Как собрать сварочный полуавтомат своими руками. Какие компоненты потребуются для сборки. Какие преимущества у самодельного сварочного полуавтомата. Каковы основные этапы сборки устройства.
Основные компоненты самодельного сварочного полуавтомата
Для сборки простого и надежного сварочного полуавтомата своими руками потребуются следующие основные компоненты:
- Сварочный трансформатор мощностью 1,8-3 кВт
- Выпрямительный блок на диодах или тиристорах
- Дроссель для сглаживания пульсаций тока
- Механизм подачи сварочной проволоки
- Блок управления на основе реле или микроконтроллера
- Сварочная горелка с кабель-шлангом
- Редуктор и баллон с защитным газом (для сварки в среде защитных газов)
Преимущества самодельного сварочного полуавтомата
Изготовление сварочного полуавтомата своими руками имеет ряд преимуществ:
- Существенная экономия средств по сравнению с покупкой готового аппарата
- Возможность адаптировать конструкцию под свои потребности
- Глубокое понимание принципов работы устройства
- Возможность самостоятельного ремонта и модернизации
- Удовлетворение от создания сложного устройства своими руками
Основные этапы сборки сварочного полуавтомата
Процесс сборки самодельного сварочного полуавтомата включает следующие основные этапы:

- Изготовление или приобретение сварочного трансформатора
- Сборка выпрямительного блока
- Намотка дросселя
- Изготовление механизма подачи проволоки
- Сборка блока управления
- Монтаж компонентов в корпусе
- Подключение сварочной горелки
- Настройка и тестирование аппарата
Изготовление сварочного трансформатора
Сварочный трансформатор является ключевым элементом полуавтомата. Его можно изготовить самостоятельно или использовать готовый. При самостоятельном изготовлении:
- Используется железный сердечник от трансформатора ТС-270
- Первичная обмотка наматывается проводом сечением 2,5-4 мм²
- Вторичная обмотка выполняется медной шиной сечением 30-50 мм²
- Обмотки изолируются термостойкой лентой
Сборка выпрямительного блока
Выпрямительный блок преобразует переменный ток трансформатора в постоянный. Для его сборки:
- Используются мощные диоды или тиристоры на ток 100-200 А
- Диоды/тиристоры устанавливаются на радиатор охлаждения
- Собирается мостовая схема выпрямления
- Устанавливается сглаживающий конденсатор большой емкости
Намотка сглаживающего дросселя
Дроссель сглаживает пульсации выпрямленного тока. Для его изготовления:
- Берется железный сердечник от трансформатора ТВС
- Наматывается 30-50 витков медной шины сечением 20-30 мм²
- Обмотка изолируется термостойкой лентой
- В магнитопроводе делается воздушный зазор 1-2 мм
Изготовление механизма подачи проволоки
Механизм подачи обеспечивает равномерную подачу сварочной проволоки. Его можно изготовить из:
- Моторедуктора от стеклоподъемника автомобиля
- Подающих роликов с насечкой
- Прижимного устройства с регулировкой усилия
- Направляющей втулки для проволоки
Сборка блока управления
Блок управления координирует работу всех узлов полуавтомата. Его можно собрать:
- На основе электромагнитных реле
- С использованием микроконтроллера Arduino
- На логических микросхемах
Блок управления обеспечивает:
- Включение/выключение сварочного тока
- Регулировку скорости подачи проволоки
- Управление подачей защитного газа
- Защиту от перегрузок
Монтаж компонентов в корпусе
Все компоненты монтируются в металлическом корпусе. При этом:
- Обеспечивается надежное заземление корпуса
- Силовые элементы размещаются на радиаторах охлаждения
- Устанавливается вентилятор принудительного охлаждения
- Монтируются разъемы для подключения сварочных кабелей
Настройка и тестирование аппарата
После сборки необходимо выполнить настройку и тестирование:
- Проверить все электрические соединения
- Настроить параметры блока управления
- Отрегулировать механизм подачи проволоки
- Выполнить пробную сварку для проверки работоспособности
Меры безопасности при сборке и эксплуатации
При самостоятельном изготовлении сварочного полуавтомата необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты при сварке
- Обеспечить надежное заземление корпуса аппарата
- Не прикасаться к оголенным токоведущим частям
- Работать в хорошо вентилируемом помещении
- Не допускать попадания влаги внутрь аппарата
Заключение
Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.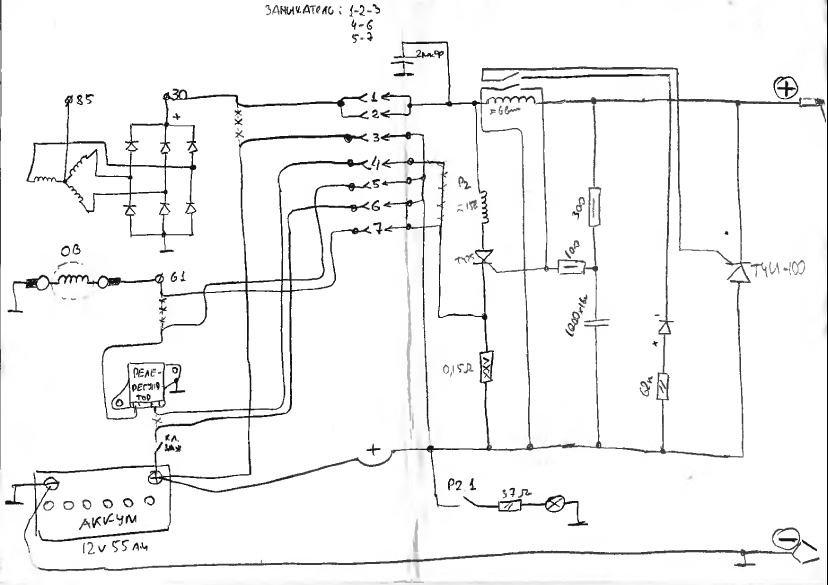
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5. 1 включает ток сварки.
1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1. ..10 сек).
..10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в.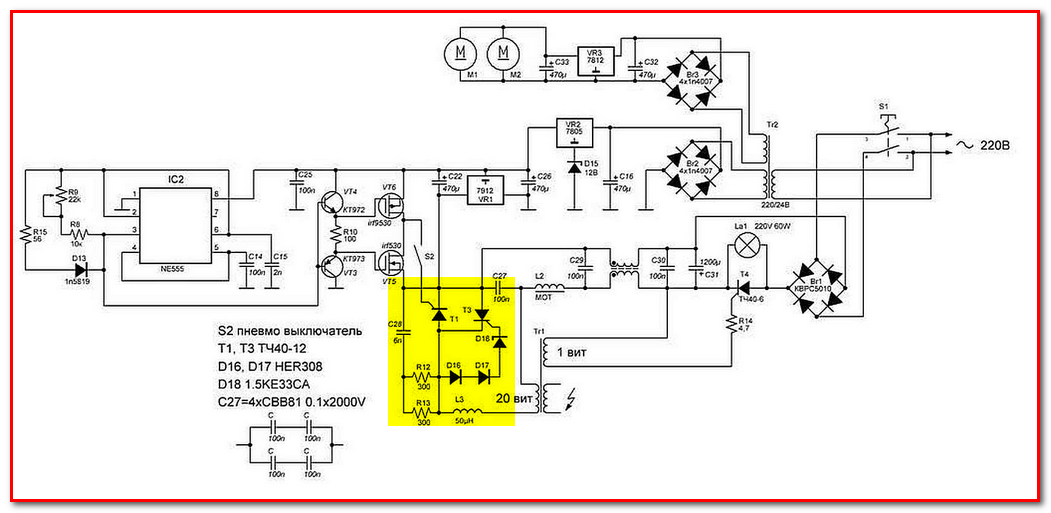 превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.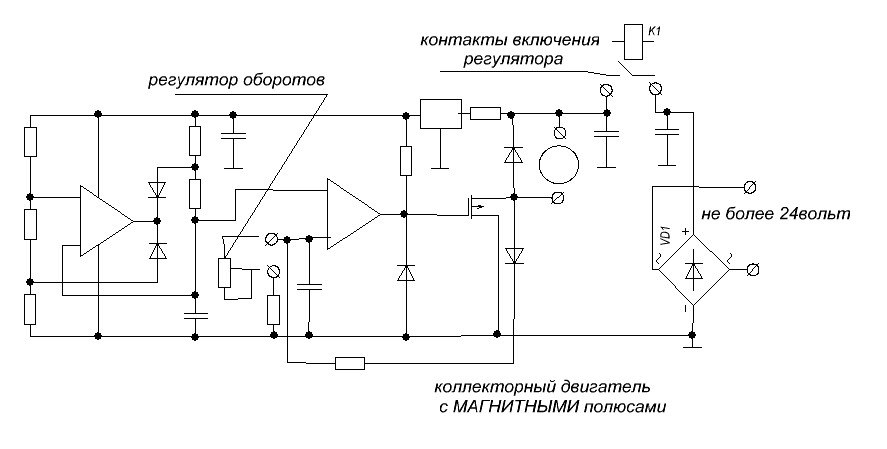
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата281
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Самодельный сварочный полуавтомат | Сварка своими руками
Сэкономить на приобретении сварочного полуавтомата возможно, если собрать его самостоятельно. При этом можно получить высококачественную сварку для ответственных конструкций, например, автомобиля, которая ни в чем не будет уступать дорогому аппарату, купленному в магазине. Сварочным оборудованием собранным своими руками, доступно выполнение качественной сварки и получение прочных соединений.
