Как правильно измерять наружные и внутренние размеры штангенциркулем. Как читать показания нониуса и цифрового дисплея. Какие типы измерений можно выполнять штангенциркулем. Как проверить точность и откалибровать инструмент.
Устройство и принцип работы штангенциркуля
Штангенциркуль — это универсальный измерительный инструмент, позволяющий измерять наружные и внутренние линейные размеры, а также глубины с точностью до десятых и сотых долей миллиметра. Основные элементы конструкции штангенциркуля:
- Штанга с основной миллиметровой шкалой
- Рамка, перемещающаяся по штанге
- Губки для наружных и внутренних измерений
- Нониус или цифровой дисплей для отсчета долей миллиметра
- Глубиномер
- Зажимной винт для фиксации рамки
Принцип измерения заключается в совмещении нулевой отметки нониуса с ближайшим делением основной шкалы. Точность отсчета зависит от цены деления нониуса — 0,1 мм, 0,05 мм или 0,02 мм.
Виды измерений штангенциркулем
С помощью штангенциркуля можно выполнять следующие типы измерений:

- Наружные размеры — диаметры валов, толщина пластин и т.д.
- Внутренние размеры — диаметры отверстий, пазов, проемов
- Глубины отверстий и уступов
- Расстояния между поверхностями
- Ступенчатые размеры
Для каждого вида измерений требуется правильное позиционирование губок штангенциркуля относительно измеряемой детали. Важно обеспечить перпендикулярность и плотное прилегание измерительных поверхностей.
Как правильно пользоваться штангенциркулем
Чтобы получить точные результаты при работе со штангенциркулем, следуйте этим рекомендациям:
- Перед измерением проверьте нулевое положение — при сомкнутых губках нулевые штрихи шкал должны совпадать.
- Плотно прижмите губки к измеряемой поверхности, не допуская перекосов.
- При измерении наружных размеров располагайте деталь как можно ближе к штанге.
- Для внутренних измерений используйте верхние части губок.
- Снимайте показания, когда губки неподвижны относительно детали.
- Повторите измерение 2-3 раза для проверки результата.
Как читать показания штангенциркуля
Порядок считывания результата измерения:
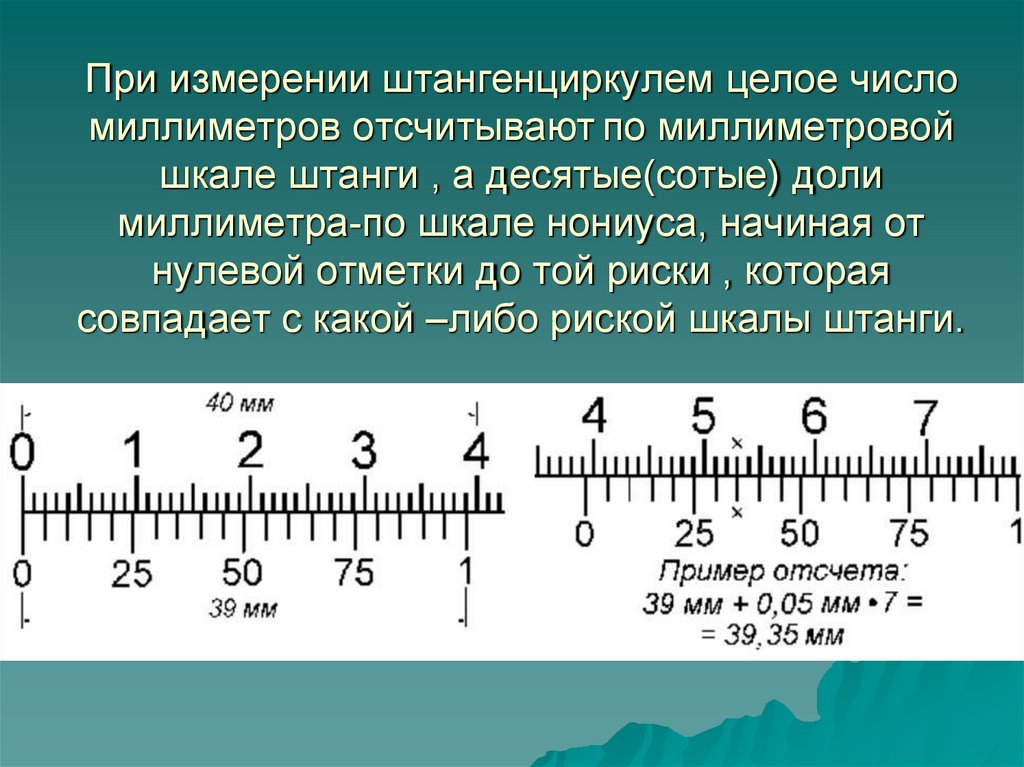
- Определите целое число миллиметров по основной шкале до нулевого штриха нониуса.
- Найдите штрих нониуса, совпадающий со штрихом основной шкалы.
- Умножьте номер этого штриха на цену деления нониуса.
- Сложите целое число миллиметров и дробную часть.
Для цифровых штангенциркулей результат сразу отображается на дисплее с заданной точностью.
Проверка точности и калибровка штангенциркуля
Для обеспечения достоверности измерений необходимо регулярно проверять точность штангенциркуля:
- Сведите губки и убедитесь в нулевом показании.
- Проверьте параллельность губок на просвет.
- Измерьте калибровочный блок или концевую меру длины.
- Сравните результат с номинальным значением меры.
При обнаружении отклонений выполните калибровку согласно инструкции производителя. Для механических штангенциркулей может потребоваться регулировка положения нониуса.
Уход и обслуживание штангенциркуля
Для сохранения точности и работоспособности инструмента соблюдайте следующие правила:
- Протирайте штангенциркуль после использования.
- Храните в футляре, защищающем от пыли и влаги.
- Периодически смазывайте подвижные части.
- Не роняйте и не подвергайте ударам.
- Избегайте попадания абразивных частиц между деталями.
- Проводите ежегодную поверку в специализированной лаборатории.
При соблюдении этих рекомендаций штангенциркуль прослужит долго, сохраняя заявленную точность измерений.

Типичные ошибки при работе со штангенциркулем
При использовании штангенциркуля следует избегать распространенных ошибок:
- Перекос губок относительно измеряемой поверхности
- Чрезмерное усилие при зажиме детали
- Неправильное считывание показаний нониуса
- Игнорирование люфтов подвижных частей
- Работа загрязненным инструментом
Внимательность и аккуратность при измерениях позволят избежать грубых ошибок и получить достоверные результаты.
Преимущества и недостатки штангенциркуля
Штангенциркуль обладает рядом достоинств:
- Универсальность применения
- Простота конструкции
- Широкий диапазон измерений
- Возможность внутренних и наружных измерений
- Невысокая стоимость
К недостаткам можно отнести:
- Ограниченную точность (не выше 0,01 мм)
- Влияние субъективного фактора при отсчете
- Чувствительность к загрязнениям
- Необходимость периодической калибровки
Тем не менее, штангенциркуль остается одним из самых распространенных и востребованных измерительных инструментов.
Как пользоваться штангенциркулем: наглядные примеры на фото
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля.
Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу:
D=L²/(4*H)+H
Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги.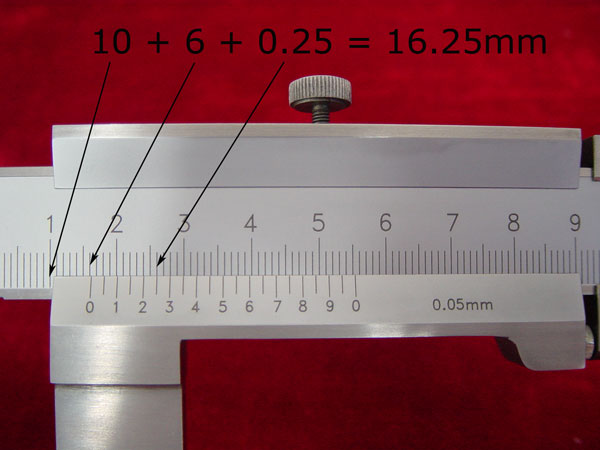 На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замерять детали при работающем двигателе.
