Какие особенности конструкции имеет фрезерный станок 679. Для каких работ он предназначен. Каковы его основные технические характеристики. Как устроена кинематическая схема станка.
Назначение и особенности фрезерного станка 679
Фрезерный станок модели 679 относится к классу универсально-инструментальных станков и предназначен для выполнения разнообразных фрезерных работ в условиях инструментальных и ремонтных цехов. Основные особенности данной модели:
- Возможность как горизонтального, так и вертикального фрезерования
- Высокая универсальность и точность обработки
- Наличие большого количества дополнительных приспособлений
- Возможность обработки детали с одной установки под разными углами
- Широкий диапазон частот вращения шпинделей и подач
Благодаря своей универсальности, станок 679 позволяет выполнять фрезерование, сверление, растачивание и другие операции при изготовлении инструментов, приспособлений, штампов, пресс-форм и прочих изделий сложной конфигурации.

Основные технические характеристики станка 679
Ключевые параметры фрезерного станка 679:
- Размеры рабочего стола: 270 х 700 мм
- Наибольший продольный ход стола: 300 мм
- Наибольший поперечный ход шпиндельной бабки: 200 мм
- Наибольший вертикальный ход стола: 330 мм
- Частота вращения горизонтального шпинделя: 110-1230 об/мин
- Частота вращения вертикального шпинделя: 150-1660 об/мин
- Мощность главного привода: 2,8 кВт
- Габаритные размеры: 1150 х 1400 х 1650 мм
- Масса станка: 1190 кг
Станок имеет 8 ступеней частот вращения шпинделей и 8 ступеней рабочих подач, что обеспечивает возможность оптимального выбора режимов резания.
Конструкция и основные узлы фрезерного станка 679
Станок 679 имеет типовую компоновку для универсально-фрезерных станков и включает следующие основные узлы:
- Станина — базовая деталь, на которой монтируются остальные узлы
- Консоль — перемещается по вертикальным направляющим станины
- Салазки — обеспечивают поперечное перемещение стола
- Рабочий стол — для установки обрабатываемых деталей
- Горизонтальная шпиндельная бабка — несет горизонтальный шпиндель
- Вертикальная фрезерная головка — съемный узел с вертикальным шпинделем
- Коробка скоростей — для изменения частоты вращения шпинделей
- Коробка подач — для выбора величины рабочих подач
Наличие горизонтального и вертикального шпинделей, а также поворотного стола обеспечивает высокую универсальность станка и возможность обработки заготовок под разными углами.

Кинематическая схема станка 679
Кинематическая схема фрезерного станка 679 включает следующие основные цепи:
Цепь главного движения:
- От электродвигателя через клиноременную передачу на вал I
- Через шестерни коробки скоростей на вал IV
- Через зубчатую передачу на горизонтальный шпиндель V
- Через коническую и цилиндрическую передачи на вертикальный шпиндель VII
Цепь подач:
- От вала I коробки скоростей через зубчатые передачи на коробку подач
- Через цепные и конические передачи на винты продольного и вертикального перемещения стола
- Через цепную передачу на механизм поперечного перемещения шпиндельной бабки
Переключением зубчатых колес в коробках скоростей и подач обеспечивается получение различных частот вращения шпинделей и величин подач.
Применение фрезерного станка 679
Благодаря своим возможностям, станок 679 находит широкое применение при выполнении следующих работ:
- Фрезерование плоских и фасонных поверхностей
- Фрезерование пазов и канавок
- Фрезерование зубчатых колес
- Сверление и растачивание отверстий
- Нарезание резьбы
- Разделка прямолинейных и круговых канавок
- Фрезерование винтовых канавок
Станок активно используется в инструментальных и ремонтных цехах машиностроительных предприятий при изготовлении различной технологической оснастки, инструментов, штампов, пресс-форм и других изделий сложной конфигурации.

Дополнительные приспособления к станку 679
Для расширения технологических возможностей станка 679 используются различные дополнительные приспособления:
- Угловой универсальный стол — для обработки наклонных поверхностей
- Делительная головка — для фрезерования зубчатых колес
- Круглый делительный стол — для обработки по окружности
- Долбежная головка — для выполнения долбежных работ
- Оправки для установки различных фрез
- Тиски и прихваты для закрепления заготовок
Применение этих приспособлений значительно расширяет технологические возможности станка и позволяет выполнять сложные фрезерные работы.
Преимущества и недостатки фрезерного станка 679
Основные достоинства станка модели 679:
- Высокая универсальность и широкие технологические возможности
- Возможность обработки заготовок под разными углами с одной установки
- Наличие горизонтального и вертикального шпинделей
- Жесткая и прочная конструкция
- Высокая точность обработки
К недостаткам можно отнести:
- Относительно небольшие размеры рабочего стола
- Отсутствие механизированных перемещений и зажимов
- Ограниченная мощность главного привода
Несмотря на некоторые недостатки, универсальность и точность делают станок 679 отличным выбором для инструментальных и ремонтных цехов.

Устройство фрезерного станка: схема конструкции и строение
Фрезерные станки представляют основной парк станочного оборудования для обработки деталей. Они выпускаются в разных модификациях и способны выполнять различные операции. Несмотря на разнообразие конструкций, общее устройство фрезера остается неизменным.
