.
Запускается движения суппорта и салазок вперед и назад джойстиком. Его узел оборудован устройством блокировки одновременного включения рабочего хода в разных направлениях. При нажатии на кнопку в его рукоятке, включается быстрый ход.
При нажатии на кнопку в его рукоятке, включается быстрый ход.
По бокам фартука, над направляющей, установлены концевые выключатели. Дойдя до крайней точки, они срабатывают и останавливают суппорт.
Коробка подач:
Точный шаг при нарезании резьбы обеспечивает ходовой винт. Его вращение, связанное определенным соотношением с оборотами детали, обеспечивает коробка подач. Она расположена сзади и возвышается над передней бабкой.
Коробка передач:
Коробка передач расположена в нижней части передней бабки, под шпиндельным узлом. Она передает крутящий момент на приводной вал коробки подач.
Коробка скоростей:
Автоматическая коробка скоростей находится в задней части передней бабки. Она вращает шпиндель. Наличие в ней двух переборов: 1:4 и 1:16 увеличивает выбор числа оборотов обрабатываемой детали.
Принцип работы:
При нажатии кнопки «Пуск» включаются двигателя. Через кулачковые муфты крутящий момент передается на ведущий вал коробки передач. Он приводит в движение ходовой винт через коробку подач.
Через автоматическую коробку скоростей, передающую вращение с выходного вала коробки передач, приводится в движение шпиндель. Скорость его вращения регулируется ручкой на передней бабке. Она, в свою очередь, переключает шестерни переборов.
Кулачковые муфты, установленные в фартуке, передают суппорту движение. Одновременно с ним перемещается резцедержатель с инструментом.
Схема
Основой и источником энергии для любого токарного станка является электрический ток. Схема работы 16К20 выглядит следующим образом.
16К20 Схема электропитания
Схема электропитания и работы данного станка не является оригинальной, вся сила тока распределяется равномерно на рабочие «органы» агрегата, чтобы дать ему максимальную мощность, отличные эксплуатационные характеристики. Разумное и рациональное распределение энергии по всему станку позволяет выполнять работу наиболее продуктивно, с оптимальной затратой энергии. Это немаловажный фактор для любого предприятия!
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач.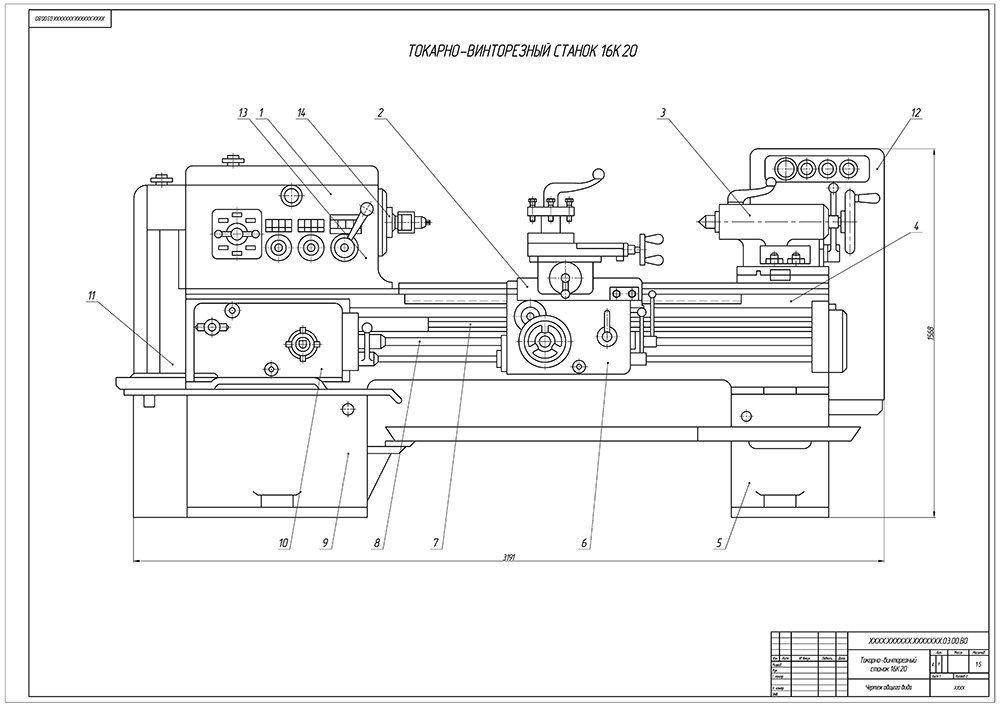 Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.
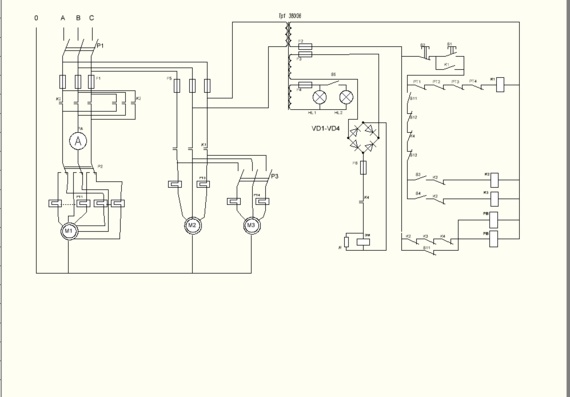 041.001
041.001 - Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20.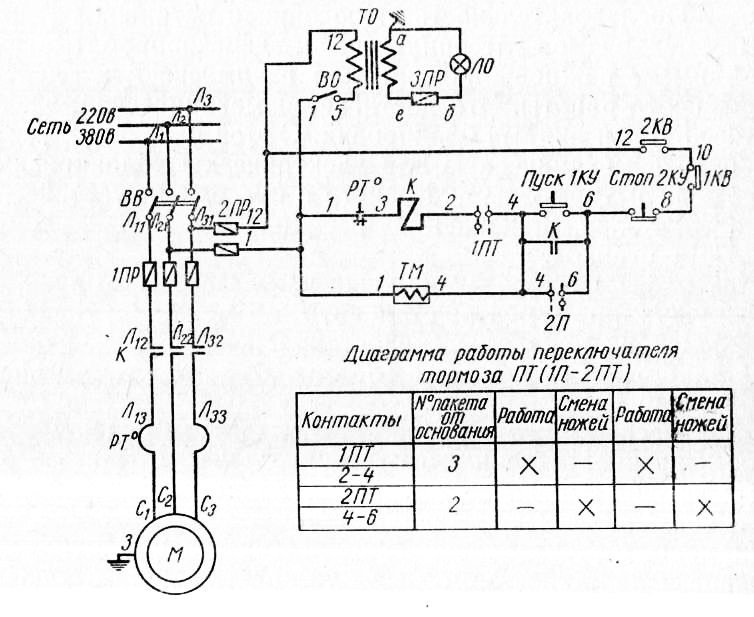 Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.

- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.

- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
Схема органов управления токарным станком
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Органы управления
На лицевой стороне шкафа управления имеются следующие органы управления:
- рукоятка включения и отключения вводного автоматического выключателя с максимальным и дистанционным расцепителями;
- сигнальная лампа с линзой белого цвета, сигнализирующая о включенном состоянии вводного автоматического выключателя; переключатель для включения и отключения электронасоса охлаждения;
- указатель нагрузки, показывающий загрузку электродвигателя главного привода.

На каретке установлена кнопочная станция пуска и останова электродвигателя главного привода. В рукоятке фартука встроена кнопка включения электродвигателя привода быстрых перемещений суппорта.
Токарно-винторезный станок 16К20 презентация, доклад
Токарно-винторезный станок 16К20
Производитель токарно-винторезного станка 16К20 – Московский станкостроительный завод «Красный пролетарий» им. А.И. Ефремова , основанный в 1857 году. В 1971 году была изготовлена опытная партия станков 16К20 в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали. К концу 1973 года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
Производство станка модели 16к20 прекращено в середине 80-х, на смену ему пришла модель токарно-винторезного станка МК6056. На рынке оригинальные станки 16к20 можно встретить только б/у.
На рынке оригинальные станки 16к20 можно встретить только б/у.
Многие специалисты знают, что токарно-винторезный станок 16К20 был одним из самых популярных в Советском Союзе среди устройств подобного рода. Причинами такой популярности являются универсальность и технические характеристики станка данной модели.
Токарно-винторезный станок 16К20 принадлежит к категории универсального оборудования для обработки деталей из металла (нарезание резьбы различного типа (метрической, дюймовой, модульной, питчевой), сверление, зенкерование и другие виды токарной обработки.
С его помощью можно обрабатывать заготовки и из горячекатаного, и из холоднокатаного проката. Так, к преимуществам токарно-винторезного станка 16К20 (по сравнению с прежней моделью) можно отнести:
безопасность эксплуатации;
-высокую надежность;
-возможность обрабатывать детали с высокой точностью;
-простоту и удобство обслуживания;
-исключительную долговечность даже при активной эксплуатации;
-высокую производительность.
Применяют станки 16К20 на предприятиях, выпускающих продукцию единично или мелкими сериями, а также в инструментальных цехах, где такое оборудование может использоваться для выполнения как получистовых, так и чистовых работ.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К20М, 16К20П, 16К25, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1 и др.
Сферы использования и модификации станка 16К20
Технические возможности и характеристики 16К20
Общий вид токарно-винторезного станка 16К20
Конструктивные особенности станка 16К20
Из конструктивных особенностей можно отметить следующие:
— Станина оборудования выполнена в коробчатой форме и установлена на массивное монолитное основание, что придает высокую жесткость всей конструкции. Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
Точность передвижения по станине суппорта и подвижной задней бабке обеспечивают надежные направляющие, которые подвергнуты термообработке и шлифованию.
— В зависимости от типа обработки и конфигурации заготовки могут фиксироваться
в патроне или зажиматься в центрах.
— Устройство держателя для резца разработано таким образом, чтобы обеспечить надежную фиксацию инструмента.
— Для установки шпинделя используются высокоточные (прецизионные) подшипники качения, необходимые для точности его расположения и вращения.
— В конструкции станка 16К20 предусмотрен целый ряд блокировочных и ограждающих технических элементов, обеспечивающих безопасность работы на нем.
— Для обеспечения точности обработки на станке установлены линейки с визирами, по которым можно контролировать продольные, а также поперечные перемещения инструмента.
— Экстренно отключить подачу суппорта станка 16К20 можно при помощи специального устройства, установленного на фартуке станка.
На станках 16К20 может использоваться люнет, который призван предотвращать прогибание заготовки в ходе работы, а также помогает зафиксировать ее, тем самым повышая точность обработки.
Резцедержатель 16К20 на суппорте станка выглядит следующим образом:
Схема кинематическая токарно-винторезного станка 16К20
На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Цифрой I обозначен суппорт с механическим перемещением резцовых салазок
Шпиндельная бабка токарно-винторезного станка 16К20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600. Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Коробка подач токарно-винторезного станка 16К20
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
.
Фартук токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
Суппорт токарно-винторезного станка 16К20
Задняя бабка токарно-винторезного станка 16К20
Электрическая схема токарно-винторезного станка 16К20
Пуск электродвигателя гл. привода M1 и гидростанции М4 осуществляется нажатием кнопки S4, которая замыкает цепь катушки контактора К1, переводя его на самопитание.
Останов электродвигателя осуществляется нажатием кнопки S3.
Управление электр-лем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки,
встроенной в рукоятку фартука и воздействующей на конечный выключатель S8.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7.
Работа электронасоса сблокирована с электродвигателем гл. привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя гл. привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени КЗ, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.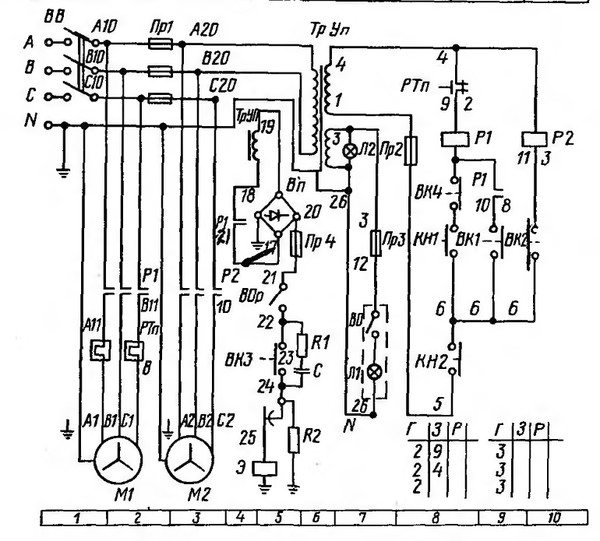
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
В электросхеме предусмотрена блокировка, отключающая вводный автоматический выключатель при открывании двери шкафа управления.
При открывании кожуха сменных шестерен срабатывает микропереключатель S5, отключая электродвигатель главного привода.
Аналоги токарно-винторезного станка 16К20
МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
16В20, 16В20П — Ø 445 — производитель Астраханский станкостроительный завод
16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
Самара
Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
Паспорта, электрические схемы, принципиальные схемы, техническая документация на электрооборудование металлорежущих станков shram.
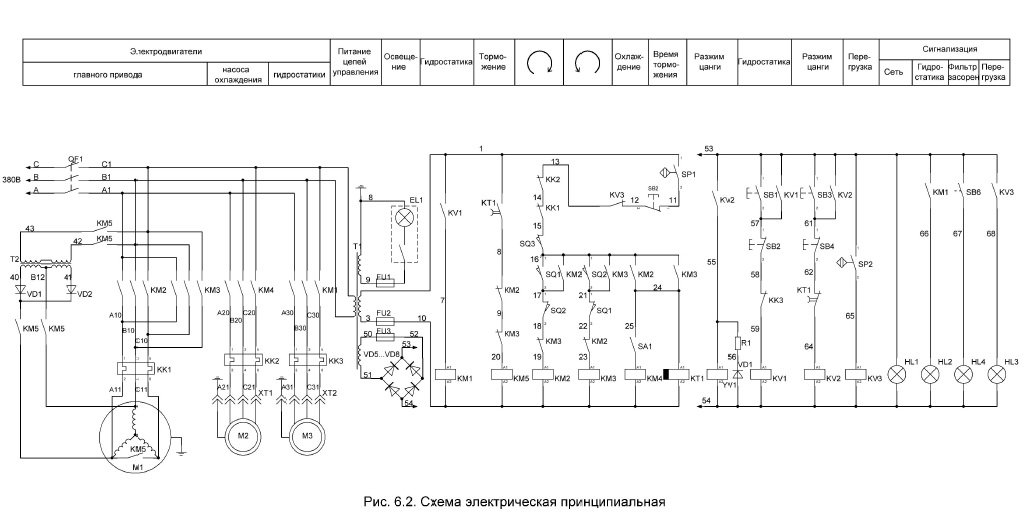 kiev.ua
kiev.ua Одной из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время является отсутствие технической документации и схемы обслуживаемого парка станков старого типа.
По большей части эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и на собственном опыте, где-то «методом тыка», а где-то вообще, как надо. Но поколения меняются, старые работники уходят, а молодежи просто не на что опереться.
Время простоя оборудования в случае поломки очень часто сильно увеличивается просто потому, что найти и устранить неисправность без электрической цепи перед глазами намного сложнее, чем при наличии полного заводского паспорта на оборудование. Но где теперь найти эти паспорта? Многие машины уже эксплуатируются по 30-40 лет. И очень часто вся техническая документация на них была давно утеряна.
А ведь выход есть. На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
Теперь вся моя техническая документация по металлорежущим станкам доступна для бесплатного скачивания в полном объеме. Просто у меня был нормальный интернет, свободное время и, соответственно, возможность выкладывать все это добро на файлообменник.
Все файлы сканы с реальных паспортов на оборудование, в виде картинок в формате jpg.
Все ксерокопии паспортов машин на каждую модель содержат:
1. Основные технические характеристики (техническое описание) машины.
2. Цепь представляет собой электрическую цепь.
3. Схема электроустановки.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Например, в паспорте гидрофицированного долбежного станка 7М430 указаны: общий вид станка, назначение и объем станка, распаковка и транспортировка станка, общий вид станка с обозначением органов управления, основные данные машины, краткое описание устройства и работы машины, схемы электрооборудования машины), спецификация электрооборудования, характеристики электродвигателей, инструкция по обслуживанию электрооборудования машины, схема электрическая принципиальная, схема электроустановки.
Все паспорта станков я разбил на отдельные группы и упаковал в 8 zip-архивов.
Скачать все архивы с файлообменника narod.ru
Полный список паспортов металлорежущих станков и ссылки на архивы
Паспорта станков:
Станок токарно-винторезный модели 1624М (без электрической схемы)
Станок токарный модельный 6А125
Станок токарно-винторезный универсальный 16Б16П (САМАТ 400) — (без электрической схемы и перечня электрооборудования)
Пинки с винтовой пленкой 1В62G (16В20)
Пинк-пленки 16D20 (16D20P, 16D20G, 16D25, 16D25G)
СВИТАЯ СВЯЗИНАННАЯ. -токарно-отрезной станок 16К20П
Станок токарно-винторезный 16К25
Автомат револьверно-револьверный одношпиндельный барный модель 1Б140 (1Б125)
Автомат токарный многошпиндельный модель 1Б240-6 (1Б240-6К) — (без схемы)
Токарно-винторезный станок модель 1В62Г
Станок токарно-винторезный универсальный модель 1К62
Станок токарно-винторезный универсальный модель 1К625
Станок токарно-винторезный модель 1К62Д
Автоматическая разводка станка токарно-продольного модели 9003DA Станок токарно-винторезный 1М63
Станок токарно-винторезный 1М63Д (без схемы)
Станок токарно-винторезный Модель 1М63МФ101
Станок токарный 1Н318
Станок револьверный модели 1П365 (1П371)
Станок токарно-винторезный модели ИТ-1М (ИТ-1ГМ)
Станок токарно-винторезный повышенной точности СА564С100
Станок токарно-винторезный модели ТВ-320 (без схемы)
Винт специальный -токарно-отрезной станок повышенной точности модели ФТ-11М
скачать архив с паспортами токарных станков
Станки токарные моделей 1П365 (371), 16А25, 16Б16П, 16Б20, 16Д20 (П, Г, 25,25Г), 16Е20, 16К20, 16К20Г, 16К20П, 16К25: скачать архив с паспортами станков
Станки токарные моделей 1516Ф3-ФАГОР-8035, 1624М, ГС526У, ИТ-1М (ГМ), ЛТ-10(11), СА564С100, СА564С150-02, ТВ-320, ФТ-11М : скачать архив с паспортами станков
Паспорта станков буровых:
Станок вертикально-сверлильный универсальный 2А125
Станок вертикально-сверлильный модель 2Г125
Станок радиально-сверлильный 2К52-1
Станок радиально-сверлильный 2К522
Станок радиально-сверлильный легкий 2ЛУ3У
Станок радиально-сверлильный модель 2М55
Станок радиально-сверлильный модель 2М57 (без схемы вертикал-2)
Станок сверлильный (18х2) 900 схема подключения)
Вертикально-сверлильный станок 2х225
Вертикально-сверлильный станок 2х225
Вертикально-сверлильный станок GS2116
Радиально-сверлильный станок модель GS545
Станки буровые моделей 2А125, 2Г125, 2К52-1, 2К522, 2К552-2, 2Л53У, 2М55, 2М57: скачать архив с паспортами станков буровых
Станки сверлильные моделей 2Н118-1, 2Н125 (135,150), 2Н150, 2С150, ГС545, ГС2112, ГС2116 (508), ГС 520, долбежные 7М430: скачать архив с паспортами сверлильных станков
Паспорта станков фрезерных:
Станок настольно-сверлильно-фрезерный. Модель 520
Модель 520
Инструмент инструментальный широкоуниверсальный фрезерный повышенной точности модель 675ПФ1
Модель с широкоучевидным инструментом фрезерной машины 67K25 OL
Мельничная машина 6A23
Мельничная машина 616 (без сборочной диаграммы)
Milling Machine 6M82 (6M82G, 6M82GB)
Milling Machin -станок фрезерный 6Р12 (без схемы, только с креплением)
Станок консольно-фрезерный 6Р81 (6Р81Г, 6Р81Ш, 6Р811)
Станок консольно-фрезерный общего назначения 6Р82 (6Р82Г)
Станок консольно-фрезерный общего назначения 6Р83 (6Р83Г, 6Р83Ш)
Станок консольно-фрезерный 6Т12-1 (6Т13-1)
Станок консольно-фрезерный ФА5В
Станок консольно-фрезерный специализированный ВМ127
Станок консольно-фрезерный специализированный ВМ127
Станок консольно-фрезерный специализированный 9000
Станок деревообрабатывающий фрезерный ВФК-2
Станок фрезерный специализированный ОФ-55
Станок карусельно-фрезерный УФ0803
Станки фрезерные моделей 6А23, 6Е416, 6М82 (Г, ГБ), 6Н81 (Г), 6Р1121, 6Р112 , 13,13Б), 6Р81 (81Г, Ш, 11), 6Р82, 6Р83: скачать архив с паспортами фрезерных станков
Станки фрезерные моделей 6Т12-1 (13-1), 67К25ПР, 675ПФ1, ФА5Б, БМ127, БМ127М, ВФК-2, ГФ2171С5, ОФ-55, УФ0803: скачать архив с паспортами фрезерных станков
Паспорта шлифовальных станков:
Станок внутришлифовальный модель 3225 (3225П)
Станок круглошлифовальный универсальный модель 3В12 (без схемы)
Станок круглошлифовальный модель 3А151 (3А161) -1 (без схемы)
Станок плоскошлифовальный 3Е711В
Станок универсально-шлифовальный 3Е642
Станок круглошлифовальный универсальный 3К12
Станок шлифовально-полировальный ШПА-500 (без схемы) 3Е710В-1, 3Е711В, 3К12, 3К225В (227В), 3225, ШПА-500: скачать архив с паспортами шлифовальных станков
Вашим друзьям не лишним будет узнать эту информацию, поделитесь с ними своей статьей!
Токарный станок Станко 16К20 Станки б/у
- Описание
- Характеристики
- Об этом продавце
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструмента, оснастки, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год выпуска 1988 1 0 6 1 0 6 об/мин Скорость 5-6 об/мин 1988 1 0 217
Высота верха 200 мм
Ширина верха 1000 мм
Проход шпинделя 55 мм
Задняя бабка MK 4
Общая потребляемая мощность 11 кВт
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Носик шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость вращения | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| —————— | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хорошо |
| По местным нормам | ——— |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 30 ноября 2021 г.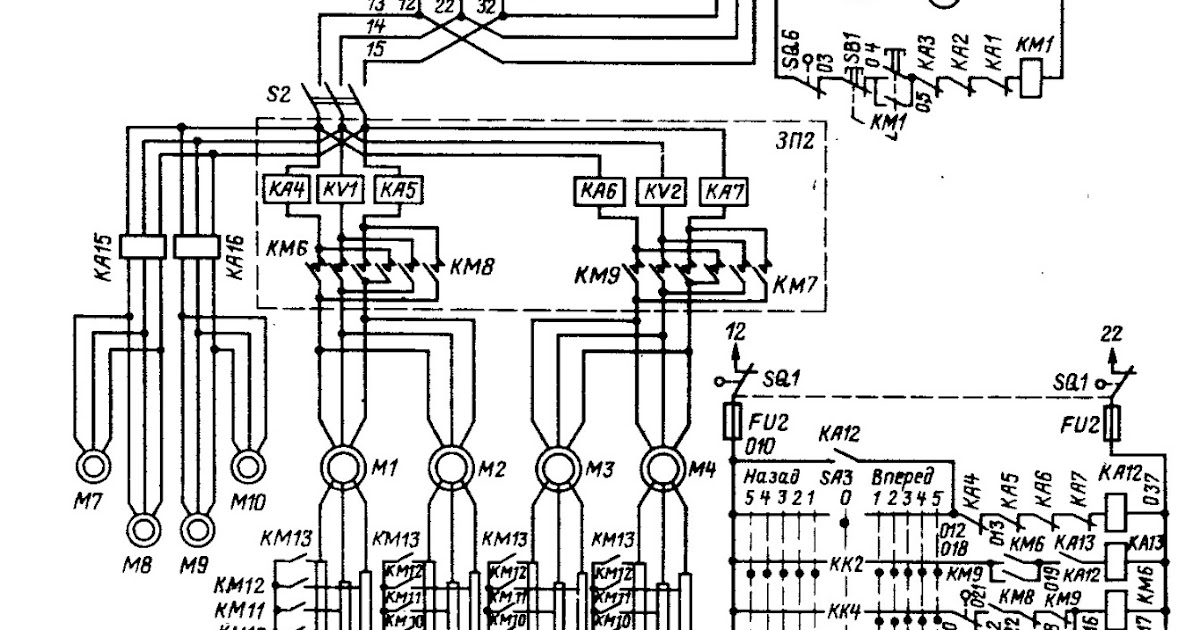 |
Описание
описание
Универсальный токарный станок марки STANKO подходит для изготовления инструментов, приспособлений, обучения и изготовления форм
Диаметр циркуляции: 400 мм
Ширина наконечника: 1000 мм
Технические характеристики
Год строительства 1988
Скорость 12,5-1600 об / мин
Верхняя высота 200 мм
Верхняя ширина 1000MM
SPIND SPINDSE 55MM
7STOCK MISTOCK MISTOCK MISTOCK 4 90 ММИ
ММПИОН 90 ММИ
.
Вес 3000 кг
Подключение 50 Гц 3x 380 В
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Высота центра | 200 мм |
| Длина поворота | 1000 мм |
| Точение Ø | 400 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 225 мм |
| Максимальный вес заготовки | 500 кг |
| Носик шпинделя | Морзе 6 |
| Отверстие шпинделя | 50 мм |
| Скорость вращения | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Длина x ширина x высота | 2800,0 × 1500,0 × 1500,0 |
| Вес | 2200 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Состояние | хорошо |
| По местным нормам | ——— |
| Статус |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2012 |
| Предложения онлайн | 0 |
| Последнее действие | 30 ноября 2021 г.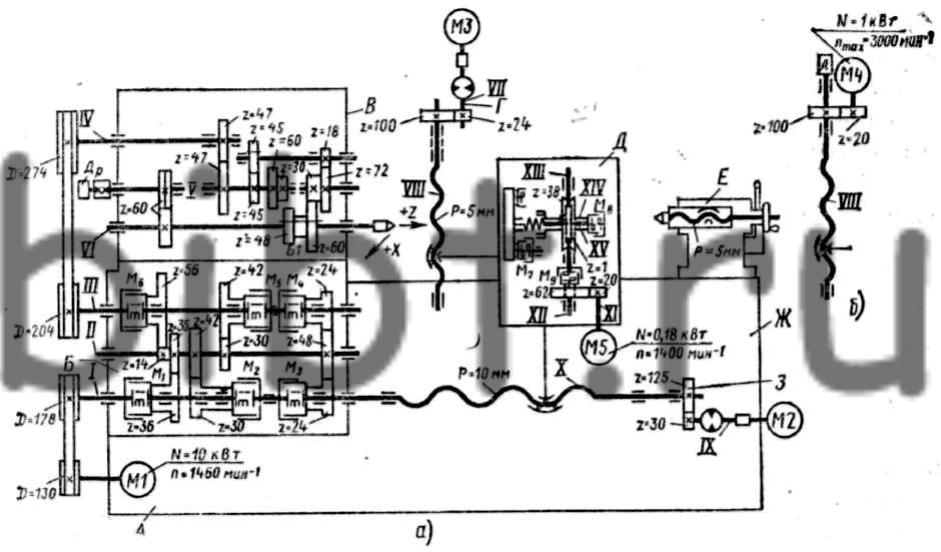 |
Реконструкция сети при раке: приложения к клеточным линиям меланомы и пациенты Атласа генома рака
- Список журналов
- Фронт Жене
- PMC6048451
Передняя ген. 2018; 9: 228.
Published online 2018 Jul 10. doi: 10.3389/fgene.2018.00228
, 1, 2 , 3 , 4 , 4 , 4 , 4 , 4 , 5 , 3 , 4 и 1, 2, 4, . Материалы Гены работают не изолированно, а как часть сетей, которые имеют множество механизмов обратной связи и избыточности. Ключевые слова: переустановка сети, меланома, анализ путей, биоинформатика и вычислительная биология, машинное обучение, взаимодействие лекарств, имитационные модели, наука о данных Многие исследования с использованием геномных анализов изучают связи между генами и заболеваниями. Если какие-либо ассоциации обнаружены, то применяются стратегии, направленные на более широкие заявления о генетически опосредованных процессах, сетях и путях, которые влияют на эти заболевания; например, путем изучения уровней экспрессии или функции белка генов, связанных с заболеванием. Выявление генетически опосредованных молекулярных физиологических процессов, лежащих в основе болезни, может привести к пониманию того, как бороться с болезнью или лечить ее. Такие стратегии не решают важнейших вопросов о взаимоотношениях между генами, т. е. их корреляциях, которые могут быть необходимы для определения потенциального воздействия лекарственного средства на сеть генов, как бы она ни определялась. Например, может быть необходимо знать, приведет ли ингибирование одного гена в сети к ингибированию (или возбуждению) другого. Чтобы оценить взаимосвязь между генами и определить, различаются ли сами эти взаимосвязи в болезненном или нормальном состоянии, можно использовать либо подход «снизу вверх», либо подход «сверху вниз». При подходе «снизу вверх» один ген принимается за центральный и строится сеть ассоциированных генов на основе их корреляций с центральным геном. Это делается в контексте как болезненного состояния, так и здорового состояния, и оцениваются различия между сетями (Gorban et al., 2010; Censi et al., 2011). Чтобы оценить эти различия, можно воспользоваться рядом статистических методов, например, связанных с анализом сложных сетевых инвариантов (Chang et al. В качестве примера этой проблемы рассмотрим тот факт, что многие исследования по идентификации и модулированию мишеней для лекарственных средств сосредоточены на том, как лекарственные средства влияют на уровни экспрессии генов или белков в клеточных линиях дикого типа, нормальных или легкодоступных (St Onge et al. ., 2007). Если поток информации и связи между генами принципиально отличаются в болезненном состоянии, то экстраполяция эффектов лекарства на гены или уровень белка в нормальном состоянии на болезненное состояние может быть проблематичной (см. Рисунок для простого гипотетического примера). Другая проблема с характеристикой отношений между генами заключается в том, что в данной сети может быть много генов, что создает большое количество отношений для рассмотрения (Hofree et al., 2013). Это создает вычислительные и логические проблемы. Кроме того, такие анализы требуют, чтобы предварительно были определены группы генов, попарные отношения между которыми должны быть сопоставлены (например, опухоли с мутацией BRAF против опухолей дикого типа BRAF при меланоме), и выбор этих групп может выявить связи, очень специфичные для те группы, которые могут быть ограничивающими, если интерес представляют более широкие связи между генами. Открыть в отдельном окне (A) Пример возможного пересоединения сети. В идеальных условиях ген A совместно регулируется с геном D через ген B. Когда ген B ингибируется, может существовать компенсаторный механизм, благодаря которому ген A связывается с геном D — в этом примере это потенциально ген C. ( B) Статус мутации 33 клеточных линий меланомы и HeMnLP, обработанных с помощью полногеномных генных чипов в Научно-исследовательском институте трансляционной геномики. Вызовы типа TCGA основаны на известных патогенных горячих точках для BRAF и RAS (например, мутации BRAF V600), но более открыты для NF1. Точечные мутации предусмотрены для BRAF, RAS и NF1. Клеточные линии упорядочены по типу мутации TCGA, точечной мутации, а затем по номеру клеточной линии. Для выявления различий в сетевой архитектуре в заданном наборе данных можно использовать «контролируемый» или «неконтролируемый» подход. Контролируемые подходы, такие как анализ оценки дифференциации зависимостей (Jung and Kim, 2014) (EDDY), анализ обогащения набора генов (Mootha et al. Мы рассматриваем ценность как контролируемых, так и неконтролируемых подходов при анализе сетевых данных (Chang et al., 2013; Yang et al., 2014; Klein et al., 2016). Мы оценили доказательства перестройки сети в различных данных скрининга лекарств от меланомы, а также данные из наборов данных профиля опухоли The Cancer Genome Atlas (Weinstein et al., 2013) (TCGA). Далее мы рассматриваем возможные последствия такой перестройки для заявлений об ответах клеточных линий на лекарства. В частности, мы провели контролируемый анализ генетических сетей, разделив клеточные линии меланомы на группы, определяемые статусом мутации BRAF и/или KRAS, а затем оценив различия в общей структуре сети (т. Как отмечалось в разделе «Методы», мы извлекли гены из версии пути MAPK WikiPathway ( n = 224). Сравнение априорно названных кластеров в клеточных линиях меланомы SU2C (MCL), CCLE MCL, CCLE всех клеточных линиях (ACL) и пациентах с меланомой TCGA.  Изучение свойств генетических сетей и того, как отдельные гены способствуют общим сетевым функциям, может дать представление о генетически опосредованных болезненных процессах. Большинство аналитических методов предполагают топологию сети, основанную на сетях с нормальным состоянием. Однако нарушения генов часто приводят к перестройке соответствующих сетей и влияют на отношения между другими генами. Мы применяем набор методологий анализа для оценки степени перестройки транскрипционной сети, наблюдаемой в различных наборах клеточных линий меланомы, с использованием профилей микрочипов экспрессии генов всего генома. Мы оцениваем доказательства перестройки сети в образцах опухолей пациентов с меланомой, используя данные о последовательности РНК, доступные из Атласа генома рака. Мы проводим различие между «неконтролируемыми» и «контролируемыми» сетевыми методами и сравниваем их использование при выявлении последовательных различий в сетях между подмножествами клеточных линий и образцами опухолей.
Изучение свойств генетических сетей и того, как отдельные гены способствуют общим сетевым функциям, может дать представление о генетически опосредованных болезненных процессах. Большинство аналитических методов предполагают топологию сети, основанную на сетях с нормальным состоянием. Однако нарушения генов часто приводят к перестройке соответствующих сетей и влияют на отношения между другими генами. Мы применяем набор методологий анализа для оценки степени перестройки транскрипционной сети, наблюдаемой в различных наборах клеточных линий меланомы, с использованием профилей микрочипов экспрессии генов всего генома. Мы оцениваем доказательства перестройки сети в образцах опухолей пациентов с меланомой, используя данные о последовательности РНК, доступные из Атласа генома рака. Мы проводим различие между «неконтролируемыми» и «контролируемыми» сетевыми методами и сравниваем их использование при выявлении последовательных различий в сетях между подмножествами клеточных линий и образцами опухолей. Мы обнаружили, что разные гены играют более важную роль в подмножествах генов в более широкой сети и, следовательно, могут быть лучшими мишенями для лекарств при болезненном состоянии. В конечном счете, мы утверждаем, что наши результаты имеют важное значение для понимания молекулярной патологии меланомы, а также выбора методов лечения для борьбы с этой патологией.
Мы обнаружили, что разные гены играют более важную роль в подмножествах генов в более широкой сети и, следовательно, могут быть лучшими мишенями для лекарств при болезненном состоянии. В конечном счете, мы утверждаем, что наши результаты имеют важное значение для понимания молекулярной патологии меланомы, а также выбора методов лечения для борьбы с этой патологией.  Одной из стратегий идентификации молекулярных физиологических процессов, ответственных за заболевание, является измерение уровней экспрессии генов в больных и здоровых тканях. Дифференциально экспрессируемые гены затем могут быть извлечены, чтобы определить, участвуют ли все или некоторые подмножества этих генов в когерентной сети или вносят вклад в определенные процессы, влияющие на патогенез заболевания. Несмотря на то, что подобный анализ экспрессии генов интуитивно понятен, он сложен. Например, одна из стратегий заявления о том, участвуют ли все дифференциально экспрессируемые гены (DEG) в конкретной сети, заключается в сравнении списка DEG с базами данных, такими как Киотская энциклопедия генов и геномов (Kanehisa and Goto, 2000). (KEGG) или WikiPathways (Pico et al., 2008; Kelder et al., 2012; Kutmon et al., 2016), которые предоставляют информацию о сети, функции или пути, связанном с каждым геном. Если DEG совпадают со списками генов, например, в известных сетях, то можно сделать вывод, что эти сети, вероятно, вносят вклад в патогенез заболевания (Costanzo et al.
