Как работает индукционный нагрев металлов. Где применяется индукционный нагрев в промышленности. Какие преимущества имеет индукционный нагрев перед другими методами нагрева. Какие недостатки есть у индукционного нагрева металлов.
Принцип работы индукционного нагрева металлов
Индукционный нагрев металлов основан на двух ключевых физических законах:
- Закон электромагнитной индукции Фарадея-Максвелла
- Закон Джоуля-Ленца
Принцип действия индукционного нагрева заключается в следующем:
- Металлическая заготовка помещается в индуктор — устройство, создающее переменное магнитное поле высокой частоты.
- Переменное магнитное поле индуцирует в металле вихревые токи.
- Вихревые токи, протекая по металлу, вызывают его нагрев за счет выделения джоулева тепла.
Таким образом, при индукционном нагреве тепло выделяется непосредственно в самом металле без прямого контакта с нагревателем. Это позволяет быстро и эффективно нагревать металлические детали и заготовки.

Где применяется индукционный нагрев металлов?
Индукционный нагрев нашел широкое применение в различных отраслях промышленности:
Металлургия
В металлургии индукционный нагрев используется для:
- Плавки металлов и сплавов
- Выплавки высококачественных сталей
- Зонной плавки для очистки металлов
Машиностроение
В машиностроении индукционный нагрев применяется для:
- Закалки деталей
- Отпуска закаленных изделий
- Пайки металлических деталей
- Сварки труб и других изделий
Другие области применения
- Термообработка сварных швов
- Нагрев перед горячей штамповкой
- Нагрев перед гибкой труб
- Нагрев для снятия внутренних напряжений в металле
Преимущества индукционного нагрева металлов
Индукционный нагрев обладает рядом существенных преимуществ по сравнению с другими методами нагрева металлов:
Высокая скорость нагрева
Как происходит быстрый нагрев при индукционном методе?
- Тепло выделяется непосредственно в металле
- Не тратится время на прогрев промежуточных сред
- Высокая плотность мощности в зоне нагрева
Благодаря этому индукционный нагрев позволяет достигать очень высоких скоростей нагрева — до нескольких сотен градусов в секунду.
Точный контроль температуры
Индукционный нагрев обеспечивает высокую точность регулирования температуры за счет:
- Быстрого изменения мощности нагрева
- Локализации зоны нагрева
- Возможности программного управления процессом
Экологичность процесса
Почему индукционный нагрев считается экологически чистым?
- Отсутствие вредных выбросов в атмосферу
- Нет продуктов сгорания топлива
- Низкий уровень шума
- Безопасные условия труда для персонала
Недостатки индукционного нагрева
Несмотря на множество преимуществ, индукционный нагрев имеет и некоторые недостатки:
Высокая стоимость оборудования
Почему индукционные установки дороги?
- Сложное электронное оборудование
- Высокочастотные преобразователи
- Специальные индукторы
Ограниченное применение для немагнитных материалов
Для каких материалов индукционный нагрев менее эффективен?
- Алюминий
- Медь
- Нержавеющая сталь
В этих материалах эффективность индукционного нагрева ниже из-за их низкого электрического сопротивления.
Типы индукционных нагревателей
Существует несколько основных типов индукционных нагревателей:

Канальные индукционные печи
Применяются для плавки металлов. Особенности:
- Высокая производительность
- Хорошее перемешивание расплава
- Возможность непрерывной работы
Тигельные индукционные печи
Используются для плавки небольших объемов металла. Преимущества:
- Компактность
- Быстрый нагрев
- Точный контроль температуры
Индукционные нагреватели для термообработки
Применяются для закалки, отпуска, нормализации деталей. Особенности:
- Возможность локального нагрева
- Высокая скорость нагрева
- Минимальное окисление поверхности
Перспективы развития индукционного нагрева
Какие направления развития индукционного нагрева наиболее перспективны?
- Повышение энергоэффективности установок
- Разработка новых типов индукторов
- Создание систем точного контроля температуры
- Расширение применения для нагрева неметаллических материалов
Дальнейшее совершенствование технологии индукционного нагрева позволит расширить сферы его применения и повысить эффективность производственных процессов в различных отраслях промышленности.
Индукционный нагрев — это… Что такое Индукционный нагрев?
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Формула для вычисления глубины скин-слоя в мм:
- ,
где μ0 = 4π·10−7 — магнитная постоянная Гн/м, а ρ — удельное электрическое сопротивление материала заготовки при температуре обработки.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение
- Сверхчистая бесконтактная плавка, пайка и сварка металла.
- Получение опытных образцов сплавов.
- Гибка и термообработка деталей машин.
- Ювелирное дело.
- Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
- Поверхностная закалка.
- Закалка и термообработка деталей сложной формы.
- Обеззараживание медицинского инструмента.
Преимущества
- Высокоскоростной разогрев или плавление любого электропроводящего материала.
- Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
- Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
- За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
- Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
- Удобство эксплуатации за счёт небольшого размера индуктора.
- Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
- Легко провести местный и избирательный нагрев.
- Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
- Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Недостатки
- Повышенная сложность оборудования, необходим квалифицированный персонал для настройки и ремонта.
- При плохом согласовании индуктора с заготовкой требуется бо́льшая мощность на нагрев, чем в случае применения для той же задачи ТЭНов, электрических дуг и т. п.
Установки индукционного нагрева
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёхточки:
- Низкий кпд (менее 40 % при применении лампы).
- Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являютcя фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
- При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
- При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания
- Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
- Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
- При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
- При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
- Иногда в качестве генератора высокой частоты использовали списанные мощные радиопередатчики, где антенный контур заменяли на нагревательный индуктор.
См. также
Ссылки
Литература
- Бабат Г. И., Свенчанский А. Д. Электрические промышленные печи. — М.: Госэнергоиздат, 1948. — 332 с.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — В. 5. — С. 26-30.
- Васильев А. С. Ламповые генераторы для высокочастотного нагрева. — Л.: Машиностроение, 1990. — 80 с. — (Библиотечка высокочастотника-термиста; Вып. 15). — 5300 экз. — ISBN 5-217-00923-3
- Власов В. Ф. Курс радиотехники. — М.: Госэнергоиздат, 1962. — 928 с.
- Изюмов Н. М., Линде Д. П. Основы радиотехники. — М.: Госэнергоиздат, 1959. — 512 с.
- Лозинский М. Г. Промышленное применение индукционного нагрева. — М.: Изд-во АН СССР, 1948. — 471 с.
- Применение токов высокой частоты в электротермии / Под ред. А. Е. Слухоцкого. — Л.: Машиностроение, 1968. — 340 с.
- Слухоцкий А. Е. Индукторы. — Л.: Машиностроение, 1989. — 69 с. — (Библиотечка высокочастотника-термиста; Вып. 12). — 10 000 экз. — ISBN 5-217-00571-8
- Фогель А. А. Индукционный метод удержания жидких металлов во взвешенном состоянии / Под ред. А. Н. Шамова. — 2-е изд., испр. — Л.: Машиностроение, 1989. — 79 с. — (Библиотечка высокочастотника-термиста; Вып. 11). — 2950 экз. — ISBN 5-217-00572-6
Индукционный нагрев – применение в целях обработки металла
 Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагрев — Мастерок.жж.рф — LiveJournal
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах:
… законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Индукционный нагрев и закалка металловИнтенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Далее видео с девайсом от 12 вотльтНаиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов. Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела. Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.
Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.
Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагр
Индукционные нагреватели (котлы) — варианты конструкций
За последние 10-15 лет индукционные нагреватели на токах промышленной частоты приобрели широкое распространение. Впрочем, заявляемые производителями высокие потребительские качества индукционных нагревателей, такие как надежность, неприхотливость, экономичность находят подтверждение в условиях реальной эксплуатации. Но при этом почти каждый производитель демонстрирует очередной патент и заявляет, что его индукционный нагреватель – «самый индукционный». Давайте попробуем разобраться, что объединяет, а что различает индукционные нагреватели разных производителей.
ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ: ЧТО ОБЩЕГО?
Как бы это банально ни звучало, но общее в индукционных нагревателях – это индукционный способ нагрева. Мы уже рассматривали подробно принцип работы индукционных нагревателей и их отличие от других типов электронагревателей.
Любой индукционный нагреватель будет состоять из первичной обмотки (катушки индуктивности) и вторичной обмотки – теплообменного устройства. Теплообменное устройство представляет собой короткозамкнутый виток, который разогревается под воздействием переменного магнитного поля, индуцируемого катушками индуктивности (отсюда, собственно, само название – «индукционный нагреватель»). В общем виде, принцип можно проиллюстрировать так:

Причем, что интересно, запатентовать этот принцип невозможно – он основан на элементарных физических законах и доступен каждому. Так, например, энергетикам известно такое свойство трансформатора как его разогрев в процессе работы. Только в случае с трансформатором выделение тепла – это головная боль для энергетиков, в конструкции же индукционного нагревателя это свойство возведено в абсолют, и сегодня производители заявляют о достижении ими КПД 98, а то и все 99%. Производители вообще любят показатель КПД, потому что этот показатель – относительный, а следовательно можно заявлять что угодно, и при этом не бояться ответственности: при определенных условиях можно заявить, что КПД вообще 100% — на то он и относительный коэффициент.
Индукционные нагреватели: единство и борьба противоположностей
Так в чем же тогда эти запатентованные различия? Оказывается, главным образом, в конструкции теплообменника. Конечно, есть различия и в конструкции магнитопроводов и в конструкции катушек – они могут быть вытянутыми, сплющенными, могут отличаться материалом провода и количеством витков, однако суть от этого не поменяется. Задача первичной обмотки – генерировать переменное магнитное поле, и в любом нагревателе она с этим справляется. Так что в способе нагрева различий у индукционных нагревателей разных производителей практически нет. Зато существенные различия заключаются в конструкциях теплообменников. Что интересно, общепринятой классификации в настоящее время не существует, поэтому возьмем на себя смелость предложить свою собственную, итак:
- Индукционный нагреватель кожухового типа
- Индукционный нагреватель с трубчатым теплообменником
- Индукционный нагреватель с объемным теплообменником (электронагреватель индуктивно-кондуктивного типа – именно так называет его сам производитель)
Индукционный нагреватель кожухового типа
Начнем с первого – «индукционного нагревателя кожухового типа». Производители таких нагревателей называют их иначе, но в данной статье нам интересны не названия, а принцип нагрева.

