Как работает индукционный нагреватель из сварочного инвертора. Каковы его основные преимущества перед другими видами отопления. Пошаговая инструкция по изготовлению индукционного нагревателя своими руками. На что обратить внимание при сборке и эксплуатации.
Принцип работы индукционного нагревателя из сварочного инвертора
Индукционный нагреватель из сварочного инвертора работает по принципу электромагнитной индукции. Его основные компоненты:
- Индуктор — катушка из медной проволоки, создающая электромагнитное поле
- Нагревательный элемент — металлическая труба внутри индуктора
- Генератор — преобразует обычный ток в высокочастотный
Как происходит нагрев?
- Генератор создает высокочастотный переменный ток
- Ток подается на индуктор, образуя переменное магнитное поле
- В металлической трубе возникают вихревые токи
- Вихревые токи разогревают трубу
- Тепло от трубы передается теплоносителю
Преимущества индукционного нагревателя перед другими видами отопления
Индукционный нагреватель из сварочного инвертора обладает рядом важных преимуществ:
- Высокий КПД — до 98%
- Отсутствие накипи благодаря вибрациям магнитного поля
- Бесшумная работа
- Высокая безопасность — нет открытого нагревательного элемента
- Герметичность конструкции — отсутствие протечек
- Полная автоматизация работы
- Долговечность — отсутствие изнашиваемых деталей
Главный недостаток — высокая стоимость готовых устройств. Но его можно нивелировать, собрав нагреватель своими руками.
Необходимые материалы и инструменты для изготовления
Для сборки индукционного нагревателя потребуются:
- Сварочный инвертор
- Медная трубка диаметром 8 мм, длиной 800 мм
- Полевые транзисторы (IRFP-150, IRFP-260 или IRFP-460) — 2 шт
- Керамические конденсаторы 0,1 мкФ 1600В — 7 шт
- Алюминиевые радиаторы для транзисторов
- Диоды ультрабыстрого действия (MUR-460, UF-4007, HER-307)
- Резисторы, стабилитроны
- Блок питания 12-40В мощностью до 500 Вт
- Паяльник, припой, текстолитовая плата
Пошаговая инструкция по изготовлению индукционного нагревателя
- Изготовьте катушку-индуктор:
- Намотайте медную трубку на стержень диаметром 4 см
- Сделайте 7 витков, не допуская их соприкосновения
- Припаяйте к концам трубки крепежные кольца
- Соберите печатную плату по схеме:
- Установите транзисторы на радиаторы через термопасту
- Подключите параллельно конденсаторы
- Припаяйте остальные компоненты согласно схеме
- Соедините катушку-индуктор с платой
- Подключите собранную конструкцию к блоку питания
На что обратить внимание при сборке и эксплуатации
При изготовлении и использовании индукционного нагревателя важно учитывать следующие моменты:
- Тщательно изолируйте все соединения во избежание короткого замыкания
- Обеспечьте хорошее охлаждение транзисторов — они сильно нагреваются
- Не допускайте касания нагреваемым металлом витков катушки
- Используйте качественные комплектующие от проверенных производителей
- При работе с высокими частотами соблюдайте меры электробезопасности
Возможные проблемы и их решение
При сборке индукционного нагревателя могут возникнуть следующие сложности:
- Нагреватель не запускается:
- Проверьте правильность подключения всех компонентов
- Убедитесь в исправности транзисторов и диодов
- Проконтролируйте качество пайки соединений
- Слабый нагрев:
- Увеличьте входное напряжение (в пределах допустимого)
- Проверьте качество намотки катушки-индуктора
- Замените конденсаторы на более мощные
- Перегрев компонентов:
- Усильте охлаждение транзисторов
- Уменьшите входное напряжение
- Проверьте правильность подбора комплектующих
Сравнение самодельного индукционного нагревателя с готовыми решениями
Как самодельный индукционный нагреватель соотносится с заводскими моделями?
| Параметр | Самодельный нагреватель | Готовое устройство |
|---|---|---|
| Стоимость | Низкая | Высокая |
| Мощность | Ограниченная (до 2-3 кВт) | Высокая (до 10-15 кВт) |
| Надежность | Средняя | Высокая |
| Гарантия | Отсутствует | 1-3 года |
| Удобство монтажа | Требует навыков | Простой монтаж |
Самодельный нагреватель подойдет энтузиастам и тем, кто хочет сэкономить. Готовое устройство — выбор для тех, кому важны надежность и простота использования.
Правила безопасности при работе с индукционным нагревателем
Соблюдение техники безопасности критически важно при работе с высокочастотными устройствами:
- Используйте защитные очки и перчатки при сборке и настройке
- Не прикасайтесь к работающему устройству и нагретым деталям
- Обеспечьте надежное заземление конструкции
- Не допускайте попадания воды на электрические компоненты
- Работайте в хорошо вентилируемом помещении
- При появлении запаха гари немедленно отключите устройство
- Не оставляйте работающий нагреватель без присмотра
Строгое соблюдение этих правил поможет избежать травм и повреждения оборудования.

Индукционный нагреватель из сварочного инвертора своими руками
Электрическая энергия обходится сегодня достаточно дорого, однако работающее на этом ресурсе отопительное оборудование не теряет популярности.
Принцип работы
Чтобы понять, как функционирует индукционный агрегат, необходимо ознакомиться с следующими важными моментами:
- вода поступает в котлоагрегат по входному патрубку;
- включается инвертор и подается высокочастотный ток;
- вихревые потоки начинают сначала нагревать сердечник, а затем весь нагревательный элемент в целом;
- получаемое тепло передается непосредственно теплоносителю;
- разогретый теплоноситель с помощью гидростатического давления передается в отопительную систему через выходящий патрубок.
Совет специалиста: в качестве теплоносителя в индукционном котле может выступать вода, антифриз, масло и другие жидкости на нефтяной основе.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
Конструкция простейшего индуктора включает в себя всего три элемента:
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Принцип работы
Нагревательный элемент представлен набором трёх элементов:
- Нагревательный элемент – трубка (обычно металлическая или полимерная). Находится в индукторном элементе. Внутри него имеется теплоноситель.
- Генератор переменного тока (альтернатор) увеличивает показатели частоты бытовой сети (делает их выше стандарта в 50 Гц).
- Индуктор – медная цилиндрическая катушка из проволоки, являющаяся генератором электромагнитного поля.
Принцип конструирования нагревателя ТВЧ
Теория применения индукционных нагревателей значительно опережала практику по той причине, что использование устройств с низкой частотой не приносило бы адекватной пользы. Однако после решения проблемы о выработке высокой частоты магнитного поля, индукционные элементы стали широко использоваться. Чтобы понять, как сделать индукционный нагреватель, сначала нужно рассмотреть, как он работает. Принципы работы довольно прост:
- Генератор оперирует токами высокой частоты (ТВЧ). В индуктор передаётся высокочастотный ток из генератора.
- Катушка принимает ток. Она является преобразователем, так как на выходе получается уже электромагнитное поле.
- Повышается температура нагревательного элемента, благодаря вихревым потокам, возникающим от смены вектора поля. Энергия передаётся практически без потерь.
- Также нагревается теплоноситель, расположенный внутри трубы, а энергия передаётся в систему отопления.
Конструктивные элементы индукционной системы
Состав основных компонентов изготовления нагревателя включает в себя такие компоненты, детали и узлы:
- Генераторные установки преобразования переменного типа тока. В качестве варианта, используют специальный вариант прибора, который преобразует стандартную частоту в 50 Гц в более высокие параметры бытовой электросети с высокими частотными характеристиками.
- Конструкция индуктора. Специальное устройство в виде цилиндрической катушки, в основе которой используется медная проволока, принцип работы которой зависит от имеющего электромагнитного поля.
Медная катушка для нагревателя
- Нагревательный компонент или узел, элемент. В качестве детали используют специальную металлическую трубу стандартного диаметра и размера или пруток, который вводится в магнитное поле.
В дальнейшем собирая индукционный нагреватель из сварочного инвертора своими руками, все взаимосвязанные компоненты взаимодействуют следующим образом:
- Генератор соответствующим естественным путём повышает частоту используемого тока и в трансграничном варианте модифицированного состояния транслирует получаемую энергию на основную катушку.
- Индуктор, по своим параметрам, осуществляет приём высоко частного имеющегося тока, далее происходит преобразование в электромагнитное поле соответствующего переменного вида. В этом случае происходит комплексное изменение направления вектора электромагнитных характеристик волновых значений, причём, обязательно с высокой частотой принципа воздействия.
В конечном итоге происходит передача нужного уровня электроэнергии, без видимых условных потерь. КПД показателей данных индуктивности хватает на обогрев необходимой площади здания.
«Обратите внимание!
Примечательно, что данный эффект пользуется повышенным спросом во многих отраслях промышленности и индукционный нагреватель из сварочного инвертора для кузнечного дела и в металлургии является обыденным явлением в сегодняшних экономических реалиях.»
В дальнейшем общий принцип распределения получаемой энергии может иметь тривиальный характер. Так, вы можете передать энергию для разогрева жидкости в теплоносителе, или использовать для иных целей, где необходимо использовать повышенные температурные режимы эксплуатации. Расход энергии осуществляется в трубчатом теплоносителе, где происходит естественная циркуляция. Примечательно, что если индукционный нагреватель из сварочного инвертора не греет, то его можно использовать в качестве охладителя того же варианта отопительной системы.
Что такое индукция и ее принцип
Электромагнитная индукция была открыта еще более ста лет назад. Она позволяет генерировать тепло с помощью высокочастотных токов – данная технология активно применяется для выплавки металлов. Дошла эта технология и до бытовых потребителей – мы можем увидеть ее воплощение на кухне в виде индукционных электрических печей. Индукционные печи позволяют быстро разогревать пищу и отличаются небольшими габаритами. Еще одним достоинством является их продолжительный срок службы.
Индукционный нагреватель представляет собой мощную катушку, на которую подается переменный ток высокой частоты. Внутри катушки помещается металлический сердечник, разогревающийся под действием вихревых токов. Таким образом, никаких привычных нагревательных элементов здесь нет, а тепло генерируется исключительно за счет индукционного нагрева.
Магнитная индукция используется в металлургической промышленности. Здесь она позволяет избавиться от угольных и газовых печей, отличающихся большими размерами. Сегодня в металлургических цехах стоят небольшие индукционные печи, быстро разогревающие металлы и сплавы до высоких температур. Они безопасны для людей и позволяют сократить время, затрачиваемое на переработку металлов.
С помощью индукционной катушки можно быстро нагреть металл до очень высоких температур.
В бытовой сфере магнитная индукция работает в индукционных кухонных печах и в электрических индукционных котлах. В чем заключаются преимущества такого нагрева?
- Отсутствует прямой контакт между нагреваемым телом и индукционной катушкой.
- Отсутствие накипи в индукционных котлах, что связано с отсутствием привычных нагревательных элементов.
- Продолжительный срок службы оборудования.
- Быстрый прогрев теплоносителей и металлических конструкций.
- Высокая эффективность оборудования.
- Безопасность для окружающих.
Электромагнитная индукция греет быстро и очень эффективно – коэффициент полезного действия тех же индукционных котлов достигает 98-99%. Также здесь отсутствует прямой контакт теплоносителя и токоведущих частей, что значительно повышает безопасность оборудования.
Напомним, что в ТЭНовых и электродных электрических отопительных котлах используется прямой контакт нагревательных элементов и теплоносителя.
Сделать индукционный нагреватель воды своими руками не так уж и сложно, как это может показаться на первый взгляд. Многие люди, обладающие познаниями в области электротехники и «прямыми руками», умеючи создают индукционные нагреватели, используемые для обогрева жилых домов. Давайте разберемся, как создаются такие нагреватели и что нам понадобится для самостоятельной сборки оборудования.
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Индукционный генератор тепла в системе отопления
У применяемых в отопительных контурах индукционных водонагревателей имеются как общие для всех электронагревателей достоинства, так и присущие только им. Начнем с первой группы:
- По удобству использования электронагреватели опережают даже газовое оборудование, так как обходятся без розжига. К тому же они являются намного более безопасными: владельцу можно не опасаться утечки топлива или продуктов его сгорания.
- Электрооборудованию не нужны дымоход и обслуживание в виде удаления нагара и копоти.
- КПД электронагревателя не зависит от его мощности. Его можно установить на самый минимум, и при этом КПД агрегата останется на уровне 99%, в то время как КПД газового или твердотопливного котла в таких условиях окажется значительно ниже паспортного.
- При наличии электрического теплогенератора система отопления может работать в самом низкотемпературном режиме, что весьма актуально в периоды межсезонья. В случае применения газового или твердотопливного котла падение температуры «обратки» ниже 50 градусов не допускается, так как при этом на теплообменнике образуется конденсат (при использовании твердого топлива он содержит кислоту).
- Ну и последнее: при использовании электрообогрева можно обойтись без жидкостного теплоносителя, правда, к индукционным нагревателям это не относится.
Простой индукционный нагреватель
Перейдем к достоинствам непосредственно «индукционников»:
- Площадь контакта теплоносителя с горячей поверхностью в индукционных нагревателях в тысячи раз больше, чем в приборах с трубчатыми электронагревателями. Поэтому среда прогревается гораздо быстрее.
- Все элементы «индукционника» монтируются только снаружи, без каких-либо врезок. Соответственно, и протечки полностью исключаются.