Одной из стратегий идентификации молекулярных физиологических процессов, ответственных за заболевание, является измерение уровней экспрессии генов в больных и здоровых тканях. Дифференциально экспрессируемые гены затем могут быть извлечены, чтобы определить, участвуют ли все или некоторые подмножества этих генов в когерентной сети или вносят вклад в определенные процессы, влияющие на патогенез заболевания. Несмотря на то, что подобный анализ экспрессии генов интуитивно понятен, он сложен. Например, одна из стратегий заявления о том, участвуют ли все дифференциально экспрессируемые гены (DEG) в конкретной сети, заключается в сравнении списка DEG с базами данных, такими как Киотская энциклопедия генов и геномов (Kanehisa and Goto, 2000). (KEGG) или WikiPathways (Pico et al., 2008; Kelder et al., 2012; Kutmon et al., 2016), которые предоставляют информацию о сети, функции или пути, связанном с каждым геном. Если DEG совпадают со списками генов, например, в известных сетях, то можно сделать вывод, что эти сети, вероятно, вносят вклад в патогенез заболевания (Costanzo et al. , 2010; Blomen et al., 2015).
, 2010; Blomen et al., 2015).  , 2013). В нисходящем подходе используется базовая схема «проводки» или топология, описывающая связи между генами в сети. Гены, уровни экспрессии которых оцениваются, накладываются на эту сеть, чтобы увидеть, какие гены или уровни корреляции между генами кажутся нарушенными в контексте этой сети. К сожалению, большинство сетевых топологий или диаграмм соединений были разработаны на основе изучения генов в нормальном (то есть не пораженном) состоянии (Califano, 2011; Ideker and Krogan, 2012; Snider et al., 2015). Это проблематично, если сети «перемонтировались» (т. е. топология или связи между генами принципиально различны) в болезненном состоянии, поскольку важные различия между сетями не будут зафиксированы, если уровни экспрессии генов накладываются друг на друга. сеть, которая просто не применяется в болезненном состоянии. То есть различия на более целостном или более широком сетевом уровне и выбор конкретных генов для изучения в дальнейших исследованиях, который руководствуется топологией сети, полученной в нормальном состоянии, может не указывать на важные взаимосвязи, уникальные для болезненного состояния.
, 2013). В нисходящем подходе используется базовая схема «проводки» или топология, описывающая связи между генами в сети. Гены, уровни экспрессии которых оцениваются, накладываются на эту сеть, чтобы увидеть, какие гены или уровни корреляции между генами кажутся нарушенными в контексте этой сети. К сожалению, большинство сетевых топологий или диаграмм соединений были разработаны на основе изучения генов в нормальном (то есть не пораженном) состоянии (Califano, 2011; Ideker and Krogan, 2012; Snider et al., 2015). Это проблематично, если сети «перемонтировались» (т. е. топология или связи между генами принципиально различны) в болезненном состоянии, поскольку важные различия между сетями не будут зафиксированы, если уровни экспрессии генов накладываются друг на друга. сеть, которая просто не применяется в болезненном состоянии. То есть различия на более целостном или более широком сетевом уровне и выбор конкретных генов для изучения в дальнейших исследованиях, который руководствуется топологией сети, полученной в нормальном состоянии, может не указывать на важные взаимосвязи, уникальные для болезненного состояния.

 , 2003; Subramanian et al., 2005) (GSEA) и совместное выражение набора генов Анализ (Choi and Kendziorski, 2009) (GSCA) фокусируется на группах, определенных априорно , и в результате ограничивается определениями групп. Неконтролируемые методы не требуют указания групп априори , а скорее взять все, например, изучаемые клетки и попытаться идентифицировать группы, которые могут повторять или не повторять группы, определяемые известными факторами, такими как наличие мутаций, и поэтому часто дают результаты, которые могут быть трудными для интерпретации или согласования с результатами других неконтролируемых методов (Getz et al., 2000). Кроме того, большинство доступных неконтролируемых методов генетического анализа фокусируются на изучении различий в средних значениях или средних векторах изучаемых факторов внутри групп и между группами (например, значениях экспрессии генов, обилии белков и т. д.) в качестве способа определения того, какие факторы может способствовать различиям между ними.
, 2003; Subramanian et al., 2005) (GSEA) и совместное выражение набора генов Анализ (Choi and Kendziorski, 2009) (GSCA) фокусируется на группах, определенных априорно , и в результате ограничивается определениями групп. Неконтролируемые методы не требуют указания групп априори , а скорее взять все, например, изучаемые клетки и попытаться идентифицировать группы, которые могут повторять или не повторять группы, определяемые известными факторами, такими как наличие мутаций, и поэтому часто дают результаты, которые могут быть трудными для интерпретации или согласования с результатами других неконтролируемых методов (Getz et al., 2000). Кроме того, большинство доступных неконтролируемых методов генетического анализа фокусируются на изучении различий в средних значениях или средних векторах изучаемых факторов внутри групп и между группами (например, значениях экспрессии генов, обилии белков и т. д.) в качестве способа определения того, какие факторы может способствовать различиям между ними.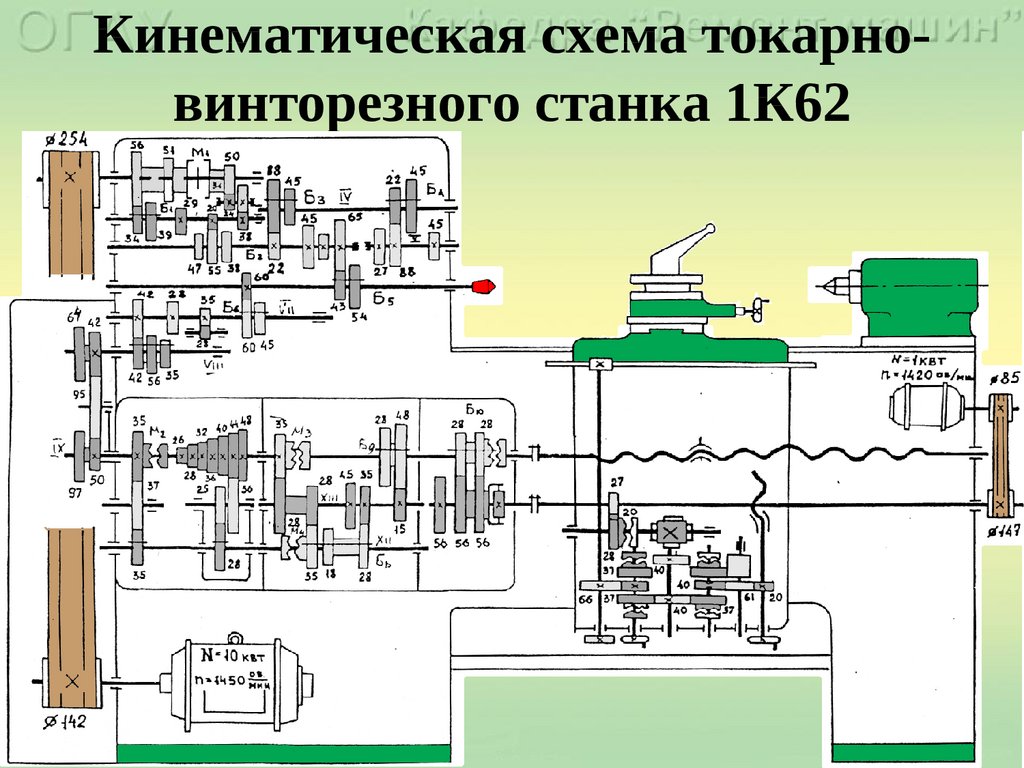 Однако, если, как уже отмечалось, перестройка генетических сетей среди групп нарушает отношения или корреляции между генами (т. е., а не просто средние или средние различия между ними), то сосредоточение внимания на средних уровнях экспрессии генов не позволит выявить групповые различия, хотя этот эффект может быть устранен с помощью различных методов, позволяющих понять идентифицируемые источники вариаций в уровнях экспрессии, таких основных компонентов (Censi et al., 2011).
Однако, если, как уже отмечалось, перестройка генетических сетей среди групп нарушает отношения или корреляции между генами (т. е., а не просто средние или средние различия между ними), то сосредоточение внимания на средних уровнях экспрессии генов не позволит выявить групповые различия, хотя этот эффект может быть устранен с помощью различных методов, позволяющих понять идентифицируемые источники вариаций в уровнях экспрессии, таких основных компонентов (Censi et al., 2011).  е. отношения между генами). Используя эту стратегию, мы стремились идентифицировать гены, которые, по-видимому, играли более важную роль в этих сетях. Затем мы провели сетевой анализ с образцами пациентов из данных меланомы TCGA. Мы заметили, что клеточные линии демонстрируют большую степень перестройки сети или различий, чем образцы пациентов, и поэтому использовали неконтролируемые методы для изучения изменений в поведении сети. Эти анализы позволили нам определить потенциальные мишени для наркотиков. Кроме того, мы также показываем, что эти анализы могут пролить свет на то, как сопоставлять генетические профили пациентов с конкретными методами лечения, используя базу данных по взаимодействию генов наркотиков (Wagner et al., 2016) (DGIdb). В конечном счете, предлагаемые нами методы обеспечивают стратегию для выявления уникальных сетевых особенностей среди уровней экспрессии генов в опухолях и того, как можно использовать эти уникальные особенности для целей нацеливания лекарств.
е. отношения между генами). Используя эту стратегию, мы стремились идентифицировать гены, которые, по-видимому, играли более важную роль в этих сетях. Затем мы провели сетевой анализ с образцами пациентов из данных меланомы TCGA. Мы заметили, что клеточные линии демонстрируют большую степень перестройки сети или различий, чем образцы пациентов, и поэтому использовали неконтролируемые методы для изучения изменений в поведении сети. Эти анализы позволили нам определить потенциальные мишени для наркотиков. Кроме того, мы также показываем, что эти анализы могут пролить свет на то, как сопоставлять генетические профили пациентов с конкретными методами лечения, используя базу данных по взаимодействию генов наркотиков (Wagner et al., 2016) (DGIdb). В конечном счете, предлагаемые нами методы обеспечивают стратегию для выявления уникальных сетевых особенностей среди уровней экспрессии генов в опухолях и того, как можно использовать эти уникальные особенности для целей нацеливания лекарств. Неконтролируемый многомерный смешанный модельный анализ транскриптомов клеточных линий меланомы
 Затем эти 224 гена были сопоставлены с наборами зондов, используемыми в чипах экспрессии генов Affymetrix, применяемых к клеточным линиям CCLE и TGen, имеющимся в нашем распоряжении, для этих анализов на основе максимальной средней интенсивности для каждого гена (дополнительная таблица 2). Мы также получили уровни экспрессии генов для этих генов из данных секвенирования РНК, доступных для образцов меланомы TCGA. Однако только 216 или эти 224 гена могут быть надежно картированы с данными TCGA RNAseq. Мы применили анализ смешанной модели, реализованный в модуле flexmix R (см. Материалы и методы), для идентификации кластеров на основе экспрессии генов в клеточных линиях меланомы SU2C. В разных наборах данных последовательно появлялись две группы клеточных линий. Для клеточных линий SU2C две группы, полученные в результате этого анализа, состояли из 27 и 7 клеточных линий. При применении его к клеточной линии меланомы CCLE размеры группы составляют 39и 19 были идентифицированы (таблица). Более того, для данных TCGA две группы были составлены из 401 и 72 опухолей.
Затем эти 224 гена были сопоставлены с наборами зондов, используемыми в чипах экспрессии генов Affymetrix, применяемых к клеточным линиям CCLE и TGen, имеющимся в нашем распоряжении, для этих анализов на основе максимальной средней интенсивности для каждого гена (дополнительная таблица 2). Мы также получили уровни экспрессии генов для этих генов из данных секвенирования РНК, доступных для образцов меланомы TCGA. Однако только 216 или эти 224 гена могут быть надежно картированы с данными TCGA RNAseq. Мы применили анализ смешанной модели, реализованный в модуле flexmix R (см. Материалы и методы), для идентификации кластеров на основе экспрессии генов в клеточных линиях меланомы SU2C. В разных наборах данных последовательно появлялись две группы клеточных линий. Для клеточных линий SU2C две группы, полученные в результате этого анализа, состояли из 27 и 7 клеточных линий. При применении его к клеточной линии меланомы CCLE размеры группы составляют 39и 19 были идентифицированы (таблица). Более того, для данных TCGA две группы были составлены из 401 и 72 опухолей. Когда все клеточные линии CCLE, включая клеточные линии меланомы, рассматривались вместе, образовавшиеся группы включали 375 и 542 клеточные линии. Графики плотности для апостериорной вероятности групп, идентифицированных с помощью flexmix, показали, что кластеры были наиболее отчетливыми в клеточных линиях меланомы SU2C (Рисунки). Это также видно при просмотре количества ребер, присутствующих при сравнении графов с идентичными узлами (дополнительные рисунки 3, 4). Интересно, что когда мы использовали тесты перестановки для оценки статистической значимости средних уровней экспрессии генов между двумя группами, мы обнаружили, что тесты на равенство средних не выявили статистически значимых различий. Однако тесты на равенство корреляционных матриц между двумя группами дали статистически значимые p — значения для пациентов с меланомой TCGA и для клеточных линий CCLE, когда учитывались все клеточные линии, и умеренно значимые p — учитывались значения только для клеточных линий меланомы CCLE, но незначимые p — значение для клеточных линий меланомы SU2C.
Когда все клеточные линии CCLE, включая клеточные линии меланомы, рассматривались вместе, образовавшиеся группы включали 375 и 542 клеточные линии. Графики плотности для апостериорной вероятности групп, идентифицированных с помощью flexmix, показали, что кластеры были наиболее отчетливыми в клеточных линиях меланомы SU2C (Рисунки). Это также видно при просмотре количества ребер, присутствующих при сравнении графов с идентичными узлами (дополнительные рисунки 3, 4). Интересно, что когда мы использовали тесты перестановки для оценки статистической значимости средних уровней экспрессии генов между двумя группами, мы обнаружили, что тесты на равенство средних не выявили статистически значимых различий. Однако тесты на равенство корреляционных матриц между двумя группами дали статистически значимые p — значения для пациентов с меланомой TCGA и для клеточных линий CCLE, когда учитывались все клеточные линии, и умеренно значимые p — учитывались значения только для клеточных линий меланомы CCLE, но незначимые p — значение для клеточных линий меланомы SU2C. Тем не менее, мы обнаружили, что в каждой когорте группы, определенные в результате анализа смешанной модели, имели статистически значимые различия в профилях экспрессии, основанные по крайней мере на одной статистике используемой комплексной статистики (т.е. либо LLR, дельта AIC, либо дельта BIC статистика; см. таблицу).
Тем не менее, мы обнаружили, что в каждой когорте группы, определенные в результате анализа смешанной модели, имели статистически значимые различия в профилях экспрессии, основанные по крайней мере на одной статистике используемой комплексной статистики (т.е. либо LLR, дельта AIC, либо дельта BIC статистика; см. таблицу). Таблица 1
SU2C MCL CCLE MCL CCLE ACL TCGA Mel MEAN EQUALITY TEST T-Test Statistic 4,99 6,14 6.  60
60 4.31 df 223.00 223.00 223.00 216.00 p -value 1.23E−06 3.66E−09 3.03E−10 2.44E−05 Simulation p-value 3.09E−01 4.  33E−01
33E−01 3.45E−01 3.58E−01 CORRELATION EQUALITY TEST Chi-sq Statistic 1320.27 1915.88 66408.10 76275.79 df 561.00 1653.00 22791.00 22366.  00
00 p -value 4.30E−63 6.50E−06 0.00E+00 0.00E+00 Simulation p -value 8.89E−02 4.60E−02 9.99E−04 9.99E-04 FLEXMIX 2 ГРУППЫ VS. 1 GROUP LLR Statistic 9.  35
35 0.44 9.48 34.40 LLR Permuted P -Value 8.99E−03 3.79E−01 1.30E−02 9.99E−04 Delta AIC Statistic −3.35 5.56 −3.48 −28.40 Delta AIC Permuted P -Value 8.  99E−03
99E−03 3.80E−01 1.30E−02 9.99E−04 Delta BIC Statistic 1.23 11.74 10.98 −15.92 Delta BIC Permuted P -Value 9.99E−04 2.90E−02 3.20E−02 9.99E−04 FLEXMIX 3 GROUPS VS.  1 ГРУППА
1 ГРУППА LLR Статистика 9.35 0.51 9.56 39.45 LLR Permuted P -Value 2.80E−02 4.83E−01 3.00E−02 9.99E−04 Delta AIC Statistic 2.65 11.  49
49 2.44 −27.45 Delta AIC Permuted P -Value 2.80E−02 4.83E−01 3.00E−02 9.99E −04 Delta BIC Statistic 11.80 23.85 31.37 −2.50 Delta BIC Permuted P -Value 9.  99E−04
99E−04 9.99E−03 1.05E−01 9.99E−04
Открыть в отдельном окне
Выполнены тесты на равенство среднего вектора и ковариации внутри групп и использованы тесты на основе перестановок логарифмического отношения правдоподобия для оценки силы одной, двух или трех групп .
Открыть в отдельном окне
Попарная корреляция между генами MAPK Pathway из идентифицированных кластеров с использованием flexmix использовалась для создания тепловых карт. Верхняя правая половина матрицы представляла собой коэффициенты корреляции из кластера 1, тогда как нижняя левая половина матрицы представляла собой коэффициенты корреляции из кластера 2. Впоследствии выполнялась иерархическая кластеризация с использованием либо расстояний от коэффициентов кластера 1 90 624 (A,C) 90 625, либо коэффициентов кластера 2. (Б, Г) . (A, B) представляют собой кластеры, полученные из flexmix, на клеточных линиях меланомы SU2C. (C, D) представляют собой кластеры, полученные из flexmix, на клеточных линиях меланомы CCLE.
(Б, Г) . (A, B) представляют собой кластеры, полученные из flexmix, на клеточных линиях меланомы SU2C. (C, D) представляют собой кластеры, полученные из flexmix, на клеточных линиях меланомы CCLE.
Чтобы визуализировать отношения между генами на основе уровней их экспрессии и оценить их согласованность между двумя группами, определенными в каждом наборе данных, мы извлекли парные коэффициенты корреляции Спирмена из матриц корреляции, а затем создали тепловые карты, связанные с этими матрицами в в котором записи выше диагонали были из одного группового набора, а записи ниже диагонали — из другого (рисунки , дополнительные рисунки 5,6). Если бы корреляции были одинаковыми, матрицы тепловых карт были бы полностью симметричными. Однако тепловые карты ясно указывают на различия между кластерами, основанными на анализе flexmix, в каждом из наборов данных, хотя различия были более выражены в клеточных линиях меланомы SU2C и клеточных линиях меланомы CCLE.
Объясняет ли статус мутации кластеризацию?
Чтобы оценить, объясняют ли общие факторы в клеточных линиях и опухолях меланомы кластеризацию смешанной модели, мы выполнили логистическую регрессию, используя статус мутации BRAF и KRAS в качестве предикторов принадлежности к кластеру; Статус мутаций BRAF и NRAS для членства в кластере клеточной линии меланомы CCLE; и статус мутации BRAF V600E для членства в кластере образцов пациентов TCGA. В каждом анализе мы обнаружили, что статус мутации не был значимым предиктором принадлежности к кластеру (таблица). Для клеточных линий CCLE мы также выполнили логистическую регрессию с изменением количества копий, статусом мутации, вставки и делеции в качестве предикторов принадлежности к кластеру. Интересно, что для подмножества клеточных линий меланомы в данных CCLE графики QQ и с поправкой на FDR 9Значения 0642 p не указывали на какие-либо значимые предикторы принадлежности к кластеру (дополнительная фигура 3C), хотя для всего набора клеточных линий CCLE графики QQ и значения p с поправкой на FDR действительно предполагали, что генетические вариации могут предсказать или объяснить две группы, которые были идентифицированы (дополнительная фигура 3D). Эти результаты аналогичным образом наблюдались в анализе, в котором вариации числа копий (CNV) использовались в качестве предикторов принадлежности к кластеру (дополнительная фигура 7), что позволяет предположить, что различия в экспрессии генов, выявленные во всей когорте CCLE, потенциально возникают из-за CNV.
Эти результаты аналогичным образом наблюдались в анализе, в котором вариации числа копий (CNV) использовались в качестве предикторов принадлежности к кластеру (дополнительная фигура 7), что позволяет предположить, что различия в экспрессии генов, выявленные во всей когорте CCLE, потенциально возникают из-за CNV.
Таблица 2
Таблица результатов теста ассоциации между априорно названными кластерами и общими факторами меланомы.
| SU2C MAPK pathway cluster | TCGA MAPK pathway cluster | CCLE melanoma cell lines MAPK pathway cluster | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mutation | Estimate | Std.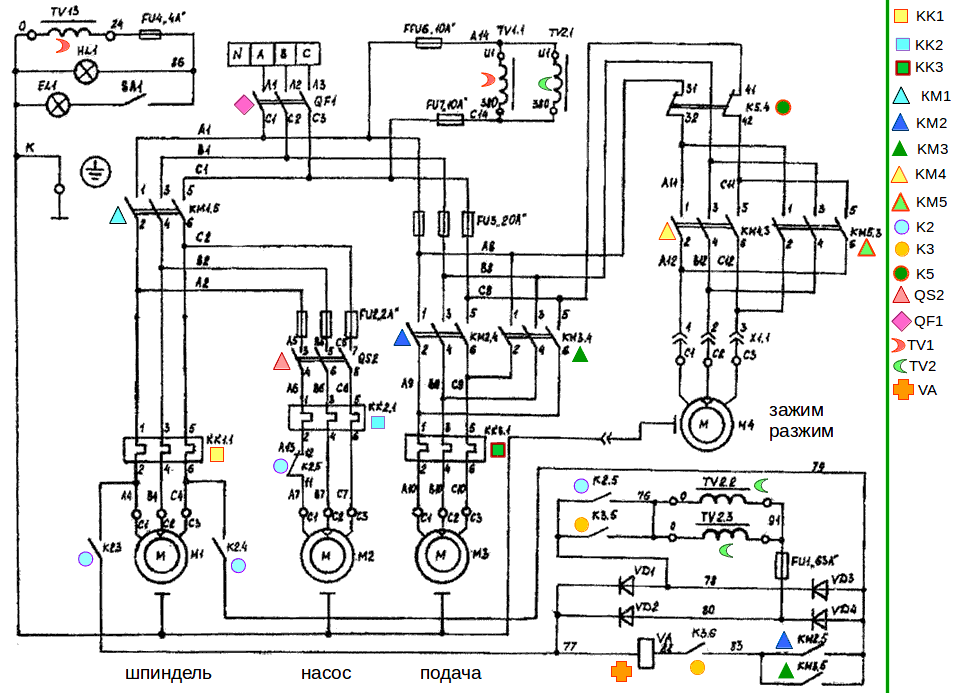 ошибка ошибка | z -значение | Pr(>|z|) | Оценка | Станд. ошибка | z -значение | Pr(>|z|) | Оценка | Станд. error | z -value | Pr(>|z|) |
| BRAF+/– | 0. 2136 2136 | 0.8554 | 0.25 | 0.8028 | −0.2231 | 0.8878 | −0.251 | 0.8016 | ||||
| KRAS+/– | 0.3365 | 0.9562 | 0.352 | 0.72492 | ||||||||
| BRAFv600e + /– | −0. 1234 1234 | 0.2786 | −0.443 | 0.658 | ||||||||
| NRAS+/– | −0.5522 | 0.9289 | −0.594 | 0.552 | ||||||||
Open in a separate window
We test against available mutation status TCGA melanoma patients, SU2C melanoma cell lines, and Клеточные линии меланомы CCLE .
Анализ степени центральности
Для каждой группы или кластера, идентифицированных в результате анализа многомерной смешанной модели (flexmix) (для k = 2 групп), мы оценили статистическую значимость различий в парных корреляциях экспрессии генов (где ребра были сохранены). если ρ(rij2)≤05). Затем мы удалили все ребра (т. е. пары генов), корреляция уровней экспрессии которых не была статистически значимой. Мы рассчитали статистику степени центральности для тех генов, у которых сила парной корреляции была статистически значимой. Затем более связанные или центральные гены были извлечены на основе статистики центральности каждой степени и нанесены на карту в базу данных взаимодействий генов наркотиков (таблица). Этот анализ показал, что бортезомиб и карфилзомиб являются потенциальными лекарственными мишенями в одном из кластеров, идентифицированных для каждой из SU2C, меланомы CCLE и всех клеточных линий CCLE. Однако тот же самый анализ, примененный ко второму кластеру для каждого из этих наборов данных, показал, что разные препараты (тофацитиниб, AT9283, AZD1480, пакритиниб, тофацитиниб и цитрат) были бы лучшими кандидатами, как минимум на основе связанности или центральности генов с учетом идентифицированных сил или сетей корреляции транскрипции. Для клеточных линий меланомы CCLE и опухолей TCGA лекарственные средства не были идентифицированы на основании этого анализа для второй группы. Наконец, мы сравнили общую статистику степени центральности по всем наборам данных, чтобы оценить их согласованность (рис. ). Графики плотности, основанные на этих статистических данных, предполагают, что перестройка сети была более выражена в клеточных линиях меланомы SU2C и клеточных линиях меланомы CCLE, поскольку на графиках было более очевидное смешение плотностей в этих когортах. Графики плотности для образцов TCGA и полного набора клеточных линий для набора данных CCLE были очень похожи и указывали на то, что различия в идентифицированных сетях снова были не такими выраженными (дополнительные рисунки 9).,10). Вероятно, это связано с неоднородностью между образцами пациентов с TCGA и кросс-тканевым пан-CCLE-анализом (т. Е. Линии клеток происходят из разных тканей, поэтому, вероятно, они имеют очень разные базовые сети).
Для клеточных линий меланомы CCLE и опухолей TCGA лекарственные средства не были идентифицированы на основании этого анализа для второй группы. Наконец, мы сравнили общую статистику степени центральности по всем наборам данных, чтобы оценить их согласованность (рис. ). Графики плотности, основанные на этих статистических данных, предполагают, что перестройка сети была более выражена в клеточных линиях меланомы SU2C и клеточных линиях меланомы CCLE, поскольку на графиках было более очевидное смешение плотностей в этих когортах. Графики плотности для образцов TCGA и полного набора клеточных линий для набора данных CCLE были очень похожи и указывали на то, что различия в идентифицированных сетях снова были не такими выраженными (дополнительные рисунки 9).,10). Вероятно, это связано с неоднородностью между образцами пациентов с TCGA и кросс-тканевым пан-CCLE-анализом (т. Е. Линии клеток происходят из разных тканей, поэтому, вероятно, они имеют очень разные базовые сети).
Таблица 3
Статистика центральности сетевых узлов идентифицировала центральные узлы для каждого параметра.
| Набор данных | Центральность | Близость | Промежуточность | Eigenvector | Consensus | Predicted drug targets | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| SU2C K1 | 201274_at (PSMA5) | 201274_at (PSMA5) | 201274_at (PSMA5) | 201532_at (PSMA3) | PSMA5 | Bortezomib, Carfilzomib | ||||
| SU2C K2 | 227677_AT (JAK3) | 227677_AT (JAK3) | 227677_AT (JAK3) | 227677_AT (JAK3) | 227677_AT (JAK3) | (JAK3) | (JAK3) | . 0239 0239 | JAK3 | TOFACITINIB, AT9283, AZD1480, PACRITINIB, TOFACITINIB CITRATE |
| CCLE Mel K1 | 201388_at (PSMD3) | 201979_s_at (PPP5C) | 201388_at (PSMD3) | 201388_at (PSMD3) | PSMD3 | BORTEZOMIB, CARFILZOMIB | ||||
| CCLE Mel K2 | 226163_at (SYNGAP1, ZBTB9) | 226163_at (SYNGAP1, ZBTB9) | 207243_s_at (CALM2) | 226163_at (SYNGAP1, ZBTB9) | SYNGAP1, ZBTB9 | NA | ||||
| CCLE All K1 | 201274_at (PSMA5) | 201274_at (PSMA5) | 201274_at (PSMA5) | 201274_at (PSMA5) | PSMA5 | BORTEZOMIB, CARFILZOMIB | ||||
| CCLE All k2 | 208799_at (PSMB5) | 208799_at (PSMB5) | 208799_at (PSMB5) | 201400_at (PSMB3) | PSMB5 | BORTEZOMIB, CARFILZOMIB, OPROZOMIB | ||||
| TCGA Mel K1 | x819 (APBB1IP) | x14671 (RASGRF1) | x14671 (RASGRF1) | x819 (APBB1IP) | APBB1IP, RASGRF1 | NA | ||||
| TCGA Mel K2 | x819 (APBB1IP ) | x14632 (RAP1A) | x14632 (RAP1A) | x819 (APBB1IP) | APBB1IP, RAP1A | NA |
Open in a separate window
Consensus-based approach was used to genes to соответствие DGIdb для идентификации терапевтических агентов-кандидатов .
Открыть в отдельном окне
Графики плотности параметров степени центральности. (A–D) основаны на анализе клеточных линий меланомы SU2C, а (E–H) основаны на анализе клеточных линий меланомы CCLE. Графики представляют собой плотности центральности для (A,E) , близости для (B,F) , промежуточности для (C,G) и центральности собственного вектора для (D,H) .
Эквивалентны ли сети для групп с определенным статусом мутации по сравнению с обычными элементами управления?
Мы проверили возможность того, что перемонтаж сети происходит как следствие мутации (т. е. подгруппы, идентифицированные с контролируемой кластеризацией, были связаны с наличием специфической мутации в соответствующих клеточных линиях). Сначала мы проверили равенство корреляционных матриц, полученных из групп, определенных статусом мутации, для каждого набора данных, определяемого: BRAF+, BRAF-, KRAS+ и KRAS-, с корреляционными матрицами, полученными из данных об экспрессии генов, контролирующих фибробласты кожи (как описано в Материале). раздел «Методы»). Основываясь на этих тестах на эквивалентность матрицы, мы обнаружили доказательства статистически значимой перестройки при сравнении клеточных линий, определяемых BRAF+, BRAF- и KRAS-, с данными по фибробластам кожи (таблица). Однако при тестировании KRAS+ по сравнению с контрольными группами различия корреляционной матрицы не были статистически значимыми по сравнению с данными, полученными на основе данных о фибробластах кожи (это могло быть результатом небольшого размера выборки для клеточных линий KRAS+; н = 8).
раздел «Методы»). Основываясь на этих тестах на эквивалентность матрицы, мы обнаружили доказательства статистически значимой перестройки при сравнении клеточных линий, определяемых BRAF+, BRAF- и KRAS-, с данными по фибробластам кожи (таблица). Однако при тестировании KRAS+ по сравнению с контрольными группами различия корреляционной матрицы не были статистически значимыми по сравнению с данными, полученными на основе данных о фибробластах кожи (это могло быть результатом небольшого размера выборки для клеточных линий KRAS+; н = 8).
Таблица 4
Таблица тестов на равенство корреляций для генов в указанных сетях.
| Dataset | Samples | Network | St Chi-sq | Sim Mut St p -value | JR Chi-sq | Sim Mut JR p -value | Sig in 1 модель? |
|---|---|---|---|---|---|---|---|
| TGen cell line | BRAF+/– | BRAF GM | 2. 09E+02 09E+02 | 1.90E − 02 | 8.02E+02 | 7.54E−01 | * |
| BRAF+/control | BRAF GM | 3.17E+02 | 9.10E − 03 | 9.73E+02 | 2.68E−01 | * | |
| BRAF-/Контроль | BRAF GM | 3. 34E+02 34E+02 | 3.10E − 03 | 6.71E+02 | 8.98E−01 | * | |
| KRAS+/Control | BRAF GM | 2.28E+02 | 1.33E−01 | 1.09E+03 | 6.02E−01 | ||
| KRAS−/Control | BRAF GM | 3./images/skeemid/puurpink.png) 73E+02 73E+02 | 5.00E − 04 | 7.93E+02 | 3.41E−01 | * | |
| KRAS+/– | KRAS GM | 1.58E+02 | 4.37E−01 | 6.78E+02 | 4.20E − 02 | * | |
| BRAF+/control | KRAS GM | 3. 11E+02 11E+02 | 6.30E − 03 | 7.22E+02 | 8.20E−01 | * | |
| BRAF-/Контроль | KRAS GM | 2.86E+02 | 1.48E − 02 | 7.07E+02 | 9.10E−01 | * | |
| KRAS+/Control | KRAS GM | 2.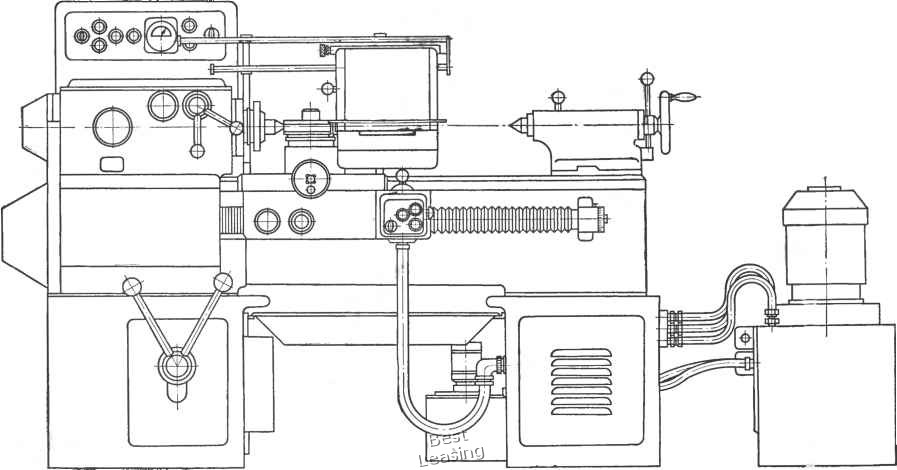 08E+02 08E+02 | 2.41E−01 | 1.08E+03 | 7.45E−01 | ||
| KRAS−/Control | KRAS GM | 3.39E+02 | 8.00E − 04 | 5.36E+02 | 9.53E−01 | * | |
| TCGA samples | BRAF+/– | BRAF GM | 6. 73E+02 73E+02 | 1.81E−01 | 1.33E+03 | 2.69E − 02 | * |
| BRAF V600E +/BRAFwt | BRAF GM | 6.58E+02 | 2.26E−01 | 1.33E+03 | 3.19E − 02 | * | |
| TCGA (WT somatic calls) | BRAF+/– (add somatic called) | BRAF GM | 6. 36E+02 36E+02 | 3.11E−01 | 1.20E+03 | 3.59E−01 | |
| BRAF V600E +/BRAFwt | BRAF GM | 6.25E+02 | 3.64E−01 | 1.24E+03 | 3.00E−01 | ||
| BRAF V600E +/BRAFwt | 26 DEGs GM | 1. 95E+04 95E+04 | 1.89E-02 | 9.24E+04 | 9.99E-01 | * |
Открыть в отдельном окне
Тесты проводятся между мутантными и дикими образцами. Звездочки обозначают как минимум один значимый тест в рамках сравнения (Штигер или Дженнрих).
Значения, выделенные жирным шрифтом, имеют значение p с поправкой FDR < 0,05 .
Когда мы проверили эквивалентность корреляционных матриц в группах с определенным статусом мутации BRAF и KRAS в каждом наборе данных, мы обнаружили доказательства статистически значимых различий на основе тестов, которые включали перестановку статуса мутации (таблица). Мы использовали дифференциальные корреляции между группами, определенными мутантами, и группами, определенными диким типом, чтобы оценить общую степень перестройки. Для генов, связанных с BRAF, мы обнаружили сильные корреляционные различия между группами BRAF+ и BRAF- в небольшом наборе пар генов. Однако для генов, связанных с KRAS, примерно половина пар генов демонстрировала статистически значимые корреляционные изменения при оценке различий между группами KRAS+ и KRAS- (Рисунки). Интересно, что когда мы рассматривали гены, определенные в сети BRAF для образцов меланомы TCGA, мы также наблюдали различия при сравнении корреляционных матриц, полученных из BRAF+/BRAF-, а также корреляционных матриц, полученных из BRAF V600E+/BRAF- (значительно по методу Дженнриха, р < 0,027 и р < 0,032 соответственно; Стол ). Однако, когда мы использовали VarScan для вызова статуса соматической мутации и присвоения статуса мутации образцам опухоли пациентов, сигнал из теста матричной эквивалентности был потерян, что позволяет предположить, что изменения сетевой эквивалентности наблюдались только в отфильтрованных образцах.
