Как сделать сварочный полуавтомат своими руками. Какие схемы и компоненты нужны для сборки. Пошаговая инструкция по изготовлению самодельного сварочного полуавтомата. Какие преимущества у самодельного аппарата.
Компоненты для сборки сварочного полуавтомата своими руками
Для изготовления самодельного сварочного полуавтомата потребуются следующие основные компоненты:
- Сварочный трансформатор
- Диодный мост
- Дроссель
- Механизм подачи проволоки
- Плата управления
- Сварочная горелка
- Корпус
Рассмотрим подробнее каждый из этих элементов.
Сварочный трансформатор
Сердцем полуавтомата является сварочный трансформатор. Его можно изготовить самостоятельно или использовать готовый. При самостоятельном изготовлении рекомендуется использовать тороидальный магнитопровод из трансформаторной стали.
Диодный мост
Для выпрямления переменного тока в постоянный используется диодный мост. Можно применить готовый диодный модуль или собрать мост из отдельных диодов. Диоды должны быть рассчитаны на соответствующий ток и напряжение.
Дроссель
Дроссель необходим для сглаживания пульсаций выпрямленного тока. Его можно намотать на магнитопроводе от трансформатора или использовать готовый. Индуктивность дросселя обычно составляет 0,5-1 мГн.
Схема сварочного полуавтомата своими руками
Принципиальная схема самодельного сварочного полуавтомата включает следующие основные блоки:
- Силовая часть — трансформатор, выпрямитель, дроссель
- Система подачи проволоки
- Схема управления
Рассмотрим типовую схему сварочного полуавтомата:
Основные элементы схемы:
- T1 — сварочный трансформатор
- VD1-VD4 — диодный мост
- L1 — сглаживающий дроссель
- M1 — двигатель подачи проволоки
- DA1 — схема управления
Схема обеспечивает плавную регулировку сварочного тока и скорости подачи проволоки.
Пошаговая инструкция по сборке сварочного полуавтомата своими руками
Процесс изготовления самодельного сварочного полуавтомата включает следующие основные этапы:
- Изготовление или подготовка сварочного трансформатора
- Сборка выпрямителя на диодном мосту
- Намотка сглаживающего дросселя
- Изготовление механизма подачи проволоки
- Сборка платы управления
- Монтаж компонентов в корпусе
- Подключение сварочной горелки
- Настройка и тестирование аппарата
Рассмотрим подробнее некоторые ключевые этапы.
Изготовление сварочного трансформатора
Для намотки трансформатора используется тороидальный магнитопровод. Расчет и намотка обмоток производится по следующей схеме:
- Первичная обмотка: 220-250 витков провода 2-2,5 мм²
- Вторичная обмотка: 30-40 витков провода 16-25 мм²
Обмотки изолируются и пропитываются лаком для надежности.
Сборка механизма подачи проволоки
Механизм подачи проволоки включает:
- Электродвигатель (можно использовать от стеклоочистителя)
- Редуктор для снижения оборотов
- Подающие ролики
- Прижимной механизм
Скорость подачи проволоки регулируется с помощью ШИМ-контроллера.
Преимущества самодельного сварочного полуавтомата
Изготовление сварочного полуавтомата своими руками имеет ряд преимуществ:
- Существенная экономия средств по сравнению с покупкой готового аппарата
- Возможность подобрать оптимальные характеристики под свои задачи
- Полное понимание устройства и принципа работы аппарата
- Удобство последующего обслуживания и ремонта
- Возможность модернизации и доработки конструкции
При этом самодельный аппарат по качеству сварки может не уступать промышленным образцам.
Меры безопасности при работе со сварочным полуавтоматом
При работе с самодельным сварочным полуавтоматом необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты — маску, перчатки, спецодежду
- Обеспечить надежное заземление аппарата
- Не допускать попадания влаги на электрические компоненты
- Работать в хорошо проветриваемом помещении
- Не касаться оголенных токоведущих частей
- Периодически проверять исправность узлов и соединений
Соблюдение этих простых правил обеспечит безопасную эксплуатацию самодельного сварочного полуавтомата.
Часто задаваемые вопросы о сборке сварочного полуавтомата
Рассмотрим ответы на некоторые популярные вопросы по теме:
Какой трансформатор лучше использовать для самодельного полуавтомата?
