Как правильно опрессовать наконечники кабеля. Какие инструменты и материалы нужны для качественной опрессовки. Какие ошибки нельзя допускать при опрессовке проводов. Почему опрессовка лучше пайки для многожильных кабелей. Как выбрать подходящие наконечники и гильзы для опрессовки.
Что такое опрессовка кабельных наконечников
Опрессовка наконечников кабеля — это способ создания надежного электрического и механического соединения между проводником и контактным элементом (наконечником или гильзой) путем сильного обжатия с помощью специального инструмента. При опрессовке происходит пластическая деформация металла наконечника и жил кабеля, в результате чего образуется плотное неразъемное соединение.
Основные преимущества опрессовки по сравнению с другими способами оконцевания проводов:
- Высокая механическая прочность соединения
- Низкое переходное сопротивление контакта
- Герметичность соединения
- Высокая скорость монтажа
- Отсутствие нагрева при монтаже
- Возможность автоматизации процесса
Инструменты и материалы для опрессовки
Для качественной опрессовки кабельных наконечников необходимы следующие инструменты и материалы:

- Пресс-клещи или гидравлический пресс для опрессовки
- Набор матриц для опрессовки различных сечений
- Кабельные наконечники или гильзы под опрессовку
- Инструмент для снятия изоляции
- Кусачки для обрезки кабеля
- Контактная паста для улучшения электрического контакта
Выбор инструмента зависит от сечения кабеля и типа наконечников. Для сечений до 10-16 мм² подойдут механические пресс-клещи. Для больших сечений рекомендуется использовать гидравлические прессы, развивающие большее усилие обжатия.
Пошаговая инструкция по опрессовке наконечников
- Отмерьте и отрежьте нужную длину кабеля
- Снимите внешнюю изоляцию кабеля на необходимую длину
- Очистите жилы от окислов мелкой наждачной бумагой
- Нанесите на жилы тонкий слой контактной пасты
- Наденьте наконечник на жилы кабеля до упора
- Установите в пресс матрицу, соответствующую сечению кабеля
- Расположите наконечник в матрице строго по центру
- Произведите опрессовку, полностью сжав рукоятки пресса
- Проверьте качество опрессовки визуально и попыткой провернуть наконечник
Типичные ошибки при опрессовке кабельных наконечников
При выполнении опрессовки наконечников важно избегать следующих распространенных ошибок:

- Использование наконечников, не соответствующих сечению кабеля
- Неправильный выбор матрицы для опрессовки
- Смещение наконечника относительно центра матрицы
- Недостаточное усилие опрессовки
- Чрезмерное усилие, приводящее к повреждению жил
- Отсутствие контактной пасты
- Наличие загрязнений на контактных поверхностях
Преимущества опрессовки перед пайкой проводов
Опрессовка имеет ряд существенных преимуществ по сравнению с пайкой проводов, особенно при работе с многожильными кабелями:
- Не требует нагрева, который может повредить изоляцию
- Обеспечивает более прочное механическое соединение
- Позволяет работать с алюминиевыми проводниками
- Значительно выше скорость монтажа
- Не требует специальных навыков и опыта
- Отсутствует риск холодной пайки
- Нет вредных испарений припоя
При этом качественно выполненная опрессовка обеспечивает не худший электрический контакт, чем пайка. Поэтому в большинстве случаев опрессовка является предпочтительным методом оконцевания проводов.
Как выбрать наконечники и гильзы для опрессовки
При выборе наконечников и гильз для опрессовки следует учитывать следующие параметры:
- Тип наконечника (кольцевой, вилочный, штыревой и т.д.)
- Материал наконечника (медь, алюминий, луженая медь)
- Сечение кабеля
- Диаметр контактного отверстия
- Длина контактной части
- Наличие изоляции
Важно подбирать наконечники точно под сечение используемого кабеля. Использование наконечников меньшего сечения приведет к перегреву, а большего — к ненадежному контакту. Материал наконечника должен соответствовать материалу жил кабеля.
Особенности опрессовки алюминиевых проводов
Опрессовка алюминиевых проводов имеет некоторые особенности:
- Необходимо использовать только специальные алюминиевые наконечники
- Перед опрессовкой жилы нужно тщательно зачистить от окисла
- Обязательно применение контактной пасты
- Требуется большее усилие опрессовки, чем для меди
- Рекомендуется делать не менее двух опрессовок на хвостовике
- После опрессовки соединение нужно герметизировать
При соблюдении технологии опрессовка позволяет получить надежное соединение даже для алюминиевых проводников, склонных к окислению.

Проверка качества опрессовки наконечников
После выполнения опрессовки необходимо проверить качество соединения:
- Визуально оценить отсутствие трещин и деформаций наконечника
- Проверить наличие отпечатка матрицы на хвостовике
- Попытаться провернуть и сдвинуть наконечник относительно жилы
- Измерить переходное сопротивление контакта
- Провести испытание повышенным напряжением
Качественно опрессованный наконечник должен образовывать с жилой монолитное соединение без люфтов и зазоров. При правильной опрессовке переходное сопротивление контакта не превышает сопротивления целого участка проводника такой же длины.
|
||||||||||||||


 Разверните наконечник вокруг жилы таким образом, чтобы при подключении к контактной клемме избежать перегибов и скручивания кабельной жилы. Чем больше сечение кабельной жилы, тем сложнее впоследствии, при неправильно ориентированной опрессовке, произвести формовку жилы.
Разверните наконечник вокруг жилы таким образом, чтобы при подключении к контактной клемме избежать перегибов и скручивания кабельной жилы. Чем больше сечение кабельной жилы, тем сложнее впоследствии, при неправильно ориентированной опрессовке, произвести формовку жилы.


КВТ Кабельные наконечники и гильзы под опрессовку
оптимизация размеров наконечников
Вопрос
В смете заложены 50-е наконечники для кабеля ВВГ 4*50. Наконечники ТМЛ 50-10-11 слишком велики. Как выйти из этой ситуации?
Наконечники ТМЛ 50-10-11 слишком велики. Как выйти из этой ситуации?
Ответ
Есть несколько путей:
Можно заказать наконечники, сделанные по стандарту DIN 46235, например ТМЛ (DIN) 50-10 «КВТ».
Самым экономным решением, будет покупка стандартных наконечников серии ТМЛс, например ТМЛс 50–10 «КВТ». В отличие от гостовских, эти наконечники рассчитаны именно на то сечение, которое указано в наименовании.
Наконец, можно купить гостовские наконечники с номиналом 35 мм², и они почти наверняка идеально подойдут к Вашему кабелю. Если же у инспекторов возникнут вопросы, Вы можете сослаться на таблицу из ГОСТ, в которой этот выбор прописан.
опрессовка наконечниками под пайку марки ПМ
Вопрос
Действительно ли можно опрессовывать наконечники под пайку марки ПМ?
Ответ
Можно и нужно. Процесс пайки постепенно и повсеместно уходит в прошлое, замещаясь высокотехнологичной опрессовкой. Это связано не только с особенностями самой техники пайки, которая требует опыта и навыков, но также с современными трендами заботы об экологии и здоровье. Данные наконечники имеют все необходимые атрибуты для опрессовки, поскольку шов на скругленной трубной части наконечников запаян.
Это связано не только с особенностями самой техники пайки, которая требует опыта и навыков, но также с современными трендами заботы об экологии и здоровье. Данные наконечники имеют все необходимые атрибуты для опрессовки, поскольку шов на скругленной трубной части наконечников запаян.
Однако полезно помнить следующие основные моменты:
Наконечники ПМ не предназначены для опрессовки моножилы.
Наконечники ПМ могут быть использованы для оконцевания любых медных многопроволочных жил от 2 до 6 классов гибкости
Поскольку внутренний диаметр наконечников ПМ выполнен по высшему, 6 классу гибкости – для опрессовки можно необходимо использовать инструмент с клиновидными матрицами. Для мелких сечений от 1.5 до 10 мм² – это ручные пресс-клещи СТВ-05, СТК-05, ПК-16 или ПК-35, а для силовой группы: механические пресса ПМУ-120, ПМУ-240 или гидравлический пресс ПГРс-240 «КВТ». Идеальным вариантом было бы приобретение набора прецизионных матриц НМ-300-ПМ «КВТ», специально предназначенного для опрессовки данных наконечников и совместимого с гидравлическими прессами марок ПГР-300, ПГРс-300 и ПГП-300 «КВТ».
соединение медных и алюминевых кабелей
Вопрос
Как соединить медные и алюминиевые кабели?
Ответ
Для такого типа соединений и подключений существуют специальные алюмо-медные гильзы под опрессовку: тип ГАМ «КВТ». Медная и алюминиевая части гильзы соединены между собой методом фрикционной «сварки» и представляют прочную единую конструкцию.
разница между ГОСТ и DIN
Вопрос
Какая принципиальная разница между наконечниками по стандартам ГОСТ и DIN?
Ответ
Помимо очевидной разницы в стране происхождения стандарта, медные наконечники по DIN отличаются от медных наконечников по ГОСТ по следующим параметрам:
– У наконечников по DIN более длинный хвостовик.
– Внутренний диаметр хвостовика наконечников DIN рассчитан по 2-3-му классу гибкости, в ГОСТ — по 6-му. То есть внутренний диаметр наконечников по ГОСТ больше, чем у наконечников по DIN.
– Есть различие в толщине трубы, из которой изготавливаются наконечники. У медных наконечников по ГОСТ, на мелких сечениях, труба толще, чем у наконечников по DIN, на крупных – тоньше. В целом, на наш взгляд, толщина стенок более продумана и правильно распределена по размерам в стандарте DIN 46235.
У медных наконечников по ГОСТ, на мелких сечениях, труба толще, чем у наконечников по DIN, на крупных – тоньше. В целом, на наш взгляд, толщина стенок более продумана и правильно распределена по размерам в стандарте DIN 46235.
– Наличие маркировочных рисок, указывающих на месторасположение и количество опрессовок на хвостовике наконечников по DIN.
– Размеры лопатки у наконечников по ГОСТ унифицированы и не зависят от диаметра крепежного отверстия. В наконечниках по DIN длина лопатки зависит от величины крепежного отверстия под болт. Она такая, какая необходима: ни больше ни меньше.
правильная опрессовка алюминевых наконечников и гильз
Вопрос
Как правильно опрессовывать алюминиевые наконечники и гильзы?
Ответ
Оконцевание и соединение алюминиевых кабелей имеет свои особенности и специфику. При контакте с атмосферой, на поверхности алюминия достаточно быстро образуется окисловый слой. Весь процесс занимает всего несколько минут. Проблема в том, что в отличие от меди, алюминиевый окисловый слой является плохо проводящим. Поэтому, сразу после снятия изоляции с кабеля, жила должна быть зачищена кордощеткой до металлического блеска и смазана кварце-вазелиновой пастой. Если жила секторная (треугольная в сечении), то перед опрессовкой ее необходимо скруглить при помощи матриц НМ-300-С «КВТ». Внутренняя поверхность гильзы или хвоствика наконечника также должна быть смазана кварце-вазилиновой пастой. Все инструменты и матрицы должны быть подготовлены заранее, и опрессовка должна быть проведена незамедлительно.
Весь процесс занимает всего несколько минут. Проблема в том, что в отличие от меди, алюминиевый окисловый слой является плохо проводящим. Поэтому, сразу после снятия изоляции с кабеля, жила должна быть зачищена кордощеткой до металлического блеска и смазана кварце-вазелиновой пастой. Если жила секторная (треугольная в сечении), то перед опрессовкой ее необходимо скруглить при помощи матриц НМ-300-С «КВТ». Внутренняя поверхность гильзы или хвоствика наконечника также должна быть смазана кварце-вазилиновой пастой. Все инструменты и матрицы должны быть подготовлены заранее, и опрессовка должна быть проведена незамедлительно.
отличие судовых медные гильзы от обычных
Вопрос
Чем отличаются судовые медные гильзы от обычных?
Ответ
На подвижном составе существуют свои требования к механической прочности электрических соединений. Длина судовых гильз в два раза больше, чем длина медных гильз ГМ и ГМЛ по ГОСТ23469. 3-79. Соответственно, количество опрессовок при их монтаже также удваивается.
3-79. Соответственно, количество опрессовок при их монтаже также удваивается.
алюмо-медные наконечники и наконечники ТАМ «КВТ»
Вопрос
Алюмо-медные наконечники с напылением дешевле, чем наконечники ТАМ производства «КВТ»…
Ответ
Технология газо-динамического напыления и нанесения покрытий из одних металлов на другие была разработана новосибирскими учеными еще в 80-х годах прошлого века. Данная технология, в некоторых случаях (например, в ходе ремонтно-восстановительных работ) позволяет найти оптимальные и экономичные решения во многих отраслях промышленности. В конце 90-х, специалистами из Новокузнецка было предложено решение, адаптирующее данную технологию применительно к кабельным наконечникам. Однако, как это часто происходит в России, воплощение изначально хорошей идеи на практике привело к весьма печальным результатам. Касательно алюмо-медных наконечников с напылением, которые сегодня циркулируют на российском рынке, весь потенциал технологии выглядит скорее как фарс. Экономия и погоня за прибылью привели к тому что, алюминиевые наконечники с медным напылением на задней стороне лопатки, в лучшем случае, являются продуктом одноразового пользования, как одноразовые носки или рубашки, столь популярные на западе: отходил день, и выбросил в корзину. Слой напыления настолько тонок и микроскопичен, что при минимальном механическом трении возникшем в процессе транспортировки или установки, либо при зачистке контактов из под напыления проступают алюминиевые пятна. Получается своеобразная бомба замедленного действия. Недопустимо также и то, что большинство производителей, использующих технологию напыления, даже не удосуживаются предварительно зашлифовать и выравнивать заднюю поверхность лопатки наконечников перед нанесением на нее покрытия. Результирующее покрытие получается ничем не лучше тонкого слоя акварели, нанесенного на рельефную поверхность. По причинам недостаточной надежности данного продукта, завод «КВТ» прекратил выпуск наконечников с напылением еще в 2005 году и сегодня предлагает современную разработку – новый тип алюмо-медных наконечников с запрессованной медной втулкой.
Экономия и погоня за прибылью привели к тому что, алюминиевые наконечники с медным напылением на задней стороне лопатки, в лучшем случае, являются продуктом одноразового пользования, как одноразовые носки или рубашки, столь популярные на западе: отходил день, и выбросил в корзину. Слой напыления настолько тонок и микроскопичен, что при минимальном механическом трении возникшем в процессе транспортировки или установки, либо при зачистке контактов из под напыления проступают алюминиевые пятна. Получается своеобразная бомба замедленного действия. Недопустимо также и то, что большинство производителей, использующих технологию напыления, даже не удосуживаются предварительно зашлифовать и выравнивать заднюю поверхность лопатки наконечников перед нанесением на нее покрытия. Результирующее покрытие получается ничем не лучше тонкого слоя акварели, нанесенного на рельефную поверхность. По причинам недостаточной надежности данного продукта, завод «КВТ» прекратил выпуск наконечников с напылением еще в 2005 году и сегодня предлагает современную разработку – новый тип алюмо-медных наконечников с запрессованной медной втулкой.
выбор наконечников ТМ ТМЛ ТА ТАМ
Вопрос
Как правильно подобрать кабельный наконечник?
Ответ
Правильный выбор наконечника – первый ответственный этап, от которого напрямую зависит качество и надежность смонтированной контактной клеммы. Золотое правило гласит: «внутренний диаметр хвостовика наконечника должен оптимально соответствовать диаметру зачищенной жилы». То есть кабельная жила должна заходить в наконечник с минимальным люфтом. Для наконечников типа ТА, ТАМ, ТМЛ(DIN), ТМЛс, НШП выбор не представляет проблемы, поскольку номинал наконечников соответствует сечению кабельной жилы.
Сложности возникают при подборе медных наконечников ТМ и ТМЛ по ГОСТ 7386-80. Есть два пути.
— В качестве навигатора, можно использовать специальную таблицу подбора из ГОСТ. Однако для пользования таблицей, требуется знать класс гибкости кабельной жилы. То есть, как минимум, нужно знать марку кабеля и желательно визуально представлять, как выглядит сама жила.
— В идеале, необходимо измерить фактический диаметр жилы, на которой предполагается монтаж. Измерять следует саму жилу, а не кабель в изоляции. Зная диаметр жилы, можно воспользоваться номенклатурой наконечников ТМ/ТМЛ из каталога или соответствующей страничкой на нашем сайте и найти в обозначениях наконечников размер внутреннего диаметра хвостовика. Это третья цифра в обозначении наконечников, например, цифра «13» в позиции ТМЛ 70-10-13 «КВТ». Подбор наконечников должен осуществляться таким образом, чтобы эта цифра была максимально близка (но не меньше!) к наружному диаметру жилы.
опрессовка наконечников и гильз
Вопрос
Сколько раз нужно опрессовывать наконечники и гильзы?
Ответ
Количество опрессовок зависит от длины хвостовика наконечника, а так же от ширины и типа матриц, которыми проводится опрессовка. Для инструмента с клиновидным типом матриц, как правило, достаточно одной, максимум, двух опрессовок. Матрицы в форме шестигранника могут быть узкими (шириной 5 мм) или широкими (шириной около 10 мм). Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
Число опрессовок для инструмента с узкими матрицами (например, ПКГ-50 или ПКГ-120 «КВТ») — от двух до четырех в зависимости от размера наконечника; с широкими матрицами (например, ПГРс-120 или ПГРс-300 «КВТ») — одна-две опрессовки. При монтаже кабельных гильз количество опрессовок удваивается. Рекомендуемое число опрессовок приведено в таблице на нашем сайте. Заметим, что некоторые типы наконечников, например, медные наконечники по DIN 46235 выпускаются с уже нанесенной разметкой под узкие и широкие матрицы в местах предполагаемой опрессовки.