Для генов, связанных с BRAF, мы обнаружили сильные корреляционные различия между группами BRAF+ и BRAF- в небольшом наборе пар генов. Однако для генов, связанных с KRAS, примерно половина пар генов демонстрировала статистически значимые корреляционные изменения при оценке различий между группами KRAS+ и KRAS- (Рисунки). Интересно, что когда мы рассматривали гены, определенные в сети BRAF для образцов меланомы TCGA, мы также наблюдали различия при сравнении корреляционных матриц, полученных из BRAF+/BRAF-, а также корреляционных матриц, полученных из BRAF V600E+/BRAF- (значительно по методу Дженнриха, р < 0,027 и р < 0,032 соответственно; Стол ). Однако, когда мы использовали VarScan для вызова статуса соматической мутации и присвоения статуса мутации образцам опухоли пациентов, сигнал из теста матричной эквивалентности был потерян, что позволяет предположить, что изменения сетевой эквивалентности наблюдались только в отфильтрованных образцах.
Открыть в отдельном окне
Дифференциальная парная корреляция (A) ассоциированных с BRAF генов, дифференцированных по мутационному статусу BRAF и (B) KRAS-ассоциированные гены, дифференцированные по статусу мутации KRAS.
Анализ дифференциально экспрессируемых генов BRAF V600E+/– с данными опухолях меланомы TCGA
Мы идентифицировали гены, которые демонстрируют средние различия в уровне экспрессии генов между образцами опухолей BRAF V600E+ и BRAF- во всех данных TCGA с использованием DESeq (с поправкой на FDR p < 0,05) и edgeR (FDR <0,01) между и идентифицировали 26 дифференциально экспрессируемых генов (DEG) (таблица). Затем эти гены были использованы для извлечения новой генной сети из geneMANIA. Как и ожидалось, когда мы сравнили матрицы корреляции, основанные на генах в этой новой сети между группами BRAF+ и BRAF-, мы наблюдали статистически значимые изменения сети. Однако анализ сетей GO, полученных из этих генов, показал в основном незначительные различия между образцами пациентов с BRAF V600E+ и BRAF-. Эти результаты показывают, что индивидуальная перестройка сети, возможно, была изолирована от конкретных узлов и была менее выражена, чем по сравнению с клеточными линиями меланомы.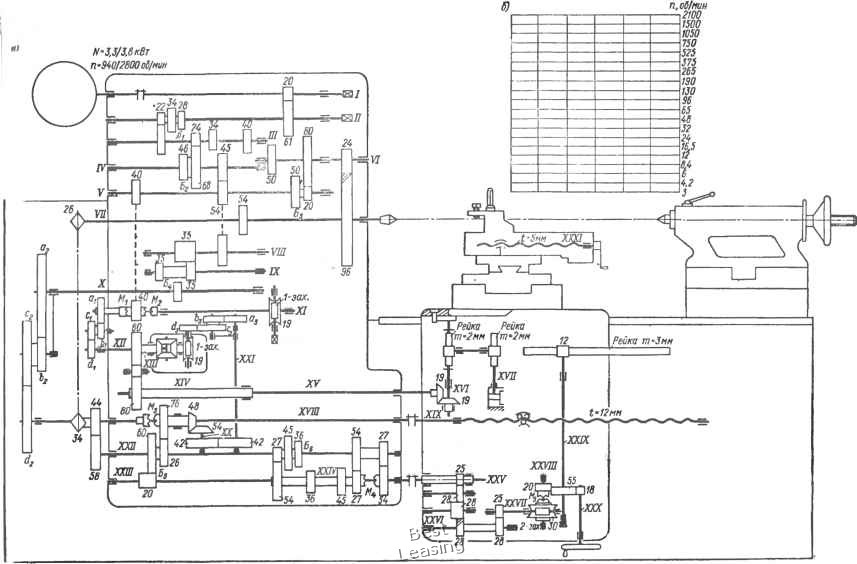 Для дальнейшего исследования общих различий в корреляциях между уровнями экспрессии генов между образцами TCGA BRAF V600E+/– мы рассчитали корреляцию Спирмена между 348 DEG (edgeR FDR <0,01 и 9 с поправкой на DESeq FDR).0642 p <0,05) и все остальные гены, по которым у нас были данные об уровне экспрессии. Используя строгий порог значимости, скорректированный Бонферрони, мы наблюдали 63 118 (0,88%) значимых корреляций генов у пациентов с BRAF V600E+, 81 765 (1,14%) значимых корреляций генов в образцах BRAF- и 21 844 (0,31%) значимых пар генов в целом. В целом мы обнаружили, что большинство значимых корреляций пар генов были значительными только в одной из групп (дополнительная фигура 8), что еще раз указывает на то, что сила корреляции и общие сети транскрипции между образцами опухолей TCGA BRAF V600E+ и BRAF- уникальны.
Для дальнейшего исследования общих различий в корреляциях между уровнями экспрессии генов между образцами TCGA BRAF V600E+/– мы рассчитали корреляцию Спирмена между 348 DEG (edgeR FDR <0,01 и 9 с поправкой на DESeq FDR).0642 p <0,05) и все остальные гены, по которым у нас были данные об уровне экспрессии. Используя строгий порог значимости, скорректированный Бонферрони, мы наблюдали 63 118 (0,88%) значимых корреляций генов у пациентов с BRAF V600E+, 81 765 (1,14%) значимых корреляций генов в образцах BRAF- и 21 844 (0,31%) значимых пар генов в целом. В целом мы обнаружили, что большинство значимых корреляций пар генов были значительными только в одной из групп (дополнительная фигура 8), что еще раз указывает на то, что сила корреляции и общие сети транскрипции между образцами опухолей TCGA BRAF V600E+ и BRAF- уникальны.
Тесты центральности сети для клеточных линий меланомы TGen
Для изучения важности отдельных генов или пар генов в сетях корреляции транскрипции, которые мы наблюдали при анализе данных клеточной линии меланомы TGen, мы рассчитали статистику центральности узлов для каждой сеть. Эти анализы показали, что наиболее важными генами, связанными с клеточными линиями BRAF+ для всех генов в сети BRAF, были ARAF, RAF1 и OIPS; тогда как наиболее центральными или связанными генами в клеточных линиях BRAF были RAF1 и HRAS (Рисунки и Таблица). Для генов в сети, полученной из BRAF geneMANIA, средняя корреляция по всей статистике центральности узлов составила 0,1121 для BRAF+/- и 0,0001 для KRAS+/-, что указывает на существование разных центральных узлов (таблицы , ) для сетей. Для сети KRAS geneMANIA мы наблюдали отрицательную корреляцию при сравнении их по клеточным линиям KRAS+/– для всех статистических данных о центральности узлов (таблица), что указывает на то, что в сетях происходит обширная перестройка транскрипции. Кроме того, на основе генов, которые оказались наиболее важными для идентифицированных сетей, анализ DGIdb предложил различные мишени для наркотиков. Для клеточных линий BRAF+ наиболее центральные или связанные гены в сетях указывали на то, что ингибиторы MEK могут быть вероятными лекарствами-кандидатами (таблица).
Эти анализы показали, что наиболее важными генами, связанными с клеточными линиями BRAF+ для всех генов в сети BRAF, были ARAF, RAF1 и OIPS; тогда как наиболее центральными или связанными генами в клеточных линиях BRAF были RAF1 и HRAS (Рисунки и Таблица). Для генов в сети, полученной из BRAF geneMANIA, средняя корреляция по всей статистике центральности узлов составила 0,1121 для BRAF+/- и 0,0001 для KRAS+/-, что указывает на существование разных центральных узлов (таблицы , ) для сетей. Для сети KRAS geneMANIA мы наблюдали отрицательную корреляцию при сравнении их по клеточным линиям KRAS+/– для всех статистических данных о центральности узлов (таблица), что указывает на то, что в сетях происходит обширная перестройка транскрипции. Кроме того, на основе генов, которые оказались наиболее важными для идентифицированных сетей, анализ DGIdb предложил различные мишени для наркотиков. Для клеточных линий BRAF+ наиболее центральные или связанные гены в сетях указывали на то, что ингибиторы MEK могут быть вероятными лекарствами-кандидатами (таблица).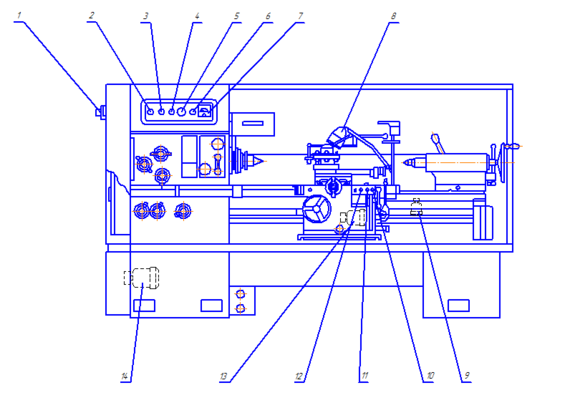 Однако для клеточных линий BRAF- ингибиторы mTOR были предсказаны как лучшие мишени.
Однако для клеточных линий BRAF- ингибиторы mTOR были предсказаны как лучшие мишени.
Открыть в отдельном окне
Статистика центральности сети, определяющая дифференциальные центральные узлы между пациентами с BRAF+ и BRAF- по данным TCGA. (A) Центральность по степени, (B) Центральность по близости, (C) Центральность по промежуточности и (D) Центральность по собственному вектору могут использоваться для оценки различных свойств сети.
Таблица 5
Оценка значимых узлов по параметрам степени центральности.
| Dataset | Samples | Network | DC | BW | CL | EC | Consensus | Predicted drug targets (top только гены) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| Клеточная линия TGen | BRAF+ | BRAF GM | ARAF | ARAF | 9 OIPS, RAF | 6 ARAF0239 | ARAF | ARAF | Sorafenib, Trametinib, Regorafenib, BMS- | 2, Adenosine Triphosphate |
| BRAF− | BRAF GM | HRAS | RAF1, HRAS | RAF1, HRAS | HRAS | HRAS | AZD8055, Everolimus, DB08751 | |||
| KRAS+ | KRAS GM | RASSF2, RGL2 | RASSF2, RGL2 | RASSF2, RGL2 | RASSF2, RGL2 | RASSF2, RGL2 | ||||
| KRAS− | KRAS GM | NTF3 | NTF3 | NTF3 | NTF3 | NTF3 | ||||
| TCGA Samples | BRAF+ | BRAF GM | CCDC88A | CNKSR1 | CNKSR1 | CCDC88A | CCDC88A, CNKSR1 | |||
| BRAF V600E+ | BRAF GM | CCDC88A | CNSKR1 | RHEBL1 | CCDC88A | CCDC88A | ||||
| BRAF− | BRAF GM | RAP2C | RHEBL1 | RAP2C | RAP2C | RAP2C | ||||
| BRAF V600E+ | 26 DEGs GM | ATF1, CSTF3 , GTG2E1, GFT2E2, GTF3A, PHTF2, TFEC, TFPI, TF, BCL2L15, FAM3C, PMCHL1 | BCAP29 | CSTF3 | BCAP29 | BCAP29 | ||||
| BRAF− | 26 DEGs GM | TFPI | BCAP29 | TFPI | BCAP29 | TFPI, BCAP29 |
Open in a separate window
A consensus-based approach was used to genes to match to DGIdb to идентифицировать терапевтические агенты-кандидаты .
Таблица 6
Сравнение параметров степени центральности посредством корреляций.
| Набор данных | Samples | Network | DC cor | BW cor | CL cor | EC cor | Avg cor |
|---|---|---|---|---|---|---|---|
| TGen Cell Line | BRAF +/– | BRAF GM | 0,05 | 0,15 | 0,10 | 0,14 | 0,11 |
| 98 | |||||||
| 98 | |||||||
| 98 | |||||||
| 698 0,11 | |||||||
| 98 | |||||||
| 0.10 | 0.03 | 0.00 | −0.14 | 0.00 | |||
| TGen Cell Line | BRAF+/– | KRAS GM | −0.06 | −0.10 | −0.36 | −0.42 | − 0.23 |
| TGen Cell Line | KRAS+/– | KRAS GM | −0. 50 50 | −0.19 | −0.59 | −0.32 | − 0.40 |
| TCGA Samples | BRAF+/– | BRAF GM | 0.77 | 0.26 | 0.28 | 0.85 | 0.54 |
| TCGA Samples | BRAF V600E +/BRAFwt | BRAF GM | 0. 78 78 | 0.36 | 0.48 | 0.86 | 0.62 |
| TCGA (WT somatic calls) | BRAF+/– (add somatic called) | BRAF GM | 0.78 | 0.51 | 0.44 | 0.87 | 0.65 |
| TCGA (WT somatic calls) | BRAF V600E +/BRAFwt | BRAF GM | 0. 79 79 | 0.68 | 0.65 | 0.85 | 0.74 |
| TCGA (WT somatic calls ) | BRAF V600E +/BRAFwt | 26 DEGs GM | 0.24 | 0.81 | 0.35 | 0.46 | 0.47 |
 0239
0239 Open in a separate window
DC, Степень центральности; ЧБ, Посредничество; CL, Близость; EC, Центральность собственного вектора .
Значения, выделенные жирным шрифтом, указывают на отрицательную среднюю корреляцию .
Тесты центральности в сети для данных TCGA
Анализ центральности и связи образцов пациентов с TCGA на основе статуса мутации BRAF также выявил отдельные центральные гены в транскрипционных сетях. Хотя наблюдалась сильная положительная корреляция для статистики центральности каждого узла ( r > 0,48) между BRAF+ и BRAF V600E+ по сравнению с BRAF-, сети, полученные на основе коэффициентов корреляции на основе экспрессии генов для пациентов с BRAF+, имели CCDC88A и CNKSR1 как большинство центральные или связанные гены, тогда как сети, полученные из образцов BRAF V600E+, имели только CCDC88A в качестве наиболее важного узла (Рисунки и Таблица). CCDC88A является ключевым модулятором сигнального пути AKT-mTOR (The UniProt Consortium, 2015), а CNKSR1 способствует инвазии раковых клеток посредством NFκB-зависимой передачи сигналов (Fritz and Radziwill, 2010; Table). Было обнаружено, что для сетей, полученных из BRAF, центральным узлом является RAP2C, который представляет собой белок, связанный с RAS, в сигнальном пути MAPK / ERK. Консенсусные центральные узлы для клеточных линий меланомы с мутациями BRAF и без них были сопоставлены с лекарствами-кандидатами с использованием DGIdb. Интересно, что ингибиторы RAF и MEK (сорафениб, траметиниб, регорафениб, BMS-
Было обнаружено, что для сетей, полученных из BRAF, центральным узлом является RAP2C, который представляет собой белок, связанный с RAS, в сигнальном пути MAPK / ERK. Консенсусные центральные узлы для клеточных линий меланомы с мутациями BRAF и без них были сопоставлены с лекарствами-кандидатами с использованием DGIdb. Интересно, что ингибиторы RAF и MEK (сорафениб, траметиниб, регорафениб, BMS-
Присутствуют ли сильные ребра как в группах мутантов, так и в группах дикого типа?
Чтобы оценить силу полученных коэффициентов корреляции, мы оценили общее распределение коэффициентов (дополнительная фигура 18). Мы обнаружили, что распределение попарной корреляции для генов, ассоциированных с BRAF, было примерно одинаковым как в подгруппах BRAF+, так и в подгруппах BRAF-. Однако при оценке генов, связанных с KRAS, была увеличена доля коэффициентов корреляции вблизи хвоста для подгруппы KRAS+ по сравнению с подгруппой KRAS-, что предполагает существование более сильной сети в подгруппе KRAS+. Это дополнительно подтверждается при оценке верхних 5% хвоста в коэффициентах корреляции (для генов, ассоциированных с BRAF, r = 0,54 в обеих подгруппах BRAF+/BRAF-; для KRAS-ассоциированных генов r = 0,46 в подгруппе KRAS- и r = 0,76 в подгруппе KRAS+).
Однако при оценке генов, связанных с KRAS, была увеличена доля коэффициентов корреляции вблизи хвоста для подгруппы KRAS+ по сравнению с подгруппой KRAS-, что предполагает существование более сильной сети в подгруппе KRAS+. Это дополнительно подтверждается при оценке верхних 5% хвоста в коэффициентах корреляции (для генов, ассоциированных с BRAF, r = 0,54 в обеих подгруппах BRAF+/BRAF-; для KRAS-ассоциированных генов r = 0,46 в подгруппе KRAS- и r = 0,76 в подгруппе KRAS+).
Чтобы оценить, наблюдались ли самые сильные паттерны коэкспрессии в нормальных лабораторных условиях, мы извлекли все коэффициенты корреляции <-0,7 или >0,7 (дополнительная таблица 2). Затем мы использовали полученный список генов в качестве входных данных для GeneMANIA, чтобы рассчитать долю ребер, о которых сообщалось ранее. Мы обнаружили, что большинство сильных ребер совместного выражения ранее не были идентифицированы (дополнительная фигура 19).). В частности, для подгруппы BRAF- RAP2B и RAP2C совместно локализованы и имеют общие белковые домены; для подгруппы BRAF+ BRAF и RHEB находятся на одном и том же пути и имеют физические взаимодействия; а для подгруппы KRAS+ RALA и UBE2K экспрессируются совместно, KRAS и RASSF2 имеют физические взаимодействия, RGL2 и KRAS находятся на одном и том же пути и имеют физические взаимодействия, а RASSF2 и APBB1IP имеют общие белковые домены. Таким образом, ранее сообщалось только о шести из 24 идентифицированных сильных ребер. Такое малое количество повторяющихся ребер на самом деле может быть частично связано с выборочными и статистическими артефактами, связанными, например, с низкой ожидаемой корреляцией в равновесных состояниях из-за эффектов ограничения диапазона (Giuliani et al., 2004; Gorban et al. ., 2010). Фактически, обнаружение того, что сильно коррелированные гены не наблюдаются в равновесных состояниях, еще больше указывает на необходимость использования неконтролируемых подходов, поскольку такие подходы не требуют навязывания предположений о факторах или топологии сети, которые управляют патогенезом заболевания.
Таким образом, ранее сообщалось только о шести из 24 идентифицированных сильных ребер. Такое малое количество повторяющихся ребер на самом деле может быть частично связано с выборочными и статистическими артефактами, связанными, например, с низкой ожидаемой корреляцией в равновесных состояниях из-за эффектов ограничения диапазона (Giuliani et al., 2004; Gorban et al. ., 2010). Фактически, обнаружение того, что сильно коррелированные гены не наблюдаются в равновесных состояниях, еще больше указывает на необходимость использования неконтролируемых подходов, поскольку такие подходы не требуют навязывания предположений о факторах или топологии сети, которые управляют патогенезом заболевания.
Анализ реконструкции сети De novo
Мы также рассмотрели возможность реконструкции транскрипционных сетей de novo с использованием WCGNA (Gautier et al., 2004; Barrett et al., 2013) в группах с мутационным статусом (под наблюдением) на меланоме TGen клеточные линии и образцы пациентов с меланомой TCGA. Для клеточных линий меланомы TGen модули WGCNA были созданы с использованием групп мутаций BRAF и KRAS (рис. ). Для каждого из модулей, идентифицированных в результате оценки WCGNA клеточных линий дикого типа, мы идентифицировали модули, идентифицированные в несущих мутации клеточных линиях с наибольшим пересечением генов. Затем мы проверили эти пересекающиеся гены на изменение сети, используя тесты сетевой эквивалентности и перестановки (хотя мы не смогли проверить KRAS из-за ограниченного числа клеточных линий меланомы KRAS+). Наши результаты подтвердили доказательства перемонтажа сети на основе этих de novo реконструировано сети (таблица). При создании 10 модулей для клеточных линий меланомы шесть из 10 сетей имели сильные p -значения; и при создании 20 модулей для клеточных линий меланомы семь из 20 сетей имели сильные значения p . Хотя перемонтаж сети у пациентов с TCGA был не таким обширным, все же были некоторые модули, которые имели статистически значимые значения p (дополнительная фигура 17 и таблица).
Для клеточных линий меланомы TGen модули WGCNA были созданы с использованием групп мутаций BRAF и KRAS (рис. ). Для каждого из модулей, идентифицированных в результате оценки WCGNA клеточных линий дикого типа, мы идентифицировали модули, идентифицированные в несущих мутации клеточных линиях с наибольшим пересечением генов. Затем мы проверили эти пересекающиеся гены на изменение сети, используя тесты сетевой эквивалентности и перестановки (хотя мы не смогли проверить KRAS из-за ограниченного числа клеточных линий меланомы KRAS+). Наши результаты подтвердили доказательства перемонтажа сети на основе этих de novo реконструировано сети (таблица). При создании 10 модулей для клеточных линий меланомы шесть из 10 сетей имели сильные p -значения; и при создании 20 модулей для клеточных линий меланомы семь из 20 сетей имели сильные значения p . Хотя перемонтаж сети у пациентов с TCGA был не таким обширным, все же были некоторые модули, которые имели статистически значимые значения p (дополнительная фигура 17 и таблица). Мы также обнаружили, что сеть была перемонтирована в небольшом числе априори создали модули как в когортах BRAF+ против BRAF-, так и в когортах BRAFV600E+ против BRAF— меланомы.
Мы также обнаружили, что сеть была перемонтирована в небольшом числе априори создали модули как в когортах BRAF+ против BRAF-, так и в когортах BRAFV600E+ против BRAF— меланомы.
Таблица 7
Тесты равенства корреляции между определенными WGCNA модулями в клеточных линиях BRAF+/− SU2C, у пациентов с меланомой BRAF+/− TCGA и у пациентов с меланомой BRAFv600e+/− TCGA.
| SU2C cell lines: BRAF + vs. BRAF − | TCGA melanoma patients: BRAF + vs. BRAF − | TCGA melanoma patients: BRAFv600e + vs. BRAF − | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| WGCNA module | Size | St Chi-sq | P -value | WGCNA MODULE | Размер | ST Chi -SQ | P -VALU0670 St Chi-sq | P -value | |||
| WGCNA 1 ( k = 10) | 177 | 21,137 | 0. 003 003 | WGCNA 1 ( k = 10 ) | 388 | 104,851 | 0.055 | WGCNA 1 ( k = 10) | 375 | 90,565 | 0.125 |
| WGCNA 2 ( k = 10) | 210 | 22,813 | 0.152 | WGCNA 2 ( k = 10) | 374 | 80,097 | 0. 251 251 | WGCNA 2 ( k = 10) | 379 | 81,201 | 0.262 |
| WGCNA 3 ( k = 10) | 363 | NA | WGCNA 3 ( k = 10) | 311 | 46,891 | 0.598 | WGCNA 3 ( k = 10) | 304 | 46,141 | 0. 512 512 | |
| WGCNA 4 ( k = 10) | 173 | 21,100 | 0.001 | WGCNA 4 ( k = 10) | 203 | 26,916 | 0.132 | WGCNA 4 ( k = 10) | 289 | 59,361 | 0.125 |
| WGCNA 5 ( k = 10) | 146 | 9,770 | 0. 135 135 | WGCNA 5 ( k = 10) | 375 | 103,329 | 0.130 | WGCNA 5 ( k = 10) | 380 | 106,081 | 0.128 |
| WGCNA 6 ( k = 10) | 151 | 12,584 | 0.042 | WGCNA 6 ( k = 10) | 100 | 5,848 | 0. 082 082 | WGCNA 6 ( k = 10) | 100 | 7,580 | 0.002 |
| WGCNA 7 ( k = 10) | 139 | 10,240 | 0.044 | WGCNA 7 ( k = 10) | 432 | 110,980 | 0.228 | WGCNA 7 ( k = 10) | 462 | 133,054 | 0.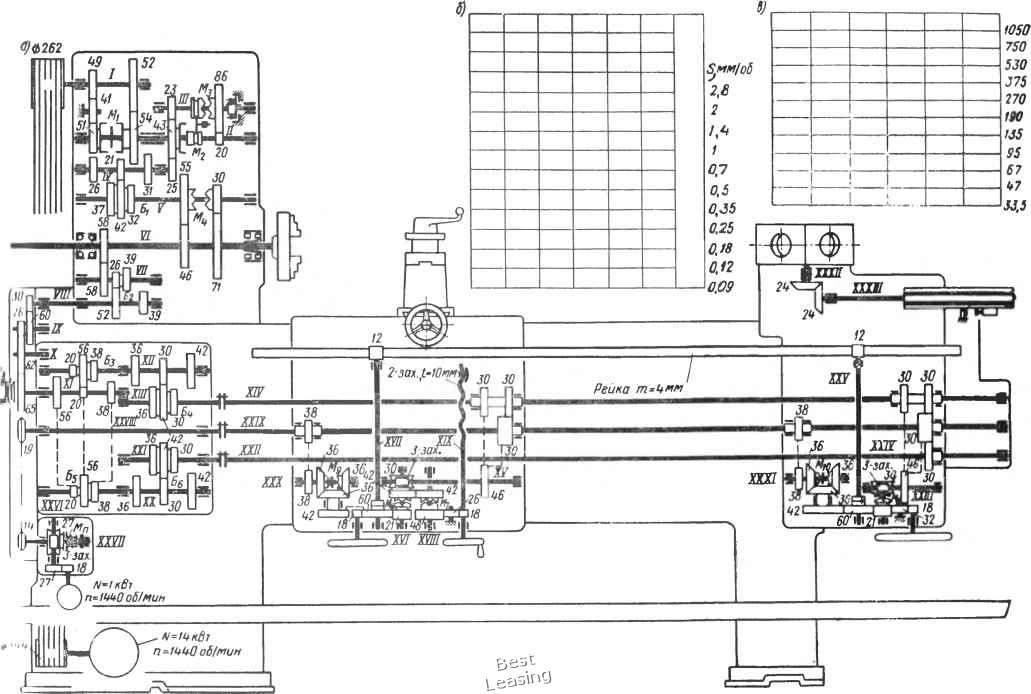 167 167 |
| WGCNA 8 ( k = 10) | 106 | 6,058 | 0.002 | WGCNA 8 ( k = 10) | 75 | 4,025 | 0.042 | WGCNA 8 ( k = 10) | 73 | 4,256 | 0.024 |
| WGCNA 9 ( k = 10) | 261 | 27,640 | 0. 343 343 | WGCNA 9 ( k = 10) | 282 | 54,269 | 0.042 | WGCNA 9 ( k = 10) | 346 | 79,352 | 0.063 |
| WGCNA 10 ( k = 10) | 165 | 16,857 | 0.069 | WGCNA 10 ( k = 10) | 185 | 18,780 | 0. 381 381 | WGCNA 10 ( k = 10) | 184 | 18,864 | 0.337 |
| WGCNA 1 ( k = 10) | 115 | 6,637 | 0.183 | WGCNA 1 ( k = 20) | 127 | 9,636 | 0.123 | WGCNA 1 ( k = 20) | 128 | 10,610 | 0. 067 067 |
| WGCNA 2 ( k = 20) | 86 | 2,174 | 0.987 | WGCNA 2 ( k = 20) | 161 | 13,476 | 0.500 | WGCNA 2 ( k = 20) | 159 | 12,823 | 0.513 |
| WGCNA 3 ( k = 20) | 41 | 868 | 0. 121 121 | WGCNA 3 ( k = 20) | 139 | 8,824 | 0.712 | WGCNA 3 ( k = 20) | 136 | 8,577 | 0.712 |
| WGCNA 4 ( k = 20) | 50 | 1,693 | 0.007 | WGCNA 4 ( k = 20) | 160 | 12,930 | 0. 457 457 | WGCNA 4 ( k = 20 ) | 140 | 10,143 | 0.419 |
| WGCNA 5 ( k = 20) | 38 | 731 | 0.089 | WGCNA 5 ( k = 20) | 138 | 10,935 | 0.226 | WGCNA 5 ( k = 20) | 118 | 8,565 | 0. 206 206 |
| WGCNA 6 ( k = 20) | 58 | 1,269 | 0.563 | WGCNA 6 ( k = 20) | 405 | 112,288 | 0.142 | WGCNA 6 ( k = 20) | 370 | 89,286 | 0.184 |
| WGCNA 7 ( k = 20) | 172 | 11,040 | 0. 481 481 | WGCNA 7 ( k = 20) | 201 | 35,418 | 0.082 | WGCNA 7 ( k = 20) | 181 | 28,132 | 0.095 |
| WGCNA 8 ( k = 20) | 38 | 834 | 0.053 | WGCNA 8 ( k = 20) | 105 | 7,231 | 0. 125 125 | WGCNA 8 ( k = 20) | 159 | 14,801 | 0.246 |
| WGCNA 9 ( k = 20) | 58 | 2,249 | 0.017 | WGCNA 9 ( k = 20) | 171 | 17,254 | 0,256 | WGCNA 9 ( k = 20) | 173 | 17,306 | 0. 274 274 |
| WGCNA 10 ( k = 20) | 48 | 881 | 0.400 | WGCNA 10 ( k = 20) | 187 | 20,292 | 0.217 | WGCNA 10 ( k = 20) | 189 | 21,525 | 0.185 |
| WGCNA 11 ( k = 20) | 88 | 4,670 | 0. 150 150 | WGCNA 11 ( k = 20) | 69 | 3,021 | 0.111 | WGCNA 11 ( k = 20) | 64 | 2,668 | 0.098 |
| WGCNA 12 ( k = 20) | 124 | NA | WGCNA 12 ( k = 20) | 246 | 34,917 | 0. 266 266 | WGCNA 12 ( k = 20) | 222 | 28,240 | 0.272 | |
| WGCNA 13 ( k = 20) | 35 | 971 | 0.003 | WGCNA 13 ( k = 20) | 55 | 1,602 | 0.372 | WGCNA 13 ( k = 20) | 54 | 1,688 | 0. 201 201 |
| WGCNA 14 ( k = 20) | 88 | 3,814 | 0.215 | WGCNA 14 ( k = 20) | 218 | 26,418 | 0.330 | WGCNA 14 ( k = 20) | 230 | 27,212 | 0.469 |
| WGCNA 15 ( k = 20) | 50 | 2,179 | 0. 016 016 | WGCNA 15 ( k = 20) | 21 | 294 | 0.024 | WGCNA 15 ( k = 20) | 15 | 175 | 0.018 |
| WGCNA 16 ( k = 20) | 46 | 1,193 | 0.049 | WGCNA 16 ( k = 20) | 134 | 12,283 | 0.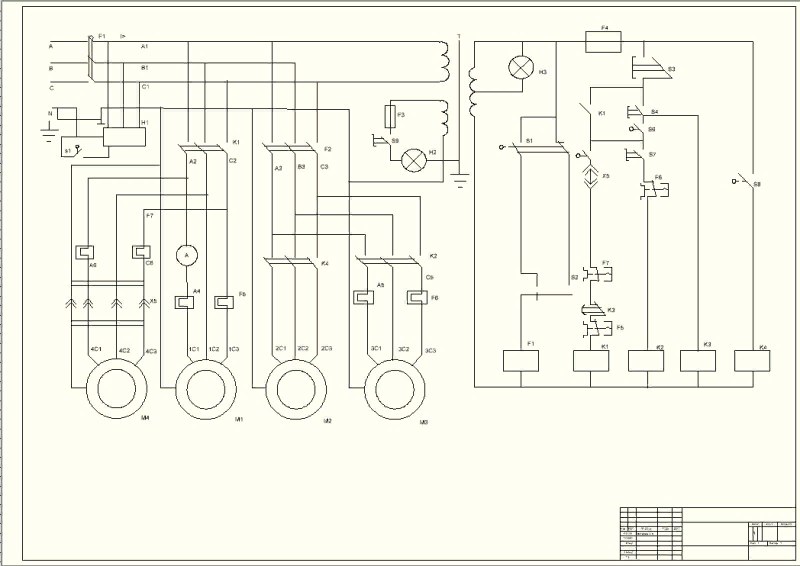 161 161 | WGCNA 16 ( k = 20) | 84 | 4,155 | 0.289 |
| WGCNA 17 ( k = 20) | 45 | 1,638 | 0.023 | WGCNA 17 ( k = 20) | 128 | 10,301 | 0.227 | WGCNA 17 ( k = 20) | 153 | 15,412 | 0. 192 192 |
| WGCNA 18 ( k = 20) | 72 | 3,108 | 0.077 | WGCNA 18 ( k = 20) | 170 | 15,248 | 0.420 | WGCNA 18 ( k = 20) | 169 | 15,297 | 0.416 |
| WGCNA 19 ( k = 20) | 41 | 1,211 | 0. 016 016 | WGCNA 19 ( k = 20) | 117 | 8,769 | 0.236 | WGCNA 19 ( k = 20) | 115 | 9,200 | 0.134 |
| WGCNA 20 ( k = 20) | 42 | 1,030 | 0.056 | WGCNA 20 ( k = 20) | 12 | 89 | 0. 092 092 | WGCNA 20 ( k = 20 ) | 13 | 77 | 0,509 |
Открыть в отдельном окне
Открыть в отдельном окне
Производные модули WGCNA, используемые для априорной оценки перемонтажа сети. (A) Диаграммы перекрывающихся модулей между клеточной линией меланомы BRAF+/- (красный) и перекрытием на основе случайной перестановки (серый) на основе (серый) и (C) Диаграммы перекрывающихся модулей между BRAF+/- (красный) и BRAFv600e+/- (темно-красный) пациента с меланомой TCGA перекрываются.
Несмотря на то, что большое внимание уделялось разработке и использованию инструментов анализа путей и генетических сетей для понимания патогенеза заболеваний и выбора лекарственных препаратов, эти инструменты часто основаны на использовании информации о путях и сетях, полученной в результате анализа генов в нормальные и здоровые клетки, клеточные линии и ткани (St Onge et al.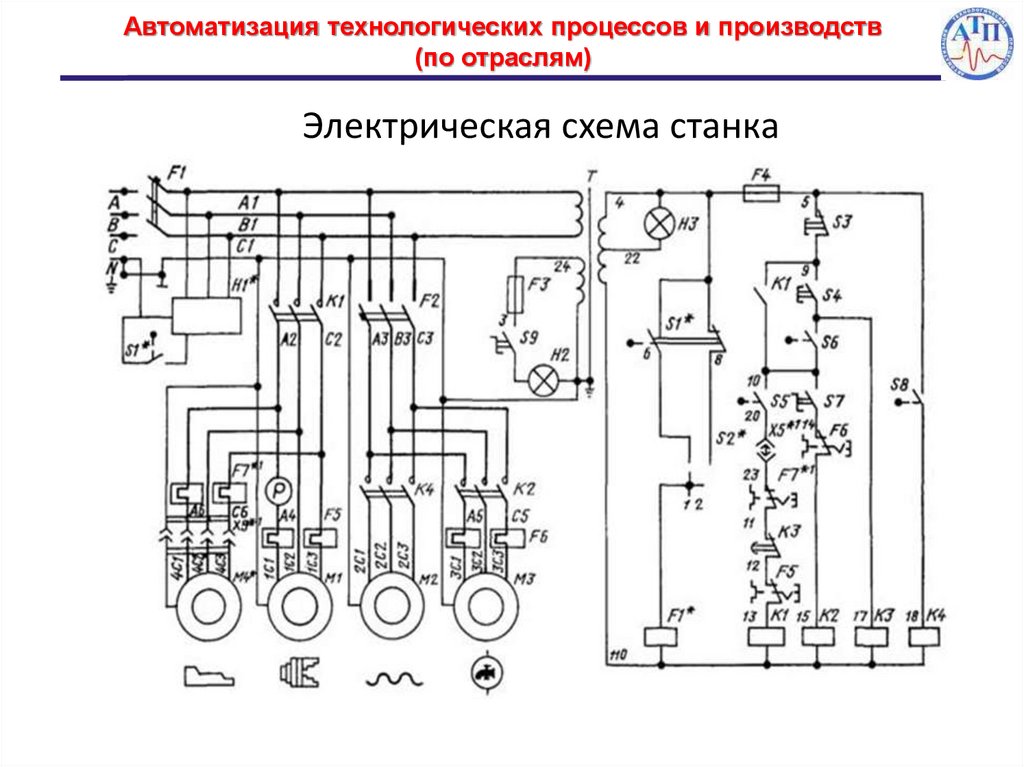 , 2007; Califano, 2011; Ideker and Krogan, 2012; Hofree et al., 2013). Это ставит под угрозу соответствующие анализы, поскольку пути и генетические сети не являются статичными и часто нарушаются различными представляющими интерес заболеваниями. Это особенно верно в отношении изучения рака, где существует множество стрессов, включая генные возмущения, лекарства и влияние окружающей среды, которые влияют на то, как гены взаимодействуют и используют, например, сигнальные или регуляторные отношения. Это не означает, что исследователи не могут использовать информацию о взаимосвязях между генами, полученную в результате изучения нормальных клеток и тканей, в качестве начальной отправной точки для обнаружения различий в генных взаимосвязях при болезненном состоянии, но это предполагает, что следует проявлять большую осторожность. могут быть сделаны в заявлениях об отношениях между генами в болезненном состоянии, т. е. об их связях или топологии, отраженных в сетях, которые они формируют.