Вариант полуавтомата №1 «Собрать с нуля»
Схема приведенная ниже проверена, по ней собраны и успешно работают несколько сварочных аппаратов, которые жужжат бесперебойно уже не один год.
Приведенная схема упрощена специально, чтобы со сборкой мог справится даже новичек, не владеющий особыми знаниями.
Силовой трансформатор Tr1 намотан на лабораторный автотрансформатор на 10А. Первичную обмотку транса оставляем без изменений, но выводы для регулировки тока расположены через пятнадцать витков. Вторичная состоит из двух обмоток по тридцать витков
Дроссель L1 можно намотать на рамке от телевизионного трансформатора шиной из меди в две обмотки по тридцать витков)
Транс Tr2 подберите какой найдете на 13В, трехамперный.
Движок М2 –для подачи элетрода-проволоки можно взять от дворников старого автомобиля.
Движок М1 –вентилятор от системного блока (компа) – система охлаждения .
R4 – регулятор движения проволоки.
Релюшку включения силового трансформатора можно не устанавливать, так же можно обойтись без реле тормозной системы двигателя подачи.
Вариант №2. Берем за основу сварочник ММА.
За основу в самодельном полуавтомате можно взять обыкновенный инвертор постоянного тока для бытовых работ, который стоит не дорого. К примеру, инвертор MINIONE подойдет для этих целей.
Avrora Minione 1600
К минивану нужно собрать выпрямитель, который состоит из мощных диодов, дросселя и мощного, емкостью примерно 50мкФ, конденсатора. Приобрести шлаг, протяжный механизм, который продается отдельно. В качестве тормоза для катушки с присадочным материалом можно взять обычную резинку со старого магнитофона (если еще есть такой в хозяйстве). Он необходим для того, чтобы когда подача останавливается, катушка не продолжала свое вращение самостоятельно.
сварочная проволока 08Г2С
Для питания регулятора подачи проволоки можно использовать схему, которая состоит из автомобильных реле, блока питания на 12В, используемого для потолочного освещения, выпрямителя постоянного тока (блока диодов). Регулятор подключается к электродвигателю, который вращает катушку.
Простой и надежный сварочный полуавтомат — Меандр — занимательная электроника
Поделюсь с пользователями данного сайта секретом, как сделать простой и надежный сварочный полуавтомат. Аппарат заслужил наивысшую оценку, поэтому не пожелеете если соберете такой и себе. Чтобы повторить устройство не надо особых знаний по электротехнике, а схема не содержит дорогих и дефицитных деталей.
Сварочный полуавтомат своими рукамиСварочный полуавтомат своими руками
Вот и схема, максимально упрощеная, без лишних наворотов, проверена годами.
Трансформатор Tr1 — ЛАТР на 10А, Первичная обмотка без изменений, только тводы для регулировки тока через 15 витков. Вторичная — две обмотки по 30 витков из медной шины 6х3 мм.
Дроссель L1 намотан на сердечнике от трансформатора ТС-270 от телевизора, медной шиной 6х3.5 мм в две обмотки по 30 витков (каждая обмотка в два слоя по 15 витков).
Трансформатор Tr2 — любой 12-14В, 3А.
Мотор М2 — мотор подачи проволоки, использован от дворников ВАЗ классика.
Клапан К1 — клапан омывателя ВАЗ 2108
Мотор М1 — кулер от компьютерного блока питания, нужен для охлаждения при работе на больших токах.
Переменным резистором R4 регулируется скорость подачи проволоки.
РЕЛЕ ВКЛЮЧЕНИЯ СИЛОВОГО ТРАНСА НЕ СТАВИЛ! Прекрасно обхожусь без него, никаких дуг после остановки подачи нет!

Общий вид:
Сварочный полуавтомат своими рукамиСиловой трансформатор намотан на ЛАТР 10А
Сварочный полуавтомат своими рукамиСиловые диоды 250А на радиаторах, всегда чуть теплые.
Самодельный полуавтомат сварочный своими руками: схема, как правильно использовать
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Как инвертор переделать в полуавтомат
Для работы понадобится:
- Инверторный аппарат, который может сформировать сварочный ток в 150 А.
- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.

- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
Схема сварочного полуавтомата
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами.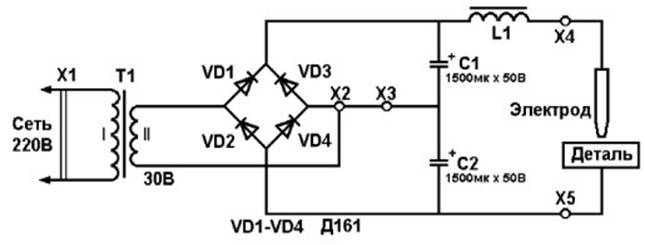 Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Сварочный полуавтомат своими руками — схема для сборки
Изделие, которое предназначено для процесса сварки называется сварочным полуавтоматом. Аппараты для сварки бывают разных форм и видов, но главное, чтобы этот механизм надежно работал, был качественным, практичным, безопасным и служил долгие годы.
Схемы самодельных сварочных полуавтоматов можно найти в интернете или узнать, получив консультацию специалиста. Данный инструмент пригодится в любом хозяйстве, хранить его можно как дома, так и в гараже или на даче. Для того чтобы сварка полуавтомат своими руками работала, необходимо знать кое-что о принципах работы этого механизма.
Данный инструмент пригодится в любом хозяйстве, хранить его можно как дома, так и в гараже или на даче. Для того чтобы сварка полуавтомат своими руками работала, необходимо знать кое-что о принципах работы этого механизма.
Виды сварочных полуавтоматов
Во-первых, нужно отметить, что сварочные аппараты делятся на следующие виды:
- для сварки под слоем флюса;
- для сварки на газах;
- а также для сварки порошковой проволокой.
Бывает такое, что для качественного результата необходимо взаимодействие этих видов аппаратов.
Кроме вышеперечисленных видов, эти изделия делятся и по другим критериям и бывают:
- однокорпусные и двукорпусные;
- стационарные, переносные и передвижные;
- профессиональные, полупрофессиональные и любительские;
- тянущие, толкающие.
Иногда для полноценной и качественной работы необходимо приобрести дополнительное оборудование (например, баллон с углекислым газом).
