Как правильно выбрать паяльник для пайки проводов. Какие инструменты и материалы нужны для пайки. Как подготовить паяльник к работе. Пошаговая инструкция по лужению и пайке проводов. Какие ошибки нужно избегать при пайке. Как проверить качество паяного соединения.
Выбор паяльника и необходимых инструментов для пайки проводов
Для качественной пайки проводов необходимо правильно подобрать паяльник и подготовить все необходимые инструменты и материалы. Рассмотрим, на что стоит обратить внимание при выборе:
Мощность паяльника
Мощность паяльника следует подбирать в зависимости от предполагаемых работ:
- 40-60 Вт — для пайки электронных компонентов и тонких проводов
- 80-100 Вт — для проводов и деталей толщиной до 1 мм
- От 100 Вт — для толстых проводов и массивных деталей
Для домашнего использования оптимально иметь два паяльника: 40-60 Вт и около 100 Вт. Этого будет достаточно для большинства задач.
Форма жала паяльника
Жало паяльника может иметь разную форму:

- Конусообразное — для точечной пайки мелких деталей
- Плоское (в виде лопатки) — универсальный вариант
- Клиновидное — для пайки массивных деталей
Для большинства домашних работ подойдет плоское жало шириной 2-3 мм.
Необходимые инструменты и материалы
Помимо самого паяльника для пайки проводов понадобятся:
- Припой (например, ПОС-61)
- Флюс (канифоль, паяльная кислота)
- Пинцет
- Кусачки
- Зачистка для проводов
- Влажная губка для очистки жала
Также желательно иметь термоусадочные трубки для изоляции соединений.
Подготовка паяльника к работе
Перед началом пайки необходимо правильно подготовить паяльник:
- Включите паяльник в сеть и дайте ему полностью прогреться (3-5 минут).
- Очистите жало от оксидной пленки наждачной бумагой или напильником.
- Облудите жало, расплавив на нем немного припоя и равномерно распределив по поверхности.
- Протрите жало влажной губкой для удаления излишков припоя.
Правильно подготовленное жало должно иметь ровное серебристое покрытие без темных пятен.
Пошаговая инструкция по пайке проводов
Рассмотрим процесс пайки проводов на примере соединения двух одножильных проводов:
- Зачистите концы проводов от изоляции на длину 10-15 мм.
- Очистите оголенные участки от оксидной пленки наждачной бумагой до металлического блеска.
- Нанесите на зачищенные концы флюс (канифоль).
- Возьмите немного припоя на жало паяльника и нагрейте один из проводов, чтобы припой равномерно растекся по поверхности (процесс лужения).
- Повторите лужение для второго провода.
- Соедините залуженные концы проводов внахлест.
- Прогрейте место соединения паяльником и добавьте немного припоя для образования галтели.
- Дайте соединению остыть, не двигая провода.
После остывания проверьте качество пайки — соединение должно быть гладким и блестящим.
Особенности пайки разных типов проводов
При пайке различных видов проводов есть некоторые нюансы:
Многожильные провода
Перед лужением многожильные провода рекомендуется слегка раскрутить и распушить для лучшего проникновения припоя между жилами. После лужения жилы скручивают обратно.
Провода в термостойкой изоляции
Такую изоляцию сложно снять механически. Ее можно аккуратно прожечь паяльником по кругу и затем стянуть с провода.
Эмалированные провода
С эмалированных проводов (например, в обмотках трансформаторов) необходимо удалить слой эмали наждачной бумагой или прожиганием до появления металлического блеска.
Распространенные ошибки при пайке проводов
При пайке проводов начинающие мастера часто допускают следующие ошибки:
- Недостаточный прогрев соединяемых деталей, из-за чего припой плохо растекается
- Использование слишком большого количества припоя, образующего некрасивые наплывы
- Работа с загрязненным жалом паяльника
- Передвижение проводов до полного остывания припоя
- Недостаточная очистка проводов от оксидной пленки перед лужением
Избегая этих ошибок, можно значительно повысить качество паяных соединений.
Проверка качества паяного соединения
После остывания необходимо проверить качество выполненной пайки. Признаки хорошего соединения:
- Гладкая блестящая поверхность припоя без пор и трещин
- Равномерное распределение припоя с образованием галтели
- Отсутствие излишков припоя и наплывов
- Прочное механическое соединение (провода не разъединяются при легком подергивании)
Если визуально или механически обнаружены дефекты, пайку необходимо переделать.
Меры безопасности при пайке
При работе с паяльником необходимо соблюдать следующие меры безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать подставку для паяльника
- Не прикасаться к нагретым металлическим частям паяльника
- Не оставлять включенный паяльник без присмотра
- Мыть руки после работы с припоем и флюсом
Соблюдение этих простых правил поможет избежать ожогов и отравления парами припоя.
Заключение: преимущества пайки перед другими способами соединения проводов
Пайка имеет ряд преимуществ по сравнению с другими методами соединения проводов:
- Высокая надежность и долговечность соединения
- Низкое переходное сопротивление
- Возможность соединения проводов разного сечения
- Компактность соединения
- Возможность легкой разборки при необходимости
При правильном выполнении пайка обеспечивает наиболее качественное электрическое и механическое соединение проводов. Освоив эту технику, вы сможете выполнять ремонт электропроводки и электронных устройств на профессиональном уровне.