Мы назвали этот тип индукционных нагревателей «кожуховым» потому что внешне этот тип отличается от остальных тем, что производители помещают конструкцию нагревателя (т.е. индуктор и теплообменник) внутрь кожуха цилиндрической формы. Внешне он даже чем-то напоминает электродный котел, однако отличается от последнего способом нагрева теплоносителя.
Внутри кожуха размещен вытянутый индуктор, внутри и снаружи которого располагается теплообменник, нагревающийся под воздействием электромагнитного поля. Проходя через теплообменник, вода нагревается и подается в систему отопления.
Преимущества конструкции:
- Более компактен, имеет меньшие габариты и массу чем остальные типы индукционных нагревателей. Есть мнение, что эстетически он также выглядит лучше, но это спорно, во-первых, и не является определяющим для промышленного нагревателя – во-вторых.
- Менее материалоемок (теплообменное устройство состоит из «черного» металла марки Ст3сп) по сравнению с другими представителями класса, а потому у него ниже себестоимость и, соответственно, цена приобретения.
- Может размещаться на стене (другие индукционные нагреватели – только напольного исполнения)
Недостатки конструкции:
- Изготовление теплообменника из обычного металла удешевляет конструкцию, но делает ее элементы более подверженными коррозии, особенно в периоды профилактических работ и слива теплоносителя.
- Конструкция теплообменника такова, что она оказывает повышенное гидродинамическое сопротивление, вследствие чего снижается скорость теплоносителя, при поступлении его внутрь. Это может приводить сразу к двум неприятностям: во-первых, к осаждению загрязнений, имеющихся в теплоносителе, в нижней части нагревателя и, в дальнейшем, еще большему затруднению протока и, во-вторых, к снижению теплосъема с поверхности теплообменника. Вообще, конструкция таких нагревателей предполагает довольно высокую плотность теплового потока – 9-10 Вт/см2 и ухудшение теплопередачи вызовет кипение в пограничном слое теплоносителя. Это чревато ускоренным осаждением накипи в таких местах (по сути – по всей площади теплообменника), а также к дальнейшему снижению теплопередачи и, в конце концов, к перегреву греющего контура.
- Недостаток из предыдущего пункта усугубляется тем, что конструкция неремонтопригодна – стоимость и сроки ремонта будут примерно такими же, как и стоимость, и сроки на приобретение нового нагревателя.
- Также вертикальное расположение теплообменника приводит к тому, что растворенные в теплоносителе газы и воздух, в процессе нагрева, будут собираться в верхней части теплообменника, вытесняя оттуда теплоноситель, что может привести к местному перегреву теплообменника из-за отсутствия необходимого теплосъема, а теплонагруженность нагревателя, как мы указывали выше, достаточно велика.
- Несмотря на то, что одним из главных преимуществ электронагревателей индукционного типа является обеспечение 2-го класса защиты от поражения электрическим током (т.е. практически абсолютная защита даже без заземления), к конструкции этого типа нагревателей эта особенность, увы, не относится, поскольку в случае нарушения изоляции обмоток индуктора, теплоноситель окажется под напряжением – точно так же, как и ТЭНовый котел.
- Индукционные нагреватели кожухового типа ограничены в мощности и температуре нагрева. Мощность единичного нагревателя, как правило, не превышает 70-100 кВт, а максимальная температура теплоносителя – 100-110 °С (впрочем, для обычной системы отопления этого достаточно). Ограничение по мощности приводит к необходимости параллельной установки нескольких нагревателей.
Вывод: конструкция индукционных нагревателей кожухового типа получила достаточно широкое распространение, главным образом, благодаря простоте изготовления, относительно низкой себестоимости (а, следовательно, отпускной цены) и системе распределения через дилеров (маржинальность продукта позволяет делиться ею с посредниками). Однако данный тип нагревателей лишь условно относится к нагревателям «трансформаторного» типа, и не всегда заслуженно использует в своих заявлениях те преимущества, которые присущи этому типу нагревателей.
Индукционный нагреватель с трубчатым теплообменником
Если говорить откровенно, то первый коммерческий успех индукционных электронагревателей истинно трансформаторного типа, сопутствовал именно этой конструкции индукционных нагревателей, которые появились на рынке в середине 90-х годов прошлого века и получили довольно широкое распространение. В чем их особенность:

Во-первых, эти нагреватели уже не прячутся в кожух. Особенной красотой они, конечно, не блещут, но для покупателя важны другие их свойства. Во-вторых, здесь катушка индуктивности (первичная обмотка) полностью отделена от теплообменника (вторичной обмотки) что исключает поражение электрическим током: даже в случае нарушения изоляции обмоток электросеть не может замкнуться на теплоноситель, так что это настоящий 2-ой класс электробезопасности. И, наконец, в третьих, теплообменное устройство здесь представляет собой набор трубок, огибающих катушки индуктора.
В остальном, все так же как у всех остальных индукционных нагревателей – катушки возбуждают магнитное поле, которое, проходя через металл теплообменника, возбуждает в нем вихревые токи, которые его и разогревают, а потом тепло снимается теплоносителем с принудительной циркуляцией.
Преимущества конструкции:
- Конструкция приближена к «сухому» трансформатору, а, следовательно, при должном высоком качестве производства, обладает такими свойствами как долговечность (до 100 000 часов), электрическая безопасность и высокая надежность (во всяком случае, выше чем у «кожуховых нагревателей» и многократно выше, чем у ТЭНовых нагревателей).
- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Аналогично кожуховым индукционным нагревателям, трубчатые индукционные нагреватели также могут устанавливаться в параллель, и тогда необходимая мощность будет ограничиваться только доступностью электроэнергии и потребностью в тепловой энергии.
- Возможность обеспечения высоких температур нагрева (до 250-300 °С), что существенно расширяет области применения нагревателей. Она уже не ограничивается областью отопления и горячего водоснабжения. При помощи высокотемпературного жидкого теплоносителя есть возможность заменять паровые системы нагрева в промышленности (реакторы, пресса и т.д.) на жидкостные, что существенно повышает надежность, безопасность и управляемость процессами нагрева.
- Вообще, если сравнивать с ТЭНами и электродными котлами, преимуществ можно указать множество. Наша же основная задача – сравнить с другими типами конструкций индукционных нагревателей.
Недостатки конструкции:
- Вероятно неравномерное распределение теплового потока по сечению трубы теплообменника. Из-за неравномерного омического сопротивления и поверхностного эффекта наибольшая часть тепловой энергии (рассчетно, до 70%) может выделяться всего в 30% поверхности трубы со стороны обмотки. Плотность теплового потока в этих зонах соизмерима с плотностью теплового потока обычного ТЭНа. Что может привести к локальному перегреву, парообразованию в пограничном слое теплоносителя и отложению солей на стенках трубы, с последующим ухудшением теплопередачи и, как следствие, местным перегревам. Эффект накипеобразования многократно усиливается в местах сварки труб, в связи с высокими значениями плотности тока в этих соединениях.
- Несмотря на заявляемый коэффициент мощности 0,98, эффект повышенного рассеяния магнитных потоков вокруг трубчатых витков, скорее всего, снижает этот коэффициент до 0,9, иначе чем объяснить, что для обеспечения одной и той же тепловой мощности, нагреватели с трубчатым теплообменником имеют боле высокие потребляемые мощности и токи в обмотках? В свою очередь это приводит к повышению затрат у потребителя, поскольку ему приходится использовать провода увеличенного сечения, а также повышает себестоимость производителя (и, следовательно, цену приобретения для покупателя).
- Трубчатый теплообменник оказывает повышенное гидродинамическое сопротивление, что приводит к необходимости установки более мощных (и дорогих) циркуляционных насосов.
- Повышена масса нагревателя, т. к. трубчатая конфигурация теплообменника требует значительного промежутка между стержнями сердечника трансформатора. Это приводит к увеличению ярем магнитопровода трансформатора и удорожанию изделия в целом.
- Катушки индуктора хоть и надежно пропитаны изоляцией, однако же ничем не защищены от случайного или (того хуже) целенаправленного механического воздействия, что, конечно же, не повышает надежность нагревателя.
- Трубчатый теплообменник не ремонтопригоден, и в случае выхода из строя подлежит полной замене на заводе-производителе.
Вывод: индукционные нагреватели с трубчатым теплообменником – это в принципе первые коммерчески успешные индукционные нагреватели, и это действительно шаг вперед по сравнению с ТЭНовыми котлами и нагревателями кожухового типа и сразу два шага вперед по отношению к электродным котлам (за счет факторов безопасности). Применение трубчатого теплообменника изначально было продиктовано технологическими ограничениями и финансовыми вопросами, поскольку трубчатый теплообменник проще в производстве, чем объемный (о котором речь пойдет далее), однако он не лишен недостатков, исправить которые производителям не позволяют рамки патентных правоотношений.
Индукционный нагреватель с объемным теплообменником
Объемный тип теплообменника, в виде опытных образцов, появился даже раньше, чем трубчатый. Однако первые конструкции были не очень удачны – пожалуй, даже нет смысла их описывать, поскольку сейчас они если и выпускаются, то кустарно. Нас будет интересовать последняя итерация конструкции, которую производитель называет также нагревателем индуктивно-кондуктивного типа. Конечно, это лишь способ позиционирования продукта, однако это название очень четко отражает сущность данного нагревателя.
Индукционные нагреватели с объемным теплообменником появились уже в XXI веке и при их создании, несомненно, были учтены недостатки всех прочих конструкций. Что же представляет собой конструкция индуктивно-кондуктивного электронагревателя с объемным теплообменником?

