Какая мощность лазера подходит для резки металла разной толщины. Как выбрать оптимальную мощность лазерного станка для резки металла. От чего зависит необходимая мощность лазера для резки стали, нержавейки, алюминия.
Факторы, влияющие на выбор мощности лазера для резки металла
При выборе мощности лазерного станка для резки металла необходимо учитывать несколько ключевых факторов:
- Толщина обрабатываемого металла
- Тип металла (сталь, нержавейка, алюминий и др.)
- Требуемая скорость резки
- Качество реза
- Производственные задачи предприятия
Рассмотрим подробнее, как эти факторы влияют на выбор оптимальной мощности лазера.
Зависимость мощности лазера от толщины металла
Толщина обрабатываемого металла — ключевой параметр при подборе мощности лазерного станка. Чем толще металл, тем более мощный лазер потребуется для его эффективной резки.
Ориентировочные рекомендации по мощности для разных толщин:
- До 5 мм — 500-1000 Вт
- 5-10 мм — 1000-2000 Вт
- Свыше 20 мм — от 4000 Вт
Однако это усредненные значения. Для конкретного типа металла оптимальная мощность может отличаться.
Влияние типа металла на требуемую мощность лазера
Разные металлы имеют различные физические свойства, что влияет на эффективность лазерной резки. Рассмотрим особенности основных типов металлов:
Сталь
Сталь хорошо поддается лазерной резке. Для тонких листов (до 5 мм) подойдет лазер мощностью 500-1000 Вт. Для толщин 10-20 мм оптимально использовать лазеры 2000-4000 Вт.
Нержавеющая сталь
Нержавейка требует несколько большей мощности по сравнению с обычной сталью. Для листов до 5 мм рекомендуется мощность от 1000 Вт, для 10 мм — от 2000 Вт.
Алюминий
Алюминий более теплопроводен, поэтому для его резки требуется более мощный лазер. Для толщин до 5 мм оптимальна мощность от 1500 Вт, 10 мм — от 3000 Вт.
Зависимость скорости резки от мощности лазера
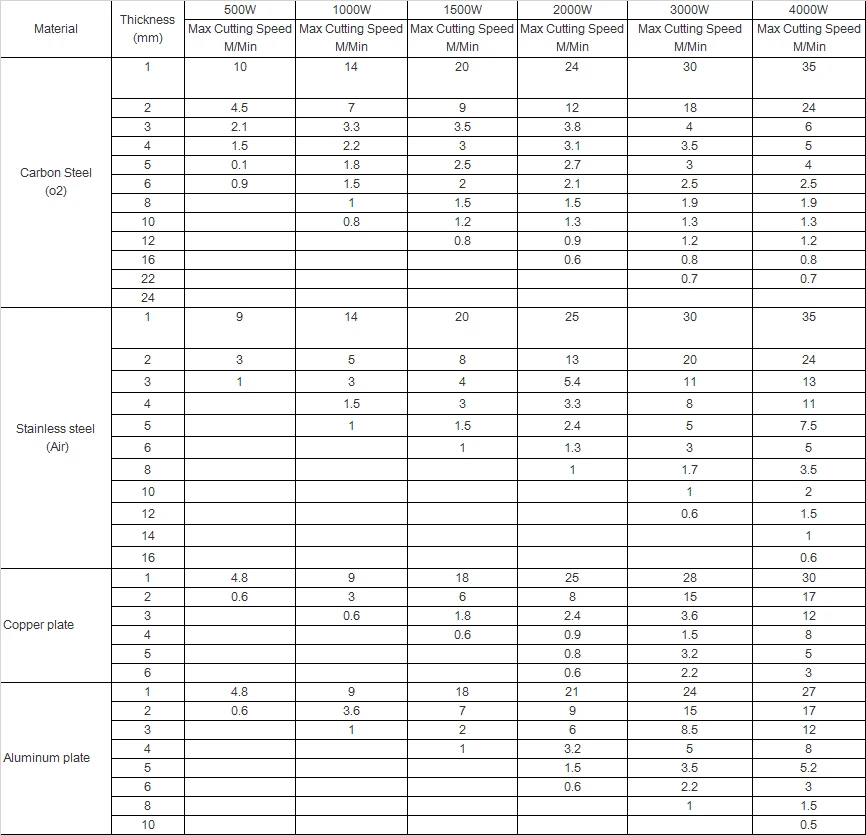
Скорость резки напрямую зависит от мощности лазера — чем она выше, тем быстрее можно резать металл. Примерные скорости резки стали толщиной 5 мм:
- 1000 Вт — 1.5-2 м/мин
- 2000 Вт — 2.2-3 м/мин
- 3000 Вт — 2.6-3.5 м/мин
- 4000 Вт — 2.7-3.6 м/мин
Как видно, увеличение мощности с 1 до 2 кВт дает существенный прирост скорости, дальнейшее повышение мощности менее эффективно.