Как правильно паять паяльником с канифолью. Часть 2
25 Фев 2012г | Раздел: Радио для дома
Здравствуйте уважаемые читатели сайта sesaga.ru. В первой части статьи как правильно паять паяльником мы рассмотрели и определились, какой нужен паяльник, что необходимо для пайки и каким должно быть жало паяльника. Теперь можно приступать непосредственно к практике, а именно, к пайке проводов.
Подготовка провода для пайки.
Для начала Вам надо подготовить небольшие отрезки медного провода разного диаметра. На них мы будем учиться технике облуживания и соединения проводников пайкой. Все начинают именно с этого, так что Вы не первые и не последние. Умение правильно облудить, а затем припаять — это основа основ в радиотехнике, и это Ваша первейшая задача.
Места проводов, предназначенные для спайки, освобождаем от изоляции и кончиком ножа аккуратно зачищаем их до блеска, то есть, очищаем от образовавшейся со временем пленки окисла.
Если провод многожильный, то слегка распушаем жилки, аккуратно зачищаем, а потом обратно скручиваем их пинцетом или плоскогубцами в плотную скрутку, и еще раз проходимся ножом.
Вот теперь провод полностью подготовлен для пайки, и его можно начинать облуживать.
Покрываем провод припоем.
Зачищенным концом провода касаемся канифоли и начинаем его греть паяльником, слегка утапливая в канифоли. Канифоль при этом, расплавляясь, покрывает собой поверхность провода.
Как только конец провода покрылся канифолью, сразу убираем его.
Теперь берем немного припоя на кончик жала паяльника и начинаем им водить по проводу со всех сторон, чтобы припой растекся по поверхности.
Если все было сделано правильно, Вы сразу увидите, как припой покрыл всю поверхность провода.
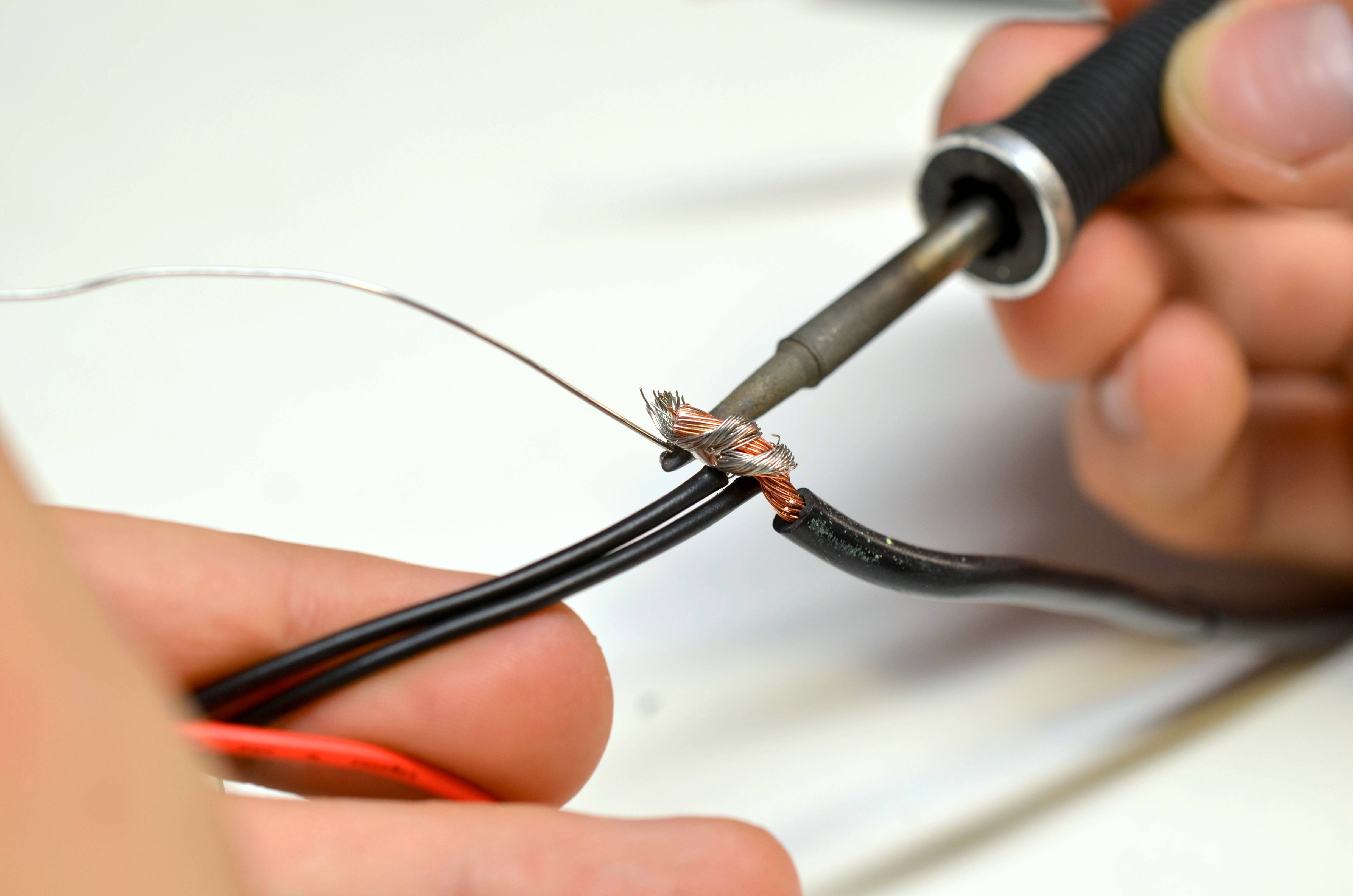
Производим спайку проводов между собой.