- Поскольку нагрев осуществляется бесконтактным способом, нагреватель индукционного типа может работать с абсолютно любым теплоносителем, включая все виды антифризов (для ТЭНового электрокотла понадобился бы специальный). При этом вода может содержать сравнительно большое количество солей жесткости – переменное магнитное поле препятствует образованию накипи на стенках теплообменника.
На всякую бочку меда, как известно, найдется своя ложка дегтя. Здесь без этого тоже не обошлось: мало того, что сама по себе электроэнергия стоит достаточно дорого, так еще и индукционные нагреватели относятся к наиболее дорогому типу электроотопительного оборудования.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет.
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками. Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
- теплоноситель в системе постоянно циркулирует, что предотвращает вероятность ее перегрева;
- индукционная система вибрирует, в результате накипь и другие осадки не откладываются на стенках оборудования;
- отсутствие традиционных нагревательных элементов позволяет эксплуатировать котел с высокой интенсивностью, не опасаясь частых поломок;
- отсутствие разъемных соединений исключает протечки;
- работа индукционного котла не сопровождается шумом, поэтому его можно установить практически в любом подходящем помещении;
- при индукционном нагреве не выделяются какие-либо опасные продукты разложения топлива.
Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Схема ZVC драйвера
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба…
Были куплены все необходимые детали — новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.
Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.
Добыча искомых и установка также оказалась безрезультативной — индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили — «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит…
В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
На что тут грешить — даже не знаю. Может конденсаторы не те, может транзисторы… В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет — может смело кинуть в меня куском канифоли, другие — посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах…
Выводы и рекомендации
Мы намеренно представили варианты индукционных водонагревателей несложной конструкции, чтобы каждый желающий мог сделать подобный агрегат своими силами. Но остался вопрос, нужно ли заниматься этим делом и тратить собственное время. На этот счет есть ряд объективных соображений:
- Пользователи, не разбирающиеся в электрике и радиотехнике, вряд ли смогут добиться увеличения мощности нагрева свыше 2.5 кВт. Для этого придется собрать схему преобразователя частоты.
- КПД индуктора ничуть не выше, чем у других электрических котлов. Но собрать нагреватель с ТЭНами гораздо проще.
- Если у вас не завалялась дома индукционная панель, то потребуется ее купить примерно за 80 у. е. Столько стоят дешевые китайские изделия в интернет-магазинах. За те же деньги продаются готовые электродные котлы мощностью до 10 кВт.
- Электроплиты оснащаются автоматикой безопасности, отключающих бытовой прибор спустя 1 или 2 часа работы. Это доставляет неудобство при эксплуатации.
- Если в силу разных причин теплоноситель вытечет из самодельного теплогенератора, то нагрев не прекратится. Это чревато пожаром.
Конечно, вы можете обойтись без дорогих покупок, досконально разобраться в конструкции и смастерить индукционный нагреватель с нуля. Но выполнить все бесплатно не получится, ведь потребуется приобрести комплектующие для схемы. Заметьте, что бонусы от подобного отопительного агрегата невелики, так что всерьез браться за его изготовление с целью обогрева частного дома нецелесообразно.
Основные правила и рекомендации
Данными системами рекомендуется пользоваться в закрытых отопительных контурах с принудительной циркуляцией теплоносителя. Можно данные устройства использовать с пластиковыми трубопроводами.
Котел необходимо установить так, чтобы между ним, стенами и другими устройствами, работающими от электричества, было не менее 30 см. От пола и потолка также должна быть соблюдена дистанция в 80 см.
Кроме того, специалисты настоятельно рекомендуют установить систему безопасности на индуктивный прибор за выходным патрубком. Для этого потребуется манометр, устройство сброса воздуха и подрывной клапан.
Таким образом, теперь вы знаете, как сделать индукционный нагреватель своими руками без лишних капиталовложений и хлопот. Данный агрегат будет служить верой и правдой ни один год, обогревая жилище. Схема сборки достаточно простая и ее монтаж займет всего пару часов.
Общая информация
Способ включает использование законов и явлений физики.
- эффекта близости;
- возникновения электромагнитных сил;
- поверхностного эффекта;
- влияния на распределение тока в проводнике медных экранов и магнитопроводов;
- катушечного или кольцевого эффекта;
- изменения свойств металлов при изменении напряженности магнитного поля и температуры.
При высокочастотном нагревании основная роль отводится явлению поверхностного эффекта и эффекта близости.
Поверхностный эффект
Заключается в неравномерности распространения переменного тока по профилю проводника (глубина проникновения тока). У внешней поверхности плотность тока наибольшая и постепенно уменьшается по мере удаления вглубь. В центре тела она минимальна.
Благодаря поверхностному эффекту, в наружных слоях происходит концентрирование выделения энергии и быстрый нагрев металла. Эффект близости также способствует этому проявлению.
Эффект близости
Заявляет о себе путем прохождения в системе проводников переменного тока. На каждый из проводников при этом распространяется влияние как собственного переменного магнитного поля, так и поля других проводников.
Чем меньше расстояние, отделяющее проводники друг от друга, и выше частота тока, тем сильнее эффект близости.
Это явление способствует усилению концентрации энергии во внешнем слое металла, подвергаемому нагреву. Таким образом, выделение тепловой энергии происходит непосредственно в толще металла, обеспечивая быстрый нагрев в сварочной зоне и высокую эффективность способа нагрева.
С инвертором
Основной составной частью этой системы станет высокочастотный сварочный инвертор, где уже есть индуктор, нагревательный элемент и генератор переменного тока.
Устройство генерирует высокочастотный ток, который передается на катушку. Она, в свою очередь, и создает магнитное поле, изменяющееся со временем. Его вихревой ток нагревает металлическую часть, которая и передает энергию нужному объекту.
Инструкция создания:
- в полимерную трубу поместить металл;
- на трубку наносятся сто витков проволоки из меди таким образом, чтобы не осталось большое пространство.
Таким образом, дома можно изготовить индукционный нагреватель без особых затрат и глубоких знаний физики. Главное, не забывать о безопасности.
Индукционный нагреватель из сварочного инвертора своими руками — Жми!
Современный рынок отопительного оборудования весьма насыщен всевозможными видами котлоагрегатов. Многие эксперты сегодня советуют выполнять монтаж газового котла, так как он является эффективным способом обогрева жилища.
В таком утверждении, конечно, никто не сомневается, но что делать в том случае, когда строение расположено далеко от газовых магистралей? В таком случае, оптимальным выходом будет установка электрического оборудования для обогрева дома.
Чтобы опередить скептиков, которые читая эти строки, задумываются о постоянном подорожании электроэнергии, мы предлагаем рассмотреть такой вид электрического обогрева помещения, как индукционное отопление. Поэтому, в нашей статье мы подробно остановимся на описании вихревого индукционного нагревателя, который без особых усилий можно выполнить своими руками, применяя при этом сварочный инвертор.
Нагреватель этого вида состоит из следующих конструктивных узлов:
- индуктор изготовлен из определенного количества витков медной проволоки, которые, по сути, и образуют электромагнитное поле;
- нагревательный компонент представлен в виде металлической трубы, которая расположена внутри индукторного элемента;
- генератор, который преобразует обычную бытовую энергию в высокочастотный ток.
Взаимодействие этих конструктивных элементов и представляет собой принцип действия индукционного нагревателя, который заключается в следующих важных моментах:
Такой принцип действия индукционного нагревателя, соответственно, несет в себе и преимущества использования агрегата этого вида.
Преимущества
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:
- высокий коэффициент полезного действия;
- не требует частого технического ухода;
- благодаря вибрациям электромагнитного поля, не образуется накипь;
- бесшумность работы;
- высокий уровень безопасности;
- герметичность агрегата препятствует появлению протечек;
- функционирование нагревателя полностью автоматизировано.
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Необходимые материалы и инструменты
- инвертор от агрегата для сварки, который значительно облегчит монтаж нагревателя;
- пластиковая труба с толстыми стенками, которая будет корпусом собираемого устройства;
- нержавеющая проволока из металла, которая станет нагреваемым элементом в электромагнитном поле;
- металлическая сетка, роль которой будет заключаться в удержании внутри прибора кусков нержавеющей проволоки;
- медная проволока для создания индуктора;
- циркуляционный насос для беспрерывной подачи воды;
- терморегулятор;
- переходники и шаровые краны для подсоединения нагревателя к отоплению;
- кусачки для обработки проволоки.
При этом необходимо четко соблюдать всю последовательность работ, которая заключается в следующих этапах:
- В один из концов пластиковой трубы крепится металлическая сетка для предотвращения проваливания нагревательных кусочков проволоки.
- В этом же торце трубы крепится переходник для подсоединения к отопительной системе.
- Кусачками нарезается нержавеющая проволока длиной от 1 до 6 см.
- Нарезанные куски проволоки плотно укладываются в пластиковую трубу.
- Второй торец трубы также фиксируется сеткой из металла, а также монтируется еще один переходник для отопления.
- Изготовление индуктора осуществляется методом наматывания медной проволоки на трубу.
- Согласно схеме, концы медной обмотки подключаются к полюсам инвертора сварочного аппарата.
- Все электрические соединения тщательно изолируются.
- Индукционный нагреватель подключается к отоплению.
- Монтируется в отопительную систему циркуляционный насос, если такового не было.
- К инвертору подключается терморегулятор, который обеспечит автоматизирование функционирование индукционного нагревателя.
Замечание специалиста: в трубе не должно быть свободного пространства.
Совет специалистов: количество витков в обмотке должно находиться в пределах от 80 до 90.
После того, когда включен инвертор, индуктор начинает образовывать магнитное поле, которое провоцирует появление вихревых потоков. Эти токи хорошо разогревают нарезанные куски проволоки, которые, в свою очередь, нагревают теплоноситель.
Таким образом, мы подробно рассказали о том, как сделать индукционный нагреватель из сварочного инвертора своими руками. Надеемся, что наша информация окажется вам полезной при сборке нагревателя своими руками.
Смотрите видео, в котором специалист подробно объясняет, как сделать индукционный нагреватель на базе сварочного инвертора своими руками:
- DmitriiG
- Распечатать
Индукционные нагреватели труб
Все типы труб можно обрабатывать индукционными нагревателями. Нагреватель для труб может быть с воздушным или водяным типом охлаждения, мощностью от 10-250 кВт, со следующими параметрами:
- Индукционный нагрев трубы с воздушным охлаждением производится при помощи гибкого индуктора и термического одеяла. Температура нагрева до температуры 400 °C, и использовать трубы диаметром 20 — 1250 мм с любой толщиной стенки.
- Индукционный нагрев трубы с водяным охлаждением имеет температуру нагрева 1600 °C и используется для “гибки” трубы диаметром 20 — 1250 мм.
Применение:
- предварительный нагрев труб перед сваркой;
- термообработка сварных швов трубопроводов;
- термообработка металлических емкостей
- подогрев нефтепродуктов
подробнее
Схема ZVC драйвера
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба.
Были куплены все необходимые детали – новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.
Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.
Добыча искомых и установка также оказалась безрезультативной – индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили – «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит.
В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
На что тут грешить – даже не знаю. Может конденсаторы не те, может транзисторы. В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет – может смело кинуть в меня куском канифоли, другие – посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах.
Плавка металла методом индукции широко применяется в разных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
Что такое индукционный нагрев
Процесс повышения температуры происходит без непосредственного контакта. Нагрев выполняется за счет токов очень высокой частоты, которые образуются за счет магнитного поля.
В основу устройства заложена катушка индуктивности, которая состоит из металлического сердечника и обмотки. Именно благодаря большому количеству витков металлической проволоки появляется возможность появления такого явления, как индукция. Поле индукции способно возникать не только при необходимости. Именно из-за него крайне не рекомендуется подключать к сети приборы, провода которых смотаны в катушку.
Устройство самодельного нагревателя
Классическое индукционное устройство рекомендуется рассматривать на примере конструкции водонагревателя отопительной системы. Подобные схемы чаще всего используются на дачах и в загородных домах. Изготовление прибора начинается с индуктора. Для этого медную проволоку нужно намотать в один ряд, придав ей изначально цилиндрическую форму. Каждый виток изолируется от соседнего, исключая контакты между ними.
Количество витков, обеспечивающее нормальную работоспособность, составляет в среднем 80-100. Медные проводники могут иметь разное сечение – от 2,5 до 4 мм 2 . Сердечником служит сама отопительная труба, но на практике данный вариант не дает нужного эффекта.
Поэтому, чтобы сделать нагрев теплоносителя более интенсивным, рекомендуется воспользоваться пластиковой трубой определенной длины. Ее внутреннее пространство заполняется стальной проволокой Д 5-6 мм, разрезанной на короткие части. В этом случае, за счет индукции начинает нагреваться проволока, обтекаемая водой. Площадь теплообмена существенно увеличивается, и теплоноситель нагревается намного быстрее. Для того чтобы обрезки проволоки не смыло водным потоком, концы участка трубы ограничиваются защитой из стальных сеток.