- Классификация фрезерных станков
- Общее устройство фрезерного станка
Классификация фрезерных станков
С учетом определенных параметров фрезерные станки подразделяются на несколько типов. По тому, где расположен шпиндель и в каком направлении он перемещается, выделяются такие разновидности:
- Вертикальные. Шпиндель располагается и перемещается в вертикальной плоскости.
- Горизонтальные. По отношению к заготовке шпиндель располагается в горизонтальной плоскости.
- Комбинированные. Они имеют универсальную фрезерную головку, которую можно расположить как вертикально, так и горизонтально.
По возможности использования станки подразделяются на такие типы:
- Универсальные, рассчитанные на осуществление нескольких операций.

- Специализированные. Они предназначены для проведения конкретных операций (продольно-фрезерные, шпоночно-фрезерные, зубофрезерные).

По наличию консоли выделяются:
- Консольные. В них рабочий стол закреплен на подвижных консолях, обеспечивающих возможность перемещения в 3 направлениях.
- Бесконсольные. Стол размещен на станине и может перемещаться только по направляющим.
Тип управления дает такую классификацию:
- С ручным управлением.
- Полуавтоматические.
- Автоматические или с ЧПУ.
Выбираются станки с учетом потребности производства в проведении определенных работ. Каждый из видов имеет свои преимущества и недостатки.
Общее устройство фрезерного станка
Каждый вид фрезерного станка имеет свои специфические нюансы в конструкции, но общее устройство у них аналогично. Можно выделить наиболее важные узлы и механизмы, обеспечивающие важнейшие функции.
Схема фрезерного станка
Большинство фрезерных станков имеет унифицированную конструкцию. В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
В них задействована универсальная кинематическая схема. Вращательное движение обеспечивает асинхронный электродвигатель достаточной мощности. Крутящий момент на вал передается цепной передачей через муфту полужесткого типа. Далее предусмотрена коробка передач, включающая до 8 зубчатых колес. Она позволяет обеспечить вращение рабочего вала по нескольким схемам. Вертикальная подача имеет диапазон от 8 до 267 мм/мин, а поперечная и продольная – от 25 до 800 мм/мин.
Универсальность конструкции создает обгонная муфта на реверсную коробку. Крутящие моменты поступают на шариковую предохранительную муфту, настроенную на максимально допустимую скорость. В конструкцию станков входят нижеследующие основные узлы.
Основание
Агрегат устанавливается на чугунное цельнолитое основание, обеспечивающее его устойчивость при работе. В нем предусмотрено корыто для сбора отработанной охлаждающей жидкости. На основании устанавливается электронасос для подачи жидкости к рабочему инструменту. Данная деталь имеет простую форму для удешевления производства.
Данная деталь имеет простую форму для удешевления производства.
Станина
На основании с помощью болтов надежно закрепляется станина. Это важнейшая деталь (по сути, корпус), на которой монтируются основные узлы. Часть узлов установлена внутри станины (шпиндель, электродвигатель, коробка передач), а некоторые детали станка размещены снаружи. Вверху располагаются горизонтальные направляющие для передвижения ползуна, а спереди – вертикальные направляющие консоли или бабки шпинделя. Для повышения жесткости конструкции внутренняя полость усилена ребрами. Обычно станина изготавливается из стали или чугуна. Она может быть литой или сварной.
Ползун
Для фиксации и поддержки оснастки применяется ползун или хобот. В горизонтальных и универсальных станках он является обязательным элементом, а на вертикальных может отсутствовать. Узел устанавливается на конце горизонтальных направляющих станины. В вертикальных станках хобот может являться подвижной частью фрезерной головки для перемещения фрезы в вертикальном направлении.
Консоль
Работа всего фрезера во многом зависит от качества изготовления консоли. Эта деталь изготавливается из чугуна методом литья. Устанавливается на вертикальных направляющих станины. В задачу консоли входит перемещение горизонтальных направляющих для салазок. Прочность узла обеспечивается стойкой с винтом телескопического типа, регулирующим высоту, а также боковыми поддержками.
Салазки
Взаимосвязь между осями X и Y устанавливают салазки. На них крепятся верхние направляющие для передвижения рабочего стола в продольном направлении. Снизу монтируются направляющие для перемещения самих салазок по консоли. В горизонтальных станках салазки используются для горизонтального перемещения детали.
Стол
На столе установлены зажимы для обрабатываемой детали. Он монтируется на салазках и перемещается на них. Вместе с консолью и салазками стол отвечает за подачу заготовки в рабочую зону. Он может двигаться в продольном, поперечном и вертикальном направлении. На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
На станках, как правило, обеспечивается ручное и механическое управление подачей. У большинства станков предусмотрена функция ускорения движения стола (быстрый ход). Рабочие подачи регулируются многоступенчатым переключателем (коробка переключения). Их режим выбирает работник с учетом типа материала и вида фрезы.
Шпиндель
Один из главных узлов – шпиндель. Он предназначен для крепления фрезы и передачи ей вращающего движения. Крутящий момент на вал шпинделя передается с коробки скоростей. Данный узел должен обладать высокой прочностью и жесткостью, а также точностью размеров. Изготавливается из высоколегированной стали, прошедшей закалку. Шпиндель при изготовлении тщательно шлифуется и проходит балансировку. В вертикальных станках регулируется по высоте и углу наклона относительно заготовки.