Влияние мощности лазера на качество реза
Качество реза также зависит от мощности лазера. Более мощный лазер обеспечивает:
- Меньшую ширину реза
- Меньшую зону термического влияния
- Более ровные и гладкие кромки
- Меньшее образование грата
Для получения высококачественного реза рекомендуется выбирать лазер с некоторым запасом по мощности.
Подбор мощности лазера под производственные задачи
При выборе мощности лазерного станка важно учитывать специфику производства:
- Для единичного и мелкосерийного производства подойдет лазер меньшей мощности
- Для серийного производства оптимален более мощный лазер с высокой скоростью резки
- При широкой номенклатуре толщин и материалов лучше выбрать универсальный лазер средней мощности
- Для резки преимущественно толстых листов нужен мощный лазер от 3-4 кВт
Правильный подбор мощности позволит оптимизировать затраты и обеспечить требуемую производительность.
Рекомендации по выбору мощности лазера для разных задач
На основе рассмотренных факторов можно дать следующие рекомендации по выбору мощности лазерного станка:

- 500-1000 Вт — для резки тонких листов (до 5 мм) в небольших объемах
- 1000-2000 Вт — универсальное решение для большинства задач по резке металла до 10-12 мм
- 2000-3000 Вт — для интенсивной резки средних толщин (до 15-20 мм)
- 3000-4000 Вт — для резки толстых листов (15-25 мм) с высокой скоростью
- От 4000 Вт — для резки сверхтолстых листов (более 25 мм)
При этом всегда рекомендуется выбирать лазер с некоторым запасом по мощности для обеспечения надежности работы и возможности расширения производства.
Сравнение характеристик лазеров разной мощности
Рассмотрим сравнительные характеристики лазерных станков разной мощности на примере резки стали:
| Мощность, Вт | Макс. толщина, мм | Скорость резки 5 мм, м/мин | Качество реза |
|---|---|---|---|
| 1000 | 10 | 1.5-2 | Среднее |
| 2000 | 15 | 2.2-3 | Хорошее |
| 3000 | 20 | 2.6-3.5 | Отличное |
| 4000 | 25 | 2.7-3.6 | Превосходное |
Как видно из таблицы, с увеличением мощности растут возможности по толщине обработки, скорости и качеству резки.
Экономические аспекты выбора мощности лазера
При выборе мощности лазерного станка важно учитывать не только технические, но и экономические факторы:
- Стоимость оборудования растет с увеличением мощности
- Более мощные лазеры потребляют больше электроэнергии
- Высокая мощность позволяет увеличить производительность
- Универсальные станки средней мощности имеют лучшее соотношение цена/возможности
Оптимальным выбором часто является лазер с некоторым запасом по мощности, позволяющий решать текущие задачи и имеющий потенциал для расширения производства.
Заключение
Выбор оптимальной мощности лазера для резки металла — комплексная задача, требующая учета множества факторов. Основные моменты, на которые стоит обратить внимание:
- Толщина и тип обрабатываемого металла
- Требуемая производительность и качество резки
- Специфика производственных задач
- Перспективы расширения производства
- Экономическая целесообразность
Правильный подбор мощности лазерного станка позволит обеспечить эффективное решение производственных задач при оптимальных затратах.
Мощность лазера для резки металла
Мощность лазера для резки металла определяет его максимальные возможности. Одно из главных правил при покупке такого устройства — станок для резки металла лазером нужно покупать с запасом. Ведь наличие запаса силы гарантирует большую производительность и возможность дальнейшего развития организации.
