Как научиться правильно паять паяльником с нуля. Какие инструменты и материалы нужны для пайки. Какие основные ошибки допускают новички при пайке. Как паять провода, платы и другие детали.
Необходимые инструменты и материалы для пайки
Прежде чем приступать к пайке, необходимо подготовить все необходимое оборудование и расходные материалы:
- Паяльник мощностью 25-40 Вт для радиомонтажных работ
- Припой ПОС-61 или аналогичный
- Канифоль или жидкий флюс
- Пинцет
- Кусачки
- Зачистка для проводов
- Губка для очистки жала паяльника
- Подставка для паяльника
Для начинающих рекомендуется использовать паяльную станцию с регулировкой температуры. Это позволит точнее контролировать нагрев и избежать перегрева деталей.
Подготовка паяльника к работе
Перед началом пайки необходимо правильно подготовить паяльник:
- Очистите жало паяльника от старого припоя и загрязнений наждачной бумагой или специальной губкой.
- Прогрейте паяльник до рабочей температуры (около 300-350°C).
- Облудите жало паяльника, нанеся на него немного припоя.
- Протрите жало влажной губкой для удаления излишков припоя.
Правильно подготовленное жало паяльника должно быть блестящим и покрытым тонким слоем припоя. Это обеспечит хороший контакт и теплопередачу при пайке.

Техника пайки проводов
Пайка проводов — одна из базовых операций, которую необходимо освоить начинающему радиолюбителю. Пошаговая инструкция по пайке проводов:
- Зачистите концы проводов от изоляции на 5-10 мм.
- Скрутите жилы провода между собой.
- Нанесите на место соединения флюс.
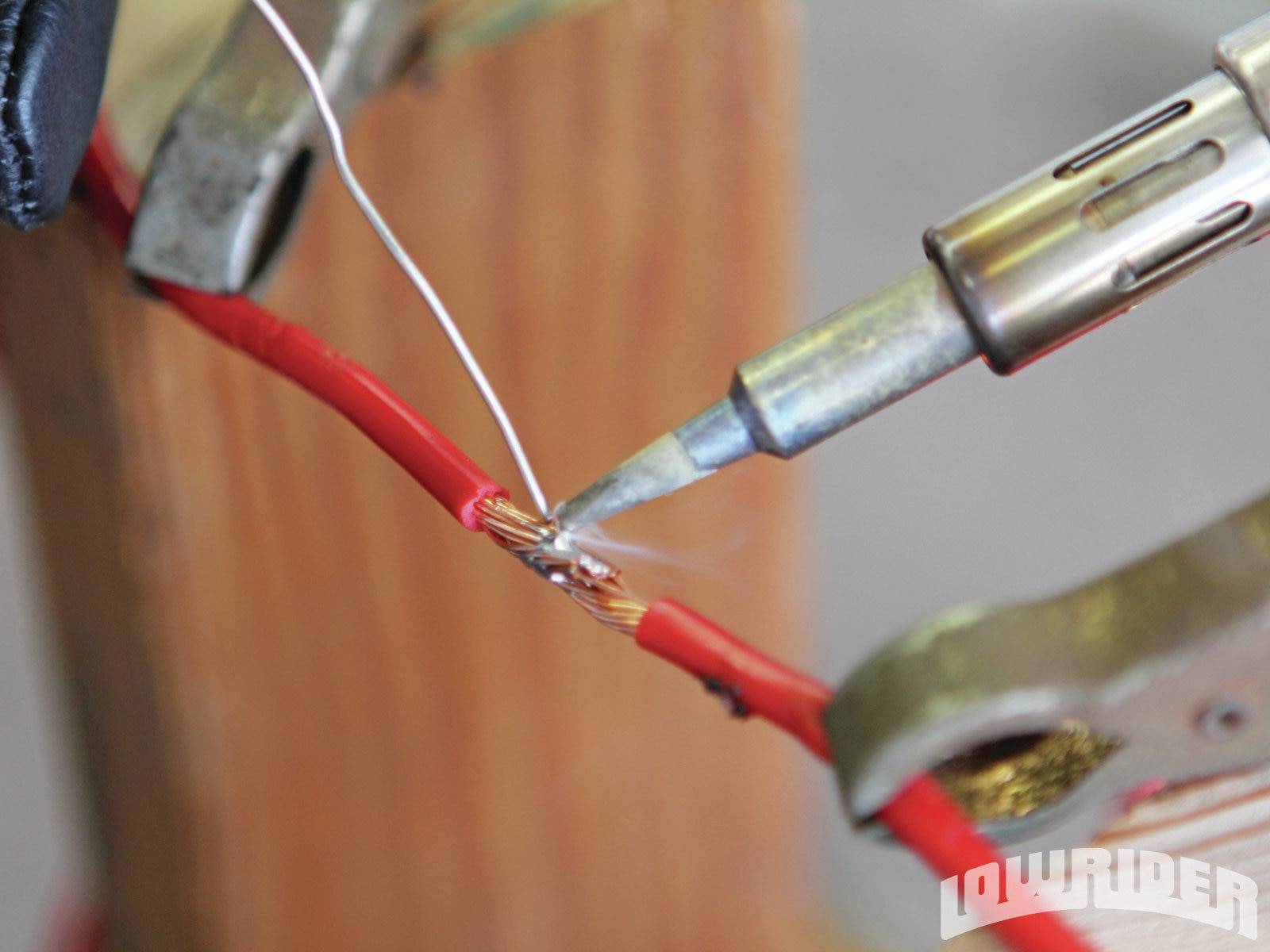
- Прогрейте место соединения паяльником в течение 2-3 секунд.
- Подайте припой на разогретое соединение.
- Припой должен равномерно растечься и заполнить все промежутки между жилами.
- Уберите паяльник и дайте соединению остыть.
- Проверьте качество пайки — она должна быть гладкой и блестящей.
При пайке многожильных проводов рекомендуется предварительно залудить концы, чтобы припой лучше проник между жилами.
Особенности пайки электронных компонентов
При пайке электронных компонентов на печатную плату необходимо соблюдать следующие правила:
- Используйте паяльник небольшой мощности (25-40 Вт) с тонким жалом
- Время контакта паяльника с выводом компонента не должно превышать 2-3 секунды
- Припой должен равномерно растечься вокруг вывода и заполнить монтажное отверстие
- Не допускайте образования перемычек между дорожками платы
- После пайки удалите остатки флюса спиртом или специальным очистителем
При пайке чувствительных компонентов (транзисторы, микросхемы) рекомендуется использовать антистатический браслет и заземление паяльной станции.
Распространенные ошибки начинающих при пайке
Начинающие радиолюбители часто допускают следующие ошибки при пайке:
- Использование слишком мощного паяльника
- Недостаточный или избыточный прогрев места пайки
- Использование большого количества припоя
- Работа без флюса
- Неправильная очистка жала паяльника
- Касание паяльником токоведущих дорожек платы
Чтобы избежать этих ошибок, необходимо тщательно изучить технику пайки и потренироваться на ненужных деталях перед выполнением ответственных работ.
Советы по улучшению качества пайки
Чтобы добиться высокого качества пайки, следуйте этим рекомендациям:
- Поддерживайте чистоту рабочего места и инструментов
- Используйте качественные расходные материалы (припой, флюс)
- Правильно подбирайте температуру пайки для разных материалов
- Не экономьте на паяльном оборудовании
- Регулярно очищайте и облуживайте жало паяльника
- Практикуйтесь на ненужных деталях для оттачивания навыков
С опытом вы научитесь быстро и качественно выполнять паяльные работы любой сложности. Главное — соблюдать технологию и не торопиться.

Меры безопасности при пайке
При работе с паяльником необходимо соблюдать следующие меры предосторожности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки
- Не касайтесь нагретых частей паяльника
- Не оставляйте включенный паяльник без присмотра
- Держите паяльник только за ручку
- Не вдыхайте пары флюса и припоя
- После работы тщательно мойте руки с мылом
Соблюдение этих простых правил позволит избежать ожогов и отравления вредными веществами при пайке.
10 глупых ошибок при пайке паяльником
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.
Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл.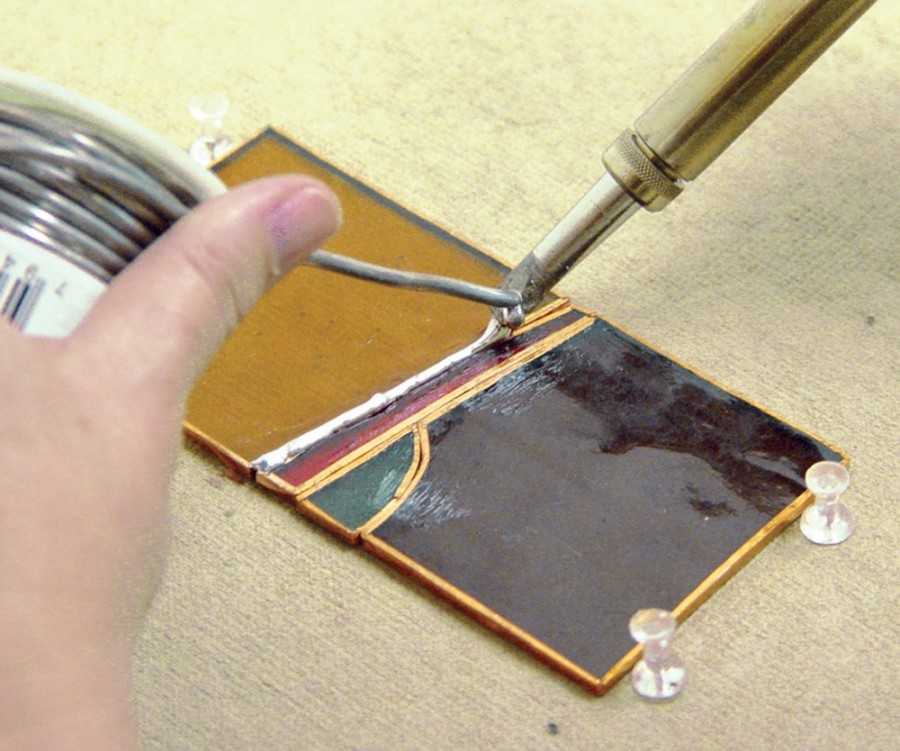 В качестве такового
выступает припой.
В качестве такового
выступает припой.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.
При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с размаху не стряхивайте с паяльника расплавленный припой. Мало того, что он может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.
Ошибка №3
Работа без очков.
При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.
Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
Запомните, паяльник предназначен для пайки жил эл.проводки, светодиодной ленты, компонентов радиодеталей или электронных плат. Им нельзя плавить и снимать изоляцию с ПВХ провода.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.
Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой.
Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. 😊
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.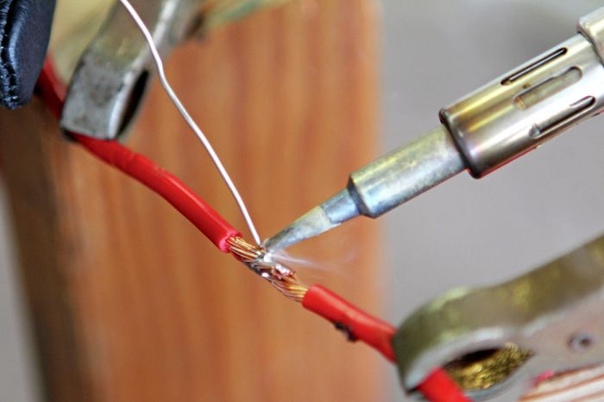
Ошибка №6
Неправильный подбор флюса.
Почему нельзя паять без флюса? Дело в том, что на любых деталях или проводах присутствует, так называемая оксидная пленка, содержащая микроскопические частички жира, пота, грязи и т.д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.
По сути,
кислота это тот же самый флюс, но не простой, а активный.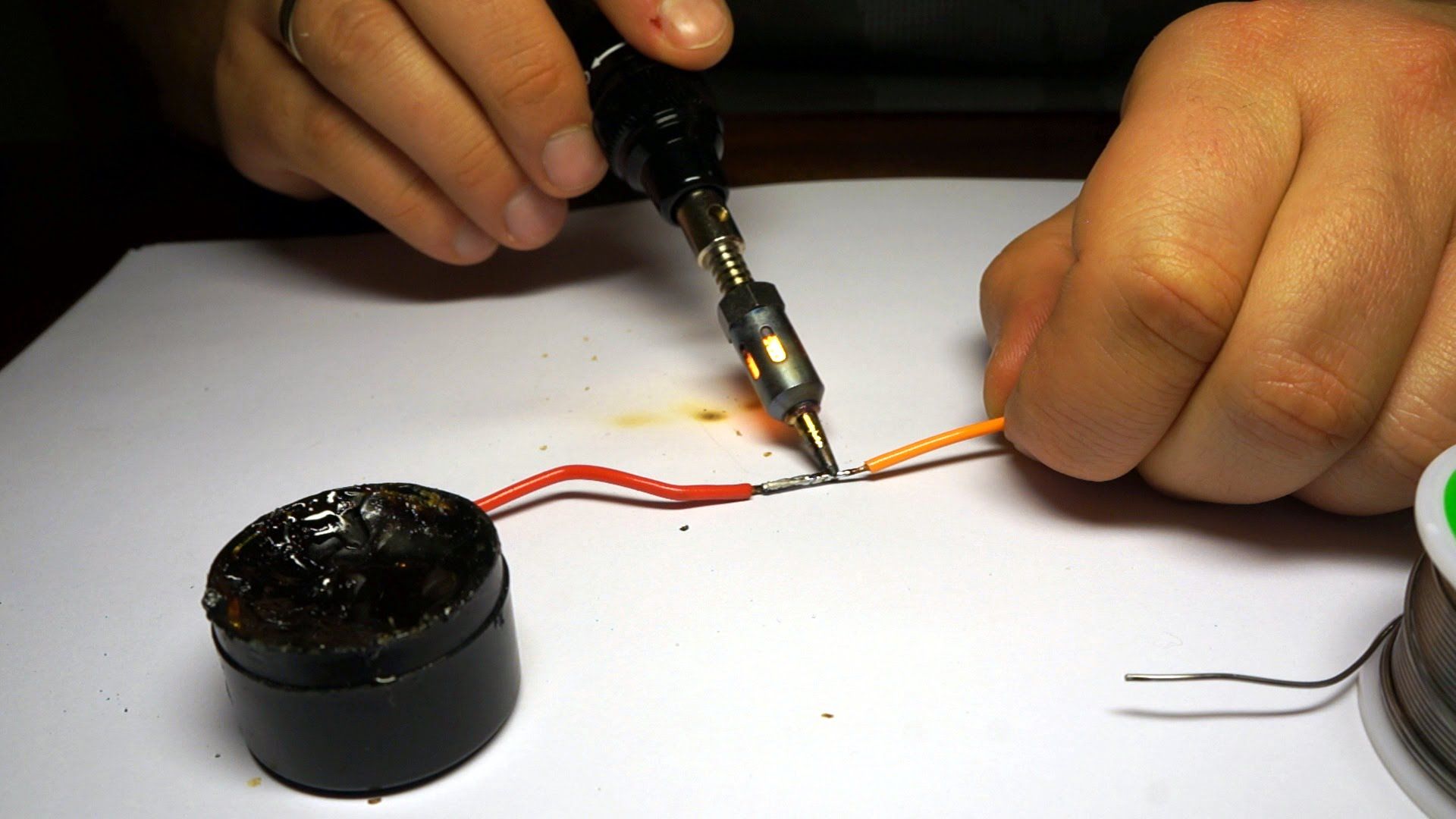 А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
А это означает, что
вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно происходит не сразу, но через несколько месяцев место пайки может превратится в кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.
Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.
Кислота помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать короткое замыкание.
Ошибка №7
Чистка жала.
Через какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую очередь это касается работы с канифолью.
Она выгорает и оставляет несмываемые следы. Старые советские паяльники делались с нагревательным элементом из нихромовой проволоки и медным жалом.
После такого “загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями данный фокус уже не пройдет.
У них керамический нагревательный элемент и никелированное медное жало с напылением для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой обработки можете сразу заказывать себе новый девайс.
В связи с
этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу
медного инструмента. Однако и с медью не все так просто.
Однако и с медью не все так просто.
При частой работе, жала у таких паяльников выгорают до такой степени, что через некоторое время приходится покупать новые, либо целиком менять паяльник. У современных моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на порядок больше диаметра провода, иначе температура жала будет сильно падать при контакте с проводом и прогреть место пайки не получится.
Наибольшее распространение получили 4 вида из них:
Для пайки крупных компонентов.
- скошенная кромка
Для переноса припоя.
Для средних
по размеру компонентов.
Для работы с мелкими деталями (SMD диоды).
У качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Запомните, что сразу после покупки или обработки напильником, блестящее медное жало паять нормально не будет.
Для этого его необходимо залудить до такого состояния, чтобы оно целиком было покрыто ровным слоем припоя.
Только в этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
При наличии на паяльнике функции регулировки температуры, не выставляйте для разогрева самые высокие значения. На более низких температурах жала живут дольше.
Однако и через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно — температуру плавления.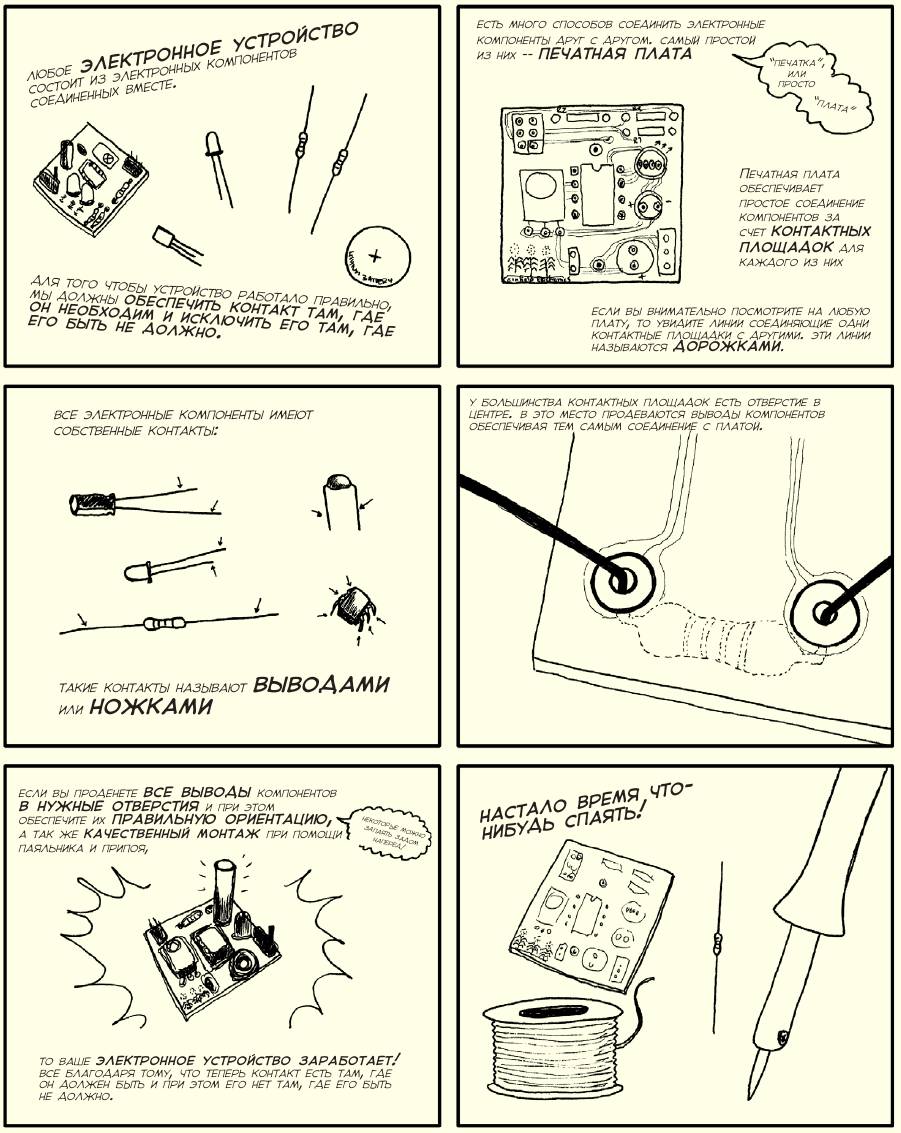
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким нагревом хороший результат пайки будет гарантирован.
Ошибка №10
Излишки припоя.
Бывает, что при пайке электронных плат можно случайно переборщить с припоем. Либо элементарно перепутать место пайки.
Что в этом случае делать? Казалось бы, все просто. Достаточно заново разогреть место и убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует в этом месте по возможности цеплять “крокодильчик”, который должен забирать излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте «сеточку» жидкой канифолью.
Источники — AmperkaRu, AlexGyver
Как правильно паять паяльником с канифолью: видеоинструкция
В процессе пайки любых металлических деталей необходимо использовать флюс. Он позволяет удалить оксидную пленку с поверхности металла, значительно улучшить его сцепление с припоем. Кроме того, флюс обеспечивает защиту места соединения от самых различных агрессивных воздействий окружающей среды, сводит к минимуму риск появления ржавчины.
Он позволяет удалить оксидную пленку с поверхности металла, значительно улучшить его сцепление с припоем. Кроме того, флюс обеспечивает защиту места соединения от самых различных агрессивных воздействий окружающей среды, сводит к минимуму риск появления ржавчины.
Читайте также: Как пользоваться паяльной станцией
В качестве флюса при пайке уже долгие годы вполне успешно применяется канифоль. Это стекловидное вещество, имеющее красивый янтарный цвет, обладает сразу несколькими неоспоримыми преимуществами:
- Природное происхождение. Изготавливается канифоль из смолы хвойных деревьев, называемой живицей.
- Абсолютная кислотная нейтральность.
- Максимальная защита места пайки от коррозийных процессов.
- Предотвращение утечки электрического тока в месте соединения проводов или радиодеталей.
- Простота в использовании.
Как правильно паять провода паяльником с канифолью? Если вы впервые берете в руки данный прибор, обязательно ознакомьтесь с нашей пошаговой инструкцией. Она поможет быстро разобраться в тонкостях пайки.
Она поможет быстро разобраться в тонкостях пайки.
Читайте также: В чем отличия импульсного паяльника от обычного
Соединяем электрические провода
Умение правильно паять провода пригодиться вам для ремонта какой-либо электроники, а также для удлинения, к примеру, USB-кабеля или сетевого шнура телевизионного приемника. Выполняется процедура в несколько этапов:
- Удаляем изоляцию провода.
- Делаем так называемую скрутку. Если к ней нужно присоединять дополнительный кабель, можно соорудить простое, бандажное или желобковое ответвление.
- Разогреваем паяльник.
- «Окунаем» жало прибора сначала в канифоль, а затем без продолжительных пауз в припой. Наносим оловянно-свинцовый состав на нашу скрутку, которая предварительно хорошо нагревается.
После этого остается только надеть поверх соединения термоусадочную трубку, которая будет исполнять роль изоляции.
Пайка печатных плат
Она представляет собой более сложную задачу, поэтому новичкам можно порекомендовать потренироваться с платами из старых радиоприемников, кассетных магнитофонов и других домашних приборов. Последовательность работ выглядит следующим образом:
Последовательность работ выглядит следующим образом:
- Готовим поверхность платы к пайке. Она должна быть тщательно очищена от любых загрязнений. Также выполняется обезжиривание для улучшения адгезии. Для этой цели применяется ацетон или более безопасный для здоровья растворитель метилгидрат.
- Рисуем схему и проделываем в печатной плате отверстия для радиодеталей.
- Располагаем все необходимые компоненты на плате. Первым делом к ней обычно припаиваются варисторы, резисторы и другие плоские детали небольшого размера. Затем можно переходить к конденсаторам, трансформаторам, транзисторам и прочим элементам.
- Обрезаем слишком длинные ножки электронных деталей.
- Разогреваем паяльник и «окунаем» его сперва в канифоль, а затем в припой. Соединяем детали на плате между собой токопроводящими дорожками. На этом этапе главное не перестараться и не «перегреть» электронные компоненты, так как чрезмерно высокая температура вызовет их разрушение.
- Исправляем возможные ошибки и дожидаемся, пока припой полностью остынет.

- Удаляем следы канифоли и лишний припой, после чего можно использовать готовую плату для своих целей.
Нюансы пайки с канифолью
Чтобы добиться максимально качественного и надежного соединения, рекомендуем учитывать все приведенные ниже правила:
- Соединяемые между собой детали нужно тщательно зачищать с применением наждачной бумаги. Эта нехитрая процедура поможет удалить окислы меди и повысить сцепляющие свойства металла. После зачистки рекомендуем окунуть жало паяльника в канифоль и нанести расплавленный флюс на поверхность провода. Это позволит обеспечить защиту от окисления и коррозии.
- Для повышения прочности соединения детали нужно хорошо прогреть. Чтобы сделать это, поднесите к месту контакта паяльник с каплей расплавленного припоя. Подержите его так около минуты, что позволит обеспечить нужную температуру. Затем дождитесь остывания припоя и переходите к пайке.
- Если с первого раза припой не заполнил все пространство между соединяемыми деталями, подождите, пока он остынет, и нанесите на место контакта еще один слой состава.
 Добивайтесь идеально ровной поверхности без комков и пустот – это обеспечит высокую надежность соединения и исключит разрыв контакта при малейшем физическом усилии.
Добивайтесь идеально ровной поверхности без комков и пустот – это обеспечит высокую надежность соединения и исключит разрыв контакта при малейшем физическом усилии.
При работе с паяльником нужно соблюдать все необходимые меры предосторожности. Расплавленный припой, а также разогретая до высокой температуры канифоль оказывают негативное влияние на слизистые оболочки, могут высушивать их. Кроме того, испарения олова и свинца чрезвычайно токсичны. Поэтому старайтесь длительные работы выполнять с применением респиратора, достаточно надежно защищающего дыхательные пути.
Как правильно паять паяльником с канифолью и оловом
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой.
Обезжирьте нужный участок бензином либо ацетоном. - После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура.
 Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.
Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки. - Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой. Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики. Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают.
Место контакта должно быть закрыто.
Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.
Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты.
 Жидкие либо твердые флюсы не подойдут;
Жидкие либо твердые флюсы не подойдут; - мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса. Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Чистка
Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:
- В первую очередь необходимо подготовить инструмент. Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
- Следующий этап касается подготовки трубы. Труборезом необходимо обрезать трубу под прямым углом. Заменить инструмент можно специальными ножницами.
 Участок среза стоит очистить, затем обезжирить.
Участок среза стоит очистить, затем обезжирить. - Детали должны быть сухими.
- Следующий этап касается пайки. Элементы соединяются, таким образом, надежно друг с другом. После выполнения процедуры необходимо подождать, пока детали охладятся.
Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.
Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. Лучше всего, когда паяльник не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Специалисты рекомендуют при быстром остывании использовать обыкновенную зажигалку.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
Как правильно паять паяльником. Пайка проводов, транзисторов, светодиодов.
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
КАК ПРАВИЛЬНО ПОДГОТОВИТЬ ПАЯЛЬНИК
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
КАК ПАЯТЬ ПРОВОДА
СОЕДИНЕНИЕ ПРОВОДОВ ПАЙКОЙ
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. | |
| Это результат. | |
| Можно предварительно скрутить зачищенные провода. | |
Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. |
|
| Получится вот такое соединение. | |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. | |
| Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. | |
| Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
|
Содержание: При выполнении электромонтажных работ обязательно возникает необходимость соединений кабельных линий между собой. Чаще всего эта процедура выполняется в монтажных коробках разными способами, в том числе и методом пайки. В последнем случае у начинающих электриков нередко возникает вопрос, как паять провода паяльником, чтобы обеспечить качественное и надежное соединение. Поскольку в большинстве домашних электрических сетей применяется медный кабель, необходимо рассматривать пайку проводов, изготовленных именно из этого металла. Соединение проводов методом пайкиСоединение проводов с помощью паяльника, припоя, кислоты и флюсов всегда осуществляется по одной и той же схеме, состоящей из стандартного набора операций. Многие расходные материалы обладают универсальными свойствами и могут взаимно заменяться в случае необходимости. Если же соединения рассчитаны на значительные нагрузки, необходимо строго выполнять технологические требования и пользоваться только определенными материалами.