, 2007; Califano, 2011; Ideker and Krogan, 2012; Hofree et al., 2013). Это ставит под угрозу соответствующие анализы, поскольку пути и генетические сети не являются статичными и часто нарушаются различными представляющими интерес заболеваниями. Это особенно верно в отношении изучения рака, где существует множество стрессов, включая генные возмущения, лекарства и влияние окружающей среды, которые влияют на то, как гены взаимодействуют и используют, например, сигнальные или регуляторные отношения. Это не означает, что исследователи не могут использовать информацию о взаимосвязях между генами, полученную в результате изучения нормальных клеток и тканей, в качестве начальной отправной точки для обнаружения различий в генных взаимосвязях при болезненном состоянии, но это предполагает, что следует проявлять большую осторожность. могут быть сделаны в заявлениях об отношениях между генами в болезненном состоянии, т. е. об их связях или топологии, отраженных в сетях, которые они формируют.
Мы оценили доказательства перестройки сети апостериорно среди набора клеточных линий меланомы и профилей опухолей, используя многомерные смешанные модели при анализе отношений между значениями экспрессии генов.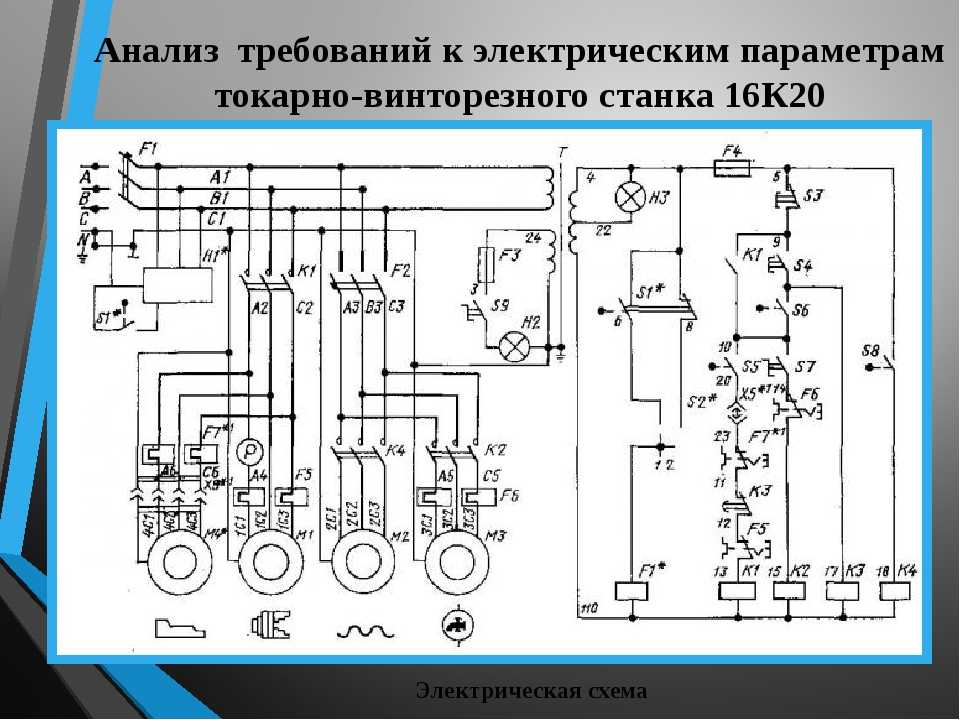 Смешанные модели позволили нам идентифицировать подмножества клеточных линий и опухолей, которые проявляют наибольшее количество признаков ревайринга (т. е. различия во взаимоотношениях между генами на основе их паттернов экспрессии), без необходимости заранее указывать, какие клеточные линии или опухоли нам нужны. для сравнения сетевых различий. Мы сосредоточились, в частности, на пути MAPK и обнаружили, что, основываясь на очень надежных тестах, основанных на моделировании, гетерогенность в сетях, отражающая перемонтаж, действительно существовала в наших клеточных линиях и опухолевых профилях. Кроме того, мы исследовали различные факторы, которые могли бы объяснить различия между идентифицированными клеточными линиями, профилями опухолей, идентифицированными из смешанных моделей, но обнаружили, что в клеточных линиях меланомы общие изменения генов меланомы не могут объяснить выявленные нами групповые различия, предполагая, что какой-то другой фактор отвечает за перепрограммирование в этих группах клеточных линий и опухолей.
Смешанные модели позволили нам идентифицировать подмножества клеточных линий и опухолей, которые проявляют наибольшее количество признаков ревайринга (т. е. различия во взаимоотношениях между генами на основе их паттернов экспрессии), без необходимости заранее указывать, какие клеточные линии или опухоли нам нужны. для сравнения сетевых различий. Мы сосредоточились, в частности, на пути MAPK и обнаружили, что, основываясь на очень надежных тестах, основанных на моделировании, гетерогенность в сетях, отражающая перемонтаж, действительно существовала в наших клеточных линиях и опухолевых профилях. Кроме того, мы исследовали различные факторы, которые могли бы объяснить различия между идентифицированными клеточными линиями, профилями опухолей, идентифицированными из смешанных моделей, но обнаружили, что в клеточных линиях меланомы общие изменения генов меланомы не могут объяснить выявленные нами групповые различия, предполагая, что какой-то другой фактор отвечает за перепрограммирование в этих группах клеточных линий и опухолей. Мы также применили степень центральности и другую статистику важности сетевых узлов к сетям в подгруппах клеточных линий и идентифицированных опухолей. Эти анализы показали, что разные гены играют более важную роль в различных сетях подгрупп и, следовательно, являются, вероятно, лучшими мишенями для наркотиков. Эти результаты предполагают, что использование информации о путях и генетической сети на биологически релевантных подмножеств клеточных линий или опухолей могут дать более глубокое представление о кандидатах в лекарства.
Мы также применили степень центральности и другую статистику важности сетевых узлов к сетям в подгруппах клеточных линий и идентифицированных опухолей. Эти анализы показали, что разные гены играют более важную роль в различных сетях подгрупп и, следовательно, являются, вероятно, лучшими мишенями для наркотиков. Эти результаты предполагают, что использование информации о путях и генетической сети на биологически релевантных подмножеств клеточных линий или опухолей могут дать более глубокое представление о кандидатах в лекарства.
В дополнение к использованию смешанных моделей для выявления новых подгрупп клеточных линий меланомы и опухолей, демонстрирующих доказательства перестройки генетической сети, мы также сравнили генетические сети на основе корреляций между уровнями экспрессии генов в клеточных линиях меланомы и образцах пациентов в определенных группах. наличием специфических мутаций в контролируемых анализах. Мы обнаружили, что были доказательства перестройки сети при стратификации клеточных линий на основе статуса мутации. Хотя перемонтаж сети также наблюдался в образцах пациентов, он был менее выражен. Линии раковых клеток, возможно, прошли через многочисленные пассажи, способствуя изменениям в генетической сети и паттернах экспрессии генов. Другое возможное объяснение заключается в том, что клеточные линии представляют собой довольно однородную популяцию с хаотичным геномом, в то время как образцы опухолей пациентов гетерогенны в отношении мутаций, которые они несут, и часто состоят из опухоли, стромы, инфильтрирующих иммунных клеток и других неопухолевых клеток. Вероятно, такая неоднородность значительно затрудняет четкое выявление изменений корреляций в уровнях экспрессии генов. Неоднородность опухоли также затрудняет определение консенсуса между целевыми лекарственными препаратами для пациентов, поскольку специфичный для пациента «ревирин» может повлиять на последующую идентификацию целевого лекарственного средства.
Хотя перемонтаж сети также наблюдался в образцах пациентов, он был менее выражен. Линии раковых клеток, возможно, прошли через многочисленные пассажи, способствуя изменениям в генетической сети и паттернах экспрессии генов. Другое возможное объяснение заключается в том, что клеточные линии представляют собой довольно однородную популяцию с хаотичным геномом, в то время как образцы опухолей пациентов гетерогенны в отношении мутаций, которые они несут, и часто состоят из опухоли, стромы, инфильтрирующих иммунных клеток и других неопухолевых клеток. Вероятно, такая неоднородность значительно затрудняет четкое выявление изменений корреляций в уровнях экспрессии генов. Неоднородность опухоли также затрудняет определение консенсуса между целевыми лекарственными препаратами для пациентов, поскольку специфичный для пациента «ревирин» может повлиять на последующую идентификацию целевого лекарственного средства.
Наши анализы также включали использование различных статистических данных о центральности сети для идентификации генов-кандидатов (т. е. узлов в сетях), которые могли бы быть идеальными мишенями для лекарственных средств как среди клеточных линий с мутацией BRAF, так и среди клеточных линий дикого типа BRAF, особенно для определенных групп ( контролируемым образом) по статусу мутации. Как и ожидалось, мы обнаружили, что ингибиторы MEK были наиболее вероятными препаратами для воздействия на мутантные клеточные линии BRAF, тогда как ингибиторы mTOR были наиболее вероятными препаратами для воздействия на клеточные линии BRAF дикого типа. В конечном счете, мы считаем, что наш анализ убедительно свидетельствует о том, что понимание того, как отношения между генами или другими факторами, влияющими на патогенез заболевания или связанными с ним, может облегчить принятие решений о лечении. Однако идентификация этих взаимосвязей требует четкой чувствительности к тому факту, что эти взаимосвязи изменяются в болезненном состоянии способами, которые нельзя легко предвидеть, например, только на основании мутационного статуса или средних уровней экспрессии генов.
е. узлов в сетях), которые могли бы быть идеальными мишенями для лекарственных средств как среди клеточных линий с мутацией BRAF, так и среди клеточных линий дикого типа BRAF, особенно для определенных групп ( контролируемым образом) по статусу мутации. Как и ожидалось, мы обнаружили, что ингибиторы MEK были наиболее вероятными препаратами для воздействия на мутантные клеточные линии BRAF, тогда как ингибиторы mTOR были наиболее вероятными препаратами для воздействия на клеточные линии BRAF дикого типа. В конечном счете, мы считаем, что наш анализ убедительно свидетельствует о том, что понимание того, как отношения между генами или другими факторами, влияющими на патогенез заболевания или связанными с ним, может облегчить принятие решений о лечении. Однако идентификация этих взаимосвязей требует четкой чувствительности к тому факту, что эти взаимосвязи изменяются в болезненном состоянии способами, которые нельзя легко предвидеть, например, только на основании мутационного статуса или средних уровней экспрессии генов.
Профили транскрипции на клеточных линиях
Мы использовали ряд клеточных линий меланомы. Включая клеточные линии UACC, хранящиеся в Исследовательском институте трансляционной геномики (TGen) в Фениксе, штат Аризона. Все клеточные линии TGen UACC имели небольшое число пассажей (рис. 1) и содержались в соответствии с инструкциями производителя или сотрудника. Все клеточные линии хранили и оценивали в средах с добавлением 10% FBS и 1% АК. Линии клеток с низким пассажем поддерживали в нескольких аликвотах в виде запасов жидкого азота, чтобы снизить риск дрейфа фенотипа. Все клетки культивировали в течение менее 3 месяцев перед повторным культивированием из замороженного запаса и регулярно проверяли на идентичность с помощью анализа морфологии и кривой роста и подтверждали отсутствие микоплазмы. Все клеточные линии были свободны от примесей.
Образцы клеточной линии использовали для выделения, проверки, амплификации и гибридизации нуклеиновых кислот с матрицами Affymetrix HG-U133 plus 2. 0 (54 675 наборов зондов, Affymetrix, Санта-Клара, Калифорния) с использованием стандартных протоколов для микрочипов Affymetrix GeneChip. Микрочипы Affymetrix HG-U133 Plus 2.0 были нормализованы (регулировка фона, межквартильная нормализация и медианная полировка) с использованием надежного мультичипового усреднения (Irizarry et al., 2003) в R. Чтобы оценить перемонтаж сети, который происходит в клеточных линиях меланомы, по сравнению с контрольной группой, мы нормализовали профили экспрессии в образцах клеточной линии меланомы и фибробластов кожи (дополнительная фигура 1, дополнительная таблица 1). Все последующие анализы были основаны на нормализации только в пределах клеточных линий меланомы (дополнительная фигура 2).
0 (54 675 наборов зондов, Affymetrix, Санта-Клара, Калифорния) с использованием стандартных протоколов для микрочипов Affymetrix GeneChip. Микрочипы Affymetrix HG-U133 Plus 2.0 были нормализованы (регулировка фона, межквартильная нормализация и медианная полировка) с использованием надежного мультичипового усреднения (Irizarry et al., 2003) в R. Чтобы оценить перемонтаж сети, который происходит в клеточных линиях меланомы, по сравнению с контрольной группой, мы нормализовали профили экспрессии в образцах клеточной линии меланомы и фибробластов кожи (дополнительная фигура 1, дополнительная таблица 1). Все последующие анализы были основаны на нормализации только в пределах клеточных линий меланомы (дополнительная фигура 2).
Мы также получили линию клеток меланомы SK-MEL-2 из Энциклопедии линий раковых клеток (Barretina et al., 2012) (CCLE) и линию клеток меланомы MeWo из NCI-60 Программы развития терапии. Кроме того, мы использовали данные об экспрессии генов микрочипов на образцах фибробластов кожи ( n = 29) из Gene Expression Omnibus (Edgar et al.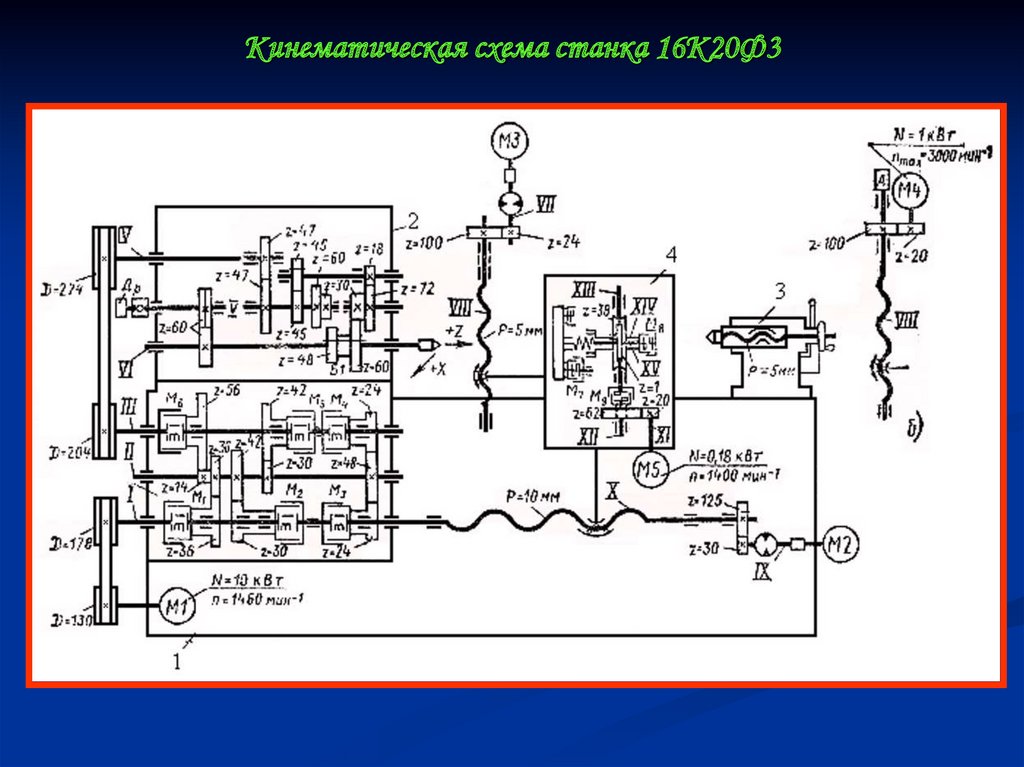 , 2002; Barrett et al., 2013) (GEO) (дополнительная таблица 1). Образцы фибробластов кожи различались по возрасту и этнической принадлежности (европейцы и пуэрториканцы). Наконец, мы получили данные об экспрессии генов в образцах меланомы TCGA из пожарного шланга Broad GDAC (9).0642 н = 474). Необработанные файлы CEL были загружены с веб-портала CCLE. Все образцы из CCLE, NCI-60 и GEO были выполнены на массивах Affymetrix HG-U133 plus 2.0. Все образцы микрочипов были повторно нормализованы вместе, чтобы гарантировать минимальные эффекты партии. Нормализация всех данных микрочипа (фоновая корректировка, межквартильная нормализация и медианная полировка) была завершена с использованием надежного мультичипового усреднения (Gautier et al., 2004) в R. Мы получили статус мутаций RAF и RAS в клеточных линиях CCLE из предоставленной мутации Oncomap. на веб-портале CCLE и дополнительные двоичные вызовы для номера копии и данных о мутациях с веб-портала CCLE.
, 2002; Barrett et al., 2013) (GEO) (дополнительная таблица 1). Образцы фибробластов кожи различались по возрасту и этнической принадлежности (европейцы и пуэрториканцы). Наконец, мы получили данные об экспрессии генов в образцах меланомы TCGA из пожарного шланга Broad GDAC (9).0642 н = 474). Необработанные файлы CEL были загружены с веб-портала CCLE. Все образцы из CCLE, NCI-60 и GEO были выполнены на массивах Affymetrix HG-U133 plus 2.0. Все образцы микрочипов были повторно нормализованы вместе, чтобы гарантировать минимальные эффекты партии. Нормализация всех данных микрочипа (фоновая корректировка, межквартильная нормализация и медианная полировка) была завершена с использованием надежного мультичипового усреднения (Gautier et al., 2004) в R. Мы получили статус мутаций RAF и RAS в клеточных линиях CCLE из предоставленной мутации Oncomap. на веб-портале CCLE и дополнительные двоичные вызовы для номера копии и данных о мутациях с веб-портала CCLE.
Информация о пути MAPK
Мы воспользовались широким спектром методов анализа данных, как подробно описано ниже, но сосредоточили большую часть нашего анализа на наборах генов в пути MAPK, которые были извлечены из информации в WikiPathways (Gorban et al. , 2010; Censi et al., 2011). В конечном итоге мы сопоставили гены пути MAPK с наборами зондов в массивах Affymetrix, используемых для профилирования транскрипции на клеточных линиях. Мы также сопоставили гены MAPK с генами, оцененными в наборе данных TCGA RNAseq. Для генов с несколькими совпадениями наборов зондов использовался набор зондов с максимальной средней интенсивностью. Мы подогнали многомерные смешанные модели, используя flexmix (Leisch, 2004; Gruen and Leisch, 2007, 2008), предполагая, что существует две (BRAF+ против BRAF-) или три (возможное подгруппирование для BRAF-) различных групп со значениями экспрессии генов. как зависимые переменные.
, 2010; Censi et al., 2011). В конечном итоге мы сопоставили гены пути MAPK с наборами зондов в массивах Affymetrix, используемых для профилирования транскрипции на клеточных линиях. Мы также сопоставили гены MAPK с генами, оцененными в наборе данных TCGA RNAseq. Для генов с несколькими совпадениями наборов зондов использовался набор зондов с максимальной средней интенсивностью. Мы подогнали многомерные смешанные модели, используя flexmix (Leisch, 2004; Gruen and Leisch, 2007, 2008), предполагая, что существует две (BRAF+ против BRAF-) или три (возможное подгруппирование для BRAF-) различных групп со значениями экспрессии генов. как зависимые переменные.
Анализ неконтролируемой перемонтажа сети
Для проведения анализов с целью изучения доказательств неоднородности сети без указания фактора группировки априори (т. Радзивилл, 2010; Горбань и др., 2010; Консорциум ЮниПрот, 2015). Для многомерных смешанных моделей мы предположили, что группы, выявленные в данных, имеют разные ковариационные (корреляционные) структуры, отражающие силу ассоциаций значений экспрессии генов внутри сетей. Мы проверили наличие двух групп в данных, но наш подход мог бы легко проверить наличие трех или более групп; однако ограничения размера выборки привели бы к низкой мощности такого анализа. Основываясь на закономерностях корреляций между уровнями экспрессии генов в каждой группе, мы стремились идентифицировать блоки высококоррелированных генов, используя простую иерархическую кластеризацию парных корреляций. Дендрограммы или деревья, отражающие эту кластеризацию, затем можно было бы вырезать на разной высоте, чтобы оценить степень неоднородности в группах, полученных на основе анализа гибкого смешения.
Мы проверили наличие двух групп в данных, но наш подход мог бы легко проверить наличие трех или более групп; однако ограничения размера выборки привели бы к низкой мощности такого анализа. Основываясь на закономерностях корреляций между уровнями экспрессии генов в каждой группе, мы стремились идентифицировать блоки высококоррелированных генов, используя простую иерархическую кластеризацию парных корреляций. Дендрограммы или деревья, отражающие эту кластеризацию, затем можно было бы вырезать на разной высоте, чтобы оценить степень неоднородности в группах, полученных на основе анализа гибкого смешения.
Оценка статистической значимости
Чтобы определить, имеются ли значимые статистические данные для подгрупп в регулируемом наборе данных, демонстрирующих различные транскрипционные сети, мы использовали тесты на основе моделирования. Для данного анализа мы смоделировали 1000 выборок с 90 642 n 90 643 -мерным средним вектором и 90 642 n 90 643 x 90 642 n 90 643 ковариационной матрицей, согласующейся с наблюдаемыми средними векторами и ковариационными матрицами для полного набора данных (т. е. в предположении, что однородность или неподгруппы). Затем мы использовали flexmix для идентификации двух подгрупп с этими смоделированными наборами данных. На основе этих анализов flexmix мы рассчитали t-статистику, сравнивая предполагаемые средние векторы, статистику хи-квадрат, сравнивая корреляционные матрицы, а также логарифмические отношения правдоподобия, дельта AIC и дельта BIC, сравнивая две группы с одной группой. Мы вычислили p — значения для статистики, полученной из несмоделированных данных, как количество статистики смоделированной выборки, превышающее фактическую статистику теста, деленное на 1001.
е. в предположении, что однородность или неподгруппы). Затем мы использовали flexmix для идентификации двух подгрупп с этими смоделированными наборами данных. На основе этих анализов flexmix мы рассчитали t-статистику, сравнивая предполагаемые средние векторы, статистику хи-квадрат, сравнивая корреляционные матрицы, а также логарифмические отношения правдоподобия, дельта AIC и дельта BIC, сравнивая две группы с одной группой. Мы вычислили p — значения для статистики, полученной из несмоделированных данных, как количество статистики смоделированной выборки, превышающее фактическую статистику теста, деленное на 1001.
Апостериорный анализ контролируемых анализов
Чтобы определить, можно ли объяснить две группы, выявленные в анализе, наличием или отсутствием генных мутаций в клеточных линиях, мы провели логистический регрессионный анализ с идентификатором группы flexmix для клеточная линия в качестве зависимой переменной и информация о мутациях BRAF, NRAS и KRAS в этих клеточных линиях в качестве объясняющих переменных. Для клеточных линий CCLE были проведены дополнительные тесты ассоциации с использованием информации о генных мутациях, амплификации генов, инсерциях и делециях в качестве независимых переменных. Для учета множественных проверок гипотез мы использовали Q:Q-графики и графики Бенджамини-Хохберга (Benjamini and Hochberg, 19).95) p -значения с поправкой на FDR.
Для клеточных линий CCLE были проведены дополнительные тесты ассоциации с использованием информации о генных мутациях, амплификации генов, инсерциях и делециях в качестве независимых переменных. Для учета множественных проверок гипотез мы использовали Q:Q-графики и графики Бенджамини-Хохберга (Benjamini and Hochberg, 19).95) p -значения с поправкой на FDR.
Изучение сетевой архитектуры
Чтобы определить, проявляют ли определенные гены более сильную корреляцию с другими генами и действуют ли они как потенциальные «узлы» в транскрипционных сетях, мы рассчитали показатели центральности сети для каждого гена. Для этого отдельные «ребра» между каждой парой узлов ( i, j ; где i и j обозначают гены или узлы в транскрипционной сети) были установлены равными:
Eij={0, ifρ(rij2)>0,05rij2, иначе
, где rij2 отражает корреляцию между генами i и j , а ρ(rij2) представляет собой p -значение, связанное с этой корреляцией, чтобы построить графики сети. Эти расчеты были выполнены для каждой группы, идентифицированной в результате анализа смеси с использованием flexmix. На основе полученных графиков мы затем рассчитали центральность степени показателей, центральность близости, центральность промежуточности и центральность собственного вектора для каждого гена в сети каждой группы. С помощью этих показателей для каждого гена мы изучили степень сходства генов между группами (т. е. мы сравнили показатели для каждого гена в группах, полученных на основе смешанной модели). Для тех генов, которые оказались наиболее важными для каждой сети, мы определили лекарства, нацеленные на эти гены, с помощью базы данных взаимодействия генов наркотиков (DGIdb).
Эти расчеты были выполнены для каждой группы, идентифицированной в результате анализа смеси с использованием flexmix. На основе полученных графиков мы затем рассчитали центральность степени показателей, центральность близости, центральность промежуточности и центральность собственного вектора для каждого гена в сети каждой группы. С помощью этих показателей для каждого гена мы изучили степень сходства генов между группами (т. е. мы сравнили показатели для каждого гена в группах, полученных на основе смешанной модели). Для тех генов, которые оказались наиболее важными для каждой сети, мы определили лекарства, нацеленные на эти гены, с помощью базы данных взаимодействия генов наркотиков (DGIdb).
Анализ данных экспрессии клеточной линии меланомы CCLE
Для оценки доказательств перестройки сети, связанной с группами опухолей, определяемыми мутационным статусом (т. е. контролируемый анализ), мы проверили равенство матриц корреляции, рассчитанных для каждой группы, с использованием матрицы корреляции. тесты эквивалентности. В частности, мы извлекли генные сети, сосредоточенные на генах BRAF и KRAS, с помощью geneMANIA. Для этого анализа мы определили 20 наиболее взаимосвязанных генов, связанных с путями BRAF и KRAS. Хотя мутация NRAS является более распространенной мутацией при меланомах, мы провели более целенаправленный анализ мутации KRAS, поскольку клеточные линии и расщепленные пациенты имели большую долю образцов с мутациями KRAS (т. е. было достаточно образцов KRAS для проведения анализа, но только ограниченное количество образцов мутантов NRAS). Затем мы рассчитали парные корреляции Спирмена для значений экспрессии генов для этих генов в мутантных клеточных линиях меланомы и клеточных линиях меланомы дикого типа. Мы сравнили полученные матрицы корреляции с помощью тестов на основе перестановок (см. выше). Мы вычислили χ 2 — статистика с использованием методов проверки корреляционной эквивалентности Стайгера и Дженриха с пакетом psych (Revelle, 2015) в R. Как указано в руководстве по пакету, метод Стайгера использует сумму квадратов корреляций, тогда как метод Дженриха сравнивает разностей между двумя матрицами к средним значениям двух матриц.
тесты эквивалентности. В частности, мы извлекли генные сети, сосредоточенные на генах BRAF и KRAS, с помощью geneMANIA. Для этого анализа мы определили 20 наиболее взаимосвязанных генов, связанных с путями BRAF и KRAS. Хотя мутация NRAS является более распространенной мутацией при меланомах, мы провели более целенаправленный анализ мутации KRAS, поскольку клеточные линии и расщепленные пациенты имели большую долю образцов с мутациями KRAS (т. е. было достаточно образцов KRAS для проведения анализа, но только ограниченное количество образцов мутантов NRAS). Затем мы рассчитали парные корреляции Спирмена для значений экспрессии генов для этих генов в мутантных клеточных линиях меланомы и клеточных линиях меланомы дикого типа. Мы сравнили полученные матрицы корреляции с помощью тестов на основе перестановок (см. выше). Мы вычислили χ 2 — статистика с использованием методов проверки корреляционной эквивалентности Стайгера и Дженриха с пакетом psych (Revelle, 2015) в R. Как указано в руководстве по пакету, метод Стайгера использует сумму квадратов корреляций, тогда как метод Дженриха сравнивает разностей между двумя матрицами к средним значениям двух матриц. Таким образом, метод Стайгера в большей степени подчеркивает ненулевые значения, тогда как метод Дженнриха делает больший акцент на изменении корреляций. Мы сгенерировали нулевые распределения χ 2 — статистика через перестановки мутационного статуса. Для каждого теста мы случайным образом перестановили статус мутации 10 000 раз, повторили анализ и получили распределение тестовой статистики из этих перестановок, чтобы получить нулевое распределение, а также p -значений для χ 2 -статистики.
Таким образом, метод Стайгера в большей степени подчеркивает ненулевые значения, тогда как метод Дженнриха делает больший акцент на изменении корреляций. Мы сгенерировали нулевые распределения χ 2 — статистика через перестановки мутационного статуса. Для каждого теста мы случайным образом перестановили статус мутации 10 000 раз, повторили анализ и получили распределение тестовой статистики из этих перестановок, чтобы получить нулевое распределение, а также p -значений для χ 2 -статистики.
Анализ данных экспрессии гена опухоли меланомы TCGA
Мы провели аналогичные тесты на основе корреляции и пермутации в данных экспрессии гена меланомы TCGA. Для данных экспрессии гена опухоли у каждого пациента с меланомой в TCGA мы получили профили экспрессии в норме и опухоли из центра геномики рака. Мы использовали слайсер BAM для идентификации областей генов BRAF и KRAS и присвоили статус соматической мутации, используя настройки по умолчанию в VarScan. Мы разделили образцы пациентов на три группы: мутантный BRAF (BRAF+), мутантный BRAF V600E (BRAF V600E+) и BRAF дикого типа (BRAF-). Затем мы провели тесты эквивалентности корреляции, чтобы сравнить BRAF+ с матрицами корреляции Спирмена, полученными из BRAF-, и BRAF V600E+ с матрицами корреляции Спирмена, полученными из BRAF. Как и прежде, мы сгенерировали нулевые распределения релевантных χ 2 — статистика путем перестановки статуса мутации. Чтобы определить, ограничиваются ли доказательства перемонтажа извлеченной сетью BRAF, мы исследовали доказательства более широких различий в сети, идентифицируя гены, которые демонстрировали дифференциальную экспрессию между мутантными группами и группами дикого типа, используя пакеты DESeq и edgeR в R. Мы использовали эти гены в качестве входных данных для определить сети-кандидаты, оценив их с помощью GeneMANIA и GO. Затем полученные сети оценивали на наличие различий между группами с определенными мутациями с использованием тестов эквивалентности корреляции и статистики степени центральности в этих дополнительных сетях, полученных из DEG.
Анализ реконструкции сети
В дополнение к анализу, сравнивающему корреляционные матрицы, мы использовали пакет анализа взвешенной корреляционной сети генов (Langfelder and Horvath, 2008, 2012) (WGCNA) в R для выявления значимых модулей транскрипции в несущих мутации и не- образцы с мутациями. Мы создали модули (установив параметр WCGNA k на k = 10 и k = 20) в группах BRAF+/- и KRAS+/- для клеточных линий меланомы SU2C; и BRAF+/- и BRAF V600E+/BRAF- для образцов опухоли пациентов с TCGA. Соответствующие модули были определены как модули с максимальным совпадением генов между модулями BRAF- или KRAS- и модулями BRAF+, BRAF V600E+ или KRAS+. Для выявленных пересечений генов мы оценили перемонтаж сети, используя ранее упомянутую статистику центральности узлов и тесты эквивалентности корреляции.
K-FD выполнил весь анализ, создал рисунки и таблицы и написал рукопись. DF, HY, WH, CS, JK и AS выполнили скрининг клеточной линии на реакцию на лекарственное средство и анализ экспрессии генов. WH генерирует рисунок ; PL, KV, JT и NS написали предложения по исследованию и координировали все аспекты исследования. Н.С. обеспечил ключевое научное обсуждение и руководство по используемым статистическим методам. отредактировал и пересмотрел рукопись и оказал общую поддержку этому исследованию.
Заявление о конфликте интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Исследования, поддерживаемые грантом для трансляционных исследований рака Melanoma Dream Team Альянса по исследованию рака и меланомы. Stand Up To Cancer — это программа Фонда индустрии развлечений, управляемая Американской ассоциацией исследований рака. NS и K-FD также поддерживаются грантами NIH: U19АГ023122-09; Р01 ДА030976-05; R01 MH0
-03; Р01 Мх200351-02; Р21 АГ045789-01А1; UL1TR001442-01; и U24AG051129-01, в дополнение к грантам от Janssen, Human Longevity, Inc. и Tanner Project Foundation. Мы хотели бы поблагодарить доктора Ханну Картер за ее вдумчивые комментарии и научные обсуждения. Дополнительный материал к этой статье можно найти в Интернете по адресу: https://www.frontiersin.org/articles/10.3389/fgene.2018.00228/full#supplementary-material
Дополнительный рисунок 1
Блок-схема нормализованных профилей экспрессии генов во всех клеточных линиях меланомы и образцах фибробластов кожи.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 2
Блок-схема нормализованных профилей экспрессии генов только в клеточных линиях меланомы.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 3
Графики плотности для апостериорной вероятности групп flexmix в (A) клеточных линий меланомы SU2C и (B) клеточных линий меланомы CCLE. Эти графики показывают, что flexmix, называемые кластерами, были наиболее отчетливы в клеточных линиях меланомы SU2C. (C,D) представляют собой QQ-графики для тестов ассоциации значимости генов против групп клеточных линий меланомы, обнаруженных в данных CCLE.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 4
Круговой сетевой граф всех общих узлов. Верхняя сеть представляет собой сеть, полученную из корреляционных ассоциаций, найденных в первом кластере, тогда как нижняя сеть представляет ребра, присутствующие во втором кластере. Плотность ребер подчеркивает различия в сетях.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 5
Попарная корреляция между генами пути MAPK из идентифицированных кластеров у пациентов с меланомой TCGA с использованием flexmix использовалась для создания тепловых карт. Верхняя правая половина матрицы представляла собой коэффициенты корреляции из кластера 1, тогда как нижняя левая половина матрицы представляла собой коэффициенты корреляции из кластера 2. Впоследствии выполнялась иерархическая кластеризация с использованием либо расстояний от коэффициентов кластера 1 (A) или коэффициенты кластера 2 (B) .
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 6
Парная корреляция между генами пути MAPK из идентифицированных кластеров во всех клеточных линиях CCLE с использованием flexmix использовалась для создания тепловых карт. Верхняя правая половина матрицы представляла собой коэффициенты корреляции из кластера 1, тогда как нижняя левая половина матрицы представляла собой коэффициенты корреляции из кластера 2. Впоследствии выполнялась иерархическая кластеризация с использованием либо расстояний от коэффициентов кластера 1 (A) или коэффициенты кластера 2 (B) .
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 7
QQ-графики для p -значений, основанные на ассоциативных тестах для изменения числа копий гена, наблюдаемого в отношении групп, обнаруженных в наборе данных CCLE, с использованием либо подмножества меланомы (A ,B) или против всех клеточных линий (C,D) .