- Что это за показатель — мощность лазера для резки?
- Для резки металла
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
- рабочую среду;
- источник энергии;
- оптический резонатор.
По виду рабочей среды устройства для нарезания бывают следующих видов:
- Твердотельные .
 Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
 Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.Справка. К твердотельному типу относятся также и волоконные устройства. В них излучение становится выше, а в качестве источника энергии выступает полупроводниковый лазер.
- Газовые. В них рабочим телом выступает углекислый газ, который прокачивается насосом сквозь газоразрядную трубку и заряжается электрическими разрядами. Чтобы усилить излучение, ставят прозрачное зеркало.
- Газодинамические. Они являются самыми мощными. Рабочее тело в них — углекислый газ, который нагрет до 3000 градусов. Он заряжается маломощным лучом. Газ с большой скоростью прокачивается через узкий канал, резко расширяется и охлаждается. В итоге его атомы переходят из заряженного в простое состояние, и газ становится источником излучения.
Для резки металла
Мощность нарезания материала лазером зависит от его теплопроводности: чем она выше, тем эффективнее будет процедура, в среднем это 0,15–12,5 м/с. Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
В зависимости от типа используемых материалов
Справка. Чтобы нарезать металл с помощью специального оборудования, потребуется сила, которая в среднем составляет 450–500 Вт. Эффективным данный способ считается при толщине заготовок не выше 6 мм. При 20–40 мм подобное оборудование используется редко. Для материала большой толщины резка не осуществляется.
Резка лучом возможна, если материалом выступает:
- Сталь. Максимальная толщина листа не должна быть выше 20 мм, иначе необходимо использовать другой метод.
- Нержавеющая сталь. В этом случае ограничение составляет 16 мм. При таких показателях удастся избежать появления облоя и его можно легко удалить.
- Латунь. Для резки этого материала подойдут 12 мм листы, так как его сопротивление достаточно большое.

- Алюминиевый сплав. Можно резать металлические листы толщиной не выше 10 мм.
Каждому из этих видов материала соответствует свой вид оборудования.
Справка. Нарезание материала лучом не используется на вольфраме, титане, молибдене. Они обладают высокой прочностью, которая приведет к выходу устройства из строя.
В зависимости от толщины
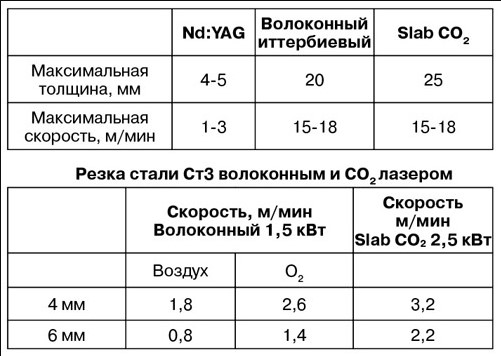
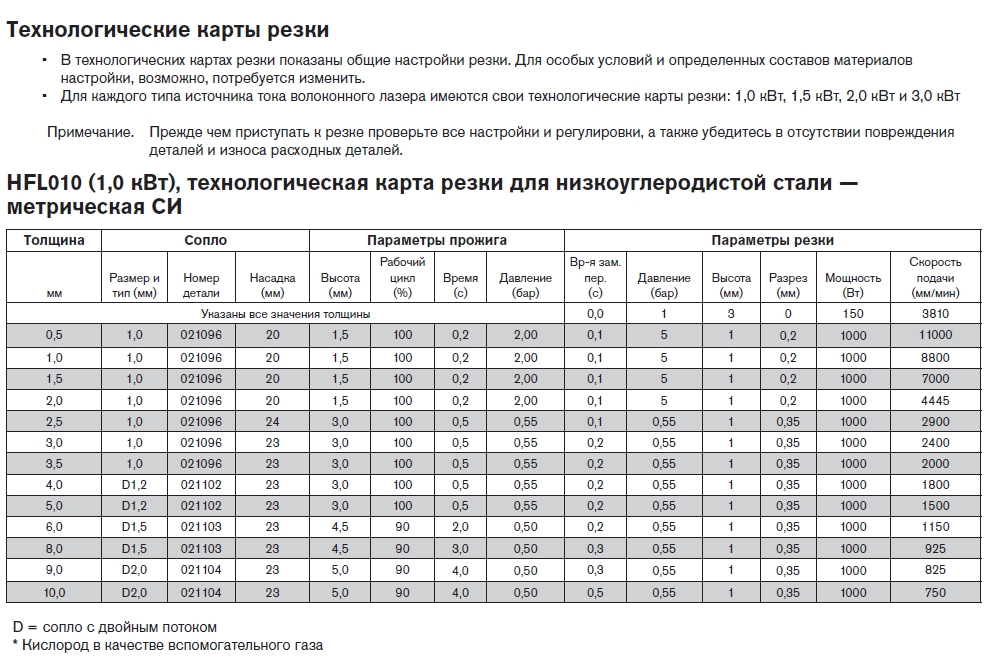
Для качественной нарезки материала нужно учитывать несколько факторов. К примеру, для малоуглеродистых сталей параметры будут такими:
- При толщине в 1 мм мощность должна быть 100 Вт, а скорость резки заготовки 1,6 м в минуту.