Многие электрики считают пайку проводов довольно простой операцией, но на практике нередко приходится сталкиваться со специфическими особенностями этой процедуры. В каждом конкретном случае нужно правильно выбрать припой, обеспечить фиксацию и неподвижность проводов на весь период их соединения. При спаивании медных проводов между собой, особое внимание уделяется электрической проводимости и механической прочности места соединения. Эти параметры находятся в прямой зависимости, поскольку прочная пайка сама по себе обеспечивает максимальный уровень проводимости. Многое зависит от толщины слоя нанесенного припоя, поскольку у него достаточно большое удельное сопротивление. Необходимая прочность соединения проводников достигается за счет чистоты соединяемых поверхностей. Припой покрывает медный кабель на атомном уровне, поэтому помехой может стать не только обычное загрязнение, но и тонкая оксидная пленка. Важно Другое условие прочности заключается в температуре припоя, которая держится на более низком уровне, чем у соединяемых деталей. Материал с высокой температурой плавления может заметно снизить прочность соединения, а его кристаллическая решетка формируется неправильно. Рекомендуется использовать именно тот, припой, который соответствует жилам медных проводов. Подготовка инструмента и материаловПеред тем как паять медные провода, необходимо приготовить все необходимые материалы и инструмент. Рекомендуется заранее составить список и строго следовать ему, в противном случае соединить провода не удастся. В первую очередь для работы понадобятся:
На паяльнике стоит остановиться подробнее. Перед началом работы его нужно очистить от загрязнений, снять остатки старого припоя и выполнить очистку жала. Эта процедура выполняется напильником, который нужно плавно двигать по рабочей поверхности. Большое значение имеет подготовка рабочего места с учетом требований безопасности. Поблизости обязательно должна располагаться розетка. Работа с паяльником значительно упрощается при наличии дополнительных приспособлений:
Выбор припоев, канифоли и флюсовНа рынке строительных материалов припои и флюсы представлены в широком ассортименте. Большинство из них считаются универсальными, подходящими для решения практически любых задач, связанных с пайкой. Основная функция флюсов заключается в подготовке к пайке – предварительном протравливании металлических поверхностей, удалении с них оксидной пленки. В большинстве случаев наличие таких пленок может вызвать коррозию металла. Для разных типов металлов и сплавов соединяемых элементов предусмотрены свои разновидности флюсов. Химический состав этих материалов включает в себя щелочные смеси, кислоты и соли металлов, активно участвующие в реакциях при достижении высокой температуры. Условно все флюсы разделяются на две части:
Намного проще выбрать нужный припой. Для работы с медными проводами используются сплавы на основе олова и свинца марки ПОС. Цифра, содержащаяся после маркировки, указывает на количество олова, содержащегося в припое. Специалисты рекомендуют использовать продукцию с повышенным содержанием олова. За счет этого в новом соединении увеличивается электропроводность, а сам узел приобретает дополнительную прочность. Функция свинца заключается в нормализации застывания припоя. Без этой добавки на олове образуются трещины и соединение очень быстро разрушится. https://www.youtube.com/watch?v=MKZBAqnGoZ4 Существуют и другие виды припоев, изготовленные по современным технологиям. Здесь на смену свинцу пришли цинк или индий, относящиеся к нетоксичным элементам. Поэтому и сплавы получаются экологически безопасными, а соединения более прочными и устойчивыми к коррозии. Как правильно залудить жилыПеред тем как спаять провода, следует залудить жало паяльника. Предварительно его нужно очистить от грязи, жира, окислительной пленки. Поверхность очищается до блеска, после чего жало опускается в канифоль, а затем в припой. Затем оно прикладывается к доске или другой чистой поверхности, чтобы избежать налипания припоя. Процедура продолжается до тех пор, пока жало не изменит свой цвет. Провода перед лужением очищаются от изоляции, после чего жилы обрабатываются флюсом. Проводники с несколькими жилами предварительно скручиваются в жгуты. Совет На обработанную поверхность наносится тонкий равномерный слой разогретого припоя. С этой целью жилу нужно медленно вращать в течение всего процесса лужения. Качественно подготовленный чистый провод вполне возможно обработать с одного раза. После этого начинается непосредственная пайка медных проводников. Пайка проводов электрическим паяльникомПайка проводов паяльником не представляет особых сложностей. Достаточно несколько раз выполнить подобные действия, после чего появятся определенные практические навыки. Если работа с паяльником станет регулярной, то пайка станет не только быстрой, но и качественной. По мнению специалистов, подготовительные работы занимают гораздо больше времени, чем непосредственное соединение. В этом случае жилы просто накладываются друг на друга или скручиваются вместе. Далее они разогреваются паяльником. Когда температура припоя становится максимальной, он начинает плавиться и растекаться по поверхностям проводников. После остывания образуется крепкое монолитное соединение с хорошей электропроводностью. В процессе работы жилы должны быть неподвижными, в противном случае качество шва может заметно ухудшиться. Остывание припоя можно ускорить с помощью вентилятора. Паять паяльником провода с флюсами нужно с соблюдением следующих правил:
Как правильно соединять медные и алюминиевые проводаДовольно часто возникает необходимость соединить провода между собой, состоящие из разнородных материалов – меди и алюминия. Сразу же следует отметить, что их нельзя соединять напрямую, поскольку медь является химически активным металлом. Оба материала отличаются разной токопроводимостью и теплопроводностью. Под действием тока нагрев и расширение алюминия заметно выше, чем у меди. При постоянном расширении и сужении постепенно наступает нарушение контакта, между ними образуется пленка, не проводящая ток. Данный участок перестает работать и выпадает из общей схемы. В таких случаях рекомендуется использовать болтовые соединения с одним болтом, одной гайкой и тремя шайбами. В этом случае исключается непосредственный контакт между разнородными проводниками и соединение будет нормально работать. |
 Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.


| Так выглядит “грязное” жало. Правильно паять таким паяльников весьма затруднительно. |
| С холодного паяльника снимаем напильником всю грязь до чистой меди (материал жала паяльника – медь). |
| Должно получиться вот так. |
| Нагреваем паяльник, последовательно касаясь канифоли и припоя (несколько раз) добиваемся равномерного покрытия рабочей части паяльника припоем. |
| Результат, достигнув которого можно паять. |
Как паять провода
| Зачищаем провод |
| Плотно скручиваем его жилы (для многожильных проводов). |
| Предварительно взяв на паяльник припоя, разогреваем канифоль, погружаем в расплав провод, равномерно распределяем паяльником припой по поверхности проводника. |
| Результатом является облуженый проводник. |
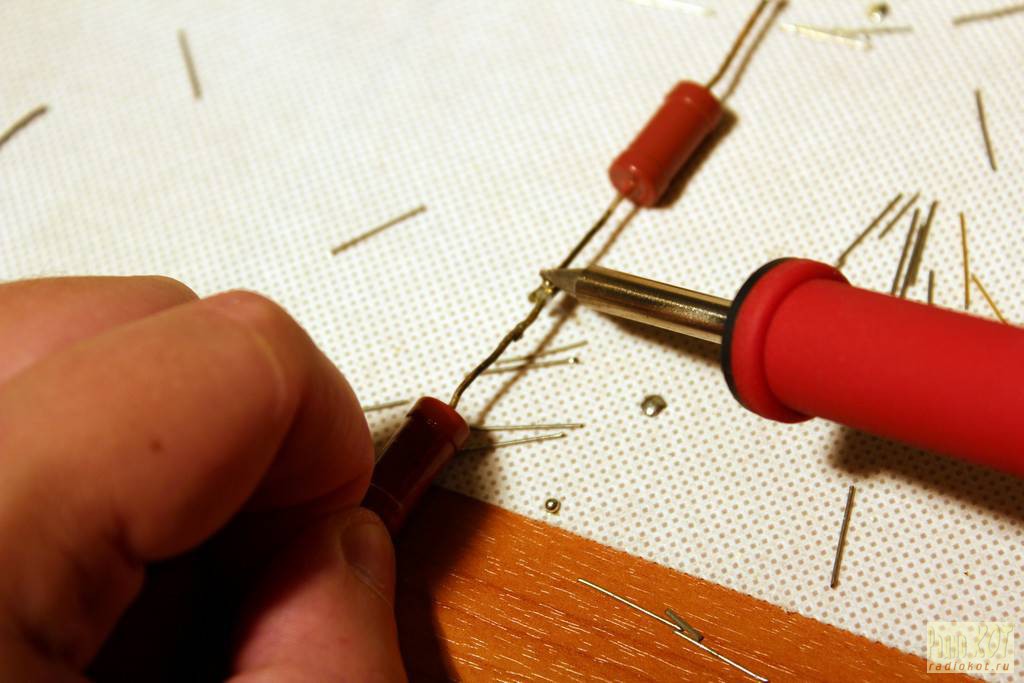
| Если нужно паять выводы полупроводниковых элементов (транзисторов, диодов и пр.), то, во избежание перегрева кристалла пайку следует производить быстро, используя теплоотвод (пинцет, например). |
Соединение проводов пайкой
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. |
| Это результат. |
| Можно предварительно скрутить зачищенные провода. |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. |
| Получится вот такое соединение. |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. |
| Слева проводник предварительно накручивается на вывод светодиода, справа – паяется “внахлест”. Первый способ надежнее, второй – более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. |
| Это просто конечный результат. |
© 2012-2019 г.
Все права защищены.
Все представленные на этом сайте материалы имеют исключительно информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Источник: https://eltechbook.ru/sovet_pajka.html
Технология правильной пайки проводов электрическим паяльником
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов.
Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы.
Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты.
Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов.
Этого вполне достаточно для плавления припоя и соединения элементов.
Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций.
Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью.
Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются.
Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы.
Для этого используются специальные переходные клеммники.
Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап.
Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы.
Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала.
После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа.
Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника.
Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид.
Этот процесс повторяется для всех соединяемых электрических проводников.
Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям.
В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений.
Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов.
При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу.
Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Важно
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом.
После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием.
Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя.
На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода.
Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена.
Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии.
При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников.
Совет
В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Источник: https://oxmetall.ru/pajka/tehnologiya-pravilnoj-pajki-provodov
Как правильно паять паяльником
Приветствую вас, дорогие друзья! Вот посетила меня одна мысль, вот веду я свой радиолюбительский блог, а вот статей касающихся технологий все-таки маловато. Эта статья должна ситуацию несколько изменять.
Итак о чем же будет сегодняшняя статья?
Статья будет, как вы наверное догадались о технологии пайки, о том как лучше всего совершать сие действие, чтобы получилось качественно и надежно.
Кстати а вы читали о том как делать платы самостоятельно, настоятельно рекомендую. Кроме этого я задумал одну тему которая просто перевернет все с ног на голову [urlspan]не пропустите[/urlspan].
[contents]
Я вспоминаю, как впервые попробовал припаять что-то. Для этих целей я взял большой отцовский паяльник ват на сто (этот паяльник имел вид топорика, отец им паял баки и ведра), кусок олова и какую-то скляночку с паяльной кислотой.
Так как у меня не было никаких знаний насчет этого действа, поэтому я решил импровизировать и естественно у меня ничего не получалось. Капля олова, что удалось мне наплавить ба байским паялом, никак не хотела прилипать к ножке здорового резистора, выдранного из старого телевизора. Запах испаряющейся кислоты вдарил мне в нос, но к моему изумлению это ни к чему хорошему не привело. Эх и намучился же я тогда, и вдобавок сделал себе несколько ожегов.
Так что читайте дальше и вам не придется обжигать пальцы и печально наблюдать на неудачно припаянное соединение.
Технология процесса
Технология сего процесса на самом деле очень проста, и во главе угла нужно лишь понимание всего того что именно происходит когда мы тычем паяльником в расплавленный припой. Ну что же начнем наверное по порядку.
Пайка — это процесс образования неразъемного соединения путем диффузии припоя (металла или сплава находящегося в расплавленном состоянии) в поры соединяемых металлов с последующей кристаллизации припоя.
Для соединения двух деталей посредством пайки нужно выполнить нагрев спаиваемых поверхностей, затем нужно обеспечить затекание расплавленного припоя в поры спаиваемых деталей.
Этому процессу может помешать грязь на поверхности деталей а также оксидная пленка, которая образуется на поверхности металла в присутствии воздуха. Поэтому любые спаиваемые детали должны быть тщательно зачищены, обезжирены. Если детали покрыты ржавчиной или просто грязные то расплавленный припой не сможет затечь туда куда оно должен затечь.
Итак у нас есть две металлические детальки, которые мы хотели бы соединить в одно целое изделие. Это может быть ножка резистора которую мы хотим впаять в монтажное отверстие в плате. Поэтому первым делом мы должны убедиться в чистоте процесса, плата должна быть чистой и обезжиренной так же как и выводы резистора. Хотя резистор как правило если он новый то не нуждается в дополнительной очистке.
Все бы хорошо, но на открытом воздухе на поверхности металла постоянно образуется оксидная пленка, и это нам может помешать. Об этом волноваться совершенно не стоит, так как с этим справиться нам поможет флюс.
Флюс — это вещество служащее для удаления оксидной пленки с поверхности металла, а также уменьшения поверхностного натяжения.
В качестве флюса в большинстве случаев нам подойдет канифоль, которую можно купить в большинстве магазинов радиодеталей. Канифоль это на самом деле обыкновенная смола, продается в маленьких баночках в твердом состоянии.
Я сказал в твердом, потому, что существует также СКФ — спиртоканифольный флюс, который продается в небольших флакончиках. Раствор канифоли в спирте можно сделать и самому в домашних условиях, а затем разлить во флакончики из под лака для ногтей, что очень удобно.
Итак для запаивания резистора в плату, нужно нанести немного флюса на спаиваемые поверхности. Для этого тычем разогретым паяльником в баночку с канифолью, наплавляя канифоли на жало столько сколько нужно (определяем это опытным путем, если переборщить то ничего страшного не произойдет, просто придется потом помучиться оттирая избытки флюса). Незамысловатым тычком переносим расплав смолы с жала паяльника на спаиваемы поверхности.
Для спаивания радиодеталей нам подойдет не любой паяльник. Паяльник должен быть маленьким (это просто удобно, так как современные радиодетали стремятся к постоянной миниатюризации), удобным и по возможности иметь регулировку температуры.