Чтобы спаять облуженные провода, их надо плотно прижать друг к другу, и к месту их соприкосновения приложить паяльник с капелькой припоя.
Как только место пайки прогреется, припой растечется по всей поверхности, заполняя собой промежутки между проводами. Убираем паяльник, и ждем, когда припой затвердеет. Обычно это занимает несколько секунд. Старайтесь во время затвердевания припоя не двигать проводами, иначе соединение будет не прочным, или совсем не получится.
Обычно это занимает несколько секунд. Старайтесь во время затвердевания припоя не двигать проводами, иначе соединение будет не прочным, или совсем не получится.
Если спаиваемые поверхности большой площади, и припой не полностью покрыл их собой, дождитесь, пока он затвердеет, возьмите еще немного припоя на паяльник и повторите процедуру лужения еще раз. И не пытайтесь припой накладывать как масло на хлеб, припоя израсходуете много, а прочности и красоты все равно не получите.
Обратите внимание, что пары припоя и канифоли действуют на слизистую оболочку глаз и носоглотки, поэтому паять нужно в проветриваемом помещении.
Еще один неприятный момент есть у канифоли — когда она плавится, то образуется много дыма. Я Вам рекомендую поступить следующим образом. Возьмите небольшой стеклянный пузырек с крышкой, например, из под таблеток, и на одну треть заполните его, измельченной в порошок канифолью.
Теперь заполните пузырек этиловым спиртом, и как только канифоль растворится, у Вас получится отличный флюс, которым сможете покрывать не только выводы проводников, но и дорожки печатных плат.
На дорожки флюс удобно наносить кончиком тонкой плоской отвертки.
Даже, если Вы будете паять один раз в неделю, но уделять этому занятию 1-2 часа, я думаю, что вопрос как правильно паять паяльником, уже сам по себе должен отпасть.
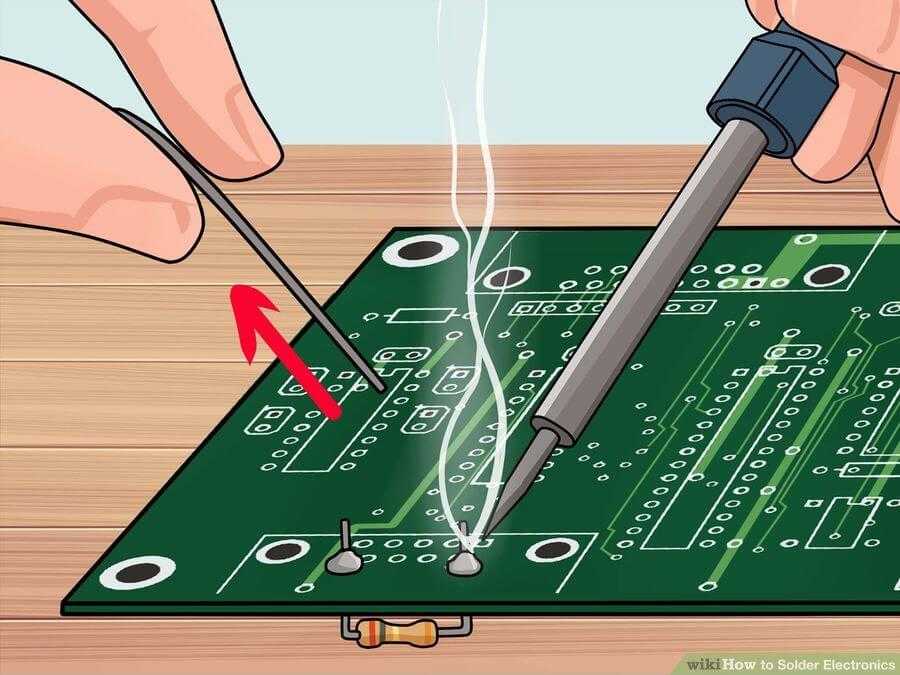
По этому поводу в третьей части статьи регулируемый блок питания во втором и третьем видеороликах показан процесс пайки радиодеталей и проводников на печатную плату.
Но в любом случае: практика, практика и еще раз практика. И только тогда Вы сможете запаять любую вещь в любых условиях, и всегда быть с паяльником на «ты».
Удачи!
Как паять провода паяльником с канифолью и оловом?
Содержание
- 1 В чём суть пайки
- 2 Пайка паяльником
- 2.1 Выбор паяльника
- 2.2 Что еще нужно для пайки
- 2.
 2.1 Флюсы и припои — как правильно подобрать
2.1 Флюсы и припои — как правильно подобрать
- 2.