- Наносить разметочные риски на вращающиеся детали.
- Нельзя использовать инструмент не по назначению.
- Во избежание возможных повреждений инструмента, нельзя класть его на суппорт станка.
Что необходимо соблюдать
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.

- Необходимо регулярно смазывать штангенциркуль легкими маслами.
Как пользоваться штангенциркулем – советы и рекомендации
Рис. 1. Наружный диаметрВсем известно разнообразие штангенциркулей – они бывают нониусные, индикаторные, цифровые. В цеху, на участке контроля, а теперь и в домашних условиях базовые измерения длины становятся быстрее и проще с помощью штангенциркуля. Однако, будучи универсальным инструментом, он не отличается высокой точностью. Для позиционирования и интерпретации результатов измерений требуется определенный навык. По мере того как пользователь учится «чувствовать» инструмент, результаты становятся все более достоверными.
Рис. 2. Внутренний диаметрДаже цифровой штангенциркуль с элементарным считыванием показаний требует навыка правильного расположения инструмента для определенного вида измерений. Губки штангенциркуля должны быть перпендикулярны детали. Зажим должен быть крепким, но не приводящим к деформации. Деталь следует держать как можно ближе к штанге измерительного инструмента.
Как пользоваться штангенциркулем
Ниже приводится базовый метод измерения с помощью штангенциркуля:
1) Сомкните губки штангенциркуля так, чтобы они прилегали вплотную в «нулевом» положении. Затем разомкните и сомкните губки несколько раз, проверяя совмещение нулевых рисок на обеих шкалах. При наличии разницы в несколько делений вновь установите на ноль и повторяйте процедуру, пока не достигнете четкого нулевого положения.
2) Измерьте деталь. На данном этапе возможны погрешности из-за ошибок оператора.
Рис. 3. ШагУбедитесь, что штангенциркуль расположен параллельно линии измерений, губки должны быть под прямым углом к измеряемой поверхности. Если деталь имеет параллельные поверхности, данная процедура кажется простой, однако при измерении наружного диаметра следует проявлять крайнюю осторожность. Аналогично проверке нулевого положения, сверьте показания несколько раз для обеспечения правильности результатов.
3) По завершении извлеките деталь и сведите губки, проверив нулевое положение. Повторите процедуру установки нулевого положения. Случайная установка на ноль в процессе измерений или загрязнение могут вызвать разброс показаний в ходе проверки.
Повторите процедуру установки нулевого положения. Случайная установка на ноль в процессе измерений или загрязнение могут вызвать разброс показаний в ходе проверки.
На рисунках 1-4 изображены четыре основных вида измерений, с которыми сталкивался каждый, кто когда-либо работал со штангенциркулем: измерение наружного и внутреннего диаметров, глубины и шага.
В дополнение к этому, цифровые штангенциркули позволяют проводить комплексные измерения. Поскольку электронный инструмент можно установить на ноль в любой момент, его можно использовать для определенных арифметических операций, необходимых для расчета результатов измерения. Например, следующая процедура может применяться для определения расстояния между центрами двух отверстий равного диаметра:
Рис. 5. Этап 1 – Измерение диаметра с последующей установкой на ноль1) Измерьте диаметр одного из отверстий с помощью внутренних губок (рисунок 5). Перед извлечением инструмента из отверстия нажмите кнопку для установки его на ноль, пока губки разведены по диаметру отверстия.
2) Также используя внутренние губки, измерьте расстояние между удаленными поверхностями двух отверстий (рисунок 6). На дисплее отобразится межцентровое расстояние.
Обслуживание штангенциркулей
Как с любым измерительным инструментом, со штангенциркулем нужно обращаться осторожно и внимательно. Не следует использовать его не по назначению (например, для растягивания деталей). Завершив работу, штангенциркуль следует протереть и аккуратно убрать на место. Если вы используете стрелочный штангенциркуль, следите за чистотой рабочего стола, так как скопившаяся грязь может исказить показания и даже повредить циферблат. Храните штангенциркуль в заводском футляре. Если предполагается не использовать его долгое время, нанесите тонкий слой масла на губки для предотвращения коррозии.
Рис. 6. Этап 2 – Измерение расстояния между центрами отверстий равного диаметраРегулярно проверяйте штангенциркуль на предмет износа, а также заусенцев и царапин на губках и контактных поверхностях. Для этого достаточно просто установить между губками концевую меру, контролируя наличие износа или конусность. Как и все измерительные инструменты, штангенциркуль подлежит калибровке минимум один раз в год и чаще при интенсивном использовании или при наличии нескольких пользователей.
Для этого достаточно просто установить между губками концевую меру, контролируя наличие износа или конусность. Как и все измерительные инструменты, штангенциркуль подлежит калибровке минимум один раз в год и чаще при интенсивном использовании или при наличии нескольких пользователей.
Когда использовать штангенциркуль
Штангенциркули многофункциональны, но все же подходят не для любой работы. Как уже неоднократно отмечалось, очень важно подобрать правильный ручной инструмент или калибр для определенной операции. Поскольку допуски становятся все строже, выбор подходящего измерительного устройства приобретает определяющее значение.
Шаг измерения штангенциркулей обычно может составлять 0,01 или 0,02 мм. Поэтому если допуск строже, чем ±0,05 мм, следует использовать вместо штангенциркуля микрометр (или другой инструмент с более высоким классом точности, например — штангенциркуль с ценой деления 0.001 мм).
Источник материала: перевод статьи
Caliper Tips and Tricks,
Mahr. de
de
Автор статьи-оригинала:
Георг Шютц (George Schuetz),
Mahr Federal Inc.
Как пользоваться штангенциркулем + инструкция
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.

Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис.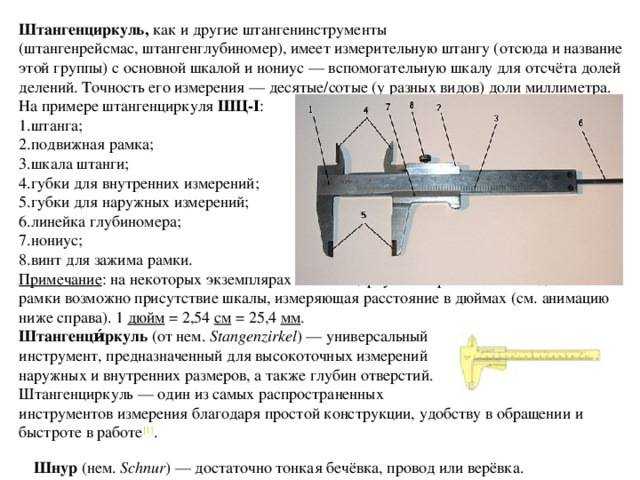 2), комплектующиеся державками и зажимными винтами.
2), комплектующиеся державками и зажимными винтами.
ШТАНГЕНИНСТРУМЕНТЫ. НАЗНАЧЕНИЕ И УСТРОЙСТВО. НОНИУСЫ
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2
— шкала нониуса;
3
— штанга;
4
— нониус при 7=1;
S —
нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2.
На этой же рамке находится нониус
4.
Штангенциркуль, показанный на рис 2,
а, б,
с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом
3.