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 8
Наблюдаемые p — значения, основанные на тестах силы корреляции. Корреляции сравнивали между корреляциями, полученными от пациентов с меланомой TCGA с мутацией BRAFv600e, и корреляциями, полученными от BRAF wt. Синие точки представляют ребра, значимые только для BRAF-, красные точки представляют точки, значимые только для BRAFv600e+, черные точки представляют значимость для обоих.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 9
График плотности статистики центральности узлов для кластеров flexmix, вызываемых у пациентов с меланомой TCGA. Мы используем четыре различных параметра степени центральности: (A) Центральность, (B) Близость, (C) Промежуточность и (D) Центральность собственного вектора.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 10
График плотности статистики центральности узлов для кластеров flexmix, вызываемых по всем линиям ячеек CCLE. Мы используем четыре различных параметра степени центральности (A) Центральность, (B) Близость, (C) Промежуточность и (D) Центральность собственного вектора.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 11
Сравнение статистики центральности узла для BRAF+ и BRAF- из клеточных линий SU2C. Мы используем четыре различных параметра степени центральности: (A) Центральность, (B) Близость, (C) Промежуточность и (D) Центральность собственного вектора.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 12
Сравнение статистики центральности узла для KRAS+ и KRAS- из клеточных линий SU2C. Мы используем четыре различных параметра степени центральности: (A) Центральность, (B) Близость, (C) Промежуточность и (D) Центральность собственного вектора.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 13
Сравнение статистики центральности узлов для BRAFv600e+ и BRAF- у пациентов с меланомой TCGA. Мы используем четыре различных параметра степени центральности: (A) Центральность, (B) Близость, (C) Промежуточность и (D) Центральность собственного вектора.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 14
Сеть, полученная из ребер, присутствующих у пациентов с TCGA BRAF+.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 15
Сеть, полученная из ребер, присутствующих у пациентов с TCGA BRAFv600e+.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 16
Сеть, полученная из ребер, присутствующих у пациентов с TCGA BRAF-.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 17
Производные модули WGCNA (с k = 20), используемые для априори оценка перемонтажа сети. (A) Диаграммы перекрывающихся модулей между клеточной линией меланомы BRAF± (красный) и перекрытием на основе случайной перестановки (серый) (серый) и (C) Бианограммы перекрывающихся модулей между BRAF± (красный) и BRAFv600e± (темно-красный) пациента с меланомой TCGA перекрываются.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 18
Графики плотности наблюдаемых парных коэффициентов корреляции при сравнении (A) подгруппы BRAF+/- с использованием связанной с BRAF генной сети и (B) подгруппы KRAS+/- с использованием связанной с KRAS генной сети генная сеть.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительный рисунок 19
GeneMANIA Круговой обзор всех генов в дополнительной таблице 2, т. е. генов с сильным взаимодействием, идентифицированных с помощью анализа коэкспрессии.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (15M, PPTX)
Дополнительная таблица 1
Список образцов фибробластов кожи, полученных от GEO. Предоставляется репозиторий образцов, имя образца и связанные метаданные.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (56K, XLSX)
Дополнительная таблица 2
Идентификация ребер в BRAS-ассоциированных генных сетях и KRAS-ассоциированных генных сетях с использованием совместной экспрессии, наблюдаемой в каждой подгруппе. Сообщаемые края имели коэффициент корреляции <-0,7 или >0,7.
Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (36K, XLSX)
- Барретина Дж., Капонигро Г., Странски Н., Венкатесан К., Марголин А. А., Ким С. и др. (2012). Энциклопедия раковых клеток позволяет прогнозировать чувствительность к противоопухолевым препаратам. Природа. 483, 603–607. 10.1038/nature11003 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Барретт Т., Уилхайт С. Э., Леду П., Евангелиста С., Ким И. Ф., Томашевский М. и др. (2013). NCBI GEO: архив наборов данных функциональной геномики – обновление. Нуклеиновые Кислоты Res. 41, Д991–D995. 10.1093/nar/gks1193 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Benjamini Y.
 , Hochberg Y. (1995). Управление частотой ложных открытий: практичный и мощный подход к множественному тестированию. Дж. Р. Стат. соц. Серия Б. 57, 289–300. [Google Scholar]
, Hochberg Y. (1995). Управление частотой ложных открытий: практичный и мощный подход к множественному тестированию. Дж. Р. Стат. соц. Серия Б. 57, 289–300. [Google Scholar] - Бломен В. А., Маек П., Джэ Л. Т., Бигенцан Дж. В., Ньювенхуис Дж., Старинг Дж. и др. (2015). Генная эссенциальность и синтетическая летальность в гаплоидных клетках человека. Наука 350, 1092–1096. 10.1126/science.aac7557 [PubMed] [CrossRef] [Google Scholar]
- Калифано А. (2011). Перепрошивка имеет значение. Мол. Сист. биол. 7, 463. 10.1038/msb.2010.117 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Censi F., Giuliani A., Bartolini P., Calcagnini G. (2011). Теоретический многомасштабный подход к сетям регуляции генов: тематическое исследование мерцательной аритмии. IEEE транс. Биомед. англ. 58, 2943–2946. 10.1109/TBME.2011.2150747 [PubMed] [CrossRef] [Google Scholar]
- Chang X., Xu T., Li Y., Wang K. (2013). Динамическая модульная архитектура сетей взаимодействия белок-белок за пределами дихотомии узлов «свидание» и «вечеринка». Нац. науч. Отзыв 3:1691. 10.1038/srep01691 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Choi Y., Kendziorski C. (2009). Статистические методы анализа коэкспрессии наборов генов. Биоинформатика 25, 2780–2786. 10.1093/bioinformatics/btp502 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Костанцо М., Барышникова А., Беллай Дж., Ким Ю., Спир Э. Д., Севьер К. С. и др.. (2010 ). Генетический ландшафт клетки. Наука 327, 425–431. 10.1126/science.1180823 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Эдгар Р., Домрачев М., Лаш А. Е. (2002). Омнибус экспрессии генов: экспрессия генов NCBI и хранилище данных массива гибридизации. Нуклеиновые Кислоты Res. 30, 207–210. 10.1093/nar/30.1.207 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Фриц Р. Д., Радзивилл Г. (2010). CNK1 Способствует инвазии раковых клеток посредством NF-kappaB-зависимой передачи сигналов. Мол. Рак рез.
8, 395–406. 10.1158/1541-7786. MCR-09-0296 [PubMed] [CrossRef] [Google Scholar]
- Gautier L., Cope L., Bolstad B.M., Irizarry R.A. (2004). affy – анализ данных геночипа affymetrix на уровне зонда. Биоинформатика 20, 307–315. 10.1093/bioinformatics/btg405 [PubMed] [CrossRef] [Google Scholar]
- Getz G., Levine E., Domany E. (2000). Связанный двусторонний кластерный анализ данных генного микрочипа. Проц. Натл. акад. Наука . США. 97, 12079–12084. 10.1073/pnas.210134797 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Джулиани А., Збилут Дж. П., Конти Ф., Манетти К., Миккели А. (2004). Инвариантные свойства метаболических сетей: приложение для анализа данных о свойствах масштабирования биохимических путей. физ. Стат. мех. заявл. 337, 157 10.1016/j.physa.2004.01.053 [CrossRef] [Google Scholar]
- Горбань А. Н., Смирнова Е. В., Тюкина Т. А. (2010). Взаимосвязь риска и кризиса: от физиологии к финансам. физ. Стат. мех. заявл. 389, 3193–3217. 10.1016/j.physa.2010.03. 035 [CrossRef] [Google Scholar]
- Gruen B., Leisch F. (2007). Подгонка конечных смесей обобщенных линейных регрессий в R. Comput. Стат. Анализ данных. 51, 5247–5252. 10.1016/j.csda.2006.08.014 [CrossRef] [Google Scholar]
- Груен Б., Лейш Ф. (2008). FlexMix версии 2: конечные смеси с сопутствующими переменными и переменными и постоянными параметрами. Дж. Стат. ПО 28, 1–35. 10.18637/jss.v028.i04 [CrossRef] [Академия Google]
- Хофри М., Шен Дж. П., Картер Х., Гросс А., Идекер Т. (2013). Сетевая стратификация опухолевых мутаций. Нац. Методы 10, 1108–1115. 10.1038/nmeth.2651 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Идекер Т., Кроган Н. Дж. (2012). Дифференциальная сетевая биология. Мол. Сист. биол. 8, 565. 10.1038/msb.2011.99 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Иризарри Р. А., Болстад Б. М., Коллин Ф., Коуп Л. М., Хоббс Б., Спид Т. П. (2003). Сводка данных уровня зонда affymetrix genechip. Нуклеиновые Кислоты Res.
31:e15. 10.1093/nar/gng015 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Jung S., Kim S. (2014). EDDY: новый метод статистического тестирования набора генов для выявления дифференциальных генетических зависимостей. Нуклеиновые Кислоты Res. 42, е60. 10.1093/nar/gku099 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Канехиса М., Гото С. (2000). KEGG: киотская энциклопедия генов и геномов. Нуклеиновые Кислоты Res. 28, 27–30. 10.1093/nar/28.1.27 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Келдер Т., ван Иерсел М.П., Хансперс К., Кутмон М., Конклин Б.Р., Эвело К. и др. (2012). WikiPathways: создание исследовательских сообществ по биологическим путям. Нуклеиновые Кислоты Res. 40, Д1301–Д1307. 10.1093/nar/gkr1074 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Кляйн О.К., Оуалкача К., Лафонд М.Х., Бхатнагар С., Тонин П.Н., Гринвуд К.М. (2016). Анализ коэкспрессии генов позволяет дифференцировать сети, связанные с различными видами рака, содержащими миссенс- или нулевые мутации TP53. Фронт. Жене.
7:137. 10.3389/fgene.2016.00137 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Кутмон М., Риутта А., Нуньес Н., Хансперс К., Виллигхаген Э. Л., Болер А. и др.. (2016 ). WikiPathways: охват всего разнообразия знаний о пути. Нуклеиновые Кислоты Res. 44, Д488–Д494. 10.1093/nar/gkv1024 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Лангфельдер П., Хорват С. (2008). WGCNA: пакет R для взвешенного корреляционного сетевого анализа. Биоинформатика BMC. 9:559. 10.1186/1471-2105-9-559 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Лангфельдер П., Хорват С. (2012). Быстрые функции R для надежных корреляций и иерархической кластеризации. Дж. Стат. ПО 46, 1–17. 10.18637/jss.v046.i11 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Leisch F. (2004). FlexMix: общая структура для моделей конечных смесей и регрессии скрытого класса в RJ Stat. ПО 11, 1–18. 10.18637/jss.v011.i08 [CrossRef] [Google Scholar]
- Мутха В. К., Линдгрен С. М., Эрикссон К. Ф., Субраманиан А., Сихаг С., Лехар Дж. и др. (2003). Гены, реагирующие на PGC-1α, участвующие в окислительном фосфорилировании, скоординировано подавляются при диабете человека. Нац. Жене.
34, 267–273. 10.1038/ng1180 [PubMed] [CrossRef] [Google Scholar]
- Пико А. Р., Келдер Т., ван Ирсель М. П., Хансперс К., Конклин Б. Р., Эвело К. (2008). WikiPathways: редактирование пути для людей. PLoS биол. 6:e184. 10.1371/journal.pbio.0060184 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Revelle W. (2015). psych: Процедуры личностных и психологических исследований. Эванстон, Иллинойс: Северо-Западный университет; Доступно в Интернете по адресу: http://CRAN.R-project.org/package=psych. Версия = 1.5.8. [Google Scholar]
- Снайдер Дж., Котляр М., Сараон П., Яо З., Юристика И., Стагляр И. (2015). Основы картирования сети взаимодействия белков. Мол. Сист. биол. 11, 848. 10.15252/msb.20156351 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Сент-Онге Р. П., Мани Р., О Дж., Проктор М., Фунг Э., Дэвис Р. В. и др. (2007). Систематический анализ путей с использованием профилирования пригодности с высоким разрешением комбинаторных генных делеций. Нац. Жене.
39, 199–206. 10.1038/ng1948 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Субраманиан А., Тамайо П., Мутха В.К., Мукерджи С., Эберт Б.Л., Джиллет М.А. и др.. (2005). Анализ обогащения набора генов: основанный на знаниях подход к интерпретации профилей экспрессии всего генома. проц. Натл. акад. науч. США. 102, 15545–15550. 10.1073/pnas.0506580102 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Консорциум ЮниПрот (2015). UniProt: центр информации о белках. Нуклеиновые Кислоты Res. 43, Д204–Д212. 10.1093/nar/gku989 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Wagner A.H., Coffman A.C., Ainscough B.J., Spies NC, Skidmore Z.L., Campbell K., et al.. (2016). DGIdb 2.0: поиск клинически значимых взаимодействий между лекарствами и генами. Нуклеиновые Кислоты Res.
44, Д1036–Д1044. 10.1093/nar/gkv1165 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Weinstein J. N., Collisson E. A., Mills G. B. M., Shaw K. R., Ozenberger B. A., Ellrott K., et al.. (2013). Проект анализа рака генома рака. Нац. Жене. 45, 1113–1120. 10.1038/ng.2764 [Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
- Ян Ю., Хань Л., Юань Ю., Ли Дж., Хей Н., Лян Х. (2014). Анализ сети коэкспрессии генов выявляет общие системные свойства прогностических генов для разных типов рака. Нац. коммун. 5, 3231. 10.1038/ncomms4231 [бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar]
Статьи из Frontiers in Genetics предоставлены здесь с любезного разрешения Frontiers Media SA
Руководство по эксплуатации токарного станка
Stanko — Скачать PDF бесплатно
Похожие документы
V-серия.
4-ходовой прецизионный токарный станок с автоматизированными циклами. www.weiler.de. Точность в каждом измерении. Новый продукт: первая 4-сторонняя точность
Точность во всех измерениях Услуга Новый продукт: первый прецизионный 4-позиционный токарный станок с автоматическими циклами Серия V 4-позиционный прецизионный токарный станок с автоматическими циклами Дополнительная информация
ЖУРНАЛ IBARMIA TECHNICAL SOLUTIONS // ibarmia.com //#03 OCT 2014 ZVH 58/L6000 МУЛЬТИПРОЦЕСС: ВОЗМОЖНО, САМАЯ ГИБКАЯ МАШИНА НА РЫНКЕ
ЖУРНАЛ ТЕХНИЧЕСКИХ РЕШЕНИЙ IBARMIA // ibarmia.com //#0 ОКТЯБРЬ 04 ZVH 58/L6000 МНОГОПРОЦЕСС: ВОЗМОЖНО, САМАЯ УНИВЕРСАЛЬНАЯ МАШИНА НА РЫНКЕ HTL 5 кВт, 500 об/мин 800 Нм 000 кг Высокопроизводительная система Стационарная
Дополнительная информация
ЧПУ и обычные высококачественные, большие, мощные и тяжелые горизонтальные токарные станки и шлифовальные станки
Всемирное партнерство для передовых технологий токарной обработки ЧПУ и обычные высококачественные, большие, мощные и тяжелые горизонтальные токарные и шлифовальные станки краткое описание вертикальных станков
Дополнительная информация
Измерительная система RENISHAW OMP 40 EN3M0-0 Edgecam Advanced Milling ENS-M0-G EdgeCam Solid Machinist for Granite
1 Горизонтальный обрабатывающий центр MATSUURA Модель: H-Plus 300 PC 5 Год: 2008 Управление: Matsuura G-Tech 30i Количество поддонов: 5 Размер (каждый) 300 x 300 мм. Индексация таблицы: 1 Скорость индекса: 1,5 сек/90 Индекс скорости:
Дополнительная информация
МЕХАНИЧЕСКИЕ ОПЕРАЦИИ И СТАНКИ
МЕХАНИЧЕСКИЕ ОПЕРАЦИИ И СТАНКИ 1. Токарные и сопутствующие операции 2. Сверление и сопутствующие операции 3. Фрезерование 4. Обрабатывающие и токарные центры 5. Другие операции механической обработки 6. Форма, допуски и
Дополнительная информация
Настройка контроллера DeskCNC.
1) Определите отношение шагов к линейному перемещению для каждой оси. 2 2) Определить максимальную скорость (скорость). 3 3) Настройка программного обеспечения Вкладка «Машина» 4 4) Настройка программного обеспечения Вкладка «Настройка DeskCNC» 5 5) Настройка
Дополнительная информация
Точность сделана в Европе. Соответствует DIN 8606.
Сердце системы, универсальное и расширяемое.
1 из 9 Точность, сделанная в Европе. Соответствует DIN 8606. Сердце системы, универсальное и расширяемое. Главный выключатель с защитой от автозапуска и аварийным отключением. Патрон для прецизионного токарного станка по DIN 6386 (Ø 100 мм).
Дополнительная информация
ДУГАРД. Станки с 1939 года. Тяжелые токарные станки с ЧПУ серии 700L Dugard. www.dugard.com
Станки DUGARD с 1939 года Мощные токарные станки с ЧПУ Dugard серии 700L www.dugard.com Токарные станки с ЧПУ для тяжелых условий Dugard 700L Длина станины 2000, 3000 или 4000 мм Разработаны для простой и удобной работы Подбарабанье
Дополнительная информация
Приложения ЧПУ. Введение в обрабатывающие центры
Приложения с ЧПУ Введение в обрабатывающие центры Обрабатывающие центры Обрабатывающий центр — это просто фрезерный станок с ЧПУ с устройством автоматической смены инструмента и кожухом. Есть несколько разных
Дополнительная информация
TA-A ФРЕЗЕРОВАЛЬНЫЙ ЦЕНТР СТАНДАРТНОГО ТИПА
TA-A ФРЕЗЕРНЫЙ ЦЕНТР TA-A ФРЕЗЕРНЫЙ ЦЕНТР TA-A ФРЕЗЕРНЫЙ ЦЕНТР БОЛЬШАЯ ПРОИЗВОДИТЕЛЬНОСТЬ В КОМПАКТНОМ СТАНКЕ Высокая производительность съема TA-A ФРЕЗЕРНЫЙ ЦЕНТР 2 TA-A Фрезерный центр TA-A
Дополнительная информация
Расширенные решения для 5 штук или 5,000,000 штук и всего, что между ними. Т Е Х Н О Л О Г И Е. Гидромат большого объема.
ТЕХНОЛОГИИ ОБРАБОТКИ Крупносерийный фрезерный станок с ЧПУ Hydromat CNC Swiss Machining Токарная обработка с ЧПУ Гравировка Вторичные операции Передовые решения для 5 или 5,000,000 штук и всего, что между ними.
Дополнительная информация
ДУГАРД. Станки с 1939 года. Высокоточный токарный станок с ЧПУ Dugard 400 с наклонной станиной.
www.dugard.com
Станки DUGARD с 1939 года Высокоточный токарный станок с ЧПУ Dugard 400 с наклонной станиной www.dugard.com Превосходная производительность, максимальная стабильность, максимальная надежность Точность, мощность и мощность делают Dugard 400
Дополнительная информация
ЗУБЧАТЫЙ СТАНОК ТИПА ZFWZ 8000×40
Инвентарный номер 416/635 Год выпуска 1973 Серийный номер 7160 ЗУБЧАТЫЙ СТАНОК ТИПА ZFWZ 8000×40 Назначение Станок предназначен для фрезерования цилиндрических, винтовых и винтовых зубчатых колес. Зуб
Дополнительная информация
Точная резка тяжелых материалов
PR 130 / PR 150 / PR 160 / PR 180 / PR 200 / PR 260 Точная резка тяжелых материалов СЕРИЯ P СЕРИЯ K СЕРИЯ T MILLFORCE 02 / Области применения 03 / Концепция станка 04 / Технология станка 05 / Опции
Дополнительная информация
Практика станкостроения, 8-е издание, 2006 г.
Соответствует: Стандарты производственного курса Южной Каролины для машиностроения 1, 2, 3, 4
62300100 A. ВЫПОЛНЕНИЕ МЕР БЕЗОПАСНОСТИ НА РАБОТЕ 62300101 Продемонстрировать способность безопасно работать. SE: стр. 6–13, 208–210, 233–235 TE: Руководство, стр. 11–12, 51–52, 55–58 TECH: CD Shop Safety: PowerPoint Slides 1–8 62300102
Дополнительная информация
ДУГАРД. Станки с 1939 года. Dugard 200HT / 200MC с наклонной станиной, высокоточные токарные станки с ЧПУ. www.dugard.com
Станки DUGARD с 1939 года Dugard 00HT / 00MC Наклонная станина, высокоточные токарные станки с ЧПУ www.dugard.com Dugard 00HT / 00MC Гидравлическая задняя бабка Управление пинолью может осуществляться с помощью программы или вручную, автоматическое определение
Дополнительная информация
Подпись Norman Crepeau Особое состояние При условии предварительной продажи Johnford ST60B.
Токарный центр с ЧПУ
Г-н Уилл Руд B & B Precise Products 25 Neck Road Benton, ME 04901 Дата 3 июня 2008 г. Предложение № 06032008 Действительно в течение 30 дней Цитируется по Norman Подпись Norman Crepeau Особое условие При условии предварительной продажи
Дополнительная информация
сайт: www.fathaco.com
КРАТКАЯ ИСТОРИЯ FAT-HACO Компания FAT Haco предлагает вам преимущества нашего обширного опыта с 1945 года. 5. Станки продаются во многих странах мира! Отлично оборудованная машина
Дополнительная информация
Станкостроение
TECHNOLOGY 1721 LARKIN-WILLIAMS ROAD FENTON, MO 63026 IN C. 636/349-7680 ФАКС: 636/349-6608 Станкостроение CNC SWISS MACHINES (1) Citizen C-16 Контурная обработка, нарезание резьбы, фрезерование, долбление, поперечная обработка
Дополнительная информация
ВВЕДЕНИЕ.
Уважаемые деловые партнеры!
ВВЕДЕНИЕ Уважаемые деловые партнеры! Мы рады представить новый каталог STROJFERR s.r.o. которая была создана в 1997 как истинно чешская компания. В своей деятельности и производственной программе,
Дополнительная информация
Предоставление ответов на все ваши потребности в станках
СТАНДАРТНЫЕ ФУНКЦИИ FANUC MXP-200FA CONTROL Особенности шпинделя Конструкция корпуса МОЩНЫЙ ДВИГАТЕЛЬ ПЕРЕМЕЩАЮЩЕГО ШПИНДЕЛЯ 20 л.с. В/Д ЗАКАЛЕННАЯ И ШЛИФОВАННАЯ КОНСТРУКЦИЯ КОРОБКИ
Дополнительная информация
ДУГАРД. Станки с 1939 года. Приводной инструмент серии Dugard ECO, токарные станки с ЧПУ с наклонной станиной. www.dugard.com
Станки DUGARD с 1939 года. Серия ECO Приводной инструмент, Токарные станки с ЧПУ с наклонной станиной www.dugard.com Серия ECO — Токарные станки с ЧПУ Невероятная скорость, мощность, точность и долговечность по доступной цене Прочность и надежность
Дополнительная информация
Основы фрезерно-обрабатывающего центра
Цели обучения После просмотра видео и изучения этого печатного материала зрители получат знания и понимание основных теорий и процедур фрезерования. Кроме того, зритель
Дополнительная информация
Это и есть E[M]CONOMY: не просто тренировки: настоящее действие! CONCEPT TURN 250. Тренировочная реальность с промышленными характеристиками
[Это] E[M]CONOMY: Не просто тренировки: настоящее действие! CONCEPT TURN 250 Тренировочная реальность с промышленными характеристиками Concept TURN 250 Бескомпромиссное качество вплоть до последнего болта при непревзойденной цене
Дополнительная информация
Ключевые данные. Практичные машины для вашего конкретного решения по шлифованию. Член Объединенной шлифовальной группы. Искусство шлифовки.
Искусство шлифовки. Член Объединенной шлифовальной группы CT450 / CT550 Практичные машины для вашего конкретного решения по шлифованию. Основные данные CT450 / CT550 очень универсальны для внутреннего круглого шлифования
Дополнительная информация
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ, собранный из стандартных деталей
Фрэнк Битти ИСПОЛЬЗУЯ СТАНДАРТНЫЕ ДЕТАЛИ и стандартные материалы, доступные практически везде, вы можете построить этот токарный станок по металлу, используя всего несколько инструментов. Из-за упрощения сборки в порядке
Дополнительная информация
Глава 2: Автоматизированное производство TECH 4/53350 1
Глава 2: Основы ЧПУ и словарный запас Компьютерное производство TECH 4/53350 1 Цели обучения ЧПУ Декартова система координат Направление движения фрезерного и токарного станка с ЧПУ Типы системы координат
Дополнительная информация
Наши складские станки Никаких дешевых станков, только недорогие и ВЫГОДНЫЕ станки. ВСЕ разумные предложения будут рассмотрены.
Supplyline CNC Ltd 116 Dursley Road Trowbridge Wiltshire BA14 7AY 00-44-1225-765732 [email protected] www.supplylinecnc.co.uk НДС 674 4338 16 Зарегистрировано в Англии № 3140626 Наше складское оборудование
Дополнительная информация
Atling с гордостью представляет самоцентрирующиеся люнеты нового поколения ATLING.
Окельбо Швеция. AX Люнеты
Atling с гордостью представляет самоцентрирующиеся люнеты следующего поколения ATLING Ockelbo Sweden AX Люнеты 1 Новый люнет AX Серия Atling AX является результатом нескольких лет разработки
Дополнительная информация
Учебный токарный станок. SE нового поколения
Обучаемый токарный станок Новое поколение SE Новое поколение SE Описание Удобные для пользователя токарные станки с высокой производительностью удаления стружки Серия SE сочетает в себе производительность обычного токарного станка с преимуществами
Дополнительная информация
а) Токарный станок с ЧПУ Jyoti DX100 Кол-во. = 6 нет
ПЕРЕЧЕНЬ СТАНКОВ 1) ЧПУ VMC (фрезерование) Общее количество = 1 шт. По оси X Перемещение = 500 мм По оси Y Перемещение = 450 мм По оси Z Перемещение = 400 мм Точность позиционирования = 0,005 мм Точность Повторяемость = 0,003 мм 2 ) ТОКАРНАЯ ЧПУ
Дополнительная информация
ЛИНЕЙКА станков SAMSUNG
ЛИНЕЙКА СТАНКОВ SAMSUNG SMEC Co. , Ltd. http://www.esmec.com SMEC 2014.04-NO.1 КРАТКАЯ ИСТОРИЯ 1989 Основано как подразделение станков Samsung Heavy Industries, Ltd. Горизонтальная и вертикальная обработка
Дополнительная информация
Обучение токарной обработке с ЧПУ. РУКОВОДСТВО ДЛЯ ОБУЧЕНИЯ. www.denford.co.uk Страница 1
Обучение токарной обработке с ЧПУ www.denford.co.uk Стр. 1 Содержание Введение… 3 Запустите программное обеспечение VR Turning… 3 Настройте программное обеспечение для станка… 4 Загрузите файл ЧПУ… 5 Настройте инструмент …
Дополнительная информация
ФРЕЗЕРНЫЙ ЦЕНТР СТАНДАРТНОГО ТИПА
ФРЕЗЕРОВАЛЬНЫЙ ЦЕНТР СТАЛЬНОГО ТИПА TR ФРЕЗЕРНЫЙ ЦЕНТР СТЕНАЛЬНОГО ТИПА TR ФРЕЗЕРНЫЙ ЦЕНТР СТАЛЬНОГО ТИПА ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КОМПАКТНОГО СТАНКА, ОБЕСПЕЧИВАЮЩАЯ ТОЧНОЕ КОМПЛЕКСНОЕ ФРЕЗЕРОВАНИЕ СТАНЬЮ TR ФРЕЗЕРНЫЙ ЦЕНТР TR
Дополнительная информация
ПАРТНЕРЫ и ОБЯЗАННОСТИ
Местонахождение Ключевые факты Основной бизнес Проектирование и управление производством тяжелообработанных стальных конструкций и компонентов для сталелитейной промышленности. Объем продаж до 40 млн Штат сотрудников 190 человек Площадь магазинов 35 000 м²
Дополнительная информация
Фрезерный станок Фрезерный станок — это станок, используемый для сложной формовки металла и других твердых материалов. Его основная форма – это
Фрезерный станок Фрезерный станок — это станок, используемый для сложной формовки металла и других твердых материалов. Его основная форма — вращающаяся фреза или концевая фреза, которая вращается вокруг шпинделя
Дополнительная информация
[ означает: Экономьте время, деньги и место! MAXXMILL 500. Вертикальный фрезерный центр для 5-сторонней обработки
[ E[M]CONOMY] означает: Экономьте время, деньги и пространство! MAXXMILL 500 Вертикальный фрезерный центр для 5-сторонней обработки MAXXMILL 500 MAXXMILL 500 — идеальный вертикальный фрезерный центр для 5-осевой обработки
Дополнительная информация
Обрабатывающий центр с непревзойденной жесткостью и маневренностью NHX6300
Пресс-релиз Mori Seiki Co. , Ltd. Головной офис: 2-35-16 Meieki, Nakamura-ku, Nagoya City 450-0002, Япония ТЕЛ: +81(0)52-587-1830 ФАКС: +81(0)52 -587-1833 24 января 2013 г. Обрабатывающий центр оснащен непревзойденным
Дополнительная информация
Станки SAMSUNG PL60 ТОКАРНЫЙ ЦЕНТР С ЧПУ
Станки SAMSUNG PL60 ТОКАРНЫЙ ЦЕНТР С ЧПУ Передовой инжиниринг и проектирование машин SAMSUNG Конструкция из чугуна с превосходными характеристиками демпфирования и теплового смещения Жесткий наклон 45 градусов
Дополнительная информация
SprutCAM — это CAM-система для генерации программ ЧПУ для обработки с использованием многоосевого фрезерования, токарной обработки, токарно-фрезерной обработки, проволочной электроэрозионной обработки с числовым программным управлением.
SprutCAM — это CAM-система для генерации программ ЧПУ для обработки с использованием многоосевых фрезерных, токарных, токарно-фрезерных, проволочно-эрозионных станков с числовым программным управлением и обрабатывающих центров. Система позволяет создавать
Дополнительная информация
Фрезерование двухслойных печатных плат с ЧПУ USB
Фрезерование двухслойных печатных плат с ЧПУ USB от tim23x Недавно я построил станок с ЧПУ из различных кусков высококачественного вторсырья. На деньги, сэкономленные на построении системы, я купил контроллер
. Дополнительная информация
Программирование ЧПУ. Лекция 25. Проектирование 475 автоматизированных производственных систем
Программирование ЧПУ Лекция 25 Инжиниринг 475 Автоматизированные производственные системы Информация, необходимая станку с ЧПУ 1. Подготовительная информация: единицы измерения, инкрементное или абсолютное позиционирование 2. Координаты: X, Y, Z,
Дополнительная информация
Станки SAMSUNG
SAMSUNG Machine Tools LCV 55 / 65 / 8 ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ SMEC Co. , Ltd. 6671, Gasulri, Daesanmyeon, Changwonsi Gyeongsangnamdo, Korea 641921 Тел.: +82 55 25 4832(48) Факс: +82 55 25 491(492) http://www.esmec.com
Дополнительная информация
Электрон С.Р.Л. УЧЕБНЫЕ СТАНКИ С ЧПУ B55
Электрон С.Р.Л. Дизайн Производство и торговля учебным оборудованием B55 УЧЕБНЫЕ МАШИНЫ С ЧПУ Технические характеристики могут быть изменены без уведомления Стр. 1 из 12 Файл B55 МОДУЛЬНАЯ СИСТЕМА ОБУЧЕНИЯ ДЛЯ ИЗУЧЕНИЯ ЧПУ
Дополнительная информация
ПЕРЕЧЕНЬ ОБОРУДОВАНИЯ. ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ С ЧПУ (12 обрабатывающих центров)
СПИСОК ОБОРУДОВАНИЯ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ С ЧПУ (12 обрабатывающих центров) 5: Mazak V-414/32 с ЧПУ M-32 и встроенным гибким производственным модулем с двумя паллетами. Этот современный обрабатывающий центр вместе с
Дополнительная информация
Станки с ЧПУ.
Обрабатывающие центры. а также. питаться от. TW-32-Q теперь до 15 л.с. TW-43-HV наш уникальный горизонтальный/вертикальный обрабатывающий центр
Станки с ЧПУ и обрабатывающие центры на базе OR TW-32-Q теперь мощностью до 15 л.с. TW-43-HV наш уникальный горизонтальный/вертикальный обрабатывающий центр TW-60-MCO с конусом № 40 или 50 и мощностью до 30 л.с. TW-32 -Q — маховики
Дополнительная информация
HCW 1000 НОВЫЙ ТИП ЛЕГКОЙ МАШИНЫ ОТ SKODA
HCW 1000 НОВЫЙ ТИП ЛЕГКОЙ СТАНКИ ОТ SKODA ПРЕДСТАВЛЕНИЕ HCW 1000 ŠKODA MACHINE TOOL a.s. продолжает свою более чем 100-летнюю традицию производства высокоточных станков. На основе рынка
Дополнительная информация
ОБОЗНАЧЕНИЕ ОСЕЙ В ПРОГРАММИРОВАНИИ ЧПУ-ДЕТАЛИ
ОБОЗНАЧЕНИЕ ОСЕЙ В ПРОГРАММИРОВАНИИ ЧПУ ЧПУ 1 ФУНКЦИИ, ВЫПОЛНЯЕМЫЕ СИСТЕМОЙ УПРАВЛЕНИЯ СТАНКА С ЧПУ ПЕРЕМЕЩЕНИЕМ КАНАЛА. УГЛОВОЙ ПОВОРОТ КРУГЛОГО СТОЛА. ОСТАНОВИТЬ/ПУСК ГЛАВНОГО ШПИНДЕЛЯ.
Дополнительная информация
ЧПУ — токарный станок. в очень хорошем состоянии
Токарный станок с ЧПУ в очень хорошем состоянии Производство DOOSAN Тип PUMA 2600 B Год выпуска 2012 Управление ЧПУ FANUC 0iTD с ручным управлением i Номер машины ML0200024 часов работы ок. 3.000 Шпиндель
Дополнительная информация
ВЕДУЩИЙ ПРОИЗВОДИТЕЛЬ КРУПНОГАБАРИТНЫХ СТАНКОВ
,p- bz- lh ВЕДУЩИЙ ПРОИЗВОДИТЕЛЬ КРУПНОГАБАРИТНЫХ СТАНКОВ HEAVY ENGINEERING CORPORATION LIMITED (предприятие правительства Индии) Компания Heavy Engineering Corporation Ltd. (предприятие правительства Индии),
Дополнительная информация
Расчеты скорости и подачи в приложениях ЧПУ
Приложения ЧПУ Расчеты скорости и подачи Фото предоставлено ISCAR Metals. Фрезы для токарных центров Какие типы фрез используются на токарных центрах с ЧПУ? Токарная обработка пластин из карбида (и других твердых материалов)
Дополнительная информация
Руководство по продукту SaraDrill
Справочник по продукту SaraDrill SARADRILL / КРАТКОЕ РУКОВОДСТВО Сверление из массива — проверенная технология для сверления отверстий большого диаметра на маломощных станках. Бурение от 49отверстия диаметром от мм до 270 мм из массива
Дополнительная информация
Рынки, на которых хорошо известен ZMM BULGARIA HOLDING!
Рынки, на которых хорошо известен ZMM BULGARIA HOLDING! 1-3 INDUSTRIAL HOLDING BULGARIA 4-19 СТАНКИ УНИВЕРСАЛЬНЫЕ 20-35 СТАНКИ УНИВЕРСАЛЬНЫЕ С РЕГУЛИРОВКОЙ СКОРОСТИ ШПИНДЕЛЯ 36-37 СТАНКИ OIL COUNTRY 38-47 СТАНКИ С ЧПУ
Дополнительная информация
Ньюленд Машин Тул Групп Инк.
Newland Machine Tool Group Inc. ОБЗОР ТЯЖЕЛЫХ СТАНКОВ Горизонтально-расточные станки серии KB HBM T-типа с выдвижным шпинделем на 130 или 165 мм (ось W), колонной, перемещаемой в направлении шпинделя (ось Z),
Дополнительная информация
СТАНКИ С ЧПУ. Страница 1 из 6
2 Deckel Maho — DMU 50 evo Linear Deckel Maho — DMU 50 evo Linear Полный 5-осевой обрабатывающий центр Полный 5-осевой обрабатывающий центр > ось X 500 мм — 90,6″ > 500 мм по оси X — 9,6″ > 450 мм по оси Y — 7,7″ > 450 мм по оси Y
Дополнительная информация
ME 1355 CAD/CAM ЛАБОРАТОРНАЯ ПРОГРАММА ДЛЯ ФРЕЗЕРОВАНИЯ С ЧПУ. Изучение G-кодов и M-кодов для написания ручного программирования деталей для систем управления Fanuc
ME 1355 CAD/CAM ЛАБОРАТОРНАЯ ПРОГРАММА ДЛЯ ФРЕЗЕРОВАНИЯ С ЧПУ Ex.No.1 Изучение G-кодов и M-кодов для написания ручного программирования деталей для систем управления Fanuc ПОДГОТОВИТЕЛЬНАЯ ФУНКЦИЯ (G-КОДЫ) Подготовительные функции
Дополнительная информация
ОБОРУДОВАНИЕ И ОБОРУДОВАНИЕ.
