Как работает схема сварочного полуавтомата. Какие основные компоненты входят в его состав. Каковы особенности ручного и автоматического режимов работы. На что обратить внимание при сборке самодельного сварочного аппарата.
Принцип работы сварочного полуавтомата
Сварочный полуавтомат является одним из наиболее эффективных и удобных инструментов для сварки металлических конструкций. Его главное преимущество заключается в автоматизации подачи сварочной проволоки, что значительно упрощает и ускоряет процесс сварки.
Основными компонентами сварочного полуавтомата являются:
- Сварочный трансформатор
- Выпрямитель сварочного тока
- Механизм подачи проволоки
- Система управления
- Горелка
- Газовое оборудование (для сварки в защитной среде)
Принцип работы полуавтомата заключается в следующем:
- При нажатии кнопки на горелке включается подача защитного газа
- Через 1-3 секунды включается подача сварочного тока
- Одновременно начинает работать механизм подачи проволоки
- При отпускании кнопки прекращается подача проволоки
- Через 1-3 секунды отключается сварочный ток и подача газа
Такая последовательность обеспечивает качественное формирование сварного шва и защиту расплавленного металла от окисления.

Схема самодельного сварочного полуавтомата
Рассмотрим принципиальную схему простого сварочного полуавтомата, который можно собрать своими руками:
«` «`Основные компоненты схемы:
- T1 — сварочный трансформатор
- VD1-VD4 — выпрямительный мост
- K1-K3 — управляющие реле
- M — двигатель подачи проволоки
- SA1 — кнопка управления на горелке
Режимы работы сварочного полуавтомата
Данная схема предусматривает два режима работы: ручной и автоматический.
Ручной режим
В ручном режиме последовательность операций следующая:
- При нажатии кнопки SA1 срабатывает реле K2
- K2 включает реле K1 и K3
- K1 включает подачу газа и питание двигателя M
- K3 с задержкой 1-3 секунды включает сварочный ток
- При отпускании SA1 отключается K2, затем K1
- Прекращается подача проволоки, включается тормоз двигателя
- С задержкой 1-3 секунды отключается подача газа и тока
Автоматический режим
В автоматическом режиме процесс аналогичен, но время сварки задается не удержанием кнопки, а цепочкой R1C1. Это позволяет получать швы одинаковой длины, что удобно при точечной сварке.

Особенности конструкции самодельного полуавтомата
При сборке сварочного полуавтомата своими руками следует обратить внимание на следующие моменты:
- Сварочный трансформатор должен иметь мощность не менее 3 кВт
- Выпрямительный мост собирается на диодах с током не менее 200 А
- Для сглаживания пульсаций тока необходим дроссель L1
- Скорость подачи проволоки должна регулироваться в диапазоне 0.7-11 м/мин
- Газовый клапан должен обеспечивать надежную герметичность
Преимущества самодельного сварочного полуавтомата
Изготовление сварочного полуавтомата своими руками имеет ряд преимуществ:
- Значительная экономия средств по сравнению с покупкой готового аппарата
- Возможность адаптации конструкции под свои конкретные задачи
- Глубокое понимание принципов работы устройства, что упрощает его обслуживание
- Развитие навыков конструирования и сборки электронных устройств
Меры безопасности при работе со сварочным полуавтоматом
При работе со сварочным полуавтоматом необходимо соблюдать следующие меры безопасности:

- Использовать средства индивидуальной защиты: маску сварщика, специальную одежду и перчатки
- Обеспечить надежное заземление корпуса аппарата
- Работать в хорошо вентилируемом помещении
- Не допускать попадания влаги на электрические компоненты
- Регулярно проверять исправность всех узлов аппарата
Соблюдение этих мер позволит безопасно и эффективно использовать сварочный полуавтомат.
Настройка и оптимизация работы сварочного полуавтомата
Для получения качественных сварных швов необходимо правильно настроить параметры работы полуавтомата:
- Выбрать оптимальный режим сварки (ток, напряжение)
- Отрегулировать скорость подачи проволоки
- Настроить расход защитного газа
- Подобрать правильный вылет электрода
- Установить нужную индуктивность дросселя
Перспективы развития конструкции самодельного полуавтомата
Собранный своими руками сварочный полуавтомат можно постепенно модернизировать, добавляя новые функции:
- Цифровую индикацию параметров сварки
- Микропроцессорное управление
- Память режимов для разных материалов
- Систему плавного пуска двигателя подачи проволоки
- Импульсный режим сварки
Такие усовершенствования позволят приблизить характеристики самодельного аппарата к промышленным образцам.
Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
При поступлении серии импульсов проволока потихоньку двигается.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2. 2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.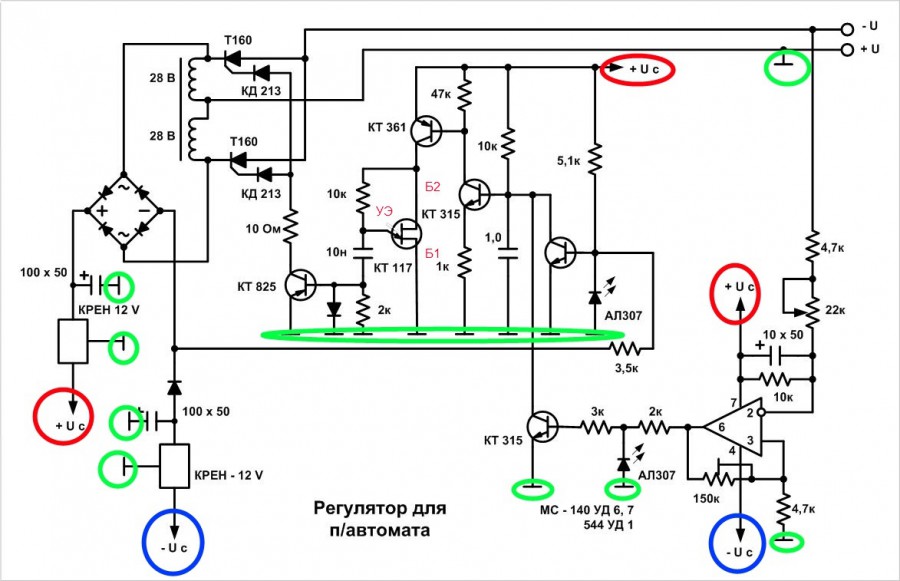
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис. 8).
8).