сравнение клиновидной и шестигранной опрессовки
Вопрос
Клиновидная и шестигранная опрессовка – какая лучше?
Ответ
Шестигранная опрессовка эффективна тогда, когда внешний диаметр жилы хорошо подогнан к внутреннему диаметру хвостовика наконечника. Опрессованное шестигранником соединение обладает значительной механической прочностью и обеспечивает большую площадь электрического контакта между наконечником и жилой. Точно подобранное сочетание матрицы и наконечника делает соединение жила-наконечник практически герметичным и не повреждает отдельные проводники, из которых состоит кабельная жила. Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
Точно подобранное сочетание матрицы и наконечника делает соединение жила-наконечник практически герметичным и не повреждает отдельные проводники, из которых состоит кабельная жила. Это очень «щадящий» и эстетически совершенный вид обжима, максимально приближенный к естественной форме кабеля. Клиновидная (точечная) опрессовка хороша в тех случаях, когда внутренний диаметр хвостовика наконечника превышает размер кабельной жилы или когда требуется опрессовать моножилу. Определенным преимуществом клиновидных матриц является их универсальность. Так прессами ПМУ-120 или ПМУ-240 «КВТ» можно опрессовать практически любые наконечники любой серии и стандарта.
/faq/post_question/2939/
Опрессовка наконечников кабеля
Главная » Статьи » Опрессовка наконечников кабеля
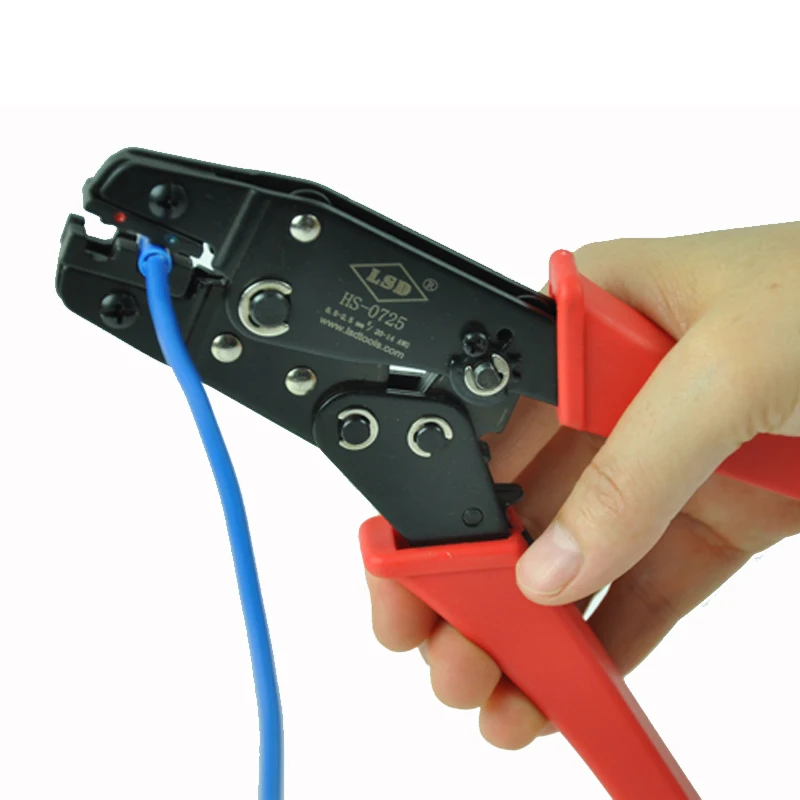
Опрессовка проводов и наконечники под опрессовку
Часто в наборах инструментов встречается устройство, представленное на картинке выше. С первого взгляда логическое применение ему найти нелегко. Тем более, для его использования нужны еще дополнительные материалы.
Тем более, для его использования нужны еще дополнительные материалы.
Это клещи для так называемой опрессовки силовых проводов. Об этой важной процедуре и будет эта статья.
Что такое опрессовка и зачем она в электрике
Строго говоря, опрессовка проводов это примерно то же самое, что и в других сферах деятельности.
- Создание максимально плотного соединения путём применения механического усилия.
- Создание (по возможности) неразрывного соединения, выдерживающего значительные физические нагрузки на разрыв.
- Возможность обеспечения непрерывности потока (у нас ток) при самых сложных условиях эксплуатации.
- Скорость монтажа без потери качества соединения.
Из этого и будем исходить, ведь нам часто нужна именно опрессовка наконечников кабеля, хотя мы про это и не знаем ничего. Хотя кажется всё просто:
Вот в такую штучку с ручкой сунем кабель, как следует обожмём бока входа, и можно будет прикрутить это дело куда угодно. Кстати, такие гильзы для опрессовки проводов продаются где угодно, так что их можно купить очень недорого. Как и инструмент, ведь наконечники для проводов под опрессовку своими руками и плоскогубцами не обжать. Так что, для разовой работы это будет не самое бюджетное решение. Тем более, если не понимать, чем опрессовка проводов выгодно отличается от других способов монтажа кабеля. Давайте разбираться.
Кстати, такие гильзы для опрессовки проводов продаются где угодно, так что их можно купить очень недорого. Как и инструмент, ведь наконечники для проводов под опрессовку своими руками и плоскогубцами не обжать. Так что, для разовой работы это будет не самое бюджетное решение. Тем более, если не понимать, чем опрессовка проводов выгодно отличается от других способов монтажа кабеля. Давайте разбираться.
- Прежде всего, опрессовка проводов касается только многожильных кабелей. Это стоит иметь в виду, так как надёжное соединение одной жилы даже при самых мощных механических нагрузках получить не получится.
- Второй очень важный момент. Количество жил имеет значение, но диаметр кабеля нет. Именно поэтому опрессовывают самые тонкие кабели, усилия обжима у которых минимальны.
- И третье. Опрессовка наконечников кабеля невозможна без специального инструмента, который создан для выполнения этой процедуры.
И главное. Что мы получаем в результате опрессовки? Мы получаем фактически «холодную сварку» при помощи механического усилия всех жил обжимаемого кабеля с наконечником, без использования пайки или иных температурных воздействий. В этом и состоит смысл опрессовки проводов – создание прочного соединения быстро и без применения привычного для электрика способа надёжной коммутации.
В этом и состоит смысл опрессовки проводов – создание прочного соединения быстро и без применения привычного для электрика способа надёжной коммутации.
Мы просто так сильно вжимаем кабель в наконечник, что это соединение становится неразъёмным. Ну и скорость монтажа, конечно, значимый фактор для подключений в электропроводке.
Даже в опрессовке есть ограничения по прилагаемому усилию, поэтому не стоит слишком сильно давить кабель и наконечник. Во всём нужна мера.
Почему именно опрессовка?
Пайка многожильного провода не самая простая операция, ведь необходимо оголить все жилы, убедиться, что они чистые с точки зрения контакта и только после этого приступать к пайке. Любая жила в многожильном проводе имеет изоляцию, и это часто создаёт затруднения в работе по установлению надежного контакта.
Как раз опрессовка наконечников кабеля решает все эти задачи, ведь при помощи механического усилия (сжатия) не только разрушается изоляция отдельных жил, но и создаётся прочное соединение всего кабеля для лучшего контакта.
Здесь как раз возникает момент, как выбрать гильзы для опрессовки проводов правильно, ведь они изготавливаются из разных материалов и имеют очень точно прописанные характеристики токов. Проблема в том, что размер этих гильз невелик, и маркировка непонятна для тех, кто не является специалистом. Но перед этим давайте определим разницу между гильзой и наконечником для опрессовки кабелей.
Это типичные гильзы:
При её помощи можно «удлинить» кабель, как одинакового сечения, так и разного.
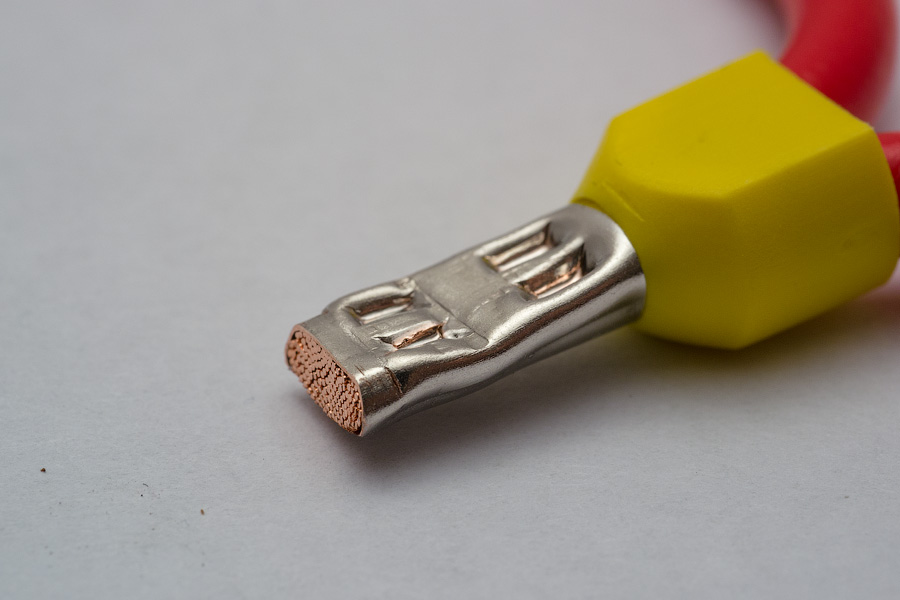
А это типичный наконечник:
И вот как раз на обоих фото хорошо видно, что места для полной маркировки практически нет, в отличие от таких гильз и наконечников:
Поэтому рекомендация может быть только одна – хорошо маркированные изделия будут стоить дороже, при этом не маркированные ничуть не хуже. Просто потребуется консультация с продавцом, как правило, они хорошо ориентируются в данной проблематике.
Ещё одним моментом, которого нет даже в маркировке, является момент затягивания гильзы или наконечника при обжиме. А они совершенно разные для разных типов наконечников, таких как:
А они совершенно разные для разных типов наконечников, таких как:
- кольцевые наконечники (НКИ).
- вилочные наконечники (НВИ).
- штыревые круглые наконечники (НШКИ).
- плоские (штекерные) разъёмы (РПИ-П, РПИ-М, РШИ-П, РШИ-М и др.).
- ответвители прокалывающего типа (ОВ).
Здесь необходимо вернуться к инструменту, которым обеспечивается опрессовка проводов, ведь на каждом инструменте указаны размеры при стандартной форме губок, а само усилие точно отмеряется диаметрами. Так что, если не ошиблись с диаметром, чрезмерного усилия приложить не сможете. И, несмотря на то, что наконечники для проводов под опрессовку разные, при одинаковом диаметре и усилие, и стандарт инструмента будут одни и те же. Жаль, что этот параметр на маркировке не отражается. Видимо потому, что обычно такую работу делают профессионалы, а не домашние электрики.
Но как раз стандарты и позволяют домашним электрикам запасти универсальные обжимные клещи и без особых проблем заниматься опрессовкой наконечников кабеля в своих целях. Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
Освоить эту процедуру довольно просто, а технологически она одинакова для обжима коннектора RG-45 и наконечника для трёхфазного автомата.
При опрессовке многожильного кабеля без специальных смазок не обойтись. Поэтому используйте гильзы и наконечники, которые уже имеют такую смазку внутри. В любом случае это одноразовая операция. Снять гильзу или наконечник, чтобы переставить в другое место не получится.
В итоге Вы, освоив установку гильз и наконечников, получите возможность быстро восстановить нужное соединение, без проблем осуществить ремонт, а также соединение, которое, по сути, в ремонте не будет нуждаться много лет.
На правах заключения немного практики, о чём редко говорят
Прежде всего, наконечники для проводов под опрессовку, как и гильзы, действительно одноразовые изделия. Помните об этом. Так сказать, помните об этом всегда, особенно учитывая копеечную стоимость таких изделий.
Второе правило домашнего электрика – ограничьте себя напряжением в 380В. Всё что выше – отдайте профессиональным электрикам. И помните о том, что материал гильзы или наконечника может быть разным, так что когда наконечник накинете на клемму и начнёте затягивать болт, убедитесь в том, что болт изготовлен из такого же материала. Согласитесь, не очень разумно прикручивать медный наконечник к алюминиевой клемме стальным болтом. Мы получим интересный набор металлов, коррозия которых будет ускорена ввиду различия в смысле проводимости токов и прочих особенностей лейденской банки.
Всё что выше – отдайте профессиональным электрикам. И помните о том, что материал гильзы или наконечника может быть разным, так что когда наконечник накинете на клемму и начнёте затягивать болт, убедитесь в том, что болт изготовлен из такого же материала. Согласитесь, не очень разумно прикручивать медный наконечник к алюминиевой клемме стальным болтом. Мы получим интересный набор металлов, коррозия которых будет ускорена ввиду различия в смысле проводимости токов и прочих особенностей лейденской банки.
Итак. Что мы сделаем после того, как закончена опрессовка проводов и у нас есть возможность произвести коммутацию:
- Самой мелкой шкуркой мы зачистим поверхность клеммы и наконечника.
- Протрём обе поверхности любым растворителем, для удаления лишней грязи.
- Убедимся, что болт из такого же материала как клемма и наконечник (если они разные, предпочтение отдадим клемме, правда при этом наконечник прослужит меньше).
- Болт смажем смазкой, которая рекомендована для таких соединений.
 Не просто солидолом, а именно такой смазкой, которая нужна. В магазине Вам подскажут, какой именно.
Не просто солидолом, а именно такой смазкой, которая нужна. В магазине Вам подскажут, какой именно. - Мы не будем между поверхностями укладывать золотинку. Фольгу от шоколада для лучшего контакта, что часто делают «бывалые электрики», это только ухудшит контакт.
- И мы обязательно поставим на болт стопорные шайбы (не плоские, а с зазубринками). Это поможет максимально плотно соединить контактные зоны.
- И мы ни в коем случае не будем «дотягивать» наконечник до клеммы. Соединение должно быть полностью свободно от усилий натяжения и растяжения. Более того, мы сделаем небольшую петлю в зоне контакта.
После этого мы оценим то, что у нас получается, и возьмём тайм-аут, подумать всё ли мы учли. Далее мы в обязательном порядке повесим бирку на место соединения. Это будет нужно для того, чтобы понимать срок службы данного наконечника или гильзы, а также укажем на бирке количество жил. И, конечно, если мы делаем всё своими руками и для себя, мы обязательно наконечник (гильзу) уберём в термоусадочный кембрик. Это такая изолирующая трубка, которая при небольшом нагреве надёжно обожмёт полученное соединение, став дополнительной изоляцией.
Это такая изолирующая трубка, которая при небольшом нагреве надёжно обожмёт полученное соединение, став дополнительной изоляцией.
По возможности, соблюдая цвета маркировки кабелей – ноль фаза и земля. Современные материалы это позволяют. И проведём испытания, не затягивая наконечники до отказа. Особенно, если такого рода работу мы делаем первый раз. После испытаний останется установить наконечник на место, проверить соединение и можно считать, что работа закончена если.
Если мы понимаем что:
- Визуально всё соединение выполнено правильно, без задиров и торчащих жил (обычная ошибка начинающих в этом деле).
- Нет перекоса в плоскости сопряжения клеммы и наконечника, устранить которые можно своими руками и при помощи небольшого молотка, если нужно.
- Гайка болта ходит свободно, и требует затягивания ключом только на последних витках.
- Надёжность соединения не вызывает сомнений, даже если мы пробуем что-то оторвать, особо не прилагая усилий (кабеля тоже имеют предел прочности).

- И нам нравится то, что мы сделали.
Вот только после этого можно будет считать работу законченной, и уверяем Вас. Если всё будет сделано именно так, то соединение прослужит действительно долго, а Вы ощутите вкус опрессовки, при которой требуется потратить время на снятие внешней изоляции и не тратить время на всё остальное. Если, конечно, у Вас будут гильзы, наконечники и инструмент для проведения работ. Желательно универсальный инструмент, для бытовых нужд. Их довольно много, стоят они недорого, но помогут быстро не только подключить автомат защиты, но и колонку на 12В
И мы надеемся, что эта статья поможет многим сделать выбор, паять или обжимать. У каждого способа свои преимущества и свои недостатки. И мы намерено не говорили о недостатках опрессовки. Все они теряют смысл на выгоде от умения использовать этот способ коммутации любых кабелей.
А если у Вас есть свой опыт в работе с такого рода монтажом, мы будем рады услышать Ваши комментарии и замечания. Ведь чем больше мы, доморощенные электрики, общаемся между собой, тем ниже стоимость работ, которую нам могут предъявить профессионалы.
Ведь чем больше мы, доморощенные электрики, общаемся между собой, тем ниже стоимость работ, которую нам могут предъявить профессионалы.
obelektrike.ru
Пресс для опрессовки кабельных наконечников: выбираем правильно
Пресс для опрессовки наконечников кабеля
Опрессовка – это обжатие соединений проводов механическим способом. Такой процесс позволяет все звенья электроцепи надежно соединить с хорошей проводимостью электрического тока, без перегрева элементов, что уменьшает риск возникновения короткого замыкания и обгорания контактов.
Какой выбрать пресс для опрессовки кабельных наконечников, его устройство и принцип действия подскажет статья.