Многопроцессная обработка (горизонтальная/вертикальная)
ОБОРУДОВАНИЕ И ПОМЕЩЕНИЯ 11180 Southland Road Cincinnati, OH 45240 www.magna-machine.com Сертификат ISO 9001 Тел.: 513.851.6900 Факс: 513.851.6904 Площадь объекта: 125 000 кв. футов Производство: 70 000 кв.
Дополнительная информация
BESTALL SHARP GROUP ПРОИЗВОДСТВЕННАЯ ОБРАБОТКА. www.bestallsharp.com [email protected]
BESTALL SHARP GROUP FABRICATION MACHINING www.bestallsharp.com [email protected] РАСПОЛОЖЕНИЕ 1. ПУНА (МАХАРАШТРА) ИНДИЯ 2. ВАДОДАРА (ГУДЖАРАТ) ИНДИЯ КОМПАНИИ BESTALL ENGINEERING WORKS (PUNE) Дата основания
Дополнительная информация
Машинист скончался после того, как его ударил вращающейся стальной прутковой заготовкой на токарном станке в штате Вашингтон.
Смерть оператора после удара вращающимся стальным прутком на токарном станке в штате Вашингтон. Расследование: № 10WA01001 Дата выпуска: 15 июля 2012 г. Отчет SHARP: № 52-25-2012 СОДЕРЖАНИЕ СОДЕРЖАНИЕ СТРАНИЦА
Дополнительная информация
SHARP SVL 4525 LINEAR WAY ВЕРТИКАЛЬНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР
SHRP SVL 4525 LINER WY VERTICL MCHINING CENTER ТОЧНЫЕ МАШИННЫЕ ИНСТРУМЕНТЫ Sharp Industries, Inc. 3501 Challenger Street Torrance, C
ПОДХОД ИЗМЕРЕНИЯ РАБОТ ДЛЯ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ В ТЯЖЕЛОМ МАШИНОСТРОИТЕЛЬНОМ ЦЕХЕ
5-я Международная и 26-я Всеиндийская конференция по технологиям производства, проектированию и исследованиям (AIMTDR 2014) 12–14 декабря 2014 г., ИИТ Гувахати, Ассам, Индия ПОДХОД К ИЗМЕРЕНИЮ РАБОТ ДЛЯ ПРОИЗВОДИТЕЛЬНОСТИ
Дополнительная информация
Инструмент Bonelle и шлифовальный станок
Заточной станок Bonelle Tool and Cutter Заточной станок был построен примерно в 1987 году и экспонировался на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. МЭ Том 164 № 3868 стр. 273). Впоследствии
Дополнительная информация
МАНИТОВОК ТУЛ ЭНД МАШИНИНГ, ООО.
МАНИТОВОК ТУЛ ЭНД МАШИНИНГ, ООО. Производительность мирового класса, которая меняет мир. СПИСОК ПРЕДПРИЯТИЙ, зарегистрированных в соответствии со стандартом ISO 9001 4211 Clipper Drive Manitowoc, WI 54220 Телефон: (920) 682-8825 Факс: (920) 682-4299
Дополнительная информация
Renishaw 2008. Применение инноваций TM. Калибровка 5-осевых станков для повышения точности деталей. 5Выровнять
Калибровка 5-осевых станков для повышения точности деталей 5Align Productive Process Pyramid TM Понимание и отслеживание поведения станков Верификация процесса Термокомпенсация Внутрицикловое управление технологическим процессом
Дополнительная информация
ОСНОВЫ ОБОРУДОВАНИЯ И ИНСТРУМЕНТА С ЧПУ
Компьютеризированное производство (CAM) ЧПУ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ОСНОВЫ Доц. Проф. д-р Тамер С. Махмуд 1. Детали станков с ЧПУ Любой станок с ЧПУ в основном состоит из следующих частей: Программа обработки деталей,
Дополнительная информация
Анкета клиента. Контрольный список дизайна веб-сайта
Анкета клиента Контрольный список дизайна веб-сайта Каждый проект веб-дизайна начинается с плана! Мы создали его, чтобы помочь вам определить ваши требования, предпочтения и ресурсы. Когда вы ставите план
Дополнительная информация
ГЛАВА E. DOC (Глубина резания) t max Отверстие Ø.031
Шаг № 1: установите диаметр отверстия Шаг № 2: Найдите требования к глубине резания (DOC) Шаг № 3: Следуйте столбцам и строкам, чтобы найти правильный тип инструмента Шаг № 4: Найдите тип инструмента, чтобы найти доступные ширины ГЛАВА DOC (Глубина
Дополнительная информация
Микрон ХТ-один.
Двойной шпиндель, 5 осей, гибкий производственный центр
Mikron XT-one Двойной шпиндель, 5 осей, гибкий производственный центр 1 Mikron XT-one Двойной шпиндель, 5 осей, гибкий производственный центр Обрабатывающий центр Mikron XT-one считается одним из самых универсальных в мире
Дополнительная информация
Ассортимент 3-осевых обрабатывающих центров с ЧПУ Boxford
3-осевые обрабатывающие центры с ЧПУ Boxford — это требования. Благодаря высокопроизводительному контроллеру станка, использующему новейшую технологию управления движением, они могут удовлетворить все ваши потребности в 2½- и 3D-фрезеровании
Дополнительная информация
Фрезерные станки с ЧПУ серии SmartCut EVS Сочетание технологии ЧПУ и возможности ручного управления SC EVS-350B с ЧПУ SC EVS-550B с ЧПУ
Компания Summit Machine Tool Manufacturing L. L.C. Фрезерные станки с ЧПУ серии SmartCut EVS Сочетание технологии ЧПУ и возможностей ручного управления SC EVS-350B CNC SC EVS-550B CNC Summit Machine Tool Manufacturing L.L.C. СмартКут
Дополнительная информация
Обрабатывающие центры с ЧПУ. MAZAK VARIAXIS 630 Обрабатывающий центр с ЧПУ. Обрабатывающий центр с ЧПУ MAZAK Variaxis 730 в линии FMS 3. Обрабатывающий центр с ЧПУ MAZAK VARIAXIS 730
Станки Overzicht Версия 2 2015 Обрабатывающие центры с ЧПУ MAZAK VARIAXIS 630 Обрабатывающий центр с ЧПУ 2 станка с поддонами Размер поддона: 500 x 630 мм 765 мм 510 мм Мощность двигателя шпинделя: 15 кВт MAZAK VARIAXIS 730 CNC Machine
Дополнительная информация
Вихревая машина. Новое измерение вихревых технологий. Машины для наматывания нитей. Большой диаметр заготовки. Резьба с высоким шагом
LEISTRITZ PRODUKTIONSTECHNIK GMBH Резьбонакатные станки Вихревой станок Новое измерение вихревой технологии Большой диаметр заготовки Резьба с большим шагом Удовлетворение потребностей клиентов остается высшим приоритетом
Дополнительная информация
AWS ACHSLAGERWERK Staßfurt GmbH
AWS ACHSLAGERWERK Staßfurt GmbH Содержание Компания 2 Продукты 5 Наши собственные продукты 6 Стационарное оборудование 11 Сертификаты 12 Обеспечение качества 15 Услуги 16 История 19 Референции 20 КОМПАНИЯ AWS Achslagerwerk
Дополнительная информация
Мультифактор ТМ.
Эффективный, надежный, гибкий!
Multifactor TM Эффективно, надежно, гибко! 2 Многофакторная технология и ноу-хау для идеального решения Ищете высокопроизводительную и недорогую производственную систему? Ваши требования к размеру заготовки
Дополнительная информация
Обрабатывающий центр с ЧПУ Weeke, модель BP-150 Optimat
Обрабатывающий центр с ЧПУ Weeke, модель BP-150 Optimat Модель BP-150 компании Weeke представляет собой настоящий промышленный станок, предназначенный, прежде всего, для сквозного сверления и обработки плоских деталей без специальных приспособлений для заготовок.
Дополнительная информация
ЦЕНА МАШИНЫ. Показать цену специальной распродажи машины
Cyber CNC Machinery Sales, Inc. S86 W22400 Edgewood Avenue Big Bend, WI 53103 e-mail:sales@cybercnc. com Телефон (262) 662-1100 Факс (262) 662-1104 ПРЕДЛОЖЕНИЕ НА СТАНКИ Show Machine Special Clearance Sale Price
Дополнительная информация
ИНДИКАТОРЫ БЫСТРОГО НАБОРНОГО ТЕСТА
ИНДИКАТОРЫ БЫСТРОГО ЦИФРОВОГО ТЕСТИРОВАНИЯ В Verdict Rapid лицевая сторона шкалы наклонена к поверхности заготовки, что обеспечивает хорошую визуальную доступность и исключает ошибку параллакса. Рапиды имеют заднюю поворотную втулку
Дополнительная информация
Инновации / Совершенство / Технология / Ценность. Инновационный дизайн / Стремление к совершенству / Передовые технологии / Созданная ценность ESG 2448 2460 2480 24120
Инновация / Совершенство / Технология / Ценность Шлифовальный станок с ЧПУ TD Smart Шлифовальный станок с ПЛК HADC Прецизионная гидростатическая направляющая ADC Автоматическая правка и компенсация верхней части колеса ACUMEN II Автоматическая правка и компенсация
Дополнительная информация
Станки.
Фрезерно-расточные станки
Фрезерные и расточные станки Фрезерные и расточные станки Наша семейная компания успешно разрабатывает и производит станки по индивидуальному заказу и проектирует станки на основе требований к заготовке
Дополнительная информация
Токарные центры. Токарно-фрезерные станки. С самым мощным контролем в отрасли: SingleMax
Токарные центры Фрезерно-токарные станки С самой мощной системой управления в отрасли: SingleMax TMi Токарные станки общего и тяжелого назначения > TM 6 i > TM 8 i > TM 10 i > TM i > TM 18 i > TM 18 Li Преимущества
Дополнительная информация
ПРИМЕЧАНИЯ ДЛЯ МАГАЗИНА
ПРИМЕЧАНИЯ ДЛЯ МАГАЗИНА ФРЕЗЕР ДЛЯ МЕТАЛЛА ДЛЯ ВАШЕГО МАСТЕРСКОГО ФРЕЗЕР ДЛЯ МЕТАЛЛА необходим для определенных операций механической обработки, когда плоские поверхности должны быть получены в очень узких пределах, например, обработка плоских поверхностей на отливках,
Дополнительная информация
М.
Б.П. благодаря своему большому опыту. присутствует во многих сферах деятельности. НАША СПЕЦИАЛИЗАЦИЯ: ОБРАБОТКА МЕХАНИЧЕСКИХ ДЕТАЛЕЙ
М.Б.П. благодаря своему большому опыту. присутствует во многих сферах деятельности. Для выполнения ваших проектов наши требования к производительности применяются на всех уровнях. Наша организация, наряду с качеством нашего
Дополнительная информация
ротационная передаточная машина
ПЕРЕДАЧНЫЕ СТАНКИ OMNI-TURN-TRANSFER С ИНТЕГРАЦИЯМИ ТОКАРНЫХ ЦЕНТРОВ Buffoli NORTH AMERICA (стенд № 5630) с гордостью представляет новый запатентованный токарно-фрезерный станок OMNI-TURN-TRANSFER
Дополнительная информация
Многоцелевой токарный центр с ЧПУ. Комплект серии
Многоцелевой токарный станок с ЧПУ серии KIT Лучше всего подходит для линий автоматизации Дополнительная информация
центральное сверло со сменными пластинами
Наша инновационная конструкция инструментов повышает производительность и конкурентоспособность, одновременно снижая производственные требования в ряде отраслей. Инструментальная система разработана для удобства пользователей механической обработки
Дополнительная информация
Дополнение к оператору вспомогательного шпинделя серии TL
3 4 5 11 9 Приложение для операторов контршпинделя серии TL 2 1 12 10 6 7 8 20HP VECTOR DUAL DRIVE LIVE TOOLING 2008 Haas Automation, Inc. 96-0037 ред. L 9/08 1 1. Введение Специальные М-коды
Дополнительная информация
Токарные центры. МАКС 5 От печати до деталей и получения прибыли
Токарные центры MAX 5 От печати к детали к прибыли TMi и TMXi Двухкоординатные токарные станки общего назначения, тяжелые и высокопроизводительные > TM6i > TM12i > TM8i > TM18i > TM10i > TM18Li > TMX8i > TMX10i Преимущества
Дополнительная информация
Станки SAMSUNG
SAMSUNG Machine Tools VERTICAL MACHINING CENTER SMEC Co. , Ltd. 666, Gasul-ri, Daesan-myeon, Changwon-si Gyeongsangnam-do, Korea 641-921 Тел.: +82 55 250 4800 Факс: +82 55 253 5355 http://www. .esmec.com www.esmec.com
Дополнительная информация
10. Основы аппаратного обеспечения ЧПУ
Принципы и приложения CAD/CAM 10 Основы аппаратного обеспечения ЧПУ 10-1/10-20 P.N.Rao 10. Основы аппаратного обеспечения ЧПУ 10.1 Структура станков с ЧПУ Таблица 10.1 Некоторые критерии проектирования станков с ЧПУ
Дополнительная информация
Изготовление мягких кулачков для токарного патрона с 3 кулачками Bison
Изготовление мягких кулачков для токарного патрона Bison с 3 кулачками Автор: R. G. Sparber Авторское право защищает этот документ. 1 Патрон для токарного станка Bison служит мне уже много лет. Одной из его особенностей является возможность удаления
Дополнительная информация
ДМУ 75/95 моноблок
www. dmgmori.com Пятиосевые универсально-фрезерные станки DMU 75/95 моноблок Высокие технологии в стандартной комплектации Пятиосевая одновременная обработка по лучшей цене. Моноблок DMU 75 / 95 Лучшие характеристики для одновременной пятиосевой обработки
Дополнительная информация
Обрабатывающий центр с ЧПУ Weeke, модель BHC 550 NB
Обрабатывающий центр с ЧПУ Weeke, модель BHC 550 NB Модель BHC-550 NB компании Weeke — это действительно промышленный станок, предназначенный в первую очередь для сверления и фрезерования плоских деталей, вложенных в целые листы материала.
Дополнительная информация
www.toolmex.com +1-508-653-8897 800-992-4766
www.toolmex.com +1-508-653-8897 800-992-4766 РЕШЕНИЯ ДЛЯ УДОВЛЕТВОРЕНИЯ ВАШИХ ПОТРЕБНОСТЕЙ AL AL AL WOR ИЛИ ИЛИ ИЛИ ИЛИ ОРХ KH KH KH KH KH
Дополнительная информация
Статические и приводные инструменты серии LB и LT
Статические и приводные инструменты серии LB и LT Обзор EWS Компания EWS Tool Technologies со штаб-квартирой в Ухингене (округ Гёппинген) и дочерними предприятиями в США, Южной Корее и Франции принадлежит к мировой
Дополнительная информация
Точка К2.
Двойной динамический транспорт. Vitap.com
Point K2 Double Dynamic Transport 1 Vitap.com X Каталог вакансий Оптимизация резки панелей Компактный станок с ЧПУ, который может выполнять следующие функции: Сверление отверстий в 5 направлениях и выполнение операций по нарезанию канавок
Дополнительная информация
ПРИНАДЛЕЖНОСТИ И ИНСТРУМЕНТЫ ДЛЯ ФРЕЗЕРНЫХ СТАНКОВ YUASA
97 ГОРИЗОНТАЛЬНО / ВЕРТИКАЛЬНО Цанговый индекс 5C Серия 550 ГАРАНТИЯ 2 ГОДА Шпиндель изготовлен с коническим гнездом в раме корпуса. Быстрое открывание и закрывание осуществляется цанговым доводчиком с рычагом
Дополнительная информация
ГОРИЗОНТАЛЬНО-РАСТОЧНО-ФРЕЗЕРНЫЙ СТАНОК С ЧПУ СЕРИИ UBM-W. http://www.uchine.com.tw. Двухколонный обрабатывающий центр с ЧПУ серии UDM
Двухстоечный обрабатывающий центр с ЧПУ серии UDM Горизонтальный фрезерный станок с ЧПУ серии UMM Горизонтальный обрабатывающий центр с ЧПУ серии UHM Традиционный горизонтально-расточный и фрезерный станок серии UBM
Дополнительная информация
Руководство — Schlatter E-Shop
Руководство — Schlatter E-Shop Content 1 Предварительная информация. ..3 2 Вход в систему Shatter E-Shop…3 3 Страница приветствия…4 4 Создание новой корзины покупок…5 5 Каталог…6 6 Создание заказов в Интернет-магазин…9 7 Создание предложений в интернет-магазине…9
Дополнительная информация
ТОЧНОСТЬ ПРОДУКЦИЯ PRATT & WHITNY 1930-Х ГОДОВ
ТОЧНОСТЬ ПРОДУКЦИЯ PRATT & WITNEY PRATT & WITNEY СТАНКИ, НЕБОЛЬШИЕ ИНСТРУМЕНТЫ И ПРИБОРЫ СОВРЕМЕННЫХ Инструменты Pratt & Whitney изготавливаются в соответствии с теми же высокими стандартами мастерства, которые установили наши основатели,
Дополнительная информация
Токарно-фрезерное приспособление
Токарное фрезерное приспособление от L C. MASON BY CLEVERLY Укладка холоднокатаного плоского проката вместе, Т-образные пазы и направляющие для этого токарно-фрезерного приспособления изготавливаются без дорогостоящего оборудования. На самом деле всего два инструмента,
Дополнительная информация
конструкция, характеристики, отзывы, цены / Paulturner-Mitchell.com
Отечественный токарный станок 1А616 выпускался с пятидесятых годов прошлого века. Серийный образец Средневолжского завода до сих пор можно встретить на различных промышленных предприятиях. Рассмотрим характеристики и особенности этой техники, а также отзывы потребителей.
Описание
Токарный станок 1А616 оснащен суппортом, перемещающимся в поперечном направлении механически до максимального значения до 195 миллиметров. В продольной плоскости ход элемента обеспечивается винтом и роликом на предельное значение 670 мм. Параметры подачи имеют одинаковый диапазон в пределах от 0,065 до 0,91 оборотов в минуту.
Характеристики станка позволяют производить быструю замену шестерен в коробке подач на взаимозаменяемые прецизионные детали. Это позволяет нарезать резьбу с максимально возможной точностью. Для нарезания стандартной резьбы дюймовой, модульной или метрической конфигурации такая замена не требуется. Получение точных параметров обусловлено включением ходового винта напрямую, минуя коробку подач.
Технические характеристики токарного станка 1А616
Рассматриваемый агрегат предназначен для обработки малогабаритных заготовок. Оборудование имеет следующие технические параметры:
- Предельная длина шлифования — 660 мм.
- Длина заготовки по максимальной — 710 мм.
- Диаметр заготовки над суппортом/станиной — 180/320 мм.
- Вес — 1,5 тонны.
- Диаметр сквозного отверстия шпинделя — 35 мм.
- Тип наконечника резьбовой по ГОСТ — 6К.
- Интервал вращения шпинделя — 9-1800 об/мин.
- Длина/ширина/высота — 2,13/1,22/1,22 м.
На станке 1А616 нарезаются следующие типы резьбы:
- Обработка шага 2-128.
- Дюймовая резьба — 1-56 витков на дюйм.
- Модульное исполнение — в диапазоне от 0,25 до 5,5 мм.
- Метрическая версия — 0,2-24 мм.
Заготовки укладываются в обычный патрон, фиксируются пневматическими или гидравлическими прижимными устройствами.
Конструкция
В состав рассматриваемого оборудования входят следующие элементы и детали:
- Столбик передний и задний.
- Передняя и задняя бабки.
- Реверсивное устройство, устройство перевыбора, а также блок, отвечающий за увеличение рабочего шага.
- Узел от сменных колес.
- Шкаф для электрооборудования.
- Фартук с механизмом подачи.
- Станину.
- Коробка подачи
- Система охлаждения режущих инструментов.
- Коробка передач.
- Лоток для сбора стружки и отработанного хладагента.
Принцип действия
Металлообрабатывающие станки 1А616 работают по такому принципу:
- Деталь перед обработкой закрепляется в патронной оснастке или между центрами.
- Резцы устанавливаются в держатели суппорта. Одновременно можно установить не более четырех режущих элементов.
- Для сверления или нарезания внутренней резьбы в пиноли задней бабки закрепляется подходящий инструмент.
- Основная обработка заготовки осуществляется сочетанием поступательно-вращательного движения фрезы и вращения детали. Данная конструкция позволяет обрабатывать цилиндрические, конические и фасонные детали, в том числе винтовые и торцевые.
На токарном станке по металлу 1А616 передача крутящего момента на шпиндель и заготовку производится с помощью ременного шкива, который размещен между опорами. При необходимости замену клинового ремня можно выполнить без снятия шпинделя. В конструкции этого оборудования предусмотрен принцип раздельной передачи на суппорт. Его можно перемещать с помощью шпинделя или ролика. В обмотке двигателя задействован пускатель постоянного тока, обеспечивающий эффективное торможение привода.
Схема электрическая
Схема электрическая токарного станка 1А616 включает в себя следующие элементы:
- Предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения
- Контакторы включения и реверса.
- Регулятор активации насоса охлаждающей жидкости.
- Реле скорости вращения двигателя и аналоговое управление контактором.
- Конфигурация пониженного трансформатора.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Аппаратура управления переключением.
Металлообрабатывающий агрегат оснащен двумя электродвигателями, каждый из которых имеет свою функциональность. Трехфазный двигатель PA22 имеет мощность 0,12 кВт и обороты 2800 оборотов в минуту. Он служит для включения насоса хладагента в рабочей зоне.
Трехфазный аналог А02-41-4 имеет номинальную мощность 4 кВт (1430 об/мин). Его задачей является обеспечение работы главного привода машины.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегатируются с электрической сетью 220 В. Под заказ изготавливаются модификации, рассчитанные на 500 В.
Рабочий процесс
Движение подачи при работе на металлообрабатывающих станках 1А616 происходит от узла шпинделя на суппорте. Коробка передач способна обеспечить работу техники в 48 диапазонах, официально их указано 22, так как некоторые скорости совпадают. Для продольного перемещения суппорта используется зубчатая муфта, а в поперечной плоскости — ходовой винт.
Для нарезания резьбы с шагом менее шести миллиметров суппорт и шпиндель соединяются между собой напрямую. Обработка больших значений осуществляется с помощью перебора и промежуточного элемента увеличения шага. Основным рабочим движением рассматриваемого оборудования является режущий момент, совершаемый шпинделем с закрепленной в нем заготовкой. Кроме того, за этот процесс отвечает пара клиноременных передач и блок скоростей на 12 диапазонов.
Редуктор
Этот важный узел токарного станка включает три вала, размещенные в отсеках с подшипниками, подвижные болты с шестернями и одну активную шестерню. Выбор скорости вращения осуществляется включением шестерен с различными параметрами. Динамика передается на вал, шестерни и шпиндель оборудования. Для увеличения скорости вращения шпинделя он соединяется непосредственно с полым валом при помощи муфты кулачкового типа.
При работе на токарном станке помните о дополнительных механических (ручных) манипуляциях. К ним относятся:
- Поверните держатель инструмента и установите его в нужное положение.
- Перемещение задней бабки с установленной пинолью.
- Установка суппорта в нужное положение.
Токарный станок 1А616: цена и отзывы
Стоимость рассматриваемого оборудования на вторичном рынке в зависимости от состояния, комплектации и года выпуска, на вторичном рынке составляет 40 тысяч рублей и выше.
Отзывы покупателей о станке позволяют выделить основные преимущества данного металлообрабатывающего станка. Среди пользователей:
- Многофункциональность.
- Надежность.
- Высокоточная обработка.
Среди недостатков владельцы отмечают, что многие операции необходимо настраивать вручную. Кроме того, калибровка и настройка оборудования требуют участия специалиста.
Наконец
Технические возможности отечественного токарного станка 1А616, отзывы о котором приведены выше, определяют возможность его эксплуатации в производственных цехах для обработки заготовок крупными партиями и при изготовлении единичных изделий. Агрегат может комплектоваться рабочими частями из быстрорежущих сталей, а также твердосплавными резцами. Универсальность оборудования позволяет не только точение, но и нарезание резьбы различной конфигурации.
Руководство Mantenimiento Preventivo Torno 16k20 (имп)
MANUAL DE MANTENIMIENTO PREVENTIVO TORNO PARALELO KN 16K20 INGENIERO MANUEL DELGADO RODRÍGUEZ 10.10.2012
INDICE DE CONTENIDOS 1 Технические данные………………………………….. …………………. ……………………… 5 2 Руководство производителя. …………………………………………. ……………………………………….6 3 Диаграмма де carga o impulsión ………………………………………………………. ………………………… 8 4 Эксплуатация ……. …………………………………………. ……………………….. 16 5 Электрическая часть ……………… …………………………………………. ……………. 23 6 Planificación del mantenimiento Prevention………………………………….. …………………………… 30 7 Unidad de enfriamiento…………….. …………………………………………. …………….. 34 8 Операция по установке и подъему …………………………… ………………………… 35 9Procedimiento del mantenimiento Prevention…………………………………… …………….. 38 10 Регулировка и структура …………………… …………… …………………………………………. 40 11 Инвентарь стороны и компоненты ………………………………… … 54 12 Стандартные аксессуары, герметики и дополнительные аксессуары ……………… 63 13 Freno de pié ……….. …………………………………………. …………………………………………. 65 14 Registro de фальяс…………………………………………………….. …………………………….. 6915 Форматы и приложения…………………………………………….. ……………………………….. 71 ФОРМАТ……………… …………………………………………… A 86 ФОРМАТ……………………………………………………………… B 88 ФОРМАТ ………… ………………………………………………… C 89 ФОРМАТ…………………………………………………………… D 90 ФОРМАТ …… ………………………………………………………… E 91 № Документо
МАК-009
Страница 2 из 91
PRECAUCIÓN Asegúrese де leer Эсте ручной у эль ручной пункт ла operación segura Антес де Operar Эста Máquina. 1. No opere sin gafas y zapatos de seguridad. 2. Siempre использовать ип каско де seguridad у mantenga лас манга у лос-бордес-дель-информе-де-trabajo apretados. 3. Мантенга лас манос алехадас де лас пьезас мовилес де ла макина. 4. Никаких дополнительных расходов. 5. Proporcionar luz adecuada alrededor de la máquina y mantener el perímetro alrededor de la máquina seco, limpio y en buen estado. No coloque nada cerca de la máquina, de lo contrario se convierte en un obstáculo durante la operación. 6. Нет coloque herramientas, piezas de trabajo u otros elementos en la máquina, especialmente en las partes móviles. 7. Asegúrese де Que ла пьеса де trabajo о ла herramienta себе retiró completamente де лас partes móviles у ла llave эль mandril о torreta se hayan retirado антесы де girar эль husillo. 8. Parar la maquina antes de ajustar la posición de las boquillas de refrigerante. 9. Durante la operación y mantenimiento, debe tener cuidado de que la placa de precaución no este sucia o dañada. 10. Desconectar ла energía eléctrica, Antes де ла limpieza или эль mantenimiento де ла maquina. 11. Нет mueva el carro продольный менос que se suelte. 12. Пара эль funcionamiento seguro де ла máquina, periódicamente llene де aceite аль cabezal, caja y plataforma де alimentación y aplique aceite о grasa a otros sitios де aceite como rieles y tazas. 13. El usuario debe suministar un mandril de φ315mm que debe estar de acuerdo con la EN1550:1997. La velocidad номинальный пункт el uso del mandril debe ser Superior a la maxima velocidad. Los siguientes сын эль типо у таманьо де husillo recomendados.
№ Документо
МАК-009
Страница 3 из 91
12,3 6-
26.20
+0,050 0
EQS
171,4
139.719
90
84
77
64
0
50
6-
29
+0,033 0
(Н8)
13,5
М8
+0,20
1:20
9
190
13EQS
Рис. 1. Modelo 16K20 Nariz del Husillo
20
3X
13
171,40
40
6XM20X1.5EQS
26.20
139.719
206 (Размер только для патрона.)
250
6ХМ8 9
13,5
12.3
Рис. 2. Modelo 16K20 Flanco del husillo 14. Прочтите руководство для отдельной операции.
№ Документо
МАК-009Страница 4 из 91
1 Datos técnicos 1.1 Esta máquina de serie es capaz de tomar las operaciones como torneado cilíndrico interior y external, revestiiento y otro tipo de virutas; y es capaz de cortar los hilos de rosca métrica, pulgadas, modulo y DP; para taladrar, escariar y abordar las ranuras. 1.2 Además de las anteriores operaciones, es capaz de girar piezas de trabajo de tipo plano y piezas de forma нерегулярно. 1.3 Пьезас де trabajo se encienden la maquina redondez dentro de 0.01 mm y Cilindricidad dentro 0.02mm sobre una logtitud de 200mm, con un acabado superficial alto. 1.4 Эль-торно из серии 16K20, cuenta con un φ82mm de agujero pasante (3 15/64 «) y allowe trabajar con una barra de gran diámetro. 1.5 Dos unidades diferentes de medición, pulgadas y sistemas de métricas se utilizan en La maquina. Asegura la operación simple para areas de medidas diferentes. 1.6 La maquina se puede parar con el freno de mano o freno de pie. Los usuarios pueden operar según sus habitos de trabajo. 420 В и частоты 50 Гц и 60 Гц.
№ Документо
МАК-009Страница 5 из 91
2 Руководство по изготовлению Tabla2-1 Технические данные (модели 16 дюймов и 26 дюймов) CS16″ CS20″ CS26″ Модель CS16″B CS20″B CS26″B Данные CS16″G CS20″G CS26″G Изделие CS16″GB CS20″ ГБ CS26″ГБ Макс. диаметр поворота станины φ400(16″) φ500(20″) φ660(26″) Макс. диаметр поворота поперечной направляющей φ220(8″) φ300(12″) φ420(17») Макс. токарная диам. φ630(25″) φ710(28″) φ870(34″) Макс. диаметр поворота и длина в зазоре 240(9″) Макс. длина заготовки 750/1000/1500/2000/2500/3000 (30 дюймов/40 дюймов/60 дюймов/80 дюймов/100 дюймов/120 дюймов) Макс. длина поворота 700/950/1450/1950/2450/2950 (28 дюймов/38 дюймов/58 дюймов/75 дюймов/96 дюймов/116 дюймов) Сквозное отверстие шпинделя φ52 (2 3/64 дюйма) Серия B φ82 (3 15/64 дюйма) диам. и конусность отверстия шпинделя MT.№6 Серия B φ90 1:20(3 35/64″ 1:20) Нос шпинделя ISO 702/Ⅲ Байонет №6 тип B серия ISO 702/Ⅱ №8 короткий эксцентриковый замок тип Скорость шпинделя 24-ступенчатая 9—1600 об/мин Максимальный выходной крутящий момент шпинделя 1400 Н·м (1013 фунт-сила-фут) 1200 Н·м (885 фунт-сила-фут) Количество и диапазон длинных подач Стандартная Уменьшенная Увеличенная Количество и диапазон поперечного сечения подачи Стандартная Уменьшенная Увеличенная Число и диапазон нарезания резьбы Метрическая резьба Дюймовая резьба Модульная резьба Дюймовая резьба Продольный ускоренный поперечный ускоренный подвод Шаг ходового винта Высота оси шпинделя до опорной поверхности инструмента Сечение инструмента Угол поворота четырехходовой резцедержателя
№ Документо
МАК-0090,063-2,52 мм/об 65 видов, (0,0023-0,0937 дюймов/об, 65) 0,028-0,056 мм/об 13 видов, (0,0010-0,0021 дюймов/об, 13) 2,86-6,43 мм/об 15 видов, (0,1064- 0,2392 дюйма/об, 15) 0,027–1,07 мм/об 65 видов, (0,0011–0,0404 дюйма/об, 65) 0,012–0,026 мм/об 13 видов, (0,0004–0,0010 дюймов/об, 13) 1,21–2,73 мм/ r 15 видов, (0,0457-0,1032 дюйма/об, 15) 0,5-224
48 видов
72-1/8 т/д
49 видов
0,5-112 56-1/4ДП
42 вида 45 видов
4,5 м/мин (15 футов/мин) 50 Гц 5,4 м/мин (18 футов/мин) 60 Гц 1,9 м/мин (6,37 футов/мин) 50 Гц 2,3 м/мин (7,67 футов/мин) 60 Гц 12 (2 tpi) 28 (1 3) /32″) 25мм×25мм(1″×1″) ±90°
Страница 6 из 91
CS16″ CS16″B CS16″G CS16″GB
Элемент данных модели
CS20″ CS20″B CS20″G CS20″GB
CS26″ CS26″B CS26″G CS26″GB
Максимум. ход составного упора 145 (5 3/4″) Максимальный ход поперечных салазок 320 (12 5/8″) 310 (12 1/8″) Максимально допустимое усилие резания (Pz) 14000 Н (3086 фунтов силы) 12000 Н (2643) lbf) Максимально допустимое усилие подачи (Px) 3500N (772 lbf) Диаметр пиноли задней бабки 75 (2 61/64″) Конус пиноли задней бабки Конус Морзе № 5 Макс. ход пиноли 150 (5 29/32″) Поперечное перемещение задней бабки ±15 (±19/32″) Тип главного двигателя, мощность, скорость Y132M, 7,5 кВт (10 л.с.) 1450 об/мин (50 Гц), 1750 об/мин (60 Гц) ) Тип двигателя с быстрым ходом, мощность, 2AOS, 5632, 250 Вт (0,34 л.с.), скорость 1360 об/мин (50 Гц), 1750 об/мин (60 Гц) Тип насоса охлаждающей жидкости, мощность, расход 50 л/мин (11 галлонов/мин) Клиновой ремень B2108 4 шт. B2184 4 шт. B2337 4 шт. Вес нетто машины 750 (30 дюймов)
1975 кг (4354 фунта)
2052 кг (4520 фунтов)
2150 кг (4735 фунтов)
1000 (40 дюймов)
2050 кг (4520 фунтов)
2100 кг (4630 фунтов)
2200 кг (4845 фунтов)
1500 (60 дюймов)
2250 кг (4960 фунтов)
2300 кг (5070 фунтов)
2400 кг (5286 фунтов)
2000 (80 дюймов)
2450 кг (5400 фунтов)
2500 кг (5510 фунтов)
2600 кг (5727 фунтов)
2500 (100 дюймов)
2650 кг (5840 фунтов)
2700 кг (5950 фунтов)
2800 кг (6168 фунтов)
3000 (120 дюймов)
2850 кг (6280 фунтов)
2900 кг (6390 фунтов)
3000 кг (6610 фунтов)
Размеры машины (Д×Ш×В) 750 (30 дюймов) 1000 (40 дюймов) 1500 (60 дюймов) 2000 (80 дюймов) 2500 (100 дюймов) 3000 (120 дюймов)
№ Документо
2382×975×1230
2382×975×1270
2382×975×1350
94″×38 3/8″×48 7/16″
94″×38 3/8″×50″
94″×38 3/8″×53″
2632×975×1230
2632×975×1270
2632×975×1350
104″×38 3/8″×48 7/16″
104″×38 3/8″×50″
104″×38 3/8″×53″
3132×975×1230
3132×975×1270
3132×975×1350
123″×38 3/8″×48 7/16″
123″×38 3/8″×50″
123″×38 3/8″×53″
3632×975×1230
3632×975×1270
3632×975×1350
143″×38 3/8″×48 7/16″
143″×38 3/8″×50″
143″×38 3/8″×53″
4132×975×1230
4132×975×1270
4132×975×1350
163″×38 3/8″×48 7/16″
163″×38 3/8″×50″
163″×38 3/8″×53″
4632×975×1230
4632×975×1270
4632×975×1350
183″×38 3/8″×48 7/16″
183″×38 3/8″×50″
183″×38 3/8″×53″
МАК-009Страница 2 из 91
3 Diagrama de carga o impulsión. 3.1 El sistema de impulsión de la máquina se muestra en la figura 3-1. Las partes del sistema de impulsión se enumeran en la tabla 3-1 Los datos son aplicables a la unidad métrica y tabla 3-2 son aplicables a la unidad de pulgadas. En la Fig.3-2 se muestra la ubicación de rodamientos. Los Nombres de los rodamientos se enumeran en la tabla 3-3.
№ Документо
МАК-009
Страница 3 из 91
№ Документо
МАК-009
Страница 9 из 91
Рис.3-1
Схема импульсной системы
Localización de rodamientos Рис. 3-2 No. Documento
МАК-009Страница 10 из 91
Табла 3-1 Номер
Кабезасток
Нет.