Основные составляющие сварочного аппарата и принцип сварки
Сварочный полуавтомат своими руками, схема которого не представляет особой сложности, состоит из нескольких основных элементов:
- источник питания;
- устройство с основной функцией – управление сварочным током;
- рукава;
- горелки;
- зажимы.
Источником питания может служить трансформатор, инвертор или выпрямитель. От того, какой источник питания выбран, зависит объем и цена сварочника. Лучшими называют инверторные источники питания.
Электрическая схема сварочного полуавтомата предусматривает, что тип сварки влияет на слаженность работы оборудования в целом.
Принцип работы аппарата заключается в перемещении и регулировке грелки, в контроле и отслеживании сварочного процесса.
Также схемы самодельных сварочных аппаратов предусматривают определенную последовательность работы. На начальном этапе проходит подготовительная продувка системы для дальнейшей подачи газа. Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Следующим запускается источник питания дуги. Потом подается проволока и начинается движение полуавтомата с определенной скоростью. По окончании процесса, необходимо обеспечить заварку кратера и защиту шва.
Нужно также учесть, что процесс сварки выполняется в специальном помещении с применением сварочного оборудования.
Сварка полуавтомат своими руками предусматривает обязательное соблюдение правил безопасности. Нужно проверить исправность всех механизмов, перепроверить заземлен ли корпус устройства. Во время сварки, нельзя облокачиваться или опираться на аппарат. Если с аппаратом возникли какие-то неполадки, следует немедленно прекратить работу и прибегнуть к помощи специалиста.
Плюсы и минусы сварочного аппарата, и советы по его изготовлению своими руками
Сварочный полуавтомат своими руками, схема которого рассмотрена выше, имеет свои достоинства и недочеты.
К преимуществам можно отнести высокий коэффициент полезного действия, минимальную потерю энергии и расход электротехнического материала.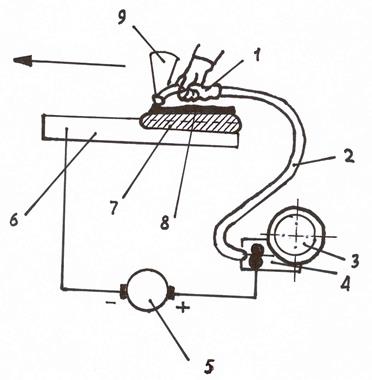 Этот современный механизм характеризуется небольшими габаритами и весом, высоким качеством шва и возможностью работы с любыми сплавами. Его удобно передвигать к месту сварки, и он имеет достаточно высокий уровень безопасности.
Этот современный механизм характеризуется небольшими габаритами и весом, высоким качеством шва и возможностью работы с любыми сплавами. Его удобно передвигать к месту сварки, и он имеет достаточно высокий уровень безопасности.
Недостатками этого аппарата можно считать его высокую стоимость и плохую работу в условиях отрицательных температур.
Существуют инструкции для изготовления полуавтоматов для сварки своими руками, которые, как правило, предусматривают их применение в мелких бытовых целях. Именно исходя из этого и производятся основные расчеты по его изготовлению. Лучше всего для изготовления этого аппарата ручным способом, использовать трансформаторное железо.
Изучив, что такое электросхема сварочного полуавтомата и основные принципы его действия можно без особого труда сделать сварочный аппарат самостоятельно. Важно не забывать об электробезопасности и правилах, удобнее выполнять работы по изготовлению сварочного полуавтомата в домашних условиях вдвоем. Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Также нужно помнить, что электрическая схема сварочного полуавтомата предусматривает предварительные расчеты, которые лучше лишний раз перепроверить.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схема простого сварочного полуавтомата
Сварочные полуавтоматы (СПА) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности.
В этой статье рассмотрена конструкция наиболее простого сварочного полуавтомата, а также основные принципы работы и требования, предъявляемые к сварочным не нажатом положении). В других подающих механизмах двигатели имеют обмотку реверса движения.
Рис. 1. Структурная схема.
В основном используют двигатели постоянного тока. В некоторых современных портативных СПА механизм подачи как бы вращается вокруг проволоки, тем самым, заставляя двигаться ее, благодаря нарезанию резьбы вокруг проволоки.
Существуют подающие механизмы, находящиеся на рукаве у самого наконечника, они выполнены в виде цанги, которая является сердечником соленоидной катушки. При воздействии импульса цанга захватывает проволоку и оттягивает ее на небольшое расстояние, отпуская проволоку только в конце движения. При поступлении серии импульсов проволока потихоньку двигается.
Рис. 2. Конструкция.
В данной статье остановимся на самом простом варианте. Для любого простого СПА необходим в первую очередь сварочный трансформатор. Так как СПА обязан проваривать металл толщиной до 3 мм, то с учетом [1, 2] его мощность должна быть 1,8-3 кВт при напряжении холостого хода 40-60 В и крутопадающей характеристике (можно с низким КПД, т.е. собранном в любительских условиях).
Для соблюдения мер безопасности в холостом режиме СПА не должен выдавать напряжение на наконечник рукава. Логика управления должна соответствовать диаграмме на рис. 3, где имк — напряжение включения СПА, снимаемое с микровыключателя; идв -напряжение, подаваемое на двигатель; ирев — напряжение, подаваемое на реверсивную обмотку двигателя; Ucna -напряжение, подаваемое на рукав и на отсекатель газа.
Рис. 3. Диаграмма логики управления.
Принципиальная схема
Схема на рис.4 является наиболее распространенной, хотя имеет ряд недостатков. В некоторые СПА устанавливают трансформаторы с многовыводной первичной обмоткой.
Это делается для возможности регулировки тока. Но, как показали многолетние испытания, регулировка таким способом отрицательно сказывается на качестве свариваемого шва. Поэтому автор использовал сварочный реостат R2 (рис.4), который также применяется при сварке электродами.
Рис. 4. Принципиальная схема простого сварочного полуавтомата.
Изменение тока сварки с помощью реостата является наиболее простым и очень эффективным средством при регулировке сварочной дуги с разной толщиной металла. Автору удавалось сваривать изделия для швейной промышленности (оверлоков), имеющие размеры 5×5 мм с толщиной 0,5 мм, а также пруты для оконных решеток толщиной 1 см, и при этом никаких конструктивных изменений в СПА не вводилось.
Рис. 5. Схема подключения.
При нажатии SA1 (рис.4) вольтметр РА1 показывает напряжение Х.Х., на наконечнике рукава напряжение отсутствует. При нажатии SA2 включается подача проволоки, контакты SA2.2 замыкаются, а SA2.1 размыкаются. Срабатывает реле К1, замыкаются контакты К1.1 — К1.3. Включается отсекатель тока КЗ, отсекатель газа К4, а К1.3 замыкает цепь питания двигателя М.
В данной схеме рассматривается двигатель с реверсивной обмоткой. Для двигателя подачи с электротормозом схема включения показана на рис.5 (где 1 — двигатель; 2 — электротормоз). Через К1.2 заряжается С11.
По окончании режима сварки (SA2 не нажата) цепь питания К1 разрывается, а к К2 через замкнутые контакты SA2.1 от С11 подводится напряжение питания. В результате K2.1 и К2.2 замыкаются. Включается обмотка реверса двигателя М. А так как отсекатель тока КЗ и отсекатель газа К4 остаются включены, благодаря контактам К2.1, то на наконечнике рукава присутствует напряжение питания и подается углекислота.
Это необходимо для того, чтобы подающая проволока отгорела в месте окончания сварки без ухудшения качества свариваемого шва. Одновременно реверсивный режим работы двигателя демпфирует инерционность редуктора и якоря двигателя. По окончании разряда конденсатора С11 реле К2 отключается и СПА переходит в начальное положение.