- Для изделий плотностью в 1,2 мм — 400 Вт, а скорость резки — 4,6 м в минуту.
- Изделия в 2,2 мм и выше нуждаются в оборудовании силой 850 Вт и резке около 1,8 м в минуту.
Если обработке подвержена нержавеющая сталь, то параметры следующие:
- Для заготовки в 1 мм хватит мощности в 100 Вт.
- Если заготовка имеет толщину 1,3 мм, то сила вырастает до 400 Вт.

- Изделия толщиной в 2,5 мм обрабатывают лазером такой же силы, как и в предыдущем пункте, но в этот раз скорость падает до 1,3 м в минуту.
При резке титана параметры следующие:
- Материал толщиной 0,6 мм обрабатывают устройством, имеющим силу 250 Вт.
- Заготовки толщиной 1 мм обрабатывают с силой в 600 Вт.
В зависимости от производительности
Чем мощнее источник лазерного станка, тем толще может быть лист материала. У лампового устройства мощностью 500 Вт есть два достоинства, которых нет у оборудования меньшей силы. Им можно разрезать латунь и алюминий, что нельзя осуществить оборудованием меньшей мощности из-за большой отражательной способности этого материала.
Если потребности в производстве и производственные задачи высокие, то вы свободно достигнете их, используя силу 250 или 500 Вт. Если предполагается нарезка металла, то понадобится 500 Вт мощности, а если нужен просто станок для резки деталей, то хватит и 100 Вт.
Станки для лазерной резки металла — современное решение, которое нацелено на будущее. Их главные отличия состоят в качестве и сбалансированности всех элементов вместе с современными разработками в области ПО.
- 01 ноября 2020
- 7589
Получите консультацию специалиста
Как выбрать лазерный станок для резки листового металла с ЧПУ?
- Главная
- / Станки
- / Лазерные
 org/ListItem»> /
Для резки металла
org/ListItem»> /
Для резки металла
- / Часто задаваемые вопросы и ответы о станке лазерной резки металла с ЧПУ
От мощности лазерного источника зависят такие параметры резки как:
- Качество резки
Толщина разрезаемого материала
| 1кВт/12мм | 2кВт/12мм | 3кВт/12мм | 4кВт/12мм |
На фотографии 1кВт/12мм видно, что на выходе из материала мощности лазерного источника недостаточно и рез происходит по полупараболе. На двухкиловатном источнике
отклонение от вертикали уменьшается, а на трех и четырехкиловатном практически отсутствует.
На двухкиловатном источнике
отклонение от вертикали уменьшается, а на трех и четырехкиловатном практически отсутствует.