Электродвигатели
Фрезерный станок обладает несколькими электродвигателями. Главный мотор имеет наибольшую мощность. Он устанавливается в шпиндельной бабке или колонне станины.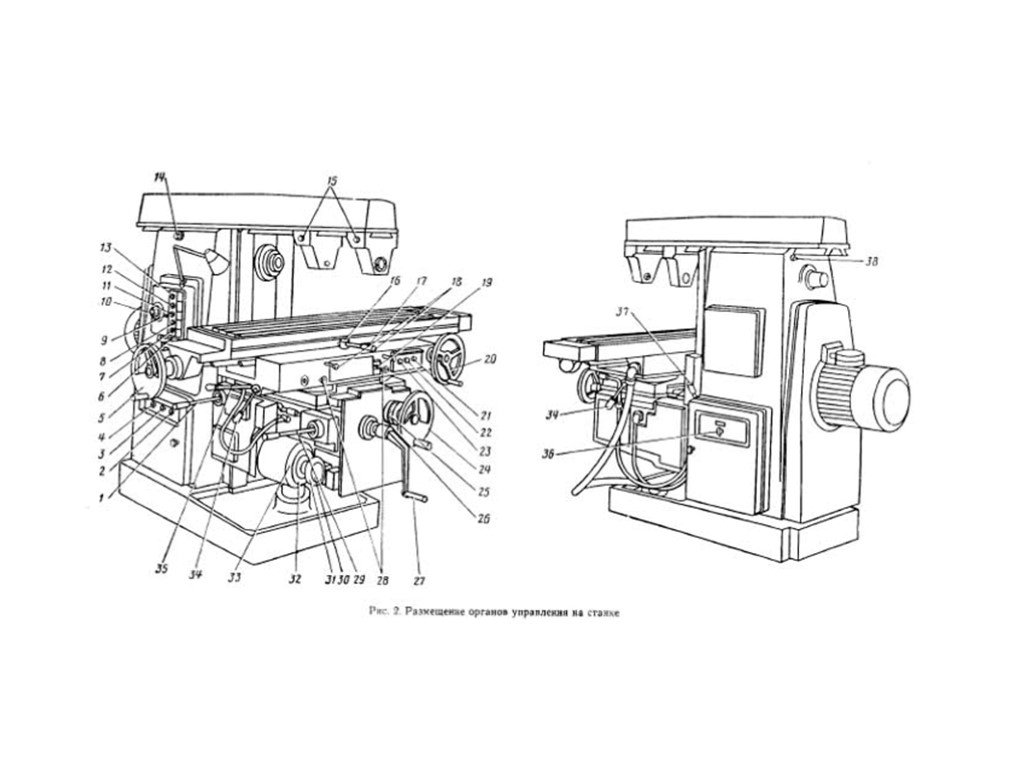
Фрезерные станки выпускаются нескольких типов в зависимости от расположения шпинделя, способа перемещения заготовки и управления. Они имеют определенную специфику исполнения, но составляются из двигательной, передаточной и исполнительной частей. При различии компоновки станки обладают аналогичными по назначению деталями.
- 06 сентября 2020
- 13288
Получите консультацию специалиста
679 Станок фрезерный широкоуниверсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного широкоуниверсального станка 679
Фрезерный широкоуниверсальный инструментальный станок 679 выпускался предприятиями:
- Одесский завод фрезерных станков, ЗФС
- Иркутский станкостроительный завод
Станки, выпускаемые предприятием — Иркутский станкостроительный завод, ИСЗ
- 6М76П — станок фрезерный универсальный повышенной точности 250 х 800
- 67К25 — станок фрезерный универсальный 320 х 800
- 676 — станок фрезерный универсальный 250 х 800
- 676П — станок фрезерный универсальный повышенной точности 250 х 800
- 679 — станок фрезерный универсальный 250 х 800
679 станок инструментальный фрезерный широкоуниверсальный.
 Назначение и область применения
Назначение и область примененияФрезерный станок 679 разработан в 1949 году Одесским заводом фрезерных станков, ЗФС. За основу был взят фрезерный станок немецкой фирмы Deckel — FP1. Станок 679 был заменен на более совершенную модель 675.
Универсально-фрезерный станок модели 679 отличается от общеизвестных консольных горизонтальных либо вертикальных фрезерных станков — широкой универсальностью и повышенной точностью. Эти отличия обуславливают целесообразность использования станка главным образом в инструментальных и ремонтных цехах машиностроительных предприятий.
Инструментальный универсально-фрезерный станок модель 679 предназначен как для горизонтального фрезерования изделий цилиндрическими, дисковыми, фасонными и другими фрезами, так и для вертикального и наклонного фрезерования.
На станке возможно выполнение разнообразных фрезерных работ, а также расточных, сверлильных, разметочных и других операций в условиях индивидуального и мелкосерийного производства.
Принцип работы и особенности конструкции станка
679Наличие большого количества приспособлений и вспомогательного инструмента, прилагаемых к станку, обеспечивает возможность обработки деталей сложной конфигурации с высокой точностью.