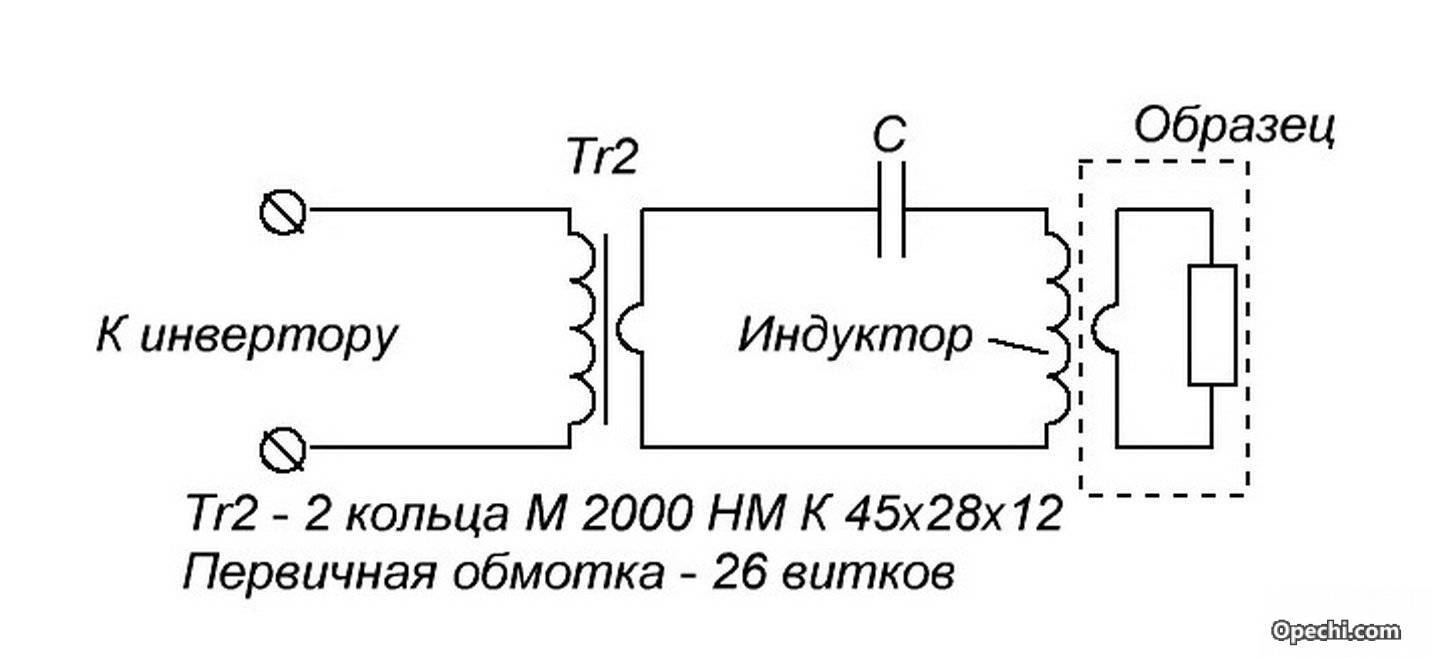
Соединение индуктора и инвертора может быть выполнена разными способами. Некоторые специалисты изготавливают дополнительный промежуточный трансформатор. Затем к его вторичной обмотке подключается индуктор вместе с конденсатором. В другом варианте на тороидальный трансформатор высокой частоты, имеющийся в инверторе, наматывается медный провод в количестве одного витка. Далее, к нему напрямую подключается индуктор.
Во всех случаях нельзя пользоваться плюсовой и минусовой клеммами инвертора, предназначенными для сварки. На выходе у них выпрямленное напряжение, которое сопровождают пульсации высокой частоты. Под его воздействием рабочее магнитное поле не появится, а индуктор перегреется и сгорит. Инвертор придется переделывать, что само по себе достаточно сложно, поскольку будут нужны знания и навыки работы с радиоэлектронными схемами.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Преимущества
К основным достоинствам нагревателя этого вида смело можно отнести следующие важные моменты:
- высокий коэффициент полезного действия;
- не требует частого технического ухода;
- благодаря вибрациям электромагнитного поля, не образуется накипь;
- бесшумность работы;
- высокий уровень безопасности;
- герметичность агрегата препятствует появлению протечек;
- функционирование нагревателя полностью автоматизировано.
Основным недостатком нагревателя этого вида по праву считают его высокую стоимость. Но этот недостаток вполне можно исправить, если его конструкцию выполнить самому.
Стоит также отметить, что сборка индукционного нагревателя своими руками осуществляется из весьма доступных деталей, при этом, их стоимость не слишком высокая.
Индукционный нагреватель металла. Принцип работы
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Схема самодельного индукционного нагревателя | 2 Схемы
Вот проект индукционного нагревателя металлов простейшей конструкции, он собран по схеме мультивибратора и часто выступает как первый нагреватель, который делают радиолюбители.
Принцип действия ТВЧ установки
Катушка создает высокочастотное магнитное поле, и в металлическом предмете в середине катушки возникают вихревые токи, которые будут его разогревать. Даже маленькие катушки раскачивают ток около 100 A, поэтому параллельно с катушкой, подключена резонансная емкость, которая компенсирует ее индукционный характер. Схема катушка-конденсатор должна работать на их резонансной частоте.
ТВЧ катушка самодельнаяСхема принципиальная электрическая
Схема индукционного нагревателя от 12ВВот оригинальная схема генератора индукционного нагревателя, а ниже неё чуть изменённый вариант, по которому и была собрана конструкция мини ТВЧ установки. Ничего дефицитного тут нет — купить придётся только полевые транзисторы, использовать можно BUZ11, IRFP240, IRFP250 или IRFP460. Конденсаторы специальные высоковольтные, а питание будет от автомобильного аккумулятора 70 А/ч — он будет очень хорошо держать ток.
Проект на удивление оказался успешным — всё заработало, хоть и собрано было «на коленке» за час. Особенно порадовало что не требует сеть 220 В — авто аккумуляторы позволяют питать её хоть в полевых условиях (кстати, может из неё походную микроволновку сделать?). Можно поэкспериментировать в направлении чтобы снизить напряжение питания до 4-8 В как от литиевых АКБ (для миниатюризации) с сохранением хорошей эффективности нагрева. Массивные металлические предметы конечно плавить не получится, но для мелких работ пойдёт.
Ток потребления от источника питания 11 А, но после прогрева падает до примерно 7 A, потому что сопротивление металла при нагреве заметно увеличивается. И не забудьте сюда использовать толстые провода, способные выдержать более 10 А тока, иначе провода при работе станут горячие.
Нагрев отвертки до синего цвета ТВЧНагрев ножа ТВЧВторой вариант схемы — с питанием от сети
Чтоб удобнее настраивать резонанс можно собрать более совершенную схему с драйвером IR2153. Рабочая частота настраивается регулятором 100к в резонанс. Частотами можно управлять в диапазоне примерно 20 — 200 кГц. Схема управления нуждается в вспомогательном напряжении 12-15 В от сетевого адаптера, а силовая часть через диодный мост может быть подключена напрямую к сети 220 В. Дроссель имеет около 20 витков 1,5 мм на ферритовом сердечнике 8×10 мм.
Схема индукционного нагревателя от сети 220ВРабочая катушка ТВЧ должна быть из толстой проволоки или лучше медной трубки, и имеет около 10-30 витков на оправке 3-10 см. Конденсаторы 6 х 330n 250V. И то, и другое через некоторое время сильно нагревается. Резонансная частота около 30 кГц. Эта самодельная установка индукционного нагрева собрана в пластиковом корпусе и работает уже более года.
Простейшая схема индукционного нагревателя своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.
Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.
Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.
А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет. Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!
Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм² 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.
- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменникаиспользуется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричествомследует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве экспериментаможно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
Добрый день. Ну и хватит о добром. Начитавшись и насмотревшись на всем известный индукционный генератор по схеме ZVC драйвера, решил сделать нечто похожее для закалки небольших металлических предметов, в гаражную автомастерскую и для плавки свинца на грузила. Схема стандартная, обычный высокочастотный мультивибратор, который повторили уже сотни человек.
Схема ZVC драйвера
Стандартный вариант генератора
Усиленный вариант схемы
Но видно мне войти в их число не судьба.
Были куплены все необходимые детали – новые полевые транзисторы, новые фаст диоды и стабилитроны. Всё перед пайкой было испытано на транзистор-тестере, в том числе для определения правильной цоколёвки.
Была собрана шикарная катушка из чистой меди диаметром 5 мм. Но работать сей девайс упорно отказывался.
Подозрение пало на дросселя, которые большинство радиолюбителей рекомендует мотать на желтых порошковых кольцах от БП АТХ.
Добыча искомых и установка также оказалась безрезультативной – индукционный нагреватель металлов как не работал раньше, так и не собирался работать дальше. Подключение различных вариантов катушек совместно с конденсаторами разной емкости картину не изменили – «открывает рыба рот, но не слышно что поёт», то есть транзисторы открываются, ток тянут, а генерации не происходит.
В конце концов всё это изрядно надоело, многодневные танцы с бубном закончились, и пришлось с поклоном идти к китайцам на ихний Алиэкспресс, заказывать за 7 долларов готовый модуль генератора.
Спустя 2 недели эта штука была доставлена курьером прямо на дом и после подключения к компьютерному блоку питания на 12 В успешно заработала.
Причём она работала и от 5-ти вольт, и с маленькой штатной катушкой, и с большой самодельной, в общем генерировала мощное электромагнитное поле во всех позах (с теми же деталями и схемой). Раскаляет 3 мм штырь до красна за 20 секунд. С железкой 6 мм возится несколько минут, при этом жутко греется само (в основном транзисторы и катушка).
На что тут грешить – даже не знаю. Может конденсаторы не те, может транзисторы. В любом случае факт остается фактом: промышленная плата заработала, а самодельная нет. Так что кто хочет – может смело кинуть в меня куском канифоли, другие – посочувствовать, третьи сами попробовать собрать этот индукционник и написать в комментариях о результатах.
Индукционный нагреватель металла
Индукционный нагреватель позволяет нагреть металл вплоть до красноты, даже не прикасаясь к нему. Основой такого нагревателя является катушка, в которой создаётся поле высокой частоты, которое и действует на помещённый внутрь металлический объект. В металле наводится ток высокой плотности, который заставляет металл нагреваться. Таким образом, для создания индукционного нагревателя понадобится схема, генерирующая высокочастотные колебания и сама катушка.
Схема
Выше представлена схема универсального ZVS-драйвера, основой которого являются мощные полевые транзисторы. Лучше всего применить IRFP260, рассчитанные на ток более 40 А, но если достать такие не удаётся, можно применить IRFP250, они так же подходят для этой схемы. D1 и D2 – стабилитроны, можно применить любые, на напряжение от 12 до 16 вольт. D3 и D4, ультрабыстрые диоды, можно применить, например, SF18 или UF4007. Резисторы R3 и R4 желательно взять мощностью 3-5 ватт, иначе возможен их нагрев. L1 – катушка индуктивности, можно брать в пределах 10-200 мкГн. Она должна быть намотана достаточно толстым медным проводом, иначе не избежать её нагрева. Изготовить её самим очень просто – достаточно намотать 20-30 витков провода сечением 0,7-1 мм на любом ферритовом колечке. Особое внимание стоит уделить конденсатору С1 – он должен быть рассчитан на напряжение минимум 250 вольт. Ёмкость может варьироваться от 0,250 до 1 мкФ. Через этот конденсатор будет протекать большой ток, поэтому он должен быть массивным, иначе не избежать его нагрева. L2 и L3 – это та самая катушка, внутрь которой помещается нагреваемый предмет. Она представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра. На катушке необходимо сделать отвод от середины и подключить его к катушке L1.
Сборка схемы нагревателя
Схема собирается на кусочке текстолита размерами 60х40 мм. Рисунок печатной платы полностью готов к печати и отзеркаливать его не нужно. Плата выполняется методом ЛУТ, ниже представлены несколько фотографий процесса.
После сверления отверстий плату обязательно нужно залудить толстым слоем припоя для лучшей проводимости дорожек, ведь через них будут протекать большие токи. Как обычно, сначала запаиваются мелкие детали, диоды, стабилитроны и резисторы на 10 кОм. Мощные резисторы на 470 Ом для экономии места устанавливаются на плату стоя. Для подключения проводов питания можно использовать клеммник, место под него на плате предусмотрено. После запаивания всех деталей нужно смыть остатки флюса и проверить соседние дорожки на замыкание.
Изготовление индукционной катушки
Катушка представляет собой 6-10 витков толстого медного провода на оправке диаметром 2-3 сантиметра, оправка обязательно должна быть диэлектрической. Если провод хорошо держит форму, можно и вовсе обойтись без неё. Я использовал обычный провод 1,5 мм и намотал его на отрезок пластиковой трубы. Для скрепления витков хорошо подходит изолента.
От середины катушки делается отвод, можно просто снять изоляцию с провода и подпаять туда третий провод, как я и сделал. Все провода должны иметь большое сечение, чтобы избежать лишних потерь.
Первый запуск и испытания нагревателя
Напряжение питания схемы лежит в пределах 12-35 вольт. Чем больше напряжение, тем сильнее нагревается металлический объект. Но вместе с этим и возрастает тепловыделение на транзисторах – если при питании 12 вольт они почти не нагреваются, то при 30-ти вольтах им уже может потребоваться радиатор с активным охлаждением. Следует так же следить за конденсатором С1 – если он ощутимо нагревается, значит следует взять более высоковольтный, или собрать батарею из нескольких конденсаторов. При первом запуске понадобится амперметр, включенный в разрыв одного из питающих проводов. На холостом ходу, т.е. при отсутствии металлического объекта внутри катушки, схема потребляет около 0,5 ампер. Если ток в норме, можно помещать металлический объект внутрь катушки и смотреть, как он нагревается буквально на глазах. Удачной сборки.