Как видим из рисунка, конструкция довольно сильно напоминает индукционный нагреватель с трубчатым теплообменником, однако вместо трубок здесь используется полый цилиндр, внутри которого находится индуктор. По мнению многих (и автора в том числе) индуктивно-кондуктивные индукционные нагреватели эстетически выглядят лучше, чем нагреватели с трубчатым теплообменником, поскольку объемный теплообменник выполняет и роль кожуха: внешний вид создает ощущение законченности и какой-то защищенности.
Это также полноценный индукционный нагреватель, конструкция которого роднит его с «сухим» трансформатором. И он, конечно, обладает всеми преимуществами, которые из этого вытекают: высокая надежность, долговечность, пожарная и электрическая безопасность, поскольку первичная обмотка, на которую подается напряжение, отделена от теплообменника, что исключает поражение электрическим током: это полноценный 2-ой класс электробезопасности.
Вихревые токи здесь возникают в толще металла, из которого сделан полый цилиндр. Надо сразу отметить, что само конструктивное решение повышает надежность нагревателя и его устойчивость к повреждениям. Судите сами: обмотки катушек индуктивности, которые можно легко повредить у нагревателя с трубчатым теплообменником, здесь надежно закрыты от внешнего воздействия. От упорного вредителя они, конечно, не спасут, а вот случайно повредить индуктор уже значительно сложнее.
Материал теплообменника здесь – нержавеющая сталь марки AISI-304, так что коррозия ей не грозит.
Единственное место, которое можно отнести к узким местам (и о котором любят упоминать конкуренты) – это сварные швы на теплообменнике, ведь отливать полые цилиндры без швов человечество еще, к сожалению, не научилось. Но зато человечество научилось хорошо сваривать детали. Случай с объемными теплообменниками здесь не исключение.
Преимущества конструкции:
- Индуктивно-кондуктивный электронагреватель максимально приближен к конструкции «сухого» трансформатора, а, следовательно, обладает такими свойствами как долговечность (до 100 000 часов или, в пересчете на годы, порядка 30 лет!), электрическая безопасность, высокая надежность и все прочие преимущества по сравнению с ТЭНовыми и электродными котлами.
- Доступность больших мощностей в единице оборудования (до 500 кВт мощности в одном нагревателе). Также существуют модификации высоковольтных индукционных котлов, которые могут обеспечить мощность нагрева свыше 6 МВт. Аналогично прочим индукционным нагревателям, индукционные нагреватели с объемным теплообменником также могут устанавливаться в параллель, и, тем самым, обеспечивать любую мощность нагрева.
- Возможность обеспечения высоких температур нагрева (до 200-250 °С), что существенно расширяет области применения нагревателей. Это немного ниже, чем у трубчатых теплообменников, что обусловлено как раз конструкцией. Трубки обеспечивают лучшую вентиляцию и охлаждение катушек. В индукционных нагревателях с объемным теплообменником катушки закрыты, однако и температур, обеспечиваемых этими нагревателями, достаточно для многих технологических процессов (обогрев реакторов, гальванических ванн, сушильных камер, прессов и т.д.).
- Равномерное распределение теплового потока по более развитой поверхности теплообменника гарантирует отсутствие явлений местного перегрева, отложения накипи и очень небольшой градиент температур между теплоносителем и теплообменником (не более 20 °С) что служит дополнительным аргументом в пользу надежности и пожарной безопасности нагревателя индуктивно-кондуктивного типа.
- «Честный» высокий коэффициент мощности 0,98-0,985 благодаря более равномерному поглощению магнитного поля цилиндрическим теплообменником.
- Более низкая масса нагревателей по сравнению с аналогичными по мощности нагревателями на трубках.
Недостатки:
- Более высокая себестоимость материалов и высокотехнологичность производства: высокое качество и отличные потребительские свойства дешевыми не бывают.
- Низкая маржинальность (наценка) делает продукт не интересным для посредников, поэтому продукцию необходимо заказывать только у производителя.
- Теплообменник в большинстве случаев не ремонтопригоден, однако, риск выхода его из строя самый низкий из всех типов индукционных нагревателей. Кроме того, его замена может быть произведена эксплуатирующей организацией, а не только заводом-изготовителем.
Вывод: если говорить о том, что индукционные нагреватели – это следующий шаг по отношению к ТЭНовым и электродным котлам, то индуктивно-кондуктивные нагреватели с объемным теплообменником – это пример дальнейшего развития конструкции, которая, пожалуй, как никогда близка к ожидаемому идеалу. Главное, при наличии очень хорошей и энергоэффективной конструкции, — это высокая культура и качество производства, которая бы неукоснительно следовала конструкторской документации и исполняла замысел инженеров и ученых, положивших годы в создание такого сложного, но такого простого оборудования, как индукционный электронагреватель.
Индукционный нагреватель. Огонь, вода, работающие люди, но не пожар!
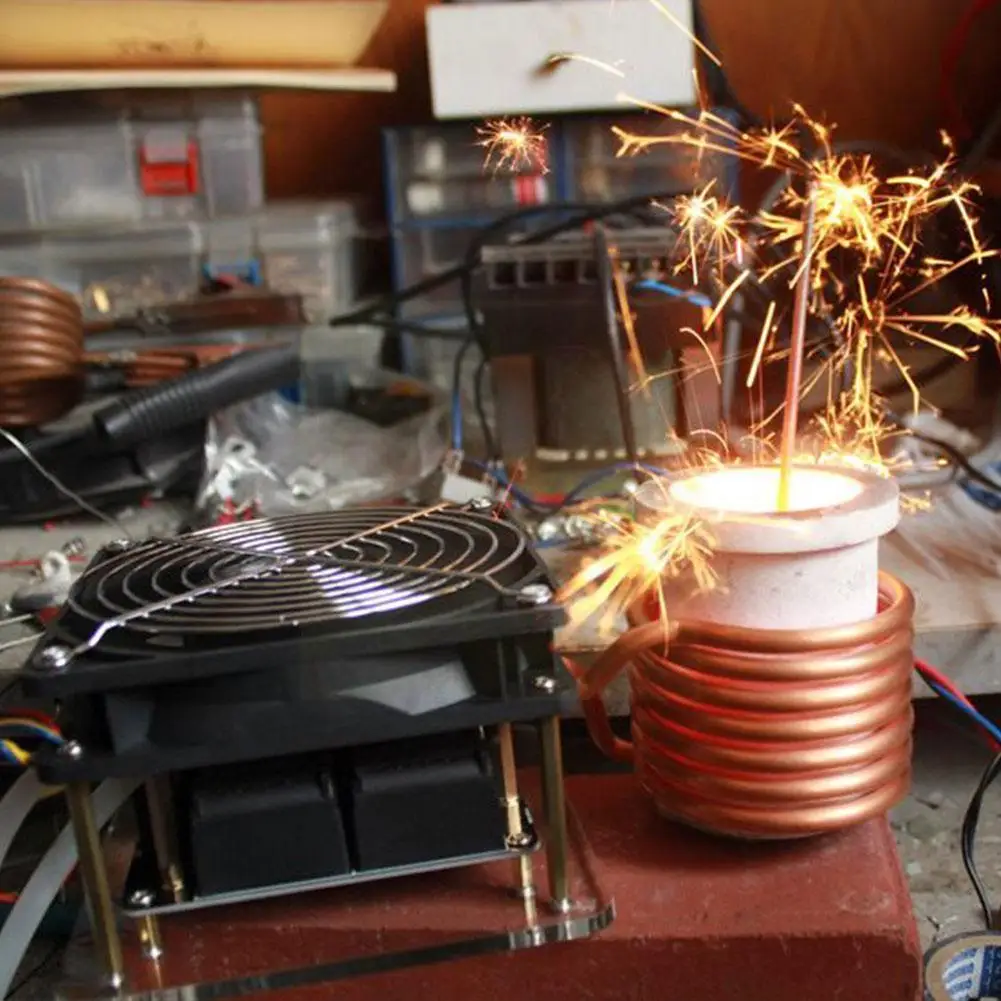
Эту игрушку я ждал с нетерпением. Об индукционном нагреве я знал давно, со времен студенчества. Иногда видел ролики, как закаляют заготовки, припавают твердосплавные пластины на резцы и прочая-прочая. Но для меня все это было чем-то из области производства, грязных жарких и душных цехов.Поэтому, когда в списке предлагаемых на обзор гаджетов я увидел данный нагреватель, колебаний не было. Я его просто возжелал!
Оговорка по Фрейду и п.18
Как и, наверное, большинство читателей, я интересуюсь разными вещами. Всегда есть соблазн и желание приобрести что-то для своего увлечения, либо просто хочется поиграть с приглянувшимся гаджетом, как известно с возрастом лишь меняется цена игрушек.Обзоры — это совмещение приятного с полезным. Мне нравится делиться своим опытом взаимодействия с различными вещами, спонсорам нравится видимо, как я это делаю, и получается взаимовыгодное сотрудничество. Я никогда не беру на обзор вещи, которые мне не интересны, и с которыми я не хочу провести какое-то время. Как правило я беру вещи, предназначение и характеристики которых я себе неплохо представляю, так я избегаю своего и вашего, мои уважаемые читатели, разочарования в большинстве случаев.
Обзоры я делаю объективно, товары не рекламирую, и моя цель дать вам пищу для размышления, и поделиться своим опытом пользования данной вещи. Читайте, думайте, пишите свое мнение в комментариях — в общении и обмене мнениями рождается истина!
Недавно был обзор данного устройства от уважаемого dia. В этом обзоре dia даже выпаял часть деталей, чтобы лучше понять устройство этого гаджета и нарисовал его электрическую схему. Не буду дублировать его работу, можно сходить в тот обзор и все посмотреть. И не забудьте поставить dia плюсик пожалуйста.
В своем обзоре я бы хотел рассказать, что такое индукционные нагреватели, зачем они вообще нужны, и почему же я так радовался и ждал приезда этого гаджета. И самое интересное — что я с ним делал 🙂
Как обычно, начнем с небольшого экскурса в историю.
Явление электромагнитной индукции открыл Майкл Фарадей в 1831 году. Электромагнитная индукция — явление возникновения электрического тока в замкнутом контуре при изменении магнитного потока, проходящего через него. Без открытия Фарадея не было бы у нас трансформаторов, генераторов, радио и вообще электротехнической и электронной промышленности.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Т.е. создав переменное магнитное поле и поместив туда материал мы сможем его нагреть. И уже в 1900 г. шведская фирма «Benedicks Bultfabrik» построила и запустила первую индукционную сталеплавильную печь!
Для того, чтобы расплавить или хотя бы нагреть металл, нам необходимо создать колебательный контур и в поле, создаваемое данным контуром поместить металлический предмет.
Вот чертеж индукционной сталеплавильной печи. Как раз на нем видно, что тигель с расплавляемым металлом, окружен катушками, наводящими на него переменное магнитное поле.