Техническая характеристика станка 679, широкий ряд оборотов и подач, наличие механических движений подачи — обуславливают экономичную обработку различных деталей, за счет применения высоких режимов резания и снижения вспомогательного времени.
Наличие горизонтального шпинделя и поворотного вертикального шпинделя, а также ряда прилагаемых к станку приспособлений (углового универсального стола, делительной головки, круглого делительного стола, горизонтального стола и др.) делают станок широко универсальным и весьма удобным при изготовлении приспособлений, инструментов, штампов, прессформ и прочих изделий.
Большим преимуществом станка 679 является возможность обработки детали с одной установки под разными углами, как горизонтальным, так и вертикальным шпинделями.
Размеры обрабатываемых поверхностей деталей определены в основных паспортных данных станка. К станку приложены за отдельную плату, не входящую в стоимость станка:
1. Долбёжная, головка, позволяющая производить долбёжные работы под любым углом в пределах ± 45° относительно вертикальной оси.
Основные характеристики фрезерного широкоуниверсального станка 679
Разработчик: Одесский завод фрезерных станков, ЗФС
Производитель: Одесский завод фрезерных станков, ЗФС или Иркутский механический (станкостроительный) завод, ИМЗ.
Фрезерный станок 679 производился с 1949 года по ГОСТ 154-41, 155-41.
- Стол угловой горизонтальный — 270 х 700 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола — 30..360 мм
- Расстояние от торца вертикального шпинделя до поверхности стола — 0..265 мм
- Расстояние от станины до оси вертикального шпинделя — 155..355 мм
- Наибольший продольный ход стола (X) — 300 мм
- Наибольший поперечный ход шпиндельной бабки вертикального шпинделя (Y) — 200 мм
- Наибольший вертикальный ход стола (Z) — 330 мм
- Конец шпинделя — Конус Морзе 4 (КМ 4)
- Пределы частот вращения горизонтального шпинделя — 110.
 .1230 об/мин
.1230 об/мин - Пределы частот вращения вертикального шпинделя — 150..1660 об/мин
- Электродвигатель привода шпинделя — 2,8 кВт; 1420 об/мин
- Вес станка — 1,19 т.
679 Габаритные размеры рабочего пространства фрезерного станка
Габаритные размеры рабочего пространства фрезерного станка 679
679 Посадочные и присоединительные базы фрезерного станка
Посадочные и присоединительные базы фрезерного станка 679
Общий вид фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка 679
Фото фрезерного станка Deckel FP1
Расположение составных частей фрезерного станка 679
Расположение составных частей фрезерного станка 679
Перечень составных частей широкоуниверсального фрезерного станка 679
- Станина
- Коробка скоростей
- Коробка подач
- Корпус суппорта
- Корпус горизонтального шпинделя
- Вертикальная головка
- Горизонтальный стол
По горизонтальным направляющим на торце станины перемещается корпус горизонтального шпинделя (5).
Вертикальная головка (6) устанавливается и крепится к переднему торцу корпуса горизонтальной бабки. Этот узел съемный и устанавливается на станке только при необходимости производить обработку деталей вертикальным шпинделем.
По вертикальным направляющим станины перемещается корпус суппорта (4), а по горизонтальным направляющим суппорта — салазки.
Вертикальная плоскость салазок является основной базовой рабочей поверхностью, на которую, в зависимости от выполняемой работы, устанавливаются обрабатываемые детали или прилагаемые к станку принадлежности для их крепления.
В вертикальной базовой плоскости салазок может крепиться горизонтальный стол (7), предназначенный для установки обрабатываемых изделий на его горизонтальной плоскости.
Для обработки наклонно расположенных плоскостей вместо горизонтального стола может крепиться угловой универсальный стол.
Для делительных работ служат делительная головка и делительный круглый стол, которые устанавливаются на базовой плоскости.
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679
Расположение органов управления фрезерным станком 679. Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком 679
- Зажим хобота горизонтальной бабки
- Зажим вертикальной головки
- Ручная подача вертикального шпинделя
- Зажим реечной гильзы вертикального шпинделя
- Ручная подача горизонтальной бабки
- Механическая подача горизонтальной бабки
- Ручное вращение шпинделя
- Переключение скоростей
- Переключение подач
- Ручная продольная подача стола
- Пуск и остановка главного двигателя
- Механические подачи стола (вертикальная и продольная)
- Ручная вертикальная подача стола
- Зажим трубки системы охлаждения
- Зажим горизонтальной бабки
- Включение насоса охлаждения
- Включение главного двигателя
- Зажим стола от горизонтального перемещения
- Зажим стола от вертикального перемещения
- Зажим конусов инструментов и патронов
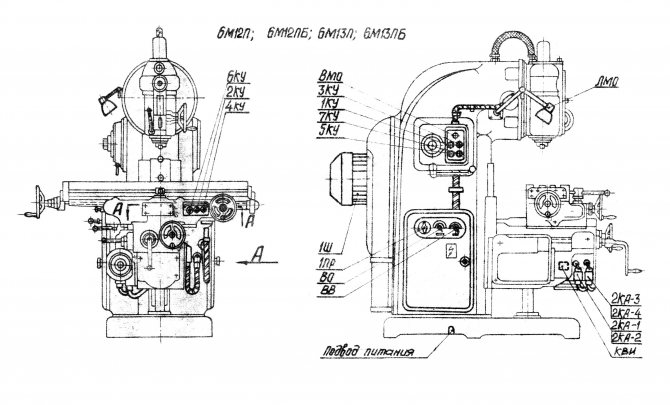
679 Схема кинематическая фрезерного станка
Кинематическая схема фрезерного станка 679
1. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
2. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
3. Схема кинематическая фрезерного станка 679. Смотреть в увеличенном масштабе
Устройство и работа фрезерного станка 679
Кинематическая схема (рис. 7) станка состоит из следующих цепей:
- а. цепь главного движения;
- б. цепь подач.