На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6,
отпускают винт
3
и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности.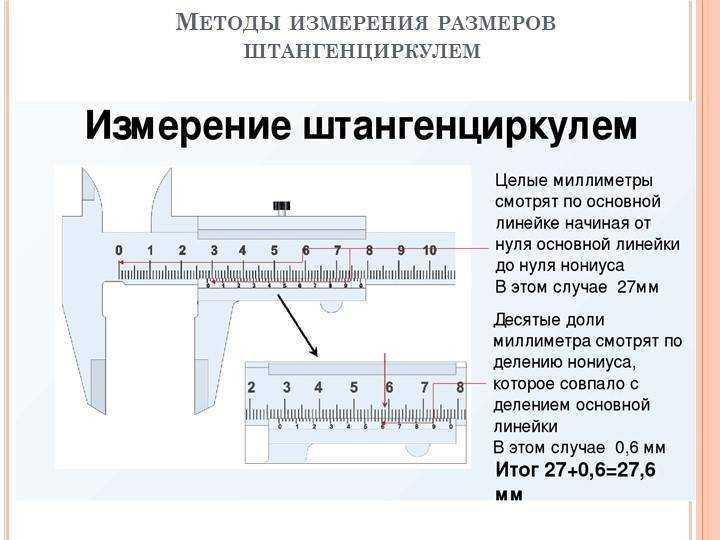 Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу.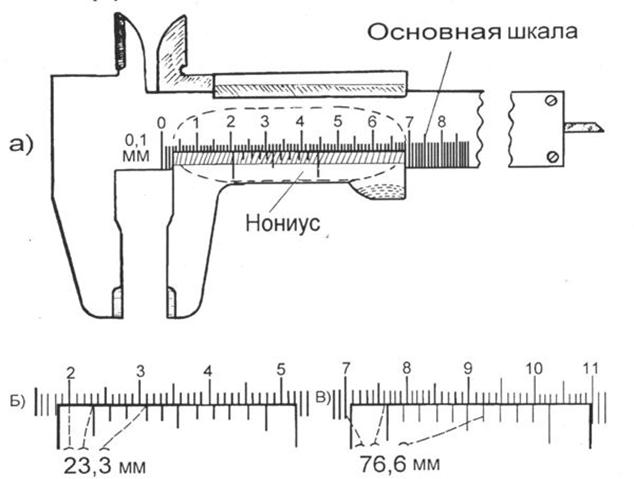 К этому отсчету прибавляют аттестованную толщину губок.
К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в.
У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка
2
имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г)
по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту.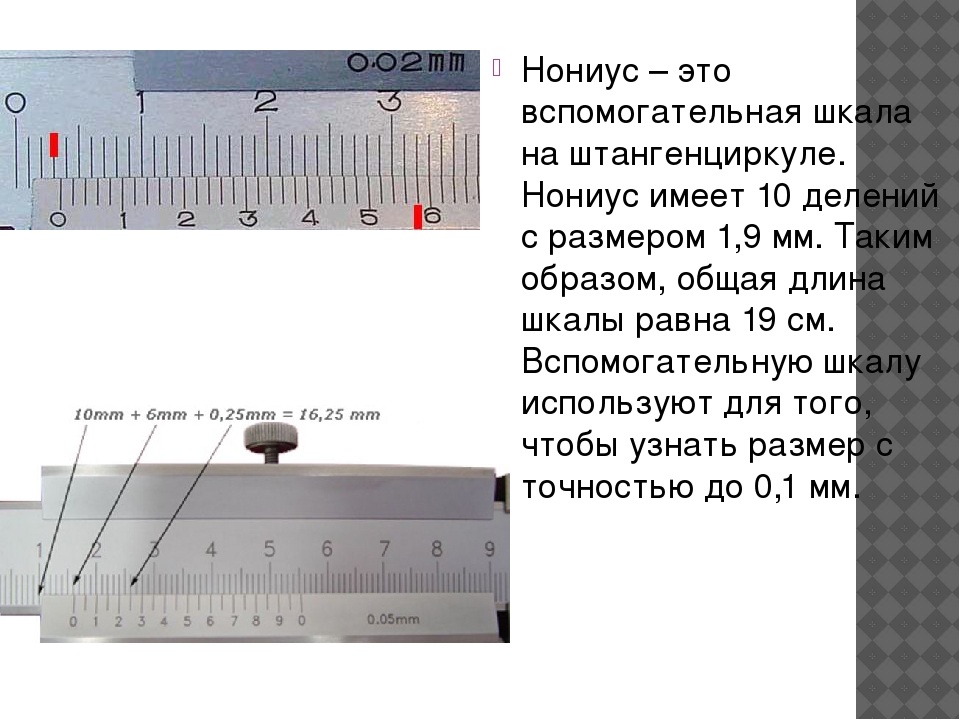 Рамка 2
Рамка 2
с нониусом
4
имеет консольную державку, к плоскости
А
которой, строго параллельной плоскости основания
Б,
крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов. Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях.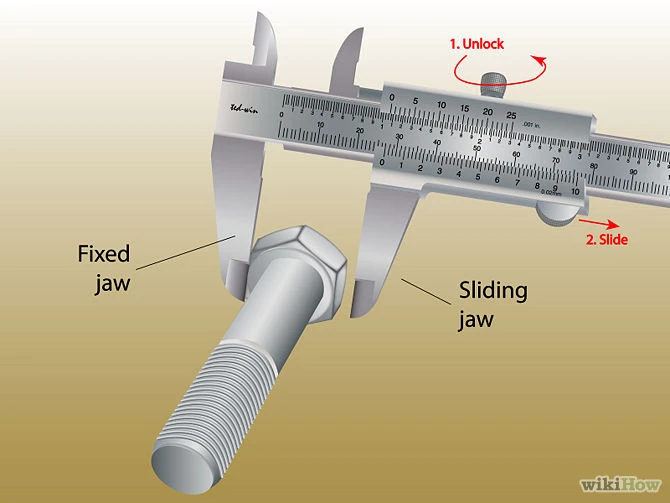 С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
2), их толщину отнимают от показаний на шкале.
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Помимо перечисленных также существуют модели штангенциркулей специального назначения.
Их используют для особых работ. К примеру, ШЦЦД, которыми измеряются детали, имеющие выступы, или ШЦЦП – конструкция для измерения протекторного рисунка шин, и др. Эти устройства в обычных магазинах не продаются, их при необходимости можно приобрести на специальных сайтах. Пользуются ими профессиональные мастера.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.

- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
ГОСТ 166-89 Штангенциркули. Технические условия
1 файл 998.54 KB
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Как померить глубину цифровым прибором
Рассмотрим особенности измерений глубины штангенциркулем цифрового типа. Для этого понадобится выдвижная планка-глубиномер, которая позволяет выявить не только глубину отверстия в детали, но еще и размеры выступов. Принцип измерения следующий:
- Выдвинуть планку путем перемещения подвижной рамки
- Утопить ее внутри заготовки до соприкосновения торцевой части планки с дном
- Торцевая часть неподвижной части инструмента должна упереться при этом в верхнюю часть заготовки (этот момент нужно учесть обязательно, так как от него зависит точность показаний)
- Произвести соответствующие исчисления по шкале. Если в руках цифровой инструмент, то результаты будут выведены на дисплей автоматически в миллиметрах. Для нониусных и стрелочных приборов отчисления значений выполняется по инструкции, как описано выше
Как пользоваться штангенциркулем, многие не знают, даже если приходится сталкиваться с такой необходимости практически ежедневно. На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
На основании инструкции, необходимо запомнить принцип проведения измерений и правильность отсчета, что позволит получать точные результаты, от которых зависит технологический процесс. Особенности измерений штангенциркулями показано на видео ниже.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части.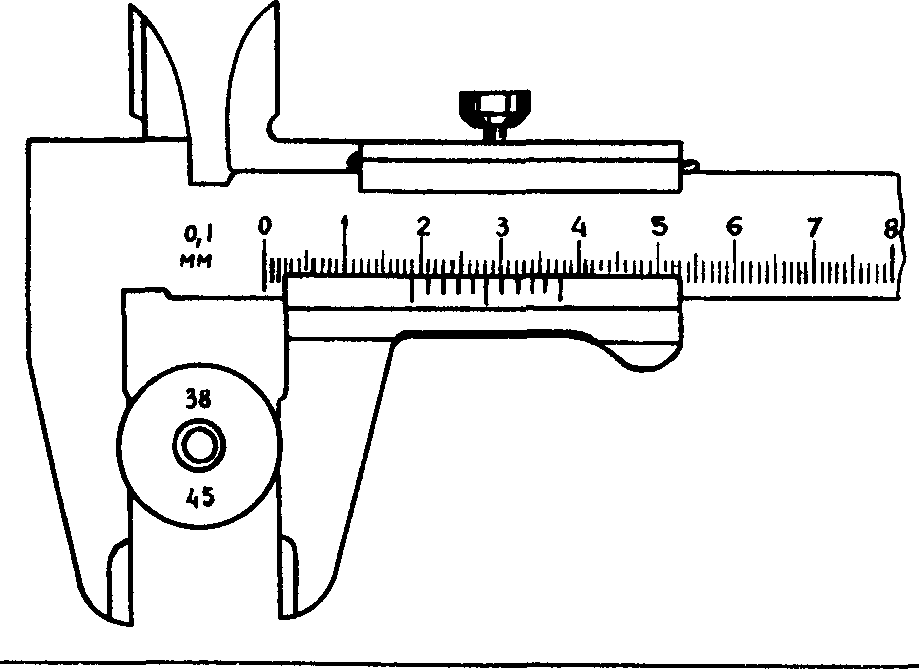 Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Измерение наружных поверхностей
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Это интересно!
Кстати, именно часто для измерения уровня износа тормозного диска необходимо прибегать к применению штангенциркуля.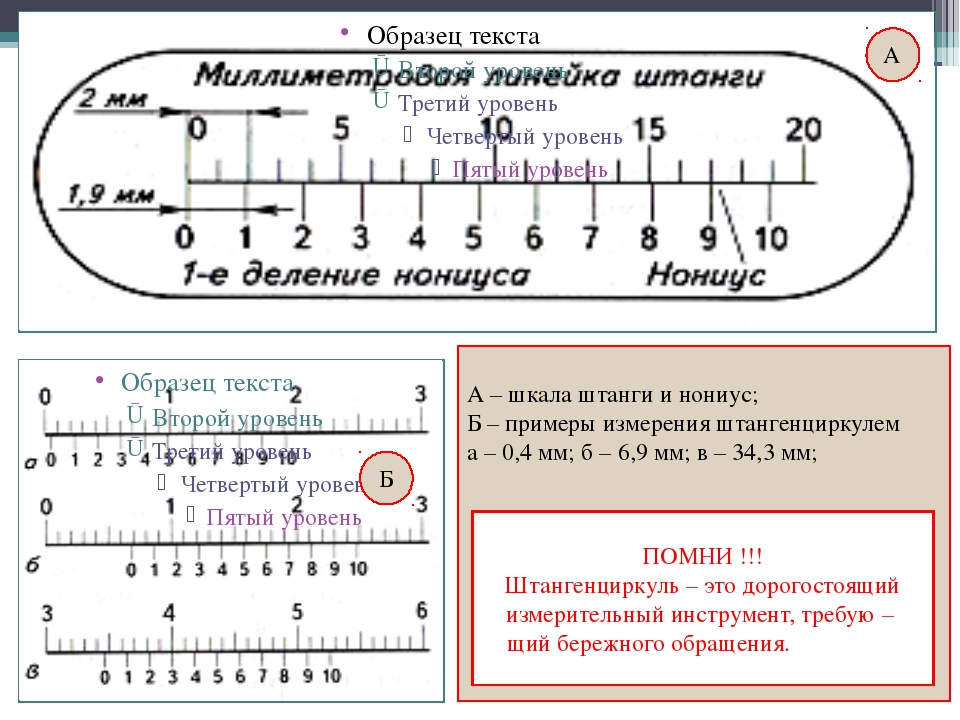
Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
- Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
- С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
- Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале. Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно.
 Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров - Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
Фото пример проведения измерений нониусным штангенциркулем показан ниже.
После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Это интересно!
Чтобы измерить наружный диаметр трубы, а также кабеля (его сечение жил), сверла, болта, арматуры и прочих подобных заготовок, необходимо охватить губками инструмента измеряемую деталь.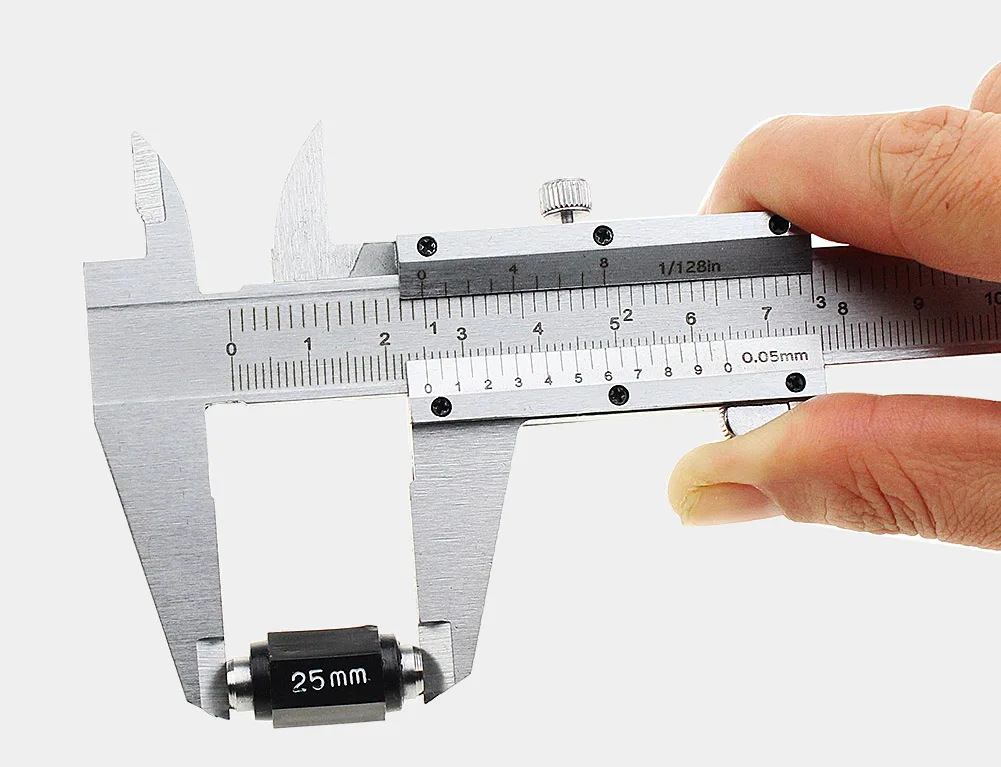 После этого произвести необходимые расчеты, определив точное значение размера.
После этого произвести необходимые расчеты, определив точное значение размера.
Как штангенциркулем измерить поршень
Не решенным остается вопрос о том, как измерить поршень штангенциркулем. Для начала выясним, для чего же необходимо проводить измерения этой детали. Поршень — это одна из важнейших деталей двигателей внутреннего сгорания. В процессе работы поршень нагревается до предельно высоких температур, а при нагреве металлам свойственно увеличивать — температурное расширение. Это увеличение является незначительным, но оно играет очень важную роль.