Элементы
Подающий механизм взят от сварочного полуавтомата типа А547УмПДГ-309. Реле K1, K2 типа ТКЕ-54ПД1 или аналогичные с максимальным током на контактах до 2 А. Реле КЗ КМ200Д-В, реле К4 — отсекатель газа (идет в комплекте с подающим).
Трансформатор TV1 любой сварочный с габаритной мощностью 3 кВт. Выключатель SA1 — пакетный на 380 В, 15 А или два спаренных типа ВДС 6320-75 на 15 А. Предохранитель РА1 на 15 А.
Силовой дроссель L1: сердечник из низкочастотного железа от трансформатора на габаритную мощность 1,5-3 кВт. Обмотка имеет 40-80 витков сечением 20 мм . Автор использовал стандартный дроссель от сварочного полуавтомата типа А547УмПДГ-309. L2 — ДФ2 или любой другой на ток 2 А.
L2 — ДФ2 или любой другой на ток 2 А.
В зазор установлена полоска из текстолита толщиной 7 мм (рис.6). Диоды VD1-VD4 типа ВЛ-200-90 или другие низкочастотные с током пропускания не менее 100 А. Радиатор стандартный 7x8x10 см.
Рис. 6. В зазор трансформатора установлена полоска из текстолита толщиной 7 мм.
VD9 — Д816Д на радиаторе с площадью рассеивания 100 см , VD5-VD8 — Д226 с любым буквенным индексом; C1, C2 — 0,1 на 400 В, любые металлобумажные; C3-С8 -10000 на100 В типа К50-32, можно К50-18,К50-19; С9-С11 — 100 на 100 В К50-27, можно другие; R1 — шунт типа 75ШС ММЗ-500; R2 — реостат сварочный, можно от регулятора аргонно-дуговой сварки; R3 — 20 Ом ПЭВ-5-77; R4 — 47 Ом, реостат переменный 22 Вт; R5- 12 Ом ПЗ-75; R6- 100 Ом ПЗ-75; РА1 — вольтметр с пределом шкалы 75-100 В типа М43300, М43100; РА2 — амперметр с пределом шкалы 300500 А типа М43300, М43100.
Провода, указанные на схеме утолщенной линией, должны иметь площадь сечения не менее 20 мм.
Конструкция
На рис. 7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
7 (а — вид сбоку; б — вид сверху) показана конструкция сварочного полуавтомата в сборе: 1 — трансформатор; 2 — диодный мост; 3 — дроссель L1; 4 — реостат R2; 5 — баллон углекислоты; 6 — «масса»; 7 -редуктор; 8 — подающий механизм; 9 — рукав; 10 — предохранитель; 11 — пакетный выключатель SA1; 12 -вольтметр, амперметр РА1 и РА2; 13 — регулятор скорости подачи R4.
Рис. 7. Конструкция сварочного полуавтомата. а — вид сбоку; б — вид сверху.
Наладка СПА. От качества настройки СПА сильно зависит удобство пользования аппаратом, поэтому необходимо как можно внимательней отнестись к следующим рекомендациям. В данном простейшем варианте СПА «узким местом» является настройка подачи проволоки и настройка качества шва.
Настройка подачи проволоки
Подающий механизм следует включить без затяжки проволоки в рукав и без подсоединения углекислоты. Если углекислота подключена тумблером SA3 (он необходим для отключения отсекателя газа при затяжке проволоки в целях экономии С02), отключить отсекатель газа.
При нажатии SA2 должны сработать отсекатель тока, отсекатель газа (при включенном SA3) и двигатель подающего механизма М. Через 5 с отпустить SA2 , при этом двигатель должен включиться в обратном направлении.
Заправить проволоку от барабана 1 через подающий механизм в рукав и затянуть ролик подачи, чтобы проволока 5 прижималась роликом 3 к подшипнику 4 и входила в рукав 2 (рис.8).
Рис. 8. Подающий механизм для проволоки.
Включить SA2 на 20 с, после чего выключить. Механика очень инерционна, поэтому проволока сначала движется медленно, а со временем ускоряется. При отпускании SA2 ток в двигателе через реверсивную обмотку должен быть достаточен для полного торможения проволоки. Ток регулируют подстроечным реостатом R5. Для торможения проволоки необходимо время.
Обмотка реверса включена в цепь питания на время, определяемое временем разряда С11 через К2 и R6. Для нормального торможения проволоки, чтобы проволоку не затягивало обратно в рукав или не выводило дольше наконечника более чем на 1 см, необходимо очень точно и терпеливо отрегулировать R5 и R6, режим торможения зависит на 20% также от реостата R2.
К сожалению, описать все подробности регулировки не позволяет объем статьи и, кроме того, невозможно учесть все нюансы разных серий подающих механизмов. Процесс сварки чаще всего будет прерывистым, т.е. с интервалом включения подачи проволоки примерно в 0,5-1 с. Настройка качества шва для проволоки диаметром 0,8-1 мм
Отрегулировать в процессе сварки подачу углекислоты в пределах 0,5-1 атм по манометру на редукторе. Установить в среднее положение реостат R2.
На чистом листе металла 0,7-0,8 мм при подсоединенной массе включить режим подачи проволоки. Если лист металла будет прожигаться, уменьшить подачу проволоки реостатом R4.
При дальнейшем прожигании листа увеличить сопротивление реостата R2. Если проволока не расплавляется, а краснеет и ложится на лист небольшими кучками, увеличить реостатом R4 подачу проволоки или уменьшить сопротивление реостата R2.
Эти все процессы необходимо наблюдать через маску для электросварки. Как только шов будет ложиться нормально на лист металла, необходимо отрегулировать зазор в дросселе. Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Для этого измеряют вольтметром переменную составляющую в режиме сварки непосредственно между плюсом на рукаве и «массой». Регулируя зазор в дросселе, а также количество витков, добиваются переменной составляющей напряжения в пределах 1,2-3 В.
Надо учитывать слишком большую индуктивность дросселя. При этом ток, необходимый для нормальной сварки, будет нарастать через определенный промежуток времени, а в начальный момент подаваемая проволока не будет даже расправляться. В этом случае необходимо уменьшить количество витков на дросселе.
Для безопасности автор рекомендует все операции настройки проводить в резиновых перчатках на резиновом коврике в сухом помещении. Все детали, находящиеся под напряжением, следует изолировать. Для сварщика лучше использовать специальный сварочный костюм, так как при работе образуется большое количество окалины (брызг раскаленного металла).
Литература:
- Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№1 .-С.
 .21-22
.21-22 - Пронский И.Н. Секреты сварочного трансформатора//Радиоаматор.- 1998.-№3.- С.43-45.
Ответы на вопросы тех, кто хочет самостоятельно изготовить сварочный агрегат
Почему именно крутопадающая характеристика?
Большинство радиолюбителей при сборке СПА пользуются самодельными сварочными трансформаторами. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику (рис.1, кривая А) [1].
Рис. 1. Трансформаторы ручной сборки (не профессиональной) имеют низкий КПД и вследствие этого крутопадающую характеристику.
Это выгодно сказывается при конструировании СПА, так как основная масса сварщиков имеет невысокие профессиональные навыки, а именно, умение правильно держать «рукав» (под правильным углом по отношению к свариваемой конструкции), правильно зажигать дугу и поддерживать ее горение.
Как видим из рис.1, дуга имеет разные характеристики при различной ее длине 11, 12 где 11 и 12 ~ расстояние между электродами. При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
При этом изменение тока незначительное, что выгодно влияет на фильтрацию переменной составляющей, а также на однородность свариваемого шва.2.
Как собрать трансформатор для СПА?
Этот вопрос является наиболее трудным, так как количество витков в трансформаторе напрямую зависит от свойств магнитного железа, применяемого в сердечнике трансформатора.
При расчете сварочного трансформатора в первую очередь необходимо учитывать габаритную мощность трансформатора, которая для нормального провара металла глубиной до 4 мм составляет примерно 3 кВт. Рассмотрим подробнее устройство трансформаторов [2].