Цепь главного движения фрезерного станка 679
От электродвигателя, мощностью 2,8 кВт, движение передается на вал 1 клинноременной передачей. От вала I через шестерни коробки скоростей, сидящих на валах II и III, зубчатое колесо 56, сидящее на валу IV, через зубчатое колесо 47 передается вращение горизонтальному шпинделю V.
Вертикальный шпиндель VII получает вращение от вала V через коническую пару 41,42, вал VI и цилиндрическую пару 43,44. Осевое перемещение вертикального шпинделя осуществляется рукояткой реечной шестерни (46), перемещающей гильзу с рейкой (45) вручную.
Различное положение двойных зубчатых колес коробки скоростей (1—2; 3—4; 10—11) позволяет сообщить восемь различных чисел оборотов (см. таблицу 1) горизонтальному шпинделю (от 110 до 1230 об/мин.) и восемь чисел оборотов (см. таблицу 2) вертикальному шпинделю (от 150 до 1660 об/мин.).
Приведенные в таблицах 1 и 2 числа оборотов составляют стандартный ряд; отклонения фактических значений чисел оборотов от стандартного ряда колеблются в пределах 5%.
Цепь подач фрезерного станка 679
Привод подач станка устроен следующим образом.
Механические перемещения стола осуществляются механизмом подач, получающим вращение от вала 1 коробки скоростей через цилиндрические зубчатые колеса 12; 15; 16; 17 и коробку подач.
От вала XI через цепную передачу 58; 59 вращение передается валу XII, конической паре 60; 61, вертикальному валу XIII.
Зубчатые колеса 33; 34 передают вращение свободно сидящим колесам 31 и 35, а через колесо 30—зубчатым колесам 29 и 32.
Продольное механическое перемещение стола осуществляется включением муфты вала XV с муфтой зубчатого колеса 31 (перемещение влево) —и с муфтой колеса 32 — (перемещение вправо). Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Через коническую пару 27; 28 вращение сообщается винту продольного хода XVI.
Ручное продольное перемещение стола осуществляется двумя рукоятками, сидящими на концах винта XVI.
Вертикальное механическое перемещение суппорта со столом вверх производится включением муфты винта XIV с муфтой шестерни 29, а вниз — с муфтой шестерни 35.
Ручное вертикальное перемещение суппорта осуществляется маховичком, сидящим на валу XVII через коническую пару 37; 36 и вертикальным винтом XIV.
Поперечное механическое перемещение горизонтальной бабки, заменяющее обычно принятое в фрезерных станках поперечное Перемещение стола по консоли, осуществляется следующим образом: от вала XI коробки подач через цепную передачу 57; 53 вращение передается валу XVIII, на котором свободно сидят конические зубчатые колеса 52, 54.
Включением муфты вала XVIII с муфтой колеса 54 вращение передается цилиндрической зубчатой паре 50; 51 и гайке 49. При этом горизонтальная бабка, несущая винт 48, перемещается вперед (к рабочему столу). При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
При включении муфты вала XVIII с муфтой колеса 52 горизонтальной бабке сообщается движение в обратную сторону.
Ручное перемещение горизонтальной бабки производится Маховичком, сидящим на валу XIX.
В зависимости от произведенных переключений двойных зубчатых колес 13—14; 18—19; 20—21 валу XI можно сообщить восемь разных чисел оборотов. В результате получаем восемь продольных подач (см. таблицу 3), восемь вертикальных подач (см. таблицу 4) и восемь поперечных подач (см. таблицу 5).
Подачи выражаются значениями стандартного ряда. Отклонение фактических величин минутных подач от стандартных значений колеблется, как и для чисел оборотов шпинделей, в пределах 5 %.