Измерять штангенциркулем диаметр поршня нужно для того, чтобы узнать его конусную часть. Конусной зоной называется часть, которая располагается от пальца и до верха. Именно эта часть должна иметь конусную конструкцию, что позволит поршню эффективно работать в системе ДВС. Если поршень имеет одинаковый диаметр по всей длине, то его следует расточить. Зазор между поршнем и стенками цилиндра должен составлять не более 0,045-0,05 мм. Конусность поршня должна составлять 0,3 мм.
Конусность поршня должна составлять 0,3 мм.
Измерить такие показатели при помощи штангенциркуля практически невозможно, так как требуется высокая точность и низкая погрешность. Для таких целей применяется микрометр, который отличается от штангенциркуля тем, что позволяет измерить размеры с высокой точностью. Если необходимо измерить длину, глубину канавки и прочие параметры, то для этого используется штангенциркуль. Как измерить поршень, используя для этого микрометр, показано на видео ниже.
КАК ПОЛЬЗОВАТЬСЯ СУППОРТОМ? ПОЛУЧИТЕ НАИЛУЧШЕЕ ОТ НОНИУСОВ, ЦИФРОВЫХ И ЦИФРОВЫХ ШТРЕНЛЕМЕНТОВ
В предыдущей статье Mister Worker попытался помочь вам понять , какой штангенциркуль вам следует использовать . Теперь пришло время объяснить вам, как использовать различные виды этого инструмента и как их читать: каждый тип имеет свои особенности, поэтому вам нужно выбрать тот, который, по вашему мнению, лучше всего подходит для необходимых измерений. Без сомнения, лучшая модель — цифровая.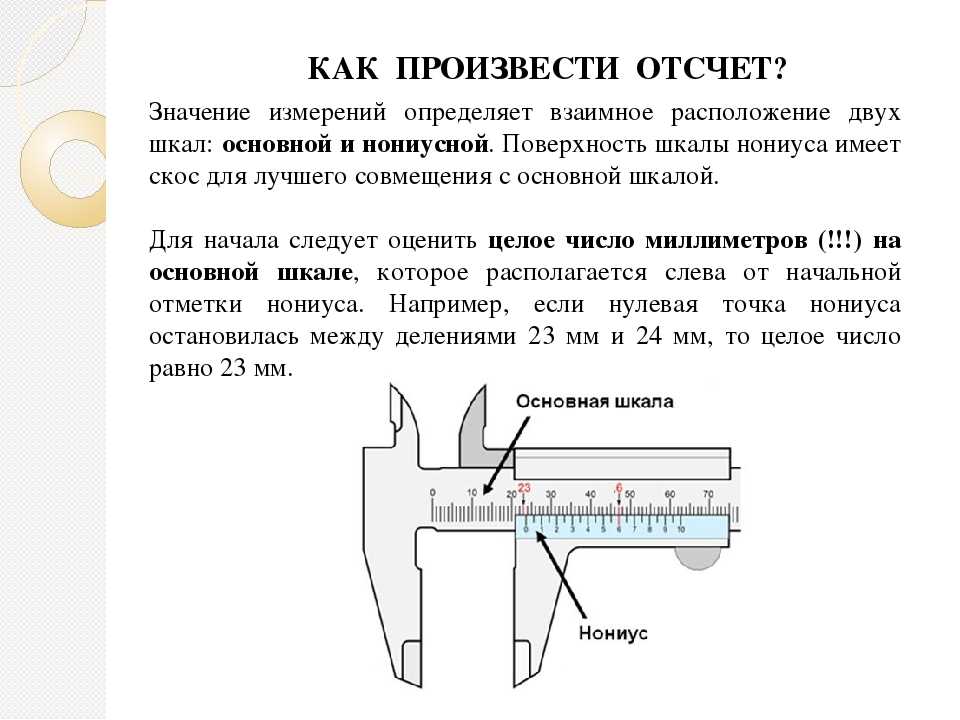 Он чрезвычайно точен и прост в использовании, но многие профессиональные работники предпочитают пользоваться нониусом или циферблатом.
Он чрезвычайно точен и прост в использовании, но многие профессиональные работники предпочитают пользоваться нониусом или циферблатом.
Прежде чем начать, давайте кратко рассмотрим что такое штангенциркуль и для каких целей мы можем использовать этот инструмент . Штангенциркуль представляет собой ручной инструмент , который позволяет выполнять линейные измерения в диапазоне от 0 до 20 см с точностью до двадцатых долей миллиметра. По этой причине его еще обозначают как двадцатый суппорт .
Штангенциркуль используется прежде всего в механике, а также в гидравлике и деревообработке. Он состоит из нескольких частей: a фиксированная часть с градуировкой в миллиметрах и дюймах ; подвижный ползунок , расположенный на градуированной части, и дополнительная градуированная шкала с 20-миллиметровыми насечками . Кроме того, штангенциркуль включает в себя стержень , встроенный в курсор , который выступает с противоположного конца при скольжении и позволяет измерять глубины и высоты.
Как пользоваться штангенциркулем
С помощью штангенциркуля можно измерить как внутренние, так и внешние размеры и глубину : все, что вам нужно сделать, это просто приложить челюсти к объекту, который вам нужно измерить, в зависимости от размера, который вам нужно снять. Затем вы можете прочитать результат измерения на шкале или на дисплее, в зависимости от типа используемых вами штангенциркулей.
В зависимости от необходимого измерения штангенциркуль может иметь различные характеристики:
- Внешние размеры: имеет две губки, предназначенные для плотного прилегания к внешним стенкам объекта.
- Внутренние размеры: имеет две губки, предназначенные для измерения расстояния между внутренними стенками объекта.
- Глубина: имеет стержень, предназначенный для погружения в отверстие и последующего измерения его глубины.
- Универсальный: оснащен комбинацией губок, предназначенных для выполнения нескольких измерений.

Теперь давайте подробно рассмотрим, как читать штангенциркуль!
Прежде всего, давайте посмотрим, как пользоваться штангенциркулем. Нажав на кнопку разблокировки, расположенную в нижней части верньера можно раздвинуть верхнюю и нижнюю челюсти. Сдвинув клювы (большие для внешних измерений, меньшие для внутренних измерений) поместив их на концы объекта, который вы хотите измерить , вам нужно будет прочитать значение, которое вы найдете на основной шкале , в точке, где он совпадает с нулем . Затем вам нужно прочитать нониусную шкалу и найти точку, где она идеально совпадает с основной шкалой : таким образом вы получите значение десятичных цифр. В конце вам нужно суммировать основную шкалу и шкалу нониуса, чтобы получить окончательное измерение . Если размер не точно соответствует надрезу, нанесенному на неподвижный стержень, то надрез
, предшествующий ему, следует считать , и вы должны подсчитать надрезы, показанные на нониусе, слева вверх до того, который точно совпадает с эталоном.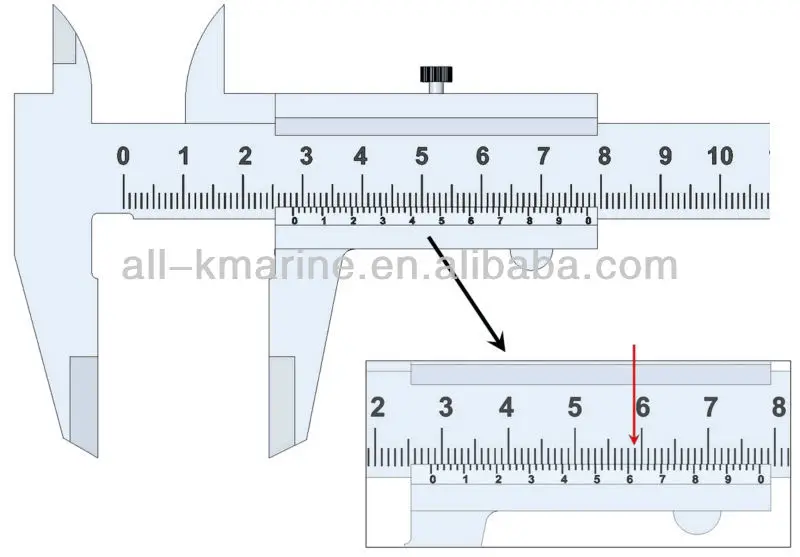 выемка. В случае, если вам нужно измерить глубину, вы должны поместить противоположный конец неподвижной части на внешний край объекта и положить стержень на дно. Очень важно быть уверенным, что используете правильные единицы измерения на каждой шкале. Штангенциркуль в основном работает как линейка!