Parte No. Número de ientes
1
02081
45
2
02082
45
3
02083
40
4
02084
36
5
02085
28
6
02086
32
7
02106
48
8
02087
32
9
02089
36
10
02091
44
11
02088
40
12
02092
36
13
02092
20
14
02105
32
15
02093
45
16
02094
61
17
02095
30
18
02095
17
19
02096
48
20
02056
16
21
02097
17
22
02098
60
23
02099
20
24
*B02104
48
25
*B02102
40
26
*B02101
80
27
02114
32
28
02103
26
29
02107
48
30
02108
31
31 32 33
02108 02111 02109
31 18 31
№ Документо
МАК-009
Lista de partes, система импульсов
Модуль
Позиционное радио.
Ангуло
Материал
Тратамьенто де калорий.
45
G48
40Cr
G52
45
G48
40Cr
G52
45
G48
40Cr
G52
45
G48
40Cr
G48
45
G48
40Cr
G48
45
G48
45 40Кр 45
Г48 Г48 Г48
2,5 20°
+0,525
3
Изк Дер
20°/13º10″
Д +0,5868 20° 3
2,5
Изк Р -0,5868
20°/13º10″
20°
Страница 11 из 91
продолжение Таблица 3-1. Nombre Cambio de Marcha
Алим энтак ион.
Фартук
34 35 36 37
Номер детали 08042 60 08043 69 08041 56 08044 57
38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69
07061 07061 07062 07063 07064 07064 07066 07066 07073 07072 07071 07069 07068 07067 07065 07066 07066 07032 07032 07076 07077 07078 07079 07074 07074 07074 07075 07034 07038 06061 06062 06063
Нет.
№ Документо
28 30 27 41 30 29 21 28 20 118 21 36 32 33 30 21 28 14 22 42 33 15 24 22 40 32 21 21 42 36 32 56
МАК-009Модуль
Позиционное радио.
Ангуло
Нейлон
45
/2,75
2 1,75 3 2
МС
20°
/2,25
3
Тратамьенто термико.
45
▲2
2,25 1,75 2,25 1,75 2,25 1,75 3 2
Материал
+0,6 -0,1323 +0,5254 -0,3323 +0,5731 +0,50 +0,30 +0,04256 +01,352 -0,50 +0,7687 +1,444 +0,8117 +0,50 +0,30
20°
45
G42
20°
40Кр 45 ГКр15
+0,40
2,25
-0,40 +0,1323 +0,5324 +0,40
2
+0,25 -0,25
1,5
Страница 12 из 91
Продолжение Таблицы 3-1. Позиционное радио.
Нет.
Parte No. Número de ientes
70
06057
2
71
06021
26
72
06064
32
73
06065
36
74
06065
36
75
06066
45
76
06066
45
77
0606987
78
06052
12
79
01024
стойка
80
06071
18
81
06072
28
82
06073
20
83
06074
89
84
06066
85
06066
86
06067
35
87
06068
58
88
06022
89
01021
79
01024А
2,5036
89
01021А
12
70
06057А
2
2,5
Изк
78
06052А
12
2,5036
+0,049
90
05031
18
1,75
Изк
91
05021
Y40Mn
92
05011
ZCuSn10Pb
93
04011
94
04031
Кола-
95
03022
запас
96
03005
98
02003
Номбре
Дереча
Фартук
Эррамьента
Почта
№ Документо
Модуль
Ангуло 6º20′25″
2,5 Левый 1,75
6º20′25″ 20°
1
Тратамьенто термико.
45 ZCuSn10Pb 1 45
G48
45 45
1,75
2,5036
Изк
40Cr
+0,249Г48 45
1,75 20°
1,5
45
1
Материал
40Cr 1,75 45
Г48 Г48
ZCuSn10Pb1
12
5
G52
Y40Mn 20° 6º20′25″ 20°
45 Y40Mn 45
G48
40Cr
Д0.3-550
1 Y40Mn HT150
φ175
МАК-009
Страница 13 из 91
Таблица 3-2
Nombre Cambio Marcha
Фартук
пост Эррамьента
Нет.
Часть №
Número de ientes
34
08042Y
82
35
08043Y
57
36
08041Y
81
37
08044Y
69
81
06072Y
30
82
06073Y
28
83
06074Y
97
88
06022Y
89
01021Y
91
05021Y
92
05011Y
93
04011Y
94
04031Y
Listado de partes en pulgadas.
Модуль
1,5/2,25
Позиционное радио.
Ангуло
20°
1,5
Материал
Тратамьенто термико.
45
45 20°
12,7
ZCuSn10Pb1 Y40Mn
Y40Mn
1 5,08
ZCuSn10Pb1 ZCuSn10Pb1
Y40Mn
Примечание: Marcaciones con * son partes del 16K20.
La máquina ha sido estrictamente probada, demostrando que su nivel de ruido no es alto ni excede los 81dB.
№ Документо
МАК-009Страница 14 из 91
Таблица 3-3
Список родамиентос
Типо
спецификация
Не мочь.
7000106
35×55×9
2
44, 45
105
25×47×12
10
1,8,14,15,16,17,31,37,40,41
106
30×55×13
1
25
203
17×40×12
9
29, 30, 33, 34, 35, 36, 38, 39, 46
205
25×52×15
3
13, 24, 32
208
40×80×18
3
12, 18, 19
303
17×47×14
1
27
304
20×52×15
1
28
305
25×62×17
3
26, 20, 10
306
30×72×19
2
21,11
307
35×80×21
2
9,5
308
40×90×23
1
22
Д119
95×145×24
1
23(Серия Б)
1Д3182120
100×150×37
1
6 (Серия К20)
1Д3182124К
120×180×46
1
2 (Серия К20)
7205Е
25×52×16,5
2
47, 48
7209Е
45×85×21
1
7
7608Е
40×90×35,5
1
4
Д8106
30×47×11
2
42, 43
5Д2268124
120×150×25
1
3 (Серия К20)
8205
25×47×15
1
49
17
7×19×6
4
50,51
Д215
75×130×25
1
23
Д3182116
80×125×34
1
6
1Д3182120К
100×150×37
1
2
5Д2268120
100×150×60
№ Документо
МАК-009
Номер на диаграмме
3
Страница 15 из 91
4
Операция.
4.1 Controles Рис.4-1 Muestra la ubicación y los controles de la máquina. 4.2 Método 4.2.1 Sistema de impulsión Diferentes velocidades del husillo están disponibles colocando las posiciones del tablero (8) y (10). 24-pasos o contador de reloj para el husillo se pueden conseguir (8) si se colocan las posiciones de acuerdo al tablero (10). Вер Табла 4-1. Cuando (10) se coloca en posición нейтральный el husillo se desengancha de otros sistemas y se detiene. EL система де movimiento también себе detiene pero puede activarse incrementando el mecanismo del Pitch. Примечание: No opere ninguna palanca mientras está girando el eje.
4.2.2 Система питания 4.2.2.1
Ajuste del Pitch y de la alimentación: Pitches y alimentaciones distintas se pueden
lograr ajustando el control del pitch (6), Selector de la rosca (7), Control de alimentación (9) y el sistema de ajuste de alimentación (11). Un control de ajuste del Pitch (6) se utiliza para cambiar los tipos de roscas, o simples cambios de alimentación. Debido дие эль-система себе форма де un сцепление де уна через о el dirección movimiento дель Carro Эс невозможно (6) не сер Que эль контроля себе положение en posición derecha. Рошка дереча – Шаг нормальный. Питание доступно. Rosca izquierda — Нормальный тон. Грех Алиментасьон. Rosca derecha con incremento en el Pitch. Питание доступно. Rosca Izquierda с шагом в Pitch. Грех alimentación. b、Selector de rosca (7) se usa para seleccionar el tipo de rosca y la alimentación.
т м
Метрика Rosca Modulo
н
Роска в пульгадас
ДП
Diametro de rosca según Pitch
Нейтро № Документо
МАК-009Страница 16 из 91
c、 Pitch y control de alimentación (9) cambios de 1 a 15 como se indica en el tablero.
d、 Incremento en el control de alimentación (11) se usa para aumentar el Pitch y la alimentación. Ⅰ, Ⅱ, Ⅲ, Ⅳ: Tornillo de pomo dedicado a cortar un hilo. A、 B、C、 D: Barra de la alimentación se dedica a dar un movimiento de avance. Радио:Ⅰ:Ⅱ:Ⅲ:Ⅳ = A:B:C:D = 1:2:4:8
Se establece una secuencia en la alimentación enumerada en las palancas y botones Tabla 4-2. Para garantizar эль buen funcionamiento де лас palancas де ajuste де ла máquina y pomos debe basarse en el principio de que una mayor velocidad de giro совпадают с una alimentación más fina y viceversa. . 4.2.2.2
Операция дель карусель
а. Selector де eje y rápida travesía, botón (21), se utiliza para mover el carro o recorrer rápidamente en la dirección que se encuentra. Пункт rápidamente rápidamente rápidamente botón de la cabeza debe ser presionado hasta Que el carro se mueva a la posición deseada. б. Palanca (18), se usa para mover el carro hacia adelante y hacia atrás a lo largo de la cama al cortar roscas. La tuerca de la mitad está cerrada cuando la palanca (8) Gire a la derecha y separados cuando la palanca (8) hacia la izquierda. в. Rueda de mano (13), Mango cruzado (14) и mando compuesto (20) son controles todos manuales. Cada uno de ellos tiene un marcado en su base para indicar la distancia mover. 4.2.2.3 Para otros controles, vea el диаграмма функций. Funcionamiento de la Palanca (12) или (19)) es colocada en la posición Superior, el huso comienza a funcionar hacia adelante; Cuando se pone en la posición inferior el eje comienza a funcionar al revés; Cuando себе колока ан эль центро се колокан лос топес де husillo. Примечание: El funcionamiento de la palanca (12) o (19) no se puede establecer desde la posición Superior directamente en la posición inferior o viceversa.
№ Документо
МАК-009
Страница 17 из 91
(1)Botón de enfriamiento
(14)Контроль за автомобилем
(2)Экстренная остановка
(15)Паланка де супресион де захоронения
(3)Руководитель Энсендидо
(16) Лампара
(4)Выключатель вне очереди
(17)Основной элемент управления de encendido en carro.
(5)Indicador de niveles
(18)Контроль за огнем
(6)Управление высотой тона
(19)Акционадор мотора и чок
(7)Селектор Рошка
(20)Питание вертикальное
(8)Контро-де-Велосидад-дель-Усильо
(21)селектор eje X y movimiento rápido
(9)Контроль подачи и питания.
(22) Canales de flujo de aceite.
(10) Control de aumento y decremento de velocidad del husillo
(23)Сегуро де пунто
(11)Контроль скорости дель Хусильо
(25) Control de rueda de alimentación de punto.
(24)Rueda de alimentación de punto.
(12)Indicador de nivel (13)Rueda de mano
Рис.4-1
№ Документо
МАК-009
Localización y funcionamiento de controles.
Страница 18 из 91
Таблица 4-1
Velocidades del Husillo Posició n de Palanca
№ 10
скорость об/мин
8
эффективность
мощность соли, кВт
расчет
Обычный
CW
против часовой стрелки
Разрешение на перевозку Макс. крутящий момент Н·м
Пунто де разрыв а
1
1
9
9.06
9.2
2
2
11
11,4
11,6
3
3
14
14.2
14,4
4
4
18
17,8
18.1
5
5
22
22.1
22,4
6
6
28
27,8
28,2
7
7
35
34,7
35,2
8
8
45
43,4
44.1
9
1
55
54,4
55,2
1039
10
2
70
68,3
69,4
832
11
3
85
85,4
86,7
677
12
4
105
1.6.8
108,5
529
13
5
132
132,6
134,7
441
14
6
170
166,7
169,3
321
15
7
210
208,4
211,7
277
16
8
260
260,5
264,6
224
Фрик-
17
1
320
326,1
331,2
185
ción
Тьемпо
шестерня 13 0,773
5,8
1400
(Рис
16:1
.1)
0,797
6,0
18
2
400
410,1
416,5
146
19
3
500
512,5
520,5
116
20
4
630
640,6
650,6
92
21
5
800
795,8
808,2
73
22
6
1160
1000,4
1016.0
58
23
7
1250
1250,5
1270,0
46
24
8
1600
1563.1
1587,5
36
8:3
схватить
№ Документо
МАК-009
4:9
Страница 19 из 91
Таблица 4-2a Питание и поле. Метрико
Пульгады
№ Документо
МАК-009
Страница 20 из 91
Таблица 4-2b Питание и поле. Метрико
Пульгады
№ Документо
МАК-009
Страница 21 от 91
Таблица 4-2c Питание и поле.
1 1 Применимо a CS62 40(B) y CS62 50(B) tornos con sistemas en pulgadas y métricos.
1 Применимо a CS62 40(B) y CS62 50(B) tornos con sistemas en pulgadas y métricos
№ Документо
МАК-009Страница 22 из 91
5
электрическая часть
5.1 Подготовка к приему пищи. Después де ла instalación, се tomarán лос siguientes procedimientos пункт garantizar уна operación segura. 5.1.1 Проверка 1) Проверка наблюдения. Abra la puerta del gabinete y asegúrese de Que no esté dañado ningún elemento dentro del gabinete. 2) Asegúrese Que el agua no ha entrado en el gabinete y está seco dentro. 3) Asegúrese де Que Cada Conector Y Los Cables estén Conectados Firmemente. 4) Mida la fuente de alimentación con un multimetro y asegúrese de que cumple los requisitos de la máquina. 5.1.2
Conexión del cableado 1) El usuario debe preparar un cable de alimentación de 4x4mm2 y de caucho revestido a la máquina. 2) También un fuible de 30A(50A) или un interruption de aire debe estar preparado para el uso de la maquina exclusivamente. 3) Pase el cable por el orificio en el lado del gabinete y conecte a los terminales. Эль кабель де
alimentación debe protegerse con una articulación anti-stretching. 4) El conductor de tierra debe ser conectado directamente al terminal de tierra. Примечание: Tierra y neutro deben estar separados. Es muy Importante Para La Máquina Пункт garantizar ип funcionamiento Seguro дель Sistema де контроля де ла tierra.
5.2 Операция Рис. 5-1 локализация сторон. Рис. 5-2 Схема esquemático d partes. Рис. 5-3 Схема кабеля. Tabla 5-1 listado de todas las partes eléctricas. Электропитание от сети переменного тока 220 В, 380 В, 420 В, 600 В, 50 Гц/60 Гц, 3 фазы. Не существует общего плавкого предохранителя dentro de la máquina, el usuario deberá conectar un fusible (50A) al Circuito de suministro de energía. EL16K20 tiene un indicador de voltaje y de niveles. Погрешность напряжения ±10% и погрешность частоты ±1.
№ Документо
МАК-009Страница 23 из 91
Аль Cerrar эль Circuito QS1 ла máquina estará электрификада. La lámpara EL se encenderá al mismo tiempo. EL мотор arranca cuando SB3 или SB4 se presionany se detiene cuando SB2 SB5 se presionan. La bomba de enfriamiento M2 no arranca a menos que el motor esté encendido. La bomba себе arranca cuando SB6 се presiona у се detiene cuando эль мотор дежа де операр. La lámpara де trabajo себе activa с SA1. El control SQ1 opera y rompe los contactos relacionados con corte de energía por unidad de control del motor y eléctricas garantizando la seguridad en el momento de servicio cuando se abre la cubierta de engranajes de cambio, para el mantenimiento Las partes eléctricas no se pueden acceder a menos que la segunda puerta de protección, que se instala para evitar el toque del failuree de las piezas eléctricas, se retire. SQ2 является ип контроля де ла пуэрта у се utiliza пункт desconectar эль Circuito де контроля.
№ Документо
МАК-009Страница 24 из 91
Табла 5-1 Кодиго
Типо
М1
QA132M4A
М2
АКП-100
М3 ТС1
Listado de partes eléctricas.
Nomb re 3-фазный
спецификация
Фабриканте
сертификация
3-400 В 50 Гц 7,5 кВт
АББ
CE
Насос охлаждающей жидкости
3-50Гц 100Вт 400В
Южная Корея
CE
ЯСС2-56
3-фазный микродвигатель
3-50Гц 370Вт 400В
ДЖБК5-160/ТХ
Разделительный трансформатор
Вход: 400 В 50 Гц
асинхронный двигатель
Шэньян Санью Шанхай ЛЕЙПОЛЬД
СЕ СЕ
Выход: 24 В (60 ВА) 24 В (100 ВА) KM1
SC-E04E5
Контактор переменного тока
Катушка 24В 50Гц
Фудзи
CE
км2
СК-E02E5
Контактор переменного тока
Катушка 24В 50Гц
Фудзи
CE
км3
СК-E02E5
Контактор переменного тока
Катушка 24В 50Гц
Фудзи
CE
КС1
П1-32/ЭА/СВБ
Выключатель
То есть=32А
ТЛЕКОН
CE
СБ2,3
CJK22-11BD/G1R0
Двухпозиционная кнопка с лампочкой
Ue=400В Ie=5A
CE
СБ4
CJK22-10P/W
Кнопка запуска шпинделя
Ue=400В Ie=5A
CE
СБ6
CJK22-10P/W
Кнопка запуска насоса охлаждающей жидкости
Ue=400В Ie=5A
CE
СБ7
CJK22-01P/К
Кнопка остановки насоса охлаждающей жидкости
Ue=400В Ie=5A
СБ5,8
CJK22-01MXS/R
Кнопка E. stop с грибовидной головкой
Ue=400В Ie=5A
CE
SB1
ЛА38-11/206А
Кнопка быстрого хода
Ue=400В Ie=5A
CE
ХЛ1,2
АД11-22/20-9ГЗ
Сигнальная лампа
AC24V
CE
SQ3,4,6
ЗС335-11З
Предохранительный концевой выключатель
Ролик
CE
SQ2
ЗС335-11З
Предохранительный концевой выключатель
Поршень
SQ1,5
АЗ15звк
Выключатель безопасности
QF01
EA33AC/30
Выключатель с пластиковым корпусом
То есть=30А
Фудзи
CE
QF02
МС116-16.0
Стартер двигателя
10-16А
АББ
CE
QF03
МС116-0,63
Стартер двигателя
0,4-0,63 А
АББ
CE
QF04
МС116-2,5
Стартер двигателя
1,6-2,5А
АББ
CE
QF05,08
НДМ1-63С
Малый выключатель
1/2
QF06
НДМ1-63С
Малый выключатель
3/1
QF07
НДМ1-63С
Малый выключатель
6/1
№ Документо
МАК-009
Цзянинь Чанцзян
ШМЕРСАЛЬ
CE
СЕ СЕ
Шанхай Лянсинь
СЕ СЕ СЕ
Страница 25 из 91
TORNO PARALELO TK 16K20 — MANTENIMIENTO INDUSTRIAL DELGADO
Рис.5-1 Circuito de potencia Boton ON Husillo Boton Выключатель E.stop Boton ON bomba Boton OFFBomba Лампа включения питания
HL2 Лампа включения охлаждающей жидкости SQ1 Cambio se carcaza EL Lampara de trabajo
№ Документо
SB1 SB2 SB3 SQ3 SQ2 M1
Botón de avance Husillo STOP Husillo Avance Avance вертикальный Control de pié Motor de husillo
M2 Motor de Bomba M3 Avance rapido XT1 Терминалы
МАК-009
XT2 XT3 SQ4 SQ5 SQ6
Terminales Terminales Circuito de protección seguro de puerta Circuito de protección POST
SB8 E. stop SQ7 Ограничитель оси X
Страница 26 из 91
Инструкции
Diagrama de localización de partes eléctricas.
5-4
QS1 SB4 SB5 SB6 SB7 HL1
TORNO PARALELO TK 16K20 — MANTENIMIENTO INDUSTRIAL DELGADO Instrucciones
Рис.5-2 Электрическая схема 1 5-5
№ Документо
МАК-009
Страница 27 из 91
TORNO PARALELO TK 16K20 — MANTENIMIENTO INDUSTRIAL DELGADO Instrucciones
Рис. 5-3 Электрическая схема 2 5-6
№ Документо
МАК-009
Страница 28 из 91
TORNO PARALELO TK 16K20 — MANTENIMIENTO INDUSTRIAL DELGADO
Рис. 5-4 Схема подключения
5-7
Примечание: 1. Схема защиты SQ1. 2. SQ2, SQ3, SQ4 и SQ5 се desconectan en caso de STOP de Emergency, cambio de chock o desmonte de carcaza.
№ Документо
МАК-009Страница 29 из 91
6 Планирование профилактического обслуживания Рис. 6-1 Смазка. 16K20 использует стандарт GB/T 7632—1987 как стандартную систему смазки.
Cambio de aceite cada 50 días Gire una vuelta cada cambio de aceite 30 30
30 дренадо
ацеит
Бомба де мано
2
30
30
30
16К20 №2 Граса 16К20
Рис. 6-1 Система смазки Se deben mantener los siguientes procedimientos para el cambio de aceite y grasa en el 16K20:
№ Документо
МАК-009
Страница 30 из 91
EL ACEITE DE LA MÁQUINA NO DEBE ELIMINARSE CASUALMENTE. Debe ser recogido y entregado a la empresa de tratamiento especializado. 6.1 Lubricación de cabezal El aceite es bombeado por la bomba impulsada por eje Ⅰ. Después де сер filtrado себе canaliza а-ля бандеха де aceite у Sigue уна рута пункт lubricar engranajes, ejes, rodamientos у и т.д.. ан эль cabezal generando ип цикло. (Рис.6-2).
№ Документо
МАК-009Страница 31 из 91
Siempre observar эль indicador de niveles colocado en la parte frontal del torno. El nivel debe mantenerse, al menos, en la parte Central. Aseguarse де accionar ла бомба ручной пункт revisar лос niveles reales.
Рис. 6-2
Смазка де Cabezal.
6.2 Смазка торно пор medio де ла caja де alimentación. Las venas de alimentación suministran la cantidad de aceite necesario en las partes vitales del torno (рис. 6-3). Эль aceite quemado дебе де сер дренадо пункт су confinamiento де acuerdo аль диаграмма.
废油极限 高度观察孔
Revisar aceite de desperdicio aquí Drenado 放油孔 Рис. 6-3
Esquema де lubricación пор medio де caja.
6.3 Распределение El aceite se acumula en la placa de distribución. Рис. 6-4. Los cojinetes де ла parte боковой дель торно сын lubricados кон aceite де ла ранура Superior en ла Que эль aceite себе canaliza пор уна бомба де мано. La manija де ла бомба дебе сер manipulada cinco veces антеса де empezar trabajar. Рис. 6-5.
№ Документо
МАК-009Страница 32 из 91
Соблюдайте эль-нивель-де-ацеите-эн-эль-медидор и асегурес-де-куе, соответствующий а-ля линия центрада де ла вальвула.
由此加油
Llenar aceite aquí 手拉油泵
Бомба де мано
Рис.6-4
由此加油 Лленар акуи
Распределение ацеита.
手拉油泵де мано Бомба
Рис. 6-5
Распределение ацеита, боковое.
6.4 Guía de modos de lubricación Rieles inferiores de transporte están Centralizados y lubricados por la bomba de mano. Barandillas Superiores del Carro, Cruz Tornillo, Tornillo de Carro Superior, Torreta, Contrapunto y Tornillo Son lubricados con una aceitera de mano. 6.5 Otros sitios de lubricación Tornillo, varilla y cuello de palanca operativo son lubricados por algunas cadenas. El aceite es almacenado en la cuenca del soporte trasero. El eje у ла манга де polea en cambios де engranajes caja сын engrasados кон граса базы де calcio No. 2.
№ Документо
МАК-009Страница 33 из 91
7 Unidad de enfriamiento (No disponible) El refrigerante almacenado en el Soporte Central de la Máquina es bombeado por una bomba trifásica AYB-50. El flujo дель refrigerante себе regula кон уна llave де agua en эль тубо де refrigerante. Refrigerante debe seleccionarse para el tipo de trabajo y el material de trabajo obteniendo los resultsados esperado. El refrigerante de residuos de la máquina no debe eliminarse casualmente. Deben recogerse у confinarse como elementos tóxicos, пункт су manejo adecuado.
№ Документо
МАК-009Страница 34 из 91
8 Operación de instalación y prueba de elevación 8.1 Elevacion Para el levantamiento de una máquina torno paralelo, ate y pase los cables por los simbolos pintados en el cajón. Manejar ла máquina кон cuidado пункт evitar golpes о choques. Mantenerla arriba-derecha y no inclinarla demasiado. Evite colocar ла máquina sobre objetos afilados.
Para el levantamiento de una máquina después de desembalar, ate y pase los cables según el charta a continuación (рис. 8-1). Mueva эль Carro Hacia atrás у adelante пункт ип Буэн Equilibrio. Coloque sustancias suaves entre las cuerdas y la máquina para evitar daños en la estructura Fig.8.2 Desempacar Después de desembalar, compruebe inmediatamente las condiciones de la máquina. Пересмотреть ла herramienta пор lista де embalaje у accesorios. 8.3 Instalación Aunque la maquina fue inspeccionada y probada extivamente antes de salir de la fábrica debe ser instalado correctamente para mantener la precision y la vida útil de la maquina.
La máquina себе encuentra instalada пор medio де varios grupos де cuñas де Йерро sobre уна базы де concreto дие себе prepara де antemano. Вер Рис. 8-1. Nivelar la máquina utilizando los niveles de precisión
0,06/1000 в продольном направлении и 0,03/1000 в направлении дельта
dispositivo, ajustando los pernos de soporte. Después де терминадос лос ajustes primarios, vierta concreto en los agujeros para los pernos de soporte o anclaje. Los ajustes minimos deben hacerse solo después de que el concreto se haya endurecido completamente. Cuando la máquina esté nivelada con la precisión requerida se instalan tornillos de seguridad a cada tuerca de perno. Se montan cuñas де Йерро sobre ла база де ла máquina dejando уна кара лиза sobre ла instalación.
№ Документо
МАК-009Страница 35 из 91
8.4 Limpieza Антиоксидантный агент, применяемый на машине, полностью устраняется с помощью queroseno. Dentro del cabezal debe limpiarse con queroseno caliente. Tras la finalización de la limpieza, llene el suficiente aceite para máquina de acuerdo con la tabla de lubricación. 8.5 Prueba de operación Asegúrese de que la máquina esté bien lubricada antes de realizar la
Прюба де
funcionamiento Lea cuidadosamente el MANUAL del operador para apoyar la función y uso de cada control y. Пересмотреть лос niveles де aceite пункт garantizar ип buen funcionamiento де ла máquina en cuestion. Opere manualmente cada parte operativa para garantizar un buen funcionamiento. Antes де encender ла energía eléctrica, asegúrese дие ла instalación eléctrica esté en buen estado y el motor no sufra desgaste. Antes de encender el torno, verifique que el chock gira libremente, con el сцепление де форма нейтральный. De otro modo las líneas de cada fase deberán ser revisadas. El funcionamiento en Seco se realiza solo después de que se hayan completado todos los procedimientos anteriores. Utilice la máquina primero a la velocidad miníma durante un período de tiempo y aumentando постепенное ла velocidad. Соблюдайте cuidadosamente las condiciones de la unidad de lubricación, unidad de operación, la eléctrica, la unidad de frigeracion y la unidad de funcionamiento durante la Marcha en Seco. Нет empezar a trabajar menos que la máquina esté operando, bien lubricado y con frenado libre.
№ Документо
МАК-009Страница 36 из 91
Максимальная долгота A B C
75 0 87 5 130 5
100 0 112 5 155 5
150 0 162 5 205 5
Рис.8-1 Эвакуация и план установки No. Documento
МАК-009
200 0 855+460+810 1285+1270 5 9 0
Страница 37 из 91
250 300 0 0 1016+460+1139 1275+460+1395 1446+4599
1705+1855
9 Procedimiento del mantenimiento preventivo 9. 1 Lubricación Para mantener el buen funcionamiento y reducir el desgaste, al usar y deslizar las piezas en la máquina, se deberá lubricar periódicamente. Por lo tanto se debe prestar especial atención los siguientes puntos: a) Rellenar aceite limpio a intervalos Regulares Según la tabla de lubricación. b) Cada depósito de aceite deberá rellenarse a la parte media del indicador de nivel. Тенер
cuidado de no llenar más de la línea maxima del indicador del depósito. En ese caso se provocará un exceso de flujo de lubricación. Por ello Эс Importante verificar лос niveles де aceite де vez en cuando y mantenerlos en posición correcta. в)
Debido al desgaste por un nuevo cambio de aceite tanto en cabezal y bancada, se debe
relizar diez dias después del uso de la máquina y después cambiar veinte dias después, a partir de entonces se reemplaza cada dos o tres meses con el fin de mantener el cabezal y bancada limpio todo el tiempo. Después де reciclar эль aceite gastado debe lavarse la máquina кон queroseno. г)
El filtro en las cadenas y el cabezal de la máquina debe limpiarse cada mes. Лос-Гуарда
polvo en los extremos de las guías inferior del carro y en el lado izquierdo de la placa inferior de residuos, deben limpiarse cada semana y sustituirlos си están desgastados. 9.2 Operación Poner especial atención en estos puntos durante la operación de la máquina. a) Después de arrancar el motor main, el movimiento del eje se iniciará sólo cuando la
бомба-де-лубриканте себе подтверждение ан buenas condiciones у себе подтверждение ла Suficiente cantidad де aceite ан эль cabezal. b) Nunca cambiar de velocidad cuando el husillo esté funcionando a ltas velocidades. La velocidad де avance себе камбия соло cuando эль eje está parado о ан Marcha уна velocidad уступает. в)
Antes de comenzar el movimiento de un eje, asegúrese de que cada palanca de desplazamiento del
engranaje está en una posición correcta, asegurando el buen compromiso entre engranajes. г)
Cuando эль freno нет функции reparar inmediatamente. Nunca utilice el embrague de fricción de
инверсия вместе с freno. д)
Cerciórese Que las palancas de inicio de operación estén completamente embragadas. Si el Embrague
no se realiza de forma correcta, el maquinado será deficiente.
№ Документо
МАК-009Страница 38 из 91
9.3 Mantenimiento Con el fin de mantener la precisión y la vida útil de cada parte de la máquina, tome nota de los siguientes puntos. а) Пересмотреть и отрегулировать натяжение периодических повязок для обслуживания по службе. b) Limpie cualquier suciedad o residuos de refrigerante depositado entre el poste de la herramienta de cuatro vías y su diapositiva para mantener la capacidad de repetición. в)
Si el cabezal móvil se utiliza para apoyar la pieza de trabajo para el corte, debe aplicarse
ип Taper Nº 5 y Horizontalmente Insertado en el orificio de contrapunto para que, a su vez, se enganche con el perro de parada o paralelas, y así mantener la Точность дель agujero cónico. d) El husillo está diseñado para cortar roscas no para alimentación продольный де ла пьеза де
работа. La alimentación puede afectar la vida de servicio y precisión de la máquina. Tenga cuidado де elegir уна profundidad де корт у ип корте adecuado. La fuerza Px нет debe ser más grande que los 3500N. д)
Lubrique adecuadamente la superficie de rodamiento de la pieza de trabajo.
f) Asegúrese de detener el motor main previo a la carga y descarga de pieza de trabajo o antes de que el operador se retire.
№ Документо
МАК-009Страница 39 из 91
10 Ajustes y estructura 10.1 Cama mecánica EL motor main se encuentra en la parte frontal del torno, mientras que la bomba de enfriamiento se coloca en la parte trasera. (Las bombas de refrigerante para máquinas con 2 M o mayor distancia del centro se encuentran en el soporte Central). El панель управления eléctrico se encuentra en la ventana en la parte trasera de la máquina. La tensión де лас бандас де Transmisión дебе Estar debidamente ajustada кон лас tuercas де ajuste. Рис. 10-1. Un grado adecuado de endurecimiento de las bandas, garantiza una Resistencia perfect a la alta fricción, reduciendo los costos de mantenimiento de la máquina.
Tuerca调节螺母 de ajuste
Tuerca调节螺母 de ajuste
Рис. 10-1 Diagrama de ajuste de banda de impulsión 10.2 Cabezal Se trata de unidad Centralizada или cabezal, impulsado por un sistema de bandas V el cual comanda el husillo o espiga por medio de un sistema de engranes. La dirección де rotación del eje está determinada por el embrague de fricción. Пункт garantizar эль buen funcionamiento дель eje, эль embrague де fricción debe Estar debidamente ajustado. No es recomendable que esté demasiado apretado o demasiado flojo. Demasiado flojo puede causar нет соло ла ineficacia у ла falta salida де energía дель Huso, китайско también demasiada fricción у калорий дие ocasionará ип могила desgaste. Un ajuste demasiado apretado puede hacer difícil la operación, perdiendo funcionalidad. Рис. 10-2.
№ Документо
МАК-009Страница 40 из 91
Tuercas调节螺母 de ajuste
定位销
Pin de posiciónn
Рис. 10-2 Diagrama de ajuste de embrague. El freno se utiliza para controlar la rotación del husillo en lugar del embrague cuando el embrague está fuera de compromiso. Si эль eje нет себе detiene дебе apretarse кон ла банда де freno. Рис. 10-3.节螺母2de 调 Туэрка
настроить 2
调节螺母1 Tuerca de
настроить 1
Рис. 10-3 Diagrama de ajuste de banda de freno El huso es apoyado sobre cojinetes de tres, de los cuales la parte delantera y medios rodamientos ofrecen un soporte main y el cojinete trasero ofrece soporte de asistencia. Con el fin de asegurar la precision de mecanizado y la capacidad de corte de la máquina, el huso debe ajustarse cuidadosamente y calculatemente como la máquina requiere (рис. 10-4).
№ Документо
МАК-009Страница 41 из 91
Cuando se требует ajustar los engranes del husillo, tuerca (1) y tuerca (2). Se recomienda quitar el seguro de lubricación (2) y realizar un ajuste del husillo por medio de una tuerca (3). El engrane medio se ajustará de la misma forma (4) hasta que se alcance el ajuste adecuado. Finalmente себе debe apretar bien cada tuerca. Una vez completado el procedimiento anterior, deberá realizarse una corrida de más de una hora para el eje. La Temperature del Husillo en estado estacionario debe ser no más que 70℃, de lo contrario se efectuará un reajuste. Para mantener эль Equilibrio у evitar vibraciones, ип Equilibrador себе Fija (5) аль Engranaje дель Huso. Cada máquina себе somete ип контроля де Equilibrio Antes дель envío де ла fábrica. (Si la máquina está balanceada, esto no será necesario.) La fuerza de torsión del desplazamiento del engranaje mecánico es transferida por una cadena. La cadena puede deteriorarse después de un uso prolongado y causar que la placa de velocidades nos dé un valor correcto. Por ло tanto ла напряжение deberá сер ajustada por medio де tornillos де ajuste. Рис. 10-5.
№ Документо
МАК-009Страница 42 из 91
止退垫片 Ревизар
лимпиадорес
6
4
2
5
3
10-4
平衡块
Block de Balance Рис. 10-4 Ajuste de engranaje del husillo. № Документо
МАК-009
Страница 43 из 91
TORNO PARALELO TK 16K20 — MANTENIMIENTO INDUSTRIAL DELGADO — MANTENIMIENTO PREVENTIVO
1
链条 Каден а
Руэда де Тенсион
Рис. 10-5
调节螺母
Турка де Аюст
Diagrama де ajuste де cadena де напряженности.
10.3 Contrapunto Se coloca una paralela (6) para evitar el rodamiento o vibración de la pieza, colocada en el contrapunto de la máquina. Рис. 10-6.
Cuando себе suelta ла Palanca де fijación дель cabezal móvil Эс совместимый кон cuatro rodamientos кон asientos де лос muelles. Hace Que sea fácil para el contrapunto moverse a lo largo de la bancada. La separación entre centros de contrapunto y la bancada se ajusta con un tornillo. Antes де ajustar эль contrapunto дебе bloquearse пункт asegurar ип Буэн contacto энтре лас формы де contrapunto у ла bancada у evitar ла ruptura дель Sistema де engranes.