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С..21-22
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.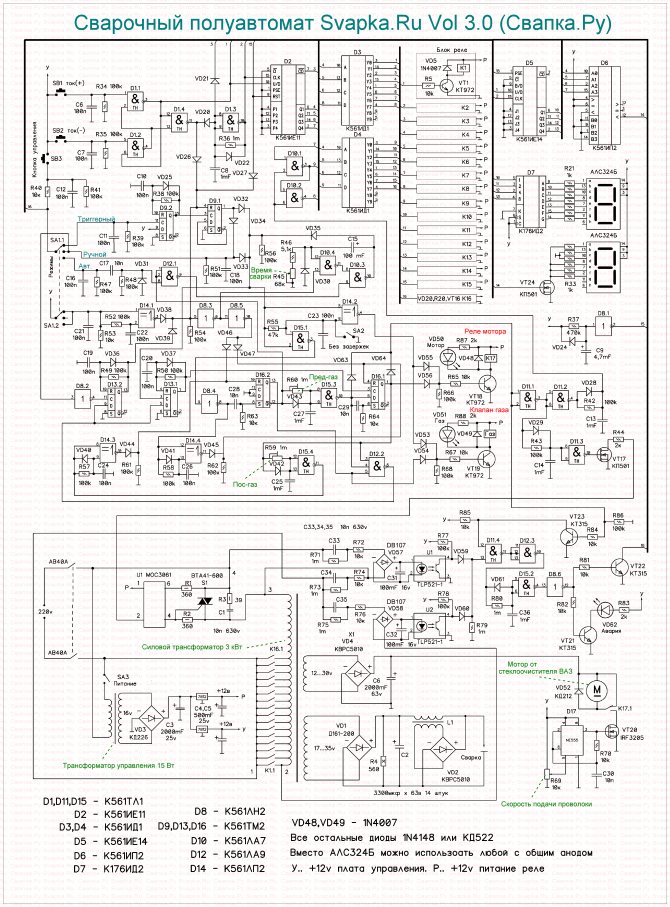
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис.3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком).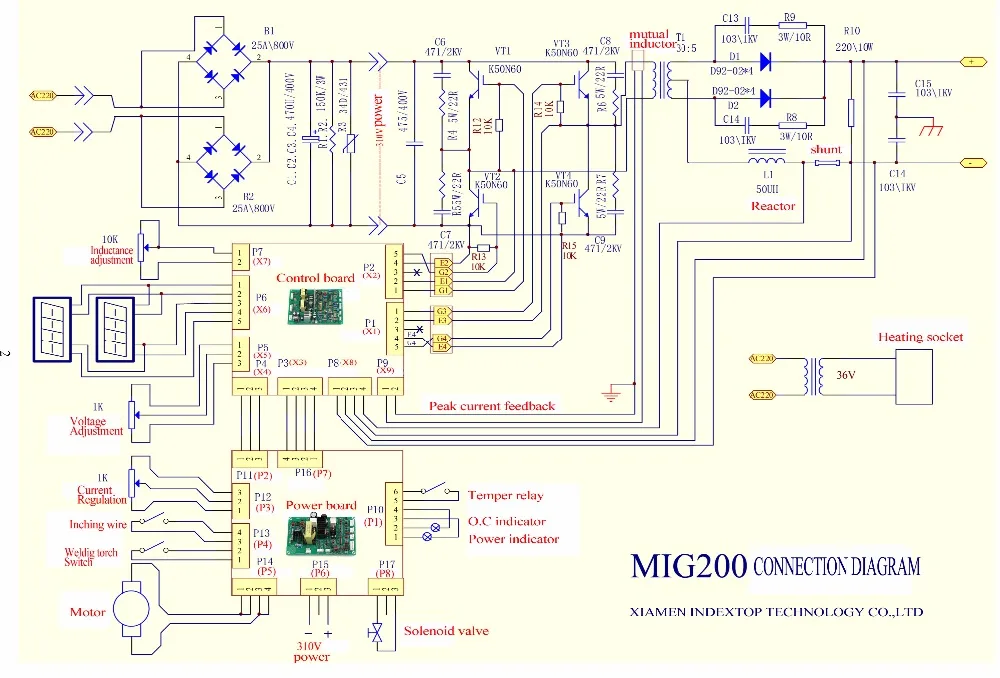 Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор.- 1998.- №2.
- Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.

- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3. 1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1…10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
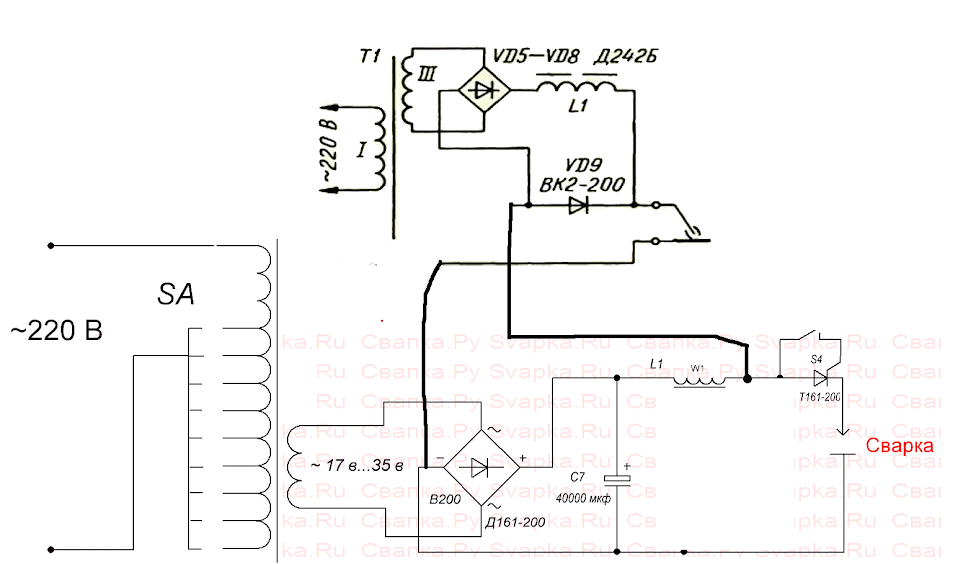
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.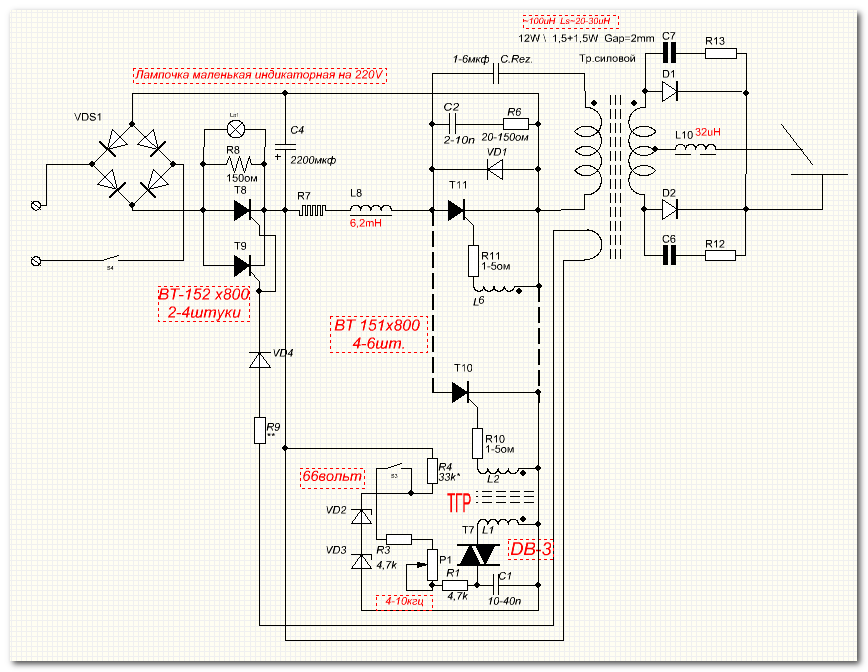
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.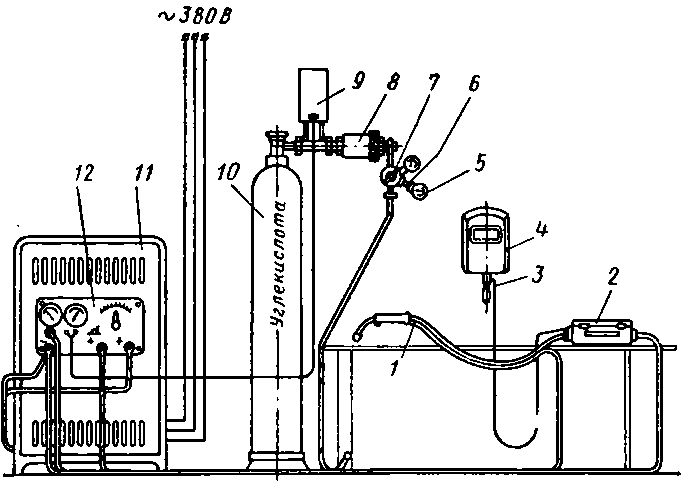