выемка. В случае, если вам нужно измерить глубину, вы должны поместить противоположный конец неподвижной части на внешний край объекта и положить стержень на дно. Очень важно быть уверенным, что используете правильные единицы измерения на каждой шкале. Штангенциркуль в основном работает как линейка!
Что касается измерений, выполненных штангенциркулем, то при использовании штангенциркуля с часовым механизмом первое, что вам нужно сделать, это сомкнуть губки. После этого ослабьте гайку шкалы и установите ее на ноль, прежде чем зафиксировать ее и выполнить измерение. Возможно, вам придется ослабить винт над или под циферблатом, прежде чем вы сможете его повернуть. Если это так, не забудьте снова затянуть винт, когда закончите
 Обратите внимание: , чтобы получить правильное измерение, вам нужно умножить на 0,01 все цифры, которые вы читаете на циферблатном индикаторе . Кроме того, циферблатный штангенциркуль также может использоваться во влажной среде и, благодаря своим часам, обеспечивает более точные и легко читаемые измерения, чем нониусный.
Обратите внимание: , чтобы получить правильное измерение, вам нужно умножить на 0,01 все цифры, которые вы читаете на циферблатном индикаторе . Кроме того, циферблатный штангенциркуль также может использоваться во влажной среде и, благодаря своим часам, обеспечивает более точные и легко читаемые измерения, чем нониусный. Как и предполагалось в начале, цифровые штангенциркули являются наиболее популярными, поскольку они характеризуются различными преимуществами, такими как простота использования , многочисленные режимы измерения они предлагают, их долговечность с течением времени , их широкий диапазон измерений и относительно низкие затраты. Кроме того, цифровой штангенциркуль обычно не дает ошибок при считывании.
Но как работают цифровые штангенциркули? Штангенциркуль цифровой – это высокоточный измерительный прибор, используемый в основном в машиностроении и строительстве.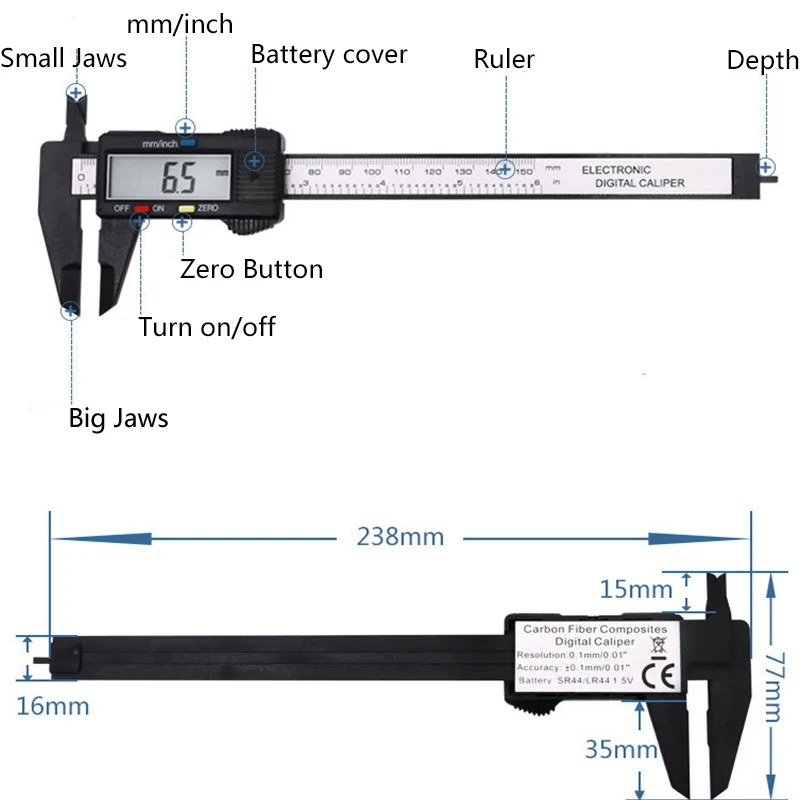 Что касается штангенциркуля этого типа, то на ползунке установлен цифровой электронный индикатор , который определяет его перемещение, а – цифровой индикатор.0003 миллиметровая шкала обычно выгравирована на корпусе. Дисплеи, которыми оснащены эти датчики, обычно имеют разрешение
Что касается штангенциркуля этого типа, то на ползунке установлен цифровой электронный индикатор , который определяет его перемещение, а – цифровой индикатор.0003 миллиметровая шкала обычно выгравирована на корпусе. Дисплеи, которыми оснащены эти датчики, обычно имеют разрешение
Эволюция электроники позволила создать миниатюрные индикаторы с очень низким энергопотреблением, настолько, что они могут работать от батареек.
Цифровые штангенциркули — идеальный инструмент, когда вам нужно выполнить очень точные измерения, особенно на небольших объектах. В первую очередь, прежде чем проводить какие-либо замеры, необходимо обнулить инструмент, чтобы наверняка провести точные замеры. Затем вы можете начать использовать его для измерения толщины или глубины, как классический штангенциркуль: вы можете считывать измерения непосредственно на дисплее и сохранять их в памяти штангенциркуля.
Существует ряд факторов, на которые необходимо обратить внимание при выборе цифрового штангенциркуля. Вот некоторые из них:
- Измеритель глубины : Это самая важная функция, которую следует учитывать, так как позволяет измерять точную глубину отверстия, а также точную толщину любого материала . Поэтому убедитесь, что у приобретаемого вами глубиномера прочный глубиномер;
- Стопорные винты : они также необходимы, так как они обеспечивают надежную фиксацию измерительных губок и, следовательно, позволяют избежать неприятных неудобств;
- Челюсти : внимание! Измерительные губки, как правило, очень тонкие, поэтому убедитесь, что цифровой штангенциркуль, который вас интересует, имеет губки из прочных материалов .
Суппорты для продажи на Mister Worker
В заключение, мы хотели бы порекомендовать для продажи на нашем сайте несколько суппортов отличного качества, в дополнение к образцам, уже упомянутым в предыдущей статье. Например, высококачественный штангенциркуль 0-150 мм Metrica 10061 , изготовлен из закаленной нержавеющей стали, имеет четыре функции измерения , надежный винтовой фиксатор и матовую градуированную шкалу. Это один из лучших штангенциркулей в нашем каталоге и идеальный продукт для механических измерений .
Например, высококачественный штангенциркуль 0-150 мм Metrica 10061 , изготовлен из закаленной нержавеющей стали, имеет четыре функции измерения , надежный винтовой фиксатор и матовую градуированную шкалу. Это один из лучших штангенциркулей в нашем каталоге и идеальный продукт для механических измерений .