Трансформатор состоит из следующих частей: сердечника, обмоток, каркаса и деталей, стягивающих сердечник. Сердечник трансформатора является магнитопроводом, который изготовляют из стальных листов толщиной 0,35…0,5 мм [3]. В настоящее время применяют два вида специальной электротехнической стали: горячекатаную с высоким содержанием кремния и холоднокатаную. Последняя имеет лучшие магнитные характеристики в направлении прокатки.
Стальные листы изолированы друг от друга бумажной, лаковой изоляцией (толщиной 0,04-0,6 мм) или окалиной, что позволяет уменьшить потери мощности в магнитопроводе за счет того, что вихревые токи замыкаются в плоскости поперечного сечения отдельного листа (рис.2). Чем меньше толщина листа, тем меньше сечение проводника, по которому протекает вихревой ток 1 В, и тем больше его сопротивление.
Рис. 2. Стальные листы трансформатора изолированы друг от друга бумажной, лаковой изоляцией.
В результате вихревой ток и потери мощности на нагрев магнитопровода уменьшаются (по этой причине автор не советует использовать сердечники от электродвигателей).
По типу или конфигурации магнитопровода трансформаторы подразделяют на стержневые и броневые.
В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его (рис.3,а) В броневых трансформаторах магнитопровод частично охватывает обмотки и как бы «бронирует» их (рис.3,6).
Рис. 3. В стержневых трансформаторах обмотки, насаженные на стержень магнитопровода, охватывают его.
Горизонтальные части магнитопровода, не охваченные обмотками, называются нижним и верхним ярмом. Трансформаторы большой и средней мощностей обычно изготовляют стержневыми, так как они проще по конструкции, имеют лучшие условия для охлаждения обмоток, что особенно важно в мощных трансформаторах, имеющих большие габариты. Магнитопровод таких трансформаторов набирают из отдельных пластин прямоугольной формы (рис.4,а, автор применил именно такую сборку трансформатора).
Рис. 4. Магнитопровод трансформаторов большой и средней мощностей набирают из отдельных пластин прямоугольной формы.
Для уменьшения магнитного сопротивления их набирают так, чтобы стыки пластин в двух соседних слоях были в разных местах. Аналогично выполняют магнитопроводы с двумя стержнями. Магнитопроводы броневого типа применяют для сухих трансформаторов средней мощности и используют в электросварке. Наружные броневые стержни этого магнитопровода частично защищают обмотки трансформатора от механических повреждений.
Трансформаторы малой мощности могут иметь магнитопровод, собранный из пластин, выполненных в форме буквы «Ш», и прямоугольных полос (рис.4,6) Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали (рис.5).
Рис. 5. Магнитопроводы стержневых и броневых трансформаторов малой мощности можно навивать из узкой ленты электротехнической стали.
Это позволяет уменьшить воздушные зазоры в магнитопроводе и снизить магнитное сопротивление, а следовательно, и ток холостого хода. В большинстве случаев ленточные магнитопроводы разрезают, чтобы на них легче посадить заранее намотанные обмотки.
Затем половинки магнитопроводов соединяют. Из ленточных магнитопроводов чаще всего для электросварки применяют кольцевые тороидальные (рис.5,в). КПД таких тороидальных трансформаторов очень высок. Поэтому количество наматываемых витков на сердечник меньше, чем в стержневых и броневых трансформаторах.
При изготовлении трансформаторов используют каркасы для намотки обмоток (рис.6). Как правило, их изготовляют из листовых электроизоляционных материалов (гетинакс или электроизоляционный картон). Размеры каркаса зависят от размера сердечника.
Рис. 6. Каркас для намотки обмоток трансформаторов.
У тороидальных трансформаторов каркас отсутствует, сердечник обматывают специальной лакотканью (стеклоткань или искусственная высоковольтная электротехническая ткань, пропитанная электротехническим лаком). Сердечник обматывают в два-три слоя тканью в натяжку и фиксируют нитками или пропитывают лаком. После высыхания лака наматывают обмотку.
Для изготовления обмоток трансформаторов и дросселей применяют круглые медные провода с эмалевой изоляцией (в первичной обмотке можно использовать указанные провода, при этом провода укладывают как можно ближе друг к другу, одновременно провод изолируют лакотканью (можно стеклотканью с пропиткой лаком), в случае намотки первичной обмотки двумя проводами каждый провод изолируют отдельно).
Начало намотки фиксируют ниткой (рис.7). При этом провод должен выходить сбоку трансформатора, а не внутри его. Вторичную обмотку (силовую) наматывают прямоугольным проводом (изоляция провода аналогична рассмотренной выше).
Рис. 7. Начало намотки фиксируют ниткой.
Расчет трансформатора
Рассмотрим наиболее простой метод расчета сварочного трансформатора. Начальные данные: Ргаб=3 кВт; Uxx=45 В при Ih=0; Uh=30 В при 1н=100 А; исети=220 В; Рсети=50 Гц; допустимый КПД=0,85.
Автор использовал табличные данные из разных источников, поэтому они приближенные.
Рис. 8. Магнитопроводы трансформаторов.
Воспользуемся методикой, предложенной в [4]. Имеем формулу:
Как видим, полученное значение Км меньше табличного (табл.2). В этом случае полезно на 10% увеличить диаметр провода первичной обмотки, поскольку она расположена внутри и хуже охлаждается. В большинстве случаев конструирования сварочных трансформаторов число витков на 1 В достигает 0,7.
Прежде чем наматывать вторичную обмотку, желательно собрать трансформатор и проверить ток холостого хода по методике, рассмотренной в [2].
Остановимся немного на технологии сборки трансформатора. Каркас изготовляем с внутренним окном (рис.6,б) не 10-20% больше размеров сечения сердечника. После сборки трансформатора в оставшиеся промежутки между каркасом и сердечником забиваем расклинивающие деревянные клинья для снижения уровня шума.
При намотке на каркас обмотки (особенно вторичной) в окно каркаса вставляем деревянный брусок, а обмотку прибиваем к каркасу деревянным молотком (лучше через текстолитовую пластину, чтобы не повредить изоляцию проводов). Обмотки изолируем друг от друга специальным изоляционным материалом (табл.4)
Диэлектрическая проницаемость Епр не должна быть менее (в межобмоточной изоляции) 10 кВ/мм. Как правило, первичную обмотку наматываем первой, а вторичную -сверху первичной, изоляция между обмотками должна быть двойной.
Если необходимого провода нет, то обмотку можно наматывая двойным проводом (одновременно), причем суммарная площадь сечения проводов должна быть на 10-20% больше расчетной.
Сердечник трансформатора стягиваем шпильками через отверстия (рис.4), при этом саму шпильку изолируем от сердечника электроизоляционной бумагой (табл.4). Для стяжки сердечника используем также бандаж или брусья (стальная лента шириной 40 мм, толщиной 1-3 мм) из маломагнитной стали.
Как правило, верхнюю ярмовую балку стягиваем с обеих сторон пластинами, а нижнюю — уголками, которые играют роль шасси. От активной стали магнитопровода эти пластины изолируем с помощью полосы электротехнического картона толщиной 23 мм. Активную сталь магнитопровода и ярмовых балок заземляем в одной точке с помощью медной луженой ленты.
Автор: И.Н. Пронский, г. Киев. Украина.
Литература:
- Пронский И.Н. Секреты сварочного трансформатора // Радиоаматор. — 1998.- №1.
- Зызюк А.Г. О трансформаторах // Радиоаматор.- 1998.- №2.
- Иванов И.И., Равдоник B.C. Электротехника — М.: Высш. шк., 1984.
- Мезель К.Б. Трансформаторы электропитания — М.: Энергоиздат, 1982.
Сварочный полуавтомат своими руками – схема сборки
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Какие нужны комплектующие?
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.
Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки. Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи сварочной проволоки для полуавтоматов. Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить ремонт сварочных полуавтоматов своими руками.