- 3 Подготовка паяльника к работе
- 3.1 Выбор мощности
- 3.2 Подготовка к работе
- 3.2.1 Заточка жала
- 3.2.2 Лужение паяльника
- 4 Технология пайки паяльником
- 4.1 Паяем провода
- 4.2 Соединение провода, контакта или клеммы
- 4.3 Многожильные провода
- 4.4 Провода в изоляции
- 4.5 Эмалированные провода
- 4.6 Кабеля из нескольких изолированных проводов
- 5 Преимущества и недостатки пайки
- 6 Важные советы
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.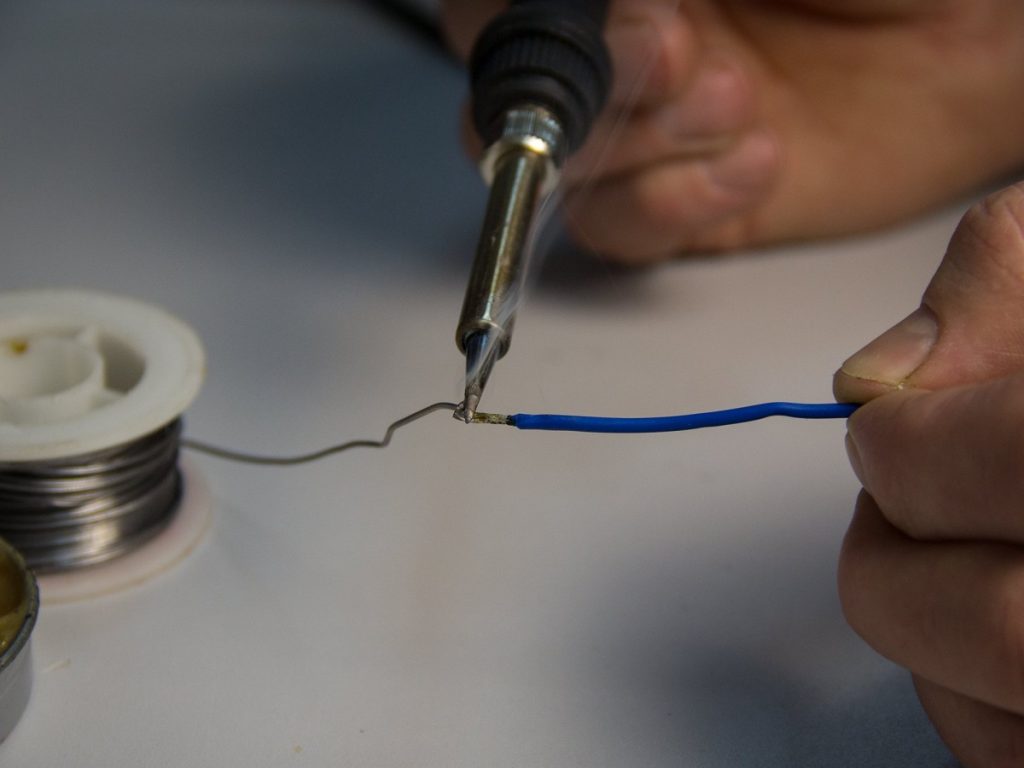
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.

Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.

- Внесение в зону пайки припоя.
Правильная пайка паяльником
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Паяем провода
соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами.
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей.
 Можно также нанести жидкий флюс кисточкой.
Можно также нанести жидкий флюс кисточкой. - Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.

На видео можно наглядно увидеть, как выполняется работа:
Соединение провода, контакта или клеммы
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Многожильные провода
Все точно также. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Провода в изоляции
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Эмалированные провода
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
Кабеля из нескольких изолированных проводов
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.
Изоляция термоусаживающейся трубкой
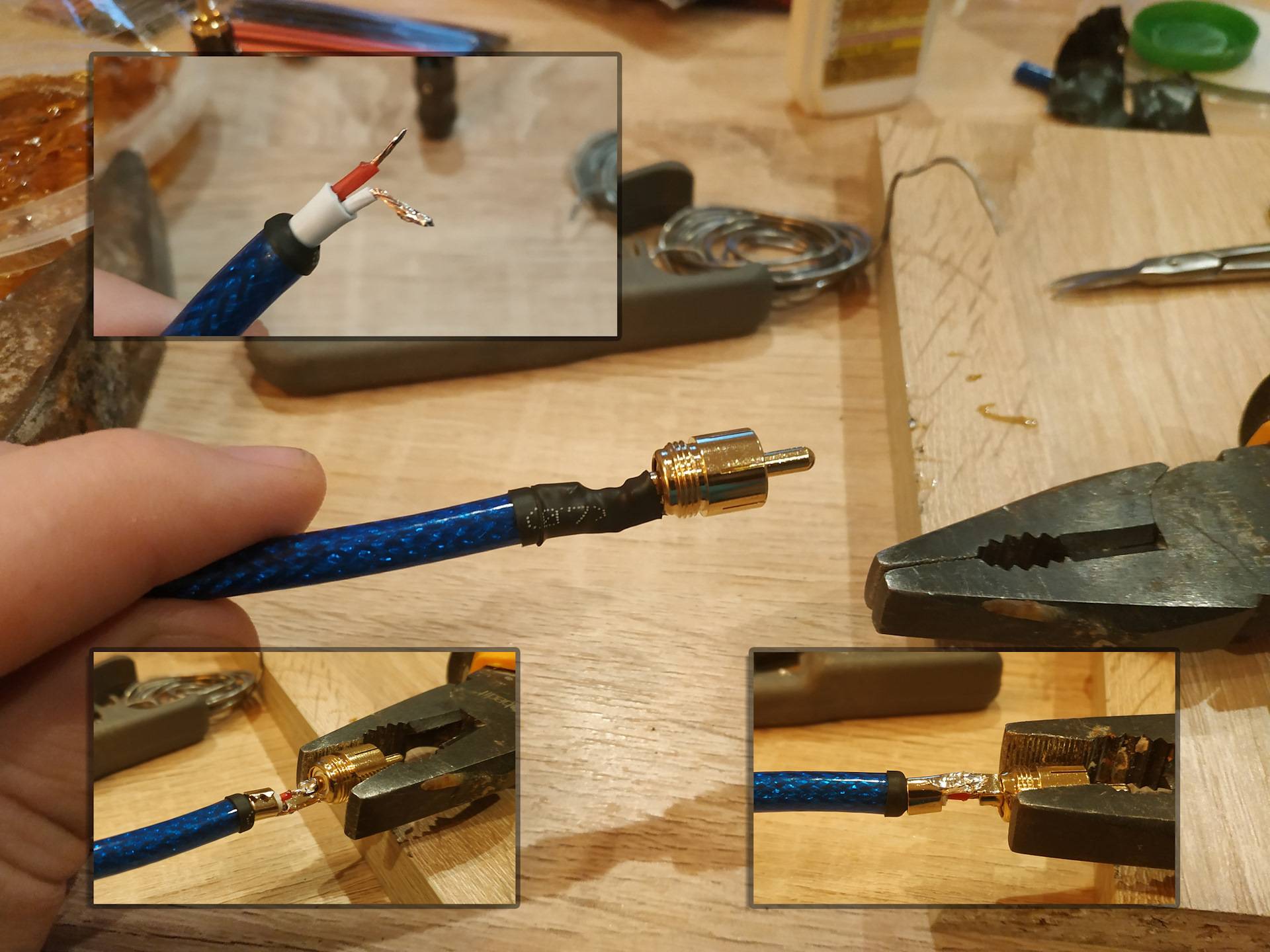
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом.