Способы опрессовки
Опрессовка кабельных наконечников заключается в обжатии зачищенного кабеля или провода в специальной матрице, с помощью ручных или механических инструментов.
Последовательность опрессовки кабеля
Это может выполняться:
- Сплошным обжатием.
 Это наиболее надежный способ для создания прочного контакта при соединении проводов. Под давлением, которое создает гидравлический пресс для кабельных наконечников, обжимается сразу вся контактируемая поверхность.
Это наиболее надежный способ для создания прочного контакта при соединении проводов. Под давлением, которое создает гидравлический пресс для кабельных наконечников, обжимается сразу вся контактируемая поверхность. - Комбинированным. В таком случае, эффект обжатия усиливается дополнительным вдавливанием пуансона, имеющего рабочую часть в виде зуба.
- Вдавливанием.
Способы опрессовки кабеля
На схеме:
- а — местное вдавливание.
- б — сплошное опрессование.
- в – комбинированная обжимка.
Помимо этого:
- Алюминиевые провода обжимаются трубчатыми или кольцевыми наконечниками, что зависит от толщины жилы.
- Специальные гильзы используются для медных проводов.
Наконечники для медных проводов
- Для многожильных проводов применяются пистоны.
Совет: Размер наконечника следует подбирать по специальным таблицам, с учетом толщины кабеля.
Приспособления для опрессовки наконечников
Опрессовка наконечников кабеля может выполняться разными инструментами и приспособлениями.
Некоторые из них представлены в таблице:
| Пресс-клещи для качественной опрессовки наконечников, с номинальным сечением от 1,5 до 16 мм², выпускают многие компании. При выборе инструмента необходимо учитывать:
| |
| Пресс гидравлический для кабельных наконечников | Гидравлический ручной пресс предназначен для опрессовки кабельных наконечников и гильз шестигранником, сечением до 70 мм². Медные наконечники и гильзы не должны превышать площадь сечения 50 мм². |
| Механический ручной пресс | Такое устройство предназначено для опрессовки трубчатых кабельных наконечников из меди на гибких многопроволочных жилах. |
| Электромеханический ручной пресс | Используется для выполнения большого объема опрессовки кабельных наконечников — быстро и с хорошим качеством. В инструменте можно точно установить и поджать наконечник таким же образом, как и обычными пресс-клещами. А доводка опрессовки, выполняется с помощью установленного электродвигателя. Различные типы наконечников опрессовываются сменными пресс-матрицами. Преимущества аппарата:
Недостаток: большая цена. |
Комбинированное и сплошное обжатие можно применять лишь при наличии большого давления, которое создает пресс для кабельных наконечников гидравлический.
Выбор пресс-клещей для наконечников
Комплект пресс-клещей и набор матриц
Приобретая гидравлический ручной пресс, необходимо учитывать:
- Имеется ли в конструкции клапан ограничения давления.
 Такие изделия более надежны, они предотвращают перегрузку пресса от давления.
Такие изделия более надежны, они предотвращают перегрузку пресса от давления. - Тип прессующей головки, которая может быть открытого и закрытого типа. При работе прессом с закрытой головкой, необходимо: предварительно открыть стопор; вытянуть матрицу; поставить провода и наконечник; устройство закрыть. И лишь после этого можно начинать обжимку кабеля. Для проводов небольших сечений процесс значительно проще. Если пресс имеет С-образную головку открытого типа, провода можно прессовать быстро в любом месте.
- Диаметр рабочего сечения. Модели делятся на подгруппы, которые работают с кабелями:
- До 70 мм².
- До 120 мм².
- До 300 мм².
- До 400 мм².
С увеличением мощности пресса, увеличивается его масса. Некоторые изготовители уменьшают вес за счет применения для корпуса легких алюминиевых сплавов. Все гидравлические прессы рассчитаны на опрессовку медных и алюминиевых проводов.
В комплекте с прессом имеются сменные матрицы для опрессовки. Наиболее современные модели, оснащаются вращающимися головками и устройством быстрого хода.
Наиболее современные модели, оснащаются вращающимися головками и устройством быстрого хода.
Конструкция и принцип работы пресса
Внутри устройства, с одной стороны имеется рабочий поршень с манжетой — для его возврата в исходное положение, смонтирована пружина. С другой стороны установлены нагнетательный цилиндр и плунжер.
Основные составляющие ручного пресса для наконечников
На рисунке:
- Поз. 1 – ось.
- Поз. 2 – головка.
- Поз. 3 – полуформы матрицы.
- Поз. 4 – винт.
- Поз. 5 и 6 – ручки.
При качании рычага, расположенного на корпусе пресса:
- Плунжер насоса совершает возвратно-поступательное движение.
- В цилиндре создается избыточное давление.
- Масло под давлением начинает поступать в рабочий цилиндр, перемещая рабочий поршень.
- Поршень, воздействуя на матрицу, создает нужное давление на наконечник.
- В конструкции установлен двухходовой плунжер.
- На холостом ходу контур, обеспечивающий быстрое нагнетание жидкости в рабочий цилиндр, открыт. В конце холостого хода начинает открываться второй контур, развивающий максимальное усилие.
- Возвратная пружина, при открытом запорном клапане, который соединяет через каналы рабочую полость цилиндра и масляный баллон, возвращает поршень в исходное положение.
- Пресс для обжима кабельных наконечников снабжен предохранительным клапаном, который при превышении давления в системе, начинает перепускать некоторый объем масла назад в масляный баллон.
Изготовление наконечников
Порядок работы устройства
Инструкция по опрессовке наконечников предлагает:
- Выбрать матрицы соответствующего сечения и материала жил. Их примеры на фото.
- Открыть головку пресса и вставить в пазы матрицы.
Подготовка пресса к работе
- Поместить наконечник с жилой между матрицами.
- Производя качание рычагом, выполнить опрессовку. Операцию проводить, пока не сработает предохранительный клапан.
- Нажать на рычаг, соединенный с запорным клапаном, пока поршень не вернется в исходное положение.
- В случае блокировки приспособления, его следует разблокировать, нажатием на рычаг для запорного клапана.
Совет: При срабатывании предохранительного клапана, на ручке будет ощущаться падение давления. Это указывает, что качать больше нельзя.
Чтобы лучше представить, как работает пресс гидравлический для опрессовки кабельных наконечников, стоит внимательно просмотреть видео.
Устранение неисправностей
В таблице указаны некоторые неисправности и способы их устранения:
| Наименование неисправности | Причина | Способ устранения |
| Пресс для наконечников кабеля не развивает максимальное давление или вообще не качает. | Нет масла в гильзе для поршня, или оно не той консистенции. |
|
| Из-под рабочего поршня течет масло. | Получила дефекты уплотнительная манжета. |
|
Качественный и удобный инструмент для опрессовки кабельных наконечников – это залог надежного соединения кабелей и проводов любого сечения.
elektrik-a.su
Опрессовка проводов наконечниками
При подключении медных многожильных проводов к клеммникам, винтовым зажимам, к различному электрооборудованию они опрессовываются с помощью специальных пресс-клещей штыревыми наконечниками.
Если этого не делать, то при зажиме зачищенного многожильного провода винтом в клеммнике, проводки могут передавливаться, отламываться. В результате может нарушиться целостность контакта, возникнуть искрение, контакты могут подгорать.
При опрессовке наконечниками зачищенная часть провода обжимается гильзой наконечника и в клеммнике винтом зажимается уже сама гильза, у которой площадь контакта больше. При этом проводки не передавливаются, поскольку они защищены гильзой наконечника.
Для различного сечения проводов выпускаются наконечники разных диаметров. Наконечники, предназченные для конкретного сечения провода, имеют определенный цвет.
На рисунке показаны наконечники НШВИ (наконечники штыревые втулочные изолированные) самых ходовых размеров.
Для того, чтобы опрессовать сразу два провода, выпускаются специальные двойные наконечники НШВИ2.
Для самой опрессовки используются специальные пресс-клещи — кримперы.
Для того, чтобы опрессовать многожильный провод штыревым наконечником, необходимо сначала подготовить провод, снять с него изоляцию на длину металлической гильзы самого наконечника. Для этого желательно применять специальный инструмент для снятия изоляции с проводов — стриппер. Он делает процесс снятия изоляции быстрым и удобным.
Если под рукой стриппера нет, можно снять изоляцию другим способом. Этот способ подробно показан в видео внизу этой статьи.
После того, как изоляция снята, одеваем на очищенную токопроводящую часть провода наконечник соответствующего диаметра. Причем, провод должен быть зачищен четко на длину гильзы наконечника и не должен выходить за ее пределы.
Затем вставляем провод с одетой на него гильзой в паз пресс-клещей соответствующего размера. Изолированная часть наконечника упирается в корпус клещей (рисунок 1).
После этого сжимаем рукоятки клещей, сдавливая гильзу наконечника и опрессовываем провод (рисунок 2).
Отпускаем рукоятки клещей и вынимаем провод с наконечником из паза. Провод опрессован и годов к дальнейшему использованию (рисунок 3).
Если необходимо опрессовать два провода одним наконечником, используем специальные двойные наконечники НШВИ2.
Как опрессовывать провод двойными наконечниками и какой для этого применяется инструмент, смотрите подробный обзор.
Зачищаем оба провода на длину гильзы наконечника, вставляем оба провода в наконечник и опрессовываем также, как и один провод.
Опрессовка двойными наконечниками может использоваться, например, для изготовления перемычек (рисунок ниже).
Более подробно как опрессовывать многожильный провод наконечниками смотрите в этом видео:
Опрессовка двойных наконечников.
Инструмент электрика — диэлектрические отвертки Wera.
Инструмент электрика — удобный органайзер.
elektrik-sam.info
Опрессовка силовых неизолированных кабельных наконечников
| Статьи — Электромонтажные работы |
| 1. Подготовка кабельных жил перед опрессовкой.
2. Выбор кабельного наконечника.
3. Правильное расположение кабельных наконечников на жиле кабеля.
4. Инструмент и матрицы для опрессовки.
5. Опрессовка кабельных наконечников.
6. Обработка кабельных наконечников после опрессовки.
|
 Если внутренний диаметр хвостовика наконечника значительно превышает размер кабельной жилы, то опрессованное соединение не может быть механически прочным и надежным. Для обеспечения качественной опрессовки необходимо, чтобы внешний диаметр зачищенной жилы кабеля максимально соответствовал внутреннему диаметру хвостовика наконечника.
Если внутренний диаметр хвостовика наконечника значительно превышает размер кабельной жилы, то опрессованное соединение не может быть механически прочным и надежным. Для обеспечения качественной опрессовки необходимо, чтобы внешний диаметр зачищенной жилы кабеля максимально соответствовал внутреннему диаметру хвостовика наконечника.


malahit-irk. ru
ru
Как опрессовать кабель и какой пресс выбрать
Качество опрессовки кабеля во многом зависит от правильно выбранного инструмента. При этом, разные виды опрессовки (в цеху, в «поле», во время работы на высоте) имеют свою специфику. Зачастую, электромонтажнику приходится работать в условиях весьма ограниченного пространства. Яркий пример тому – опрессовка кабеля в электротехническом шкафу с установленным оборудованием. В этой ситуации даже опытным монтажникам приходится нелегко: профессиональный инструмент, как правило, довольно громоздкий, с длинными рукоятками, держать его нужно двумя руками, а необходимый наконечник может находиться за первым рядом установленных в шкафу автоматов, так что доступ к нему сильно затруднен. Неудивительно, что в таких условиях руки быстро затекают и продолжать работу долго просто невозможно.
Неудивительно, что в таких условиях руки быстро затекают и продолжать работу долго просто невозможно.
SHTOK. разработал несколько вариантов решения этой проблемы – с учетом разных требований и на любой бюджет. Предлагается 3 вида удобных компактных прессов: два гидравлических и один механический. Рассмотрим их особенности по порядку.
ПГ-150М
Этот гидравлический ручной пресс уже более 7-ми лет поставляется на российский рынок и стабильно получает только положительные отзывы. Этому есть целый ряд причин: уменьшенная по сравнению с аналогами рабочая голова, способная вращаться на 360`, и компактность инструмента (длина 37 см и вес 2,5 кг). Все это делает его особенно удобным для работы в ограниченном пространстве, а специальная кобура для ношения на поясе пригодится в условиях выездных (или высотных) электромонтажных работ.
Еще одно существенное преимущество этого пресса – комплектация двусторонними шестигранными матрицами. Такие матрицы удобны тем, что позволяют в 2 раза снизить общий вес комплекта, который должен носить с собой монтажник. К тому же уменьшается риск потери матриц при переноске.
К тому же уменьшается риск потери матриц при переноске.
Пресс ПГ-150М уникален еще и тем, что может дополнительно комплектоваться матрицами для опрессовки самонесущих изолированных проводов (СИП).
Инструмент также оснащен высокоточным модернизированным клапаном ограничения давления, что придает прессу дополнительную надежность. Ресурс клапана сопоставим с европейскими аналогами и составляет более 10 000 срабатываний. Модели с предохранительными клапанами выходят из строя в 5 раз реже обычных, так как их невозможно передавить до течи масла через уплотнения. В моделях, не имеющих предохранительного клапана – напротив, невозможно точно определить, что нужно для качественной опрессовки — усилие развито, и это часто приводит к чрезмерному нагнетанию давления и течи масла.
Если говорить о гидравлике SHTOK. в целом, то нельзя не упомянуть об одной важной особенности производства: рабочая голова и гидравлический узел изготавливаются посредством многоэтапной горячей объемной штамповки, после чего инструмент обрабатывается в высокоточных центрах. Этот способ производства гарантирует надежность, долговечность и стабильность работы гидравлических прессов. Поэтому предоставляемая на 3 года гарантия на инструмент полностью оправдана.
Этот способ производства гарантирует надежность, долговечность и стабильность работы гидравлических прессов. Поэтому предоставляемая на 3 года гарантия на инструмент полностью оправдана.
ПГ-150П
Из новинок SHTOK. модель ПГ-150П, пожалуй, одна из самых интересных. Этот компактный (длина 21,5 см) ручной гидравлический пресс снабжен пистолетной рукояткой, клапаном сброса давления и весит всего 1,4 кг, что позволяет осуществлять опрессовку одной рукой! При этом его рабочее усилие ничуть не уступает более крупным моделям и составляет 35 КН. Также в комплект входит удобная напоясная кобура. Хотя на рынке и раньше существовали подобные предложения от европейских компаний, далеко не все покупатели могли себе это позволить. Инструмент SHTOK. доступен для широкого круга пользователей, не уступая аналогам по качеству, то есть он уникален по соотношению цена/качество.
Гидравлические прессы оптимальны для проведения большого объема сложных электромонтажных работ. Гидравлика увеличивает усилие и тем самым значительно облегчает труд электромонтажника. Однако, в случаях, когда требуется опрессовка не более 10-20 наконечников в сутки, или же опрессовке подлежат наконечники малых сечений, применение гидравлического пресса вовсе необязательно. В таких ситуациях вполне достаточно использовать механический пресс, который значительно доступнее по цене, чем вышеназванные модели. Такое решение также имеется в ассортиментной линейке SHTOK.
Гидравлика увеличивает усилие и тем самым значительно облегчает труд электромонтажника. Однако, в случаях, когда требуется опрессовка не более 10-20 наконечников в сутки, или же опрессовке подлежат наконечники малых сечений, применение гидравлического пресса вовсе необязательно. В таких ситуациях вполне достаточно использовать механический пресс, который значительно доступнее по цене, чем вышеназванные модели. Такое решение также имеется в ассортиментной линейке SHTOK.
ПК-150
Эти механические пресс-клещи позволяют быстро и качественно опрессовывать наконечники в одно нажатие. В первую очередь этот инструмент предназначен для опрессовки DIN-наконечников сечением от 16 до 150 мм² (на которые приходится 70% опрессовок). Особая конструкция механического шестеренчатого привода служит для уменьшения усилия, прилагаемого монтажником при опрессовке, а усиленная конструкция выдвижных ручек — напротив, позволяет прилагать большее усилие, без риска сломать инструмент.
Пресс-клещи ПК-150 имеют уменьшенную по сравнению с аналогами рабочую голову, способную вращаться на 360`. Они весьма компактны, что также позволяет использовать их в ограниченном пространстве.
Как и все прессы этой линейки, ПК-150 отличаются особой конструкцией запирания рабочей головы, которая обеспечивает быструю смену матриц и ускоряет процесс работы в целом. Скорость увеличивается за счет удобства помещения кабеля в зону опрессовки. Также все прессы комплектуются наборами шестигранных матриц. Большинство из них – это наиболее часто употребляемые матрицы при электромонтаже. А матрицы к прессам ПГ-150П и ПК-150 еще и взаимозаменяемые.
Ниже приводится таблица сравнительных характеристик всех трех вышеописанных прессов SHTOK.:
|
Наименование |
Сечение кабеля, мм2 |
Вес, кг |
Длина, мм |
Клапан ограничения давления |
Упаковка |
|
ПГ-150М |
10-150 (двусторонние) Доп. |
2,5 |
370 |
+ |
Пластиковый кейс + кобура |
|
ПГ-150П |
4-150 |
1,4 |
215 |
+ |
Пластиковый кейс + кобура |
|
ПК-150 |
16-150 |
2,5 |
420-590 |
— |
Пластиковый кейс |
 матрицы СИП
матрицы СИПЭлектрические наконечники типа НШВИ
Предназначение наконечников заключается в том, чтобы фиксировать контакты кабелей, которые подсоединяются к оборудованию и уберечь от повреждения.