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться без газа.Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
Установкадля полуавтоматической дуговой сварки под флюсом
Прочитав эту статью, вы ознакомитесь с настройкой для полуавтоматической сварки под флюсом с помощью схемы.
При полуавтоматической сварке под флюсом электродная проволока подается на дугу механически, в то время как сварочная горелка продвигается вдоль стыка вручную.
Чтобы уменьшить вес и размер сварочной горелки, механизм подачи проволоки отделен от нее. Пистолет сочетает в себе бункер для подачи флюса, электрическую контактную трубку и рабочий выключатель.Электродная проволока, обычно диаметром от 1 до 2 мм, подается механически через сварочную горелку внутри гибкой трубки длиной до 3,5 м. На рис. 8.27 показана установка для полуавтоматической установки для дуговой сварки под флюсом.
Электродная проволока с медным покрытием подается в горелку механизмом подачи проволоки, приводимым в действие трехфазным асинхронным двигателем. Пистолет продвигается по шву с желаемой скоростью. Ток на полуавтомат подается от обычного сварочного трансформатора или сварочного выпрямителя.
Сварочное оборудование легко переносится, и одна сварочная горелка может покрыть значительную площадь сварочного цеха. Некоторые механизмы подачи проволоки сконструированы таким образом, что их можно подвешивать на крюке. Это добавляет удобства эксплуатации.
Операция полуавтоматической сварки под флюсом требует большего мастерства, чем для полностью автоматической версии. Пистолет необходимо точно направлять вдоль стыкового шва, для чего необходимо направить пистолет в сторону оператора.В случае прерывания процесса пятно должно быть оголено примерно на 20 мм вокруг него путем удаления флюса и шлака и возобновления процесса из кратера. Если зазор между свариваемыми деталями велик, это требует манипулирования электродами путем колебания, что требует еще более высокого уровня мастерства.
Полуавтоматическая сварка под флюсом — довольно громоздкий процесс, и его следует использовать только в случае неизбежности, например, в неудобных местах, где не может работать автоматическая сварочная головка.В таких случаях его успешно применяют для выполнения стыковых и угловых швов.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
На рабочем месте дуга защищена слоем гранулированного плавкого материала.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рисунке 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентной работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью. Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но электропитание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко находится пистолет над изделием.
Бункерный пистолет может включать пусковой выключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как шовные толкатели, ткачи и рабочие вездеходы.
Схема сварки под флюсом
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основные преимущества процесса сварки под флюсом или под флюсом:
- сварной металл высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков не задействовано.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- фасонный профиль
- Продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Применяется также для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке под флюсом флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением сварки под флюсом является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут стать проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассматривать дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня сварного шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсомТепло дуги плавит поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленная часть флюса может быть использована повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварочную операцию.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно выполнять сварку в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместная конструкция
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как она требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом определяется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть ряд проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет достаточно сдерживания и собрано достаточно примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых сварных швов, если основные металлические пластины расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Ее следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс дуговой сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов застывает быстрее. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, когда детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию течь. Это означает, что на наружных диаметрах электрод должен располагаться перед крайним верхом или положением на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные опорные стержни полезны при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл сварного шва на месте, пока он не затвердеет. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, дающих дополнительные возможности дуговой сварке под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и отдельным источником питания можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводной тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует питание переменного тока на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным и минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — это добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также могут использоваться для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов, чтобы ввести специальные сплавы в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные приложения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приварки фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, которое защищает поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсы предназначены для конкретных применений и для определенных типов наплавок.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами, чтобы обеспечить желаемый анализ наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы.Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая защита FCAW (с защитным газом). Различие между ними связано с разными флюсующими добавками в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но также для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой проволокой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только флюсовый сердечник может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может выполняться полуавтоматически, машинным способом или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется при машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно контролирует сварку и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСварочные насадки
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетаскивание пистолета (сварка с обратной стороны)
- Для плоского сварного шва, приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также снижайте параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
FCAW в сравнении с GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых необходимы высокие скорости наплавки. При высоких сварочных токах дуга получается плавной и управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения большего проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход с использованием электродов большего диаметра, тогда как GMAW и SMAW потребуют нескольких проходов для сварки эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. Для FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1-фазный, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), воздушно-угольную дуговую резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами состоит в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым напылениемИсточник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги путем изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель механизма подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты с водяным охлаждением сердечника для флюса позволяют более эффективно охлаждать пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих приложений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. Когда его помещают в баллоны высокого давления, он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, доступности, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, причем жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.По мере того, как диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (12 литров в минуту рекомендуется при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от углекислого газа будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь создает мелкодисперсный шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Для некоторых применений используются смеси аргона с кислородом, содержащие 1-2 процента кислорода. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердцевину из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Предоставление раскислителей и поглотителей, которые помогают очищать и производить твердый металл сварного шва.
- Для создания стабилизаторов дуги, которые обеспечивают плавную сварочную дугу и сводят к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» обозначает производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, потому что проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 — 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником под флюсом, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- «Т» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие провода обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности машины для сварки сердечником из флюса, рабочего цикла машины и расстояния между сварочной машиной и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Высокое качество
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, потому что легирующие агенты находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварку порошковой проволокой без защиты от углекислого газа можно использовать для большинства конструкций из низкоуглеродистой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше разбрызгивания, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно выполнять сварку во всех положениях. Некоторые порошковые проволоки не требуют подачи защитного газа извне, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Больше дыма и дыма, чем GMAW и SAW
- Брызги
- Проволока FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (находящимися на панели оборудования) для следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и много брызг.
Видео об устранении неисправностей FCAW
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлак плохо удаляется, и возникает большое количество брызг. Если скорость проволоки слишком высока, проволока будет загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывается должным образом.
Сварка FCAW с низкой скоростью перемещенияСкорость перемещения выше рекомендованной : приводит к получению узкого выпуклого сварного шва.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильное расстояние для вашего провода. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″).Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что вы перетаскиваете шлак. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол поворота был 45 градусов, а сопротивление — 5-10 градусов.