Расплести ее участок поможет шило или булавка.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте.
 Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки. - Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.

- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.
 ru/elektroprovodka/kak-payat-provoda
ru/elektroprovodka/kak-payat-provoda - https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
[свернуть]
Как паять провода для бас-гитары – FuelRocks
//
Автор:
Эрик
//
Если ты рано или поздно станешь бас-гитаристом,
5 Вам нужно знать, как паять
провода для бас-гитары . Это не так сложно, как может показаться, и немного потренировавшись, вы сможете делать это как профессионал. В этой статье мы покажем вам, как паять провода для бас-гитары, шаг за шагом.Какой тип припоя используется для проводки гитары?
Изображение предоставлено: https://circuitspecialists.com По мнению большинства экспертов, канифольный сердечник является наиболее часто используемым и рекомендуемым припоем для гитарных работ. Соотношение 60/40 состоит из олова к свинцу и свинца к олову. Металлы и припой можно соединить вместе с помощью канифольного (флюсового) сердечника. При первом использовании паяльника жало следует использовать луженое.
Металлы и припой можно соединить вместе с помощью канифольного (флюсового) сердечника. При первом использовании паяльника жало следует использовать луженое.
Всем гитаристам полезно уметь паять. Важно выбрать лучший паяльник для проводки гитары, а не мощность. Если вы покупаете утюг мощностью 40 Вт, он может быть не таким горячим, как модель мощностью 30 Вт. Профессионалы используют высококачественные утюги, потому что им приходится паять каждый день. Паяльная станция, когда она не используется, является отличным местом для хранения утюга. Вы также можете использовать его для различных работ, используя различные настройки мощности и температуры. Инструменты, которые вам понадобятся для удаления старый припой включает в себя присоски для припоя, демонтажную оплетку или груши для припоя.
Полный набор для пайки Vastar содержит почти те же компоненты, что и Weller WLC100, но также включает рулон припоя, насадку для припоя и различные наконечники. Чтобы ваш утюг работал правильно, его необходимо «настраивать» при каждом включении или выключении. Если вы хотите узнать больше о пайке, посмотрите несколько видеороликов на YouTube, чтобы узнать, что вы должны делать. Доступны сотни видеороликов, которые помогут вам узнать то, что вам нужно знать, но вот несколько советов о том, что смотреть.
Чтобы ваш утюг работал правильно, его необходимо «настраивать» при каждом включении или выключении. Если вы хотите узнать больше о пайке, посмотрите несколько видеороликов на YouTube, чтобы узнать, что вы должны делать. Доступны сотни видеороликов, которые помогут вам узнать то, что вам нужно знать, но вот несколько советов о том, что смотреть.
Пора паять. Требуется качественный припой на основе канифоли 60/40. Как правило, флюс на основе канифоли улучшает сцепление между припоем и металлом. В качестве отправной точки вы должны знать, какие паяльные инструменты и припой вы хотите использовать. Используйте стандартный припой со смоляным сердечником 60/40 при подключении гитарных струн. Поскольку в нем есть соотношение олова и свинца, он идеально подходит для прочного соединения металлических предметов. Выбрать правильные инструменты так же просто, как собрать гитару. Рекомендуется использовать паяльник с мощностью не более 60 Вт (как и небольшой паяльник). Для пайки на гитарах и усилителях используется паяльник мощностью 30 ватт. 15-ваттного утюга часто бывает достаточно при работе с тонкими печатными платами и педалью. Затем вы должны определить припой вручную. При пайке компонентов сердечника из канифоли 60/40 убедитесь, что вы используете припой самого высокого качества. Флюс на основе канифоли, в дополнение к увеличению прочности связи между припоем и металлом, поможет улучшить прочность связи между ними. После того, как вы собрали необходимые инструменты и оборудование для пайки, можно приступать к работе. Начните с нагрева паяльника до максимальной температуры и припаяйте провод к верстаку. Чтобы сделать небольшое отверстие в проводе, используйте карандаш для пайки, чтобы провести линию вдоль провода. Когда припой расплавится, поместите проволоку в центр карандаша и удалите ее плоскогубцами. Припой будет равномерно течь вокруг провода, и соединение будет прочным, если соединение выполнено правильно. Если соединение выполнено неправильно, припой будет вытекать из отверстия и не будет плотно прилегать к проводу.