Оптимальным вариантом является тороидальный трансформатор мощностью 2-3 кВт. Это обеспечит компактность конструкции и хорошие сварочные характеристики.
Как рассчитать необходимую мощность трансформатора?
Мощность трансформатора (кВА) примерно равна максимальному сварочному току, деленному на 50. Например, для тока 160А потребуется трансформатор мощностью около 3,2 кВА.
Какой диаметр проволоки можно использовать в самодельном полуавтомате?
Обычно используется проволока диаметром 0,6-1,2 мм. Конкретное значение зависит от мощности аппарата и свариваемого металла.
Можно ли переделать обычный сварочный аппарат в полуавтомат?
Да, это возможно. Для этого потребуется добавить механизм подачи проволоки и систему управления. Однако часто проще и надежнее сразу собрать специализированный полуавтомат.
Надеюсь, эта информация была полезна! Если у вас остались вопросы по сборке сварочного полуавтомата своими руками, задавайте их в комментариях.
Сварочный полуавтомат своими руками — схема для сборки
Изделие, которое предназначено для процесса сварки называется сварочным полуавтоматом. Аппараты для сварки бывают разных форм и видов, но главное, чтобы этот механизм надежно работал, был качественным, практичным, безопасным и служил долгие годы.
Схемы самодельных сварочных полуавтоматов можно найти в интернете или узнать, получив консультацию специалиста. Данный инструмент пригодится в любом хозяйстве, хранить его можно как дома, так и в гараже или на даче. Для того чтобы сварка полуавтомат своими руками работала, необходимо знать кое-что о принципах работы этого механизма.
Виды сварочных полуавтоматов
Во-первых, нужно отметить, что сварочные аппараты делятся на следующие виды:
- для сварки под слоем флюса;
- для сварки на газах;
- а также для сварки порошковой проволокой.
Бывает такое, что для качественного результата необходимо взаимодействие этих видов аппаратов.
Кроме вышеперечисленных видов, эти изделия делятся и по другим критериям и бывают:
- однокорпусные и двукорпусные;
- стационарные, переносные и передвижные;
- профессиональные, полупрофессиональные и любительские;
- тянущие, толкающие.
Иногда для полноценной и качественной работы необходимо приобрести дополнительное оборудование (например, баллон с углекислым газом).
Основные составляющие сварочного аппарата и принцип сварки
Сварочный полуавтомат своими руками, схема которого не представляет особой сложности, состоит из нескольких основных элементов:
- источник питания;
- устройство с основной функцией – управление сварочным током;
- рукава;
- горелки;
- зажимы.
Источником питания может служить трансформатор, инвертор или выпрямитель. От того, какой источник питания выбран, зависит объем и цена сварочника. Лучшими называют инверторные источники питания.
Электрическая схема сварочного полуавтомата предусматривает, что тип сварки влияет на слаженность работы оборудования в целом.

Принцип работы аппарата заключается в перемещении и регулировке грелки, в контроле и отслеживании сварочного процесса.
Также схемы самодельных сварочных аппаратов предусматривают определенную последовательность работы. На начальном этапе проходит подготовительная продувка системы для дальнейшей подачи газа. Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Нужно также учесть, что процесс сварки выполняется в специальном помещении с применением сварочного оборудования.
Сварка полуавтомат своими руками предусматривает обязательное соблюдение правил безопасности. Нужно проверить исправность всех механизмов, перепроверить заземлен ли корпус устройства. Во время сварки, нельзя облокачиваться или опираться на аппарат. Если с аппаратом возникли какие-то неполадки, следует немедленно прекратить работу и прибегнуть к помощи специалиста.
Плюсы и минусы сварочного аппарата, и советы по его изготовлению своими руками
Сварочный полуавтомат своими руками, схема которого рассмотрена выше, имеет свои достоинства и недочеты.
К преимуществам можно отнести высокий коэффициент полезного действия, минимальную потерю энергии и расход электротехнического материала. Этот современный механизм характеризуется небольшими габаритами и весом, высоким качеством шва и возможностью работы с любыми сплавами. Его удобно передвигать к месту сварки, и он имеет достаточно высокий уровень безопасности.