Теперь оксидная пленка больше не сможет образоваться на поверхности металлов. Следующим шагом нужно сформировать паяное соединение. Набираем на жало паяльника капельку припоя.
При пайке радиоэлектронной аппаратуры используется припой марки ПОС 61, температура плавления 190°С. В марке припоя число означает процентное содержание олова (получается 61% олово, остальное свинец). Чистым оловом паять нельзя, так как оно образует хрупкое соединение. Есть даже такое понятие как оловянная чума, можете погуглить по интернету и посмотреть видеоролики. Попросту говоря, это явление когда при воздействии низких температур олово рассыпается буквально на глазах.
Итак, для запайки резистора мы набираем капельку припоя на жало паяльника и небольшим тычком длительностью в 3 — 5 секунд касаемся спаиваемых деталей. Наша задача за такой короткий промежуток временя прогреть спаиваемые детали, добиться растекания припоя по поверхности деталей и постараться сформировать красивое паяное соединение.
Вот и вся технология, не сложно правда?
Так оно и есть вот только во всем этом процессе есть ряд нюансов, на которых я хотел бы остановиться по подробнее.
1. Температура пайки.
Вы наверное заметили, что я рекомендовал, касаться спаиваемых поверхностей радиодеталей не более 3-5 секунд. Это связано с тем, что в процессе длительного и чрезмерного нагрева некоторые радиодетали могут разрушаться. Может быть к резисторам это не так принципиально, а вот кремниевые транзисторы и диоды от этого могут очень пострадать.
Именно для этих целей рекомендуется использовать маломощные паяльники примерно 25Вт, либо вообще использовать паяльник с регулируемой температурой жала. Этот вариант на мой взгляд самый выигрышный по той причине, что мы убиваем двух зайцев. Бережем капризный радиоэлемент, а также обеспечиваем стабильную температуру плавления припоя.
Ведь если температура будет избыточной то припой придет в негодность, будет таким зернистым месивом на поверхности паяльника, что не способствует качественному паяному соединению. Ну если температура не достаточна, то сами знаете, припой не сможет расплавиться и соединения также не получится.
2. Заземление.
По возможности жало паяльника должно быть заземлено. Дело в том, что некоторые радиодетали в частности полевые транзисторы очень чувствительны к статическому электричеству.
Как известно разность потенциалов на синтетической одежде, может достигать 1000В, что может вывести полевой транзистор из строя. Я думаю будет печально если вы после долгого, кропотливого монтажа устройства, убедитесь в полной неработоспособности последнего по причине пробитого транзистора.
Паяльники современных паяльных станций имеют свое заземление, но что делать если в наличии имеется только паяльник типа ЭПСН 220В 25Вт? Я честно говоря редко когда этим заморачиваюсь, как-то всегда обходилось, но есть способ. Можно доработать паяльник, подключить жало паяльника с земляной шиной здания, либо кинув на батарею отопления, вот как-то так. Кстати наверное именно для этих целей на паяльниках ЭПСН имеется небольшое ушко на нагревательном элементе.
3. Металл спаиваемых деталей.
На самом деле есть металлы которые легко поддаются пайке, такие как серебро ,медь, латунь, цинк, никель. Есть металлы, для пайки которых нужно основательно потрудиться. К примеру алюминий спаять на открытом воздухе практически невозможно.
На поверхности алюминия оксидная пленка образуется практически мгновенно, поэтому сколько не зачищай алюминий запаять его будет оочень сложно. Для спаивания алюминия есть специальные флюсы, но я думаю основная задача при пайке алюминия должна заключаться в обеспечении изоляции металла от воздухе в процессе пайки.
На просторах интернета я слышал об одном способе спаивания алюминия, при этом спаиваемые детали погружаются в масло, тем самым изолируются от воздуха, затем зачищаются и спаиваются в большом количестве активного флюса.
4. Немного о флюсах.
При пайки различной электроники в 99% случаев используется обычная сосновая канифоль. Этот флюс хорош тем, что он абсолютно нейтрален. В отличие от паяльных кислот, таблеток аспирина он не оказывает коррозирующего воздействия на металл. Это означает что со временем паяное соединение не пострадает от ржавчины и не будет окислено.
Канифольный флюс даже допускается не отмывать, да от этого пострадает внешний вид паяного соединения (будет заляпано капельками припоя), но это говорит о том, что канифоль не оказывает никакого негативного воздействия на металл.
Есть еще один флюс, в основе которого вся та же канифоль это канифоль-гель. Этот флюс просто офигенно эффективный, позволяет запаять то что не удается запаять другими флюсами.
Продается в шприцах. Этот флюс мне очень понравился, хотя он немного и дороговат, но все относительно. Только его нужно обязательно отмывать, по причине его проводимости.
Я как-то собирал программатор и был очень сильно удивлен в процессе его наладки. Путем доскональной прозвонки пришел к выводу, что сигнал распространялся по голому диэлектрическому участку текстолита. Оказалось что не отмытая канифоль-гель давала такие проблемы, только когда отмыл флюс все пришло в норму.
Хочу посоветовать еще один удачный флюс, который кстати можно раздобыть в аптеке. Это обычный глицерин. Есть только один косяк, аптечный глицерин как правило продается в виде водного раствора. Так что перед использованием желательно выпарить воду, вот только не переусердствуйте с нагреванием. Я как то был свидетелем небольшого фейерверка, когда нагревая флакончик с глицерином отвлекся на вскипевший чайник. Хорошо, что жена с ребенком были не рядом 🙂
А на этом у меня все. Если вы надеялись прочитать в этой статье как паять баки, то вы немножко зашли не туда и вы ошиблись, вам стоит вернуться в поиск по гугл или яндекс.
Для тех кому статья показалась полезной, я хочу сказать что был рад стараться и рекомендую [urlspan]подписаться на обновления[/urlspan]. Так как дальше будет еще больше полезных статей.
Кстати если вам статья показалась не полной, то пожалуйста напишите в комментариях, о чем бы вы хотели еще узнать. Действительно я ведь могу что-то забыть, а в комментариях отвечу.
P.S. Друзья, у меня тут возникло несколько идей и мне очень нужно ваше мнение. Есть идея проведения конкурса. по разгадыванию кроссвордов, по нашей радиолюбительской тематике. Так что очень интересует ваше мнение, напишите пожалуйста в комментариях, стоит проводить конкурс именно в таком формате или стоит придумать что-то поинтереснее. Буду очень ждать ответов.
Ну чтож на этом у меня действительно все. Поэтому желаю вам успехов во всем, прекрасного настроения и реализации всех ваших планов.
С н/п Владимир Васильев
P.S. Друзья, обязательно подписывайтесь на обновления! Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок!
Узнайте, как паять, с помощью этих простых советов и проектов
Если вы хотите начать работать с электроникой, вам нужно научиться паять. Также было бы разумно узнать немного больше об электричестве и электронике. Вас немного пугает мысль о раскаленном железе и расплавленном металле? Нет проблем — мы покажем вам, как это сделать.
Безопасность прежде всего
Вы работаете с горячим металлом, поэтому есть очевидные проблемы с безопасностью.Убедитесь, что у вас есть безопасное место для установки паяльника. Паяльные станции с держателями для паяльников недороги и стоят того. Ознакомьтесь с лучшими паяльниками для начинающих, чтобы выбрать подходящий именно вам.
Также убедитесь, что вы работаете на ровной твердой поверхности.Верстак или самодельный письменный стол подойдут, но вы можете положить на него что-нибудь, чтобы предотвратить появление ожогов. Бывают специальные паяльные платы, либо подойдет кусок дешевой фанеры.
Термостойкая паяльная платаГоворя о брызгах, вам нужно носить защитные очки — их можно купить всего за несколько долларов.Если вы носите очки по рецепту, возможно, вы захотите приобрести хорошие защитные очки по рецепту. В наши дни есть несколько действительно красивых, не только в стиле Бадди Холли, которые, возможно, были у вашего отца.
Все это поможет предотвратить ожоги вам и окружающим.
Но есть еще одна опасность: припой и флюс при нагревании могут выделять ядовитые пары.В любом случае, большинство флюсов плохо пахнет, но при пайке рекомендуется использовать вытяжное устройство. По сути, это вентилятор с угольным фильтром, который отсасывает от вас вредные пары и отфильтровывает большинство запахов. На видео ниже показан вытяжной вентилятор Xytronic 426DLX в действии.
После того, как вы разместили все это на своих местах, самое время паять.
Паяльные жала
Оловянный наконечник
Паяльники не так хорошо передают тепло вещам, как вы могли бы подумать.Но за счет лужения кончика утюга передача тепла станет намного более равномерной и эффективной. К тому же это легко сделать. Как только кончик паяльника станет достаточно теплым, чтобы расплавить припой, прикоснитесь им к паяльному проводу. Он расплавится и потечет вверх и вокруг кончика, придав ему приятный гладкий и блестящий вид. Излишки припоя можно стереть влажной губкой для пайки. Не используйте обычную губку для чистки, она растает. Губки для пайки сделаны из целлюлозы, которая более термостойкая, чем ваша стандартная пластиковая губка.
Возьми руку помощи
Для пайки требуется как минимум четыре вещи: паяльник, припой и две вещи, которые вы хотите спаять вместе.Но у тебя всего две руки. Есть такое приспособление, называемое «руками помощи», которое стоит приобрести. Это небольшая подставка с двумя зажимами из кожи аллигатора, а иногда и с увеличительным стеклом. Еще один удобный держатель — это мини-тиски.
Начать пайку
Когда вы спаиваете две вещи вместе, вы делаете это так, чтобы они соединялись вместе и легко проводили электричество.
Самая большая ошибка новичка — класть утюг прямо на припой: он только рассыпается и создает беспорядок.Если вы сначала нагреете деталь, на которую хотите нанести припой, а затем прикоснетесь к ней, он потечет по поверхности детали. По мере того, как она течет, она течет плавно и проникает в каждый уголок и щель.
Помните лужение паяльника? Если вы залудите выводы проводов или компонентов, припой станет еще лучше течь.В качестве бонуса, если вы используете многожильные провода, он удерживает жилы вместе, проталкивая их через печатную плату. Чтобы все это работало действительно хорошо, используйте тонкий паяльный провод (около 1/32 дюйма) с сердечником из смолы или флюса. Эта смола или флюс помогает припою еще лучше течь, а также очищает поверхность металла для лучшего сцепления.
Канифоль посередине
Когда вы продеваете выводы компонента через печатную плату, слегка согните их.Это поможет удерживать компонент на месте и ближе к плате. Это не только предотвращает случайное повреждение компонентов, но и делает упаковку более профессионально выглядящей.
Когда вы собираетесь припаять вывод компонента к плате, поместите жало паяльника в ту точку, где вывод и плата встречаются, под углом 45 градусов.Это нагревает провод и контактную площадку на доске. Осторожно вставьте паяльный провод в ту же точку — он расплавится и потечет вокруг вывода, как на картинке ниже.
Перед тем, как вытащить утюг, снимите припой — это предотвратит выступание небольших выступов припоя из соединения.Эти пики могут привести к короткому замыканию между компонентами, и они выглядят не очень красиво.
Если вам сложно работать с паяльником точно, попробуйте настроить работу так, чтобы сторона паяльной руки могла опираться на что-нибудь твердое, как на картинке выше.Вам будет намного проще быть точным.
Это видео от Adafruit — отличное введение в пайку компонентов на печатные платы.Это не ракетостроение. Ладно, вроде как, но это действительно простая часть ракетостроения.
Признаки сплошного паяного соединения
Практикуясь, вы сможете в большинстве случаев избегать ошибок.А пока осматривайте каждое соединение после его пайки и перед тем, как переходить к следующему. Хорошее паяное соединение будет гладким, блестящим и будет обеспечивать полный контакт между двумя частями. Если припой тусклый, шероховатый, слипшийся или между ним и любой из частей есть зазоры, ваше соединение выйдет из строя.
Не волнуйтесь, большинство проблем с пайкой легко решаются.Вы можете повторно нагреть припой и удалить его с помощью присоски для припоя.
Некоторые стартовые паяльные проекты
У вас дома может быть сломанная электроника.Это неплохое место для начала, если это что-то простое, например, починка сломанных наушников. Или, может быть, вы хотите собрать какие-то детали со старого ноутбука или детали от других гаджетов для будущего проекта. Это хорошая практика использования паяльника и присоски для припоя.
Или ты наконец сможешь что-нибудь сделать!
3D Светодиодная новогодняя елка
Дух праздников должен быть с нами каждый день, так почему бы не сделать проект елки? Это увлекательный проект, который отточит ваши навыки пайки, научит вас чему-нибудь о светодиодах, а также станет отличным проектом для детей.На нем светодиоды разного цвета, и он мигает! Кто не любит мигающие светодиоды? Дерево устанавливается на той же 9-вольтовой батарее, которая питает его.
Слишком легко? Попробуйте следующий комплект.
Комплект MintyBoost
Для новичка это отличный проект! Это просто, но при этом очень практично.Вы сами сделаете зарядное устройство для смартфона, которое можно заряжать от обычных батареек AA. Меньше деталей, чем у елки, но паять немного сложнее. Его удобно хранить в машине, так как вы можете купить батарейки AA на заправках и в магазинах на улице.
Вам недостаточно сложно? Как насчет радио?
Комплект FM-радио
Это то, что он говорит.Создайте себе красивое FM-радио с одним динамиком, которое может настраиваться на станции от 88 до 108 FM. Имея множество деталей для пайки, новые компоненты, о которых нужно узнать, вы также узнаете кое-что о радиотехнологиях.
Если вы можете построить радио, вы ничего не сможете построить.Поместите его в красивый прозрачный футляр и вызовите зависть как у друзей, так и у семьи.
Конечный результат
Пайка — это базовый навык, необходимый для тех, кто занимается своими руками, независимо от того, хотите ли вы собрать свою электронику или просто отремонтировать.Это недорогой и простой навык. Существует множество комплектов электроники, на которых можно попрактиковаться, и вы можете начать разрабатывать свои собственные проекты электроники в ближайшее время.
Будьте осторожны, будьте умны и получайте удовольствие!
Просто увлекаетесь электроникой своими руками? Как вам статья? Вы уже немного профи? Делитесь своими советами и приемами с другими.Знаете несколько действительно забавных наборов, которые помогут новичку в обучении? Не стесняйтесь упоминать их в комментариях.