А это печь в действии.

В общем случае схема индукционного нагрева выглядит следующим образом: У нас есть генератор и колебательный контур. Частота колебания в контуре зависит от индуктивности катушки и емкости конденсаторов. Различные материалы восприимчивы к различным частотам колебаний. Например, при частоте колебаний контура, при которой происходит плавления стали, например, цветные металлы могут даже не начать толком нагреваться. И наоборот.

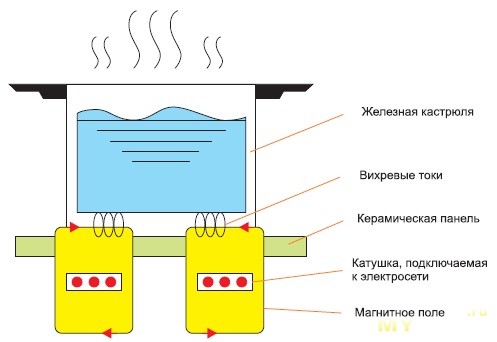
Где же используется индукционный нагрев. На самом деле в огромном количестве мест. Он везде вокруг нас. Индукционные электроплиты, как самый яркий пример
Индукционные проточные водонагреватели


Портативные нагреватели, с их помощью например можно разогреть и открутить приржавевшую гайку.

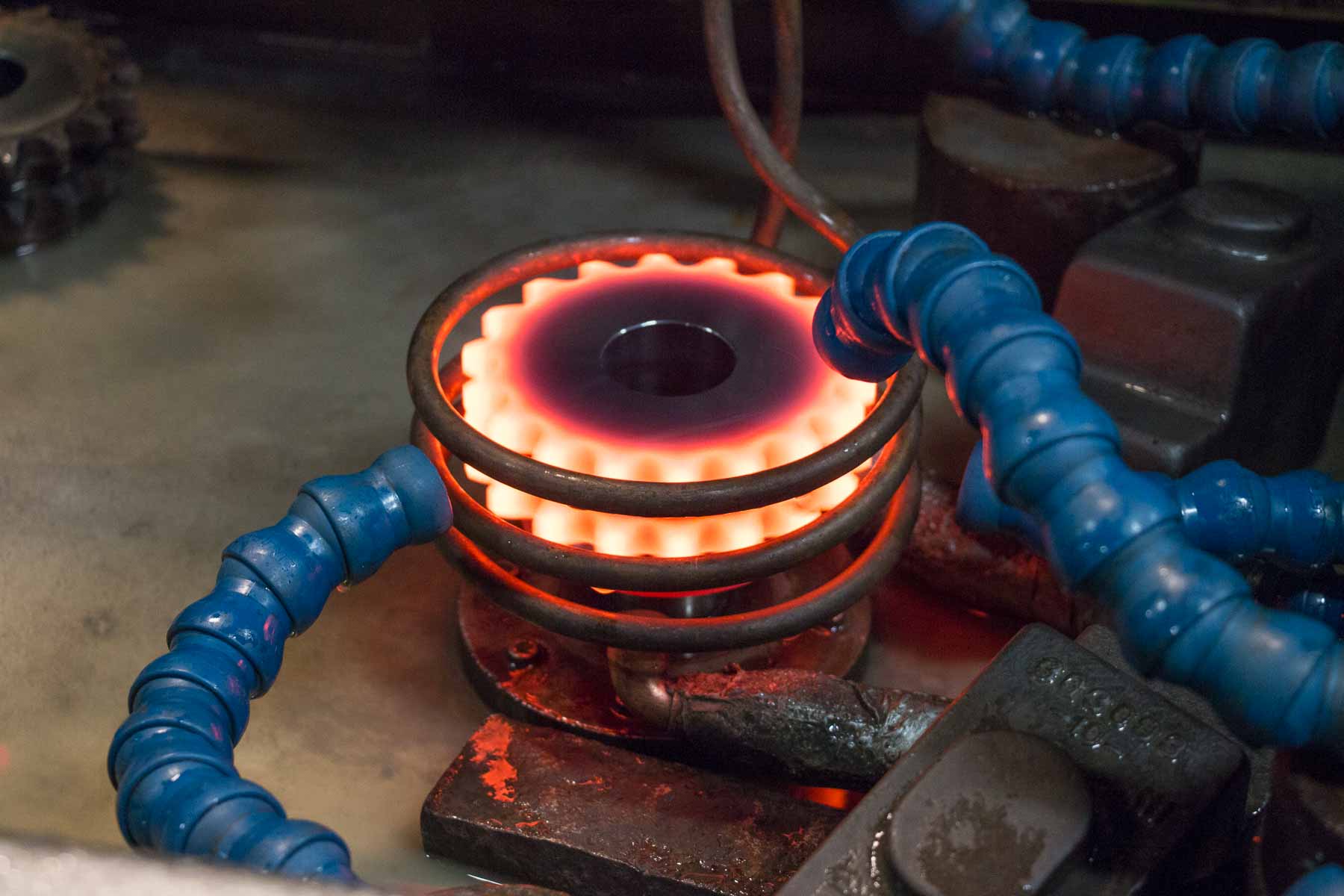
А на производстве индукционный нагреватель используется для поверхностной закалки изделий. Это быстро, экономично и безопасно, с точки зрения отсутствия огня и горючих материалов.

И самое для меня наверное интересное, т.к. я обладатель небольших домашних токарного и фрезерного станков — напайка твердосплавных пластин на державки резцев.