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата415
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей.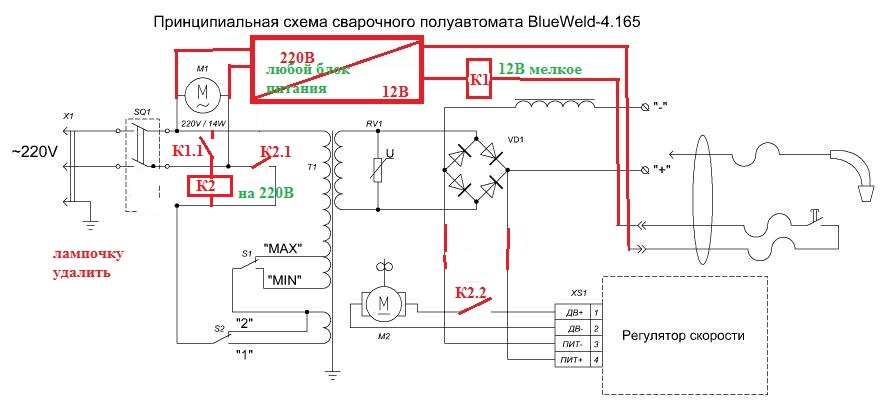 При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.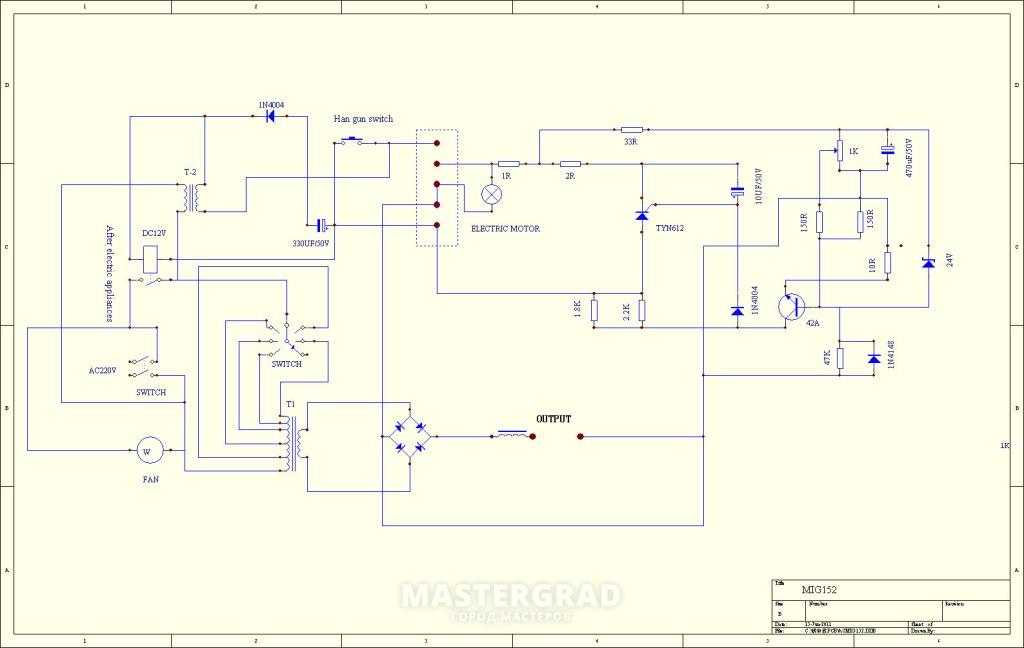
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене.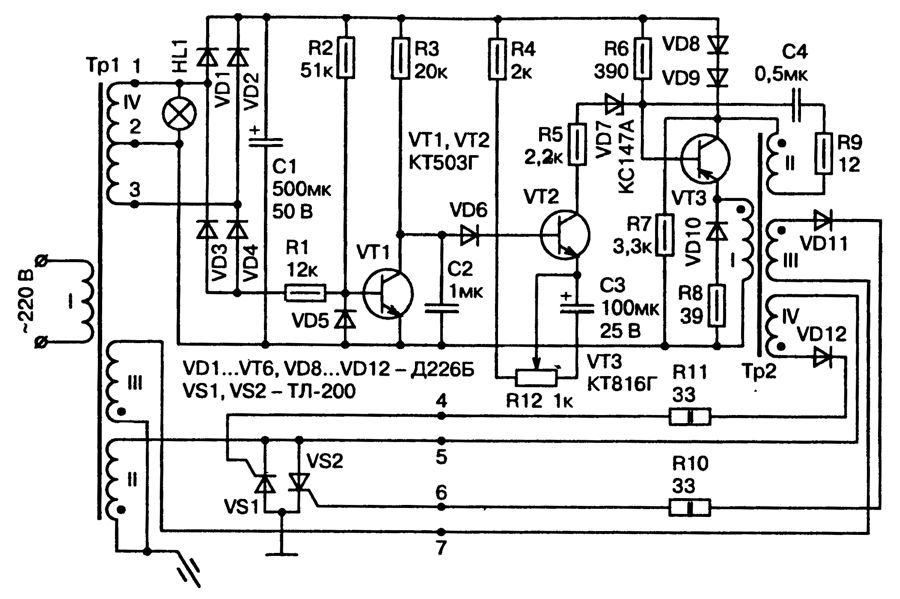 Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис.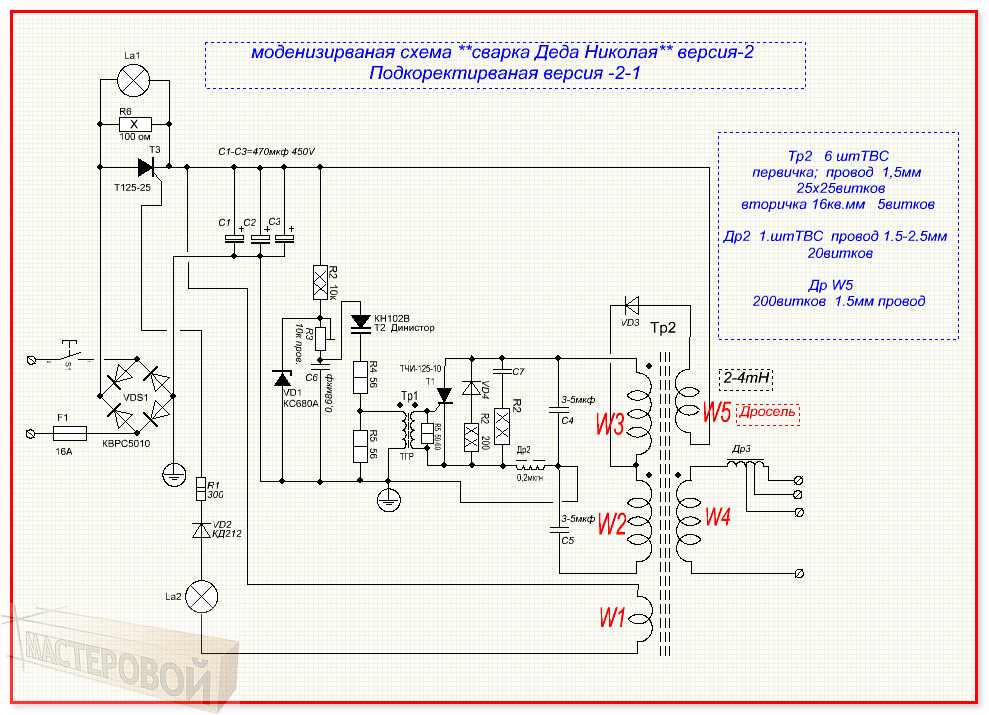 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.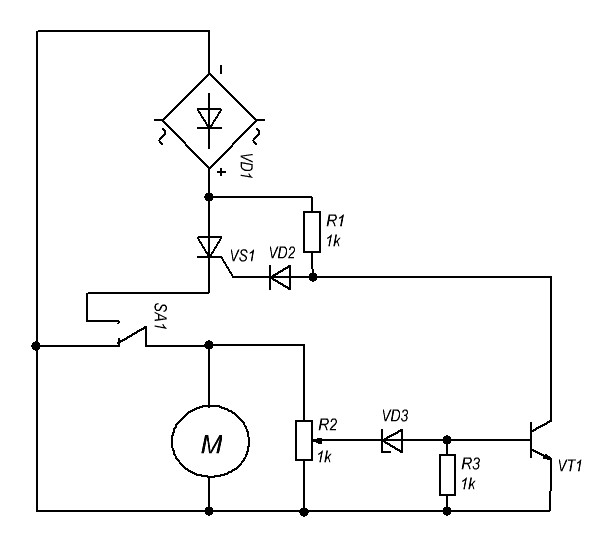
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии.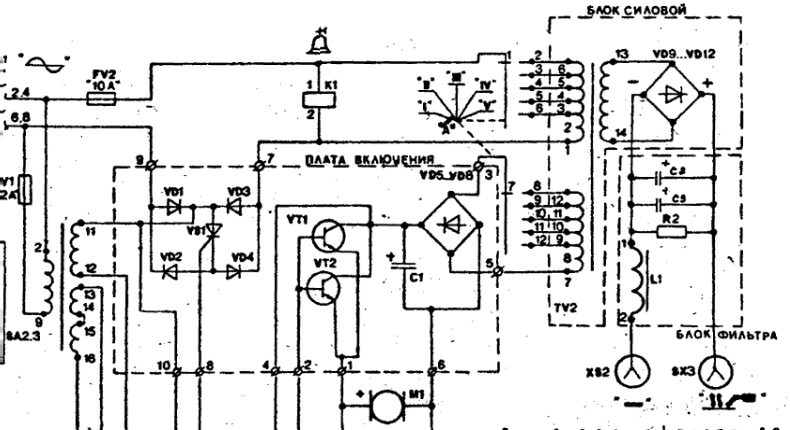 Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.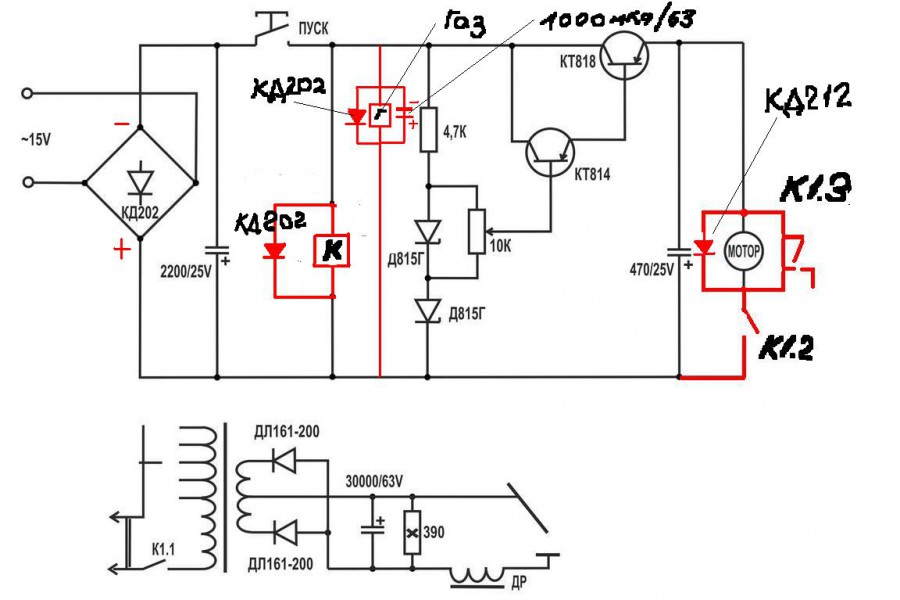
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
[attachment=8]
[attachment=9]
Источник: Радиолюбитель 7’2008