Для кабеля сечение которого составляет около тридцати пяти миллиметров квадратных с многожильной структурой. Они подходят лучше всего.
Чтобы обеспечить хорошую проводимость электрического напряжения в точке соединения гильзу наконечника при помощи гальваники залуживают.
С помощью наконечников НВШ любой электромонтажник при выполнении работ без усилий соберёт все мелкие жилы в одну. Ведь важно чтобы во время подключения оборудования не произошел сбой при потере мощности установки.
Ведь важно чтобы во время подключения оборудования не произошел сбой при потере мощности установки.
В электротехнической сфере наконечники втулочные НВШ используются при опрессовке многожильного кабеля. Для подключения схем электрического оборудования. Опрессовку производят при помощи специальных инструментов в виде клещей. По-простому говоря задача наконечников обеспечить качественное скрепление для без препядственного прохождения тока.
Электромонтажники при работе не рекомендуют производить подключение электрических схем без использования наконечников.
Все дело в том, что без применения наконечников НШВИ жилы кабеля подвергаются механическим и термическим повреждениям, не обеспечивают крепкого контакта, что в дальнейшем приводит к изменению и возгоранию изоляционной оболочки кабеля. Также стоит отметить что контакты со временем начинают активно окислятся и ржаветь.
С наконечниками НШВИ таких проблем никогда не будет. По словам электриков, наконечники активно применяются вовремя подключении электробытовых розеток, и выключателей, монтаже электрического автомата и счетчика, УЗО и многое другое оборудование. Сфера их применения очень обширная.
Сфера их применения очень обширная.
Если говорить о монтажном кабеле многожильного типа, то он зарекомендовал себя с положительной стороны. Тем что он способен легко гнутся, а способность пропуска большого напряжения. В отличие от одножильного который при укладке подключается с помощью клемм.
Он также владеет хорошей пропускной способностью, но не так эластичен.
Наконечники НШВИ не подходят для опрессовки жил такого кабеля. Для соединения, электрики используют винтовые (клеммные соединения). В свою очередь винтовые соединения не подходят к монтажу многожильного кабеля. Дело в том, что многожильный кабель при фиксации в данном соединении жилы распушатся, зразу же при вкручивании болта в лемму. Что приведет к медленному грению контакта, потом и возгоранию всей проводки в целом. Не так давно знающие электрики применяли способ, который заключался в пайке. Многожильный кабель после снятия изоляции нужного размера, скручивали проволочки в одну целую жилу, а затем обпаивали.
Но данный метод не зарекомендовал себя. Специалисты поняли, что на этот способ уходит большое количество времени. При монтировании и установке розеток и выключателей уходит несколько дней.
Специалисты поняли, что на этот способ уходит большое количество времени. При монтировании и установке розеток и выключателей уходит несколько дней.
Но с применением наконечников штыревого типа проблема решилась, и выполнение электротехнических монтажных работ ускорилось в разы быстрее и эффективнее.
На данный момент, в сфере электромонтажных принадлежностей встречается довольно большой ассортимент различных наконечников.
Существует несколько видов наконечников втулочного типа.
Такие, как; НШВИ, НШВ, НШВИ (2). Применение происходит следующим образом, каждый наконечник играет свою роль в электромонтаже. Все зависит от рода электрооборудования, какая марка провода, количество подключаемых проводников, а также важен модуль аппаратуры. В первую очередь необходимо подробно рассмотреть наконечники для кабеля.
НШВИ — аббревиатура расшифровываются так; штыревой втулочный изолированный электрический элемент, собран он из двух частей. Первая часть это — трубка токопроводящая, которая изготавливается из медного электролитического сплава.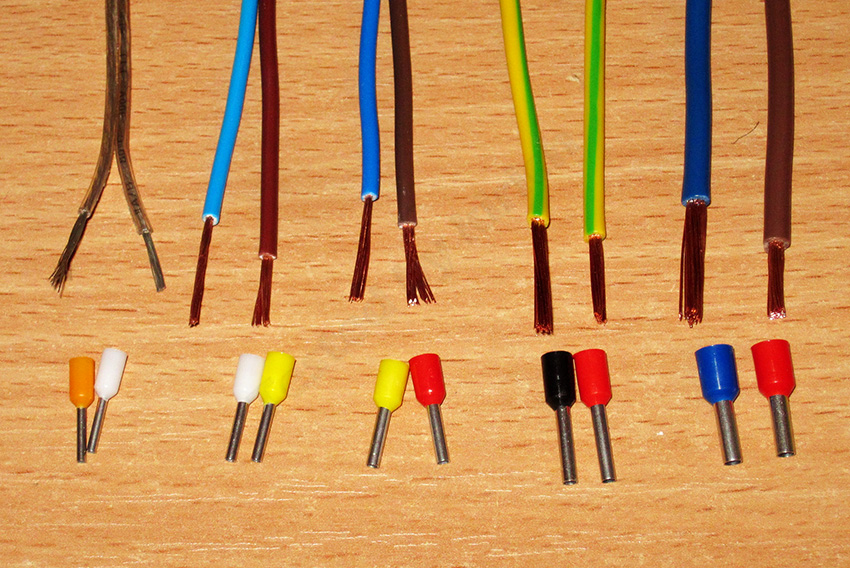 А чтобы материал имел стойкие параметры не ломался и не было трещин в составе полиамидный сплав. Цифры, которые расположены на теле втулки говорят о диаметре и сечении наконечника.
А чтобы материал имел стойкие параметры не ломался и не было трещин в составе полиамидный сплав. Цифры, которые расположены на теле втулки говорят о диаметре и сечении наконечника.
НШВ – наконечник для опрессовки провода штыревой. Втулочного типа, который не изолирован пластиковой кромкой.
НШВИ (2) – обладает диаметром и посадочным местом для двух многожильных проводов, имеет пластиковую защитную юбку. На втулке также возможно подключение двух проводников из медного состава,
Если рассмотреть назначение, то большинство электриков используют наконечники изолированного типа. Представление о наконечниках НШВ можно сказать следующее – имеют форму гильзы, на конце которой установлен пластмассовый изолятор требуемого размера.
Что касаемо функции пластиковой юбки, то ее роль заключается в том, чтобы изолировать часть жилы кабеля, которая осталась не обжатой в гильзе. Плюсом, является то, что провод при помещении в гильзу при помощи юбки не распушится.
Втулки для прессовки бывают нескольких видов одного и двух контактных. Это касается наконечников НШВИ (2)
Это касается наконечников НШВИ (2)
Во время монтажа при подключении двух проводников, удобно производить фиксацию двух многожильных кабелей в один наконечник. Используя при этом двойную конструкцию. Фланец для кабеля отличается лишь в диаметре, он немного больше.
Разные производители выпускают наконечники в составе которых входят сплавы, а также различные варианты конструкции. По сокращению известно, что наконечник расшифровывается так:
штыревой; втулочный; изолированный.
Изготовление происходит в следующем порядке; для ориентирования какой диаметр необходим втулки изготавливаются с пластиковыми в виде юбки наконечниками. Определив при этом каждому внутреннему диаметру свой цвет.
Цифры, которые расположены на теле втулки говорят о диаметре и сечении втулки наконечника.
На втулке также возможно подключение двух проводников из медного состава, пишется цифра (два). 1,5 на 8 — значение данной цифры говорит от том, что сделана обойма из медной трубки.
Сечение полтора миллиметра в квадрате. Длина места соединения контакта составляет восемь миллиметров.
Длина места соединения контакта составляет восемь миллиметров.
Производится наконечник сечением до ста пятидесяти миллиметров квадратных. Также подвергается процессу лужения гальваникой. На конце наконечника произведена развальцовка, это для того чтобы было удобно заводить жилу провода для удобного обжатия.
Правильная подборка наконечников НШВИ производится с помощью заранее составленного списка в котором подробно описывается какого цвета пластиковая манжета и какой инструмент применить для качественного обжима.
Вот пример подбора:
НШВИ 0.25-8. (КВТ) цвет юбки (синий), сечение – 025, размер в мм-8; КВТ- стандарт.
Во время применения наконечника втулочного НШВИ стоит учитывать данные приметы при подборе:
1. Цвет пластмассовой юбки – информация о том какое сечение в конекторе использовать при обжатии наконечника штыревого.
2. В стандартах электрического монтажа применяется свой КВТ. Для него характерны следующие размеры:
3. Черный – 1.5 квадратных миллиметров;
4. Синий – 2.5 квадратных миллиметров;
Синий – 2.5 квадратных миллиметров;
5. Серый цвет – 4 квадратных миллиметров;
6. Желтый – 6 квадратных миллиметров;
7. Красный – 10 квадратных милиметра.
Важно запомнить данные размеры, если игнорировать сравнения в данном списке при монтировании кабельных наконечников, то можно испортить гильзу НШВ или сломать изолирующую юбку кабельного наконечника.
Как и чем произвести опрессовку
Перед тек как начинать фиксировать наконечник штыревой или втулочный, стоит следовать нескольким советам.
— снимать изоляцию на проводнике нужно на несколько миллиметров выше, чем длинна трубки наконечника. Изоляция снимается специальным прибором; стиплером можно использовать специальный нож.
— при покупке большое количество наконечников под обжим нескольких проводов шлейфа подходят для наружных клемм.
Размер части, где происходит контакт, может быть короткой, что приведет к плохому контакту. Из-за того, что пластиковая юбка окажется широкой это, помешает входу наконечника в контактную группу клемм.
Поэтому при покупке необходимо обратить внимание на точную длину наконечников.
Также наконечники стоит покупать такого же диаметра, как и сечение провода под опрессовку.
— перед тем как просадить провод в наконечник необходимо убедится, что он достиг упора, и изоляция проводника встретилась в конце изолированной части манжеты.
— ни в коем случае нельзя допустить разпушивание мелких жил и вылазки их наружу.
Опрессовывать необходимо только металлическую часть наконечника во избежание повреждения изолирующей юбки.
Что касаемо непосредственно приспособления для обжима кабеля, то применяется следующий инструмент:
ПКВШ 6 – применяется для обжима данного типа наконечников, размерами от 0.25 квадратных миллиметров, до 6. Также подходит для НВШ «2». Сечение которого составляет: 0.5 – 4.0 квадрат.
Среди инструмента хорош WS-04A.
Отличается своей способностью в том, что в головной части прибора расположены пазы в форме зубов, которые качественно обжимают наконечник, без шанса на его снятия с жилы.
Чем опрессовать если нет спец. инструмента
В данной ситуации не стоит унывать, альтернатива есть всегда.
Есть несколько проверенных вариантов, но для этого понадобится паяльник. Желательно мощный: от 45 – 80 ватт. Чем мощнее паяльник, тем быстрее можно нагреть. Затем залудить жилу используя, канифоль, припой, паяльный флюс. После хорошей пропайки. Провод просаживают в тело наконечника НВШ и обжимают качественными плоскогубцами. Процесс опрессовки необходимо проделать 3 раза. Для наилучшего контакта.
Специалисты во время работы чтобы не затягивать процесс монтажа очень часто пользуются данным методом.
Наконечники и гильзы силовые — EKF
Область применения
Наконечники и гильзы занимают большую долю в объеме коммутируемых подключений с зажимами различных электротехнических устройств, а также для соединения нескольких проводов или кабелей.
Соединение проводников с помощью наконечников и гильз является распространенным способом коммутации.
Наконечники применяются для оконцевания моно- и многопроволочного кабеля с последующим безопасным подключением проводника к оборудованию.
В отличие от скрутки или наматывания, применение наконечника значительно улучшает качество соединения токопроводящей жилы с оборудованием и обеспечивает:
- Увеличение пятна контакта
- Разборность соединения
- Предотвращение появления окиси
- Снижение нагрева в точке перехода
- Снижение переходного сопротивления
Наконечники широко применяются в сборках, при коммутации с магистральными шинами
Перейти в каталог
Удобство использования
Маркировка типоразмера на каждом наконечнике
Для удобства пользователя на лопатке каждого наконечника нанесен тип наконечника и его типоразмер.
Фаска облегчает заведение кабельной жилы
Хвостовик наконечника обработан, снята фаска, что ускоряет монтаж и повышает удобство использования.
Два типа исполнений:
по нормативам ГОСТ и стандартам EKF.
Российское производство
Надежная производственная площадка в России гарантирует оперативное пополнение складских запасов.
Материалы изделий
Для соединения и подключения медных проводов используются изделия из меди (DT/ТМ ГОСТ/GT). Для алюминиевых проводов – из алюминия, соответственно (ТА ГОСТ).
Если соединение будет подвержено воздействию агрессивной среды или повышенной влажности, то рекомендуется использовать луженые изделия (JG/ТМЛ ГОСТ/GTY).
В случае, когда необходимо перейти с алюминия на медь, применяются алюмомедные наконечники и шайбы.
Наконечники штифтовые: НША/НШАЛ
Для ввода в дом в 90 % случаев используется СИП сечением 16 мм2. Казалось бы, что проще, взять стандартный алюминиевый наконечник на 16 мм2 (т.к. СИП — это алюминиевый провод), опрессовать и подключить. Однако на вводе в дом практически всегда используется модульная аппаратура. И для ее контактов стандартные наконечники на 16 мм2 просто не подходят по габаритным размерам.
Однако на вводе в дом практически всегда используется модульная аппаратура. И для ее контактов стандартные наконечники на 16 мм2 просто не подходят по габаритным размерам.
Алюминиевый наконечник
Есть другие марки наконечников, которые с первого взгляда идеально могли бы подойти под эти нужды, но и с ними есть проблема — они все рассчитаны для медных проводов.
Медный наконечник
У нас есть решение —алюминиевый штифтовой наконечник для СИП сечением 16–35:
НША – Наконечник штифтовой алюминиевый – внутри зданий и сооружений
НШАЛ – Наконечник штифтовой алюминиевый луженый – внутри зданий и сооружений и на улице
Наконечники штифтовые: НШМЛ
- Самый простой и удобный способ подключения кабеля/провода медного к автомату
- Решает проблему подключения силового провода к автоматам маленького габарита
- Отсутствует технологический шов
Перейти в каталог
Виды наконечников
Тип наконечника
Изображение
Описание
Сечение проводников
Инструмент для опрессовки
Медные луженые
ТМЛ DIN
Предназначены для оконцевания опрессовкой медных кабелей и проводов. Материал – электротехническая медь М1.
Материал – электротехническая медь М1.
6–625 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-05 EKF Expert; ПК-35 EKF Master; ПК-50 EKF Expert
Медные луженые
JG (стандарт EKF) / ТМЛ ГОСТ
Предназначены для оконцевания опрессовкой медных кабелей и проводов. Материал – электротехническая медь М2.
2,5–400 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-05 EKF Expert; ПК-35 EKF Master; ПК-50 EKF Expert
Медные
DT (стандарт EKF) / ТМ ГОСТ
Предназначены для оконцевания опрессовкой медных кабелей и проводов. Материал – электротехническая медь М2.
2,5–400 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-05 EKF Expert; ПК-35 EKF Master; ПК-50 EKF Expert
Медные луженые
НШМЛ
Предназначены для оконцевания опрессовкой медных кабелей и проводов и подключения их к выводам автоматических выключателей и прочих электрических устройств с ограниченной шириной контактной клеммы.
6–95 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-05 EKF Expert; ПК-35 EKF Master; ПК-50 EKF Expert
Алюминиевые
ТА ГОСТ
Предназначены для оконцевания опрессовкой проводов и кабелей с алюминиевыми жилами. Материал – алюминий марки АД1.
10–300 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Алюминиевые
НША ГОСТ
Предназначены для оконцевания опрессовкой алюминиевых кабелей и проводов и подключения их к выводам автоматических выключателей и прочих электрических устройств с ограниченной шириной контактной клеммы.
16–35 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Алюминиевые
НШАЛ ГОСТ
Предназначены для оконцевания опрессовкой алюминиевых кабелей и проводов и подключения их к выводам автоматических выключателей и прочих электрических устройств с ограниченной шириной контактной клеммы.
16–35 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Алюмомедные
ТАМ ГОСТ
Предназначены для оконцевания опрессовкой алюминиевых кабелей и проводов и последующего подключения их к медным шинам и клеммам электротехнических устройств, предотвращая появление эффекта гальванической пары.
16–240 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Медные луженые угловые
ТМЛ (90 гр.)
Предназначены для соединения опрессовкой медных кабелей и проводов при монтаже в труднодоступных местах и ограниченном рабочем пространстве.
10–70 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Медные луженые
GTY
Предназначены для соединения опрессовкой медных кабелей и проводов. Допускается применение при опрессовке алюминиевых проводов, а также соединения типа AL-Cu.
Допускается применение при опрессовке алюминиевых проводов, а также соединения типа AL-Cu.
10–185 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Медные
GT
Предназначены для соединения опрессовкой медных кабелей и проводов.
10–185 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Алюминиевые
ТА ГОСТ
Предназначены для соединения встык проводов и кабелей с алюминиевыми жилами без осевой нагрузки.
16–240 мм2
ПГР-70 EKF Master; ПГР-120 EKF Master; ПГР-300 EKF Master; ПК-16 EKF Master; ПК-35 EKF Master; ПК-50 EKF Expert
Шайба алюмомедная
ШАМ
Предназначены для подключения алюминиевых наконечникнов к медным шинам и клеммам электротехнических устройств.
Расшифровка наименования наконечников
Медные, медные луженые и алюминиевые кабельные наконечники и гильзы EKF PROxima, закрепляемые опрессовкой, предназначены для оконцевания или соединения проводов и кабелей с жилами сечением от 2,5 до 400 мм² на напряжение до 35 кВ.