Как я и говорил, для меня системы индукционного нагрева всегда были либо уделом промышленности, либо умельцев, паяющих огромные монструозные схемы с гигантскими блоками питания, которым место дома можно найти с огромной натяжкой. И какое же удивление вызвало обнаружение крохотного устройства из класса — «воткни в блок питания и получай удовольствие».
Переходим к герою нашего обзора. Состоит он из двух частей. Генератор построенный на основе обычного двухтранзисторного мультивибратора (за схемой можно сходить в обзор уважаемого dia), для тех кто разбирается в электронике, то ничего сложного, а для тех, для кого это незнакомые термины, то в двух словах — простая и надежная схема, работающая «из коробки». На плате генератора размещена сборка из емкостей. Вторая деталь — катушка колебательного контура. Соединяются обе детали винтовым разъемом.
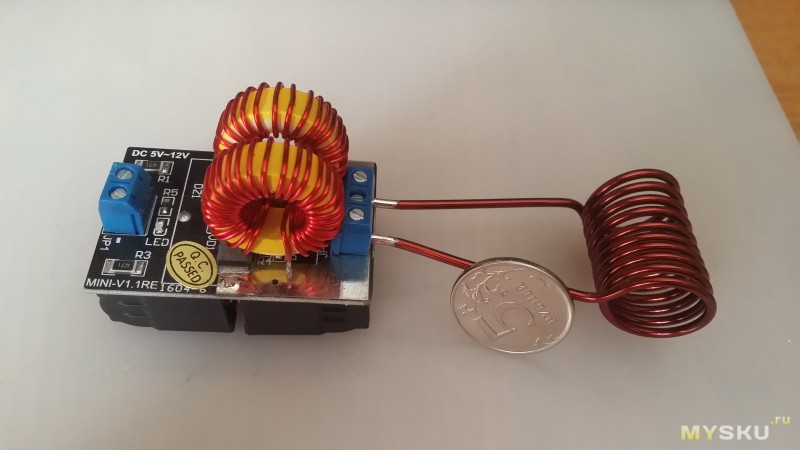


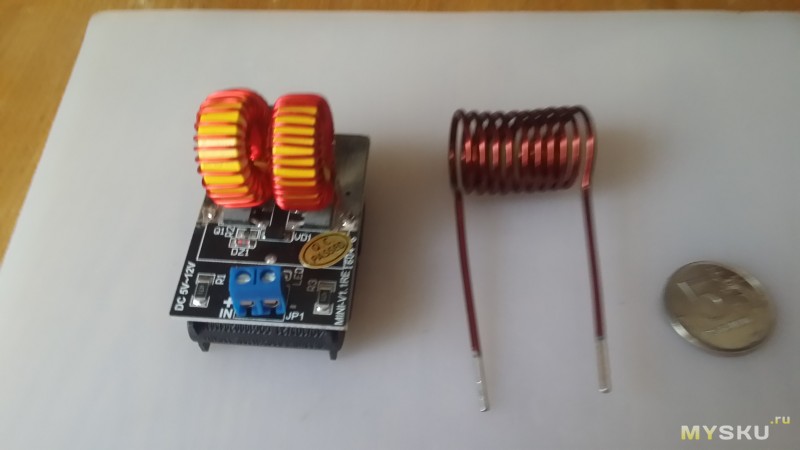
Размер миниатюрный 5.5 см на 4 см и толщиной 2 см. Диаметр катушки 2.8 см, длина 7.5 см. Питание устройства 5-12В, ток до 5А.
Т.е. максимальная потребляемая мощность может составить 12В х 5А = 60Вт. Это потребление не самой яркой лампочки накаливания. Много это или мало? Давайте прикинем на пальцах. Современная сталелитейная промышленность в среднем тратит 650 кВтч на плавку 1 тонны стали, т.е. 650 Втч на 1 кг или 65 Втч на плавку 100 грамм. Таким образом наша малявка при должном подходе и минимизации теплопотерь в атмосферу за час может расплавить чуть меньше 100 грамм стали. Очень и очень недурственно. Казалось бы 60 Вт потребляемой мощности и 100 грамм расплавленной стали. Весьма полезно все считать, т.к. на глазок некоторые вещи совсем не очевидны, как например мне было в этом случае.
Давайте перейдем от слов к развлечениям делу.
У меня была целая куча идей, которые я хотел реализовать.
По всем идеям я снял подробное видео. Его можно будет посмотреть в конце обзора.
Идея номер 1. Закалка отверточных бит. Частенько, если приходится много закручивать шуруповертом винтов приходится наблюдать картину слизывания крестовины бит.

Есть способ продлить жизнь битам. Частенько биты продают чуть недозакалеными. Это делают видимо для избежания их раскалывания в процессе эксплуатации. Либо по каким-то другим неведомым причинам. Такие биты можно дозакалить. Этим мы и займемся.
Как же закаливают металлы? Существует огромное количество сплавов и индивидуальных режимов их термической обработки. Я не буду погружаться в рамках данного обзора в эти дебри. Если все предельно упростить, то для закалки в примитивных домашних условиях изделий из неопознанной стали можно (с кучей условностей разумеется) использовать следующий способ.
а. Нагрев до вишневого цвета (750 градусов по Цельсию).
б. Охлаждение в воде
в. Отпуск в духовке при температуре 180-190 градусов по Цельсию в течении 1 часа. Отпуск необходим для снятия внутренних напряжений, чтобы изделие не лопнуло у нас в руках в процессе эксплуатации
Привожу картинку с цветами металла и соответствующим им температурам

Соответственно, разогреваем биту

И охлаждаем ее в воде. Затем отпуск в духовке и… вуаля. Более прочная бита у нас в арсенале.
Идея номер 2. Из остатков ножовочного полотна сделать мини стамески по дереву. Подробный процесс в видео. Делюсь лишь фоткой конечных изделий

Выглядят они неказисто, но древесину режут исправно. Тест есть на видео.
Идея номер 3. Из подручных гвоздей и железяк сделать настоящее сверло. И сверло получилось! Оно успешно просверлило дерево, алюминий… и не только. Посмотрите на видео))) Заточка и закаленный кончик все выдержали, кроме тела сверла, которое я отпустил, но повторно не закалил. Вот что с ним стало после моих издевательств)))


Идея номер 4. Водонагреватель. Проверка концепции. Кладем гвоздь в трубочку, трубочку в спираль — вода кипит.
Можно сделать подогрев чего — либо, например воды в емкости. Туда поставить банку с молоком, подключить термодатчик, для контроля температуры и будет йогуртница))).
Вот видео моих издевательств над материей )))
Как резюме. Мне индукционный нагреватель понравился. Для домашнего использования мне лично пригодится однозначно. Я периодически нуждаюсь в необходимости закалить какую-либо небольшую деталь (ось накатки для токарника, например). И этот способ мне нравится больше горелки в домашних условиях. Также я получил большое удовольствие от процесса созидания из обломков пилки и ненужных ключей качественно новых вещей.
Хочу ли я нагреватель большей мощности? В квартиру — однозначно нет. Другие режимы, другая техника безопасности. В отдельную мастерскую — однозначно да.
Меня поражает скорость прогресса, если честно. И технологии. Устройство размером со спичечный коробок позволяет ощутить себя и кузнецом, и термистом и сантехником- отопителем))
Получайте удовольствие от жизни, выбирайте себе инструменты и игрушки по вкусу, и Удачи!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Индукционный нагрев — Induction heating