Недостатками этого аппарата можно считать его высокую стоимость и плохую работу в условиях отрицательных температур.
Существуют инструкции для изготовления полуавтоматов для сварки своими руками, которые, как правило, предусматривают их применение в мелких бытовых целях. Именно исходя из этого и производятся основные расчеты по его изготовлению. Лучше всего для изготовления этого аппарата ручным способом, использовать трансформаторное железо.
Изучив, что такое электросхема сварочного полуавтомата и основные принципы его действия можно без особого труда сделать сварочный аппарат самостоятельно. Важно не забывать об электробезопасности и правилах, удобнее выполнять работы по изготовлению сварочного полуавтомата в домашних условиях вдвоем. Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварочный полуавтомат своими руками
Как сделать сварочный полуавтомат своими руками. Рано или поздно, я думаю, все в жизни сталкивались с тем что нужно было что-то подварить, а для этого нужен сварочный аппарат. Многие скажут, зачем его делать — проще купить, но ведь приятнее сделать своими руками!
Всегда хотел иметь собственный сварочный аппарат, и даже думал его купить, но впереди была зима (больше времени), и я решил сделать его сам. Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Больше нужен был полуавтомат, но и дуговая сварка не помешает, поэтому решил делать 2в1 п-полуавтомат и дуговую от одного трансформатора.
Для дуговой сварки мне пришлось только домотать на трансформаторе нужное количество витков провода, чтобы трансформатор выдавал 45 вольт, и все.
Изготовление магнитопровода
А теперь начнем все по порядку. Сначала я занялся изготовлением магнитопровода, его я сделал из двух магнитопроводов от ЛАТРов.
Один отрезал до нужного размера.
Приспособление для размотки намотки
Оба размотал и с помощью нехитрого приспособления смотал их в один.
Затем магнитопровод я пропитываю эпоксидным клеем для того, чтобы трансформатор не гудел и не было короткого замыкания пластин.
После этого магнитопровод обматываем картоном.
Затем все обмотал изолентой из Х/Б ткани и малярным скотчем.
Подробнее о сборке тороидального магнитопровода смотрите на видео ниже:
Намотка первичной и вторичной обмоток
Следующий этап — намотка первичной и вторичной обмотки. Я мотал по такой схеме исходя из моего сечения магнитопровода.
(рассчитывается индивидуально для каждого трансформатора).
Первичная обмотка мотается медным проводом сечением от 2 мм2 (у меня он набран из нескольких жил). Для удобства намотки под магнитопровод сделал подставку, которая крепится к столу.
Провод наматываем на челнок — так намного проще мотать.
Каждый слой пропитываю лаком и мотаю сверху Х/Б тканью или изолентой.
Сечение провода на вторичной обмотке 16 мм2.
Подробнее о намотке я рассказал в видео ниже:
О результатах промежуточных испытаний также заснял видеоролик:
Изготовление механизма протяжки
Следующий этап — сделать механизм протяжки. В качестве мотора я использовал двигатель от стеклоочистителя автомобиля ВАЗ 2101.
Подающий ролик купил готовый, но его также можно выточить у токаря.
Для того, чтобы на ось двигателя было меньше нагрузки — поставил два подшипника, которые между собой соединяются и прижим к ролику регулируется винтом.
Сварочный рукав
Рукав длиной 2,5 метра на 160 ампер.
Намотка дросселя
Дальше мотаем дроссель, который является неотъемлемой частью полуавтомата. Он служит для сглаживания импульсов тока, и без него полуавтомат не будет работать полноценно. Он намотан на трансформаторе ТС 250 от телевизора.
Но лучше ТС 270.Намотать нужно столько сколько влезет до заполнения окна тем самым проводом не меньше 20 мм2.Между подковами трансформатора обязательно должен быть немагнитный зазор и он изначально ставится 2 мм (текстолитовая пластина) но лучший результат достигается экспериментальным путем увеличения или уменьшения зазора в результате чего получаем наилучший сварной шов.
Плата управления и схема
Также одной из главных составных полуавтомата является плата управления-делал я ее по такой схеме.