15-ваттного утюга часто бывает достаточно при работе с тонкими печатными платами и педалью. Затем вы должны определить припой вручную. При пайке компонентов сердечника из канифоли 60/40 убедитесь, что вы используете припой самого высокого качества. Флюс на основе канифоли, в дополнение к увеличению прочности связи между припоем и металлом, поможет улучшить прочность связи между ними. После того, как вы собрали необходимые инструменты и оборудование для пайки, можно приступать к работе. Начните с нагрева паяльника до максимальной температуры и припаяйте провод к верстаку. Чтобы сделать небольшое отверстие в проводе, используйте карандаш для пайки, чтобы провести линию вдоль провода. Когда припой расплавится, поместите проволоку в центр карандаша и удалите ее плоскогубцами. Припой будет равномерно течь вокруг провода, и соединение будет прочным, если соединение выполнено правильно. Если соединение выполнено неправильно, припой будет вытекать из отверстия и не будет плотно прилегать к проводу.
Различные типы паяльников, необходимых для работы с гитарой
Канифоль и другие материалы помогают припою прилипать к металлу, что приводит к образованию флюса. Flux можно найти в большинстве магазинов электроники и хозяйственных товаров. Флюс No-Clean (www.nocleanflux.com) является одним из лучших доступных.
Как использовать паяльник при изготовлении гитар?
Для пайки гитары или усилителя рекомендуется 30-ваттный паяльник. Меньший 15-ваттный утюг предпочтительнее для работы в стомпбоксах, печатных платах и других небольших помещениях.
Какой толщины должен быть гитарный припой?
Гитарная проводка обычно использует меньшие диаметры 032″-0,0662″ для стандартного канифольного сердечника 60/40. Перед пайкой соединения очень важно обработать провод и места пайки.
Какие советы по пайке гитарной электроники?
Инструменты в ящике для инструментов. Паяльник (небольшой тип паяльника) не должен потреблять более 60 Вт мощности и должен быть не менее 25 Вт. Паяльник мощностью 30 или 15 Вт обычно рекомендуется для использования на гитарах и усилителях, тогда как паяльник мощностью 15 Вт или менее предпочтителен для использования внутри педалей и чувствительных печатных плат.
Паяльник мощностью 30 или 15 Вт обычно рекомендуется для использования на гитарах и усилителях, тогда как паяльник мощностью 15 Вт или менее предпочтителен для использования внутри педалей и чувствительных печатных плат.
При какой температуре следует паять гитарный провод?
При проведении данного вида работ рекомендуется устанавливать температуру 350 градусов Цельсия. Если вы все еще не уверены в своих навыках пайки, вы можете уменьшить температуру до 300 ° C, но опытные профессионалы в области пайки могут использовать более высокую температуру.
Это немного отличается от пайки, потому что пайка требует большего, чем просто пайка. Чтобы расплавить припой, увеличьте температуру свинца/соединения/чего-либо еще, пока она не достигнет 370°C. В большинстве случаев большую собаку следует выкатить из задней части горшка. Большое количество капель припоя может скрыть холодные стыки и пустоты. Чтобы припаять провода, поместите их в кастрюлю при низкой температуре, уменьшите температуру до минимума и нагрейте кастрюлю. Можно дать ему немного остыть, а затем подключить дальше, если он становится слишком горячим. Важно соблюдать хорошие паяные соединения , потому что они блестящие и гладкие, припой впитывается в провод, так что вы можете его видеть.
Можно дать ему немного остыть, а затем подключить дальше, если он становится слишком горячим. Важно соблюдать хорошие паяные соединения , потому что они блестящие и гладкие, припой впитывается в провод, так что вы можете его видеть.
Температура вашего паяльника имеет значение
Слишком холодно для пайки? Это правда, что холодным суставам нельзя доверять. Сцепление припоя будет плохим, и со временем в соединении образуются трещины. Если необходимо отремонтировать холодное соединение, самый простой способ — повторно нагреть его горячим утюгом до тех пор, пока припой не потечет. Значительное количество припоя также является проблемой в холодных соединениях (как видно на рисунке). Почему пайка горячее, чем обычный горячий воздух? Если вы используете паяльник с высоким эффектом и большим жалом, которое эффективно отводит тепло, вам не нужна высокая температура. Возможно, нет необходимости достигать 250 градусов по Цельсию. Однако, если вы используете низкотемпературный утюг с небольшим, тонкое паяльное жало , плохо передающее тепло – лучше использовать высокотемпературный утюг. Какой толщины должен быть гитарный припой? Лучшим материалом для них является канифольный сердечник 60/40, и мы предпочитаем сердечник меньшего размера. Электропроводка гитары состоит из ряда проводов, каждый из которых имеет диаметр 062. Т-образно закрепите провода и точки пайки, чтобы убедиться, что все провода соединены перед пайкой соединения.