Схема электрическая принципиальная фрезерного станка 679
Читайте также: Производители фрезерных станков в России
679 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка 679
| Наименование параметра | 679 | 676П | 6М76П |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | П | П |
| Размеры горизонтального (углового) стола, мм | 270 х 700 | 250 х 800 | 250 х 800 |
| Размеры вертикального стола, мм | 260 х 710 | 250 х 630 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | 100 | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального стола, мм | 30. .360 .360 |
80..460 | 80..430 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..265 | 0..380 | 0..370 |
| Вылет оси вертикального шпинделя, мм | 155..355 | 125..375 | 125..375 |
| Наибольший продольный ход стола (X), мм | 300 | 400 | 400 |
| Наибольший поперечный ход шпиндельной (горизонтальной) бабки вертикального шпинделя (Y), мм | 200 | 250 | 250 |
| Наибольший вертикальный ход стола (Z), мм | 330 | 380 | 380 |
| Вертикальный и горизонтальный шпиндели | |||
| Частота вращения горизонтального шпинделя, об/мин | 110..1230 | 50..1630 | 50..1630 |
| Частота вращения вертикального шпинделя, об/мин | 150. .1660 .1660 |
63..2040 | 63..2040 |
| Количество скоростей горизонтального и вертикального шпинделя | 8 | 16 | 16 |
| Цена деления лимбов, мм | 0,05 | 0,05 | 0,05 |
| Цена деления линеек, мм | 1,0 | 1,0 | 1,0 |
| Конус горизонтального и вертикального шпинделей | Морзе 4 | Морзе 4 | Морзе 4 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | 25..285 | 13..395 | 13..395 |
| Количество подач шпиндельной бабки | 8 | 16 | 16 |
| Ускоренный ход шпиндельной бабки, м/мин | нет | 0,9 | 0,93 |
| Зажим-отжим инструмента | Ручной | Ручной | Механиз |
| Торможение шпинделя | нет | нет | |
| Вертикальная фрезерная головка | |||
| Наибольшее осевое перемещение гильзы вертикального шпинделя, мм | 80 | 60 | 60 |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±45 | ±90 | ±90 |
| Масса вертикальной фрезерной головки, кг | 55 | ||
| Стол угловой горизонтальный | |||
| Количество подач стола в продольном и вертикальном направлении | 8 | 16 | 16 |
| Пределы продольных и вертикальных подач стола (X, Y), мм/мин | 25. .285 .285 |
13..395 | 13..395 |
| Ускоренный ход стола в продольном и вертикальном направлении, м/мин | нет | 0,935 | 0,935 |
| Число Т — образных пазов | 5 | 5 | |
| Масса углового горизонтального стола | 65 | ||
| Угловой универсальный стол | |||
| Размеры горизонтального универсального стола, мм | 250 х 600 | 200 х 630 | 200 х 630 |
| Наибольший угол поворота в горизонтальной плоскости, град | ±30° | ±20° | ±20° |
| Наклон длинной стороны, град | ±45° | ±45° | ±45° |
| Наклон короткой стороны, град | ±30° | ±30° | ±30° |
| Масса углового горизонтального стола | нет | 55 | |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 2 | 2 | 4 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 2,2 | 2,2 |
| Электродвигатель зажима инструмента вертикального шпинделя, кВт | — | 0,24 | |
| Электродвигатель зажима инструмента горизонтального шпинделя, кВт | — | 0,24 | |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 | |
| Суммарная мощность электродвигателей, кВт | 2,32 | 2,56 | |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1400 х 1650 | 1282 х 1215 х 1780 | 1350 х 1230 х 2060 |
| Масса станка полная, кг | 1190 | 910 | 1160 |
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Одесса, 1955
- Паспорт и руководство по обслуживанию инструментального универсально-фрезерного станка тип 679, Иркутск, 1961
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.
 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975 - Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ | ||
| ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | ||
| В. Райан © 2003 — 2022 | ||
Горизонтально-фрезерный станок очень прочный и
крепкая машина. Доступны различные фрезы для снятия/формовки
материал, который обычно удерживается в прочных машинных тисках. Эта горизонтальная
фрезерный станок используется, когда вертикальный фрезерный станок менее подходит. Например, если
много материала должно быть удалено фрезами или меньше
потребность в точности – выбирается горизонтально-фрезерный станок. Доступны различные фрезы для снятия/формовки
материал, который обычно удерживается в прочных машинных тисках. Эта горизонтальная
фрезерный станок используется, когда вертикальный фрезерный станок менее подходит. Например, если
много материала должно быть удалено фрезами или меньше
потребность в точности – выбирается горизонтально-фрезерный станок. |
||
| БАЗОВАЯ/УПРОЩЕННАЯ СХЕМА ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА | ||
| ФОТОРЕАЛИСТИЧЕСКИЕ ИЗОБРАЖЕНИЯ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО СТАНКА | ||
Нож можно очень легко заменить. Кронштейн вала снимается
ослабление гаек и болтов, которые надежно удерживают оправку на месте.
оправку можно снять с рукоятки. После этого проставки также удаляются.
как оригинальный резак. Новый резец устанавливается на место, распорки
скользнул обратно на оправку, и скоба оправки снова затянулась.
позиция. Кронштейн вала снимается
ослабление гаек и болтов, которые надежно удерживают оправку на месте.
оправку можно снять с рукоятки. После этого проставки также удаляются.
как оригинальный резак. Новый резец устанавливается на место, распорки
скользнул обратно на оправку, и скоба оправки снова затянулась.
позиция. |
||
| ПОДРОБНОЕ ИЗОБРАЖЕНИЕ КРОНШТЕЙНА ОПРАВКИ | ||
| ВОПРОС : Объясните с помощью схем, как резак горизонтального Миллер меняется. |
||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ИНФОРМАЦИИ О ФРЕЗАХ | ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И УКАЗАТЕЛЬ ПРОЦЕССОВ СТРАНИЦА | ||
Что такое фрезерный станок — Работа, детали и виды.