Индукционный нагрев — это процесс нагрева электропроводящего объекта (обычно металла ) за счет электромагнитной индукции за счет тепла, выделяемого в объекте вихревыми токами . Индукционный нагреватель состоит из электромагнита и электронного генератора, который пропускает высокочастотный переменный ток (AC) через электромагнит. Быстро меняющееся магнитное поле проникает в объект, генерируя внутри проводника электрические токи, называемые вихревыми токами. Вихревые токи, протекающие через сопротивление материала, нагревают его за счет джоулева нагрева . В ферромагнитных (и ферримагнитных ) материалах, таких как железо, тепло также может быть вызвано потерями на магнитный гистерезис . Используемая частота тока зависит от размера объекта, типа материала, соединения (между рабочей катушкой и нагреваемым объектом) и глубины проникновения.
Важной особенностью процесса индукционного нагрева является то, что тепло генерируется внутри самого объекта, а не от внешнего источника тепла за счет теплопроводности. Таким образом предметы можно нагревать очень быстро. Кроме того, нет необходимости в каком-либо внешнем контакте, что может быть важно, когда загрязнение является проблемой. Индукционный нагрев используется во многих промышленных процессах, таких как термообработка в металлургии , выращивание кристаллов по методу Чохральского и зонное рафинирование, используемое в полупроводниковой промышленности, а также для плавления тугоплавких металлов, требующих очень высоких температур. Он также используется в индукционных варочных панелях для нагрева емкостей с едой; это называется индукционным приготовлением .
Приложения
 Индукционный нагрев металлического стержня 25 мм мощностью 15 кВт при 450 кГц.
Индукционный нагрев металлического стержня 25 мм мощностью 15 кВт при 450 кГц.
 Плавление кремния в тигле при 2650 ° F (1450 ° C) для выращивания кристаллов Чохральского , 1956 г.
Плавление кремния в тигле при 2650 ° F (1450 ° C) для выращивания кристаллов Чохральского , 1956 г.
Индукционный нагрев позволяет целенаправленно нагревать применимый элемент для различных применений, включая поверхностную закалку, плавление, пайку и пайку, а также нагрев по размеру. Железо и его сплавы лучше всего реагируют на индукционный нагрев из-за их ферромагнитной природы. Однако вихревые токи могут возникать в любом проводнике, а магнитный гистерезис может возникать в любом магнитном материале. Индукционный нагрев используется для нагрева жидких проводников (например, расплавленных металлов), а также газовых проводников (например, газовой плазмы — см. Технология индукционной плазмы ). Индукционный нагрев часто используется для нагрева графитовых тиглей (содержащих другие материалы) и широко используется в полупроводниковой промышленности для нагрева кремния и других полупроводников. Индукционный нагрев промышленной частоты (50/60 Гц) используется для многих недорогих промышленных приложений, поскольку инверторы не требуются.
Печь
An индукционной печи индукцией для нагрева металла до его точки плавления. После расплавления высокочастотное магнитное поле также можно использовать для перемешивания горячего металла, что полезно для обеспечения полного смешивания легирующих добавок с расплавом. Большинство индукционных печей состоят из трубки с водяным охлаждением медных колец , окружающих контейнером огнеупорного материала. Индукционные печи используются в большинстве современных литейных производств как более чистый метод плавления металлов, чем отражательная печь или вагранка . Размеры варьируются от килограмма до ста тонн. Индукционные печи во время работы часто издают пронзительный вой или гул, в зависимости от их рабочей частоты. Плавленые металлы включают железо и сталь , медь , алюминий и драгоценные металлы . Поскольку это чистый и бесконтактный процесс, его можно использовать в вакууме или инертной атмосфере. В вакуумных печах используется индукционный нагрев для производства специальных сталей и других сплавов, которые окисляются при нагревании в присутствии воздуха.
Сварка
Аналогичный процесс меньшего масштаба используется для индукционной сварки . Пластмассы также можно сваривать индукцией, если они легированы ферромагнитной керамикой (где магнитный гистерезис частиц обеспечивает необходимое тепло) или металлическими частицами.
Таким образом можно сваривать швы трубок. Токи, наводимые в трубе, проходят по открытому шву и нагревают края, в результате чего температура становится достаточно высокой для сварки. На этом этапе кромки шва сжимаются и шов сваривается. Радиочастотный ток также может быть передан в трубку щетками, но результат все тот же — ток течет по открытому шву, нагревая его.
Готовка
При приготовлении пищи на индукционной плите индукционная катушка в варочной панели нагревает железное дно посуды за счет магнитной индукции . Сковороды с медным дном, алюминиевые сковороды и сковороды из других цветных металлов, как правило, не подходят. Тепло, создаваемое основанием, передается пище за счет теплопроводности . Преимущества индукционных плит включают эффективность, безопасность (индукционная плита не нагревается сама по себе) и скорость. Доступны как стационарные, так и переносные индукционные плиты.
Пайка
Индукционная пайка часто используется в больших объемах производства. Он дает однородные результаты и очень повторяемый. Есть много типов промышленного оборудования, где применяется индукционная пайка. Например, индукционная пайка используется для припаивания карбида к валу.
Уплотнение
Индукционный нагрев используется для герметизации крышек контейнеров в пищевой и фармацевтической промышленности. Слой алюминиевой фольги помещается поверх отверстия бутылки или банки и нагревается индукцией, чтобы сплавить его с контейнером. Это обеспечивает защиту от несанкционированного доступа, так как изменение содержимого требует разрушения фольги.
Отопление по размеру
Индукционный нагрев часто используется для нагрева элемента, вызывающего его расширение перед установкой или сборкой. Подшипники обычно нагреваются таким образом с использованием рабочей частоты (50/60 Гц) и сердечника трансформаторного типа из многослойной стали, проходящего через центр подшипника.
Термическая обработка
Индукционный нагрев часто используется при термической обработке металлических изделий. Наиболее распространенными применениями являются индукционная закалка стальных деталей, индукционная пайка / пайка в качестве средства соединения металлических компонентов и индукционный отжиг для выборочного размягчения участка стальной детали.
Индукционный нагрев может производить высокую плотность мощности, что позволяет за короткое время взаимодействия достичь требуемой температуры. Это обеспечивает жесткий контроль за схемой нагрева, при этом узор довольно точно следует приложенному магнитному полю, и позволяет снизить тепловые искажения и повреждения.
Эту способность можно использовать при закалке для производства деталей с различными свойствами. Наиболее распространенный процесс упрочнения — это локализованное поверхностное упрочнение области, которая требует износостойкости, при сохранении прочности исходной структуры по мере необходимости в другом месте. Глубину индукционной закалки можно регулировать путем выбора индукционной частоты, плотности мощности и времени взаимодействия.
Ограничения гибкости процесса возникают из-за необходимости производить специальные катушки индуктивности для многих приложений. Это довольно дорого и требует распределения высоких плотностей тока в небольших медных катушках индуктивности, что может потребовать специальной инженерии и «медной арматуры».
Обработка пластика
Индукционный нагрев используется в машинах для литья пластмасс под давлением . Индукционный нагрев повышает энергоэффективность процессов литья под давлением и экструзии. Тепло генерируется непосредственно в корпусе машины, что сокращает время прогрева и потребление энергии. Индукционная катушка может быть размещена вне теплоизоляции, поэтому она работает при низких температурах и имеет долгий срок службы. Используемая частота колеблется от 30 кГц до 5 кГц, уменьшаясь для более толстых стволов. Снижение стоимости инверторного оборудования сделало индукционный нагрев все более популярным. Индукционный нагрев также может применяться к формам, обеспечивая более равномерную температуру формы и улучшенное качество продукции.
подробности
Базовая установка — это источник питания переменного тока, который выдает электричество с низким напряжением, но очень высоким током и высокой частотой . Обогреваемая деталь помещается в воздушную катушку, приводимую в действие источником питания, обычно в сочетании с резонансным емкостным конденсатором для увеличения реактивной мощности. Переменное магнитное поле вызывает в заготовке вихревые токи .
Частота индуктивного тока определяет глубину, на которую индуцированные вихревые токи проникают в заготовку. В простейшем случае сплошного круглого стержня индуцированный ток экспоненциально убывает от поверхности. «Эффективная» глубина токонесущих слоев может быть получена как , где — глубина в сантиметрах, — удельное сопротивление заготовки в ом-сантиметрах, — безразмерная относительная магнитная проницаемость заготовки и — частота поле переменного тока в Гц. Эквивалентное сопротивление заготовки и, следовательно, КПД зависят от диаметра заготовки на контрольной глубине , быстро увеличиваясь до примерно . Поскольку диаметр заготовки фиксируется приложением, значение определяется эталонной глубиной. Уменьшение контрольной глубины требует увеличения частоты. Поскольку стоимость индукционных источников питания увеличивается с увеличением частоты, их часто оптимизируют для достижения критической частоты, при которой . При работе с частотой ниже критической эффективность нагрева снижается, поскольку вихревые токи с обеих сторон детали сталкиваются друг с другом и нейтрализуются. Увеличение частоты сверх критической частоты обеспечивает минимальное дальнейшее повышение эффективности нагрева, хотя оно используется в приложениях, которые стремятся термически обрабатывать только поверхность заготовки. dзнак равно5000ρμж{\ displaystyle d = 5000 {\ sqrt {\ frac {\ rho} {\ mu f}}}}d{\ displaystyle d}ρ{\ displaystyle \ rho}μ{\ displaystyle \ mu}ж{\ displaystyle f}а{\ displaystyle a}d{\ displaystyle d}а/dзнак равно4{\ displaystyle a / d = 4}а/d{\ displaystyle a / d}а/dзнак равно4{\ displaystyle a / d = 4}
Относительная глубина зависит от температуры, поскольку удельное сопротивление и проницаемость зависят от температуры. Для стали относительная проницаемость падает до 1 выше температуры Кюри . Таким образом, эталонная глубина может изменяться в зависимости от температуры в 2-3 раза для немагнитных проводников и в 20 раз для магнитных сталей.
| Частота (кГц) | Тип заготовки |
|---|---|
| 5–30 | Толстые материалы (например, сталь при 815 ° C диаметром 50 мм или больше). |
| 100–400 | Небольшие заготовки или неглубокое проплавление (например, сталь при 815 ° C диаметром 5-10 мм или сталь при 25 ° C диаметром около 0,1 мм). |
| 480 | Микроскопические детали |
Магнитные материалы улучшают процесс индукционного нагрева из-за гистерезиса . Материалы с высокой проницаемостью (100–500) легче нагреть с помощью индукционного нагрева. Нагрев гистерезиса происходит ниже температуры Кюри, когда материалы сохраняют свои магнитные свойства. Полезна высокая проницаемость детали ниже температуры Кюри. Разница температур, масса и удельная теплоемкость влияют на нагрев детали.
На передачу энергии при индукционном нагреве влияет расстояние между катушкой и заготовкой. Потери энергии происходят из-за теплопроводности от заготовки к приспособлению, естественной конвекции и теплового излучения .
Индукционная катушка обычно изготавливается из медных трубок с жидкостным охлаждением . Диаметр, форма и количество витков влияют на эффективность и диаграмму направленности.
Печь стержневого типа
Печь состоит из круглого пода, который содержит плавящуюся шихту в виде кольца. Металлическое кольцо большого диаметра магнитно связано с электрической обмоткой, питаемой от источника переменного тока. По сути, это трансформатор, в котором подлежащий нагреву заряд образует однооборотную вторичную обмотку короткого замыкания и магнитно связан с первичной обмоткой железным сердечником.
Ссылки
- ^ Валерий Руднев Справочник по индукционному нагреву CRC Press, 2003 ISBN 0824708482 стр. 92
- ^ Dong-Хви Sohn, Hyeju Eom и Гын Парк Применение высокочастотного индукционного нагрева с высоким качеством литья под давлением , в Plastics Engineering Ежегодной технической конференции Труды ANTEC 2010 , Общество Plastics Engineers , 2010
- ^ S. Zinn и SL Semiatin Элементы индукционного нагрева ASM International, 1988 ISBN 0871703084 стр. 15
- ^ S. Zinn и SL Semiatin Элементы индукционного нагрева ASM International, 1988 ISBN 0871703084 стр. 19
- ^ S. Zinn и SL Semiatin Элементы индукционного нагрева ASM International, 1988 ISBN 0871703084 стр. 16
- Браун, Джордж Гарольд, Сирил Н. Хойлер и Рудольф А. Бирвирт, Теория и применение радиочастотного нагрева . Нью-Йорк, D. Van Nostrand Company, Inc., 1947. LCCN 47003544
- Хартсхорн, Лесли, Радиочастотное отопление . Лондон, Г. Аллен и Анвин, 1949. LCCN 50002705
- Лэнгтон, Л.Л., Радиочастотное нагревательное оборудование, с особым упором на теорию и конструкцию самовозбуждающихся генераторов мощности . Лондон, Питман, 1949. LCCN 50001900
- Шилдс, Джон Поттер, Азбука радиочастотного обогрева . 1-е изд., Индианаполис, HW Sams, 1969. LCCN 76098943
- Сови, Рональд Дж. И Джордж Р. Сейкель, Индукционный радиочастотный нагрев плазмы низкого давления . Вашингтон, округ Колумбия: Национальное управление по аэронавтике и исследованию космического пространства; Спрингфилд, Вирджиния: Информационный центр федеральной научно-технической информации, октябрь 1967 г. Техническая записка НАСА. D-4206; Подготовлено в Исследовательском центре Льюиса.
История индукционного нагрева
23 сентября 2014
Открытие электромагнитной индукции в 1831 году принадлежит Фарадею (1791-1867). При движении проводника в поле магнита в нем наводится ЭДС, так же как при движении магнита, силовые линии которого пересекают проводящий контур. Ток в контуре называется индуцированным. На законе электромагнитной индукции основаны изобретения множества устройств, в том числе определяющих — генераторов и трансформаторов, вырабатывающих и распределяющих электрическую энергию, что является фундаментальной основой всей электротехнической промышленности.В 1841 году Джеймс Джоуль (и независимо от него Эмиль Ленц) сформулировал количественную оценку теплового действия электрического тока: «Мощность тепла, выделяемого в единице объёма среды при протекании электрического тока, пропорциональна произведению плотности электрического тока на величину напряженности электрического поля». Тепловое действие индуцированного тока породило поиски устройств бесконтактного нагрева металлов. Первые опыты по нагреву стали с использованием индукционного тока были сделаны Е.Колби в США.
Первая успешно работающая т.н. канальная индукционная печь для плавки стали была построена в 1900 году на фирме «Benedicks Bultfabrik» в городе Gysing в Швеции. В респектабельном журнале того времени «THE ENGINEER» 8 июля 1904 г. появилась знаменитая публикация, где шведский изобретатель инженер F.A. Kjellin рассказывает о своей разработке. Печь питалась от однофазного трансформатора. Плавка осуществлялась в тигле в виде кольца, металл, находящийся в нем, представлял вторичную обмотку трансформатора, питающегося током 50-60 Гц.
Первая печь мощностью 78 кВт была запущена в эксплуатацию 18 марта 1900 года и оказалась весьма неэкономичной, поскольку производительность плавки составляла всего 270 кг стали в сутки. Следующая печь была изготовлена в ноябре того же года мощностью 58 кВт и емкостью 100 кг по стали. Печь показала высокую экономичность, производительность плавки составила от 600 до 700 кг стали в сутки. Однако износ футеровки от тепловых колебаний оказался на недопустимом уровне, частые замены футеровки снижали итоговую экономичность.
Изобретатель пришел к выводу, что для максимальной производительности плавки необходимо при сливе оставлять значительную часть расплава, что позволяет избежать многих проблем, в том числе износ футеровки. Такой способ выплавки стали с остатком, который стали называть «болото», сохранился до сих пор в некоторых производствах, где применяются печи большой емкости.
В мае 1902 года была введена в эксплуатацию значительно усовершенствованная печь емкостью 1800 кг, слив составлял 1000-1100 кг, остаток 700-800 кг, мощность 165 кВт, производительность плавки стали могла доходить до 4100 кг в сутки! Такой результат по потреблению энергии 970 кВтˑч/т впечатляет своей экономичностью, которая мало уступает современной производительности порядка 650 кВтˑч/т. По расчетам изобретателя из потребляемой мощности 165 кВт в потери уходило 87.5 кВт, полезная тепловая мощность составила 77.5 кВт, получен весьма высокий полный КПД равный 47%. Экономичность объясняется кольцевой конструкцией тигля, что позволило сделать многовитковый индуктор с малым током и высоким напряжением — 3000В. Современные печи к цилиндрическим тиглем значительно компактнее, требуют меньших капитальных вложений, проще в эксплуатации, оснащены многими усовершенствованиями за сотню лет своего развития, однако КПД повышен несущественно. Правда, изобретатель в своей публикации игнорировал тот факт, что плата за электроэнергию осуществляется не за активную мощность, а за полную, которая в его случае в несколько раз выше активной мощности. А в современных печах реактивная мощность компенсируется конденсаторной батареей.
Своим изобретением инженер F.A. Kjellin положил начало развития промышленных канальных печей для плавки цветных металлов и стали в индустриальных странах Европы и в Америке. Переход от канальных печей 50-60 Гц к современным высокочастотным тигельным длился с 1900 по 1940 г.
Материалы статьи взяты с http://ru.wikipedia.org.advanc.io/wiki/Индукционный_нагрев
Что это такое и как это работает
Главная> Индукционный нагрев> Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля.
Основные принципы индукционного нагрева применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя.В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к повторному открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В чем уникальность этого метода нагрева? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая ниже инфракрасной и микроволновой энергии. Поскольку тепло передается продукту посредством электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается (см. Рисунок 1), и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает получить базовое понимание принципов работы электричества.Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный высокочастотный источник питания передает переменный ток через индуктор (часто медную катушку), а нагреваемая деталь (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания.Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, в магнитных деталях создается дополнительное тепло за счет гистерезиса — внутреннего трения, возникающего при прохождении магнитных деталей через индуктор. Магнитные материалы, естественно, обладают электрическим сопротивлением быстро изменяющимся магнитным полям внутри индуктора. Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, а также отсутствуют газы сгорания.Нагреваемый материал может быть размещен в помещении, изолированном от источника питания; погруженный в жидкость, покрытый изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины изменения температуры, необходимой для данного применения.
Характеристики детали
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса (описанного выше).Этот эффект перестает возникать при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩИЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 85% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.Поэтому мелкие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Исследования показали взаимосвязь между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Зачем? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с ростом температуры, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Конструкция индуктора
Именно внутри индуктора создается переменное магнитное поле, необходимое для индукционного нагрева, за счет протекания переменного тока. Таким образом, конструкция индуктора — один из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Мощность блока питания
Размер индукционного источника питания, необходимый для нагрева определенной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Также следует учитывать потери тепла от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от величины требуемого изменения температуры. Возможен широкий диапазон температурных изменений; Как показывает практика, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
.Что такое индукционный нагрев? | Inductoheat Inc
 Компании группы
Компании группы Inductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов нагрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может удивить тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируются непосредственно с помощью индуцированного тока зависит от того, что называется в электрических опорной глубины .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через обрабатываемую деталь. Более высокая частота ток приведет к мельче электрических эталонной глубины и более низкая частота ток приведет к более глубокой электрическим эталонной глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Электрическая опорная глубина высоких и низких частот Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается специально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, создавая более однородную смесь, и способствует легированию.Объем перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой конкретной печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного использования.Например, светлый отжиг труб и труб из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом применении очень мелкая электрическая ссылка глубина , которые могут быть достигнуты с ВЧ током. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственной целью которых является прижатие кромок сформированной полосы друг к другу и создание сварного шва.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней части сформированного канала. По мере того как ток течет по краям ленты, они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эры высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
.Что такое индукционный нагрев?
Электромагнетизм Индукционный нагревПроцесс индукционного нагрева
Индукционный нагрев похож на эффект джоулевого нагрева, но с одной важной модификацией. Токи, нагревающие материал, индуцируются посредством электромагнитной индукции; это бесконтактный процесс нагрева.
Путем подачи высокочастотного переменного тока на индукционную катушку создается изменяющееся во времени магнитное поле.Нагреваемый материал, известный как заготовка , помещается внутри магнитного поля, не касаясь катушки. Обратите внимание, что не все материалы можно нагревать индукцией, только материалы с высокой электропроводностью (например, медь, золото и алюминий). Переменное электромагнитное поле наводит в заготовке вихревые токи, что приводит к резистивным потерям, которые затем нагревают материал.
 Плотность наведенного тока в медной пластине при 10 Гц.
Плотность наведенного тока в медной пластине при 10 Гц.
Плотность наведенного тока в медной пластине при 10 Гц.
Плотность наведенного тока в медной пластине при 10 Гц.
Кроме того, высокая частота приводит к скин-эффекту ; переменный ток вынужден протекать тонким слоем к поверхности заготовки. Это, в свою очередь, приводит к увеличению сопротивления проводника, что в конечном итоге приводит к значительному увеличению теплового эффекта.
Черные металлы нагреваются за счет индукции легче, чем другие материалы.Это потому, что помимо вихревых токов возникает еще один механизм нагрева. Кристаллы железа материала намагничиваются и размагничиваются переменным магнитным полем снова и снова. Это вызывает быстрое переключение магнитных доменов вперед и назад, что приводит к гистерезисным потерям , что приводит к нагреву.
Индукционный нагрев в конструкции
Итак, индукционный нагрев происходит без физического контакта между заготовкой и индукционной катушкой. Это делает его пригодным для процессов, в которых первостепенное значение имеет высокая степень чистоты, например, в производстве полупроводников.
Плотность магнитного потока.
Плотность магнитного потока.
Кроме того, этот метод нагрева очень эффективен, так как тепло генерируется внутри заготовки , а не где-то еще, а затем применяется к заготовке. Другими словами, с помощью индукционного нагрева мы можем избежать потерь тепла с поверхностей, которые будут обеспечивать электрическое соединение, тем самым повышая общую эффективность нагрева.
Индукционный нагрев включает два разных типа физики: электромагнетизм и теплопередачу. Некоторые свойства материала зависят от температуры, то есть они меняются при воздействии тепла. В этом случае вы можете рассматривать два физических явления как взаимосвязанные.
Скин-эффект: У поверхности проводника высокая плотность тока.
Скин-эффект: у поверхности проводника высокая плотность тока.
Конструкции с использованием индукционного нагрева
Одним из нововведений, использующих преимущества индукционного нагрева, является индукционная плита. В этой конструкции катушка размещена под плитой, и ее электромагнитные поля действуют на металлический горшок. Поскольку таким способом можно нагревать только материалы с высокой проводимостью, кастрюля нагревается, а если вы положите руку на плиту, она не будет горячей.
В полупроводниковой промышленности также используется этот процесс для нагрева кремния.Другие области применения включают герметизацию, термообработку и сварку, и это лишь некоторые из них.
Когда нагрев приводит к потере энергии
Несмотря на то, что существует множество продуктов и процессов, которые функционируют благодаря индукционному нагреву, есть одно применение, в котором нагрев приводит к потере энергии. Когда дело доходит до трансформаторов, важно, чтобы , а не , позволяли вихревым токам течь внутри сердечников. Если вихревые токи нагревают магнитный сердечник трансформатора, энергия теряется, и могут возникнуть дополнительные проблемы, такие как структурное повреждение.
Дата публикации: 6 ноября 2014 г.Последнее изменение: 21 февраля 2017 г. .
Змеевики индукционного нагрева — компоненты индукционного нагрева
Элементы индукционного нагрева
Типичная система индукционного нагревателя включает в себя источник питания, цепь согласования импеданса, цепь резервуара и аппликатор. Аппликатор, представляющий собой индукционную катушку, может быть частью цепи резервуара. Цепь резервуара обычно представляет собой параллельный набор конденсаторов и индукторов. Конденсатор и индуктор в цепи резервуара являются резервуарами электростатической энергии и электромагнитной энергии соответственно.На резонансной частоте конденсатор и катушка индуктивности начинают передавать накопленную энергию друг другу. В параллельной конфигурации это преобразование энергии происходит при большом токе. Сильный ток через катушку способствует хорошей передаче энергии от индукционной катушки к заготовке.
Щелкните здесь, чтобы узнать , что такое индукционные катушки и как они работают, а также различные типы катушек .