Изготавливаются из медных труб марки М2 (ТМЛ, ТМЛ (90), ТМ, JG, DT, GT, GTY) и круглых тянутых алюминиевых труб марки АД1М (ТА, ГА, ТАМ).
Перейти в каталог
5 обжимных наконечников для качественных соединений – Trimantec
Опубликовано Группа технических коммуникаций ·
Если вы когда-либо задумывались о замене собственной автомобильной стереосистемы, то, вероятно, сталкивались с такими терминами, как обжим и пайка. Это необходимо для электрического подключения автомобиля к новой стереосистеме. Без надлежащих соединений провода могут закоротиться и потенциально повредить вашу новую стереосистему.
Обжим и пайка являются методами соединения и заделки проводов. Пайка более трудоемка, но создает более качественное и надежное соединение. Опрессовка, с другой стороны, была разработана как альтернатива пайке, поскольку она обеспечивает высококачественное соединение между клеммой и проводом при меньших затратах. Есть случаи, когда одно предпочтительнее другого, но сегодня мы сосредоточимся на том, как добиться качественного обжима.
Мы серьезно относимся к обжиму, потому что правильный обжим имеет решающее значение при работе в отрасли производства кабелей и жгутов. Жгуты проводов необходимы для питания медицинского, военного и транспортного оборудования. Если эти системы откажут, это может привести к фатальным последствиям. Плохая опрессовка приводит к повышению термостойкости и, в конечном итоге, к нарушению соединения. Можете ли вы представить, что пытаетесь выяснить, почему медицинское оборудование не работает, и понимаете, что это происходит из-за нескольких неисправных проводных соединений? Как бы вы узнали степень этих ошибочных соединений? Придется начинать с нуля, тратя время и ресурсы. Вот почему мы собрали несколько советов по обжиму, чтобы направить вас в правильном направлении.
Вот почему мы собрали несколько советов по обжиму, чтобы направить вас в правильном направлении.
Равномерно зачищенный провод
Совет по обжиму №1 Подготовка проводов
Прежде чем обжимать провод, необходимо сначала выбрать правильный калибр провода и снять изоляцию с провода на определенную длину. И изоляция, и провод должны быть обрезаны перпендикулярно продольной оси провода. Все жилы проволоки должны быть примерно одинаковой длины и без чрезмерного повреждения жил. Подготовка проволоки — первый шаг к хорошему обжиму. Игнорирование этого шага может привести к нежелательным осложнениям позже в процессе обжима.
Ручной обжимной инструмент
Обжимной наконечник № 2 Пропустите плоскогубцы
Плоскогубцы не являются обжимными. Кримперы специально разработаны для деформации провода и изоляции в определенных местах с необходимой силой и соединения провода и клеммы вместе. Выбираете ли вы ручные инструменты или полностью автоматизированные системы, не экономьте на качестве. Качественные инструменты обеспечат надежное электрическое соединение, которое не разорвется. Обжимные устройства более высокого качества часто имеют встроенные функции, которые не позволяют обжимному устройству снова открываться до тех пор, пока не будет приложено достаточное усилие. Полностью автоматизированные системы также гарантируют надлежащий обжим. Некоторые автоматические обжимные машины даже зачищают провод до нужной длины, что повышает эффективность работы.
Качественные инструменты обеспечат надежное электрическое соединение, которое не разорвется. Обжимные устройства более высокого качества часто имеют встроенные функции, которые не позволяют обжимному устройству снова открываться до тех пор, пока не будет приложено достаточное усилие. Полностью автоматизированные системы также гарантируют надлежащий обжим. Некоторые автоматические обжимные машины даже зачищают провод до нужной длины, что повышает эффективность работы.
Автоматическая обжимная машина
Обжимной наконечник №3 Избегайте чрезмерного обжатия
Да, чрезмерное обжатие возможно. Чаще всего это происходит при использовании ручных инструментов. Если этот метод обжатия необходим, лучше всего использовать инструменты с функцией самоблокировки, которые освобождаются только до тех пор, пока не будет приложено достаточное усилие. При использовании автоматических обжимных инструментов чрезмерный обжим обычно приводит к недостаточной высоте обжима. Чрезмерное обжатие может привести к чрезмерному выдавливанию или расширению нижней части обжима проводника. Это также уменьшает круглую площадь проводника и увеличивает сопротивление. Регулировка высоты обжима в соответствии с техническими характеристиками должна решить проблему.
Это также уменьшает круглую площадь проводника и увеличивает сопротивление. Регулировка высоты обжима в соответствии с техническими характеристиками должна решить проблему.
Обжимной наконечник №4 Визуальный осмотр обжима
Визуальный осмотр обжатого провода обычно помогает выявить большинство дефектов. Дефекты, на которые следует обратить внимание, включают в себя: пробитую изоляцию, отсутствие раструба, короткую проводящую щетку или ее отсутствие, изоляцию под обжимом проводника и чрезмерный или отсутствующий отсечной язычок. Использование лупы может помочь в изучении мелких деталей гофры.
Обжимной наконечник #5 Проверка проводов регулярно
После всей необходимой подготовки проводов и гладкого процесса обжима последним шагом будет проверка обжатого соединения с помощью испытания на растяжение. Испытание на растяжение — это быстрый и разрушающий способ определения механических свойств обжимного наконечника. Испытание подтверждает надлежащее усилие, приложенное во время опрессовки. Тестирование через регулярные промежутки времени и всякий раз, когда происходит смена инструментов или расходных материалов, позволяет легко выявлять неисправности заблаговременно.
Тестирование через регулярные промежутки времени и всякий раз, когда происходит смена инструментов или расходных материалов, позволяет легко выявлять неисправности заблаговременно.
Качественный обжим требует умения и большой практики. Это требует большого внимания к деталям и терпения. Совершенство часто недостижимо; однако есть к чему стремиться.
Наше электромеханическое производственное подразделение Trimantec занимается сборкой жгутов проводов для использования в медицинском и военном оборудовании. Поэтому проводные соединения, которые производит наша команда, должны быть точными, безопасными и надежными. Мы очень серьезно относимся к обжиму проводов, и вы тоже должны это делать.
У вас есть свои советы по идеальному обжиму? Поделитесь с нами своим опытом в комментариях ниже!
Советы по обжиму проводов в производстве жгутов проводов
Обжим проводов как часть процесса производства жгутов проводов может показаться несложным шагом, когда подойдет любой обжим. Тем не менее, мы покажем, как этот, казалось бы, простой процесс может полностью решить или разрушить ваш проект, а также лучшие методы, используемые лучшими производителями в этом бизнесе, для обеспечения идеального обжима каждый раз.
Тем не менее, мы покажем, как этот, казалось бы, простой процесс может полностью решить или разрушить ваш проект, а также лучшие методы, используемые лучшими производителями в этом бизнесе, для обеспечения идеального обжима каждый раз.
Что отличает методы обжима изготовителей нестандартных жгутов проводов
По своей сути, обжим — это просто соединение проводов с каким-либо фитингом. Фитинги помогают проводам соединяться с другими компонентами жгута проводов или с другими проводами. Обжим на самом деле деформирует разъем, так что компоненты слипаются. Существуют ручные обжимные инструменты, полуавтоматические инструменты и полностью автоматизированные обжимные машины, которые наша команда использует в наших проектах по изготовлению жгутов проводов.
Что отличает производителей нестандартных жгутов проводов, так это качество обжима. Это может показаться не точной наукой, когда мы деформируем компоненты, чтобы они оставались вместе; однако обжим должен быть точным до невероятно точного уровня, чтобы гарантировать, что передача данных, питания или сигнала по кабелю не ухудшится.
Как проверить качество обжима
Проверка качества осуществляется различными способами и должна присутствовать на протяжении всего производственного процесса, и мы очень серьезно относимся к этому в Meridian. Мы очень гордимся тем, что продолжаем поддерживать наш стандарт ISO 9.сертификат 001. Эта сертификация предназначена специально для оценки приверженности производителя качеству путем оценки как самой программы обеспечения качества/контроля качества, так и постоянного стремления к совершенствованию этого процесса. Этот уровень приверженности является тем, что действительно отличает качественный обжим от качественного продукта.
Несколько различных способов проверки качества обжима включают:
- Усилие обжима
- Высота и ширина обжима
- Усилие вытягивания обжима
- Длина обжимной полоски
Для проведения этих испытаний требуется сложное испытательное оборудование, чтобы гарантировать достоверность данных испытаний.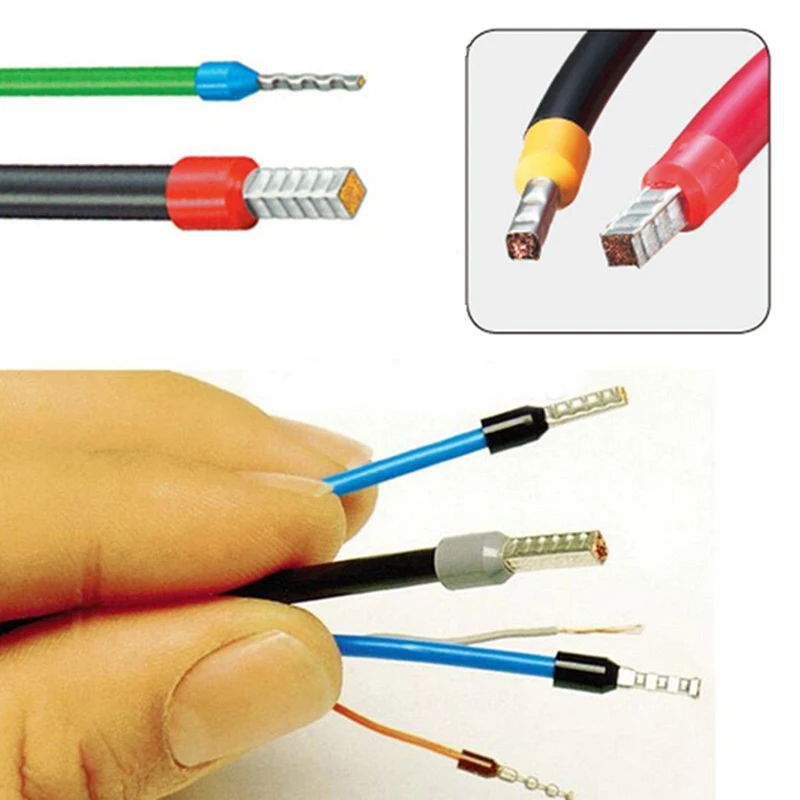 Для обнаружения мельчайших дефектов вам нужна машина, способная производить крошечные измерения. В нашем полностью автоматизированном обжимном станке имеется встроенный сверхчувствительный датчик силы обжима, позволяющий обнаруживать даже мельчайшие ошибки в обжиме.
Для обнаружения мельчайших дефектов вам нужна машина, способная производить крошечные измерения. В нашем полностью автоматизированном обжимном станке имеется встроенный сверхчувствительный датчик силы обжима, позволяющий обнаруживать даже мельчайшие ошибки в обжиме.
Основные советы по идеальному обжиму жгутов проводов
Независимо от того, использует ли ваша принцесса лучшие ручные инструменты для обжима вплоть до полностью автоматизированной обжимной машины, инженеры все равно должны участвовать в процессе, чтобы обеспечить строгое соблюдение спецификации проекта. Здесь мы выделили несколько областей, которым мы уделяем особое внимание при обжиме компонентов жгута проводов, чтобы создать идеальное решение для уникальных потребностей наших клиентов.
1. Убедитесь, что изоляция провода полностью находится внутри язычка обжима
На обжиме язычок удерживает провод и обеспечивает полное покрытие самого провода. При использовании зачищенного провода обязательно должно быть достаточно провода, чтобы обжимной язычок полностью закрывал провод. Язычок помогает создать надежный захват провода, а также может немного захватить изоляцию провода, чтобы надежно зафиксировать соединение. Для незачищенных проводов мы используем обжимные лепестки, которые могут вступать в непосредственный контакт с проводом. Это действительно предпочтительный маршрут, поскольку он экономит время и одинаково эффективен при сохранении целостности провода.
Язычок помогает создать надежный захват провода, а также может немного захватить изоляцию провода, чтобы надежно зафиксировать соединение. Для незачищенных проводов мы используем обжимные лепестки, которые могут вступать в непосредственный контакт с проводом. Это действительно предпочтительный маршрут, поскольку он экономит время и одинаково эффективен при сохранении целостности провода.
На этом этапе проектирование осуществляется с учетом конечного использования пользователем. Наши инженеры проектируют и тестируют наш продукт так, чтобы он выдерживал переменные, с которыми может столкнуться система. Как правило, наши тесты доходят до экстремальных значений, таких как брызги воды, воздействие соли, экстремальные температуры и сгибание/растяжение. Мы делаем это, чтобы быть уверенными в том, что продукт работает точно так, как должен, когда он сходит с конвейера окончательной сборки и до того, как он будет отправлен нашим клиентам.
2. Проверка самого провода на отсутствие дефектов перед обжимом
Когда вы начинаете сравнивать варианты обжима, вам действительно следует начать с самого провода. Мы используем провода, сертифицированные UL, с известными характеристиками, поэтому наши инженеры могут точно определить, как конечный продукт будет работать в заданных условиях. Использование качественного, проверенного продукта с самого начала — это то, что помогает гарантировать, что жгут проводов будет работать должным образом. У вас может быть лучший в мире обжим, но если сами провода имеют дефекты, конечный продукт будет далеко не безупречным.
Мы используем провода, сертифицированные UL, с известными характеристиками, поэтому наши инженеры могут точно определить, как конечный продукт будет работать в заданных условиях. Использование качественного, проверенного продукта с самого начала — это то, что помогает гарантировать, что жгут проводов будет работать должным образом. У вас может быть лучший в мире обжим, но если сами провода имеют дефекты, конечный продукт будет далеко не безупречным.
3. Как проверить разъемы, чтобы убедиться, что провод полностью удерживается
Любой вид ослабленного соединения будет самым большим ухудшением качества проводки при передаче питания, данных или сигнала. Когда провод подключается к клеммам, по пути выполняется несколько проверок, которые могут помочь обеспечить качественное крепление провода.
4. Внимательное изучение углублений обжима
Жгуты проводов обеспечивают инфраструктуру управления проводами, необходимую в современной сложной электронике. Обжимные углубления помогают с планом управления проводами, а также с общей презентацией. Правильное выравнивание также является неотъемлемой частью обеспечения хорошего контакта обжимного язычка и активного захвата провода. Имея несколько различных видов обжимных профилей, правильное углубление, выполненное с точными требуемыми углами, является тем, что обеспечивает целостность соединения.
Правильное выравнивание также является неотъемлемой частью обеспечения хорошего контакта обжимного язычка и активного захвата провода. Имея несколько различных видов обжимных профилей, правильное углубление, выполненное с точными требуемыми углами, является тем, что обеспечивает целостность соединения.
5. Следите за разрывами, растяжениями или другими дефектами изоляции
Еще один способ, которым мы уделяем невероятно пристальное внимание качеству, — использование микрофотографий. Это чувствительное оборудование берет сечение обжатого наконечника и анализирует его буквально под мощным микроскопом. Когда мы полируем и/или используем такие методы, как окрашивание электролитом, наша команда по контролю качества может обнаружить даже самые маленькие дефекты в изоляции и других составных компонентах. Именно этот уровень качества помогает нашим клиентам понять, что они могут положиться на получаемый ими продукт. Поскольку многие из наших жгутов проводов используются в медицине, армии, промышленном управлении и телекоммуникациях, мы знаем, что наши продукты просто слишком важны, чтобы допустить преждевременный отказ.
6. Убедитесь, что обжимные лепестки не повредят изоляцию проводов
Хотя мы показали, что использование изоляции внутри обжимного язычка может улучшить целостность соединения, как и в случае с нашим последним советом, инженеры должны убедиться, что отсутствие дальнейшего повреждения изоляции проводов. Очень легко непреднамеренно повредить хрупкие компоненты жгута проводов, поэтому так важно проводить непрерывные проверки на протяжении всего процесса.
При использовании обжимного инструмента, особенно ручного, необходимо точное приложение усилия, чтобы правильно зажать провод, но не повредить изоляцию. Тот же принцип применяется на всех этапах производственного процесса. Если в изоляции есть дефекты, есть большая вероятность преждевременного повреждения и/или износа жгута.
7. Осмотр конечного продукта
Любая форма разделения проводов, повреждение проводов, повреждение изоляции или аномалии, присутствующие во многих различных клеммах, разъемах, проводах или любых других компонентах, просто недопустимы для качественного нестандартного провода. производитель жгутов.
производитель жгутов.
Мы потратили много времени на обсуждение качества, потому что оно имеет решающее значение для успеха во всем, что мы делаем здесь, в Meridian. Как мы уже говорили, когда ваши продукты используются, чтобы помочь нашим мужчинам и женщинам в военной форме, нашим врачам на переднем крае медицины или жизненно важному коммуникационному оборудованию, на которое мы все полагаемся, чтобы оставаться на связи, вы, как правило, берете на себя обеспечение качества. серьезно. Одним из самых больших преимуществ, которые мы предлагаем нашим клиентам, было появление и постоянное использование нашей лаборатории Advanced Life Testing Lab. Этот современный испытательный центр позволяет нашим инженерам подвергать продукт самым суровым условиям, какие только можно вообразить, чтобы измерить, насколько далеко этот продукт пойдет для наших клиентов. Когда мы достигли наилучшего сочетания различных компонентов для достижения желаемого результата, мы двигаться вперед в производственном процессе.