Девятый округ отменяет запрет Калифорнии на продажу полуавтоматических винтовок лицам моложе 21 года
Запрет Калифорнии на продажу полуавтоматических винтовок лицам моложе 21 года нарушает конституционное право на ношение оружия в целях самообороны, постановил в среду федеральный апелляционный суд, заявив, что вооружение молодых взрослые — это традиция, восходящая к основанию нации.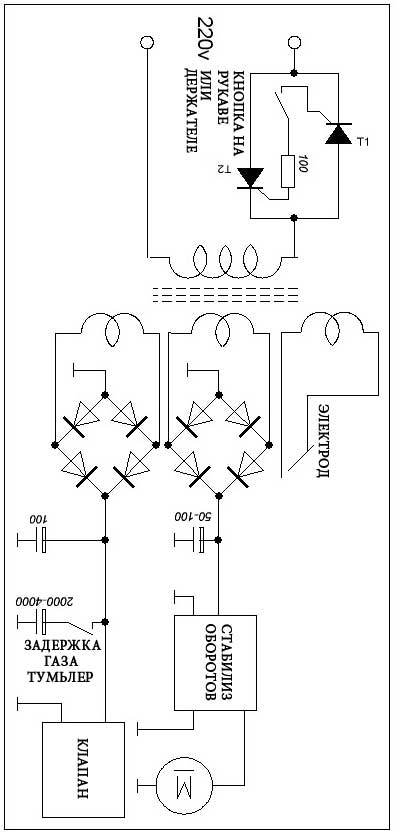
Законодатели ввели запрет после того, как 19-летний Джон Тимоти Эрнест использовал полуавтоматическую винтовку, чтобы убить женщину и ранить трех человек в синагоге в пригороде Сан-Диего Пауэй в апреле 2019 года.. Эрнест признал себя виновным в убийстве и был приговорен к пожизненному заключению без права досрочного освобождения. Предыдущий закон штата позволял людям в возрасте от 18 до 20 лет покупать оружие, если у них была охотничья лицензия.