Схема была взята здесь: http://svapka.ru/sampoluavtom/svarochnyj-poluavtomat-svapka-ru-vol-2-0-svapka-ru.htm
Файл печатной платы (проект программы DipTrace), можно скачать с сайта Svapka.ru по ссылке: http://svapka.ru/down/svapka20smd.dip
Плата управления
Есть также альтернативная схема регулировки оборотов двигателя.
Вместо клапана газа использовал клапан омывателя стекол ВАЗ 2108.
Силовые диоды на 200 ампер на радиаторах.
Провод для массы.
Переключатель напряжения первичной обмотки.
Тиристор Т-161-160 ампер.
Изготовление корпуса
Ну и наконец, завершающий этап — изготовление корпуса, компоновка всех элементов и сборка согласна схемы.
Ну и самое главное — как все это работает смотрим в финальном видео.
У кого возникнут вопросы — задавайте, всем отвечу.
Спасибо за внимание!
Символы сварки: как их понять (с таблицами)
Последнее обновление
Загрузить руководство по символам сварки в формате .PDF:
Вам нужно учиться на ходу? Загрузите таблицу символов в формате .PDF здесь.
Становление профессиональным сварщиком вознаграждает и дает пожизненную возможность получать удовольствие от работы по всему миру. На этом пути есть много проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым требуется сварка. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше других, но вы неизбежно столкнетесь с несколькими, которые доставят вам лишь головную боль на бумаге. Полезно понимать символы сварки, чтобы при работе со сложными чертежами символы были на одно препятствие меньше.
Тест по сварочным символам
Существуют также различные теоретические тесты, которые вам может потребоваться пройти в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно освоить эти символы сварки, чтобы получить квалификацию. Хотя некоторые тестовые символы просты, вы не можете доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к сдаче следующего экзамена.
Символы сварки (с таблицами)
Некоторые символы сварки кажутся сложными, но если их разобрать, вы увидите, что они довольно просты. Символы сварки представляют собой изображение сварного шва, если смотреть сбоку, как в поперечном сечении. Каждый символ сварного шва поясняется отдельно, рядом с ним указывается его профиль сварного шва.
Каждый символ сварного шва поясняется отдельно, рядом с ним указывается его профиль сварного шва.
Существуют две системы, которые используются для интерпретации, и четыре раздела различных символов, описанных в этой статье: базовая платформа, базовые символы стыкового сварного шва, другие базовые символы и дополнительные символы. Каждый раздел стоит отдельно, если вам нужно сосредоточиться на одном наборе символов сварки, но чтение всех четырех даст вам полезное представление об общей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей ваших сварных швов. Он состоит из трех частей:
- Линия стрелки: указывает на общее расположение сварного шва.
- Базовая линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отдельные от специфики. Это включает в себя стандарты сварки, типы материалов и требуемый процесс сварки.

Две системы рисования
Существуют две системы, в которые входит основной символ сварки, и каждая из них интерпретируется по-разному. Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A Система B
Базовая система A
Базовая система A выделяется линии панели под контрольной линией. Как показано на рисунке, когда символ сварки находится со стороны пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над опорной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Базовая система B
Базовая система B распознается по отсутствию черточек под контрольной линией. Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка.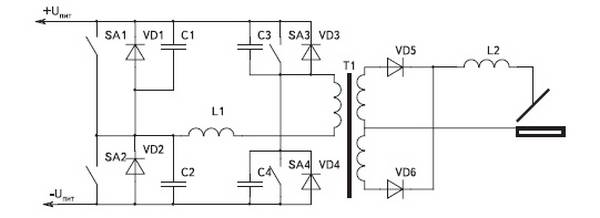 Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Таблица символов стыковой сварки основания
Как видно из названия, эти соединения отличаются тем, что они соединяются встык друг с другом встык. Например, две пластины лежат плоско на своих поверхностях, выровненных параллельно и прямо по их вершинам, и они сварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые сварные швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают требуемую подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ сварки отображает два квадратных угла.
Одиночный V-образный стык
Одинарное V-образное стыковое соединение имеет разделку под сварку под углом 45° на одной стороне каждой пластины на всю глубину материала. Соединяемые пластины образуют V-образную форму, как указывает символ.
Соединяемые пластины образуют V-образную форму, как указывает символ.