Контроль качества продолжается даже на этапе окончательного производства, поскольку каждый продукт, который мы производим, тестируется перед отправкой, поэтому, когда наши клиенты получают продукт, они могут быть спокойны, зная, что целостность, безопасность и функциональность были протестированы и протестированы повторно. .
Получение наилучшего обжима для вашего индивидуального жгута проводов
Обжим проводов может показаться простым, но производители более низкого уровня просто не могут предложить уровень сложности оборудования или опыта, чтобы гарантировать безупречный обжим. В Meridian мы гордимся тем, что являемся производителями жгутов проводов на заказ. Разработав более 70% производимых нами узлов и ремней, мы создали невероятную базу знаний и возможностей. На самом деле у нас есть более 5000 существующих инструментов, соединений и компонентов, которые позволяют нашей команде разработчиков создавать идеальные решения вовремя и в рамках бюджета.
Когда вы будете готовы к совершенно новому опыту работы с производителем нестандартных жгутов, обратитесь к нашей команде специалистов по кабелям и жгутам проводов.
Техника обжима для рыбалки | Лидертек
Cr импичмент или обжим, как его иногда называют, — это прочный и быстрый метод соединения флюорокарбона, нейлоновой мононити и многожильного троса (далее мы будем называть его просто проволокой). Однако некоторые из методов понимаются неправильно, и рыба часто теряется из-за плохо выполненных обжимных соединений. Используя различные материалы для поводков, вы можете использовать эти методы для изготовления поводков для любых видов рыб или любой техники ловли. Нет никакой разницы в технике при обжиме поводков для акул и поводков для марлинов. Изучите эти основы, и вскоре вы будете создавать лидеров, которым завидуют ваши друзья-рыболовы.
Все методы, рекомендованные для обжима поводков из нейлоновой мононити, в равной степени применимы к обжиму поводков из флюорокарбона, нет никакой разницы в используемых методах.
Помните, практика делает совершенным. Изучите эти методы дома, когда погода слишком плохая для рыбалки, и вы никогда не потеряете ни одной рыбы из-за плохого соединения.
ОБЖИМНЫЕ ВТУЛКИ
Обжимные втулки обычно называют обжимными, гильзами, ловильными обжимными муфтами или иногда наконечниками. Все эти различные названия относятся к трубчатым металлическим соединительным деталям, которые сжимаются вокруг направляющих прядей, образуя соединение. Для рыболовных целей они обычно изготавливаются из латуни, меди или алюминия, поскольку эти материалы достаточно мягкие, чтобы деформироваться при сжатии подходящим обжимным инструментом без повреждения материала поводка. Втулки из нержавеющей стали иногда используются в тяжелых инженерных работах или для строительства проволочных ограждений, но мы не рекомендуем их для рыболовных лидеров, поскольку более высокая сила, необходимая для сжатия этих втулок, может легко повредить нейлон или фторуглерод.
Обычно используются три основных типа обжимных гильз.
1. Круглая секция
2. Овальная секция
3. Двойной ствол
Круглая секция
Чем меньше об этом сказано, тем лучше. Обычно они изготавливаются из латуни и сжимаются с помощью обжимного инструмента типа «острие к чашке». Они не создают сильного соединения, но их почти достаточно для некоторых приложений с легкими снастями. Если вы в отчаянии и не можете завязать узел, используйте их.
Обычно они изготавливаются из латуни и сжимаются с помощью обжимного инструмента типа «острие к чашке». Они не создают сильного соединения, но их почти достаточно для некоторых приложений с легкими снастями. Если вы в отчаянии и не можете завязать узел, используйте их.
Овальное сечение
Этот тип почти повсеместно используется на коммерческих ярусоловах, и с их помощью ловят довольно крупную рыбу. Они доступны из различных латунных и медных сплавов, а также из алюминия, и вам понадобится обжимной инструмент типа «чашка к чашке», чтобы сжать их. Это отличный выбор для серьезных рыболовов. При правильном размере для используемого лидера и сжатии с помощью правильного инструмента они создают очень прочное и надежное соединение.
Некоторые рыболовы опасаются, что две нити поводка могут пересечься внутри рукава, но при использовании рукава правильного размера это невозможно.
Имейте в виду, однако, что в соленой воде два разнородных металла могут вызвать коррозионную реакцию, и если алюминиевые муфты используются для соединения стального троса, они разъедутся за удивительно короткий период времени, как расходуемые аноды, используемые на морских судах. . По этой причине алюминиевые втулки следует использовать только для соединения моноволокна (нейлона или фторуглерода), в то время как латунные или медные втулки можно использовать для соединения моноволокна или проволоки.
. По этой причине алюминиевые втулки следует использовать только для соединения моноволокна (нейлона или фторуглерода), в то время как латунные или медные втулки можно использовать для соединения моноволокна или проволоки.
Двойной ствол
Мои любимые двуствольные гильзы. Они образуют прочное аккуратное соединение, и нет опасности перекрещивания проволоки или лески внутри рукава.
Они также широко используются на ярусоловах, но из-за того, что они немного дороже, чем овальные рукава, они менее популярны. Ярусоловы используют очень много рукавов, поэтому каждый сэкономленный цент важен, но это не такая уж проблема для чартерных капитанов или частных рыболовов, которые используют гораздо меньше.
Как и овальные втулки, двуствольные втулки изготавливаются из латуни или меди, а также из алюминия. Их также следует сжимать только с помощью обжимного инструмента типа «чашка к чашке».
Те же комментарии относительно коррозии, что и для овальных втулок. Это важно, поэтому я повторю еще раз. Используйте алюминиевые втулки только для моноволокна, используйте латунные или медные втулки для моноволокна или стальной проволоки.
Это важно, поэтому я повторю еще раз. Используйте алюминиевые втулки только для моноволокна, используйте латунные или медные втулки для моноволокна или стальной проволоки.
Двойные втулки доступны как в стандартных, так и в усиленных моделях. Стандартные втулки доступны только из латуни или меди, в то время как втулки для тяжелых условий эксплуатации доступны из латуни, меди и алюминия. Эти втулки для тяжелых условий эксплуатации предназначены для использования с более тяжелыми лидерами и более крупными обжимными инструментами и часто называются втулками «Никопресс».
Типы обжимных инструментов
Существует четыре основных типа обжимных инструментов, которые вы, вероятно, увидите.
1. Точка к чашечке
2. Чашечка к чашке для стандартной нагрузки
3. Чашечка к чашке для тяжелой работы
4. Жим лежа от чашки к чашке
Точка к чашечке
Эти инструменты можно приобрести относительно дешево у магазины снастей по всему миру.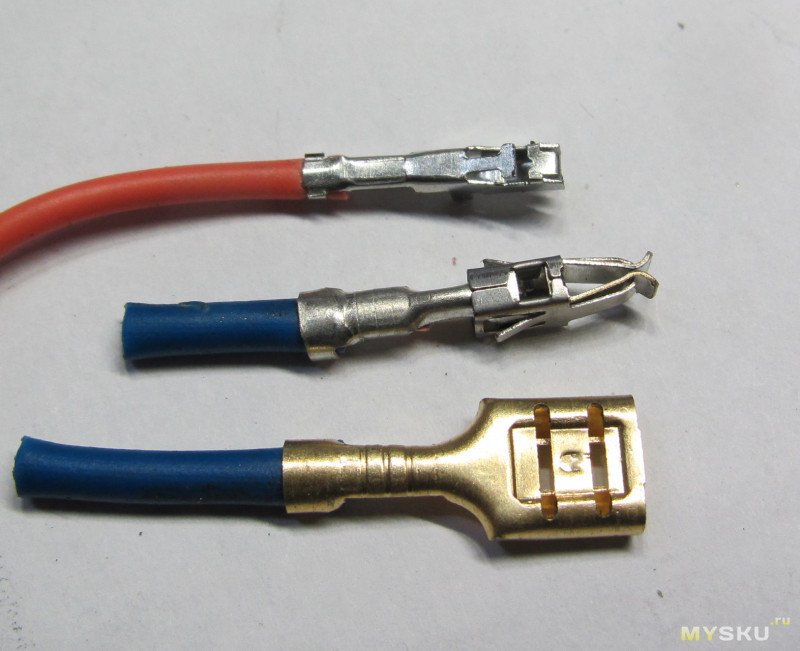 Они напоминают большие плоскогубцы с полукруглыми вырезами на одной челюсти и рядом заостренных зубов на противоположной челюсти, которые совпадают с противоположными чашечками. Они используются с обжимными гильзами круглого сечения и грубо уплощают гильзу вокруг поводка, не формируясь полностью вокруг поводка. Они обеспечивают очень неадекватное соединение и не подходят для ловли крупной рыбы. Я думаю, вы можете сказать, что я не очень люблю их.
Они напоминают большие плоскогубцы с полукруглыми вырезами на одной челюсти и рядом заостренных зубов на противоположной челюсти, которые совпадают с противоположными чашечками. Они используются с обжимными гильзами круглого сечения и грубо уплощают гильзу вокруг поводка, не формируясь полностью вокруг поводка. Они обеспечивают очень неадекватное соединение и не подходят для ловли крупной рыбы. Я думаю, вы можете сказать, что я не очень люблю их.
От чашки к чашке
Я буду обсуждать их вместе, потому что принцип одинаков для всех.
Опять же, они напоминают большие плоскогубцы, но противоположные губки имеют соответствующие пары полукруглых вырезов (чашек). Обычно имеется три или четыре выреза разного размера в зависимости от марки инструмента. Губки обычно имеют маркировку, указывающую на втулки соответствующего размера для использования с каждым вырезом. Каждый вырез обычно подходит для нескольких рукавов разного размера, будь то овального сечения или двойного ствола.
Обычно подходят для стандартных рукавов диаметром до 2,0–2,2 мм, что достаточно для моноволокна весом 300–400 фунтов или кабеля весом 600 фунтов. Для большинства рыболовов это должно быть все, что вам когда-либо понадобится.
Это более дорогая версия стандартного инструмента, созданная в соответствии с гораздо более тяжелыми стандартами и способная работать со стандартными и сверхмощными рукавами такого размера, который может понадобиться любому рыболову. Их обычно можно найти на чартерных лодках, в магазинах снастей и в мастерских серьезных рыболовов.
В них используются практически те же губки, что и в инструментах для тяжелых условий эксплуатации, но они имеют удлиненную рукоятку и устанавливаются на верстаке для облегчения обжима большого количества тяжелых гильз. Они не портативны и достаточно дороги, поэтому обычно используются только рыболовными компаниями, некоторыми крупными магазинами рыболовных снастей и коммерческими ярусоловами.
Создание базового обжимного соединения мононити
Возьмите поводок мононити и выберите подходящую муфту. Это может быть сплав или медь, овальный или двойной ствол, как вам нравится, но он должен плотно прилегать к моно, но при этом легко скользить.
Это может быть сплав или медь, овальный или двойной ствол, как вам нравится, но он должен плотно прилегать к моно, но при этом легко скользить.
Проденьте моно через рукав, сделайте петлю и проденьте его обратно через рукав в обратном направлении. Протяните дополнительные 2 или 3 дюйма через рукав.
Возьмите зажигалку и расплавьте кончик моно. Когда он размякнет и начнет превращаться в шарик, прижмите расплавленный конец к зажигалке или другой твердой поверхности, чтобы расправить и сгладить его.
Протяните поводок обратно через рукав, и сплющенный моно-конец будет плотно прилегать к концу рукава, не вытягиваясь наружу. Теперь вы можете отрегулировать размер петли.
Конец метки расплава мононити Оставлено неверно — рукав сжат в неправильном направлении, повредив мононить.Правильно правильно — обратите внимание на несжатую центральную часть и расклешенные концы рукава.
Возьмите обжимной инструмент и выберите вырез, подходящий для вашей втулки. Поместите втулку между губками инструмента так, чтобы вогнутые поверхности чашек упирались в изогнутые края втулки. Не обжимайте до конца рукава, так как это приведет к тому, что край рукава врежется в моноволокно. Убедитесь, что между концом втулки и инструментом осталось около 1/32 дюйма (1,0 мм).
Поместите втулку между губками инструмента так, чтобы вогнутые поверхности чашек упирались в изогнутые края втулки. Не обжимайте до конца рукава, так как это приведет к тому, что край рукава врежется в моноволокно. Убедитесь, что между концом втулки и инструментом осталось около 1/32 дюйма (1,0 мм).
Плотно сожмите инструмент, и втулка должна сжаться вокруг мононити. Если вы используете маленькую втулку, вам нужно будет обжать ее только один раз, но большие втулки могут потребовать, чтобы вы перемещали инструмент и обжимали ее еще один или два раза по всей длине. Если возможно, оставьте зазор в 1/32 дюйма (1,0 мм) между каждой сжатой частью втулки и таким же зазором на каждом конце. Рукав должен иметь расклешенный вид на каждом конце, это предотвратит повреждение моноволокна краем рукава.
Если вы используете эту технику для крепления крюков, вертлюгов или любых других трубок, защищающих от натирания, или защиты петель, вам необходимо не забыть продеть поводок через них перед тем, как продеть его обратно в рукав и зажать его.
Наконечник шипа — при изготовлении поводков из флюорокарбона для рыбы с острыми глазами, такой как тунец, имеет смысл затемнить светлые алюминиевые завитки с помощью черного маркера Sharpie или аналогичного маркера с волокнистым наконечником, чтобы рыба не могла видеть завиток. Медные втулки Leadertec окрашиваются на заводе в черный цвет, поэтому при их использовании не требуется дополнительная обработка.
Обжимное соединение проволоки
Обжимное соединение проволоки почти такое же, как и с моноволокном, но есть несколько важных отличий.
-
- Используйте только латунные или медные втулки. Неважно, овальные они или двуствольные.
-
- Обожмите рукав по всей длине до конца. Нет необходимости оставлять расширяющийся конец втулки, так как при обжиме монолески втулка не повредит провод, как повредит моноволокно.
- Следите за тем, чтобы не оставлять незащищенный конец проволоки, это может сильно поранить вас, когда вы ведете рыбу.
 Возможно, вам придется использовать вторую втулку, обжатую над концом бирки, чтобы добиться этого, просто проденьте пару дополнительных дюймов лидера через первую втулку, прежде чем туго ее обжать. Затем либо оберните конец бирки вокруг основного поводка, прежде чем обжимать его вторым рукавом, или, если вы чувствуете себя сообразительным, вы можете скрутить два отрезка кабеля перед обжимом.
Возможно, вам придется использовать вторую втулку, обжатую над концом бирки, чтобы добиться этого, просто проденьте пару дополнительных дюймов лидера через первую втулку, прежде чем туго ее обжать. Затем либо оберните конец бирки вокруг основного поводка, прежде чем обжимать его вторым рукавом, или, если вы чувствуете себя сообразительным, вы можете скрутить два отрезка кабеля перед обжимом.
Распространенные ошибки при обжиме
1. Обжим до конца рукава
Это приводит к тому, что край рукава врезается в моноволокно, всегда оставляйте около 1/16 дюйма (1,6 мм) необжатым на каждом конце рукава.
2. Использование втулок из сплава на проволоке из нержавеющей стали
Как упоминалось ранее, это вызывает быструю коррозию втулки из сплава, быстро ослабляя соединение.
3. Использование рукава неправильного размера
Использовать слишком маленькую втулку практически невозможно, поводок в нее просто не влезет. Однако возможно использование слишком большого рукава.
Однако возможно использование слишком большого рукава.
Целью опрессовки является деформация металла гильзы вокруг поводка, а не просто раздавливание обжима, пока он не коснется поводка в как можно большем количестве мест. Выберите рукав, который удобно и плотно прилегает к выбранному вами материалу поводка.
4. Использование неправильного обжимного инструмента для используемых гильз или неиспользование обжимного инструмента вообще
Мы все встречали парня, который не готов тратить свои с трудом заработанные доллары на правильный инструмент для работы. Он говорит, что так же хорошо может работать плоскогубцами, слесарными тисками, молотком, руками, зубами или чем-то еще.
Ну не могут, это начало и конец.
Монофила будет повреждена всеми этими методами, и хотя проволока более щадящая, отдельные нити также могут быть повреждены. Эти методы позволяют получить соединение, которое иногда выдерживает среднюю рыбу, но не работает, когда доходит до предела.
Если учесть, что стандартный обжимной инструмент стоит менее 1/20 стоимости стандартного троллингового чартера и должен служить не менее 10 лет, использование чего-то другого кажется ложной экономией.
Я никогда не видел, чтобы правильно обжатое соединение вышло из строя. Рыба может быть потеряна по разным причинам, но это не обязательно одна из них.
5. Неправильное использование правильного инструмента
Многие люди думают, что инструмент для обжима чашка к чашке должен использоваться с металлическими гребнями между полукруглыми чашками, вдавливающимися в центральную канавку между двумя стволами двуствольного рукава или в плоские поверхности овальных рукавов. Овальные или двойные рукава не имеют значения, они оба должны быть сжаты, как показано на верхнем рисунке.