Кредиты изображений: пайка через Shutterstock, 3D-светодиодная рождественская елка, комплект Minty Boost, комплект FM-радио, плата для пайки, защитные очки DeWalt, помощь в использовании лупы через Amazon, общие проблемы с пайкой через Adafruit, присоска для припоя, припой для канифоли через Wikimedia, Пайка светодиодов, Джефф Кейзер, Пайка с элементами Моргана, через Flickr.
7 подземных торрент-сайтов для получения контента без цензурыВам нужны специализированные поисковые системы, чтобы найти легальные торренты, закрытые дома, публичные записи и даже НЛО.Войдите в даркнет.
Об авторе Гай Макдауэлл (Опубликовано 147 статей)Обладая более чем 20-летним опытом в сфере информационных технологий, обучения и технических профессий, я хочу поделиться тем, что я узнал, со всеми, кто хочет учиться.Я стремлюсь делать свою работу как можно лучше, наилучшим образом и с небольшим количеством юмора.
Больше От Гая МакдауэллаПодпишитесь на нашу рассылку новостей
Подпишитесь на нашу рассылку, чтобы получать технические советы, обзоры, бесплатные электронные книги и эксклюзивные предложения!
Еще один шаг…!
Подтвердите свой адрес электронной почты в только что отправленном вам электронном письме.
Пайка для DCC
Резюме: Пайка — это процесс, при котором одинаковые или разнородные металлы соединяются с использованием припоя, который обычно включает олово, с другим металлом, таким как серебро, свинец, медь, сурьма, висмут, индий или другие металлы. Припой покрывает диапазон температур от 60 до 445 ° C.
Паять несложно, так что не пугайтесь. Немного попрактиковавшись, любой может сделать прочное паяное соединение.В этой статье есть некоторые очень технические аспекты, но пусть это вас не смущает.
Припой
- Основная статья: Пайка / припой
Припой бывает разной формы, толщины и материала. Однако все они преследуют одну и ту же цель: соединить металлы вместе для образования физических и электрических соединений с использованием высокой температуры. Все это подробно рассматривается в припойной статье. Важно отметить, что правильный выбор припоя и флюса важен для защиты ваших изделий от чрезмерной коррозии.
Флюс
- Основная статья: Пайка / флюс
Флюс происходит от латинского fluxes , что означает поток . Флюс используется в качестве химического очищающего и текучего агента при соединении металлов. Это помогает припою правильно прилегать к паяемым материалам. Флюс также помогает удалить предыдущее окисление и предотвратить дополнительное окисление в процессе пайки.
Безопасность
Опасности
Продолжительное воздействие паров канифоли, выделяемых во время пайки, у чувствительных людей может вызвать профессиональную астму (ранее называвшуюся колофонической болезнью), хотя неизвестно, какой компонент паров вызывает проблему.
В то время как расплавленный припой имеет низкую тенденцию к прилипанию к органическим материалам, расплавленные флюсы, особенно типа смола / канифоль, хорошо прилипают к коже. Масса горячего липкого флюса может передавать больше тепла коже и вызывать серьезные ожоги, чем сопоставимая частица неприлипающего расплавленного металла, которую можно быстро стряхнуть. В этом отношении расплавленный флюс похож на расплавленный горячий клей. (Из Википедии)
ВНИМАНИЕ! Припой — это расплавленный металл. Паяльники еще горячее, чтобы расплавить припой.Ожоги — обычное дело — как для вашего окружения, так и для вашей кожи!
Всегда соблюдайте безопасные методы пайки!
- НЕ ПРИКАСАЙТЕСЬ к горячему утюгу.
- НЕ ПРИКАСАЙТЕСЬ к нагретому стыку.
- Пользоваться средствами защиты глаз
- Надевайте перчатки, даже тонкая кожа лучше, чем ничего.
- Работайте в хорошо вентилируемом помещении из-за дыма, образующегося во время пайки.
- Как и со всеми электроинструментами, рекомендуется заранее удалить все украшения.
Первая помощь
Если вы все же обожгетесь, вот что делать (мы не врачи, но даем этот совет):
- Немедленно охладите пораженный участок холодной проточной водой в течение не менее 5 минут.
- Некоторые люди хранят прохладную влажную губку рядом с рабочей зоной. Используйте это, чтобы охладить ожог по пути к крану для дальнейшего охлаждения.
- Немедленное охлаждение ожога поможет предотвратить образование волдырей (ожоги второй и третьей степени), так что образование рубцов будет предотвращено или значительно уменьшено.
- Подробную информацию и лечение см. На сайте BurnSurvivor.com.
- Хотя вам следовало снять все кольца или другие украшения перед работой, снимите их сейчас, если вы этого не сделали — до того, как начнется отек
- Наложите стерильную повязку для защиты от инфекции.
- Не применяйте лосьоны или мази.
- Не трогайте, не протыкайте и не прокалывайте волдыри, которые образуются позже.
- При необходимости обратитесь за профессиональной медицинской помощью.
Пайка
Паяльники
- Основная статья: Припой / Утюги
Для большинства задач пайки, связанных с моделями железных дорог, будет использоваться паяльник.
Жала для пайки
- Основная статья: Пайка / Полезные советы
Подготовка к пайке
Чтобы пайка была эффективной, все должно быть чистым . Если у вас нет успеха, это часто является причиной, помимо металлов, которые несовместимы с пайкой.
- Изделие (соединяемые материалы) должно быть чистым, без следов коррозии, краски, масел и т. Д. Флюс для канифоли очистит изделие при активации под действием тепла, но может только этого сделать.Как и клей, припой не может прилипать к грязной поверхности. Если припой клубится, поверхность необходимо очистить.
- Изделие можно очистить с помощью инструмента Dremel с металлической щеткой, металлической мочалкой, наждачной бумагой и / или чистящим растворителем, если необходимо.
- Очистите и залудите кончик утюга.
- Наконечник можно очистить смоченной губкой (при ее наличии используйте дистиллированную воду), тряпкой или бумажным полотенцем. Залудите наконечник припоем, шлак должен плавать на припое, затем вытрите его начисто.Смочите наконечник еще немного припоя, и он готов к использованию.
- Также доступны очистители наконечников из латунной стружки, которые могут соскрести окалину с наконечника. Латунь достаточно мягкая, чтобы не повредить наконечник. Никогда. не используйте файлы или наждачную бумагу для очистки наконечника, так как это приведет к удалению металлического покрытия. Как только медь под ней обнажится, припой очень быстро разрушит наконечник. Помните, что процесс пайки включает сплавление нескольких металлов вместе.
- Прочтите страницу «Электростатический разряд», чтобы узнать о дальнейших мерах предосторожности при пайке DCC-декодеров и дорожек.
Сколько тепла необходимо?
Это зависит от ряда факторов.
- Что паяется
- Размер заготовки
Утюг должен быть намного горячее, чем точка плавления припоя. Когда утюг прикладывается к изделию, тепловая энергия должна передаваться изделию, чтобы расплавить припой. У горячего утюга будет достаточно энергии, чтобы после потери энергии на работу он все еще был достаточно горячим, чтобы расплавить припой.
Если утюг недостаточно горячий:
- Нагрев изделия до необходимой температуры займет слишком много времени
- Возможна холодная пайка
- Повреждение окружающих материалов из-за распространения тепла в течение длительного периода времени.
Практическое правило: соединение не должно занимать больше нескольких секунд.
Как паять разные вещи
- Основная статья: Пайка / Как паять
Устранение неполадок
Часто возникают проблемы при пайке. У большинства есть простые решения.
- Основная статья: Пайка / Устранение проблем с пайкой
Декодеры цифрового управления и пайка
Этот символ означает, что устройство чувствительно к статическому электричеству, и при обращении с ним необходимо соблюдать меры предосторожности.Прочтите страницу ESD для получения дополнительной информации.
Рекомендуется использовать утюг с защитой от электростатического разряда ESD (электростатический разряд) при пайке DCC декодеров во время установки. Многие паяльные станции устойчивы к электростатическому разряду, обратитесь к поставщику за подтверждением при покупке или проконсультируйтесь с производителем. Более старые утюги, не защищающие от электростатического разряда, могут иметь значительное напряжение на наконечнике, что может повредить электронику.
Этот символ означает защиту от электростатического разряда. Паяльная станция с этим символом безопасна для пайки электроники.Утюг с защитой от электростатического разряда разработан для пайки электронных компонентов, особенно компонентов, чувствительных к статическому электричеству.
Электростатический разряд может повредить звуковую цепь или цепь управления двигателем во время пайки. Серьезный отказ легко обнаружить, а скрытый ущерб от электростатического разряда — нет.
Припой
Канифольный стержень, НИКОГДА не кислотный стержень!
Канифольный сердечник Припой, изготовленный в рамках программы Apollo или в советское время, неэффективен, поскольку канифоль вступит в реакцию с содержанием свинца в припое.Срок годности припоя всего несколько лет со дня изготовления. Поскольку многие моделисты не выполняют больших объемов пайки ежегодно, большинство будет использовать припои, срок годности которых истек.
Если припой не работает, причиной может быть возраст. Таким образом, дополнительный поток имеет большое значение для решения проблем. Свежий припой также может быть решением.
Припои проволочного типа доступны во многих калибрах, от тяжелой до очень легкой (тонкой) проволоки.Припои более легкой толщины полезны для деликатной работы, поскольку они позволяют лучше контролировать количество припоя, наносимого в процессе соединения. Он также доступен в различных сплавах. Для DCC и электромонтажных работ предпочтительным сплавом является припой олово / свинец 63/37. Также подойдет сплав 60/40. Приобретите припой для канифольных стержней для электромонтажных работ.
Сантехнические припои обычно представляют собой сплошные проволочные припои, в отличие от припоев, продаваемых для электроники. Припои малого калибра полезны для точной работы, и они обычно недостаточно велики, чтобы вместить флюсовый сердечник, который можно найти в припоях более тяжелого калибра, продаваемых для электронных работ.
Дополнительная литература
Расширение железной дороги
Внешние ссылки
Дополнительная литература по пайке:
Поищите на YouTube канал SolderingGuru для получения дополнительной информации о пайке.
Полезные видео
При пайке могут быть полезны следующие видео:
Научитесь паять как чемпион!
Термотрансферный
Оптимизация теплопередачи — ключ к достижению отличных паяных соединений. Первое, о чем нужно рассказать, — это немного назад от физики средней школы: энергия всегда перемещается от горячего к холодному.Имейте это в виду. При пайке вы обеспечиваете путь для этой тепловой энергии от горячего утюга к более холодным рабочим частям.
Оксиды, побочный продукт нагревания металлов в среде, богатой кислородом (тускло-серый или черный налет на паяльнике), являются очень плохими проводниками тепла. Яркое блестящее паяльное жало намного эффективнее передает тепло, потому что на его пути нет оксидов. Вот почему так важно всегда содержать паяльник в чистоте.
Помимо поддержания чистоты кончика паяльника, очень важно максимально увеличить площадь, доступную для передачи тепла. Как показано на схемах выше, прижимать чистый железный наконечник к детали намного лучше, чем окисленный наконечник, но обеспечивает только очень небольшую площадь контакта для передачи тепла от утюга к заготовкам. Если сначала нанести каплю припоя на утюг, а затем приложить ее к деталям, подлежащим пайке, капля будет распространяться по детали, увеличивая площадь контактной поверхности и быстро увеличивая скорость передачи тепла от утюга к часть.Это особенно важно при лужении больших площадок на печатных платах или проводов большего диаметра, таких как провода аккумулятора.
Тепловая выдержка
Тепловая выдержка — враг любого паяльщика. Поглощение тепла — это когда тепло, которое вы вводите в деталь для создания паяного соединения, распространяется по детали и повышает температуру окружающей области / компонентов. Многие компоненты, установленные на печатной плате, очень чувствительны к повышенным температурам и могут быть необратимо повреждены, если станут слишком горячими.Вы можете подумать: «О, это просто, я просто выключу паяльник». НЕПРАВИЛЬНО!
Тепловая выдержка является побочным продуктом нагрева вашего паяльника, а также того, как долго он находится в контакте с паяемой частью. Припой плавится при 370 ° F (188 ° C), если ваш паяльник установлен на 570 ° F (300 ° C), может потребоваться минута или две, прежде чем контакты, подлежащие пайке, достигнут точки плавления припоя. тем временем остальная часть также значительно нагреется.
Если вы установите паяльник на 750 ° F (400 ° C), контакты, подлежащие пайке, очень быстро нагреются до точки плавления припоя, что позволит выполнить соединение и отвести тепло раньше, чем остальная часть детали есть шанс нагреться.Это намного лучше для чувствительных компонентов детали.
Тепловая масса
Термическая масса связана с тем, сколько тепловой энергии объект может поглотить или сохранить. Обычно это связано с размером и плотностью объекта, и в этом случае применимо как к создаваемым паяным соединениям, так и к горячему наконечнику паяльника.
При пайке очень важно учитывать тепловую массу деталей, которые вы пытаетесь паять, и уравновешивать их с оборудованием, которое вы используете для пайки.
Небольшое паяное соединение, такое как провод камеры на FC, требует очень небольшого количества энергии, поэтому даже небольшой паяльник может отлично справиться с этой задачей. Большое паяльное соединение, такое как добавление XT60 к набору выводов батареи, требует гораздо больше тепловой энергии, и поэтому использование паяльника большего размера сделает работу намного быстрее и проще.
Например, TS-100 — отличный утюг, но у него довольно маленький наконечник (доступно несколько наконечников, но все они довольно маленькие), поэтому наконечник имеет довольно небольшую тепловую массу для 99% пайки, связанной с FPV. размер наконечника вполне достаточный, и он может накапливать достаточно тепловой энергии, чтобы расплавить необходимый припой и создать хорошее соединение.
Однако при больших объемах пайки паяное соединение может иметь большую тепловую массу, чем наконечник паяльника. Это означает, что когда тепло передается от жала паяльника и припой плавится, он забирает все тепло с жала и оставляет элемент паяльника, пытаясь его догнать. Это может привести к повторному затвердеванию припоя в середине стыка или, что еще хуже, может означать, что вы должны держать утюг на стыке в течение длительного времени, что увеличивает эффект пропитывания тепла и рискует повредить другие компоненты.