В этой статье вы сможете узнать о том, что такое работа фрезерного станка, детали и типы. Фрезерный станок является основой обрабатывающей промышленности. Практически он способен выполнять любую фрезерную операцию, будь то зубофрезерование, фрезерование резьбы, угловое фрезерование и т. д. Здесь мы обсудим определение, основные части, типы и операции фрезерных станков.
Содержание
Что такое фрезерный станок?
Это машина, которая используется для удаления металлов с заготовки с помощью вращающейся фрезы, называемой фрезой. Он используется для обработки плоских, шероховатых и неровных поверхностей путем подачи заготовки на вращающуюся фрезу.
Main Parts of Milling Machine
The milling machine main parts are:
Vertical Milling Machine
Horizontal Milling Machine
1. Column & Base
Column including base is the основная отливка, поддерживающая все остальные части фрезерного станка.
- Колонна содержит резервуар для масла и насос, который смазывает шпиндель.
- Стойка опирается на основание, а основание содержит резервуар для охлаждающей жидкости и насос, который используется во время механической обработки, требующей подачи охлаждающей жидкости.
2. Колено
Это отливка, поддерживающая седло и стол. Весь передаточный механизм заключен в колено.
- Крепится к колонне с помощью направляющих типа «ласточкин хвост».
- Колено поддерживается и регулируется винтом вертикального позиционирования (подъемным винтом).
- Подъемный винт используется для регулировки колена вверх и вниз путем подъема или опускания рычага с помощью ручной или механической подачи.
3. Седло и поворотный стол
Седло находится на колене и поддерживает стол. Он скользит по горизонтальному ласточкин хвост на колене и ласточкин хвост параллелен оси шпинделя (в горизонтально-фрезерных м/с).
- Поворотный стол (только в универсальных машинах) крепится к седлу, которое можно поворачивать (вращать) горизонтально в любом направлении.
4. Механизм механической подачи
Колено содержит механизм механической подачи. Он используется для управления продольной (влево и вправо), поперечной (внутрь и наружу) и вертикальной (вверх и вниз) подачами.
- Чтобы получить желаемую скорость подачи на машине, рычаг выбора подачи устанавливается в положение, указанное на пластинах выбора подачи.
- На некоторых универсальных коленных и колонных фрезерных станках подача достигается путем поворота рукоятки выбора скорости до тех пор, пока желаемая скорость подачи не будет указана на шкале подачи.
- Большинство фрезерных станков имеют рычаг быстрого хода, который можно задействовать, когда требуется временное увеличение скорости продольной, поперечной или вертикальной подачи. Например, этот рычаг будет задействован, когда оператор позиционирует или выравнивает заготовку.
5. Стол
Это прямоугольная отливка, расположенная на верхней части седла.
- Используется для удержания изделия или удерживающих приспособлений.

- Содержит несколько Т-образных пазов для удерживания изделия и удерживающих приспособлений (т. е. приспособлений и приспособлений).
- Столом можно управлять вручную или с помощью электропривода. Чтобы переместить стол вручную, задействуйте и поверните продольную рукоятку. Чтобы переместить его с усилием, задействуйте рычаг управления подачей в продольном направлении.
6. Шпиндель
Это вал, который используется для удержания и привода режущих инструментов фрезерного станка.
- Шпиндель установлен на подшипниках и опирается на стойку.
- Шпиндель приводится в движение электродвигателем через зубчатую передачу. Зубчатые передачи присутствуют внутри колонны.
- На торце шпинделя, расположенном рядом со столом, имеется внутренний конус. Внутренний конус на передней поверхности шпинделя позволяет использовать только конический держатель фрезы или оправку. Он имеет две шпонки на передней поверхности, которые обеспечивают принудительный привод держателя фрезы или оправки.

- Стяжной болт и контргайка используются для фиксации держателя и оправки в шпинделе.
7. Консоль/консоль
Это горизонтальная балка на верхней грани колонны. Это может быть цельная отливка, которая скользит по направляющим типа «ласточкин хвост», имеющимся на верхней поверхности колонны.
- Консоль используется для крепления опоры вала. Он может состоять из одного или двух цилиндрических стержней, которые проходят через отверстия в колонне.
8. Опора вала
Это отливка с подшипником, которая поддерживает внешний конец оправки. Это также помогает совместить внешний конец оправки со шпинделем.
- Предотвращает пружинение внешнего конца оправки во время резки.
- Обычно во фрезерных станках используются два типа опор вала. Первый имеет отверстие под подшипник малого диаметра, максимальный диаметр 1 дюйм. А другой имеет отверстие под подшипник большого диаметра, обычно до 23/4 дюйма.
- Опора оправки имеет масляный резервуар, который смазывает опорные поверхности.
 Его можно закрепить в любом месте на плече. Опорная опора используется только в фрезерных станках горизонтального типа.
Его можно закрепить в любом месте на плече. Опорная опора используется только в фрезерных станках горизонтального типа.
9. Поршень
Выступающий рычаг вертикальной машины называется ползунком. Один конец ползуна крепится на вершине колонны, а на другом конце крепится фрезерная головка.
- Ползун может перемещаться поперечно (внутрь и наружу) на колонне с помощью ручного рычага.