Индуктивный нагреватель металла | Все своими руками
Индукционный нагреватель металла: простая схема для изготовления своими руками
Главная страница » Индукционный нагреватель металла: простая схема для изготовления своими руками
Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле.
В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки.
Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTh300L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.
Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTh300L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку.
Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.
Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (
275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.
Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Индукционный нагрев, основные принципы и технологии.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Индукционный нагреватель металла. Принцип работы
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.
Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.
Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.
Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.
Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.
После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, ° С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений.
На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.
Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
Чтобы охлаждать радиаторы и блок конденсаторов поставил мощный вентилятор от процессора. Для питания от 12 вольт такого охлаждения вполне достаточно. Если захотите поднять напряжение от 12 до 60 вольт, чтобы получить максимальную мощность от индукционного нагревателя, поставьте более мощные радиаторы и более производительный вентилятор, например от отопителя салона ВАЗ 2107. Желательно сделать металлическую шторку оберегающую нагреваемую деталь и медный индуктор от потока нагнетаемого вентилятором холодного воздуха.
Поскольку индукционный нагреватель потребляет большой ток около 20А, все дорожки на печатной плате следует усилить медной проволокой, напаянной сверху.
А теперь самое интересное… Испытания индукционного нагревателя я проводил от двенадцати вольтового автомобильного аккумулятора. Другого источника питания способного выдавать большие токи у меня просто нет. Лезвие от канцелярского ножа нагрелось до красна за 10 секунд. А это хороший результат, если учесть, что индуктор запитан всего от двенадцати вольт!
Друзья! Если хотите собрать индукционный нагреватель своими руками. Мой вам совет… Сразу ставьте полевые транзисторы IRFP260, большие радиаторы и мощный вентилятор от отопителя салона ВАЗ 2107, для питания индуктора обязательно используйте мощный источник питания лучше всего начиная от 24В до 60В с силой тока минимум на 20А.
Радиодетали для сборки индукционного нагревателя
- Транзисторы Т1, Т2 IRFP250 лучше IRFP260 2 шт.
- Резисторы R1, R2 10K 0.25W 2 шт. R3, R4 470R 2W 2 шт.
- Диоды D1, D2 ультрабыстрые UF4007 2 шт. или аналогичные
- Стабилитроны VD1, VD2 на 12V 1W 1N5349 или аналогичные 2 шт.
- Конденсаторы C1-C16 0.33mf 630V 16 шт.
- Дроссели от компьютерного БП желтые с белой полосой, размер 27х14х11 мм 2 шт.
- Колодка клемная для провода сечением 16 мм² 2 шт.
- Провод медный в лаковой изоляции d=1 мм длина 2 метра
- Трубка медная d=6 мм, длина 1 метр
- Радиатор чем больше, тем лучше 2 шт.
- Насос омывателя лобового стекла от ВАЗ 2114 1 шт.
- Трубка силиконовая 2 метра
- Вентилятор чем мощнее, тем лучше. Рекомендую от отопителя салона ВАЗ 2107 1 шт.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Рекомендую посмотреть видеоролик о том, как сделать индукционный нагреватель своими руками
Как сделать индукционный нагреватель своими руками?
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
- Инструкция по изготовлению ↓
- Чертежи ↓
- Нюансы ↓
- Блиц-советы ↓
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева теплоносителя в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы
- При проведении опытов по нагреву и закалке металлов, внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3), при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости, является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве теплообменникаиспользуется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком, который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна, то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе, который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома, при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
Блиц-советы
- Эксплуатация самодельных устройств индукционного нагрева, не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричествомследует соблюдать правила техники безопасности, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве экспериментаможно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
Как устроен и работает индукционный нагреватель
Принцип работы индукционного нагревателя заключается в разогреве электропроводящей металлической заготовки индуцированным в ней замкнутым вихревым током.
Вихревые токи — токи, возникающие в сплошных проводниках вследствие явления электромагнитной индукции, когда эти проводники пронизываются переменным магнитным полем. На создание этих токов затрачивается энергия, которая превращается в тепло и нагревает проводники.
Для уменьшения этих потерь и устранения нагрева вместо сплошных проводников применяют слоистые, в которых отдельные слои разделены изоляцией. Эта изоляция препятствует возникновению больших замкнутых вихревых токов и уменьшает потери энергии на их поддержание. Именно из этих соображений сердечники трансформатора, якоря генераторов и т. п. делают из тонких листов стали, изолированных друг от друга слоями лака.
В качестве индуктора в индукционном нагревателе выступает катушка с переменным током, предназначенная для создания переменного электромагнитного поля высокой частоты.
Переменное магнитное поле высокой частоты, в свою очередь, действует на электропроводящий материал, наводя в нем замкнутый ток высокой плотности, и тем самым разогревая заготовку вплоть до ее расплавления. Данное явление известно давно, и объяснимо со времен Майкла Фарадея, описавшего явление электромагнитной индукции еще в 1931 году.
Изменяющееся во времени магнитное поле наводит переменную ЭДС в проводнике, который оно при этом своими силовыми линиями пересекает. Таким проводником может в принципе быть обмотка трансформатора, сердечник трансформатора, или цельный кусок какого-нибудь металла.
Если ЭДС наводится в обмотке, то получается трансформатор или приемник, а если прямо в магнитопроводе или в накоротко замкнутой обмотке — получается индукционный нагрев магнитопровода или обмотки.
В некачественно спроектированном трансформаторе, например, нагрев сердечника токами Фуко был бы однозначно явлением вредным, но в индукционном нагревателе похожее явление служит для достижения полезной цели.
С точки зрения характера нагрузки, индукционный нагреватель с разогреваемой в нем проводящей заготовкой — это как трансформатор с закороченной вторичной обмоткой из одного витка. Поскольку сопротивление внутри заготовки крайне мало, то даже небольшого наведенного вихревого электрического поля достаточно, чтобы создать ток такой высокой плотности, чтобы его тепловое действие (см. Закон Джоуля-Ленца) оказалось бы очень выразительным и практичным.
Первая канальная печь такого рода появилась в Швеции в 1900 году, она питалась током частотой 50-60 Гц, применялась для канальной плавки стали, а металл подавался в тигель, расположенный на манер короткозамкнутого витка вторичной обмотки трансформатора. Проблема экономичности, разумеется, присутствовала, так как КПД был менее 50%.
Сегодня индукционный нагреватель — это трансформатор без сердечника, состоящий из одного или нескольких витков относительно толстой медной трубки, по которой при помощи насоса пропускается охлаждающая жидкость системы активного охлаждения. В электропроводящее тело трубки, как в катушку индуктивности, подается переменный ток частотой от нескольких килогерц до единиц мегагерц, в зависимости от параметров обрабатываемого образца.
Дело в том, то при высоких частотах происходит вытеснение вихревого тока из нагреваемого самим вихревым током образца, так как магнитное поле этого самого вихревого тока вытесняет породивший себя ток на поверхность.
Это проявляется как скин-эффект, когда максимальная плотность тока оказывается в результате приходящейся на тонкий слой поверхности заготовки, и чем выше частота и ниже удельное электрическое сопротивление разогреваемого материала — тем скин-слой тоньше.
Для меди, например, на частоте 2 МГц скин-слой составляет всего четверть миллиметра! Это значит, что внутренние слои медной заготовки разогреваются не вихревыми токами непосредственно, а путем теплопроводности от тонкого наружного ее слоя. Тем не менее, эффективности технологии достаточно, чтобы получить быстрый разогрев или плавление практически любого электропроводящего материала.
Современные индукционные нагреватели строятся на основе колебательного контура (катушка-индуктор и батарея конденсаторов), питаемого резонансным инвертором на IGBT или MOSFET – транзисторах, позволяющих достичь рабочих частот до 300 кГц.
Для более высоких частот применяют электронные лампы, которые позволяют достичь частот в 50 МГц и выше, например для плавки в ювелирном деле требуются довольно высокие частоты, так как размер заготовки очень мал.
С целью повышения добротности рабочих контуров, прибегают к одному из двух путей: либо повышают частоту, либо увеличивают индуктивность контура, путем добавления в его конструкцию ферромагнитных вставок.
С помощью высокочастотного электрического поля в промышленности осуществляется также диэлектрический нагрев. Отличие от индукционного нагрева — используемые часты тока (до 500 кГц при индукционном нагреве и более 1000 кГц при диэлектрическом). В этом случае важно, чтобы нагреваемое вещество плохо проводило электричество, т.е. было диэлектриком.
Преимущество метода — выделение тепла непосредственно внутри вещества. В этом случае плохо проводящие вещества можно быстро нагреть изнутри. Подробно об этом смотрите здесь: Принципиальные физические основы методов высокочастотного нагрева диэлектриков
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Похожие материалы: Загрузка…Простейший индукционный нагреватель своими руками
Недавно возникла необходимость создать небольшой индукционный нагреватель своими руками. Бродя по просторам интернета, нашел несколько схем индукционных нагревателей. Многие схемы не устраивали из-за довольно сложной обвязки, некоторые не работали, но попадались и рабочие варианты.
Несколько дней назад пришел к выводу, что индукционный нагреватель можно сделать из электронного трансформатора с минимальными затратами.
Принцип индукционного нагрева заключается в воздействии на металл токами Фуко. Такой нагреватель активно применяется в самых разных сферах науки и техники. По идее токам Фуко безразличны виды и свойства металлов, поэтому индуктор может подогреть или расплавить абсолютно любой металл.
Электронный трансформатор — импульсный блок питания, на базе которого построен наш нагреватель. Это простой полумостовой инвертор, построенный на двух мощный биполярных транзисторах серии MJE13007, которые жутко перегреваются в ходе работы, поэтому им нужен очень хороший теплоотвод.
Для начала с электронного трансформатора нужно выпаять основной трансформатор. Своего рода индуктор мы изготовим на базе ферритовой чашки. Для этого берем чашку 2000НМ (размер чашки особо не важен, но желательно побольше). На каркасе мотаем 100 витков проводом 0,5 мм, с кончиков проводов снимаем лаковое покрытие и залужаем. Затем концы проводов запаиваем на место штатного импульсного трансформатора — все готово!
Получился довольно мощный самодельный индукционный нагреватель (КПД не более 65%), на основе которого, можно собрать даже небольшую индукционную печку. Если взять кусок металла и приблизить этот металл к центру катушки, то через несколько секунд металл нагреется. Таким нагревателем можно плавить провода с диаметром 1,5 мм — мне это удалось всего за 20 секунд, но при этом высоковольтные транзисторы ЭТ так нагрелись, что на них можно было яичницу жарить!
В ходе работы, возможно, будет нужда дополнительного охлаждения для теплоотводов, поскольку опыт показал, что теплоотвод попросту не успевает отводить тепло с транзисторов.
Основа работы такого инвертора довольно проста. Сама схема индукционного нагревателя удобна тем, что не требует никакой настройки (в более сложных схемах часто возникает необходимость подгонки схемы в частоту резонанса, точный расчет количества витков и диаметра провода контура, а также подсчет контурного конденсатора, а тут всего этого нет и схема работает сразу).
Напряжение сети (220 Вольт) сначала выпрямляется диодным выпрямителем, затем поступает на схему. Частоту задает динистор (диак) марки DB3. Сама схема не имеет никаких защит, только ограничивающий резистор на входе питания, который якобы должен работать в качестве сетевого предохранителя, но при малейшей проблеме в первую очередь вылетают транзисторы. Надежность схемы индукционного нагревателя можно поднять, заменив диоды в выпрямителе более мощными, добавив сетевой фильтр на вход схемы и заменив силовые транзисторы на более мощные, скажем на MJE13009.
Вообще не советую включать такой нагреватель на долгое время, если не имеется активного охлаждения, иначе каждые 5 минут будете вынуждены менять транзисторы.
Индукционный нагрев: удивительный поворот технологии
Что такое индукционный нагрев?
Индукционный нагрев основан на существовании вихревых токов , открытых Леоном Фуко в 1855 году. Вкратце, когда изменяющееся магнитное поле проходит через любой проводящий объект, в объекте индуцируется ток. Этот ток создает в проводнике вторичное электрическое поле. Вторичное электрическое поле, в свою очередь, создает другой поток тока, известный как вихревой ток, названный так потому, что он течет по круговой схеме, подобно тому, как вода может закручиваться в медленно движущемся потоке, когда сталкивается с препятствием.Двухтактное взаимодействие между этими полями — буквально кинетическая энергия, вызванная движением электронов вперед и назад — производит тепло в проводнике.
Это использование вихревых токов позволяет не только готовить еду; он может плавить сталь и другие металлы.
Области применения индукционного нагрева
Индукционный нагрев используется для изготовления таких конечных изделий, как бульдозеры, космические корабли, краны и герметичные пластиковые крышки на бутылках с фармацевтическими препаратами. Основная конструкция устройства индукционного нагрева использует катушку с проволокой и переменный ток для создания изменяющегося магнитного поля в нагреваемом элементе — заготовке.Катушка может иметь диаметр всего несколько сантиметров или любой другой размер, подходящий для выполняемой работы.