| A | B |
|---|---|
| Предлагаемое положение сварки электрода обозначается цифрой ______ справа и классификацией электродов AWS. | 2-я |
| Для SMAW рекомендуется использовать линзы с фильтром ____. | 10-14 |
| Аппарат для дуговой сварки A (n) ______ может состоять из выпрямителя постоянного тока и генератора переменного тока. | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% |
| Приблизительная температура дуги SMAW составляет ____ градусов Фаренгейта (3,0593C-3,871C) | 6,500-7,000 |
| что из следующего не является типом сварочного аппарата постоянного тока | Двигатель или генератор постоянного тока с приводом от двигателя и выпрямителем переменного тока |
| ____ не является фактором, определяющим полярность поверхности во время сварки. | Диаметр электрода |
| Плетение валика должно быть _____ диаметра используемого электрода. | 6 раз |
| перезапущен на ранее непромокаемом бусе? | На передней кромке предыдущего буртика |
| Подрезка и горизонтальное внутреннее угловое соединение обычно представляют собой (n) ________ | углубление вдоль верхнего края сварного шва на вертикальной детали |
| ___ не является информацией на символе сварки. | Толщина основного металла |
| На символе сварки ______ указывает сварщику, какой тип сварного соединения следует использовать. | Базовое обозначение сварного шва |
| Информация под линией справки относится к _______ стороне сварного шва. | Стрелка |
| ______ помещается в скобки на обозначении сварного шва. | Сторона сварного шва с пазом |
| Для каких из перечисленных сварных швов смещение сварочной симболы друг относительно друга? | Шов со ступенчатым перемежающимся швом. |
| Каково расстояние между концом одного сварного шва и началом следующего в прерывистом шве, если длина и шаг равны 4-10? | 6 дюймов |
| Станция SMAW включает в себя аппарат для дуговой сварки, _____, электрод для электрода, провод для заготовки, кабину, рабочий стол, табурет и систему вентиляции. | электрододержатель |
| Тип тока, который течет от электрода через acr к изделию, называется ______. | DCEN, DCSP |
| Постоянный ________ аппарат наиболее желателен при ручной дуговой сварке. | Ток |
| DCRP имеет то же направление потока электронов, что и ______. | DCEP |
| Чтобы сократить время, необходимое для перемещения назад и вперед к сварочному аппарату для изменения настройки _______, устройства управления часто устанавливаются рядом со сварочным аппаратом. | Дистанционное управление |
| Аппараты для дуговой сварки на переменном токе имеют три типа: двигатель или двигатель с приводом от генератора переменного тока, тип ____ и тип ____. | Трансформатор, инвертор |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет _____. | Увеличить |
| Если сопротивление увеличивается при использовании сварочного аппарата CC acr, напряжение должно _____. | Увеличение |
| Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ___ включений. | Шлак |
| На символе сварки маленький черный символ в форме флажка или вымпела указывает, что сварка будет выполнена в _______. | Поле |
| Пять основных сварных соединений: стыковые, _____, тройники, ______ и кромочные. | Уголок, нахлест |
| Сколько существует различных положений сварки? | Четыре |
| Термин, используемый для обозначения промежутка между двумя металлическими частями в нижней части свариваемого соединения. | Корневое отверстие |
| На сварочном чертеже поверхность металла, на которую указывает стрелка символа сварки, называется стороной _____. | Стрелка |
| Сварной шов ____ представлен на обозначении сварки символом сварного шва в форме треугольника. | Уголок |
| Три типа канавок, используемых для подготовки под сварку, обозначены буквами. | VUJ |
| Маленький кружок, расположенный на, выше или ниже исходной линии символа сварки, обозначает _____ сварной шов. | Точечный |
| Какое типичное напряжение холостого хода холостого хода аппарата для дуговой сварки постоянным током? | 60-80 Вольт |
| Перечислите три компонента трансформаторного сварочного аппарата. | Первичные обмотки, Вторичные обмотки, сердечник |
| Назовите два электронных устройства, которые используются для управления выходом трансформатора в новых источниках питания. | Диодно-кремниевый управляющий выпрямитель (SCR) |
| Используется для тонкого металла | Электрод малого диаметра |
| Используется для наплавки большего количества присадочного металла | Электрод большого диаметра |
| Используется при потолочной сварке | электрод диаметром |
| Используется на корневом проходе сварного шва на толстом металле | Электрод малого диаметра |
| Используется для однопроходных сварных швов на толстом металлическом профиле | Электрод большого диаметра |
Ручная сварка — обзор
3.2 «Производственные дефекты»
Ручная сварка — это метод, требующий значительных навыков и сноровки. При ручной дуговой сварке металлическим электродом (MMA) (рис. 3.2) дуга зажигается между плавящимся электродом и свариваемой деталью. Электродный стержень плавится на кончике дуги, и капли металла падают в сварочную ванну. Таким образом, по мере сварки сварочный электрод становится короче. Сварщик должен поддерживать постоянную длину дуги между заготовкой и концом электрода по мере того, как электрод перемещается по стыку, при этом компенсируя скорость выгорания электрода.При работе с электродом необходима твердая рука, а для получения удовлетворительных результатов ручной сварки необходимо надлежащее обучение сварщиков. Дефекты неплавления могут возникать при ручной сварке, особенно в корне шва, где доступ наиболее ограничен и металл шва затвердевает быстрее всего, но неплавление может также возникать между проходами сварного шва (рис. 3.3). Мастерство сварщика влияет на форму, смешение и рябь на поверхности сварного шва, а также на наличие брызг вокруг сварного шва.На поверхности сварочного металла могут оставаться куски сварочного шлака даже после чистки проволочной щеткой между проходами сварного шва, и они могут затем застрять в виде шлаковых включений в соединении, когда более поздние сварочные проходы накладываются поверх .
Рисунок 3.2. Ручная металлическая дуговая сварка стальной панели.
(© TWI)Рисунок 3.3. Отсутствие дефектов плавления и пористости при многопроходном стыковом шве GMAW углеродисто-марганцевой стали.
(© TWI)Есть несколько причин пористости сварных швов, и это особая проблема для алюминиевых сварных швов.В сталях пористость может быть вызвана недостаточной защитой сварного шва инертным газом, позволяющей атмосферным газам или влаге попадать в сварочную ванну. В алюминиевых сплавах пористость вызвана захваченным водородом, который полностью нерастворим в твердом состоянии; поэтому любая смазка или влага в стыке вызывает пористость.
Эти типы дефектов, которые, как правило, являются результатом плохой квалификации сварщика, обычно известны как дефекты «изготовления». Возможно, что дефекты не могут повлиять на структурную целостность готового сварного шва, но обычно существует ограничение на количество этих разрешенных дефектов изготовления, поскольку они могут указывать на то, что сварщик не имеет достаточных навыков или опыта в этой конкретной области. сварочный процесс.При чрезмерной пористости или отсутствии плавления несущее поперечное сечение сварного шва может быть значительно уменьшено. Чрезмерный выступ в заглушке сварного шва или чрезмерное проплавление корневого прохода может привести к высокой концентрации напряжений на носке сварного шва. Некоторые дефекты неплавления могут быть достаточно острыми, чтобы вызвать хрупкое разрушение чувствительных сталей, поэтому эти дефекты изготовления нельзя сбрасывать со счетов как незначительные. Пределы допустимого размера дефектов, известные как уровни качества сварного шва, указаны в таких стандартах, как BS EN ISO 5817.В качестве альтернативы, их значимость можно оценить с помощью оценки пригодности к эксплуатации, как описано в главе 11.
Механизированные сварочные процессы, основанные на дуговой сварке металлическим газом (сварка GMAW, MIG или MAG), снижают требуемый уровень квалификации сварщика. Электронные средства управления при сварке MAG самостоятельно регулируют длину сварочной дуги, когда горелка перемещается ближе или дальше от заготовки в руке сварщика. Следовательно, размер получаемого сварного шва намного более постоянен, а скорость осаждения расходной проволоки является постоянной, поскольку она постоянно подается из устройства подачи проволоки.Механизированные сварочные швы позволяют достичь более высоких скоростей сварки и, следовательно, в значительной степени заменили сварку стержневым электродом в большинстве видов промышленной ручной сварки сегодня (рис. 3.4).
Рисунок 3.4. Механизированная сварка кольцевого шва газопровода с использованием дуговой сварки металлическим газом и системы «жучок на ленте» для обеспечения стабильной сварки.
(© TWI)Полностью автоматизированные сварочные процессы не требуют ручного сварщика для их выполнения, вместо этого оператор управляет машиной или роботом, который выполняет сварку.Наиболее распространенным примером является сварка под флюсом (SAW), но лазерная сварка, сварка трением с перемешиванием и электронно-лучевая сварка также являются автоматизированными сварочными процессами. Автоматическая сварка полностью исключает квалификацию сварщика как фактор качества сварки и позволяет выполнять непрерывную сварку в течение нескольких часов. Даже в этом случае механизированные и автоматизированные сварочные процессы не могут всегда гарантировать бездефектность сварных швов.
Сварочный словарь
MTE = Miller Technology Exclusive
Выберите первую букву искомого термина: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихватках и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии сдачи всей обещанной мощности.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора привода двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевым запускам.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, фокусируя дугу и предотвращая выход электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, что дает время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Обеспечивает любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также регулирует скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Двигатель сразу же заглушает холостой ход при запуске, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически контролирует вспомогательную дугу при резке металлической сетки или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выходного сигнала сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда провод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, что исключает износ двигателя, шум и выбросы, а также затраты на топливо. .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — инструменты не требуются!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых сварных швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или изменение направления переменного тока обычно составляет 60 герц.