Лучший способ избежать подобных проблем — использовать паяльник с большим наконечником и, следовательно, большей тепловой массой. Этот паяльник большего размера, без сомнения, займет намного больше времени, чтобы нагреться, поскольку для заполнения жала требуется гораздо больше энергии, но по той же причине, когда вы приходите паять эти большие провода, жало будет иметь энергию, и припой расплавится. легко и быстро.
Повышение температуры наконечника имеет тот же эффект, что и использование наконечника большего размера, поскольку в небольшом пространстве упаковано больше тепловой энергии.
Образование оксидов
Как мы уже говорили, содержание паяльника в чистоте и отсутствии окислов очень важно, но полезно знать, что чем горячее деталь, тем быстрее она окисляется. Это уловка 22 с использованием более высокого нагрева для паяных соединений, в то время как это позволит избежать нагревания, наконечник вашего паяльника будет окисляться намного быстрее и потребует более частой очистки и повторного лужения.
Лучший паяльник с присоской для припоя — Отличные предложения по паяльнику с присоской для припоя от global паяльник с присоской для припоя продавцы
Отличная новость !!! Вы попали в нужное место для паяльника с припоем.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший паяльник с присоской для припоя в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой паяльник с припоем на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в паяльнике с присосой для припоя и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести solder sucker по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как паять гитарные компоненты
Умение паять может оказаться полезным навыком, если вы играете на гитаре. Исправляете ли вы незакрепленное входное гнездо, ремонтируете или собираете собственные инструментальные кабели, делаете свои собственные модификации гитары / педали, чтобы построить свои собственные педали.Этот навык, однажды усвоенный, может не только сэкономить время и деньги, но и спасти вам задницу прямо перед выступлением.
В этом руководстве я надеюсь научить вас советам и методам, которые помогут вам комфортно работать с паяльником. Итак, приступим.
Что такое пайка?
Пайка («пайка») — это процесс соединения двух металлических частей вместе с использованием присадочного металла, называемого припоем; при нагревании припой он плавится и переходит в жидкое состояние.Этот расплавленный припой остывает и образует проводящую связь между двумя элементами, которые вы только что соединили.
Какие инструменты мне нужны для начала пайки
- Защитные очки
- Паяльник
- Припой
- Флюс
Дополнительные паяльные инструменты
Они не требуются, но их очень удобно иметь при включенном утюге.
- Инструмент для снятия припоя
- Оплетка для демонтажа
- Станция «Руки помощи»
- Инструмент для зачистки проводов
- Термоусадочные трубки
- Кровоостанавливающие
- Плоскогубцы для игл
- Мультиметр
- Маленький вентилятор или вентиляционная система
Как выбрать лучший паяльник для вашей ситуации
При поиске паяльника следует учитывать три наиболее важных фактора: температура, мощность и жало паяльника.
Мощность
Мощность можно описать как количество тепла, которое может выделять ваш утюг.
Чаще всего используются паяльники мощностью от 20 до 60 Вт. Это не означает, что паяльники с более высокой мощностью могут нагреть припой больше, это просто означает, что паяльник может использовать большую мощность.
Какая мощность мне нужна
- Паяльник мощностью 5–25 Вт лучше всего подходит для печатных плат, микрокомпонентов и тонких проводов.
- Паяльник мощностью 25-40 Вт подходит для универсальной пайки гитарных компонентов, таких как регуляторы громкости, входные разъемы и кабели
- Паяльник мощностью 40 Вт и выше подходит для большего количества аудиокабелей и более крупных компонентов.
Для наших целей мы будем простыми. Паяльник мощностью от 25 до 40 Вт более чем достаточен для большинства основных ремонтов гитары / педали.
Контроль температуры
Если вы планируете модификацию педалей или любые работы с печатными платами, я бы порекомендовал присмотреться к утюгу с возможностью контроля температуры.
Когда вы начинаете пайку, тепло передается от жала к припою, и температура вашего паяльника понижается.Контроль температуры регулирует это падение и температуру, а также увеличивает нагрев для вас, позволяя поддерживать постоянную температуру. Думайте об этом как о педали компрессора, поскольку она замечает падение громкости, она нормализуется.
Если вам нужен постоянный нагрев, то идеальным решением будет паяльник с более высокой мощностью и температурой, характерной для большинства паяльных станций.
Паяльники бывают трех основных типов.
Паяльные пистолеты
Первый вид паяльника — это паяльник.Они на самом деле имеют форму пистолета и позволяют прикреплять несколько различных типов паяльных жалах для обычных работ. Их можно использовать в крайнем случае для большинства проектов, но я бы не советовал их для работы с мелкими деталями на печатных платах, потому что контроль нагрева далеко не идеален.
При использовании паяльного пистолета вы обнаружите, что у вас есть две настройки — горячая и очень горячая. Поэтому я не рекомендую паяльный пистолет для любых видов прецизионных работ на печатных платах, так как чрезмерные температуры могут повредить компоненты вокруг точки пайки.Когда вы впервые учитесь паять, часто совершаете ошибку, используя один из них и нанося ущерб. Единственное, для чего я бы использовал этот тип утюга, это, возможно, нагревание электролизера или пайка гитарного кабеля, и это все.
Фиксированная мощность — Паяльник
Паяльники
хорошо подходят для пайки компонентов гитары и для ремонта большинства педалей эффектов, с которыми вы столкнетесь, и по цене там, где их можно купить довольно дешево. Обратной стороной является то, что температурный диапазон практически невозможно контролировать.
Я настоятельно рекомендую спрятать один из них в задней части усилителя, гитарного футляра или концертной сумки, потому что никогда не знаешь, когда он может понадобиться. У меня было несколько ситуаций, когда один спасал мою задницу перед выступлением.
Сейчас из-за отсутствия контроля температуры это не лучший выбор для точной работы. Однако они все равно будут работать для ремонта печатной платы. Если вы собираетесь работать с деликатными деталями, такими как микросхемы, малосигнальные транзисторы, пленочные конденсаторы. вы можете начать с чего-то большего в диапазоне от 15 до 25 Вт.
Карандаш для пайки, который я бы порекомендовал для базового ремонта гитары, — это паяльник Weller SP40NUS Medium Duty LED (щелкните, чтобы увидеть на Amazon). Их можно получить на Amazon обычно менее чем за $ 20
.Паяльная станция для электроники
Последний тип паяльника — паяльная станция для электроники. Если вы планируете работать с большим количеством электрического оборудования, этот тип установки будет идеальным.
Раньше эти вещи были довольно дорогими, но теперь, благодаря нашим восточным соседям, вы можете получить их по приемлемой цене.
Обычно они поставляются с несколькими маленькими насадками от 1/4 дюйма до тонкой вершины.
Наконечник в виде зубила шириной около 1/8 дюйма или меньше, который обычно используется для электронного оборудования, например, для пайки микросхем на печатную плату.
Я настоятельно рекомендую (и использую лично) аналоговую паяльную станцию Weller WES51. Он безопасен от электростатического разряда, имеет переменную температуру и различные насадки.
Что такое припой
Припой — это сплав с низкой температурой плавления, который легко течет при нагревании до жидкого состояния.Когда он охлаждается и затвердевает, он плавится с поверхностью металла на молекулярном уровне, обеспечивая хорошую электропроводность между двумя металлическими поверхностями.
Какой припой использовать
На самом деле паять довольно просто, если вы освоитесь. Одна из вещей, которые упростят этот процесс, — это использование правильных инструментов и знание того, какие инструменты работают в каждой ситуации.
Флюсовые сердечники
Есть два распространенных типа флюсовых сердечников: кислотные и канифольные.Припой с кислотным сердечником предназначен для сантехники, и НЕ СЛЕДУЕТ использовать в электронике. Если вы ищете припой для гитарных компонентов, то вам наверняка стоит подобрать что-нибудь с канифольным сердечником.
Существует три основных типа припоя
Припой на свинцовой основе
Припой на основе канифоли состоит из металлической трубки, которая окружает тонкую сердцевину канифоли (соснового сока). Припой — это сплав, обычно состоящий из 60 процентов олова и 40 процентов свинца.
Наконечник:
Используйте припой на основе канифоли с содержанием свинца для гитар и других работ по электронике.С ним легче работать, для него требуются более низкие температуры, и у вас будет меньше проблем с качеством паяных соединений. Единственная причина использовать бессвинцовый припой — это то, что это запрещено в вашей юрисдикции (например, в Европе), где это запрещено для практических целей.
Припой бессвинцовый
Бессвинцовый припой действует так же, как свинцовый припой, но более экологически безопасен. Обратной стороной является то, что бессвинцовый припой, похоже, тоже не работает.
- Сплавы, не содержащие свинца, также немного быстрее разъедают наконечник, в результате чего вам нужно будет чистить наконечник чаще (оксид образуется на припое на наконечнике намного быстрее).
- Флюс в бессвинцовом припое намного активнее канифольного флюса в свинцовом припое. Кроме того, при пайке бессвинцовым припоем необходимо использовать много добавленного флюса.
Серебряный припой
В наших целях серебряным припоем мы не будем заниматься. Серебряный припой предназначен для соединения таких металлов, как медные трубки и листы. Серебряный припой — это припой с кислотным сердечником, что означает, что его не следует использовать на проводах, потому что со временем пластиковая изоляция разъедается, обнажая провод и вызывая короткое замыкание.
Наконечник:
Если у вас есть припой без маркировки, и вы не уверены, свинец это или бессвинцовый припой; вот как можно было сказать.
Нагрейте утюг и растопите каплю припоя на плоской поверхности, когда он остынет, свинцовый припой будет иметь блестящую зеркальную поверхность, а бессвинцовый припой будет иметь зернистый матовый вид.
Нужно ли при пайке использовать флюс?
Когда вы нагреваете металлы или даже паяльник, как нагревается незащищенная металлическая поверхность; оксиды начинают образовывать и покрывать медь, затрудняя пайку, и это может даже привести к плохому соединению
Я использую этот флюс для канифольной пасты, который не является кислотным и действует некоторое время.Если вы не используете флюс, поверьте мне, попробуйте! Это недорого, упрощает пайку и делает паяльные работы намного лучше
Как работает пайка
При нагревании припоя металл и канифоль плавятся. Затем припой и канифоль попадают на электрическое соединение. Канифоль помогает припою растекаться по металлу и сцепляться с ним. Припой остывает через несколько секунд, образуя прочное проводящее соединение.
Безопасные наконечники для пайки
Хорошая старая стоковая фотография… Как и при любой работе, вам необходимо принимать необходимые меры предосторожности, чтобы обеспечить безопасность себя и других.Важно осознавать тот факт, что вы можете серьезно пораниться, если не обращаете внимания на то, что делаете.
Вот несколько советов по безопасности, о которых следует помнить при пайке.
- Не надо и повторюсь еще раз НЕ бери паяльник за элемент. Единственное, что не жарко, — это ручка. Он сожжет & $ @! Из тебя. Если только вы не занимаетесь чем-то вроде Oceans Eleven и не особо заботитесь о кончиках пальцев.
- Когда вы не паяете , держите утюг в держателе .Будьте осторожны при пайке, чтобы не соприкасаться с шнуром питания утюга, некоторые паяльники имеют шнуры питания из ПВХ, которые легко плавятся и создают риск поражения электрическим током при прикосновении.
- Обязательно обращайте внимание на место пайки и не припаивайте рядом с легковоспламеняющимися материалами.
- При пайке надевайте защитные очки. Иногда припой может разбрызгиваться, и последнее место, где вы хотите, чтобы расплавленный сплав был на вашем глазном яблоке.
- Поскольку некоторые канифоли испаряются, настоятельно рекомендуется паять в хорошо вентилируемом помещении.
- Когда закончите, отключите утюг от сети.
- Всегда, но особенно когда вы закончили работать с традиционным оловянно-свинцовым припоем, тщательно мойте руки, чтобы удалить следы свинца.
Практика Практика Практика
Итак, мы были заряжены и готовы к работе, у нас есть инструменты, мы знаем, чего не следует делать, поехали! Что ж, если вы только начинаете, вы быстро обнаружите, что не можете просто взять утюг, прочитать пару сообщений в блоге и мгновенно стать профессионалом. Пайка — это ремесло , и, как и любое другое ремесло, вам нужно время, чтобы его усовершенствовать.
Я бы порекомендовал отправиться в подвал, на чердак, на свалку доброй воли, найти там какую-то ненужную электронику, разобрать ее и начать практиковаться. Поработайте над распайкой компонентов, поэкспериментируйте с различными техниками, пока не добьетесь естественного результата. Поэтому, когда приходит время заняться тем, во что вы действительно инвестировали, вы можете убедиться, что работа выполнена правильно.
Теперь, когда у нас есть все основы, давайте поговорим о том, как на самом деле что-то паять.
Как паять печатные платы
Существует два разных типа пайки: поверхностный монтаж и сквозной монтаж.Соединения для поверхностного монтажа выполняются путем нагрева компонентов с предварительно нанесенным припоем в печи, так что он плавится и соединяется с поверхностью платы.
В этом посте мы рассмотрим пайку сквозных отверстий, которая выполняется на платах с печатными схемами с обеих сторон. И только основные компоненты, такие как резисторы и колпачки. Пайка микросхем — еще одна статья.
Пайка через отверстие — это когда компоненты проталкиваются через отверстие в печатной плате и припаиваются с другой стороны.Припой протекает через отверстие, обеспечивая наилучший контакт.
Шаг 1. Подготовка компонентов и поверхностей
- Очистите любую грязь, окисление и масляные отпечатки пальцев, чтобы предотвратить смачивание припоя на контактной площадке. Вы можете протереть его небольшим количеством изопропилового спирта.
- Возьмите компонент и согните ножки плоскогубцами так, чтобы каждая ножка находилась под прямым углом.
- Протолкните ножки через отверстия в доске в соответствующем месте и протолкните ее до упора.
- Затем переверните плату и слегка согните ножки, чтобы зафиксировать компонент на месте. Убедитесь, что ваши компоненты лежат ровно на стороне без следов.
Примечание: пара помощников для пайки действительно упрощает этот процесс, так как вы можете держать печатную плату и компоненты в неподвижном состоянии во время пайки.
[amazon_link asins = ’B06Y4393VM’ template = ’ProductCarousel’ store = ’pedalboardplanet-20 ′ marketplace =’ US ’link_id =’ eca3d845-391f-11e8-87da-61ea619694f9 ′]Какой совет мне использовать?