Одиночный V-образный стык с широкой притупленной поверхностью
Подобно одинарному V-образному стыку, эта подготовка под сварку имеет угол 45° с одной стороны каждой пластины от верхней части металла до не более ¾ пути вниз глубины плиты, оставляя часть материала внизу. Соединение имитирует символ Y.
Стык с одинарным скосом
Эта стыковая заготовка имеет вырез под углом 45° на всю глубину на одной стороне одной пластины, а другой конец имеет квадратную форму, как показано на символе.
Стык с одинарным скосом и широкой притупленной поверхностью
С одним квадратным концом и скосом под углом 45° на другой стороне, только частично проходящим через пластину, подготовка под сварку будет выглядеть, как ее символ, в виде строчной буквы r без дуги.
Одинарная U-образная форма встык
Обе пластины имеют угол, вырезанный в форме ¼ луны глубиной около ¾ толщины пластины, образуя U-образную часть соединяемых секций, как показывает символ сварного шва.
Одиночный J-образный стык
Одна пластина имеет квадратный конец, а другая имеет угол, вырезанный в форме ¼ луны на части толщины пластины, образуя мягкий J при соединении, как вы можете видеть на символе .
Двусторонние стыковые соединения
Эти сварные швы точно такие же, как и односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и сварены, как показано в таблице обозначений сварных швов ниже.
Двусторонний V-образный стык
Оба конца каждой пластины имеют скошенный под углом 45° вырез, соединяющийся посередине пластины и образующий острие. При соединении точки встречаются. Это создает X, как показано на символе, на всю глубину соединения.
Двусторонняя фаска встык
Одна пластина не имеет разделки под сварку, углы остаются прямыми. Другая сторона имеет два скоса под 45°, заканчивающиеся посередине, чтобы сделать точку. При отображении символа соединенные пластины образуют букву K.
При отображении символа соединенные пластины образуют букву K.
Двусторонний U-образный стык
На обеих сторонах двух пластин вырезается ¼ лунки, оставляя участок примерно от одной четверти до половины толщины пластины в центре между двумя разделками под сварку. Соединившись вместе, они образуют букву U поверх буквы n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые сварные швы являются наиболее распространенными типами стежков. Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все другие базовые обозначения сварки, которые не являются стыковыми сварными швами, включая обозначение углового шва.
Скругление
Этот символ представляет собой прямоугольный треугольник, так как чаще всего скругление выполняется между двумя пластинами под прямым углом друг к другу. Обычно это между 90° суставом или где-то рядом.
Обычно это между 90° суставом или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Сварка пробкой соединяет две пластины вместе, а сварной шов внутри полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие заглушки в поперечном сечении верхней пластины.
Точка сопротивления
Две пластины сплавляются друг с другом за счет создания тепла за счет электрического сопротивления между пластинами с помощью аппарата для точечной сварки сопротивлением. Его символ — круг, такой же формы, как точечный сварной шов.
Контактный шов
Это похоже на контактную точечную сварку, только электрическое сопротивление создает длинный шов, а не одиночное пятно. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через окружность, символизирующие шовный шов, имеющий длину, подобную форме прорези. Резистивный шов создает форму круга, растянутого в длину.
Резистивный шов создает форму круга, растянутого в длину.
Дополнительные символы
Эти символы добавляются к основным символам для уточнения типа требуемого сварного шва. Они включают в себя характеристики сварного шва, способ и место его сварки, а также необходимые отделочные характеристики.
Отделка заподлицо
Этот символ сварки означает, что сварной шов необходимо обработать или отшлифовать заподлицо с остальной частью листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклая
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, удаляясь от сварного шва, как показано на его символе.
Вогнутость
Символ вогнутости изогнут в направлении, противоположном выпуклости, что означает, что сварной шов должен быть закончен с изгибом внутрь, как внутренняя часть чаши. Это часто отделка, используемая с угловыми сварными швами.
Стойка сварного шва
Это когда в нижней части разделки под сварку, такой как V или U, требуется небольшой начальный сварной шов в основании разделки перед ее полной сваркой. Это дает возможность полностью сварить шов без продувки из-за чрезмерного нагрева, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне базовой линии находится базовый символ.
Это дает возможность полностью сварить шов без продувки из-за чрезмерного нагрева, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне базовой линии находится базовый символ.