Заготовка помещается внутрь магнитного поля, создаваемого катушкой, но не в контакте с ней, а затем нагревается до желаемого уровня вихревыми токами. В зависимости от нагреваемого материала может быть достигнута температура до 2200 ° F (1200 ° C).
Индукционный нагрев чистый, не требует ископаемого топлива. Детали, подвергающиеся индукционному нагреву, просто нагреваются, поэтому после этого не нужно производить очистку и не беспокоиться о загрязнении заготовки.Это также быстро. Например, производители труб и трубчатых каналов используют индукционный нагрев для сварки шва по продольному размеру труб, проходящих с высокой скоростью по конвейеру.
Некоторые другие процессы, в которых используется индукционный нагрев, включают:
- Индукционная закалка и отпуск, которые изменяют физические характеристики материалов в соответствии с потребностями различных областей применения.
- Индукционная плавка может использоваться для плавления любых черных и цветных металлов, в том числе ядерных материалов и различных сплавов, используемых в медицине и стоматологии.
- Металл и материалы из углеродного волокна могут быть соединены друг с другом путем их нагревания, тем самым отверждая клеи, помещенные между двумя поверхностями.
- Пайка, пайка и сварка — это естественные области применения индукционного нагрева, где важны точный контроль температуры и точное удержание тепла в желаемой области.
Индукционный нагрев решает реальные проблемы
Так называемые убийства тайленола произошли в Чикаго в 1982 году, когда кто-то, так и не идентифицированный, залил флаконы с тайленолом цианидом.Последующие события привели к общенациональному отзыву продукции Tylenol. Отравление также вынудило всю безрецептурную фармацевтическую промышленность упаковывать свою продукцию в защищенные от несанкционированного доступа контейнеры.
Алюминиевая фольга, которая обычно используется для запечатывания безрецептурных лекарств, является частью отраслевого решения и использует индукционный нагрев. Процесс начинается с помещения в колпачок фольги, которая является электропроводящей. Колпачок завинчивается, затем вся упаковка помещается в катушку индукционного нагрева.По мере того, как фольга нагревается, клей по краю прикрепляет ее к краю бутылки.
Разработчики оборудования для индукционной герметизации крышек должны учитывать несколько факторов. Физические размеры индукционного нагревателя должны быть адаптированы к герметичным контейнерам. Электромагнитное поле должно иметь глубину, подходящую для нагрева фольги. Нагрев должен происходить как можно быстрее из соображений производительности. Эффективность индукционного нагревателя должна достигать определенного уровня производительности.
Эти и другие конструктивные ограничения могут быть значительно уменьшены, если проволока, используемая для изготовления катушки, изготавливается по индивидуальному заказу. Компания New England Wire Technology, давний поставщик на рынок индукционного нагрева, предлагает проволоку, специально изготовленную для решения таких конструктивных проблем.
Например, NEWT может поставлять провода круглого, квадратного и прямоугольного сечения. Их точный размер может быть адаптирован специально для используемого переменного тока и частоты. А поскольку эффективность может быть оптимизирована в самой проволоке, инженер-проектировщик индукционных колпачков имеет гораздо большую гибкость в выборе расстояния, формы и размера уплотнительной головки.Фактически, такая же гибкость приносит пользу разработчикам любого устройства индукционного нагрева.
Корпус для Litz Wire
Индукционные нагреватели могут работать от сети переменного тока в диапазоне от нескольких герц до 500 кГц и выше. Выбранная частота определяет глубину проникновения тепла, при этом более низкие частоты проникают глубже. Частоты для индукционных нагревателей выбираются на этапе проектирования в соответствии с конкретной работой, которую необходимо выполнить. Например, приложение, которое требует упрочнения и глубокого проникновения, использует низкую частоту.Другое приложение, которое требует только поверхностного нагрева, будет использовать высокую частоту.
Более высокие частоты, проходящие через провод, вызывают скин-эффект , когда большая часть электрического тока проходит по внешней стороне провода, увеличивая его сопротивление переменному току и создавая нежелательное тепло. Использование уникального Litz-провода NEWT для создания катушки практически устраняет скин-эффект, делая катушку более эффективной и позволяя создавать более скромные и недорогие источники питания. (Подробнее о лицевом проводе).
Тем не менее, проблемы возникают
Поскольку индукционный нагрев используется во многих приложениях, преобразование потребностей заказчика в подходящую проволоку Litz включает множество факторов. По словам инженеров NEWT, «Практически каждый проект индукционного нагрева требует индивидуальной работы. Хотя создание проводов и кабелей в соответствии со спецификациями клиентов кажется простым, количество переменных, которые входят в надежную конструкцию, может быть большим ».
Например, размер провода можно отрегулировать в соответствии с частотой переменного тока, чтобы избежать скин-эффекта и других потерь в катушке.Затем можно выбрать общее количество проводников в лицевом проводе, чтобы обеспечить максимальный ток. Проводники, составляющие лицевую проволоку, изолированы пленкой, которая должна выдерживать определенные температуры. Показательный пример: индукционная катушка, используемая для нагрева большого стального чана, должна работать в гораздо более горячей среде, чем катушка, используемая для запечатывания бутылок с аспирином. Точно так же внешняя изоляция должна защищать от часто используемых высоких напряжений, а также от условий окружающей среды.
Услуги нестандартного дизайна на помощь
Решение этих проблем лежит в персонале службы индивидуального дизайна NEWT.Эта команда, состоящая из квалифицированного торгового персонала, поддерживаемого инженерами-конструкторами и инженерами-производителями, помогла клиентам по всему миру найти лучшие решения. Обязательно свяжитесь с нами, чтобы обсудить ваш следующий проект индукционного нагрева.
Как разработать и изготовить один
Вы новичок в цепи индукционного нагревателя? Или вы, наверное, слышали об этом, но не знаете, как это работает?
Тогда эта статья для вас, но мы должны быть с вами честны!
Спроектировать и создать цепь индукционного нагревателя может быть непросто, особенно если у вас нет достаточной информации и опыта.Он немного отличается от сильноточных печатных плат.
К счастью, мы создали эту статью, чтобы помочь вам разбить предмет на понятные части и раскрыть секреты схемы индукционного нагревателя — как ее спроектировать и создать.
Итак, приступим.
Что такое цепь индукционного нагревателя?
Электромагнитное индукционное нагревание
Схема индукционного нагревателя — это устройство, используемое для выработки тепла для проводящих материалов, таких как железо, в чисто бесконтактном процессе.Кроме того, вы можете использовать схему индукционного нагревателя для коммерческих и личных проектов.
Хотя, он идеально подходит для ваших проектов DIY. В коммерческих целях он подходит для пайки, термообработки, пайки и других процессов, связанных с нагревом.
Одна замечательная особенность цепи индукционного нагревателя:
Он генерирует тепло внутри электронного устройства без использования каких-либо внешних источников тепла или какой-либо формы контакта. Таким образом, вы можете быстро нагреть приборы — без загрязнения.
Принцип работы цепи индукционного нагревателя
Схема, показывающая метод испытания на магнитную индукцию
Для работы индукционного нагревателя требуется высокочастотное магнитное поле для быстрого нагрева проводящего материала посредством «вихревого тока».
Вихревые токи — это обратные токи, возникающие при быстром изменении магнитного поля. Когда это магнитное поле попадает на проводящий объект, внутри проводника генерируются электрические токи, называемые вихревыми токами.
Вихретоковый контроль
Но это только основная часть. Вот сделка!
Принцип работы индукционного нагревателя заключается в том, насколько он неэффективен в качестве электрического трансформатора.
Как?
Чтобы электрический трансформатор вырабатывал электричество, сердечник должен быть совместим с наведенной частотой. Когда происходит обратное, скорость нагрева резко возрастает.
Итак, если трансформатору с железным сердечником для работы требуется низкочастотный диапазон около 50-100 Гц, сердечник станет более горячим, если вы увеличите эту частоту.Следовательно, увеличение частоты до более высокого уровня, например 100 кГц, приведет к сильному нагреву в железном сердечнике.
Электрический трансформатор, изменяющий напряжение и ток
То же самое относится к цепи индукционного нагревателя. Когда вы увеличиваете частоту, индукционная катушка получает тепло, что приводит к быстрой нагревательной нагрузке на железный сердечник (варочные панели или наконечник паяльной машины).
Простые схемы схем индукционного нагревателя
Здесь мы обсудим две простые конструкции индукционного нагревателя и материалы, необходимые для их создания.
1. Проектирование схемы индукционного нагревателя с использованием концепции драйвера Mazzilli
Первый дизайн демонстрирует очень эффективную индукционную концепцию ZVS, основанную на известной «теории драйверов Mazzilli».
Итак, в конструкции используется одна рабочая катушка и две катушки ограничителя тока. Его конфигурация не требует центрального отвода от значительной рабочей катушки. Следовательно, система становится эффективной и быстро нагревает нагрузку. Опять же, рабочая катушка использует двухтактное действие полного моста для нагрева нагрузки.
Лучшая часть:
Вы легко сможете приобрести данную модель по разумной цене. Например, вот схема цепи ниже:
Конструктор индукционного нагревателя Mazzilli Driver Concept
Источник: Викимедиа
Для работы этой конструкции необходимы два мощных полевых МОП-транзистора с входным напряжением от 5 до 12 В и током от 5 до 20 ампер (в зависимости от выбранной нагрузки).
Между тем, выходная мощность этой конструкции может достигать 1200 Вт — при увеличении входного напряжения примерно до 48 В и тока до 25 ампер.В этот момент тепло, которое вы получите, может расплавить болт толщиной 1 см всего за минуту.
Наконец, размеры вашей рабочей катушки должны быть 30 мм в длину, 19 мм (для внутреннего диаметра) и 22,5 мм (для внешнего диаметра). Катушки двойного ограничителя тока должны быть длиной 24 мм и диаметром 14 мм.
2. Индукционный нагреватель с рабочей катушкой с центральным отводом
Эта вторая конструкция также имеет концепцию ZVS, но она не так эффективна, как первая, из-за необходимости в рабочей катушке с центральным отводом.Таким образом, рабочая катушка здесь представляет собой центральную бифуркацию.
Самый важный элемент в этой конструкции — L1. Таким образом, вы должны построить его из очень толстых медных проводов, чтобы удерживать тепло во время индукции. Кроме того, убедитесь, что вы подключаете конденсатор близко к клеммам L1, чтобы поддерживать заданную резонансную частоту (200 кГц).
Вот схема этого дизайна:
Индукционный нагреватель с центральной катушкой
Источник: Викимедиа
Для L1 (катушки индукционного нагревателя) вы можете намотать медные провода диаметром 1 мм в бифилярную катушку или в виде двух отдельных катушек в качестве альтернативного метода.Также вы можете приобрести предыдущий дизайн в Интернете.
Вот необходимые детали для этой конструкции:
- 330 Ом 1/2 Вт для R1, R2
- BA159 / FR107 для D1, D2
- IRF540 для T1, T2
- 10,000 мкФ / 25 В для C1
- 2 мкФ / 400 В для C2
- 25-амперные диоды для D3 — D6
- 7812 для IC1
- Латунная намотанная труба диаметром 2 мм диаметром около 30 мм для tL1
- Дроссель 2 мГн из намотанного магнитопровода 2 мм на ферритовый стержень для L2
- 0-15 В / 2 А для TR1
- Регулируемый 15 В, 20 А постоянного тока для блока питания
И это все, что вам нужно для этого дизайна.
Как сделать схему индукционного нагревателя своими руками
Вот шаги для создания индукционного нагревателя 30 кВА и необходимые компоненты:
Шаг 1. Получите необходимые компоненты
Чтобы построить эту схему, вам понадобится несколько компонентов. К счастью, вы можете получить большинство из них бесплатно, утилизируя старые ЭЛТ-телевизоры или другие электронные устройства.
Итак, вот список того, что вам нужно.
Стабилитроны
Ряд медных проводов
- Резисторы Ом (220)
Готовые к установке резисторы
Ом
Пакет Mosfets
- Конденсаторы (10x /.047 мкФ)
Тороидальные индукторы
Свинцовые герметичные батареи
Шаг 2: Необходимые инструменты
Затем вам нужно получить инструменты, необходимые для этого DIY-проекта; необходимые вам инструменты:
- Кусачки
- Мультиметр
- Паяльник
Шаг 3: Транзисторы и охлаждение
Силовой транзистор
Здесь мы используем концепцию ZVS (переключение при нулевом напряжении), поэтому транзисторы не должны сильно нагреваться.Итак, если вы хотите проработать эту схему более минуты, вам необходимо установить транзисторы на одном радиаторе.
Убедитесь, что ваши полевые транзисторы имеют необходимую изоляцию, проверив их с помощью мультиметра. Кроме того, убедитесь, что вы изолировали металлические задние поверхности полевых транзисторов от радиатора, чтобы избежать повреждений. Следовательно, вы получите преемственность, если они не изолированы.
Шаг 4: Банк конденсаторов
Конденсаторы на плате
Создайте медное кольцо и добавьте 10.Конденсаторы 047 мкФ, чтобы увеличить емкость вашей конденсаторной батареи до 0,47 мкФ и обеспечить достаточно места для охлаждения.
Почему? Потому что конденсатор всегда будет очень горячим из-за протекающего через них постоянного тока. Для правильной работы схемы конденсаторы должны быть емкостью 0,47 мкФ.