Это неправильно, давление должно оказываться изогнутыми поверхностями чашек на изогнутые стороны втулки.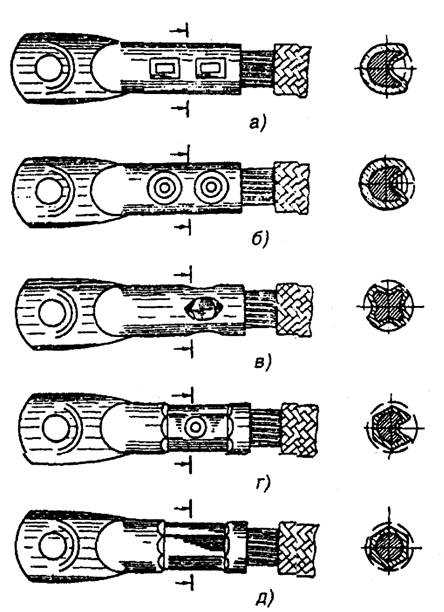
6. Конец бирки выходит из втулки
Это не большая проблема с леской, хотя она выглядит неопрятно и цепляется за водоросли и мусор в воде.
Если вы не можете избежать конца ярлыка, используйте обжимной протектор , чтобы закрыть соединение.
Wire — это совсем другая история. Конец проволоки может сильно порезаться, когда вы ведете рыбу. Всегда следите за тем, чтобы концы бирки были закрыты рукавом.
Старайтесь избегать конца тега 7. Не обжимать втулку
Невероятно, но факт, очень легко отвлечься и забыть на самом деле обжать втулку! Я сделал это, но, надеюсь, прочитав это, вы этого не сделаете!
Всегда проверяйте все узлы перед рыбалкой
Удачной рыбалки!
По состоянию на август 2009 г., большая часть
материал на этой странице был обновлен и переупакован в PowerPoint
презентация.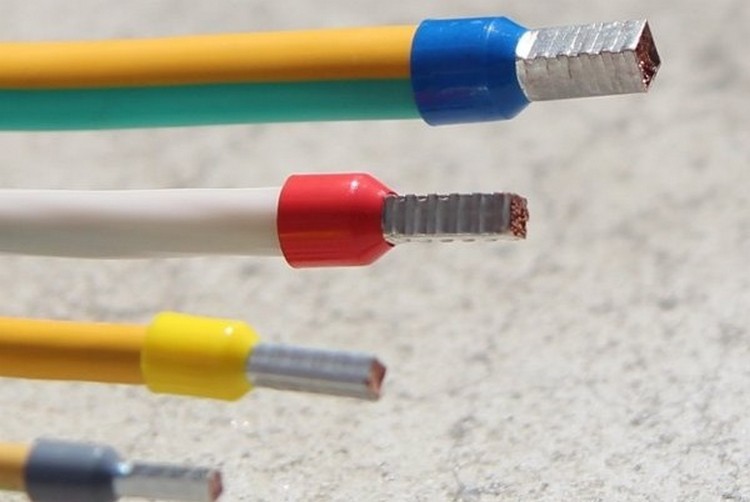 Скачать пакет нажмите здесь 09 февраля 2010 г. — Обжим LMR-400 (EZ400) добавлена страница коннектора
|
|
|
Все в радио — это процесс обучения. Проектирование и строительство
антенны не исключение. Когда внешняя работа сделана и пришло время
протестировать новейшее творение, всегда остается один последний шаг — коаксиальный кабель PL-259.
разъем. Сделав свою долю этого, я всегда задавался вопросом о
механическая целостность готового изделия. Применение тепла в
процесс завершения соединителя может иметь некоторые разрушительные последствия
даже на самых лучших разъемах. Это поперечное сечение серебряного ствола mil-spec, золота
наконечник и тефлоновый сердечник, припаиваемый разъем PL-259. Посмотрите внимательно и вы сможете
оплетка, по-видимому, несколько сместилась при нагревании. Итак, что же нужно для производства самого лучшего
Коаксиальный разъем PL-259? Для всех коммерческих работ стандартом является обжим.
соединители. Механическое качество этих разъемов превосходно и
их легко производить. Необходимые инструменты не так уж и дороги, т.
разъемы схожи по стоимости, а конечный продукт идеален как для каждого, так и для другого.
каждый раз. Многие известные DX-менеджеры и участники соревнований
все операторы перешли на эти серебряно-серебряные и тефлоновые обжимные соединители, соответствующие военным стандартам, по цене сто
цент своих потребностей. Потратьте несколько минут и посмотрите на процесс. |
|
Терминология, связанная с коаксиальным кабель |
|
|
Процесс строительства Эта серия изображений подробно описывает процесс строительства
от начала до конца. |
|
| Это основные инструменты. Ключ к процессу в вверху справа — обжимной инструмент, а справа внизу — инструмент для зачистки кабелей Cablematic. Доступны все элементы из множества поставщиков почтовых заказов онлайн. Это инструмент для зачистки Cablematic DXE-UT8000 |
* С
вилка на месте, длина зачищенного центрального проводника |
| Длина отрезка RG58
|
Используйте коаксиальный кабель хорошего качества |
| Шаг №1 Наденьте короткий кусок (1 дюйм) термоусадочной трубки 3/4 дюйма и обжимной цилиндр на коаксиальный кабель |
Шаг № 2 Используя конец « First Cut » инструмента Cablematic, плавно поверните инструмент при равномерном давлении на кабель.  Все слои до
центральный проводник будет обрезан за один шаг. Около 10 оборотов
инструмент должен дать вам правильную длину оголенного центрального проводника. Как ты
ослабьте давление резания на инструмент, процесс резания прекратится. Все слои до
центральный проводник будет обрезан за один шаг. Около 10 оборотов
инструмент должен дать вам правильную длину оголенного центрального проводника. Как ты
ослабьте давление резания на инструмент, процесс резания прекратится.
Используйте нескользящие перчатки для надежного захвата инструмента и кабеля. |
| Шаг №3 Вот урезанный RG-213 |
Шаг № 4 Используя противоположный конец инструмента Cablematic, обрежьте оболочку кабеля. Инструмент автоматически остановится , когда правильная длина была обрезана. |
| Шаг №5 Куртка полностью обрезана |
Шаг № 6 |
| Шаг № 7 Осторожно наденьте разъем на подготовленный коаксиальный кабель и убедитесь, что разъем полностью установлен.  Оплетка Оплетка должна доходить до края разъема. |
Шаг № 8 Держите сборку под небольшим углом, чтобы припаять центральный проводник. Хотя вы можете обжать центральный проводник, лучше механическое соединение, если оно припаяно. Это помогает иметь тиски или подставку для паяльника. |
| Шаг № 8 Крупный план процесса |
Шаг #9 После того, как припой остынет, вставьте цилиндр в разъем. Убедитесь, что цилиндр полностью прилегает к концу корпуса соединителя. |
| Шаг #9A С помощью обжимного инструмента равномерно нажимайте, пока храповик не остановится. Убедитесь, что обжимной инструмент сидит очень близко к корпус разъема |
Шаг #9B Готовый обжим! Следующие шаги — благоустройство |
| Шаг №10 Лишнюю центральную жилу необходимо обрезать |
Шаг № 10A С помощью плоскогубцев отрежьте центральный проводник |
| Шаг № 10B Приложите равномерное давление за один проход |
Шаг #10C Готовый разрез должен быть прямо перед наконечником соединителя.  Не обрезайте разъем. |
| Шаг №11 Вставьте кусок термоусадочной трубки 3/4 дюйма на место |
Шаг №11A Используйте термофен хорошего качества, чтобы усадить трубку. Будьте осторожны, не нагревайте слишком сильно. См. примечание ниже о термофене |
| Шаг № 11B При правильном прикосновении термоусадочная трубка будет идеально работать |
Шаг № 11C Почти готово |
| Шаг №11D Термоусадка полностью установлена |
Шаг №12 Подпилите грубый конец центрального проводника |
| Шаг № 12A Используйте небольшой файл Fine для этого процесса |
Шаг № 12B Наносите короткие равномерные движения, удерживая разъем |
| Шаг № 12 C Завершенная работа с небольшой частью центрального проводника, выходящего за разъем |
Готовый коннектор! Это идеальный соединитель во всех отношениях |
Некоторая конструкция разъема и подсказки:
Несколько заключительных комментариев…
|
|
|
Все фотографии этой серии были сделаны на камеру Nikon COOLPIX. Цифровой фотоаппарат 5700 (на штативе). Благодарю Джилли за помощь во время производство этой страницы. |
|
|
Последнее изменение
09 февраля 2010 г.
Пол Б. Питерс, VE7BZ |
|
 Также наблюдается значительная деформация оплетки. Не могли бы вы
действительно хотите, чтобы 2 кВт проходило через этот разъем?
Также наблюдается значительная деформация оплетки. Не могли бы вы
действительно хотите, чтобы 2 кВт проходило через этот разъем? 
 Замените режущие лезвия.
Замените режущие лезвия.  Сделать первым
разъем на длинном отрезке кабеля, затем обрежьте до нужной длины и
сделать второй разъем. Такой подход предотвратит вытягивание центра
проводник или оплетку через оболочку короткого отрезка коаксиального кабеля.
Сделать первым
разъем на длинном отрезке кабеля, затем обрежьте до нужной длины и
сделать второй разъем. Такой подход предотвратит вытягивание центра
проводник или оплетку через оболочку короткого отрезка коаксиального кабеля.
 rfindustries.com/
rfindustries.com/  Инструмент режет коаксиальный кабель, не сдавливая его.
процесс. Это также делает очень чистый срез конца.
Будьте осторожны при работе с этим инструментом и убедитесь, что
ты всегда знаешь, где твои пальцы .
Инструмент режет коаксиальный кабель, не сдавливая его.
процесс. Это также делает очень чистый срез конца.
Будьте осторожны при работе с этим инструментом и убедитесь, что
ты всегда знаешь, где твои пальцы .  Термоусадочная трубка может быть
используется в качестве средства цветового кодирования кабелей для различных приложений.
Термоусадочная трубка может быть
используется в качестве средства цветового кодирования кабелей для различных приложений.  Некоторые разъемы выглядят
очень похожий.
Некоторые разъемы выглядят
очень похожий. 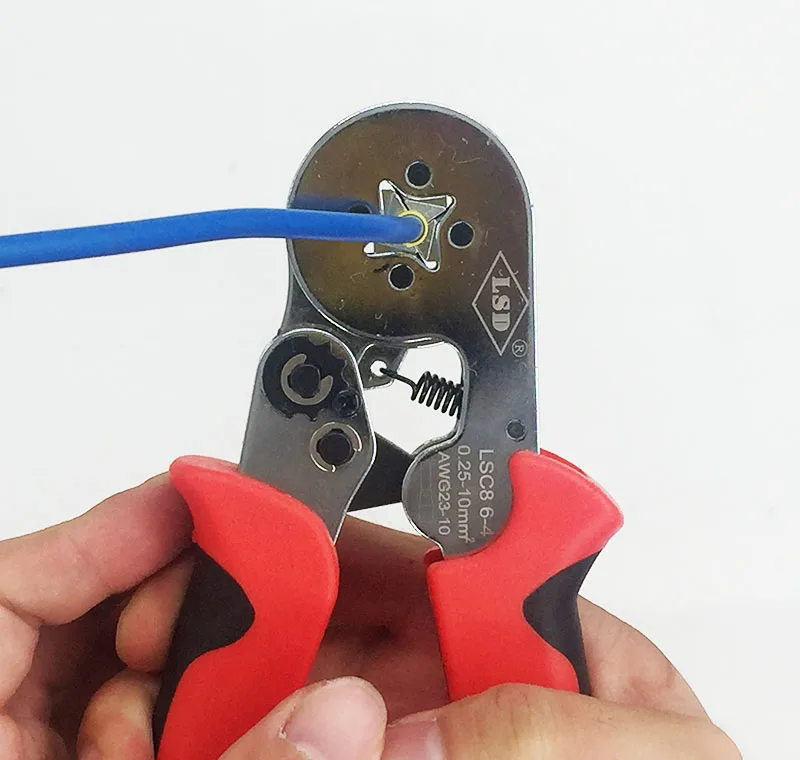 Это
промышленная тепловая пушка, которая прослужит много лет очень надежно
сервис в отличие от многих устройств для любителей.
Это
промышленная тепловая пушка, которая прослужит много лет очень надежно
сервис в отличие от многих устройств для любителей.  Занимает
Практикуйтесь — не расстраивайтесь при первых попытках. Отрезать
запутаться и начать заново.
Занимает
Практикуйтесь — не расстраивайтесь при первых попытках. Отрезать
запутаться и начать заново.
 Наконец я добавляю
третий слой пластиковой ленты в
направление, противоположное второму слою самовулканизирующегося 3М
резиновая лента. Для достижения наилучших результатов аккуратно растяните
ленту во время нанесения, чтобы убедиться, что все слои очень плотно обернуты.
При этом лента будет принимать форму разъема.
Наконец я добавляю
третий слой пластиковой ленты в
направление, противоположное второму слою самовулканизирующегося 3М
резиновая лента. Для достижения наилучших результатов аккуратно растяните
ленту во время нанесения, чтобы убедиться, что все слои очень плотно обернуты.
При этом лента будет принимать форму разъема. 
Обжим Скалолазание – что это такое и лучшие советы
Обжим – это непросто. Когда я впервые начал заниматься скалолазанием, все казалось таким пугающим. Ходить в спортзал в одиночестве и быть окруженным невероятными альпинистами слева и справа. Мне пришлось сделать глубокий вдох и просто заняться своим проектом V0. Я всегда был в восторге, когда наконец попадал в спортзал, но мне нужно было настроиться на это!
Я всегда был в восторге, когда наконец попадал в спортзал, но мне нужно было настроиться на это!
Но больше всего меня пугал обжимной захват! Я видел обжим размером с кредитную карту на подвесной доске, и я едва мог удержаться за него, имея весь свой вес на ногах! Затем, в довершение всего, я видел альпинистов, висящих на нем с гантелями, прикрепленными к их ремням безопасности. Сбитый с толку.
Я начал прогрессировать в скалолазании и даже преодолел свой страх высоты с помощью верхней страховки и лазания по свинцу! Но я все же обнаружил, что любой маршрут с изгибами и тонкими краями полностью сбивает меня с толку. Я бы попытался использовать свой рост, чтобы дотянуться до них, не используя их. Но в глубине души я знал, что в долгосрочной перспективе только вредил своей технике.
Итак, я сразу обратился к своему страху. Я проанализировал все, что есть об обжимах, и потратил бессчетное количество часов, тренируя свою технику обжима. Одним из ключевых выводов, которым я хочу поделиться с вами, является то, как предотвратить травмы при обжиме. Мысль о том, чтобы перенести весь вес тела на пальцы, заставляет меня съеживаться, но при правильной тренировке, технике и отдыхе кримп превратился в одну из моих любимых зацепок для скалолазания.
Мысль о том, чтобы перенести весь вес тела на пальцы, заставляет меня съеживаться, но при правильной тренировке, технике и отдыхе кримп превратился в одну из моих любимых зацепок для скалолазания.
Обжимной захват
На самом деле существует три различных типа захватов, которые мы можем использовать при обжиме: открытая рукоятка, полуобжимная рукоятка, и полная обжимная рукоятка. Открытость обжимного захвата относится к тому, где находится наш большой палец во время обжима, и к углу, который наши пальцы и суставы образуют, когда мы обжимаем. При обжатии открытой руки пальцы будут лежать ровно и эргономично.
Один из советов, который я даю скалолазам, начинающим работать со своими обжимными , чаще использовать открытый хват, чем полный обжимной хват . Мы рассмотрим это более подробно позже, но положение большого пальца создает дополнительную нагрузку на пальцы. Мне нравится сохранять полный обжимной хват, когда я лазаю на открытом воздухе или когда пытаюсь отправить свой проект. В противном случае я буду использовать открытый или полуобжимной хват.
В противном случае я буду использовать открытый или полуобжимной хват.
Одно исследование показало, что интенсивная тренировка пальцев на висячих досках и сжимании приводит к некоторым признакам раннего развития остеоартрита у некоторых детей. Эти альпинисты десять лет интенсивно тренировали пальцы, как доску для кампуса.
Разогрев перед обжимом
Полный обжим создает большую нагрузку на пальцы. Одной из самых распространенных травм при скалолазании является растяжение или разрыв сухожилия шкива A2. Эта травма может помешать вам заниматься скалолазанием в течение 6-8 недель. Я всегда говорю, что лучше добровольно взять один или два дня отдыха, чем быть вынужденным 6-8 недель отдыха.
К сожалению, травмы пальцев кажутся неизбежными в карьере альпиниста. Но мы можем смягчить изменение одного из них и правильно восстановиться, если позаботимся о себе. Чего мы хотим избежать, так это хронических травм пальцев. Длительные травмы пальцев сведут на нет весь прогресс, которого мы достигли в скалолазании. Всегда делайте несколько дней отдыха вместо того, чтобы пытаться подтолкнуть свое тело к боли. В конце концов, он догонит вас, и вам придется заплатить большую цену.
Всегда делайте несколько дней отдыха вместо того, чтобы пытаться подтолкнуть свое тело к боли. В конце концов, он догонит вас, и вам придется заплатить большую цену.
Для пальцев я делаю две разминки перед тем, как начать лазить. Для первой разминки, которую я люблю делать, нужен только карандаш!
Разминка с вращением карандаша
Поднимите руку вверх и держите карандаш, используя только пальцы, не используя большой палец. Все ваши пальцы будут согнуты и касаться вашей ладони. Я держу это в течение 10-20 секунд, внося небольшие коррективы, если чувствую, что карандаш начинает скользить.
В зависимости от того, как чувствуют мои пальцы, я могу повторять просто задержку еще 10-20 секунд. После этого я начну катать каждый из пальцев по отдельности по карандашу, заставляя карандаш вращаться в моей руке. Я должен сосредоточиться на своих пальцах, пока я делаю это, потому что одному пальцу легко выполнять большую часть вращения. Нет расхлябанности!