Защитники оружия оспорили закон и были отклонены окружным судьей США М. Джеймсом Лоренцем из Сан-Диего, который сказал, что закон является действительной мерой общественной безопасности и не запрещает 18-летним владеть полуавтоматическими винтовками, если они получили разрешение. оружие от близкого члена семьи или служившего в правоохранительных органах или вооруженных силах.
В среду Девятый окружной апелляционный суд США в Сан-Франциско поддержал часть постановления Лоренца, подтверждающую закон Калифорнии, разрешающий 18-летним подросткам покупать «длинноствольные ружья» — не полуавтоматические винтовки — только если они имеют охотничьи лицензии.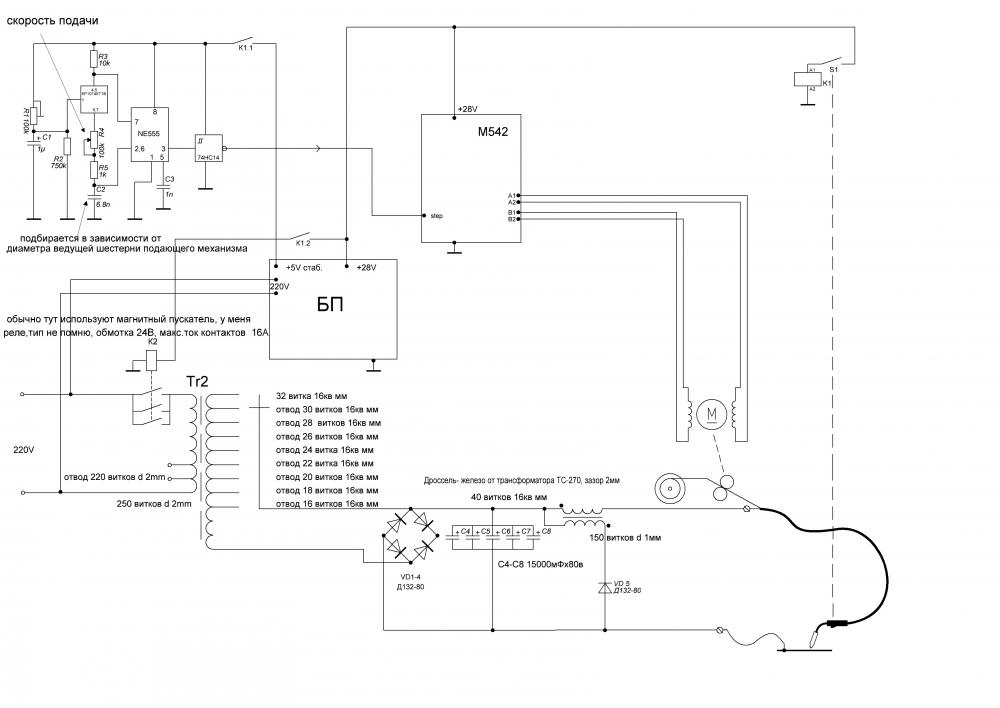 Коллегия из трех судей заявила, что закон не препятствует праву на самооборону.
Коллегия из трех судей заявила, что закон не препятствует праву на самооборону.
Но большинство членов группы заявило, что история США показывает, что авторы Второй поправки предназначались для защиты права молодых людей на получение и владение огнестрельным оружием, таким как полуавтоматические винтовки.
«Америка не существовала бы без героизма молодых людей, которые сражались и погибли в нашей революционной армии», — заявил судья Райан Нельсон в решении 2-1. «Сегодня мы подтверждаем, что наша Конституция по-прежнему защищает право, которое позволило им пожертвовать собой: право молодых людей хранить и носить оружие».
С самого начала, сказал Нельсон, каждый штат требовал, чтобы все белые мужчины в возрасте 18 лет и старше имели оружие и служили в милиции, что является традицией веков английского законодательства. И сегодня, по его словам, запрет на покупку оружия накладывает «серьезное бремя на основное право Второй поправки на самооборону дома».
Калифорния запрещает владение пистолетами лицам моложе 21 года. Хотя запрет на покупку полуавтоматических винтовок не распространяется на дробовики, по словам Нельсона, это оружие не так эффективно для самообороны, как полуавтоматы, из которых можно многократно стрелять без перезарядки. больше радиус действия и проще в использовании. А передача от членов семьи недоступна для молодых людей, чьи родители, бабушки и дедушки не имеют такого оружия, не хотят его передавать или скончались.
Хотя запрет на покупку полуавтоматических винтовок не распространяется на дробовики, по словам Нельсона, это оружие не так эффективно для самообороны, как полуавтоматы, из которых можно многократно стрелять без перезарядки. больше радиус действия и проще в использовании. А передача от членов семьи недоступна для молодых людей, чьи родители, бабушки и дедушки не имеют такого оружия, не хотят его передавать или скончались.
Штат также привел доказательства того, что лица в возрасте от 18 до 20 лет составляют менее 5% населения Калифорнии, но более 15% арестованных по подозрению в убийстве или непредумышленном убийстве.
Но Нельсон сказал, что цифры не оправдывают закон, потому что арестованные составляют всего 0,25% молодых людей. К нему присоединился судья Кеннет Ли, который заявил в отдельном мнении, что обоснование Калифорнии, если оно будет поддержано, может быть использовано для запрета мужчинам владеть огнестрельным оружием, поскольку они чаще, чем женщины, совершают насильственные преступления.
И Нельсон, и Ли были назначены тогдашним президентом Дональдом Трампом. Выражая несогласие, Сидни Стейн, федеральный судья из Нью-Йорка, временно прикомандированный к апелляционному суду и назначенный президентом Биллом Клинтоном, заявил, что закон Калифорнии является действенной мерой, направленной на «содействие общественной безопасности и сокращение насилия с применением огнестрельного оружия».
Существует достаточно доказательств того, что 18–20-летние «быстрее впадают в ярость, чем пожилые люди, и более уязвимы к резким перепадам настроения», — сказал Штейн.
Апелляционный суд, в котором 16 назначенных демократов из 29судьи, поддержал другие законы Калифорнии об оружии, в том числе запрет на оружейные магазины с более чем 10 патронами и ограничения на скрытое ношение оружия в общественных местах. Однако Верховный суд указал на ноябрьском слушании, что он, вероятно, отменит аналогичные ограничения на открытое ношение в штате Нью-Йорк.
Генеральный прокурор Роб Бонта может обратиться в апелляционный суд полного состава с просьбой провести новое слушание дела о полуавтоматических винтовках перед более широкой комиссией. В офисе Бонты заявили, что пересматривают постановление, вынесенное в среду.