Поэтому разместите конденсаторы параллельно рабочей катушке.
Шаг 5: Изготовление рабочей катушки
Магнитная катушка
Этот шаг является важной частью схемы.Итак, здесь рабочая катушка генерирует магнитное поле для работы цепи индукционного нагревателя. Следовательно, для изготовления этой катушки вам понадобится медный провод. Чтобы создать его, девять раз оберните медную проволоку вокруг трубы из ПВХ.
Шаг 6: Построение схемы
Сначала скрутите диоды с резистором 10 кОм и припаяйте их между затвором и базой полевого МОП-транзистора. Затем припаяйте полевые МОП-транзисторы к перфорированной плате и используйте нижнюю часть для соединения двух быстрых диодов между желобом и воротами вашего полевого транзистора.
После этого подключите провод VCC вашего источника питания к затворам транзистора через два резистора (220 Ом). Опять же, припаяйте батарею конденсаторов и рабочую катушку параллельно друг другу и соедините каждый конец с разным стоком.
Наконец, пропустите немного мощности через каждый сток MOSFET с индукторами (2x50uH). Вы также можете использовать тороидальные сердечники с десятью витками для индуктивности. И ваша схема готова к работе.
Таким образом, вы можете использовать кусок дерева в качестве основы для поддержки всех компонентов вашего индукционного нагревателя.
Заключительные слова
Вот и все: все, что вам нужно знать о схемах индукционного нагревателя и о том, как их создать.
Мы создали эту статью, чтобы помочь вам понять принципы и секреты схем индукционного нагревателя. Итак, с информацией, представленной здесь, вы можете легко интегрировать ее в свой проект.
Если вам нужна помощь по этой теме, не стесняйтесь обращаться к нам.
Схема, формула и ее приложения
Фундаментальный принцип индукционного нагрева был введен и применен в обрабатывающей промышленности в 1920 году.Во время Второй мировой войны развитие технологий было ускорено, чтобы удовлетворить неотложные потребности периода войны в быстрой и последовательной процедуре упрочнения частей металлических двигателей. В настоящее время технология сосредоточена на бережливых промышленных методах и придает большое значение совершенствованию контроля качества индукционной технологии. В этой статье обсуждается обзор индукционного нагрева.
Что такое индукционный нагрев?
Индукционный нагрев можно определить как метод, который используется для соединения, затвердевания, в противном случае, для получения более мягких металлов / проводящих материалов.В современных методах производства индукционный нагрев обеспечивает разумное сочетание скорости, надежности и контроля. В обычных методах нагрева металла на часть металла открыто прикладывают открытое пламя или горелку. Однако он индуцируется в элементе движущимися электрическими токами. Этот вид нагрева зависит от исключительных характеристик радиочастотной энергии.
индукционный нагрев
Как работает индукционный нагрев?
Метод индукционного нагрева используется для нагрева объекта, который электрически проводит (металл) посредством электромагнитной индукции, где бы в металле ни возникали вихревые токи, а сопротивление направляет джоулев нагрев объекта.
Для индукционного нагрева необходимы две основные вещи, например, изменяющееся магнитное поле и токопроводящий материал, помещенный в магнитное поле.
Этот нагреватель включает в себя индукционную катушку, через которую подается высокочастотный переменный ток. Тепло также генерируется из-за потерь на магнитный гистерезис в материалах, которые имеют важную относительную проницаемость. Частота переменного тока в основном зависит от размера объекта, типа материала, соединения и глубины проникновения.
Это быстрый, чистый, экологически чистый метод нагрева, который можно использовать для изменения проводящих свойств материала. Змеевик сам по себе не нагревается, и эффект нагрева регулируется ниже. Технология, используемая для упрощения нагрева, — это технология твердотельных транзисторов, экономичный нагрев, используемый для различных применений, таких как пайка, индукционная термообработка, пайка, плавление, ковка и т. Д.
Цепь индукционного нагрева
Метод индукционного нагрева в основном включает ВЧ источник питания, который подает переменный ток на всю цепь, и его настройка показана ниже.Медная катушка может использоваться как индуктор, так как к ней подводится ток. Этот змеевик включает в себя нагреваемый материал.
индукционный нагревательный контур
Изменяя силу подаваемого тока, мы можем регулировать температуру нагрева. Когда вихревой ток, генерируемый в материале, возвращается к удельному электрическому сопротивлению материала, в этом процессе можно наблюдать точное и локализованное нагревание.
Помимо вихревого тока, может образовываться тепло из-за гистерезиса магнитных элементов.Электрическое сопротивление, создаваемое магнитным материалом в направлении изменяющегося магнитного поля в индукторе, может вызвать внутреннее трение, вызывающее нагрев.
Когда этот метод нагрева является бесконтактным, то нагреваемый материал подается вдали от источника тока или в любых газообразных средах, или заливается жидкостью в вакууме. Для этого метода нагрева не требуются воспламеняющие газы.
Формула
Частота индуктивного тока определяет глубину проникновения с помощью вихревого тока в материал.Эффективную глубину слоев, по которым проходит ток, можно рассчитать, используя следующую формулу для индукционного нагрева .
D = 5000 √ρ / мкФ
В приведенном выше уравнении
‘D’ — глубина в см
‘µ’ — относительная магнитная проницаемость материала
‘ρ’ удельное сопротивление материала в Ом-см
«f» — частота переменного тока в Гц.
Конструкция змеевика
Конструкция змеевика индукционного нагрева очень важна для эффективности змеевика.В этом случае катушка используется в качестве индуктора, где питание подается от разных форм. Поток тока, который индуцируется в материале, может быть пропорционален виткам катушки.
Обычно эти катушки представляют собой медные проводники, и в зависимости от области применения используются разные формы катушек. Чаще всего используется многооборотная спиральная катушка, и ширину диаграммы нагрева для этой катушки можно определить по виткам катушки. Катушка с одним витком используется там, где требуется узкополосный нагрев материала.
Многопозиционный спиральный змеевик в основном используется для нагрева нескольких металлов. Змеевик блинного типа используется всякий раз, когда необходимо нагреть только одну часть материала, и, наконец, внутренний змеевик можно использовать для нагрева внутренних отверстий.
Важные факторы
Эффективность системы индукционного нагрева для конкретного применения в основном зависит от множества факторов, таких как характеристики элемента, пластик или металл, тонкий или толстый, конструкция индуктора, удельное сопротивление, мощность источника питания.
Преимущества
Преимущества индукционного нагрева заключаются в следующем.
- Это в основном полезно там, где выполняются чрезвычайно повторяющиеся операции.
- Может использоваться для нагрева небольшой части заготовки, когда нет необходимости нагревать всю деталь.
- Быстро и чисто.
Области применения индукционного нагрева
Области применения индукционного нагрева включают следующее.
- Этот вид нагрева используется для нагрева поверхности, пайки и плавления металлов.
- С помощью этого нагревателя возможен нагрев как жидких, так и газовых проводов.
- Этот процесс используется для припаивания карбида к валу.
- Этот процесс нагрева используется в фармацевтике и герметизации устойчивых крышек бутылок.
- В полупроводниковой промышленности этот вид нагрева используется для нагрева кремния
- Этот принцип используется в индукционных печах
- Этот принцип используется при моделировании машины для литья пластмасс под давлением для повышения ее энергоэффективности
- Он используется для сварки пластик или металлы, легированные ферромагнитной керамикой.
- Этот метод используется для нагрева металлов в индукционных печах до точки растворения.
Итак, все дело в индукционном нагреве. В обрабатывающей промышленности этот процесс предлагает скорость, контроль и последовательность. Этот метод эффективен, быстр и не загрязняет окружающую среду. Во время индукционного нагрева потеря тепла может быть решена с помощью закона Ленца. Этот закон эффективно показывает путь к потерям тепла, возникающим при индукционном нагреве. Вот вам вопрос, каков принцип работы индукционного нагрева?
IHG20AB Высокочастотный индукционный нагреватель 50–250 кГц 20 кВт
Примечание. Эта модель имеет трехфазное напряжение 460–480 Вольт.
Серия IHG Высокочастотные индукционные нагреватели от 100 кГц до 1100 кГц являются одними из последних продуктов, разработанных Across International. Они могут быстро нагревать большинство металлов, которые другие частоты не могут эффективно нагревать, например алюминий и металлические порошки. И однозначно они могут нагревать детали на расстоянии. Эти нагреватели являются идеальными инструментами для отжига тонкой стальной проволоки (например, используемой в стоматологии), закалки малых валов, пайки твердосплавных пильных полотен и плавления металлических порошков.
Индукционный нагрев заключается не во внешнем приложении тепла, а во внутреннем выделении тепла в самой заготовке. Этот процесс позволяет отказаться от длительных периодов нагрева и позволяет ограниченное подведение тепла локально и точно по времени, таким образом достигая высокой степени эффективности и максимального использования энергии. По сравнению с традиционными методами нагрева, индукционный нагрев обеспечивает максимальный уровень качества и эффективности в практически неограниченном диапазоне применений.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не контактирует напрямую с пламенем, сам змеевик не нагревается, и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
КАК РАБОТАЕТ ИНДУКЦИОННЫЙ НАГРЕВ
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева твердотельный высокочастотный источник питания передает переменный ток через медную катушку, а нагреваемая часть помещается внутри катушки.Катушка служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индукционную катушку и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи. Эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и катушкой.
ВАЖНЫЕ ФАКТОРЫ, КОТОРЫЕ СЛЕДУЕТ УЧИТАТЬ
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индукционной катушки, мощности источника питания и степени нагрева. изменение температуры, необходимое для применения.
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса.Во время процесса индукционного нагрева магнитные элементы, естественно, оказывают сопротивление быстро меняющимся электрическим полям, и это вызывает достаточное трение, чтобы обеспечить вторичный источник тепла. Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале проницаемости от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩИЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 80% эффекта нагрева происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью. Исследования показали взаимосвязь между глубиной проникновения нагрева и частотой переменного тока. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей.Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева с частотой от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь наряду с углеродом, оловом и вольфрамом имеет высокое удельное электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше.Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
КОНСТРУКЦИЯ ИНДУКЦИОННОЙ КАТУШКИ
Именно внутри индукционной катушки создается переменное магнитное поле, необходимое для индукционного нагрева, через поток переменного тока. Таким образом, конструкция змеевика — один из наиболее важных аспектов всей системы. Хорошо спроектированная катушка обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Индукционные катушки обычно изготавливаются из медных трубок — очень хороших проводников тепла и электричества — диаметром от 1/8 дюйма до 3/16 дюйма; более крупные медные змеевики в сборе предназначены для таких применений, как нагрев полосы металла и нагрев труб. Индукционные змеевики обычно охлаждаются циркулирующей водой и чаще всего изготавливаются по индивидуальному заказу, чтобы соответствовать форме и размеру нагреваемой детали. Таким образом, катушки могут иметь один или несколько витков; иметь винтообразную, круглую или квадратную форму; или быть спроектированным как внутреннее (часть внутри катушки) или внешнее (часть рядом с катушкой).Существует пропорциональная зависимость между величиной протекающего тока и расстоянием между катушкой и деталью. Размещение детали близко к катушке увеличивает ток и количество тепла, индуцируемого в детали. Это соотношение называется эффективностью связи катушки.
Индукционный нагрев | Металлургия для чайников
Что такое индукционный нагрев?
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов.Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля. Основные принципы индукционного нагрева были изучены и применялись в производстве с 1920-х годов.
Процесс индукционного нагрева
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая находится ниже инфракрасной и микроволновой энергии. Индукционный нагрев — это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле генерируются вихревые токи (также называемые токами Фуко), а сопротивление приводит к джоулева нагреву металла.
Индукционный нагрев — Нагрев болта
Индукционный нагреватель (для любого процесса) состоит из электромагнита, через который пропускается высокочастотный переменный ток (AC). Тепло также может генерироваться потерями на магнитный гистерезис в материалах, которые имеют значительную относительную проницаемость. Индукционный нагрев — это процесс бесконтактного нагрева. Он использует высокочастотное электричество для нагрева материалов, которые являются электропроводными.
Поскольку процесс нагрева бесконтактный, он не загрязняет нагреваемый материал.Это также очень эффективно, поскольку тепло фактически генерируется внутри детали.
Это можно сравнить с другими методами нагрева, при которых тепло генерируется в пламени или нагревательном элементе, который затем прикладывается к заготовке. По этим причинам индукционный нагрев находит уникальное применение в промышленности.
Индукционный нагрев позволяет целенаправленно нагревать соответствующий элемент для различных применений, включая поверхностную закалку, плавление, пайку и пайку, а также подогрев по размеру.
Железо и его сплавы лучше всего реагируют на индукционный нагрев из-за их ферромагнитной природы. Однако вихревые токи могут возникать в любом проводнике, а магнитный гистерезис может возникать в любом магнитном материале.
Индукционный нагрев используется для нагрева жидких проводников (например, расплавленных металлов), а также газовых проводников (например, газовой плазмы — см. Технология индукционной плазмы). Индукционный нагрев часто используется для нагрева графитовых тиглей (содержащих другие материалы) и широко используется в полупроводниковой промышленности для нагрева кремния и других полупроводников.Индукционный нагрев с частотой питания (сеть, 50/60 Гц) используется для многих недорогих промышленных приложений, поскольку инверторы не требуются.