 а) Источник питания
а) Источник питания
Источники питания — одна из самых важных частей системы индукционного нагревателя.Обычно они оцениваются по диапазону рабочих частот и мощности. Существуют различные типы индукционных источников питания, в том числе источники сетевой частоты, умножители частоты, мотор-генераторы, преобразователи искрового разрядника и твердотельные инверторы. Твердотельные инверторы имеют наибольшую эффективность среди источников питания.
Типичный твердотельный инверторный источник питания состоит из двух основных частей; Выпрямитель и инвертор. Линейные переменные токи преобразуются в постоянный в выпрямительной секции с помощью диодов или тиристоров.Постоянный ток поступает в инвертор, где твердотельные переключатели, такие как IGBT или MOSFET, преобразуют его в ток, на этот раз с высокой частотой (обычно в диапазоне от 10 до 600 кГц). Согласно диаграмме ниже, IGBT могут работать на более высоком уровне мощности и более низкой частоте по сравнению с MOSFET, работающими на более низком уровне мощности и более высоких частотах.
b) Согласование импеданса
Источники питания для индукционного нагрева, как и любое другое электронное устройство, имеют максимальные значения напряжения и тока, которые нельзя превышать.Чтобы передать максимальную мощность от источника питания к нагрузке (детали), полное сопротивление источника питания и нагрузки должно быть как можно ближе. Таким образом, значения мощности, напряжения и тока могут одновременно достигать своих максимально допустимых пределов. Для этого в индукционных нагревателях используются схемы согласования импеданса. В зависимости от области применения могут использоваться различные комбинации электрических элементов (например, трансформаторы, регулируемые катушки индуктивности, конденсаторы и т. Д.).
c) Резонансный бак
Резонансный резервуар в системе индукционного нагрева обычно представляет собой параллельный набор конденсатора и индуктора, который резонирует на определенной частоте.Частота получается по следующей формуле:

, где L — индуктивность индукционной катушки, а C — емкость. Согласно анимации ниже, явление резонанса очень похоже на то, что происходит в качающемся маятнике. В маятнике кинетическая и потенциальная энергии преобразуются друг в друга, пока он колеблется от одного конца к другому. Движение затухает из-за трения и других механических потерь. В резонансном резервуаре энергия, обеспечиваемая источником питания, колеблется между индуктором (в форме электромагнитной энергии) и конденсатором (в форме электростатической энергии).Энергия затухает из-за потерь в конденсаторе, катушке индуктивности и детали. Потери в заготовке в виде тепла желательны и предназначены для индукционного нагрева.
Сам резонансный бак состоит из конденсатора и индуктора. Блок конденсаторов используется для обеспечения необходимой емкости, чтобы достичь резонансной частоты, близкой к мощности источника питания. На низких частотах (ниже 10 кГц) используются масляные конденсаторы, а на более высоких частотах (более 10 кГц) используются керамические или твердые диэлектрические конденсаторы.

г) Индукторы индукционного нагревателя
Что такое индукционные катушки и как они работают?
Катушка индукционного нагрева представляет собой медную трубку особой формы или другой проводящий материал, через который пропускается переменный электрический ток, создавая переменное магнитное поле. Металлические части или другие проводящие материалы помещаются внутри, через катушку индукционного нагрева или рядом с ней, не касаясь катушки, и создаваемое переменное магнитное поле вызывает трение внутри металла, вызывая его нагрев.
Как работают индукционные катушки?
При проектировании змеевика необходимо учитывать некоторые условия:
1. Для увеличения эффективности индукционных нагревателей расстояние между катушкой и заготовкой должно быть минимизировано. Эффективность связи между катушкой и заготовкой обратно пропорциональна квадратному корню из расстояния между ними.
2. Если деталь расположена в центре спиральной катушки, она будет лучше всего связана с магнитным полем.Если он смещен по центру, область заготовки ближе к виткам будет получать больше тепла. Этот эффект показан на рисунке ниже.

3. Кроме того, позиция рядом с соединением выводов и катушки имеет более слабую плотность магнитного потока, поэтому даже центр внутреннего диаметра спиральной катушки не является центром индукционного нагрева.
4. Следует избегать эффекта отмены (рисунок слева). Это происходит, когда раскрытие катушки очень мало. Добавление петли в катушку поможет обеспечить необходимую индуктивность (рисунок справа).Индуктивность катушки индуктивности определяет ее способность сохранять магнитную энергию. Индуктивность можно рассчитать по следующей формуле:
. 
, где ε — электродвижущая сила, а dI / dt — скорость изменения тока в катушке. Сам по себе ε равен скорости изменения магнитного потока в катушке (- dφ / dt), где магнитный поток φ может быть рассчитан из NBA, где N — число витков, B — магнитное поле и A — площадь индуктор. Следовательно, индуктивность будет равна:

Очевидно, что величина индуктивности линейно пропорциональна площади индуктора.Следовательно, необходимо учитывать минимальное значение для контура индуктора, чтобы он мог накапливать магнитную энергию и передавать ее индукционной заготовке.

Эффективность катушки
КПД змеевика определяется следующим образом:

В таблице ниже показаны типичные значения КПД различных катушек:

Модификация катушки по заявке
В некоторых случаях нагревательный объект не имеет однородного профиля, но требует равномерного нагрева.В этих случаях необходимо изменить поле магнитного потока. Для этого есть два типичных метода. Один из способов — разделить витки там, где деталь имеет большее поперечное сечение (при использовании спиральной катушки). Более распространенный метод — увеличить расстояние между обмотками в тех областях, где поперечное сечение детали больше. Оба метода показаны на рисунке ниже.

Такая же ситуация возникает при нагреве плоских поверхностей большими змеевиками. Центральная зона получит излишнее тепло.Чтобы избежать этого, зазор между поверхностью катушки и плоским объектом будет увеличен за счет придания катушке блина конической формы.

Змеевик с футеровкой используется в приложениях, где требуется широкая и однородная зона нагрева, но мы не хотим использовать большие медные трубки. Лайнер — это широкий лист, который прихваткой припаян к гибкой трубе как минимум в двух точках. Остальная часть стыка будет припаяна только для обеспечения максимальной теплопередачи. Также синусоидальный профиль поможет увеличить охлаждающую способность змеевика.Такая катушка изображена на рисунке ниже.

По мере увеличения длины нагрева необходимо увеличивать количество витков, чтобы сохранить равномерность нагрева.

В зависимости от изменения формы заготовки картина нагрева меняется. Магнитный поток стремится
.