В офисе Бонты заявили, что пересматривают постановление, вынесенное в среду.
«Калифорния продолжит принимать все необходимые меры для предотвращения и сокращения насилия с применением огнестрельного оружия», — говорится в заявлении офиса. «Мы по-прежнему привержены защите здравых законов Калифорнии об оружии, которые спасают жизни и делают наши сообщества безопаснее».
Адвокат Эстер Санчес-Гомес из Юридического центра Гиффордса по предотвращению насилия с применением огнестрельного оружия, который представил аргументы в поддержку государства, назвала решение «опасным неправильным толкованием защиты Второй поправки» и сказала, что это усугубит «и без того смертельную проблему».
Хейли Проктор, адвокат истцов, сказала: «Мы рады, что Девятый окружной суд подтвердил права взрослых в возрасте от 18 до 20 лет на хранение и ношение оружия».
Боб Эгелко — штатный автор San Francisco Chronicle. Электронная почта: begelko@sfchronicle. com Твиттер: @BobEgelko
com Твиттер: @BobEgelko
Отменен запрет Калифорнии на продажу полуавтоматических винтовок лицам моложе 21 года
В среду федеральный апелляционный суд постановил, что запрет Калифорнии на продажу полуавтоматических винтовок лицам моложе 21 года является неконституционным.
В решении 2-1 коллегия 9-го окружного апелляционного суда США установила, что 2-я поправка «защищает право молодых людей на хранение и ношение оружия, включая право на его покупку».
Постановление отменяет решение суда низшей инстанции не выносить судебный запрет на блокирование закона штата от 2019 года, запрещающего продажу полуавтоматических винтовок центрального воспламенения подросткам, что апелляционный суд назвал «юридической ошибкой».
«Америка не существовала бы без героизма молодых людей, которые сражались и погибли в нашей революционной армии», — написал в апелляционном суде судья Райан Д. Нельсон, назначенный президентом Трампом. «Сегодня мы подтверждаем, что наша Конституция по-прежнему защищает право, которое позволило им пожертвовать собой: право молодых людей хранить и носить оружие».
К Нельсону присоединился судья Кеннет К. Ли, еще один назначенец Трампа, выразивший собственное совпадающее мнение. Судья Сидни Х. Стейн, назначенный президентом Клинтоном, не согласился.
Суд оставил в силе отдельное требование штата о том, чтобы молодые люди получали охотничьи лицензии перед покупкой длинноствольного оружия. Федеральный закон запрещает продажу пистолетов лицам моложе 21 года дилерами, имеющими федеральную лицензию, но не частными лицами.
Калифорния Atty. В офисе генерала Роба Бонты заявили, что пересматривают решение суда.
«Калифорния продолжит принимать все необходимые меры для предотвращения и сокращения насилия с применением огнестрельного оружия», — заявили в офисе Бонты. «Мы по-прежнему привержены защите здравых законов Калифорнии об оружии, которые спасают жизни и делают наши сообщества безопаснее».
Офис Бонты может потребовать повторного рассмотрения дела апелляционным судом в полном составе.
Коалиция по политике в отношении огнестрельного оружия, один из истцов в судебном процессе, оспаривающем закон штата, объявила это решение своей победой.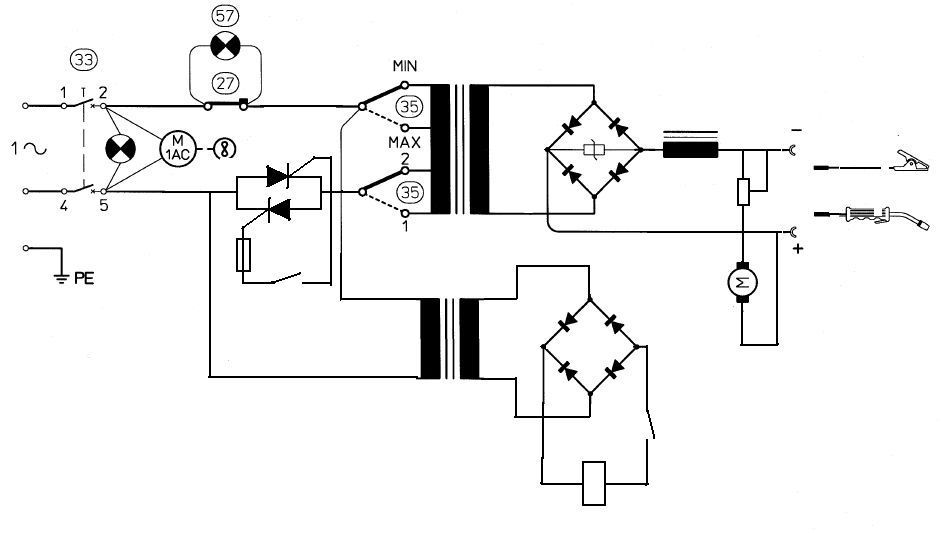
«Сегодняшнее решение подтверждает, что миролюбивым совершеннолетним совершеннолетним не может быть запрещено приобретать огнестрельное оружие и осуществлять свои права, закрепленные во Второй поправке», — говорится в заявлении Адама Краута, вице-президента группы по программам. «Мы рады видеть прогресс на этом важном юридическом фронте и надеемся, что аналогичные результаты будут получены в результате решения многих других наших проблем с возрастными запретами, поданными в суды по всей территории Соединенных Штатов».
Закон штата, оспариваемый иском коалиции, запрещал взрослым в возрасте от 18 до 21 года покупать полуавтоматические винтовки центрального воспламенения, но предусматривал некоторые исключения, например, для сотрудников правоохранительных органов или военных. В нем также говорилось, что молодые люди могут получить такое оружие в подарок от своих родителей.
Частично на основании этих разрешений окружной судья США М. Джеймс Лоренц из Сан-Диего постановил, что закон является действительной мерой общественной безопасности.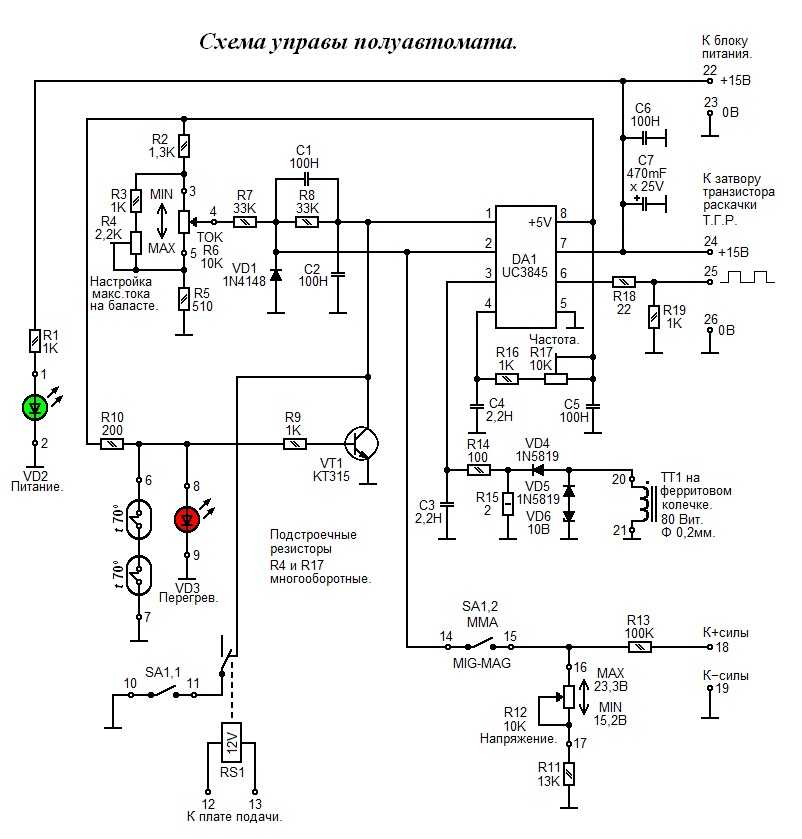
Коллегия 9-го округа отклонила это рассуждение, установив вместо этого, что закон несправедливо обусловливает права молодых людей определенными критериями, такими как их работа в правоохранительных органах или действия других лиц, таких как их родители.