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной справа, твердотельный высокочастотный источник питания посылает переменный ток через индуктор (часто медную катушку), а нагреваемая часть (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на второй диаграмме, эти вихревые токи протекают против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором.Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, внутри магнитных деталей создается дополнительное тепло за счет гистерезиса — внутреннего трения, возникающего при прохождении магнитных деталей через индуктор.
Магнитные материалы обладают естественным электрическим сопротивлением быстро меняющимся магнитным полям внутри индуктора.Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, а также отсутствуют газы сгорания. Индукционная печь использует индукцию для нагрева металла до точки плавления. Большинство индукционных печей состоит из трубы из медных водоохлаждаемых колец, окружающих контейнер из огнеупорного материала.
Оборудование для индукционной термообработки
Индукционные печи во время работы часто издают пронзительный вой или гудение, в зависимости от их рабочей частоты.Плавленые металлы включают железо и сталь, медь, алюминий и драгоценные металлы. В вакуумных печах используется индукционный нагрев для производства специальных сталей и других сплавов, которые окисляются при нагревании в присутствии воздуха.
Аналогичный процесс в меньшем масштабе используется для индукционной сварки. Индукционный нагрев часто используется при термической обработке металлических изделий. Наиболее распространенными применениями являются индукционная закалка стальных деталей, индукционная пайка / пайка в качестве средства соединения металлических компонентов и индукционный отжиг для выборочного размягчения выбранной области стальной детали.
Индукционный нагрев рабочий
Индукционный нагрев может производить высокую удельную мощность, что позволяет за короткое время взаимодействия достичь требуемой температуры. Это дает жесткий контроль над рисунком нагрева, при этом узор очень точно следует приложенному магнитному полю и позволяет снизить тепловые искажения и повреждения. Глубину индукционной закалки можно регулировать путем выбора индукционной частоты, плотности мощности и времени взаимодействия.
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку.Эта катушка известна как рабочая катушка. Обогреваемая деталь помещается в это интенсивное переменное магнитное поле. Переменное магнитное поле индуцирует ток в проводящей детали. Это вызывает протекание огромных токов через заготовку. Скин-эффект увеличивает эффективное сопротивление металла прохождению большого тока. Следовательно, он значительно увеличивает эффект нагрева, вызванный током, наведенным в заготовке.
Цилиндр, плавящий пластик, изолирован керамической изоляцией толщиной 15 мм, и таким образом а) тепло не уходит в окружающую среду, и мы получаем значительную экономию энергии б) индукционные катушки не нагреваются от тепла, выделяемого в цилиндре. поэтому они работают при низких температурах, что приводит к долгому сроку службы, когда ленточные элементы ненадежного нагревателя, если там используется изоляция, значительно сокращается срок службы
При индукционном приготовлении индукционная катушка в варочной панели нагревает железное дно посуды.Сковороды с медным дном, алюминиевые сковороды и сковороды из других цветных металлов обычно не подходят. Преимущества индукционных плит включают эффективность, безопасность (индукционная варочная панель не нагревается сама по себе) и скорость. Доступны как встроенные, так и переносные индукционные плиты. Токи, наводимые в трубе, проходят по открытому шву и нагревают края, в результате чего температура становится достаточно высокой для сварки.
Возможно вам понравится
Случайные столбы
- Глубокая вытяжка
Технология производства глубокой вытяжки — это растяжение листового металла, обычно называемого заготовкой, вокруг a… - Технические свойства сталей
Металлические связи — это следствие того, что атомы металла отдают валентные электроны «свободному электронному газу». Металлическая структура … - Прозрачная керамика
Прозрачный оксид алюминия в три раза прочнее стали и прозрачный. … - Термическая обработка стали — методы упрочнения стали
Термическая обработка — это группа промышленных и металлообрабатывающих процессов, используемых для изменения физических, а иногда и химических процессов… - Что такое наноботы?
Нанороботика — это развивающаяся область технологий для создания машин или роботов, компоненты которых находятся на уровне микрофона или рядом с ним …
Индукционный нагреватель | Майлз Дай
Осень 2018
Фон
Индукционный нагрев — это явление, при котором вихревые токи, образующиеся в электропроводящем материале в соответствии с Законом индукции Фарадея, нагревают объект.Чтобы воспользоваться этим эффектом, индукционный нагреватель пропускает переменный ток через электромагнит, чтобы создать быстро меняющееся магнитное поле. Это вызывает ток в заготовке, температура которого повышается из-за резистивного и, возможно, гистерезисного нагрева.
Индукционный нагрев особенно интересен, поскольку он не требует контакта нагревательного элемента с объектом и не требует внешнего нагревательного элемента, который необходимо довести до желаемой температуры.Вместо этого само устройство, например плита, может оставаться близкой к температуре окружающей среды, при этом значительно повышается только температура целевого материала.
Физика
Суть успешного индукционного нагревателя — создание переменного магнитного поля. Это поле создается в так называемой рабочей катушке — катушке с проволокой, окружающей нагреваемый объект. Затем поток от этого поля (\ (\ Phi_B \)) направляется в целевой объект для генерации напряжения (\ (v \)) в соответствии с законом Фарадея.$$ v = — \ frac {d \ Phi_b} {dt} $$
Генерируемое напряжение вызывает ток в объекте, который выделяет тепло. Этот эффект нагрева вызван омическими потерями (джоулевым нагревом), а также гистерезисными потерями, если объект ферромагнитный.
Другим важным фактором при проектировании системы является скин-эффект, при котором переменные токи имеют тенденцию концентрироваться около поверхности проводника при увеличении их частоты.В результате эффективное сопротивление детали увеличивается с частотой.
Схемотехника
Базовая схема индукционного нагрева будет использовать тотемный столб в качестве инвертора для преобразования источника постоянного тока 12 В в напряжение переменного тока. Это приведет в движение бак LC аналогично цепи балласта лампы. Однако теперь нагрузка будет представлять собой катушку, которая действует как первичная обмотка трансформатора, а нагреваемый объект представляет собой закороченный одиночный виток, который действует как вторичная обмотка трансформатора.В этом случае за нагрев отвечает небольшое сопротивление в объекте. Индуктор в резервуаре LC — это просто магнитная индуктивность первичной катушки (т. Е. Рабочей катушки).
Разработка схемы началась с выбора частоты. При проектировании индукционного нагревателя возникает значительный компромисс по частоте. Более высокие частоты позволяют лучше передавать энергию заготовке, но также вызывают более тонкий слой тока из-за скин-эффекта.Таким образом, при более эффективном нагреве нагрев будет происходить в основном на поверхности. Это говорит о том, что более высокая частота (около 100-200 кГц) подходит для небольших объектов, поскольку теплопроводность позволяет объекту нагреваться относительно равномерно.
Рисунок 1: Схема полного индукционного нагревателя.
Генерация переменного тока из источника постоянного тока осуществлялась с помощью инвертора.В инверторе используется полумост, построенный из тотемного столба MOSFET, как показано на рисунке 1.
Генератор прямоугольных сигналов
Индуктивность рабочей катушки (и, следовательно, резонансная частота) контура сильно зависит от геометрии рабочей катушки. Следовательно, генератор прямоугольных сигналов должен быть достаточно гибким в диапазоне частот, который он может генерировать. Я выбрал частоты в диапазоне от 50 до 150 кГц.Этот широкий диапазон был выбран для того, чтобы можно было легко отключать несколько катушек без замены электроники.
Генератор треугольных волн использовал генератор 74HC14 с потенциометром 10k для регулировки частоты. Треугольная волна была преобразована в прямоугольную волну путем пропускания ее через компаратор LM311 для получения прямоугольной волны с коэффициентом заполнения 50%. Для этого проекта не требовалось изменять рабочий цикл, поскольку целью было создание синусоидальной волны переменного тока для управления контуром резервуара.
Индукционный нагреватель, модель
Полезно рассмотреть идеальную эквивалентную модель для резонансного контура на рисунке 2.
Рисунок 2: Модель резонансного резервуара индукционного нагревателя и его сопряжения с заготовкой.
На этой схеме \ (C \) — резонансный конденсатор, \ (C_ {blk} \) — блокирующий конденсатор, а \ (L \) — индуктивность намагничивания рабочей катушки.Показанный трансформатор представляет собой трансформатор \ (N: 1 \). Заготовка моделируется как закороченный одиночный виток. Сопротивление \ (R \) объясняет резистивный нагрев и гистерезисный нагрев, который происходит в заготовке, когда в ней индуцируются вихревые токи. К тому же индукционный нагреватель далеко не идеальный трансформатор. Заготовка в идеале значительно меньше рабочей катушки. Это объясняется введением константы связи трансформатора \ (k \), которая представляет собой значение от 0 до 1 и приблизительно представляет долю магнитного потока от катушки, которая проходит через заготовку.
Эту модель можно упростить для анализа, объединив конденсаторы и отразив резистор поперек трансформатора (с учетом константы связи). Это дает схему, показанную на рисунке 3.
Рисунок 3: Упрощенная модель резонансного резервуара индукционного нагревателя.
На рисунке 3 эквивалентная емкость задается как \ (C_ {eq} = \ frac {C \ cdot C_ {blk}} {C + C_ {blk}} \).Кроме того, отражение резистора дает \ (R_ {ref} = \ frac {N \ cdot R} {k} \). Эта схема дает понять, что более низкое значение \ (R_ {ref} \) снижает добротность резонатора, поскольку больший ток отводится от резервуара и рассеивается в резисторе.
Резонансная конструкция резервуара
Эта модель позволяет выбирать компоненты. Одним из основных факторов, влияющих на выбор резонансного конденсатора \ (C \), является тот факт, что это должен быть конденсатор высокого напряжения.Примерная оценка показывает, что для наведения всего 2 В на резисторе на идеальном 40-витковом трансформаторе может потребоваться до 80 В на первичной стороне. С учетом константы связи и других паразитных факторов потребуется большее напряжение. Таким образом, выбор \ (C \) ограничен имеющимися конденсаторами на 400 В, поэтому емкость будет порядка 20 — 200 нФ.
Прежде чем принять решение о точной емкости резонансного конденсатора, полезно проверить катушки, которые будут использоваться.Индукционный нагреватель в идеале должен поддерживать катушки различной геометрии, чтобы можно было нагревать различные предметы. Для этого эксперимента я намотал две катушки из провода магнита AWG 22, которые кратко описаны ниже.
| Диаметр (см) | \ (l \) (см) | \ (N \) (оборотов) | \ (L_ {theor} (\ mu H) \) | \ (L_ {mes} (\ mu H \)) | СОЭ (\ (\ Омега \)) |
| 5 | 2 | 27 | 90 | 75 | 0. 2 \ pi} {l} $$ Фактические индуктивности были измерены на измеритель импеданса на частоте 100 кГц.Я буду называть первую катушку «большой катушкой», а вторую катушку — «маленькой катушкой».
Индуктивности двух вышеупомянутых катушек предполагают, что жизнеспособная емкость составляет \ (90 мкФ), состоящую из P1074-ND (22 нФ), подключенного параллельно к P1080-ND (68 нФ). Это даст резонансную частоту 61,3 кГц для большой катушки и 108 кГц для маленькой катушки. \ (C_ {blk} \) теперь можно выбрать, чтобы он имел низкий (\ (\ le5% \)) импеданс по сравнению с резонансным конденсатором в резонансе.Блокирующая емкость \ (1,8 мкФ \) достаточна и может быть изготовлена из 2 пленочных конденсаторов P4675-ND (\ (1 \ мкФ \)). Анализ частотной характеристикиОтсюда можно провести частотный анализ для определения ожидаемого усиления и резонансной частоты. 2 + \ frac {s} {R_ {ref} C_ {eq}} + \ frac {1} {LC_ { eq}}} $$ Прежде чем строить график Боде, необходимо обратить внимание на два важных момента относительно \ (R_ {ref} \).Отраженное сопротивление зависит от сопротивления детали и коэффициента связи. Оба эти значения нелегко измерить или рассчитать, и поэтому их необходимо оценивать.