Это упражнение можно выполнять с помощью карандаша, ручки или тюбика с гигиенической помадой! Я даже сделал это с крошечной веточкой, которую я подобрал со скалы.
Разминка «Скольжение пальцев»
Для этой разминки не требуются специальные инструменты или письменные принадлежности. Начните с пальцев, указывающих прямо вверх. Все, что мы собираемся сделать, это переместить пальцы в разные положения, а затем вернуться к прямому открытию.
Согните пальцы так, чтобы кончики пальцев касались верхней части ладони. Затем полностью распрямите пальцы. Затем согните пальцы так, чтобы кончики пальцев оказались у ладони, но пока не сжимайте полный кулак. Полностью распрямите пальцы. Наконец, полностью сомкните пальцы в кулак.
https://www.youtube.com/watch?v=RWZQMnlHEbg&Видео не может быть загружено, так как JavaScript отключен: Острая травма сухожилия пальца/шкива с Дэном Мирски и Эстер Смит (https://www.youtube.com) /watch?v=RWZQMnlHEbg&)
ДМФ-суставы
Дистальный межфаланговый сустав (ДМФ-сустав) расположен на кончике пальца непосредственно перед ногтем. Эти суставы называются шарнирными. Они не двигаются из стороны в сторону, но будут двигаться вверх и вниз, представьте себе ось Y, где ваш палец является осью X.
Мы можем посмотреть на угол нашего DIP-соединения, чтобы увидеть, находимся ли мы в положении обжимного захвата или нет. Раньше я считал, что только положение большого пальца означает, что я был
. Мы можем посмотреть на угол нашего DIP-сочленения, чтобы увидеть, находимся ли мы в положении обжимного захвата или нет. Раньше я считал, что только положение большого пальца означает, что я сжимаю или нет, но нам действительно нужно смотреть на угол ДМФ сустава, связанный с нашим пальцем, чтобы определить, подвергаем ли мы дополнительную нагрузку на наш палец.
Открытая рукоятка
Открытая рукоятка — это то, что я обычно использую в своих повседневных лазаниях. Я предпочитаю открытую ладонь, потому что она меньше нагружает мои пальцы, но все же помогает мне наращивать силу. Единственное, что отличает открытый хват от других хватов, — это угол наклона пальцев.
Обычно легко отличить открытую ладонь от закрытой по положению большого пальца, но это не всегда так.
Разница в том, что открытая рукоятка становится расположите пальцы в естественном и эргономичном положении . Открытая ладонь была бы похожа на то, как будто мы держим руку на баскетбольном мяче. Наши пальцы лежат на мяче
Открытая ладонь будет такой же, как в баскетбольном хвате. Но мы также можем посмотреть на угол наших DIP-суставов по отношению к нашему указательному пальцу.
Представьте себе прямую линию, идущую от вашего среднего сустава, также известную как проксимальный межфаланговый сустав (PIP), и уходящую в бесконечность через каменную стену. Если изгиб нашего DIP-сустава создает угол, который выглядит так, как будто он изгибается внутрь или вниз, значит, мы используем открытый хват.
Открытая рукоятка также проходит тест на запах. Если она выглядит эргономичной и не вызывает чрезмерного дискомфорта, то, вероятно, это рукоятка. Я использую свой большой палец в качестве измерительной линейки, чтобы увидеть, где я нахожусь в полуобжиме. В открытом хвате мой большой палец расслаблен и мирно свисает в сторону. Но когда я задействую большой палец, и он начинает приближаться к моим пальцам, я начинаю входить в полуобжим.
Большой палец — это просто способ легко визуализировать положение руки и угол наклона пальцев.
Закрытый захват или полный обжимной захват
Закрытый захват или полный обжимной захват имеет несколько различных функций. Во-первых, угол нашего DIP-соединения будет изгибаться вверх или наружу. Нажатие кончиков пальцев вверх на обжим приводит к изгибу.
Событие Хотя на этой фотографии показан закрытый обжим, вы можете видеть, что углы суставов начинают подниматься вверх.
На этом фото указательный палец опускается вниз к зацепу, а затем его кончик поднимается вверх, где он соприкасается с зацепом. Вторая часть полного обжима — это то, что делает наш большой палец. Ваш большой палец окажется поверх пальцев и надавит вниз, этот фиксирующий механизм дает полному обжимному захвату другое название — закрытый захват. Но вы все еще можете полностью обжать, не закрывая полностью большой палец поверх остальных пальцев.
Полное обжатие сильно нагружает пальцы, поэтому следите за болью в пальцах и не нажимайте на них, если почувствуете боль.
Как обжиматься во время лазания
- Найдите зацепку, достаточно большую для кончиков пальцев, но достаточно маленькую, чтобы вы не могли вместить всю руку в зацепку
- Поместите на зацепку столько пальцев, сколько сможете и потяните вниз. Держите ладонь вниз и близко к стене. Это положение открытой руки для обжима.
- Медленно поднесите большой палец вверх и вниз к пальцам. Обратите внимание, как меняется положение вашей руки. Вы также увидите свои согнутые пальцы. Теперь вы перемещаетесь между полуобжимом и приближением к закрытому хвату.
- Поместите большой палец поверх указательного пальца или любого другого пальца, расположенного ближе всего к большому пальцу. Этот замок для большого пальца защищает вас в закрытом хвате.
Сжимание во время скалолазания происходит легче, чем вы могли ожидать. Когда я впервые начал лазать, я старался избегать крошечных зацепов размером с кредитную карту, но на самом деле можно использовать обжимные захваты на других зацепах, таких как наклоны и щипки. Даже в трещинах на руках мои пальцы чувствовали усталость от ударов о стену.
Ранее в этой статье мы говорили о том, что естественное владение баскетбольным мячом будет нашим открытым хватом. В скалолазании у нас есть свои зацепки в форме баскетбольных мячей… слоперы. Можно удерживать скосы с полным обжимом. Поскольку изгиб определяется изгибом нашего пальца, мы могли бы изменить положение нашей руки, чтобы мы могли изгибать наклон. И что удивительно, многие новички по умолчанию используют полуобжимной хват, когда хватают слоперы.
Полные обжимы дают нам много дополнительной мощности, но за счет дополнительного стресса. Обратите внимание на положение ваших рук во время лазания и посмотрите, сможете ли вы изменить свой наклонный хват между различными обжимными хватами.
Щипки — это еще один захват, который имеет большую площадь поверхности, на которой наши пальцы могут сжиматься. То, что наш большой палец отделен от остальной части всей руки, не означает, что мы не можем сжимать захват. Опять же, нас беспокоит угол наших пальцев и суставов. То, что мы не можем использовать замок для большого пальца, не означает, что мы не можем обжимать.
Обжимные насадки для начинающих
- Используйте открытый захват: Избегайте закрытых и полных обжимных захватов при первом запуске. Сухожилиям пальцев нужно время, чтобы укрепиться.
- Отдых: Прекратите лезть, если вы почувствуете боль при сжатии. Со временем сила ваших пальцев придет, но длительный период отдыха из-за травмы повредит вашему прогрессу в лазании.
- Удерживайте вес тела на ногах: Снимите нагрузку с суставов пальцев и сухожилий, меняя положение тела во время лазания. Размещение большего веса на ногах поможет вам в скручивании.
Лучший план обучения обжиму
На многих скалолазных форумах рекомендуется держаться подальше от фингерборда до тех пор, пока вы занимаетесь скалолазанием не менее двух лет. Смысл в том, что после двух лет лазания ваши сухожилия и суставы пальцев укрепились только благодаря использованию обжимных хватов в повседневном лазании. Кроме того, хэнгбординг не поднимет вас до более высоких оценок. Если у вас плохая техника лазания, то одной лишь силой пальцев вы далеко не продвинетесь. Сосредоточение внимания на технике лазания — один из лучших планов тренировок, который вы можете использовать, когда только начинаете.
Если вы действительно хотите начать совершенствовать свои обжимные хваты на доске, я бы рекомендовал следовать заранее составленному плану тренировок. Дэйв Маклауд вложил массу времени, усилий и исследований в свои планы тренировок.
Прочтите все, что Маклауд говорит о висячих досках. Мой лучший совет — следить за своими пальцами и не давить на них. Разогрейтесь, выполняя упражнения, которые мы рассмотрели выше, и легко лазая по типам зацепок, которые вы будете использовать на доске.
https://www.youtube.com/watch?v=Z5HZTN4MR-oВидео не может быть загружено, так как JavaScript отключен: Hangboard для начинающих (https://www.youtube.com/watch?v=Z5HZTN4MR-o )
Читатели также спрашивали
Когда нужно делать полный обжим?
Я лично полностью обжимаю только когда пытаюсь отправить проект или занимаюсь скалолазанием на открытом воздухе. Это способ укрепить пальцы и предотвратить травмы. Открытый хват не обладает такой большой тяговой силой, как закрытый, но я могу работать над своей силой, пока тренируюсь в скалодроме.
Существуют ли завитки при скалолазании на открытом воздухе?
Кримпы есть на всех стенах для скалолазания! Невероятное чувство — находить маленькие ребра на настоящих каменных стенах. Те же принципы, что и в технике скалолазания в помещении, применимы и к скалолазанию на открытом воздухе. Подумайте о положении тела и постарайтесь удерживать вес на ногах. Всего лишь небольшая регулировка нижней частью тела может творить чудеса с ощущением хвата за руку.
Какая подвесная доска имеет обжим?
Все доски и накладки для грифа будут снабжены обжимными держателями, на которых вы сможете тренироваться. Я лично являюсь поклонником Metolious Rock Prodigy , потому что у него есть обжимы, карманы и наклоны разных размеров. Я могу тренировать скручивание одного, двух или трех пальцев всех размеров. Rock Prodigy также поставляется с кувшинами для разогрева.
Искусство обжима — Советы по снастям
от капитана Джеффа Уорфорда
Знакомство с обжимом
Ключом к успеху в рыбалке является внимание к деталям. После многих лет на воде это самое важное, чему я научился. Я живу этим каждый день и улучшил свой успех! Когда дело доходит до рыбалки на крупную дичь, идеально обжатые (также известные как обжатые) соединения жизненно важны! Не упускайте из виду мелочи!
На рынке доступно множество различных обжимных инструментов (втулки) и инструментов для обжима (обжимных). Тип, который вы выбираете, несомненно, является одним из самых важных решений при оснастке и подготовке снастей.
Выбор инструмента для обжима
Качественный ручной инструмент для обжима очень важен. Обжимной инструмент Jinkai SC3C хорош, однако мы рекомендуем использовать инструмент с регулируемой губкой для точной калибровки, чтобы обеспечить точное сжатие и предотвратить чрезмерное обжатие. Слишком слабое и слишком тугое обжатие — очень распространенные проблемы, которые приводят к поломке. Инструмент с хорошим захватом также полезен, особенно при использовании во влажных условиях. Ручной инструмент для тяжелых условий эксплуатации Diamond CH-18 — отличный инструмент при использовании обжимных гильз Hi-Seas, Jinkai или Momoi Diamond.
Набор обжимных гильз
Алюминиевые обжимные гильзы очень популярны и прекрасно работают; тем не менее, я использую двухствольные черные никелированные медные гильзы Hi Seas.
Их конструкция с двойным стволом обеспечивает идеальную параллельность поводка и предотвращает его перекрещивание внутри обжима. Это обеспечивает сверхсильное и стабильное соединение. Я также действительно предпочитаю незаметный черный никель блестящим алюминиевым обжимным кольцам. Размер обжимной втулки должен соответствовать диаметру линии. Сосредоточьтесь на диаметрах, а не на тестах на фунт на упаковке.
По возможности увеличьте размер лески и обогните рукава, чтобы обеспечить идеальное прилегание перед покупкой. Чтобы помочь, вот список наших самых популярных обжимных рукавов (двухствольные рукава Hi Seas) со ссылками на нашу самую продаваемую леску из моноволокна и флюорокарбона для крупной дичи.
Обжимные гильзы Размер: Есть много других марок моно, которые подходят, но это лишь некоторые из них, которые мы подобрали для вашего удобства.
- D = 1,0 мм – Подходит для моделей Momoi и Hi Seas Grand Slam 80#, Seaguar 80 и 90#, Ande 80 и 100#
- C = 1,3 мм Seas Grand Slam, 150# Seaguar & Momoi
- B = 1,6 мм – Подходит для 150# Ande, 175# HiSeas Grand Slam, 200# Seaguar & Momoi
- A1 = 1,9 мм – Подходит для Seaguar 220-3000 Momoi 300#
- A2 = 2,2 мм – Подходит для большинства моделей 400#
Калибровка вашего обжимного инструмента
Калибровка обжимного инструмента часто упускается из виду, но это самый важный шаг для обеспечения максимально прочной и идеально обжатой втулки каждый раз. Ручные инструменты CH-18 имеют регулировочный винт вдоль одной стороны рукоятки. Нижний винт предназначен для блокировки и разблокировки инструмента в целях регулировки. Поверните винт на 1/2 оборота против часовой стрелки, чтобы разблокировать инструмент. Затем используйте верхний винт для регулировки натяжения инструмента. Регулируйте натяжение небольшими шагами в 1/4 оборота за раз, обязательно затягивая нижний винт, чтобы зафиксировать его после каждой регулировки.
Чтобы проверить и откалибровать настройку натяжения обжимного инструмента…
- Начните с 4-футового куска материала поводка, который вы будете использовать для проверки.
- Сделайте 4-дюймовую петлю на каждом конце поводка и обожмите обжимным кольцом соответствующего размера.
- Наденьте одну петлю на прочный неподвижный объект, например, на шлюпку или сцепное устройство для прицепа, а другой конец наденьте на багорный крюк.
- Испытание поводка на растяжение. Ключ медленный и устойчивый давление.
- Тянуть до отказа
- Внимательно наблюдайте и соответствующим образом отрегулируйте инструмент, чтобы настроить и откалибровать обжимной инструмент.
Конечной целью является разрыв линии между двумя циклами. Если лидер ломается внутри обжима, обжимной инструмент слишком тугой. Если обжим скользит, обжимной механизм отрегулирован слишком слабо и его необходимо затянуть. Небольшое скольжение в обжиме лучше, чем слишком тугое. Я смотрю, чтобы обжим начал скользить до того, как основная леска порвется.
Сбои в линии случаются, но их необходимо устранить любой ценой. Путем калибровки вашего обжимного инструмента будет достигнута предельная прочность, что значительно уменьшит любые сбои обжимного соединения.Развальцовка
Чрезвычайно важно, чтобы обжатый обжим имел хороший раструб на каждом конце. Если на обжиме нет раструба, необходимо изменить губки обжимного инструмента. Чтобы изменить губки, сначала выберите сверло на один или два размера больше, чем диаметр обжимной полости. Начинайте медленно и обязательно сверлите прямо. Понемногу сверлите обе стороны. Тестируйте, сверлите и тестируйте модификацию по ходу дела, пока не будет достигнут идеальный раструб. Это простой процесс, но его нужно делать медленно. Не переусердствуйте!
Готов к обжиму!
При обжиме всегда оплавляйте конец поводка. Перед обжимом оставьте торчащим примерно 3 дюйма конца поводковой лески, чтобы убедиться, что вы не подойдете близко к основной леске и не повредите ее из-за перегрева.
Расплавьте конец бирки зажигалкой и прижмите конец к стенке зажигалки, чтобы получился грибовидный блик. Эта защита от возможного соскальзывания помогает при затягивании обжима для обжима.
Я туго затягиваю, прежде чем обжимать все крючки и вертлюги, а при оснастке из флюорокарбона не использую трение. Я обнаружил, что постоянное движение крючка/вертлюга в конечном итоге приведет к разрыву промежности. Плотное обжатие крюка/вертлюга предотвращает эту распространенную точку отказа.
Итоговые баллы
Неудача при захвате неприемлема и никогда не должна случаться! Если что-то выглядит не так, отрежьте это и сделайте это снова. Запомните эти ключевые моменты. Всегда следите за правильным размером при подборе обжимных гильз к диаметру трубопровода. Всегда используйте подходящий обжимной инструмент, который был должным образом откалиброван и модифицирован для идеального обжима. Теперь пришло время начать обжимать с уверенностью.
О капитане Джеффе Уорфорде
В детстве капитан Джефф Уорфорд начал рыбачить в водах острова Лонг-Бич. Учась с нуля, страсть всей жизни к рыбалке в голубой воде росла. В 16 лет Джефф был первым помощником капитана Леса Осборна на борту «Маленького цыпленка» из Барнегат-Лайт, штат Нью-Джерси. Он быстро осознал свою любовь к ловле тунца. Обладая многолетним опытом работы на воде, Джефф решил сделать рыбалку своей профессией. Четыре года назад элитная рыбацкая команда наняла Джеффа капитаном No Limit. Там он сделал себе имя одного из лучших капитанов Северо-Востока. В 2015 году у капитана Уорфорда был выдающийся год, когда было поймано 82 большеглазых тунца. Джефф финишировал одним из лучших судов по ловле тунца. После нескольких лет успешной рыбалки Джефф перешел в мир частных лодок. В конце 2016 года Джефф стал капитаном 58-футового Viking 9.0155 «Инновация в катушках» для Илана Шемеша. У команды Илана и Джеффа большие планы по революционному изменению рыболовства во всем мире с помощью новых инновационных продуктов. В январе 2017 года они выпустили Mr. Chunker, первое в истории автоматическое устройство для создания фрагментов, управляемое смартфоном.