Он процитировал исторический прецедент использования огнестрельного оружия молодыми людьми в США с небольшими ограничениями в прошлом — и особенно винтовок, если не всегда пистолетов. И было установлено, что запрет на покупку таких винтовок молодым людям ущемляет их право на самооборону, особенно с учетом того, что им уже запрещено покупать пистолеты федеральным законом.
Это последнее решение ставит под сомнение современные меры контроля над оружием в Калифорнии, где действуют одни из самых строгих законов об оружии в стране. В последние годы дела оспаривали запрет штата на штурмовое оружие и его запрет на магазины большой емкости.
Некоторые сторонники контроля над огнестрельным оружием возлагают вину за этот сдвиг на назначенцев Трампа, занимающих места в судах по всей стране и в Калифорнии в последние годы, и некоторые разделили это мнение и в среду.
«Судьи Трампа продолжают уничтожать Конституцию», — написал сенатор штата Скотт Винер (штат Сан-Франциско) в Твиттере о решении 9-го округа. «Последнее: 18-летние имеют «конституционное право» владеть машинами для массовых убийств».
Законодатели ввели запрет на продажу винтовок молодым людям после нескольких нападений молодых людей с применением винтовок, включая стрельбу 19-летнего-летний боевик, убивший 17 человек в средней школе Паркленда, штат Флорида, в 2018 году, и еще одно нападение 19-летнего боевика, убившее одного и ранившее других в синагоге недалеко от Сан-Диего в 2019 году.
Сенатор штата Энтони Портантино (D-La Cañada Flintridge), который спонсировал закон о запрете, заявил в среду, что он разочарован решением суда, отменяющим его, но рад, что требование лицензии на охоту на длинноствольное оружие было оставлено в силе.
«Я по-прежнему привержен тому, чтобы смертоносное оружие не попало в чужие руки, — сказал Портантино. «Безопасность студентов в наших кампусах — это то, за что мы все должны сплотиться, и разумный контроль над оружием — часть этого решения».
Юджин Волох, профессор права Калифорнийского университета в Лос-Анджелесе, который преподает правила обращения с оружием, сказал, что решение суда согласуется с идеей, общей для большей части законов США, что основные права взрослых в этой стране обычно предоставляются в возрасте 18 лет, а не 21 года.
«Люди в Америке обычно имеют свои права, начиная с 18 лет, весь их набор прав», — сказал он.
Волох также сказал, что суд принял взвешенный подход в своем решении, отменив запрет на продажу винтовок несовершеннолетним, что равносильно «запрету», оставив в силе более «скромное регулирование», требующее, чтобы они охотились. лицензии на длинноствольное оружие.
Адам Винклер, еще один профессор права Калифорнийского университета в Лос-Анджелесе, специализирующийся на законах о 2-й поправке, сказал, что считает решение суда «предвестником грядущих событий», поскольку федеральные суды все более широко рассматривают поправку.
«Это постановление является лишь первым из многих, которые поставят под сомнение многие из главных пунктов повестки дня вновь активизировавшегося движения за безопасность оружия», — сказал Винклер.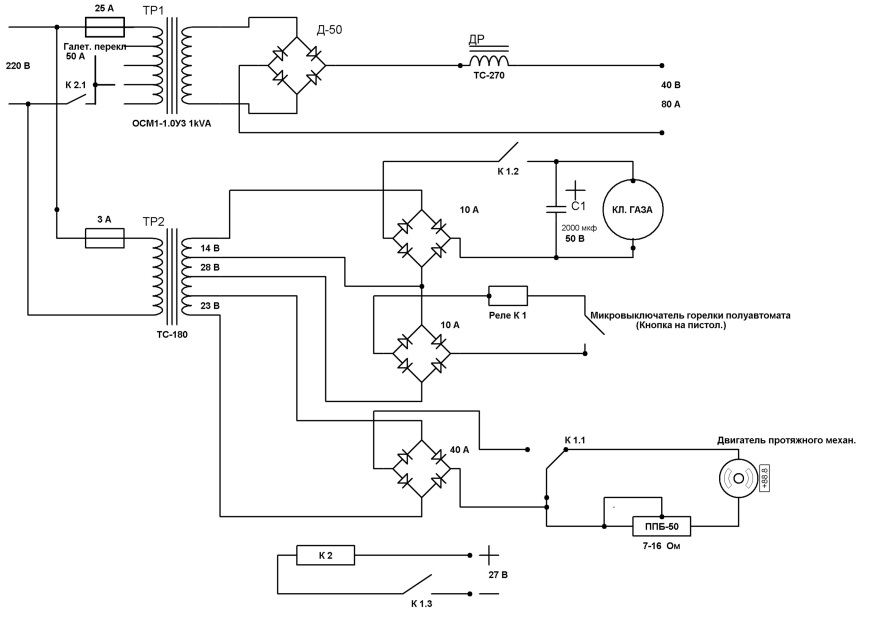
Высокий суд возвращает в 4-й округ иск о запрете штурмового оружия в штате Мэриленд, цитирует Бруена
Автор: Стив Лэш Журналист Daily Record по юридическим вопросам 30 июня 2022 г.
Верховный суд США в четверг направил конституционный иск против запрета Мэриленда на полуавтоматическое штурмовое оружие обратно в суд низшей инстанции с инструкциями о том, что он должен применять широкое толкование судьями права Второй поправки на хранение и ношение оружия, которое они выдали последним неделя.
Окружной апелляционный суд США 4 th поддержал запрет, заявив, что он способствует достижению цели Мэриленда по защите общественной безопасности, не посягая на то, что Верховный суд счел конституционным правом законопослушных граждан на владение пистолетами для личного пользования. -защита.