Какой толщины должен быть гитарный припой? Лучшим материалом для них является канифольный сердечник 60/40, и мы предпочитаем сердечник меньшего размера. Электропроводка гитары состоит из ряда проводов, каждый из которых имеет диаметр 062. Т-образно закрепите провода и точки пайки, чтобы убедиться, что все провода соединены перед пайкой соединения.
Проволока для пайки гитары
Проволока для пайки гитары — это тип проволоки, которая используется для соединения двух кусков металла вместе. Он сделан из металла с высокой температурой плавления, такого как медь, и обычно покрыт флюсом, чтобы обеспечить равномерное и гладкое растекание припоя.
Крайне важно научиться паять гитарные схемы, чтобы собирать и ремонтировать их. Узнайте, как паять гитарные звукосниматели и детали, используя наборы паяльных станций, инструменты и методы пайки. Что касается паяльников, предпочтительнее более высокая мощность (40–60 Вт). Настоящее старое ружье не подходит для работы с гитарной электроникой. Лучшим припоем для гитарной проводки является паяльная проволока 60/40 с канифольным сердечником. Паяльник обычно мощнее паяльника. Присоска для припоя — это ручной инструмент, который можно использовать для извлечения расплавленного припоя из точек соединения.
Настоящее старое ружье не подходит для работы с гитарной электроникой. Лучшим припоем для гитарной проводки является паяльная проволока 60/40 с канифольным сердечником. Паяльник обычно мощнее паяльника. Присоска для припоя — это ручной инструмент, который можно использовать для извлечения расплавленного припоя из точек соединения.
Покупка паяльного оборудования в Интернете и поиск надежного поставщика — несложные задачи. Научитесь паять гитарные провода, практикуясь: лучший способ научиться паять гитарные струны, переключатели, проводку, потенциометры и колпачки — это практиковаться. Когда вы найдете руководство или инструкции в Интернете, вы сможете понять термины, детали, инструменты и основы пайки. Стоимость обучения, инвестирования и практики ремонта собственного автомобиля относительно невелика.
Паяльные жала для гитар
Есть несколько моментов, о которых следует помнить при пайке гитар. Лучше всего для работы на гитаре или усилителе использовать паяльник мощностью 30 Вт.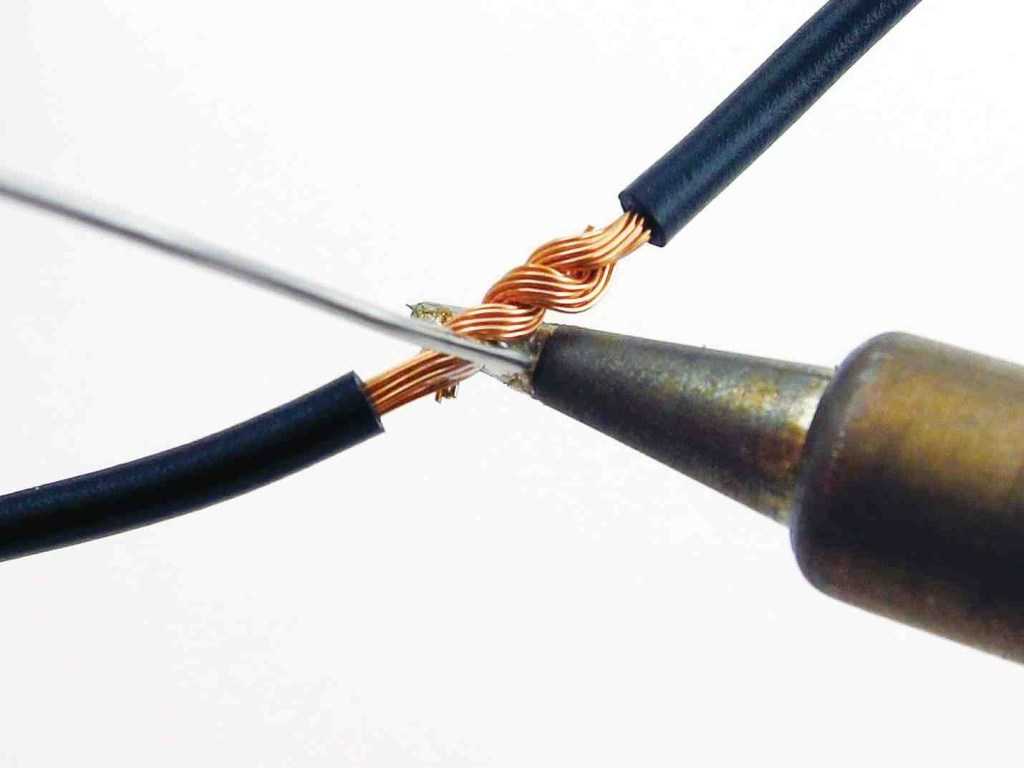 15-ваттный утюг предпочтительнее, если он используется в небольших помещениях, таких как стомпбоксы, печатные платы и даже крошечные комнаты. Для пайки внутренней части гитары или усилителя идеально подойдет стандартный 30-ваттный паяльник. Использование правильного припоя при пайке гитар является обязательным. Лучше всего паять с 60% канифольным сердечником и 20% медным сердечником, и мы предпочитаем более мелкие детали. Этот провод имеет длину 062 дюйма и ширину 1-1/2 дюйма. Перед пайкой убедитесь, что провод и места пайки полностью закрыты.