Читайте также:
- Типы токарных станков – мать всех станков
- Разница между встречным и попутным фрезерованием – что лучше?
- Что такое станок с ЧПУ — основные части, работа, блок-схема
Типы фрезерных станков
В основном фрезерные станки делятся на два типа: первый — горизонтальный фрезерный станок, а второй — вертикальный фрезерный станок. Кроме того, они подразделяются на коленные, плунжерные, производственные или станочные и фрезерные станки строгального типа.
Большинство фрезерных станков, классифицированных выше, имеют двигатель с автономным электрическим приводом, системы охлаждения, подачу стола с механическим приводом и регулируемую скорость вращения шпинделя.
1. Горизонтально-фрезерный станок
В горизонтально-фрезерном станке ось вращения шпинделя расположена горизонтально по отношению к столу. А из-за того, что ось шпинделя горизонтальна, он называется горизонтально-фрезерным станком.
2. Вертикально-фрезерный станок
Фрезерный станок, в котором ось шпинделя перпендикулярна столу, называется вертикально-фрезерным станком.
3. Колено-фрезерный станок
Фрезерный станок с выступом в виде колена посередине называется коленно-фрезерным станком. Он характеризуется вертикальным регулируемым рабочим столом, опирающимся на седло, поддерживаемое коленом.
4. Фрезерный станок плунжерного типа
Фрезерный станок с ползунком в верхней части колонны называется фрезерным станком плунжерного типа. Обычно поршень используется в вертикально-фрезерных станках. Его можно перемещать по колонне в поперечном направлении (т. е. внутрь и наружу при работе со стороны колена).
Обычно поршень используется в вертикально-фрезерных станках. Его можно перемещать по колонне в поперечном направлении (т. е. внутрь и наружу при работе со стороны колена).
5. Фрезерный станок производственного или станочного типа
6. Фрезерный станок строгального типа:
Читайте также:
- Разница между горизонтальной и вертикальной фрезерной машиной Фрезы, используемые в процессе обработки
Операция фрезерного станка
Различные операции фрезерного станка:
1. Фрезерование торца
Эта операция делает плоские поверхности на торце заготовки. Эта операция обработки выполняется на поверхностях, перпендикулярных оси фрезы. Операция выполняется торцовой фрезой, установленной на цапфе станка.
2. Боковое фрезерование
Это процесс механической обработки, при котором получается плоская вертикальная поверхность по бокам заготовки. Эта операция выполняется с помощью боковой фрезы.
3. Плоское фрезерование
Процесс фрезерования плоских поверхностей с сохранением оси фрезы параллельной фрезеруемой поверхности. Это также называется фрезерованием поверхности или фрезерованием плиты. Для плоского фрезерования используется плоская фреза.
4. Фрезерование с двух сторон
это процесс, в котором две боковые фрезы используются для одновременной обработки двух противоположных сторон заготовки. Операция фрезерования с двух сторон показана на рисунке ниже.
5. Угловое фрезерование
Процесс фрезерования плоских поверхностей, которые не параллельны и не перпендикулярны оси фрезы. Его также называют угловым фрезерованием. Для выполнения этой операции используется одна угловая фреза.
6. Групповое фрезерование
Это процесс обработки, при котором две или более фрезы используются вместе для одновременного выполнения различных операций фрезерования. При групповом фрезеровании фрезы устанавливаются на оправке.
7.
 Фасонное фрезерование
Фасонное фрезерование Это процесс обработки специального контура (контура), состоящего из кривых, прямых линий или полностью из кривых, за один проход. Для выполнения этой операции используются формованные фрезы, выполненные по контуру, который необходимо вырезать. Эта операция выполняется с помощью выпуклых, вогнутых и угловых фрез.
8. Фрезерование профиля:
Эта операция фрезерования используется для вырезания профиля на заготовке.
9. Концевая фреза
Это процесс создания плоских поверхностей, которые могут быть горизонтальными, вертикальными и под любым углом, используя рабочий стол в качестве эталона. Для выполнения этой операции используются концевые фрезы.
10. Фрезерование на пиле
Это процесс механической обработки, который используется для изготовления узких канавок или пазов на заготовке.
- Также используется для разделения заготовки на две равные или неравные части.
- Эта операция фрезерования выполняется с помощью фрезы.

- Ширина этой фрезы очень меньше по сравнению с шириной заготовки.
11. Фрезерование шпоночных канавок, канавок и пазов
Эта операция фрезерования используется для изготовления шпоночных канавок, канавок и пазов на заготовке.
12. Фрезерование зубьев
Это процесс фрезерования, который используется для нарезания зубьев на заготовке. Эта операция выполняется с помощью формованных фрез, называемых эвольвентными зубчатыми фрезами.
13. Спиральное фрезерование
Эта операция фрезерования выполняется для изготовления объектов, имеющих спиральную форму, таких как косозубые шестерни, спиральные сверла и т. д., она выполняется на периферии цилиндрической заготовки.
14. Фрезерование кулачков
Это процесс механической обработки, используемый для изготовления кулачков. Кулачки используются для открытия и закрытия клапанов в двигателях внутреннего сгорания.
15. Фрезерование резьбы
Это процесс фрезерования, используемый для нарезания резьбы на цилиндрической заготовке.