- См. также: Что такое CAD-сварка и как она работает?
Расходуемая вставка
Внутри разделки под сварку снизу вставляется расходуемая заглушка, где между двумя секциями есть пространство. Вставка сплавляется со сварным швом и предотвращает выдувание днища. Его символом является форма круглой вставки, смотрящей на нее сбоку.
Сварить полностью вокруг
Этот символ обводит угол базовой платформы, показывая, что указанная секция требует сварки по всему периметру, подобно кругу.
Сварка между точками
На чертеже будут показаны две точки, такие как X и Y, например, между секциями, требующими сварки.![]() Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя метками.
Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя метками.
Сварка на месте
Этот символ имеет флажок, указывающий, что сварку необходимо выполнять на месте, а не в мастерской. Подобно тому, как флаг ставится для обозначения территории страны, этот флаг указывает на то, что он должен быть приварен на площадке проекта.
Смещенный прерывистый шов
Для этого необходимо, чтобы сварные швы располагались в шахматном порядке поперек первой и второй стороны секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки поперек первой стороны. Затем имитируйте сварные швы вдоль второй стороны, но между швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект семерки в зеркале. На нем показаны две семерки с одинаковыми пропорциями, но перевернутые, образующие букву Z. Аналогично, ступенчатый прерывистый сварной шов одинаковый с обеих сторон элемента, но перевернутый, так что сварные швы располагаются в разных местах, но с одинаковыми промежутками.
Заключение
Как видите, система символов сварки не слишком сложна. Большинство символов основаны на поперечном сечении суставов, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к нему в процессе работы и убедиться, что ваши сварные швы соответствуют чертежу.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.
Источники
- http://www.svets.se/download/18.274ebf1415b8cd45d523c10b/1510575524112/Part+05+-+Risks+with+the+new+standard+EN+ISO+2553+2014.pdf
Рекомендуемое изображение предоставлено: Greeneries, Shutterstock
- Загрузить руководство по символам сварки в формате .PDF:
- Тест символов сварки
- Символы сварки (с диаграммами)
- 9034 Две платформы Системы
- Базовая система A
- Базовая система B
- Финишной отдел.
 Заключение
Заключение
4 Основные виды сварочных процессов (со схемами)
Сварка – это процесс соединения отдельных металлических деталей путем их плавления с последующим сплавлением.
Существует немало сварочных процессов, многие из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавка с помощью факела или горна, а затем ковка двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует множество типов сварочных процессов, но наиболее распространенными являются четыре:
- Сварка МИГ (GMAW)
- Сварка ВИГ (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они настолько доминируют:
- Промышленные потребности
- Доступность для мастеров-любителей
- При сварке TIG ключевым фактором является очень высокое качество.

- Простота в освоении (кроме TIG)
Все они представляют собой процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод соприкасается. Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, расплавляя металл и заставляя отдельные части течь вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью единого куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина. Кислород и азот вызывают хрупкость, ржавление, пористость и возможное разрушение.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений путем заполнения области дуги инертными газами, которые не реагируют на другие химические вещества. Готовые сварные швы намного прочнее, однороднее и намного чище, не контактируя с воздухом при плавлении.
1.
 GMAW: Дуговая сварка металлическим электродом в среде защитного газа (сварка МИГ)
GMAW: Дуговая сварка металлическим электродом в среде защитного газа (сварка МИГ) При сварке МИГ защитный газ подается из баллона с инертным газом под давлением. Дуга создается проволокой, которая также плавится, заполняя соединение.
Как это работает
Сварку GMAW обычно называют MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая постоянно подается с моторизованной катушки в сварной шов, а также заливает сварной шов защитным газом.
Сварочный кабель к горелке MIG подключает питание, имеет втулку внутри для подачи электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется двуокись углерода.
При использовании
Если скорость имеет значение, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший процесс. Защитный газ добавляет сложности, но также обеспечивает хороший контроль температуры и чистый сварной шов.