Однако в деле New York State Rifle & Pistol Association Inc. против Брюена 23 июня Верховный суд постановил, что ограничения на владение оружием должны соответствовать не только интересам штата, но и тексту конституции, истории и традициям.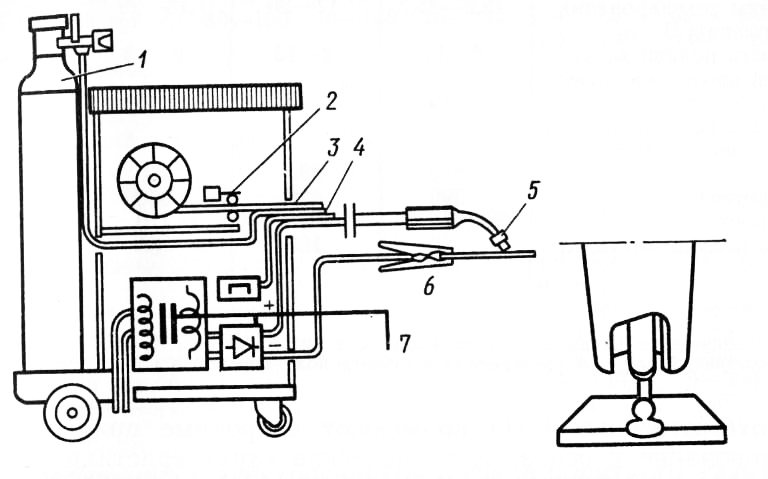 ограничений на огнестрельное оружие.
ограничений на огнестрельное оружие.
Что касается пистолетов, суд постановил в Bruen , что текст, история и традиции не запрещают законопослушным гражданам иметь оружие вне дома.
Оставленный без ответа — и теперь возвращающийся к округу 4 th — выдержит ли запрет на штурмовое оружие в Мэриленде проверку текстом, историей и традициями.
Дело зарегистрировано в 4 округе как Доминик Бьянки и др. против Брайана Э. Фроша и др. , № 21-1255.
Генеральный прокурор Мэриленда Брайан Э. Фрош заявил в своем заявлении после вынесения Верховным судом предварительного заключения, что запрет «запрещает смертоносное огнестрельное оружие военного образца, которое не является необходимым или подходящим для самообороны, охоты или отдыха.
«Они также представляют серьезную угрозу для общественной безопасности, как показали недавние массовые расстрелы в других штатах», — заявил Фрош. «Несмотря на недавнее решение Верховного суда в Bruen , закон Мэриленда, запрещающий штурмовое оружие, остается в силе, и мой офис будет продолжать энергично защищать его конституционность в судах. Жители Мэриленда имеют право на защиту от этого опасного оружия».
Жители Мэриленда имеют право на защиту от этого опасного оружия».
Но защитник прав на оружие Марк У. Пеннак сказал, что ожидает отмены запрета, если не 4 -й Цепь затем Верховным судом.
«Нет ни текста, ни истории, ни традиции запрета этих определенных типов винтовок, — сказал Пеннак, поверенный и президент Maryland Shall Issue Inc. — Я не знаю, что предпримет Апелляционный суд, но я думаю, они (государство) должны проиграть».
Пеннак сказал, что полуавтоматические винтовки, как и пистолеты, широко используются законопослушными гражданами для самозащиты.
Maryland Shall Issue не является стороной в деле, возвращенном в 4 -й Circuit, проиграв в предыдущем оспаривании запрета. Но Пеннак сказал: «Мы болеем со стороны».
Сторонники, подавшие апелляцию в Верховный суд, включают Коалицию по политике в отношении огнестрельного оружия из Сакраменто, Калифорния; трое владельцев оружия из Мэриленда; оружейный магазин Field Traders в округе Энн-Арундел; и две группы из Белвью, штат Вашингтон, Фонд Второй поправки и Гражданский комитет за право хранить и носить оружие.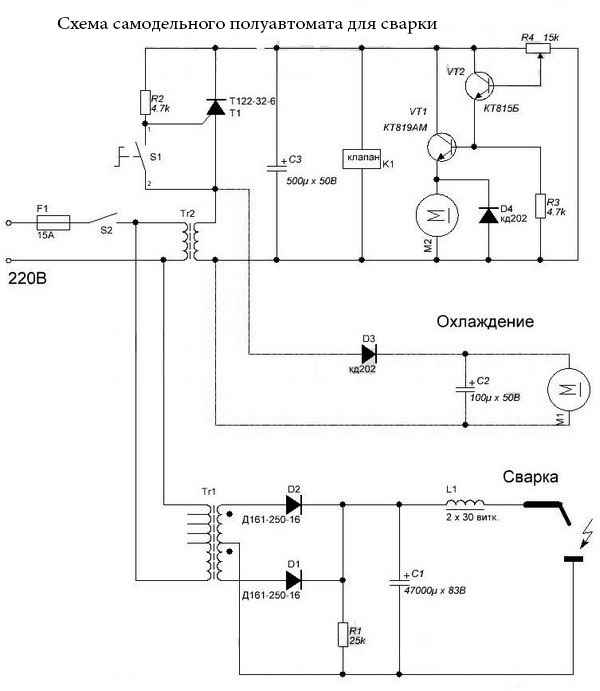
Апелляция адвокатов стала их второй апелляцией в Верховный суд на запрет штата Мэриленд в 2013 году. В ноябре 2017 года Верховный суд без комментариев отказался пересматривать 4 th Решение окружного апелляционного суда США по этому делу, Kolbe v. Hogan .
Адвокаты возобновили свой отвод в окружной суд США в Балтиморе в 2020 году. Они правильно предсказали в судебных документах, что их аргумент будет отклонен как на стадии судебного разбирательства, так и при рассмотрении апелляции в 4-м округе в свете решения по делу Kolbe , подготовив почву для их нового вызова в Верховный суд.
Верховный суд, вернувший дело в 4 -й округ заметно отличался от состава комиссии, отклонившей апелляцию пять лет назад. Судья Энтони Кеннеди ушел в отставку, а судья Рут Бейдер Гинзбург умерла, что привело к назначению тогдашним президентом Дональдом Трампом судей Бретта Кавано в октябре 2018 года и Эми Кони Барретт в октябре 2020 года. Закон о безопасности и продвигал законопроект, запрещающий 45 единиц штурмового оружия, включая AR-15, через Сенат в качестве председателя Комитета по судебным разбирательствам палаты.
Закон о безопасности и продвигал законопроект, запрещающий 45 единиц штурмового оружия, включая AR-15, через Сенат в качестве председателя Комитета по судебным разбирательствам палаты.
В документах, поданных в Верховный суд в апреле, Фрош упомянул множество смертоносных событий, связанных с штурмовым оружием, в том числе убийство 14 декабря 2012 года 20 первоклассников и шести сотрудников начальной школы Сэнди-Хук в Ньютауне, штат Коннектикут; убийство 12 июня 2016 г. 49 человек в ночном клубе Pulse в Орландо, Флорида; 1 октября 2017 г. убийство 58 человек на музыкальном фестивале в Лас-Вегасе, штат Невада; и убийство 14 февраля 2018 года 17 учеников и сотрудников средней школы Марджори Стоунман Дуглас в Паркленде, Флорида.
Заявление Фроша предшествовало убийству 24 мая 19 учеников и двух учителей 18-летним мужчиной, вооруженным винтовкой AR-15, в начальной школе Робба в Увальде, штат Техас.
×
Наслаждайтесь этой бесплатной статьей.