КОНУСНАЯ НАКОНЕЧНИК
Конические наконечники обычно используются для работы с прецизионной электроникой, хотя они также часто используются для общей пайки.Заостренный наконечник помогает передавать тепло небольшим участкам, например к крошечным компонентам для поверхностного монтажа.
Шаг 2. Подготовьте утюг
- Когда утюг нагрелся до температуры, очистите кончик утюга влажной губкой на держателе утюга, чтобы удалить излишки припоя и остатки флюса, которые могут там остаться. Наконечник должен выглядеть чистым, без остатка припоя.
- Добавьте свежий припой на кончик утюга и протрите его. Это называется «лужение» утюга .Когда вы впервые приобретете паяльник или замените жало, вам нужно будет повторить этот процесс несколько раз в течение первых нескольких минут его срока службы, так как это продлит срок службы паяльного жала и поможет лучше проводить тепло.
Шаг 3 — Нанесите тепло и припой
- Нагрейте контактную площадку примерно на секунду, прежде чем поместить припой в контакт с контактной площадкой.
- Поместите припой на компонент и контактную площадку, припой должен начать плавиться и стечь на контактную площадку.
- Когда припой начнет плавиться, подайте его примерно на секунду,
- Накройте подушку и окружите провод, но не наносите так много, чтобы он не попал в близлежащие области.
- Уберите припой, но оставьте утюг на контактной площадке еще на одну секунду, чтобы все стекало и осело.
- Удалите утюг с подушки
Советы
- Перед тем, как вы сделаете следующее соединение, важно удалить излишки припоя, оставшиеся на кончике утюга.Это связано с тем, что любой флюс в припое будет испаряться до тех пор, пока его не останется, и если вы попытаетесь выполнить соединение припоем без какого-либо флюса, вы рискуете получить плохое соединение. Когда вы перевернете плату, вы увидите, что припой вытек через отверстие под действием капилляров, что гарантирует хороший контакт.
- Обрежьте выводы чуть выше припоя, используя кусачки. Обрезая провода, следите за тем, чтобы обрезанный конец был зажат, чтобы он не отлетел. Это можно сделать, приложив палец к концу при обрезке.
Инспекция
Идеальный припой должен выглядеть как конус со слегка вогнутыми сторонами, показывая, что припой протек через отверстие. Вы можете видеть, что все припои здесь выглядят нормально. Плохие стыки заметно отличаются от вогнутых конусов хороших стыков. Если ваш сустав выглядит как любой из них, было бы разумно переделать его. Плохие соединения могут привести к прерывистым соединениям или их отсутствию.
Как припаять емкости для измерения объема (потенциометр)
Шаг 1. Подготовка компонентов и поверхностей
- Удалите грязь, окислы и жирные отпечатки пальцев.Если это использованный горшок, снимите припой и очистите компонент от припоя.
- Слегка отшлифуйте заднюю часть потенциометра наждачной бумагой с зернистостью 100. Это поможет припою лучше держаться на поверхности.
- Добавьте немного флюса для канифольной пасты на заднюю часть кастрюли.
НАКОНЕЧНИК ДОЛОТА
Широкий наконечник долота помогает равномерно отводить тепло к выводам компонентов и контактным площадкам. Этот наконечник отлично подходит для пайки проводов, компонентов со сквозными отверстиями, больших компонентов для поверхностного монтажа, а также для демонтажа.
Шаг 2. Подготовьте утюг
- Когда утюг нагрелся до температуры, очистите кончик утюга влажной губкой на держателе утюга, чтобы удалить излишки припоя и остатки флюса, которые могут там остаться. Наконечник должен выглядеть чистым, без остатка припоя.
- Добавьте свежий припой на кончик утюга и протрите его. Это называется «лужением» утюга. Когда вы впервые приобретете паяльник или замените жало, вам нужно будет повторить этот процесс несколько раз в течение первых нескольких минут его срока службы, так как это продлит срок службы паяльного жала и поможет лучше проводить тепло.
Шаг 3 — Нанесите тепло и припой
- Перед тем, как нанести припой, нагрейте горшок примерно на секунду.
- Поместите припой на компонент и площадку, припой должен начать плавиться и стечь на заднюю часть ванны.
- Когда припой начнет плавиться, подайте его примерно на секунду и осторожно переместите утюг,
- Уберите припой, но оставьте утюг на контактной площадке еще на одну секунду, чтобы все стекало и осело.
- Вынуть утюг из кастрюли
Жала для пайки Volume Pot
Припой не прилипает к задней части объемного горшка
Обязательно выполните шаг 1. Черновая обработка поверхности и добавление флюса существенно улучшат качество вашего паяного соединения.
Какую температуру следует использовать для пайки объемного горшка?
Если у вас есть паяльник с регулируемой температурой , установите температуру паяльника 680F / 360C для припоя из олова / свинца и 750F / 400C для бессвинцовых сплавов.
Жала общего назначения
Теперь, когда у вас есть информация, чтобы начать экспериментировать, вот несколько советов не только о том, как паять гитарные компоненты, но и о лучших практиках пайки в целом, которым вы можете следовать по ходу дела.
- Перед тем, как приступить к работе с компонентами, настоятельно рекомендуется надеть заземляющий браслет, чтобы предотвратить электростатическое повреждение компонентов.
- Не дуйте на припой, чтобы он быстрее затвердел. Это может привести к появлению воздушных карманов внутри соединения, которые со временем могут разъесть или ослабить его — «холодное паяное соединение».”
Нравится? Дайте долю
Нравится:
Нравится Загрузка …
Статьи по теме
Краткое руководство по пайке латуни
Наконец-то мне удалось обновить свое руководство по пайке в разделе Methods , и теперь я добавил фотографии. Некоторые из них взяты из моей книги Изготовление моделей: материалы и методы из 2008 года и были взяты Астрид Бэрндал.В этом руководстве основное внимание уделяется пайке небольших конструкций, а не более распространенной электрической пайке, которой посвящена почти вся информация, которую вы найдете по этой теме. Как вы увидите, «конструкционная» пайка включает некоторые различия в методах; материалы разные, и зачастую требуются более сильные инструменты. На данный момент я ограничился этим руководством простой пайкой «на плоской поверхности», а за ним последуют более сложные методы сборки 3D-конструкций.
Для чего нужна пайка?
Для форм, которые слишком тонкие, чтобы их можно было изготовить в нужном масштабе из других материалов, таких как картон, дерево или пластик.. например, металлические каркасы кроватей или перила. Иногда для гибкой металлической арматуры … например. для фигур или деревьев … с учетом осторожного изменения положения. Пайка не дает такой прочной связи, как сварка, и соединения не могут подвергаться большим нагрузкам, но нет причин, по которым правильно спаянные предметы не должны служить долго при уходе.
Большая часть моей преподавательской работы сосредоточена на создании моделей в масштабе 1:25. Таким образом, круглый латунный стержень 0,8 мм — это удобная толщина для изображения тонких перил или специальных предметов, таких как латунный каркас кровати, показанный ниже.Этот каркас кровати в основном 0,8 мм, но с 1 мм по углам. Большинство паяльников мощностью 40 Вт, которые я пробовал, имели достаточно тепла для работы с более толстыми стержнями… до 2 мм, что составляет размер стандартных строительных лесов в масштабе 1:25.
Какие металлы можно паять?
Одна из причин, по которой я сейчас обновляю информацию о пайке, заключается в том, что я обнаружил некоторые новые вещи, которые ставят под сомнение то, что мне всегда говорили … что латунь — единственный простой вариант или, по крайней мере, самый надежный один.Я все же согласен с тем, что латунь может быть самой прочной и наименее сложной … за ней следует медь, если она тонкая. Они также являются двумя наиболее доступными в магазинах для рукоделия или хобби в форме проволоки, прутка или тонких листов. Но я обнаружил, что «золотые» скрепки так же просты, и я всегда предполагал, что это произошло из-за латунного покрытия … теперь я не уверен, что это причина. Например, я недавно попробовал серебряные скрепки с такими же результатами! В данный момент я изучаю другие возможности и обновлю информацию здесь, как только буду в этом уверен.Я также обнаружил, что «сварная проволочная сетка», широко доступная в настоящее время, очень хорошо подходит для пайки… хотя я знаю, что пробовал ее много лет назад, но без особого успеха! Эта обычная сетка представляет собой оцинкованную сталь , , то есть сталь с цинковым покрытием. Судя по всему, скрепки тоже, как правило, из оцинкованной стали, так что связь здесь может быть.
На данный момент простой ответ заключается в том, что латунь гарантированно работает хорошо, она доступна и относительно дешево. Другие металлы, такие как алюминий или обычная сталь, можно паять, но для этого потребуется специальный припой и флюс, а также может потребоваться более прочное оборудование.Но если вы действительно хотите знать, что еще возможно, просто попробуйте … и дайте мне знать, что вы узнаете!
Как работает пайка
Металлические детали, которые необходимо соединить, нагреваются кончиком утюга, чтобы они были достаточно горячими, чтобы расплавить нанесенный на них припой из мягкого металла. Для прочного соединения важно, чтобы сам металл плавил припой таким образом, а не расплавлял припой на металлический наконечник и переносился на соединение, потому что это обеспечит очень слабое соединение.Можно было бы думать об этом как о форме «термоклея», но с использованием легкоплавкого металла вместо клеевых стержней и где сам материал должен расплавить клей.
На фото выше я расположил кончик паяльника так, чтобы он касался обеих частей латунного стержня и как можно ближе к стыку. Как только эта область достаточно нагреется, нужно просто коснуться конца припоя, и небольшая его часть должна мгновенно расплавиться. Утюг следует держать на месте ровно настолько, чтобы теперь жидкий припой правильно пропитал соединение.. то есть не только покрывая верх, но и переходя на другую сторону.
Если вы знакомы с «конструкционной» пайкой, вы можете спросить, почему в приведенной выше схеме не хватает чего-то важного … нет никаких признаков применения флюса к стыку. Это была чисто демонстрационная установка, и железа даже не было … Я хотел, чтобы стыки и положение жала паяльника были видны как можно более четко. Я объясню важность потока немного дальше.
Что для этого нужно?
См. В конце раздела рекомендации по конкретным производителям, поставщикам и ценообразование для следующего списка:
Паяльник мощностью не менее 30Вт.. На 40 Вт лучше! .. предпочтительно с плоским «долотом» наконечником, известным как бит . Это означает, что можно нажимать для максимального контакта с металлическими поверхностями. Однако большинство доступных паяльников поставляются с круглыми «карандашными» битами. Как видно на некоторых старых фотографиях, стандартная насадка для карандашей будет работать, если у утюга достаточно мощности для выработки тепла, но с годами я обнаружил, что плоская насадка может помочь намного больше, особенно когда пайка более толстых стержней! Вы также обнаружите, что большинство предлагаемых паяльников слишком непрочны, чтобы обрабатывать металл любой толщины, превышающей малую долю миллиметра.. потому что большинство из них предназначены для пайки тонких соединений цепей. Они не должны быть сильными … обычно их мощность составляет 18-25 Вт. Более высокая мощность, например 40 Вт, не обязательно означает, что утюг будет нагреваться до более высоких температур … просто у него будет больше прочности, чтобы выдерживать необходимое тепло дольше. Это важно, так как более толстые куски металла очень быстро отводят тепло.
Все это делает поиск подходящего паяльника и ценовых опций еще более сложным.. но, к сожалению, есть на что обратить внимание. Посмотрите на три утюга в сравнении ниже:
Наверху моя старая модель Draper K40P .. 40W / 240V .., которая поставлялась с долотом и уже много лет работает очень надежно. Обратите внимание на головку винта на конце вала, что означает, что паяльную насадку можно легко удлинить или снять, просто ослабив ее. Бита, поставляемая с Draper, примерно в два раза длиннее, чем то, что вы видите торчащим, а это означает, что есть много возможностей для расширения по мере износа.Под ним находится паяльная станция Parkside, недорогое предложение от Lidl пару лет назад и необычная мощность 48 Вт! Этот утюг работает достаточно хорошо с точки зрения теплоотдачи, а встроенная подставка делает его удобным в использовании … но … паяльная насадка типа «вкручиваемая» и очень короткая … такая короткая, что невозможно прижать насадку. по металлу, чтобы вал не мешал. К сожалению, довольно небрежный дизайн … что делает его бесполезным, если вам нужен контроль! Третий показанный утюг — 40 Вт / 220 В от Silverline, который производит довольно недорогие, но зачастую надежные инструменты.К нему прилагается «карандашная» насадка, которую не стоит иметь .. но теплоотдача хорошая, вал тонкий, а прилагаемую насадку можно удлинить (стопорный винт на этой фотографии не виден) для большего контроль. До сих пор это работало достаточно хорошо во время наших семинаров по пайке.
Тип, приведенный ниже, также может быть хорошим вариантом .. хотя угловые биты не очень распространены. Я нашел этот утюг «без торговой марки» в магазине £, и он очень хорошо работал в течение ряда лет.Возможно, само собой разумеется, что… нужно быть особенно осторожным при использовании дешевых, небрендовых электротоваров! На самом деле, если вы не знаете, как проверить электрическую безопасность, или знаете кого-то, кто может, безопаснее оставить его в покое!
Подводя итог … приобретите утюг 40 Вт известной марки с относительно тонким стержнем, долотом и / или возможностью легкой замены с помощью простого винтового фиксирующего механизма, и вы не ошибетесь! Если возможно, проверьте, достаточно ли длина предоставленной насадки, чтобы ее можно было при необходимости удлинить.
Подставка (иногда входит в комплект поставки утюга) необходима как для удержания горячей точки от рабочей поверхности, когда она не используется, так и для фиксации инструмента в одном положении на столе. К сожалению, часто поставляемые хрупкие «стойки» из листового металла никогда не справляются с последними! Похоже, было довольно универсальное соглашение о том, что все паяльники должны иметь чуть более 1,3 метра довольно жесткого шнура. Этого недостаточно, чтобы позволить паяльнику оставаться на рабочем столе, не дергая за шнур, если только у вас нет удобной розетки «кухонного стиля» на высоте рабочей поверхности.Короче говоря … железо будет много двигаться, независимо от осознания или контроля человека, что вызывает беспокойство, учитывая, что оно может причинить много боли! Ниже показано дешевое решение: прикрепить к столу любую имеющуюся у вас «подставку». Здесь я импровизировал совершенно адекватную подставку из сварной проволочной сетки.