Pros
- Подходит для производственной сварки
- Непрерывная подача проволоки означает простоту обучения
- Хороший термоконтроль
- Чистые сварные швы
- Легко учиться
Минусы
- Ветер может сдуть защитный газ
- Вся краска и ржавчина должны быть удалены
2. GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)
ВИГ — сложный процесс. Это требует больше знаний, ловкости, времени и опыта, чем другие процессы, но окупается более качественными, красивыми и прочными сварными швами.
Как это работает
Основным отличием TIG от других процессов является электрод. Электрод в горелке представляет собой короткий вольфрамовый стержень, заточенный под острие.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну. Этот металлический стержень поглощается сварочной ванной. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как это сделал бы пламенный факел.
Этот металлический стержень поглощается сварочной ванной. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как это сделал бы пламенный факел.
Благоприятные результаты во многом зависят от умения оператора правильно обращаться с горелкой, контролировать уровень нагрева и подавать присадочную проволоку с нужной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG подает инертный газ под давлением для заполнения области дуги. Обычным защитным газом для сварки TIG является аргон.
Когда используется
Сварка ВИГ используется в местах, где необходимы прочные и чистые сварные швы. Некоторые конструкции, изготовленные с помощью сварки TIG, после сборки закрываются, и их сложно обслуживать. В качестве примеров можно привести каркасы самолетов, электроприборы, высококлассную электронику и каркасы безопасности гоночных автомобилей.
Другим случаем для TIG является обратная ситуация, когда сварной шов всегда виден и требует определенного уровня визуальной привлекательности или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Pros
- Сварка алюминиевых и магниевых сплавов переменным током TIG
- Сварка TIG постоянным током латуни, меди, стали, нержавеющей стали и титана
- Лучшее качество, высочайшая точность
- Возможность сварки очень тонких материалов
- Без шлака
Минусы
- Требуется больше навыков и опыта, чтобы освоить
- Аппараты TIG дороже
Читайте также : Различия между MIG и TIG
3. SMAW: Дуговая сварка защищенным металлом (сварка электродом)
Сварка электродом появилась раньше, и это самая простая концепция. Люди занимаются сваркой электродами с конца 1800-х годов. Он имеет самую старую, простую и проверенную технологию.
Как это работает
Сварочный аппарат имеет источник питания и большие кабельные вводы с электрододержателем на одном проводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла. Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который сгорает в дуге, образуя газ для защиты сварочной ванны.
По мере остывания металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо отколоть и смахнуть щеткой.
При использовании
Если его вообще можно сварить, то его сварят палкой. Стержневая дуга предпочтительнее, когда трудно добраться до сварного шва или на сварном соединении есть ржавчина, масло и другие загрязнения. Он хорошо работает по стали, чугуну, алюминию, нержавеющей стали и твердым поверхностям сельскохозяйственного оборудования.
Профи
- Легко учиться
- Доступный
- Не чувствителен к загрязнению
- Можно сваривать практически любой металл
Минусы
- Тонкий металл может быть трудным в обработке
- Вырабатывает много тепла.

- Это занимает много времени
См. также : Различия между MIG и Stick
4. FCAW: Дуговая сварка с флюсовой проволокой
Сварка с флюсовой проволокой. также известный как безгазовая сварка MIG, представляет собой очень универсальный процесс, известный своей низкой стоимостью, простотой обучения и отличными результатами. Он также используется в производстве, но с изменениями защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержня электрод покрыт флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку с проволокой через сварочный провод, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются два варианта сварки под флюсом.
FCAW-S
«S» означает «самозащищенный», и это наиболее распространенный метод с сердечником из флюса, поскольку он недорогой, простой и эффективный.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что в дополнение к стандартной проволоке с флюсовым сердечником используется внешний защитный газ. Этот подход обеспечивает более плавную и контролируемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварка с флюсовой проволокой встречается среди любителей, малых предприятий и производственных цехов, поскольку она обеспечивает отличное проплавление, контроль температуры и простоту использования при невысокой стоимости по сравнению со сваркой MIG.
Профессионалы
- Вероятно, самый простой процесс для изучения
- Хорошо справляется с грязью, краской и ржавым материалом
- Можно использовать в ветреную погоду
- Ручки из толстой стали
Минусы
- Необходимо удалить шлак
- Дает много брызг
Подведение итогов
Хотя существует множество способов сварки, эти четыре процесса доминируют.