Эти значения дали графики Боде, показанные на рисунке 4 в MATLAB.Маленькая катушка имеет резонансную частоту 110 кГц и коэффициент усиления по напряжению 25,4. Большая катушка имеет резонансную частоту 62,5 кГц и коэффициент усиления по напряжению 18,2. Рисунок 4: График Боде упрощенной схемы с большой катушкой (слева) и маленькой катушкой (справа). Выбор MOSFETIRF540 является подходящим выбором в качестве переключающего элемента, поскольку он имеет постоянный ток стока 28 А при комнатной температуре.Работая при напряжении около 1 А от общего напряжения 2-20 В, он находится в пределах максимальной безопасной рабочей зоны. По практическим соображениям в сборке повторно использовалась тотемная плата, на которой были установлены полевые МОП-транзисторы IRF1407. IRF1407 имеет более высокие рейтинги и отлично подходит для этого проекта. РезультатыСледующие осциллограммы были сняты во время начальной фазы тестирования, во время которой небольшое напряжение (1-2 В) использовалось в верхней части тотемного столба с маленькой катушкой.На рисунках 5 и 6 показано, что наблюдаемый результат вполне соответствует прогнозируемому. Выигрыш оказался не таким большим, как прогнозировалось, что может быть связано с паразитами, которые не были включены в идеализированную модель. Также интересно то, что блокирующий конденсатор успешно снимает напряжение постоянного тока, как показано на рисунке 7. Зеленая форма волны сосредоточена около 0 В. Однако резкие переходы прямоугольной волны не отфильтровываются и видны как дефекты синусоиды на напряжении рабочей катушки. Рисунок 5: Управляющий сигнал (зеленый), напряжение рабочей катушки (желтый), 1 В на тотемном столбе. Рисунок 6: Управляющий сигнал (зеленый), напряжение рабочей катушки (желтый), 2 В на тотемном столбе. Рисунок 7: Напряжение после \ (C_ {blk} \) (зеленый), напряжение рабочей катушки (желтый), дифференциальное напряжение конденсатора (розовый), 2 В на общей клемме. Кроме того, когда нагреватель приближается к резонансу, заметна разность фаз. На рисунке 8 нагреватель далек от резонанса, и напряжение катушки и напряжение инвертора совпадают по фазе, тогда как на рисунке 9, где нагреватель находится в резонансе, два напряжения сдвинуты по фазе на 90 градусов. Если бы использовалась фазовая автоподстройка частоты, то эти два напряжения были бы синхронизированы вместе, чтобы поддерживать резонанс. Рисунок 8: Напряжение инвертора (зеленый), напряжение рабочей катушки (желтый), вне резонанса. Рисунок 9: Напряжение инвертора (зеленый), напряжение рабочей катушки (желтый), при резонансе. Как только было подтверждено, что цепь безопасна и работает, было добавлено больше мощности за счет увеличения напряжения на вершине тотемного столба. Это позволяло нагревать предметы до очень высоких температур. Используя большую катушку, металлический радиатор нагревали путем повышения напряжения до тех пор, пока через инвертор не протекал ток 1А.Радиатор помещался плашмя поверх катушки. На рисунке 10 показана температура радиатора. Температуру контролировали с помощью цифрового лазерного инфракрасного термометра. Как и ожидалось, начальная скорость нагрева довольно высока, когда температура радиатора близка к комнатной. Однако с повышением температуры скорость отвода тепла от радиатора также увеличивается. В конце концов, мощность от индукционного нагревателя не успевает за передачей мощности от радиатора, и кривая начинает выравниваться.\ circ C \) в течение 45 секунд, при этом рабочая катушка лишь слегка нагрелась на ощупь. На полной мощности напряжение на катушке достигнет 200 В (от пика до пика), как показано на рисунке 11. Рисунок 11: Напряжение рабочей катушки при работе на большой мощности. Обратите внимание, что вертикальный масштаб составляет 50 В / дел. Обратная связьВ качестве интересного дополнения к этому проекту я решил реализовать автоматический поиск резонанса с помощью микроконтроллера.Идея состоит в том, что когда пользователь нажимает кнопку, микроконтроллер должен запускать подпрограмму для определения резонансной частоты. Этот вид настройки на самом деле удобен, потому что вставка заготовки внутри рабочей катушки изменит индуктивность рабочей катушки и, таким образом, также изменит резонансную частоту контура. Основная идея поиска резонанса заключается в том, что при резонансе синусоида на выходе катушки достигает максимума.Таким образом, если мы сможем создать сигнал, который пропорционален выходному сигналу для подачи в АЦП микроконтроллера, и позволить ему подавать управляющий сигнал на тотемный полюс, мы можем превратить задачу поиска резонанса в задачу поиска пиков программного обеспечения. . На практике возникает несколько трудностей. Прежде всего, индукционный нагреватель работает на частоте порядка 100 кГц. Это означает, что для микроконтроллера с частотой 16 МГц, такого как Arduino Uno, в лучшем случае будет около 160 тактов на цикл инвертора, что серьезно ограничивает наши возможности для генерации сигнала ШИМ.Кроме того, АЦП на Arduino требуется около 100 микросекунд для чтения ввода, что ограничивает его частоту дискретизации до 10 кГц. Таким образом, сигнал не может быть дискретизирован напрямую. Поколение ШИМЧастота ШИМ на Arduino с помощью команды analogWrite () устанавливается равной 490 Гц на большинстве контактов и 980 Гц на контактах 5 и 6. Таким образом, использование команды analogWrite () для создания квадрата не является жизнеспособным вариантом, поскольку частота не является допустимой. регулируемый (только рабочий цикл).(Важно помнить, что цель здесь на самом деле не в том, чтобы модулировать ширину импульса, а в том, чтобы изменить частоту прямоугольной волны.) Другой вариант — использовать бит ШИМ и просто вручную переключить вывод на высокий уровень и низкий с соответствующей задержкой. Это можно сделать с помощью команды delayMicroseconds, но это не обеспечивает достаточно хорошего разрешения при 100 кГц. Ясное решение — работать напрямую с регистрами времени на микросхеме Atmega. Если бы у нас было больше времени, это было бы хорошим вариантом для изучения, но, как оказалось, более быстрым решением было переключиться на Teensy 3.1 микроконтроллер. Teensy — это микроконтроллер с напряжением 3,3 В, работающий на частоте 96 МГц. Он имеет функцию под названием analogWriteFrequency (pin, freq), которая позволяет вам установить частоту analogWrite в установочном коде. Он может легко устанавливать частоты от нескольких Гц до сотен кГц. Единственным недостатком является то, что все выводы ШИМ, привязанные к одному таймеру, будут одновременно менять свою частоту, но для этого проекта нам нужен только один. Простота этого решения побудила использовать Teensy в качестве микроконтроллера. После того, как мы выбрали микроконтроллер, нам нужно подумать, как на самом деле управлять инвертором с помощью Teensy. Хотя можно управлять сигналами DELAY и #DELAY в программном обеспечении, гораздо проще просто создать одну прямоугольную волну из Teensy и отправить ее через сеть задержки 74HC14. Это очень просто реализовать: мы просто заменяем LM311 и генератор 74HC14 на Teensy. Важно помнить, что Teensy — это 3.Устройство 3 В, которое теперь взаимодействует с устройством 0-5 В (уровень TTL). Оказывается, это нормально, потому что пороговых значений TTL для высокого и низкого логических уровней более чем достаточно для обеспечения правильного вывода. Если бы требовалось большее размах напряжения, было бы несложно подать сигнал в соответствующий компаратор (например, LM311) с правильным напряжением смещения для увеличения амплитуды. Сигнал обратной связиПоследнее соображение касается обратной связи с Teensy.Напряжение на катушке, которое может увеличиваться до 300 В (размах), должно быть понижено до безопасного для Teensy уровня (т. Е. 3,3 В (размах)). Наиболее очевидным решением является простой делитель напряжения 100 к 1, который я реализовал с помощью резистора \ (100 к \ Омега \) и \ (1 к \ Омега \) (не совсем 100 к 1, но абсолютные значения не нужны. для этого приложения). Кстати, я изначально выбрал чрезвычайно высокие значения для резисторов (в диапазоне десятков мегаом), и это приводило к очень запутанным результатам на осциллографе, пока я не понял, что мои пробники являются пробниками \ (1M \ Omega \).Таким образом, я сильно нагружал свою схему, когда измерял ее. Указанных выше значений в киломах более чем достаточно для ограничения потребляемого тока. Наконец, я не хотел, чтобы АЦП просто как можно быстрее считывал сигнал из-за высокой частоты сигнала. Arduino Uno может производить выборку только до 10 кГц. Я не смог найти явного верхнего предела частоты дискретизации для Teensy 3.1, но некоторые быстрые исследования в Интернете показали, что она составляет около 600 кГц.Это будет около 6 точек за период, что недостаточно для надежного определения пика. Мне пришло в голову, что нет необходимости находить пики сигнала в цифровом виде. Вместо этого я мог бы выпрямить синусоидальную волну, а затем отфильтровать ее с помощью фильтра нижних частот, чтобы получить значение постоянного тока, пропорциональное размаху напряжения синусоидальной волны. Это постоянное напряжение может быть максимизировано при очень низких требованиях к частоте дискретизации, поскольку это сигнал постоянного тока. Я выбрал простой однополупериодный выпрямитель и параллельный RC-фильтр нижних частот. Защита входаВ качестве последнего штриха к схеме я добавил стабилитрон на 3,3 В и резистор перед выводом АЦП в качестве защиты входа в Teensy в случае ошибки пользователя (например, пользователь слишком сильно поворачивает тотем и поднимается выше 300 В (размах)). от напряжения катушки). Рисунок 12: Полная схема цепи обратной связи. Программное обеспечениеКод этого проекта можно найти на Github. Основы кода заключаются в том, чтобы пройти через предварительно установленный диапазон частот (50-150 кГц) с шагом 10 кГц, найти диапазон, который дает наибольший отклик, и пройти через этот диапазон с шагом 1 кГц, чтобы найти резонансную частоту в пределах 1 кГц. Поскольку сигнал обратной связи был немного зашумленным, в программном обеспечении был реализован усредняющий фильтр, чтобы предотвратить любые неправильные показания. Результаты обратной связиСледующие формы сигналов показывают работу цепи обратной связи. Обратите внимание, что сигнал постоянного тока имеет более низкое значение, когда частота не резонансная, чем когда она находится в резонансе. Рисунок 13: Вне резонанса, сигнал постоянного тока (синий) имеет очень низкое значение. Рисунок 14: В резонансе сигнал постоянного тока (синий) имеет более высокое значение. При желании резистивный делитель можно отрегулировать для максимального увеличения динамического диапазона. АЦП Teensy был достаточно точным, чтобы система могла найти резонансную частоту лучше, чем у человека, но чувствительность и точность можно отрегулировать, изменив программное обеспечение и изменив схему резисторного делителя. Индукционный нагрев для сталелитейной промышленностиИндукционные технологии предлагают более чистоерешение для ваших потребностей в обогреве по сравнению с альтернативными методами обогрева, такими как печи сжигания, которые сегодня используют многие прокатные станы.Кроме того, индукционные системы обеспечивают лучшую окупаемость ваших инвестиций, более низкие эксплуатационные расходы, более высокое качество конечной продукции, а также снижение потерь металла и токсичных выбросов. Эти системы уже начинают менять ландшафт сталелитейной промышленности и являются важной частью решения по обезуглероживанию процесса прокатки стали .Обеспечение прокатного стана непрерывной подачей равномерно нагретых стальных слябов, заготовок, прутков и блюмов при надлежащей температуре имеет решающее значение для эффективной работы стана.Наши системы индукционного нагрева прутков, блюмов, заготовок, листов, полос и слябов используются перед операциями прокатки. Температурный контроль и консистенция поддерживаются от поверхности до сердцевины и по всей длине продукта. Индукционные нагревателимогут использоваться отдельно или в сочетании с печами для сжигания — в проектах с нуля или в проектах с коричневым полем. Нагреватели слябов, блюмов и передаточных прутков Основные преимущества индукционных нагревателей для прокатных станов:
Индукционные нагреватели также могут помочь в обезуглероживании за счет снижения выбросов CO 2 , SO 2 , NO X и других токсичных выбросов как минимум на 50%.В топке для сжигания тепло создается за счет сжигания топлива, такого как кокс, нефть или природный газ. Горящее топливо нагревает внутреннюю часть топки.Затем это нагревает поверхность продукта внутри печи. Время, необходимое для нагрева заготовки, определяется теплопроводностью материала. Индукционные печи нагревают без сжигания топлива. Тепло выделяется на поверхности самого продукта за счет прохождения электрического тока. Это не означает, что вам нужно полностью заменять топочные печи. Фактически, когда индукционные нагреватели используются в сочетании с традиционными печами для сжигания, ваша фабрика может снизить токсичные выбросы на 50% или более, а также увеличить производство, улучшить качество, снизить эксплуатационные расходы и продлить срок службы ваших печей для сжигания. Умный сталелитейный завод рассмотрит оба варианта, чтобы определить оптимальное решение для своего процесса. Дополнительные преимущества индукционных нагревателей для прокатных станов:
Технология повторного нагревателя IMZ ™ (Induction Multi Zone) InductothermЛучшая возможность для заводов — это заменить или интегрировать существующие печи сжигания с новыми индукционными системами, такими как технология повторного нагревания IMZ ™ (Induction Multi Zone) от Inductotherm. Многозонная технология IMZ ™ компанииInductotherm выводит индукционные печи на новый уровень.При наличии нескольких зон змеевика каждой отдельной зоной нагрева можно управлять для обеспечения любого желаемого температурного профиля вдоль заготовки в соответствии с конкретными требованиями прокатного стана. Использование индукционной технологии от Inductotherm может принести немедленную выгоду прокатным станам за счет значительного увеличения годового производства качественного проката при более низких эксплуатационных затратах и выбросах. Для проектов с нуля у строителя завода есть несколько вариантов конфигурации компоновки оборудования.Индукционные печи могут быть размещены между машиной непрерывного литья заготовок (CCM) и прокатным станом (RM), перед прокатным станом или между прокатными клетями. Для проектов «коричневого» месторождения доступно несколько решений с использованием модульной конструкции IMZ ™. Например, индукционный подогреватель IMZ ™ можно разместить между CCM и RM или между прокатными клетями, когда в процессе прокатки требуется индукционный подогрев. Другой вариант для существующих «коричневых» RM — это установка индукционного нагревателя IMZ ™ перед печью для сжигания для частичного нагрева холодного сырья перед гомогенизацией до температуры прокатки в печи для сжигания. Похожие записи
|