Если вам нужен глубиномер, то мы рекомендуем Metrica 10820 , подходит для измерения профилей шин . Как и ранее описанный продукт, он изготовлен из нержавеющей стали; кроме того, этот продукт характеризуется игольчатой формы, позволяющей входить в канавки шин .
Электронный штангенциркуль Stahlwille 77371005 идеально подходит для измерения протектора шин. Его дисплей большой и легко читаемый, в том числе благодаря цифрам высотой 9,5 мм . Кроме того, он имеет точность отображения 0,01 мм / 0,0005 » и может очень легко включаться и выключаться благодаря кнопке включения / выключения, расположенной прямо под дисплеем. Купив этот электронный штангенциркуль, вы также получите 1 х Литиевая батарея 3 В CR2032 . Еще одним электронным штангенциркулем, заслуживающим внимания, несомненно, является универсальный цифровой штангенциркуль Tesa Technology 00530140 : курсор оснащен направляющей, которая облегчает скольжение, делая его плавным и плавным. Кроме того, его широкий высококонтрастный дисплей облегчает считывание значений, а инструмент оптимально защищен от жидкостей и пыли. Этот цифровой штангенциркуль питается от литиевой батареи 3 В модели CR2032 и имеет невероятную автономность 12 000 часов .
Купив этот электронный штангенциркуль, вы также получите 1 х Литиевая батарея 3 В CR2032 . Еще одним электронным штангенциркулем, заслуживающим внимания, несомненно, является универсальный цифровой штангенциркуль Tesa Technology 00530140 : курсор оснащен направляющей, которая облегчает скольжение, делая его плавным и плавным. Кроме того, его широкий высококонтрастный дисплей облегчает считывание значений, а инструмент оптимально защищен от жидкостей и пыли. Этот цифровой штангенциркуль питается от литиевой батареи 3 В модели CR2032 и имеет невероятную автономность 12 000 часов .
Одним из лучших штангенциркулей , который мы предлагаем, несомненно, является Wiha 27082 , применимый для внешних, внутренних и глубинных измерений, оснащенный шкалой для отображения значений диаметром 35 мм. Эта последняя функция является ударопрочной. Также эта модель отлично подходит для проведения сравнительных измерений.
Штангенциркуль Tesa Technology 00510004 также является фантастическим продуктом, так как встроенное противоударное устройство делает его очень прочным. Кроме того, его большой высококонтрастный циферблат облегчает считывание сделанных измерений.
Как использовать цифровые штангенциркули: 7 советов — Skill Builder
10
Все фотографии предоставлены компанией Other Machine Co. Для проведения точных измерений важно знать, как правильно пользоваться штангенциркулем. Цифровые штангенциркули — ваши лучшие друзья, когда дело доходит до точных измерений небольших объектов. Для работы с цифровым производством (фрезерные станки с ЧПУ, 3D-принтеры, фрезерные станки с ЧПУ и лазерные резаки) они совершенно необходимы для обеспечения того, чтобы размеры вашего материала в программном обеспечении соответствовали фактическим размерам материала.
Большинство приличных штангенциркулей имеют точность в пределах +/- 0,001″ (0,02 мм), что достаточно, чтобы убедиться, что вы не прорезаете слишком глубоко при фрезеровании, и чтобы быть уверенным, что ваш дизайн подойдет к куску материала, с которым вы работаете. с использованием.
В этом руководстве показано, как использовать цифровые штангенциркули для выполнения различных измерений, и оно будет полезно всем, кто хочет научиться правильно ими пользоваться.
Примечание редактора : Это руководство было первоначально опубликовано компанией Other Machine Co. для пользователей настольного фрезерного станка с ЧПУ Othermill. Поскольку штангенциркули — такие полезные инструменты для всех видов производителей, мы подумали, что поделимся с Марка: сообщество.
Анатомия пары измерителей
Кнопка включения/нуля: Включает измерители и устанавливает текущее положение на ноль внешние размеры объекта
Внутренние челюсти: Измеряет внутренние размеры объекта.Они деликатные, поэтому будьте осторожны.
Глубиномер: Измеряет толщину объекта или глубину отверстия
Ступенчатый индикатор (не виден): Измеряет расстояние от края до другой точки объекта
Стопорный винт: Предотвращает перемещение губок штангенциркуля
Кнопка дюймов/миллиметров: Переключение между дюймами и миллиметрами
ABS кнопка: Временно устанавливает текущую позицию на ноль
Батарейный отсек: Вмещает батарею
Ваше имя: Сообщает людям, что это ваши штангенциркули. Это важно в общих рабочих пространствах!
Зачем использовать штангенциркуль вместо линейки?
Одним словом точность. Линейка и ваше глазное яблоко могут подойти для многих сценариев, но не для того, чтобы убедиться, что ваш станок работает на глубине 0,003″, а не 0,006″ или 0,001″.
Зачем использовать цифровые штангенциркули вместо циферблатов?
Цифровые штангенциркули намного считываются легче, и зачастую они не дороже и не менее точны, чем штангенциркули с циферблатом. Если вы не приверженец старой школы или просто любите циферблаты, вам подойдут цифровые штангенциркули.
Если вы не приверженец старой школы или просто любите циферблаты, вам подойдут цифровые штангенциркули.
Обнуление штангенциркуля перед проведением измерений
Крайне важно обнулить штангенциркули перед выполнением любых измерений. Если вы пропустите этот шаг, ваши последующие измерения могут быть неточными. В приведенной выше анимации на дисплее отображается -0,0025″, когда челюсти впервые закрываются (неточно). Затем нажимается кнопка «ноль/вкл», чтобы установить его на ноль. В следующий раз, когда он закрыт, он показывает 0,000 ″, поэтому он готов к измерениям. Некоторые причудливые штангенциркули, такие как эти, гарантируют, что нулевое положение всегда будет правильным, но все же важно убедиться в этом.
Измерение внешних размеров
Используйте внешние губки для измерения внешних размеров объекта. Убедитесь, что объект параллелен челюстям, иначе измерение будет неточным. В анимации выше внешние челюсти используются для измерения ширины куска фрезерованного алюминия. Вторая анимация неверна, потому что измеряемый объект не параллелен челюстям.
Вторая анимация неверна, потому что измеряемый объект не параллелен челюстям.
Вы также можете использовать внешние губки для измерения толщины объекта. Для пользователей фрезерных станков с ЧПУ это самое важное измерение. Толщина материала должна быть точной, иначе ваш инструмент будет резать слишком глубоко или недостаточно глубоко. Убедитесь, что объект перпендикулярен челюстям, чтобы измерение было точным. В приведенных выше анимациях внешние губки используются для измерения толщины фрезерованной алюминиевой пластины. Вторая анимация неверна, потому что измеряемый объект не перпендикулярен челюстям.
Измерение внутренних размеров
Используйте внутренние губки для измерения внутренних размеров объекта. Убедитесь, что объект перпендикулярен челюстям. В приведенных выше анимациях внутренние губки используются для измерения внутренних размеров отверстия, профрезерованного в алюминиевом корпусе. Вторая анимация неверна, потому что измеряемый объект не перпендикулярен челюстям.
Измерение глубины
Используйте глубиномер для измерения глубины от одной поверхности до другой. Убедитесь, что штангенциркуль расположен перпендикулярно измеряемой поверхности. В приведенных выше анимациях глубиномер используется для измерения расстояния от поверхности алюминиевой детали до стола под ней. Вторая анимация неверна, потому что штангенциркули не перпендикулярны измеряемым поверхностям.