15-ваттный утюг предпочтительнее, если он используется в небольших помещениях, таких как стомпбоксы, печатные платы и даже крошечные комнаты. Для пайки внутренней части гитары или усилителя идеально подойдет стандартный 30-ваттный паяльник. Использование правильного припоя при пайке гитар является обязательным. Лучше всего паять с 60% канифольным сердечником и 20% медным сердечником, и мы предпочитаем более мелкие детали. Этот провод имеет длину 062 дюйма и ширину 1-1/2 дюйма. Перед пайкой убедитесь, что провод и места пайки полностью закрыты.
Припой какого размера для гитарной проводки
Мы предпочитаем использовать меньшие, поэтому используем сердечник 60/40. Диаметр проводки гитары 062 дюйма. Перед пайкой убедитесь, что провод и места пайки чистые.
Безопасная пайка при надлежащей температуре утюга
Для правильной пайки электроники крайне важно использовать очень горячий паяльник. Если паяльник слишком горячий, свинец может расплавиться, что помешает соединению двух металлических частей. Как правило, температура железа печатной платы около 325°C должна быть отправной точкой, потому что очень важно не повредить ее. Возможно, вам придется поднять температуру до 350°C, чтобы убедиться, что она все еще недостаточна.
Как правило, температура железа печатной платы около 325°C должна быть отправной точкой, потому что очень важно не повредить ее. Возможно, вам придется поднять температуру до 350°C, чтобы убедиться, что она все еще недостаточна.
Как подключить гитару
Существует множество способов подключения гитары, так как существует множество различных типов и моделей гитар. Тем не менее, есть несколько основных шагов, которым обычно следуют. Во-первых, звукосниматели грифа и бриджа обычно подключаются отдельно. Провода от нэкового звукоснимателя обычно припаиваются к потенциометру грифа, а провода от бриджевого датчика припаиваются к потенциометру бриджа. Затем провода заземления от обоих звукоснимателей припаиваются к задней части соответствующих потенциометров громкости. Наконец, провод от задней части потенциометра громкости грифа припаивается к задней части потенциометра громкости бриджа, а другой провод припаивается от задней части потенциометра громкости моста к входному разъему.
0,8 мм флюсовый припой с канифольным сердечником, паяльник, проволока, рулон сварочного провода 0,8 мм флюсовый канифоль сердечник припой паяльник проволока сварочный свинец рулон
Он широко используется в электротехнике и электронике, для пайки деталей, таких как печатные платы, электронные устройства и другие. Хорошая паяемость, отличная масштабируемость, сопротивление изоляции и коррозионная стойкость.
Флюс 2,0%
Температура плавления: 361 ℉/183 ℃
Диаметр проволоки: прибл. 0,8 мм
Размер: прибл. 5,5 см * 2,8 см.
Длина провода: прибл. 14 м
Вес: прибл. 100 г
Вам может понравиться
-
МДП-П906
149 долларов0,99 или 18000 бобов
КУПИ СЕЙЧАС
-
Кофейный рефрактометр, цифровой рефрактометр концентрации кофе DiFluid
249,99 долларов США или 30000 бобов
КУПИ СЕЙЧАС
-
Мини-экспонометр V102 Top
$35,99 или 4320 бобов
КУПИ СЕЙЧАС
-
-5%
МДП-ХР
19 долларов8.
 00
или 24000 бобов
00
или 24000 бобов
КУПИ СЕЙЧАС
-
Паяльник TS100
59,99 долларов США или 7200 бобов
КУПИ СЕЙЧАС
-
-9%
FNIR138PRO Маленький портативный цифровой осциллограф
27,00 долларов США или 3240 бобов
КУПИ СЕЙЧАС
-
Карта адаптера SSD-Type-C
$11,99 или 1440 бобов
КУПИ СЕЙЧАС
-
-4%
Предварительный мини-нагреватель MINIWARE MHP30
$104,50 или 12540 бобов
КУПИ СЕЙЧАС
-
TTL последовательного порта IoT на RS485
4,99 доллара США или 599 бобов
КУПИ СЕЙЧАС
-
Миниатюрный цифровой пинцет DT71
$890,99 или 10800 бобов
КУПИ СЕЙЧАС
-
Модуль рабочего цикла регулируемой частоты импульсов ШИМ
$5,99 или 720 бобов
КУПИ СЕЙЧАС
-
-9%
USB-аудиомодуль Waveshare
$9,99 или 1320 бобов
КУПИ СЕЙЧАС
-
P/N B-30-1000 Тестовая линия (черная)
$5,99 или 720 бобов
КУПИ СЕЙЧАС
-
Кабель-адаптер последовательного порта DTECH USB-RS422 RS485 (0,5 м)
$15.
 00
или 1800 бобов
00
или 1800 бобов
КУПИ СЕЙЧАС
-
P/N B-30-1000 Испытательная линия
$5,99 или 720 бобов
КУПИ СЕЙЧАС
-
40-контактная перемычка между розетками, 20 см
0,9 доллара США9 или 120 бобов
КУПИ СЕЙЧАС
-
40-контактная перемычка между мужчинами и женщинами 20 см
0,99 доллара США или 120 бобов
КУПИ СЕЙЧАС
-
Держатель щупа для тестовой платы
$8,99 или 1080 бобов
КУПИ СЕЙЧАС
-
Симулятор CMSIS DAP/DAPLink
$90,99 или 1200 бобов
КУПИ СЕЙЧАС
-
Многофункциональный сварочный стол из алюминиевого сплава с шестью захватами
$12.