№ Документо
МАК-009Страница 44 из 91
3
4
5
2
А
6
А А-А
1
В-В
Б
8
7
Б
Рис. 10-6
Diagrama de ajuste del contrapunto
10.4 Carro El deslizamiento del carro horizontal, depende exclusivalemente de que no este embragado el сцепление с el husillo. Existe una tuerca de seguridad (1) Que una vez ajustada impide el movimiento del carro (2) hasta que sea liberada. Se recomienda limpiar la bancada (1) de polvo antes de moverla (3). Рис.10-7. En Caso де Que эль deslizamiento дель Carro нет морской константе, habrá Que ajustar ла tuerca де seguridad де модо Que не cueste trabajo эль movimiento.
№ Документо
МАК-009Страница 45 из 91
3
Рис.10-7
2
1
Diagrama де deslizamiento дель carro, por medio де tuerca.
10.5 Placa o plataforma La plataforma controla los movimientos de alimentación del carro. La fuerza себе передает а-ля plataforma, Que a su vez impulsa el carro para desplazar horizontalmente o transversalmente mediante embrague de seguridad, gusano y engranajes de transmisión. Пункт poder realizar лос cambios де velocidad де ла plataforma, Esta Viene Equipada кон ип муфта де уна sola dirección Que Nos Allowe Realizar эль movimiento де модо automático о ручной. Cuando эль carro себе mueve en avance rápido rápido modo о auto modo де alimentación эль volante delantal está desactivado пор seguridad у се embraga nuevamente después де дие себе detiene эль carro. La fuerza de corte esta por debajo de los niveles permisibles el clutch tiene que ser ajustado nuevamente con un tornillo (2). Antes де сер ajustado, deberá asegurarse де удаления ла тапа (1). Рис. 10-8. Se debe tener cuidado de no apretar en exceso el embrague. Un embrague apretado puede perder la función de protección y causar daños a las piezas de la máquina.
№ Документо
МАК-009Страница 46 из 91
1
1
2
Рис.10-8 Диаграмма регулировки сцепления. 10.6 Caso de alimentación En el caso de alimentación hay engranajes deslizantes montados en tres ejes, a lo largo de mecanismos simples o compuestos. Para cortar roscas de alta precisión y eliminar el deslizamiento axial del tornillo de posicionamiento de la anti-thrust (2 y 3) debe ajustarse con la tuerca (1). Рис. 109. 2
3
1
10.7 .Рис.10-9 Diagrama de ajuste tornillo — eje cojinete — антираспорная
№ Документо
МАК-009
Страница 47 из 91
Caja de Engranes
Hilos множественные де 2,3,4,5,6,10,12,15,20,30,60 se pueden maquinar sin hacer cambios en la caja de engranes. Estos cambios se requieren соло пункт 19т/д и 11 1/2 т/д. Рис. 10-10, los que están en paréntsis представляет hilos por pulgada. Desapriete y remueva el eje de engranaje intermedio (3) junto con la tuerca (2), cambie por el nuevo engrane, poner el medio (3) y la tuerca (2) de nuevo y ajustar (1). Реализуйте лос ajustes necesario para que el movimiento del engranaje sea el adecuado (1). Рис. 10-10.
№ Документо
МАК-009
Страница 48 из 91
СЕРИЯ 16К20
СЕРИЯ 16К20
19 точек на дюйм
11 1/2 т/д
Рис.10-10 Diagrama de cambio de engranaje.
№ Документо
МАК-009Страница 49 из 91
19 точек на дюйм
11 1/2 т/д
Рис.10-10 Схема включения сменных шестерен на токарном станке CS6266B
№ Документо
МАК-009
Страница 50 из 91
10.8 Chock o Placa de Conducción. 10.8.1 Блокировка проводки в серии 16K20.
Se monta en la espiga a lo largo de un husillo. Durante el montaje, se deben apretar uniformemente cuatro tornillos (1). Cuando se retira el mandril о placa de conducción de la nariz del husillo, se afloja la tuerca (1) y 2 tornillos (2) y luego se gira el anillo (3) de retención para quitar el mandril o placa de conducción. No importa си се utiliza ип mandril о placa де conducción, deben apretarse 2 tornillos (2) para evitar дие се suelten у produzcan ruido durante ла rotación дель huso. рис.10-11. 10.8.2 Chock, plataforma de carga (bancada) и nariz del husillo или espiga en la serie 16K20 El Chock или placa de conducción es montado y conectado en el eje de una cerradura de forma cónica corta. Durante el montaje, se алиэна ла линия 2 де ла референсиа де лева (4) с ла линеа 1 де ла референсиа ан ла нарис дель хусильо; Alinee la linea 3 de la referencia en los montantes de mandril o placa de conducción con la cara izquierda del mandril o placa de conducción; apriételos con tornillo (6). Inserte Seis Postes де Mandril о Placa де Conducción ан Seis orificios ан эль Husillo де ла nariz у Gire лас Seis Левас кон ла llave cuadrada hasta Que estén aseguradas. Cuando retirar el mandril o placa de conducción de la nariz del husillo, afloje las levas de seis con una clave de alineación de la linea 1 de la referencia con la línea de referencia 2. Una placa frontal es montada sobre, o quitada, de la nariz del huso en la misma manera que el mandril o placa de conducción. Рис. 10-12.
№ Документо
МАК-009Страница 51 из 91
Рис. 10-11a Монтаж колодки или плато кондукции ISO702/Ⅲ Espiga No.6
Рис. 10-11b Структура лезвия шва ISO702/Ⅲ No.6
№ Документо
МАК-009
Страница 52 из 91
Выпускной балл 1 Выпускной балл 2
Выпускной балл 3
Рис. 10-12a Монтахе де Чок де Акуэрдо а ля NOM ISO702/Ⅱ Espiga No.8
Рис.10-12б
№ Документо
Estructura de la nariz de la espiga ISO702/Ⅱ No.8
МАК-009
Страница 53 из 91
11 Inventario de partes y componentes. Табла 11 Часть №
02041 02136
Listado de partes y componentes
Номбре
Кохинете Паланка
Материал
Tratamiento Térmico
Не мочь.
2
ZcuSn10Pb1 45
Местный G48
1
02192
Платон де Фричсьон
15
S0.5-C60
14
02193
Платон де Фричсьон
15
S0.5-C60
16
02194
Синта де Френо
65Мн
02211 02212 02231
Rodillo externo де ла бомба. Rodillo Interno де ла бомба. Френо-дель-плато-де-фричсьон
1
База де Йерро
1
Полво
1
Лиенцо де арена — Йерро
1
05011
Туэрка
ZcuSn10Pb1
1
06021
Рошка
ZcuSn10Pb1
1
06022
Башня дивизиона
ZcuSn10Pb1
1
08011
Воротник де ранура
ZcuSn10Pb1
1
ГБ83-85
Торнилло М16×40
35
8
Центр 5#
№ Документо
МАК-009
Т8
Наблюдение
С58
05011Y(партии в пульгадах)
06022Y(partes en pulgadas)
2
Страница 54 из 91
Otras especificaciones Chaflán
P/N 02041 Nombre Cojinete Материал ZCuSn10Pb1 Cant. 2
№ Документо
МАК-009
Страница 55 из 91
Артикул: 02136
Имя: Паланка
Инъекция S0.5-C60
№ Документо
МАК-009
Материал: 45
Кантидад.: 1
P/N 02192 Nombre Plato de fricción Material 15 Cantidad. 14
Страница 56 из 91
Инъекция S0.5-C60
P/N Nombre Материал Cantidad.
02193 Плато де трения 15 16
Дополнительные сведения.
P/N Nombre Материал Cantidad.
№ Документо
МАК-009
02194 Banda de freno 65Mn 1
Страница 57 из 91
Дополнительные сведения.
Радиогенерадо R=16,95
P/N Nombre
02211 Rodillo externo de la bomba. Материал Metalurgía de polvos Cantidad. 1
Другие особенности
Генератор радио R=16.95
№ Документо
МАК-009
P/N Nombre
02211 Rodillo interno de la bomba Материал Metalurgía de polvos Cantidad. 1
Страница 58 из 91
Cortar y dejar un borde suave P/N 02231 Nombre Freno de plato de friccion Материал трения Carcaza de arena Cantidad. 1
Дополнительные сведения.
Тип червя
Архимед
Угол осевого профиля червяка αs
20°
Осевой модуль червяка ms Количество заходов червяка Угол подъема и направление вращения червяка λ
2,5
Число зубьев червячного колеса Z2 Коэффициент изменения положения червячного колеса ξ
26
Точность обработки
8DC
№ Документо
2 Левая сторона 6°20′25″
МАК-009P/N Nombre Материал Cantidad.
06021 Рошка ZCuSn10Pb1 1
0
Страница 59 из 91
T22x5.08-9Слева (дюйм)
T22x5-9Левый
(метрическая)
Другие особенности
Тип
Размер А
Б
Метрика
2,5
5
Дюйм
2,54
5.08
№ Документо
МАК-009
P/N 05011 (метрическая) 05011Y (пульгадная) Nombre Tornillo Материал ZCuSn10Pb1 Cantidad. 1
Страница 60 из 91
Otras especificaciones Ajustar cuando se ensable.
T40x12-8 (метрическая) T40x12,7-8 (дюймовая) A=6 (метрическая) A=6,35 (длинная)
П/Н
06022 (метрическая) 06022Y (дюймовая)
Номер деления Материал ZCuSn10Pb1 Cantidad. 1
Дополнительные сведения.
P/N Nombre Материал Cantidad.
№ Документо
МАК-001 Астриадо манго ZCuSn10Pb1 1
Страница 61 из 91
Куалькьера
Код GB83-88 Спецификация. M16x40 Nombre Материал винта 35 Cantidad. 8
Superficie de oxidación
Otras especificaciones MT No.5
Тратамьенто термико
№ Документо
МАК-009
Eспецификация. MT No.5 Nombre Centro Материал T8 Cantidad. 2
Страница 62 из 91
12 Accesorios Standard, herramientas y accesorios adicionales Рис. 12-1 Accesorios estandarizados Nombre
Часть №
спецификация
Не мочь.
09100
3 juegos de Chock с адаптерами
φ250/φ315
1 комплект
09100А
3 juegos de Chock с адаптерами
φ250
1 комплект
Коно 5
2 комплекта
центр
С77-1 С76-1
центр
Коно 6/5
1 комплект
12003
центр
φ90;1﹕20/5
1 комплект
Пад-де-Монтахе
(только на внутреннем рынке)
6set
наблюдения
Рис. 12-2 Herramientas Nombre
Часть № S92-3
Льяве де Тубо
12001 С93-1 С93-1 С93-1
спецификация
Ллаве Аллен
Ллаве де ганчо Ллаве де ганчо Ллаве де ганчо
GB1165- Aceitera инструкция 74
Не мочь.
17
1 комплект
12
1 комплект
45-52
1
115-130
1
150-160
1
100 ㎝ 3
1
наблюдения
Para colocar buriles Para ajustar la torreta. Para ajustar tornillo laterales Para ajustar tornillo laterales Para ajustar tornillo laterales Para aceitar bancada y llenar depósitos de Lubee.
Рис.12-3 Дополнительные аксессуары Nombre
Часть №
спецификация
Не мочь.
09200
Дискотека де Карга
φ250
1 комплект
09200А
Дискотека де Карга
φ250
1 комплект
Дискотека фронтальная
φ630
1 комплект
Дискотека фронтальная
09400
φ630
1 комплект
09100Б
Chock de 4 mordazas y adapterador
φ400
1 комплект
09300B
Chock de 4 mordazas y adapterador
φ400
1 комплект
φ20-φ125
1 комплект
φ20-φ80
1 комплект
φ120-φ220
1 комплект
М12
1 комплект
09400А
10100 10200 10300
Luneta Luneta Luneta grande
Removedor 01035 Protección contra salpicaduras Chock de 4 mordazas. y адаптер 66B09400 10300 Luneta extra grande 12002
№ Документо
МАК-009
наблюдения
1 комплект φ500
1 комплект
φ120-φ260
1 комплект
Страница 63 из 91
Авто стоп
17000
1 комплект
Stoper de alimentación automática
17000
1 комплект
Лектор цифровой
1 комплект
09700
Длинная. 1-позиционная пробка
1 комплект
09600
Длинная. 4-позиционный стопор
1 комплект
Contrapunto de doble velocidad
66Б 03000Ⅱ 50С 11000
1 комплект
Внешняя смазка
09800
1 комплект
T-herramienta
09900
Tablero (метрика y en pulgadas)
13000
Коно
02300
Гуарда Чок
22400
внешняя защита
1 комплект 12(1″)
1 комплект
±10°
1 комплект
патрон φ250
1 комплект 1 комплект
19500
Платон фронтальный
φ710
1 комплект
19600
Платон фронтальный
φ800
1 комплект
225000
Защита Торнильо
226000
Тройной гуарда-де-барра
66Б 223000
№ Документо
Гуарда Чок
МАК-009Ejes coordinados
1 комплект патронов φ315
Страница 64 из 91
13 Freno de piso (no disponible) 13.1 Aplicación y función Este freno está diseñado para detener la acción del motor main, así como la transmisión hacia las demás unidades del torno Es de construcción eficiente, independiente y fácil de mantener. El modelo con el que se cuenta en Comercializadora Médica de Especialidades S.A. de C.V. нет cuenta con un freno de piso, грех эмбарго се описывает su funcionamiento como una parte del proceso de mejora continua. 13.2 Estructura y principio de funcionamiento Рис. 13-1 Se muestra la estructura del freno de piso. Состоит в одной педали, барра де conexión, soporte, набор, лева, протектор де brazo, polea, banda де acero, conjunto y equipo eléctrico де frenado. Al momento Que se acciona el педаль (6), la leva (15) desconecta el swicht limitador (16) con la ayuda del brazo detensión (14), cortando la potencia del motorглавный. El motor se detiene por la acción combinada del brazi detensión (14) y la banda de acero (11). El husillo es incapaz de accionarse a menos que la palanca de arranque (10) se ponga en posición neutra. 13.3 Unidad eléctrica Рис. 5-2a Муэстра эль-диаграмма электрическая система де frenado для el C16K20, Рис. 5-3a Muestra el cableado de conexión. Рис. 5-2b muestra el диаграмма de principio eléctrico y la , Fig. 5-3b el диаграмма de conexión del cableado.
13.3.1 Además de las instrucciones en este documento, el usuario debe leer el artículo 5 «parte eléctrica de la máquina» para entender el principio del freno de pie. Принципиальный мотор не arrancará a no ser que la palanca main se ponga en posición нейтрально. Рис.131. Cuando la palanca main (10) se pone en posición NEUTRAL, las paralelas (17) Operan cerrando el Circuito SQ3 (18). En este caso el contador se cierra, SB3 или SB4 (KM1) se abren, y el motor main está en modo operativo. Cuando sea necesario detener el eje giratorio, pise el pedal (7) y el interruptor de límite (16) se apagará, mientras tanto se desconectará el motor main en una parada. Главный двигатель también puede interrumpirse presionando SB2 o SB5 y no se reinicia a menos que se ponga la palanca de arranque en posición NEUTRAL. Durante la operación de mando Circuito puede desconectarse presionando SB5 en caso de Emergency.
№ Документо
МАК-009Страница 65 из 91
13.3.2 Ajustes Cuando ponga la palanca de arranque a la posición NEUTRAL, la paralela (17) debe ajustarse para que SQ3 (18) esté en un estado comprimido. Deben hacerse algunos ajustes para que el interruptor de límite (16) esté en estado no comprimido. Ver Tabla 5-1 пункт ver la lista detallada de partes eléctricas. 13.4 Конфигурация ручки жироуловителя педали (7) регулировка длины полосы акселерометра (11) регулировка скорости вращения педали (12). Ла altura дель педаль (6) себе cambia después де aflojar ла барра де Presión (7). Эль-педаль Debe Estar bloqueado nuevamente después del ajuste. Ла лева (15) се ajusta пункт дие ла máquina паре cuando се apaga эль прерыватель де Límite (16). El interruptor de límite (18) debe ajustarse de manera que se cierra antes del movimiento del huso. 13.5 Partes Ver tabla 13-1 para listado de partes.
№ Документо
МАК-009Страница 66 из 91
Таблица 13-1
Список партий
Часть №
Nombre Banda de acero
B16008
65Мн
Банда де френадо
B16010
Тратамьенто термико
Материал
С42
Асбест
87
87
Не могу.. Наблюдать. 1 1
87
12
200
4- 6,5
12 7
C42 B16008
90 87
87
87
10
620
B16010
№ Документо
МАК-009
Страница 67 из 91
Примечание: Эль-панель управления на 16K20 се encuentra en la parte de atrás del torno.
Рис.13-1
Estructura del freno de piso y esquema del 16K20. .
1 ОСТАНОВКА аварийной ситуации 2 Ботон Encendido 3 Штифт 4 Сопорт Izquierdo 5 Натяжение бразо де курорта 6 Ресурс де натяжения 7 Педаль (НЕ ОТСУТСТВУЕТ) 8 Барра де presión (НЕ ОТСУТСТВУЕТ) 9Barra de conexión (NO DISPONIBLE) 10 Palanca de arranque 11 Banda de acero 12 Tornillo de ajuste 13 Asiento Superior 14 Brazo detensión 15 Лева
№ Документо
16 Switch limitador 17 Paralela 18 Switch limitador 19 Botón de encendido de la bomba (NO DISPONIBLE) 20 Botón de avance del eje.
МАК-009
Страница 68 из 91
14 Registro de fallas Situación
Причина проблемы
Медида апликада
La maquina no arranca
1) El voltaje de alimentación es bajo 2) Alguno de los Circuitos limitadores está en mal estado. 3) La máquina está en paro de Emergency.
1) Ajustar le voltaje de entrada en un rango de ±10%. 2) Ajustar los Circuitos Limitadores a un estado normal de arranque. 3) Сбросьте автоматический переключатель паролей.
La accion del воротник не эс ágil.
1) Las mordazas del Chock están sucias. 2) El chock está sucio.
1) Лимпиар лас мордасас. 2) Лимпиар эль чок
Fugas de aceite 1) Los pernos están sueltos. 2) Las almohadillas están desgastadas o rotas. desde la cubierta 3) Эль-депозит aceite está dañado. del eje, cubierta 4) La superficie de contacto es demasiado rígida. de la caja, en el huso и т. д. La bomba de 1) Nivel de aceite demasiado bajo. aceite № 2) La válvula de suministro de aceite suministra está bloqueada. смазка. 3) La viscosidad del aceite de lubricación es alta. 4) Algunas partes de la bomba están dañadas..
1) Asegurar el perno Uniformemente. 2) Remplazar las almohadillas. 3) Камбьяр-эль-депозит. 4) Reparar la superficie de contacto.
La precisión del 1) La pieza maquinada está fuera de torno es balance. Буэна. 2) Golpear la pieza maquinada con un martillo 3) Las guías no están niveladas.
1) Centar la pieza maquinada. 2) Nunca golpee la pieza con un martillo. 3) Periodicamente revisar las guías del carro.
En tiros largos la 1) Demasiada alimentación en el cort. pieza vibra 2) Материал demasiado caliente. 3) La pieza vibra debido a su peso. дуранте эль корте.
1) Reduzca la alimentación del corte. 2) Usan refrigerante 3) Usar herramientas adicionales como luneta o paralelas.
№ Документо
МАК-0091) Llenar el deposito hasta el nivel adecuado. 2) Filtrar la válvula y limpiarla. 3) Cambiar suministro de aceite por uno de menor viscosidad. 4) Remplazar la parte dañada de acuerdo a especificaciones.
Страница 69 из 91
Raspaduras de 1) La pieza maquinada no está torneado en la ajustada.. superficie de 2) La superfice de agarre de la pieza maquinada no es suficiente. работа. 3) Vibración provocada por una pieza maquinada demasiada larga. 4) Se está usando una herramienta de corte inadecuada. 5) La herramienta de corte no está alineada.
1) Ajuste la pieza maquinada. 2) Aumente la superficie de agarre. 3) Используйте una herramienta de corte adecuada al tipo de material maquinado. 4) Seleccione la herramienta correcta según el material de la pieza de trabajo, corte de velocidad y forma de la herramienta necesaria.
Ajuste la punta de corte para que quede en línea con el eje del huso. 5)
Este manual está sujeto a cambios como una medida de mejora continua.
№ Документо
МАК-009Страница 70 из 91
15- ФОРМАТЫ И ПРИЛОЖЕНИЯ
№ Документо
МАК-009
Страница 71 из 91
(ПРИЛОЖЕНИЕ А)
Imagen 1 Esquema del torno paralelo
Кабесаль фихо
Perilla para cambio de velocidades
Perilla para avance automático del carro
Paro de Emergency Perilla para avance de roscar
Botón de encendido Palanca de Cambio velocidades Botón stop
Botón para aplicar el refrigerante
Imagen 2 Parte cinemática del torno paralelo
№ Документо
МАК-009
Страница 72 из 91
(ANEXO A2) Патрон универсальный
Sujetadores de piezas (мордасы)
Изображение 3
Mirilla para el nivel de
Изображение 4
Imagen 5 Conjunto de contactores y relés
Корреа де потенция
Imagen 6 Fuente de alimentación (Мотор)
Полеа Директор
Принцип потенции Imagen 7
№ Документо
МАК-009Страница 73 из 91
(ПРИЛОЖЕНИЕ A3)
Порта Эррамьента
Гиас де ла банкада
Carro Superior Carro поперечный
Caja de maniobra o delantal
Карро продольный
Эхе де Роскар Паланка де ла Туэрка Партида
Eje de cilindrar Eje de Avance
Контроль де Эмбраг
Badeja de recolectora de virutas
Манивелас
Паланка-пара-Камбьяр-эль-Аванс
Imagen 8 Conjunto de carros del torno paralelo
№ Документо
МАК-009
Страница 74 из 91
(ПРИЛОЖЕНИЕ B)
Imagen 9 Acesorios del torno paralelo
№ Документо
МАК-009
Страница 75 из 91
Типос де торнос (ANEXO C)
Imagen 10 Торнос-аль-Айре.
Imagen 11 Вертикальные торносы.
Револьвер Imagen 13 Torno Imagen 12 Tornos Automáticos No. Documento
МАК-009Страница 76 из 91
(ANEXO D) Operations en el torno paralelo 1440
Imagen 14 Cilindrado sencillo y cilindrado con arrastradores
Imagen 15 y 16 Tronzado y taladrado en el torno
Imagen 17 Moleteado No. Documento
МАК-009
Страница 77 из 91
(Приложение D2)
Imagen 18 Цилиндрадо
Рошка экстерьер о
Рошка интерьер о
мачо
гембра
1
Фондо или база
2 3 4
Cresta o vértice Flanco Diametro del núcleo Diametro external Profundidad de la rosca
5 6
Imagen 19 refrentado
7
Cresta o vértice Fondo o base Flanco Diametro del taladro Интерьер Diámetro
Пасо
Tabla 3 Roscado en el torno экстерьер и интерьер
№ Документо
МАК-009Страница 78 из 91
(Приложение D3)
Imagen 20 Operaciones en el torno paralelo
№ Документо
МАК-009
Страница 79 из 91
(ДОПОЛНЕНИЕ Е)
Imagen 21 Se Presentan Los Filos де Corte Más Обычалес en herramientas пункт торнеадо. 1. Para cilindrar или desbastar por la derecha. 2. Para cilindrar или desbastar por la izquierda. 3. Para roscas де 60 grados 4. Para hacer ranuras о gargantas у пункта rosca cuadrada llamada también de listón. (Tronzar) 5. Punta redonda para desbaste a la derecha e izquierda. 6. Para rosca ACME де 29 градос о tornillo sinfin.
№ Документо
МАК-009Страница 80 из 91
(Приложение F)
МАТЕРИАЛ
м/мин. PARA DESBASTE
м/мин. ПАРА АКАБАДО
18,3
24,4
60
80
27,4
30,5
90
100
15.2
23
50
75
45,7
61
150
200
61
91,5
200
300
27,4
30,5
90
100
Hierro fundido Acero para máquina Acero para herramientas Latón Aluminio Bronce
Пироги/мин. DESBASTE
Пироги/мин. АКАБАДО
Tabla 4 Velocidad de corte para diferentes materiales (метрическая и английская система)
СИСТЕМА МЕТРИКО
СИСТЕМА ИНГЛЕС
(об/мин)M = Vc x 318 D
(об/мин)I = Vc` x 3,82 D`
Таблица 5 формул для определения R.P.M. de tornado en el sistema métrico o sistema inglés DOMDE: R.P.M. = Революции за минуту Vc
= Velocidad de corte en metros por minuto 318 = Factor Constante en sistema métrico D = Diametro del material en milímetros Vc`
= Velocidad de corte del material en pies por minuto
3,82 = Постоянный коэффициент в системе Ingles D`
= Diametro del material en pulgadas
Con datos en unidades del sistema métrico decimal, aplicar: (R. P.M)M = VC x 318 No. Documento
МАК-009Страница 81 из 91
FORMATO PARA ELABORAR EL MANTENIMIENTO PREVENTIVO FECHA ACTIVID PARTE DE HORA HORA DE TRABAJAD OBSERVACION AD LA FINALIZACI OR ES DE MÁQUINA INICI ÓN QUIEN INTERVIE O NE
Tabla 6 Formato para elaborar el mantenimiento preventivo.
НАДЗОР
ТРАБАХАДОР КОРОЛЕВА ИНТЕРВИНО
Este Formato се llenara cada вез дие себе haga эль mantenimiento Preventionvo кон лос datos solicitados у así llevar ип контроль кон ло дие се está realizando. (Приложение G)
№ Документо
МАК-009
Страница 82 из 91
БИТАКОРА
CME NOMBRE DE LA MÁQUINA: ___________________ МАРКА: _____________ НАПРЯЖЕНИЕ: ________________
ОПЕРАТОР:
ФЕКА:
HORA DE INICIO DE TRABAJO: TRABAJOS REALIZADOS:
ГОРА ДЕ ТЕРМИНАСИОН:
HERRAMIENTA UTILIZADA:
ИСПОЛЬЗОВАНИЕ МАТЕРИАЛА:
НАБЛЮДЕНИЯ: ОПЕРАТОР:
Esto себе llenara cada vez дие ип trabajador utilice alguna máquina, кон лос datos дие себе soliciten. (ANEXO H) № Документо
МАК-009Страница 83 из 91
ACTIVDA DRevision del sistema Lubricación eléctrico. у энграсадо. Verificar el sistema mecánico .Limpieza de la máquina .
БЫВШИЙ
Ф Х
М Х
А Х
М Х
Дж Х
Дж Х
А Х
С Х
О Х
Н Х
Д Х
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
Икс
TABLA 1 Diagrama de Gantt, para el mantenimiento preventivo X: significa el mes en el cual se hará la actividad. Примечание: En la actividad de la limpieza se realizara cada vez que esta sea sido utilizada por el usuario. Este cuadro muestra el диаграмма де Ганта, que se debe de seguir, para realizarle mantenimiento a cada máquina.
(ПРИЛОЖЕНИЕ I)
№ Документо
МАК-009Страница 84 из 91
(ANEXO J) Conjunto de lubricaciones para maquinas-herramientas
Imagen 22 Aceite de corte y de roscado electrolub
Imagen 23 Aceite para electro-husillo MOTUL
Imagen 1 Ацеит SAE 140
Imagen 3 El ACEITE bajo MÁS NUEVO del ENGRANAJE aceite 20L del ENGRANAJE #90LSD DEF GL-6 из FULLSYNTHETIC
№ Документо
МАК-009
Imagen 2 Lubricante automotor engranaje GL-5
Imagen 4 Grasa setral para maquinas-herramientas
Страница 85 из 91
28-Эне
25 февраля
25 марта
22-абр
20 мая
№ Документо
МАК-009
07-Эне
14-Эне
21-Эне
Chequear actividades de mantenimiento mensual
04 февраля
11 февраля
18 февраля
Chequear actividades de mantenimiento mensual
04 марта
11 марта
18 марта
Chequear actividades de mantenimiento триместральный
01 апр
08 апр
15 апреля
29-Abr Chequear actividades de mantenimiento mensual
06 мая
13 мая
27 мая
Chequear actividades de mantenimiento mensual
03 июня
10 июня
Страница 86 из 91
Che que ear los au tom áticos de la máqu in a
L Ubricar las me sas
Che que ar la s ma nivelas de las m esas
ТОРНО 4
Re lle nar de posito de a ceite o grasa
L im piar con Diesel la parte e xterna de la m áq uina
Re move r viruta en partes de difícil accesso
Che que ear los au tom áticos de la máqu in a
L Ubricar las me sas
Che que ar la s ma nivelas de las m esas
ТРТ2
Re lle nar de posito de a ceite o grasa
L im piar con Diesel la parte e xterna de la m áq uina
Re move r viruta en partes de difícil accesso
L Ubricar las me sas
Che que ar la s ma nivelas de las m esas
ТРТ1
Re lle nar de posito de a ceite o grasa
L im piar con Diesel la parte e xterna de la m áq uina
Re move r viruta en partes de difícil accesso
Che que ear los au tom áticos de la máqu in a
L Ubricar las me sas
Che que ar la s ma nivelas de las m esas
ФЕЧА ТПКН
Re lle nar de posito de a ceite o grasa
L im piar con Diesel la parte e xterna de la m áq uina
Re move r viruta en partes de difícil accesso
Ch eq uea r a utom ático de husillo prin cip al
L Ubricar las me sas
Che que ar la s ma nivelas de las m esas
Re lle nar de posito de a ceite o grasa
ФОРМАТ А
PLAN DE MANTENIMIENTO SEMANAL DEL AÑO 2012 DE LA EMPRESA COMERCIALIZADORA MEDICA DE ESPECIALIDADES, S. A. DE C.V.
реализовывать рутину или кон уна экв ( X ) си не себе реализовать. A continuación se presentan las rutinas de mantenimiento semanal para los tornos, marcar con un check (√) si se
ТОРНО 5
17 июня
Chequear actividades de mantenimiento триместральный
24 июня 01 июля 08 июля 15 июля
Chequear actividades de mantenimiento mensual
22-29 июля-июль 05-назад 12-назад
Chequear actividades de mantenim iento mensual
19-назад 26-назад 02-сен 09-сен
Chequear actividades de mantenimiento триместральный
16 сентября 23 сентября 30 сентября 07 октября
Chequear actividades de mantenimiento mensual
14 октября 21 октября 28 октября 04 ноября
Chequear actividades de mantenimiento mensual
11-ноябрь 18-ноябрь 25-ноябрь 02-Dic
Chequear actividades de mantenimiento триместральный
09-Dic 16-Dic 23-Dic 30-Dic
№ Документо
Chequear actividades de mantenimiento mensual
МАК-009
Страница 87 из 91
25 марта
17 июня
09-сен
02-Диск
№ Документо
МАК-00928-Эне
25 февраля
22-Abr Chequear actividades de mantenimiento threeestral
20 мая
15 июля Трехмесячный чек Actividades de Mantenimiento
12 назад
Chequear actividades de mantenimiento триместральный
07-октябрь
04-ноября
30-Dic Chequear actividades de mantenimiento триместральный
Страница 88 из 91
Re visa r d eficiencias de me canismo s de ope ración
L avar el área de tra bajo con jab ón
Tensar fa ja s
extraño s o exa gerad os
Revisar que el motor elé ct rico fu ncion e sin ruidos
ТРТ2
Re visa r e l estad o de la bo mba lubricante
Lim piar tom acorriente s cercanos con n wipe
Re visa r d eficiencias de me canismo s de ope ración
L avar el área de tra bajo con jab ón
Tensar fa ja s
extraño s o exa gerad os
ТРТ1
Revisar que el motor elé ct rico fu ncion e sin ruidos
Lim piar tom acorriente s cercanos con n wipe
Re visa r d eficiencias de me canismo s de ope ración
L avar el área de tra bajo con jab ón
Tensar fa ja s
extraño s o exa gerad os
FECHA TPKN Revisar que el motor elé ct rico fu ncion e sin ruidos
Lim piar tom acorriente s cercanos con n wipe
Re visa r d eficiencias de me canismo s de ope ración
L avar el área de tra bajo con jab ón
Tensar fa ja s
extraño s o exa gerad os
Revisar que el motor elé ct rico fu ncion e sin ruidos
Re visa r e l estad o de la bo mba lubricante
ФОРМАТ Б
PLAN DE MANTENIMIENTO MENSUAL DEL AÑO 2012 DE LA EMPRESA COMERCIALIZADORA MEDICA DE ESPECIALIDADES, S. A. DE C.V.
A continuación se presentan las rutinas de mantenimiento mensual para los tornos, marcar con un check (√)
si se realizó la rutina o con una equis (X) si no se realizó. ТОРНО 4
FORMATO C PLAN DE TRIMESTRAL MENSUAL DEL AÑO 2006 DE LA EMPRESA COMERCIALIZADORA MEDICA DE ESPECIALIDADES, S.A. DE C.V.
A continuación se presentan las rutinas de mantenimiento threeestral para los tornos, marcar con un check (√) si se realizó la rutina o con una equis (X) si no se realizó.
Ру олово 4
Ру олово 5
Ру олово 6
Ру олово 7
Ру олово 8
Ру олово 9Рутин а 4
Рутин а 5
Рутин а 6
Рутин а 7
Рутин а 8
Рутин а 9
Ру олово 3
Ру олово 2
Ру олово 1
Ру олово 9
Ру олово 8
Ру олово 7
Ру олово 6
Ру олово 5
Ру олово 4
ТПТ2 Ру олово а 3
Ру олово 2
Ру олово 1
Ру олово 9
Ру олово 8
Ру олово 7
Ру олово 6
Ру олово 5
Ру олово 4
ТРТ1 Ру олово а 3
Ру олово 2
ТПКН Рутин а 1
ФЕЧА
25 марта 17 июня 09 сентября 02 декабря
Рутин а 3
Рутин а 2
Рутин а 1
Рутин а 9
Рутин а 8
Рутин а 7
Рутин а 6
Рутин а 5
ТОРНО 6 Рутин а 4
Рутин а 3
Рутин а 2
Рутин а 1
Рутин а 9
Рутин а 8
Рутин а 7
Рутин а 6
Рутин а 5
ТОРНО 5 Рутин а 4
Рутин а 3
Рутин а 2
Рутин а 1
ТОРНО 4
25 марта — 17 марта — 9 июня-Sep 02-Dic Rutina 1: Verificar el desgaste de piezas criticas Rutina 2: Verificar el estado de las fajas Rutina 3: Limpieza General de los contactos y reguladores eléctricasí como de sus terminales Rutina 4: Verificar si la maquina está bien fija al suelo Rutina 5: Чеквар си лас partes que unen los distintos elementos de la máquina no están flojos Rutina 6: Si se encuentra cualquier condición mala en el aceite, limpiar dentro del depósito de la bomba de lubricación Rutina 7: La cantidad de relleno de grasa cuando la lubricación es hecha pro engrasadora debe ser 1/2 de la carrera de la palanca de bombeo Rutina 8: Verificar interruptores de encendido y apagado de la máquina Rutina 9: Revisar conexiones eléctricas
№ Документо
МАК-009
Страница 89 из 91
ФОРМАТ D
ГОДОВОЙ ПЛАН ОБСЛУЖИВАНИЯ НА 2012 ГОД DE LA EMPRESA COMERCIALIZADORA MEDICA DE ESPECIALIDADES, S. A. DE C.V.
A continuación se presentan las rutinas de mantenimiento anual para los tornos, marcar con un check (√) si se realizó la rutina o con una equis (X) si no se realizó. ФЕЧА
ТПКН
ТРТ1
ТРТ2
ТОРНО 5
ТОРНО 6
29-Dic ТОРНО 4
29-Dic Rutina 1: Revisar la bomba de aceite y si hay escape del mismo, desmontarla y cambiar las partes en mal estado. Rutina 2: Ajustar tornillo tuercas y cada una de las partes de la máquina. Rutina 3: Revisar лас vibraciones о ruidos excesivos дие се puedan дар ан ла máquina у си Эстос Exstieran, дар ла reparación дель caso. Rutina 4: Revisar el Motor eléctrico, Cables eléctricos. Limpieza у cambio де лос контактос дель мисмо. Рутина 5: Cambio de cojinetes. Rutina 6: Cambiar empaques, retenedores y rectificar todos los elementos que no function correctamente. Рутина 7: Cambiar las fajas. (si es necesario) Rutina 8: Cambiar la grasa en la caja de engranajes. Рутина 9: Cambio de aceite в центральном депозите. Рутина 10: Pintar la máquina.
№ Документо
МАК-009
Страница 90 из 91
ФОРМАТ Е
Ficha де контроля де índices де mantenimiento.