Ступенчатое измерение
Используйте ступенчатый измеритель для измерения расстояния между одним краем и следующим краем над ним. В приведенной выше анимации ступенчатый измеритель используется для измерения расстояния от угла фрезерованной детали до переднего края квадратного элемента над ней.
Выполнение сравнительных измерений
Обнулив штангенциркуль во время измерения, вы можете сравнить размеры одного объекта с размерами другого. На анимации выше диаметр отверстия в фрезерованной детали сравнивается с диаметром стержня, чтобы определить, войдет ли стержень в отверстие. Во-первых, внутренние губки используются для измерения внутреннего диаметра отверстия. Затем нажимается кнопка обнуления/включения, чтобы обнулить измерители. Наконец, внешние губки используются для измерения внешних размеров стержня. Показание на экране представляет собой разницу между размерами отверстия и стержня.
Во-первых, внутренние губки используются для измерения внутреннего диаметра отверстия. Затем нажимается кнопка обнуления/включения, чтобы обнулить измерители. Наконец, внешние губки используются для измерения внешних размеров стержня. Показание на экране представляет собой разницу между размерами отверстия и стержня.
Как использовать штангенциркули — Premier Scales & Systems
Штангенциркули — один из самых быстрых и точных методов измерения размеров. Большинство современных штангенциркулей могут обеспечить точность до +/- 0,001 дюйма. Конструкция других портативных устройств для измерения размеров, таких как линейки и рулетки, допускает более высокую степень неопределенности и человеческого фактора. Хотя их конструкция сильно изменилась, штангенциркули долгое время были одним из предпочтительных методов измерения размеров. На самом деле использование штангенциркуля еще в 6 веке до н. э.
э.
Прежде чем мы объясним, как использовать штангенциркуль, давайте сначала рассмотрим основные компоненты штангенциркуля.
Измеряет расстояние от края объекта до другой точки
Измеряет внутренние размеры объекта
При затягивании этот винт удерживает губки штангенциркуля на месте.
На большинстве современных штангенциркулей на лезвии отображаются как метрические (вверху), так и британские (внизу) измерения.
Измеряет внешние размеры объекта
Переключает отображаемые единицы измерения между метрическими и британскими
Устанавливает текущую позицию штангенциркуля на ноль
Используется для регулировки положения челюсти
Используется для измерения глубины и толщины отверстия
- Шаговый датчик: Измеряет расстояние от края объекта до другой точки
- Внутренний захват: Измеряет внутренние размеры объекта
- Стопорный винт: При затягивании этот винт удерживает кулачки суппорта на месте
- Лезвие/ Шкала: На большинстве современных штангенциркулей на лезвии отображаются как метрические (вверху), так и британские (внизу) размеры
- Внешний захват: Измеряет внешние размеры объекта
- Кнопка дюймов/миллиметров: Переключает отображаемые единицы измерения между метрическими и британскими
- Кнопка On/Zero: Устанавливает текущую позицию измерителя на ноль
- Колесико: Используется для позиционирования губок
- Глубиномер: Используется для измерения глубины и толщины отверстия
Настройка и проверка штангенциркуля
Перед использованием штангенциркуля необходимо сначала выполнить проверку, а затем обнулить. Начните проверку с сертификата калибровки. В сертификате должна быть указана максимальная точность и указана дата следующей калибровки. Как мы уже говорили ранее, калибровка — это единственный способ обеспечить точные значения.
Начните проверку с сертификата калибровки. В сертификате должна быть указана максимальная точность и указана дата следующей калибровки. Как мы уже говорили ранее, калибровка — это единственный способ обеспечить точные значения.
Если калибровка актуальна, пришло время начать физическую проверку. Во-первых, используйте регулировочное колесо, чтобы осторожно открыть челюсти примерно на 1/2 дюйма. Это движение должно быть плавным скольжением с минимальным сопротивлением. Любое сопротивление может означать, что вам может потребоваться ослабить стопорный винт или смазать лезвие. Когда все будет двигаться плавно, осмотрите измерительные кромки на наличие мусора и повреждений. Если вас устраивает их состояние, полностью сомкните челюсти. Никогда не закрывайте челюсти силой. Зазор между внешними губками может означать, что вашему штангенциркулю потребуется профессиональный ремонт и калибровка.
Удовлетворившись состоянием вашего оборудования, еще раз проверьте, чтобы челюсти полностью сомкнулись, затем обнулите штангенциркули. Чтобы установить ноль на циферблате, поверните безель в нижней части циферблата, пока шкала не укажет на ноль. Для цифровых измерителей нажмите кнопку включения/нуля. Теперь вы готовы к измерению!
Чтобы установить ноль на циферблате, поверните безель в нижней части циферблата, пока шкала не укажет на ноль. Для цифровых измерителей нажмите кнопку включения/нуля. Теперь вы готовы к измерению!
5 основных измерений штангенциркуля
Существует пять основных типов измерений, которые можно выполнять с помощью штангенциркуля: внутри, снаружи, глубины, шага и соединения. Ниже мы объясним, что именно представляют собой эти измерения и как их выполнять.
Внешние измерения
Внешние измерения являются самым основным типом измерения штангенциркуля. Эти измерения можно использовать для измерения диаметра, толщины или внешнего расстояния между двумя точками. Чтобы выполнить это измерение, просто откройте внешние зажимы, поместите их вокруг объекта, затем осторожно закройте зажимы, пока они не войдут в плотный контакт с объектом. Для точного измерения убедитесь, что поверхность параллельна губкам. Никогда не сжимайте челюсти вокруг вашего объекта силой, как только возникнет сопротивление вашей регулировке. Если вы перетянете губки, вы рискуете повредить штангенциркуль и получить неправильные измерения.
Если вы перетянете губки, вы рискуете повредить штангенциркуль и получить неправильные измерения.
Внутренние измерения
Как следует из названия, внутренние измерения могут использоваться для измерения внутренних размеров объекта. Они идеально подходят для определения диаметра отверстия или ширины канала/канавки. Чтобы выполнить это измерение, закройте губки штангенциркуля и вставьте их в объект. Так же, как и при измерении снаружи, осторожно открывайте челюсти, пока не почувствуете сопротивление. Поскольку внутренние измерения может быть немного сложнее правильно выровнять, дважды проверьте, чтобы штангенциркуль полностью соприкасался с предполагаемой поверхностью и не был повернут под забавным углом.
Измерение глубины
Чтобы измерить глубину, положите объект на ровную поверхность и поместите заднюю часть штангенциркуля сверху. Убедитесь, что вы оставили достаточный зазор, чтобы глубиномер был перпендикулярен измеряемой поверхности и мог полностью опуститься на ровную поверхность или дно отверстия. Для достижения наилучших результатов мы предлагаем использовать плоскую поверхность в качестве ровной поверхности.
Для достижения наилучших результатов мы предлагаем использовать плоскую поверхность в качестве ровной поверхности.
Пошаговые измерения
Возможность выполнения пошаговых измерений часто упускается из виду во многих штангенциркулях. Чтобы сделать это измерение, слегка откройте штангенциркуль и поместите заднюю кромку верхнего штангенциркуля, скользящую губку, на край верхней ступеньки. Затем опустите передний край, фиксированную челюсть, пока он не соприкоснется с нижней ступенькой. Для иллюстрации см. диаграмму ниже.
Составные измерения
Последним типом измерения штангенциркуля является составное измерение. Это измерение либо включает в себя комбинацию двух или более измерений, указанных выше, и кнопку нуля для цифровых штангенциркулей, либо немного математики для шкальных штангенциркулей. Составные измерения обычно используются для определения межосевого расстояния, остаточной толщины и сравнительных измерений. Чтобы выполнить составное измерение, измерьте свой первый размер, прежде чем снять штангенциркуль с объекта, нажмите кнопку нуля.