Или более элегантное решение — покупка отдельной подставки. Этот ниже от Antex и стоит около 6 фунтов стерлингов … Подробнее о ценах позже. Эти подставки утяжелены и обычно имеют прикрепленную губку, которую необходимо смочить, если она используется для протирки утюга во время работы.
Припой Проволока из мягкого металлического сплава, плавящаяся при контакте с теплом с образованием «клея», обеспечивающего соединение. До недавнего времени стандартным типом сплава было 60% олова — 40% свинца, но сейчас доступно множество бессвинцовых сплавов. Также распространены припои «многожильные» со встроенным флюсом. Но я должен честно сказать, что на протяжении многих лет я добивался стабильно лучших результатов, используя старомодный припой олово / свинец и отдельный флюс.
Флюс Жидкость или паста, которая наносится на стык непосредственно перед пайкой и которая помогает припою правильно сплавиться с металлом, предотвращая окисление поверхности металла.Флюс испаряется, как только металл нагревается.
Стальная вата или мелкая наждачная бумага / ткань для очистки металла перед пайкой. Будет легче протереть стержни тонкой стальной ватой, но наждачная бумага или «влажная / сухая» бумага также подойдут.
Влажная губка, стальная вата или металлические напильники для очистки паяльной насадки во время работы. Это нужно делать, когда утюг нагревается, но недостаточно просто сделать это один раз в начале сеанса. Горячий кусок утюга снова почернеет в течение минуты, поэтому для предотвращения накопления этого окисления чистку необходимо повторять, по крайней мере, каждый раз, когда снова поднимают утюг.Это не имеет отношения к чистоте! … толстый слой окисления предотвратит передачу большей части тепла от сверла к латуни.
Пенокартон Kapa-line или плотный картон для крепления шаблона чертежа
Предостережение : Рекомендуется использовать пенопласт Kapa-line (полиуретан), поскольку он является идеальным изолятором (не отводит тепло от металла), а пенополиуритан в некоторой степени сопротивляется нагреванию. Стандартный пенопласт (пенополистирол) не подходит .. он слишком легко плавится! При правильной пайке бумажное покрытие пенопласта Kapa-line обугливается, но опасность возгорания или возгорания пены незначительна.Однако всегда необходимо соблюдать надлежащую осторожность! За почти 10 лет проведения семинаров мы не испытали ничего, кроме рутинного обжигания бумаги … но это отчасти потому, что мы и люди, принимающие участие, всегда были бдительны! Запрещается оставлять паяльники включенными, если они не используются в течение длительного времени, и их следует хранить вдали от легковоспламеняющихся материалов.
Распылительная установка для крепления нарисованного шаблона на пенопласт. Обычно я использую постоянную версию PhotoMount от 3M.
Малярная лента для фиксации вырезанного металла на шаблоне.Лента обычно выдерживает нагревание в достаточной степени, чтобы закрепить детали во время пайки, но клей размягчается, и в случаях, когда требуется дополнительное время или переделанные участки, эти крепления могут ослабнуть и, возможно, потребуется их замена. Понятно, что скотч — не вариант, потому что он тает!
Скальпель (подходит для проточки тонкой латуни) или ножовка для более толстых стержней. У меня есть несколько старых лезвий скальпеля для этого, и я обнаружил, что латуни диаметром до 2 мм отрезать / ломать довольно легко.
Также плоскогубцы, кусачки для проволоки и металлические напильники.. по мере необходимости.
Рабочее место с хорошей вентиляцией! Это важно, если вы используете традиционный припой олово / свинец. Кроме того, флюс выгорает в процессе, и пары могут быть вредными, если они скапливаются или остаются.
Моющее средство для тщательной очистки после работы. Компонент флюса вызывает коррозию, и, если его оставить, он продолжит разъедать металл.
Пошаговая инструкция
Нарисуйте форму для пайки на бумаге (я рекомендую сначала нарисовать 1:10, а затем уменьшить 40% на 1:25 при работе в таком маленьком масштабе).Скопируйте его и нанесите на пенопласт или плоскую карту. Это будет шаблон для пайки. Я разработал тот, который ниже, так, чтобы я мог использовать изогнутые части скрепок.
Тщательно очистите металл стальной мочалкой перед отрезанием небольших отрезков, даже если стержень новый. На латунный стержень наносят покрытие, чтобы предотвратить его слишком быстрое потускнение, и это будет мешать адгезии припоя, если его оставить. Протирание тонкой стальной мочалкой — наиболее удобный метод, хотя подойдет и мокрый / сухой метод или наждачная бумага.
Отрежьте металлические части по размеру и используйте тонкие полоски малярной ленты, чтобы закрепить их на шаблоне. Края металла должны плотно прилегать друг к другу, чтобы тепло передавалось. К счастью, тонкий латунный стержень на удивление легко разрезать скальпелем … просто осторожно перекатывая лезвие по нему, чтобы сделать тонкую канавку, а затем щелкнуть! С помощью этого метода можно очень точно определить место разреза. Небольшой металлический напильник, такой как показанный ниже, будет полезен для точной регулировки длины, если это необходимо.
Обычно, и особенно в случае перил, требуется большое количество деталей, которые должны быть точно одинаковой длины, потому что чаще всего они должны помещаться между двумя горизонтальными линиями. Лучший способ добиться этого — сделать «приспособление для резки» … L-образный кусок карты или пластика, который служит направляющей для лезвия скальпеля, как показано ниже.
Включите утюг и дайте ему нагреться в течение нескольких минут. Убедитесь, что утюг (наконечник, который нагревается) чистый.В противном случае протрите влажной губкой или металлической мочалкой или используйте металлический напильник. Некоторые производители моделей рекомендуют «залудить» железо на этом этапе (окунув самый конец бита во флюс, а затем нанеся на него немного припоя). Это может способствовать передаче тепла к металлу, если возникнут проблемы, но в этом нет необходимости.
Я использую небольшую старую кисть, чтобы нанести немного флюса (пасты или жидкости) на шов. Я предпочитаю делать это по одному стыку за раз, потому что, если в непосредственной близости будет еще больше флюса, флюс на них испарится при нагревании первого стыка.Это может не иметь значения … это просто вошло в привычку.
После нанесения флюса коснитесь насадки паяльника как можно ближе к стыку, стараясь коснуться обеих (или хотя бы более одной) металлических частей. Подержите там несколько секунд … Хороший начальный признак — если флюс сразу начнет дымиться, что означает, что латунь достаточно нагревается. Если ничего не происходит, попробуйте отрегулировать угол утюга для лучшего контакта, но не убирайте утюг! Другой рукой аккуратно коснитесь припоя к стыку.Немного припоя должно быстро расплавиться и, надеюсь, попасть в стык. Используйте как можно меньше … хотя это потребует некоторой практики! Может потребоваться некоторое терпение, чтобы безжалостно удерживать утюг на месте или точно настроить угол, пока припой не решит расплавиться. На самом деле очень сложно точно описать, что в каждом случае приводит к «успешной» пайке. Это нужно попробовать, и если что-то работает, выглядит правильно и кажется сильным … вы создадите «чувство» того, что вы сделали, чтобы достичь этого, после некоторых проб и ошибок и большого количества повторений!
Когда все стыки выполнены, работа может быть удалена с шаблона практически сразу.. такие мелкие детали очень быстро остынут. Затем изделие следует тщательно очистить (теплой проточной водой, зубной щеткой и моющим средством … или сухим методом с использованием металлической ваты), чтобы удалить оставшийся флюс. Если оставить это, он будет продолжать разъедать металл.
Я был вполне доволен этим результатом … Мне удалось сохранить ровные части латунного стержня при их пайке. Однако мне пришлось немного поработать над этой частью, кроме тщательной очистки металлической ватой.Часто бывает очень сложно сделать припой настолько минимальным, насколько хотелось бы, а некоторые соединения выглядели слишком «вздутыми». Припой настолько мягкий, что его можно сбрить кончиком лезвия скальпеля, или можно использовать надфили , подобные приведенному выше, чтобы удалить излишки. «Наборы» для пайки часто включают демонтажный насос , который похож на подпружиненный шприц. Идея заключается в том, что излишки припоя можно быстро удалить, пока он еще жидкий. Я еще не пробовал один из них сам..в основном потому, что на этом этапе я не хочу рисковать, чтобы латунные детали были выровнены!
Почему работать с латунью проще всего?
Латунь — это сплав … в данном случае смесь меди и цинка. Цинк придает латуни более жесткую поверхность и большую жесткость, чем медь, но также делает ее менее податливой и более хрупкой. Латунный стержень достаточно прочен, чтобы хорошо сохранять свою форму и прямолинейность, но достаточно мягкий, чтобы его можно было легко разрезать ручными инструментами. По этим причинам это один из наиболее доступных металлов в большом количестве мелкозернистых форм.Медь более мягкая и с ней легче работать, но стержни толщиной около 1 мм будут слишком легко деформироваться и будут иметь гораздо меньшую жесткость конструкции. Кроме того, медь является отличным проводником, а это значит, что стандартным паяльникам будет сложно справиться с постоянными потерями тепла из области соединения.
Выше крупным планом показаны три распространенных типа суставов. .. пятно, колени и стык ..! Под ними находятся два небольших кусочка очень тонкого листа латуни толщиной 0,1 мм .., которые прикреплены пятнами плавления припоя.Справа находится простая форма, которую я проиллюстрировал до сих пор, где две прямые части просто «стыкуются» друг с другом. Внизу слева изображена самая прочная форма соединения, при которой небольшая длина одной детали пересекает или «перекрывает» другую.
Устранение неисправностей
Если припой не плавится свободно при контакте с нагретым соединением или стекает мелкими шариками, это может означать, что: .. это может быть припой неправильного типа; стык не флюсованный или его недостаточно; утюг может быть недостаточно горячим или достаточно прочным для работы; сверло может нуждаться в очистке; форма наконечника не обеспечивает достаточного контакта или недостаточно близкого к обоим кускам металла…
Если ничего не помогает, помогите тепловому потоку, либо «залуживая» утюг, как некоторые рекомендуют, либо касаясь наконечником утюга практически поверх стыка, расплавляя припой прямо на наконечнике, чтобы упасть на стык.
Альтернативный метод
Как я уже сказал, может быть очень трудно удерживать кусочки латуни именно там, где они должны быть, потому что малярная лента немного ослабляется при нагревании металла. Если припой плавится и быстро заполняет стык, это не проблема, но по различным перечисленным причинам это часто занимает больше времени. На фотографии ниже показан метод, которым я гораздо больше доволен и который дает гораздо более привлекательные результаты … но на него стоит потратить дополнительное время только в том случае, если настройка будет использоваться более одного раза.
Для этого приспособления для пайки я использовал твердый «серый картон», переработанный картон той же толщины, что и стержень диаметром 1 мм, выбранный для формы лестницы. Я вырезал и приклеил его полный шаблон на другую картонную основу, чтобы отдельные латунные детали плотно легли в эти прорези. Я использовал эту приманку уже 4 раза и не понимаю, почему она не должна длиться дольше.
Избранные поставщики и цены
Латунный стержень всегда прямой длины, никогда не в рулоне.Дешевле на длину 1 м, чем на 300 мм. например Цены на 4D для длины 1 м (апрель 2015 г.) 0,8 мм 0,79 фунтов стерлингов, 1 мм 0,98 фунтов стерлингов, 2 мм 1,25 фунтов стерлингов
Альтернативный источник — расходные материалы для моделей EMA .. для длины 91 см 0,8 мм 0,67 фунтов стерлингов, 1,6 мм 1,27 фунтов стерлингов .. но выбор толщины очень ограничен.
ПрипойSilverline 60:40 Олово / свинец (4D £ 1,80 за 20 г, доступно 4,00 £ за 100 г) работает очень хорошо! Точка плавления 183-190 ° С.
Флюс
Флюс типа «смазка», который я всегда использую при обучении, всегда работал хорошо, но он у меня был так долго, что первоначальный контейнер начал распадаться.. так что я больше не знаю бренд! Но я слышал, что это хорошая паста La-Co Regular Soldering Flux Paste, доступная от Screwfix по цене 5,39 фунтов стерлингов за 125 г .. для использования с медью, латунью, свинцом и цинком.
http://www.screwfix.com/p/la-co-lac-22195-flux-paste-with-brush-in-cap-125g/61072#product_additional_details_container
Другой признанной надежной пастой является флюкситовая паяльная паста, подходящая для меди и латуни … на самом деле для большинства металлов, кроме алюминия (хотя для других металлов требуются другие припои), и ее можно использовать как со свинцовыми припоями, так и без свинца.
http://www.fernox.com/products/traditional+plumbing+products/solder+and+fluxes/fluxite
На Amazon около 10 фунтов стерлингов за 100-граммовую банку и примерно столько же у Джусона. По какой-то причине у Maplin просто запасы банок по 450 г, которых хватит на несколько жизней!
Паяльник
SolderCraft 40W-230V (поставляется с долотом диаметром 5 мм, подставкой и руководством. 4D £ 20,99) Доступны отдельные биты за 3,80 £. Около 18 фунтов стерлингов на Amazon (с долотом).
От AllElectricRC http: // www.Allelectricrc.co.uk/ это будет стоить 13,59 фунтов стерлингов, но поставляется с насадкой для карандашей .. все же стоит заказать дополнительную насадку для долота (у AllElectric их нет)
Draper 71417 40W-230V на Amazon £ 15,95 (на рисунке показана долото, я надеюсь, что это так)
B&Q предлагает паяльник мощностью 40 Вт за 12,85 фунтов стерлингов, который выглядит почти идентично старой модели Draper, которая у меня есть выше, и имеет «долото», как показано на фотографиях продукта. Этого должно быть хорошо, если он был собран с достаточной осторожностью.
Настольная подставкаSilverline, 4D, стоит 3,65 фунтов стерлингов (Antex показан на фото около 6 фунтов стерлингов) 5 фунтов стерлингов от Maplin ..
См. Также
Дэвид Акку Изготовление моделей: материалы и методы Глава 4: Работа с металлами
C + L Finescale. — перейдите в «Центр знаний», чтобы получить краткие сведения о материалах и методах, включая таблицу с указанием того, какой припой и флюс использовать для различных металлов
http: //www.