High Frequency: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным приводом (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
I
Инвертор: Источник питания, который увеличивает частоту поступающей первичной энергии, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при его номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Снижает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, несмотря на незначительные колебания входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Перенос короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» металла сварного шва, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распылительная передача: Названа в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоских или горизонтальных положениях сварки.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как на тонких, так и на толстых металлах.
Дополнительную информацию о сварке MIG см. В разделе «Технические советы MIG».
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
O
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако напряжение воздействует на цепь, так что, когда цепь замыкается, ток сразу же течет.
п.
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка детали.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными для сварочного аппарата от основной линии электропередачи в цехе. Часто выражается в ваттах или киловаттах (кВт), первичная входная мощность — это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
R
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое осаждение металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором два металлических предмета соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
S
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетевшие из сварочной дуги.Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах с некоторым типом конструкции стыков внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой методом TIG и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания с возможностью быстрого переключения между положительным и отрицательным полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, который часто называют сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент на Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Tri-Cor ™ Technology (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, толкающая электроны по проводнику.Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает напряжение и силу тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически сваривать при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, машина переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает необратимых повреждений и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец детали: Проводник или электрический проводник между аппаратом для дуговой сварки и изделием.
Поиск и устранение неисправностей в системе подачи проволоки
СваркаMIG (GMAW) и порошковая сварка (FCAW), обычно называемая «сваркой проволокой», дает возможность значительного повышения производительности по сравнению со сваркой штучной сваркой. Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока на проволоку, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем, когда они возникают, или, что еще лучше, предотвращение их до их возникновения, имеет решающее значение для максимизации преимуществ, которые предлагают эти процессы.
В целях поиска и устранения неисправностей систему сварки проволокой можно разделить на три различные категории в зависимости от функции — подача проволоки, подача газа и передача электроэнергии. Отказ любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для доработки плохих сварных швов.
ПОСТАВКА ПРОВОЛОКИ
Независимо от того, используете ли вы катушки с одним фунтом, большие барабаны или катушки с проволокой большего размера, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости.Вы должны начать поиск и устранение неисправностей в системе, убедившись, что проволока ничем не преграждается на ее пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение ступицы
Важно не перетягивать натяжение ступицы, которое позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, который движется вокруг катушки. Натяжение ступицы — это просто средство, предотвращающее соскальзывание проволоки с катушки при прекращении подачи проволоки.Он должен быть достаточно тугим, чтобы проволока не разматывалась, когда вы прекращаете подавать полную катушку на максимальной скорости подачи проволоки. Избыточное затягивание приведет к тому, что приводной двигатель будет работать сильнее, просто чтобы снять проволоку с катушки, и приведет к проблемам при сварке.
Проверка давления ведущего ролика
Давление ведущего ролика — очень распространенная проблема при сварке проволокой. Слишком ослаблено, и проволока не попадает в лужу. Слишком плотно, и вы можете раздавить проволоку и отслоить покрытие, деформировать проволоку, износить ролики и повредить двигатель.
Покрытие из чешуек приведет к тому, что эти маленькие хлопья попадут в лайнер, что еще больше ограничит простую подачу проволоки в лужу. Деформированная проволока будет изнашивать канавки на контактном наконечнике, что ограничивает электрическую проводимость, а также ухудшает подачу. Изнашивайте рифленые поверхности роликов, и у вас будет слабое трение для правильной подачи проволоки. Чрезмерно затянутое натяжение приводного ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на ведущий вал, которое может привести к износу коробки передач или приводного двигателя из-за неправильной центровки.
Нет однозначного ответа относительно точного давления, необходимого для обеспечения надлежащего давления приводных валков. Натяжение приводного ролика следует отрегулировать так, чтобы оно не было слишком сильным, но и не слишком ослабленным. Начните с очень слабого давления ведущего ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы остановить подачу проволоки. Пройдите примерно пол-оборота дальше этой точки. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они совпадают с входной направляющей пистолета GMAW.
Проверьте впускные направляющие
Впускные направляющие должны быть подходящего размера для используемого провода. На них не должно быть бороздок — часто это происходит из-за несоосности или неправильного размера.
Проверка состояния лайнера
Футеровка пистолета должна быть подходящего размера для используемой проволоки, а также должна быть чистой и не содержать пыли и мусора.Чрезмерно натянутая проволока отслаивается и помещает излишки частиц внутрь лайнера, забивая его. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «влажной», и на проволоке может скапливаться пыль, которая также затягивает ее в лайнер.
Производители проволоки уже должным образом подготовили поверхность проволоки для максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-либо для «смазки» или «протирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой для одежды, чтобы не было загрязнения провода и пыли, чтобы не собираться на нем. мокрая »поверхность.Вкладыши изнашиваются и подлежат регулярной замене.
Состояние контактного наконечника
Часто проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может забиться из-за брызг или прикосновения к сварочной ванне. Если проволока имеет канавки в контактном наконечнике, необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При MIG и дуговой сварке порошковой проволокой в среде защитного газа может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильной дуге и другим дефектам. .Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые необходимо предпринять для устранения предполагаемых проблем с защитным газом:
Проверка регулятора / расходомера
Измеритель расхода со стеклянной трубкой и шариком может использоваться в качестве индикатора утечки газа. Если шарик не падает на дно манометра, когда он не сваривается, это означает, что газ все еще течет, что указывает на утечку. Если используется циферблатный регулятор / расходомер, утечку можно обнаружить, нанеся мыльный водный раствор на все шланги и соединения.Выходящий газ вызовет образование пузырьков в мыльном водном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при протекании газа. Во время этого процесса используйте функцию продувки. Кроме того, выключение цилиндра и наблюдение за медленным падением стороны высокого давления также будет указывать на наличие утечки в системе.
Проверить поток газа
Больше не обязательно лучше. Расход газа обычно составляет от 30 до 50 CFH (кубических футов в час).Более низкие скорости потока могут привести к неадекватной защите, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверка состояния пистолета
Проверьте уплотнительные кольца на конце сварочного пистолета, где он крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, треснуты, выдолблены или изношены, может произойти утечка защитного газа или втягивание атмосферы, что в обоих случаях приведет к снижению производительности сварки.
Проверьте отверстия для газа в диффузоре и на сопле некоторых производителей расходных материалов. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на наличие проблемы с защитным газом.
Внутри кабеля пистолета находится шланг, который содержит как лайнер, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, и внутри кабеля могут образоваться отверстия, через которые газ может выйти, и вы никогда его не увидите.Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянного изгиба пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а поток газа установлен слишком большим, может возникнуть эффект типа Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло слишком велико в диаметре или контактный наконечник выходит слишком далеко от конца сопла или если расстояние между контактным наконечником и рабочей поверхностью слишком велико, это может повлиять на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с множеством проблем, включая разбрызгивание дуги, чрезмерное разбрызгивание и сокращение срока службы оборудования. Лучший способ избежать этих проблем или устранить их, когда они возникают, — это убедиться, что все электрические соединения между сварочными компонентами надежны и надежны.
Сопротивление — это «неизвестная» сварочная переменная и основная причина несоответствий в любой сварочной системе.Пистолет MIG постоянно изгибается и скручивается при нормальной эксплуатации. Это, в сочетании с теплом от сварочного аппарата, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и плотными. Между медными выступами и поверхностями соединения не должно быть краски, ржавчины или шайб любого типа.Убедитесь, что все обжимы сварного кабеля к наконечникам затянуты.
Нагрев является хорошим признаком плохого электрического соединения. Через некоторое время после сварки ячейки проверьте все точки подключения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на то, что в цепи слишком большое электрическое сопротивление. Это может быть вызвано ненадежными или неисправными соединениями, кабелями, которые слишком малы для приложения, или внутренним разрывом кабеля.