Таблица подбора мощности лазерного источника в зависимости от толщины материала и марки стали
Черная сталь (Q235A)Нержавейка (201)АлюминийЛатунь
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 8.0-10 | 15-26 | 24-30 | 30-40 | 33-43 | 35-44 | ||||
| 2 мм | 4.0-6.5 | 4. 5-6.5 5-6.5 |
4.7-6.5 | 4.8-7.5 | 15-25 | 20-28.0 | ||||
| 3 мм | 2.4-3.0 | 2.6-4.0 | 3.0-4.8 | 3.3-5.0 | 7.0-12 | 13-17 | ||||
| 4 мм | 2.5-3.0 | 2.8-3.5 | 3.0-4.2 | 3.0-4.0 | 3.0-4.5 | |||||
| 5 мм | 1.5-2.0 | 2.0-2.5 | 2.2-3.0 | 2.6-3.5 | 2.7-3.6 | 3.0-4.2 | ||||
| 6 мм | 1.4-1.6 | 1.6-2.2 | 1.8-2.6 | 2. 3-3.2 3-3.2 |
2.5-3.4 | 2.5-3.5 | ||||
| 8 мм | 0.8-1.2 | 1.0-1.4 | 1.2-1.8 | 1.8-2.6 | 2.0-3.0 | 2.2-3.2 | ||||
| 10 мм | 0.6-1.0 | 0.8-1.1 | 1.1-1.3 | 1.2-2.0 | 1.5-2.4 | 1.8-2.5 | ||||
| 12 мм | 0.5-0.8 | 0.7-1.0 | 0.9-1.2 | 1.0-1.6 | 1.2-1.8 | 1.2-2.0 | ||||
| 14 мм | 0.5-0.7 | 0.7-0.8 | 0.9-1.4 | 0.9-1.2 | 1. 2-1.8 2-1.8 |
|||||
| 16 мм | 0.6-0.7 | 0.7-1.0 | 0.8-1.0 | 0.8-1.3 | ||||||
| 18 мм | 0.4-0.6 | 0.6-0.8 | 0.6-0.9 | 0.6-0.9 | ||||||
| 20 мм | 0.5-0.8 | 0.5-0.8 | 0.5-0.8 | |||||||
| 22 мм | 0.4-0.8 | 0.4-0.8 | ||||||||
| 25 мм | 0. 3-0.5 3-0.5 |
|||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 18-25 | 20-27 | 24-30 | 30-35 | 32-45 | 42-52 | ||||
| 2 мм | 5-7.5 | 8.0-12 | 9.0-15 | 13-21 | 16-28 | 20-33 | ||||
| 3 мм | 1.8-2.5 | 3.0-5.0 | 4.0-6.5 | 6.0-10 | 7. 0-15 0-15 |
15-22 | ||||
| 4 мм | 1.2-1.3 | 1.2-2.4 | 3.0-4.5 | 4.0-6.0 | 5.0-8.0 | 10-15 | ||||
| 5 мм | 0.6-0.7 | 0.7-1.3 | 1.8-2.5 | 3.0-5.0 | 3.5-5.0 | 8.0-12 | ||||
| 6 мм | 0.7-1.0 | 1.2-2.0 | 2.0-4.0 | 2.5-4.5 | 4.8-8.0 | |||||
| 8 мм | 0.7-1.0 | 1.5-2.0 | 1.2-2.0 | 3.0-4.0 | ||||||
| 10 мм | 0. 6-0.8 6-0.8 |
0.8-1.2 | 1.6-2.5 | |||||||
| 12 мм | 0.4-0.6 | 0.5-0.8 | 0.8-1.5 | |||||||
| 14 мм | 0.4-0.6 | 0.6-0.8 | ||||||||
| 20 мм | 0.3-0.5 | |||||||||
| 25 мм | 0.2-0.4 | |||||||||
| 30 мм | ||||||||||
| 40 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6. 0-10 0-10 |
10-20 | 15-25 | 25-38 | 35-45 | 42-55 | ||||
| 2 мм | 2.8-3.6 | 5.0-7.0 | 7-10 | 10-18 | 13-24 | 20-40 | ||||
| 3 мм | 0.7-1.5 | 2.0-4.0 | 4.0-6.0 | 6.5-8.0 | 7.0-13 | 15-25 | ||||
| 4 мм | 1.0-1.5 | 2.0-3.0 | 3.5-5.0 | 4.0-5.5 | 9.5-12 | |||||
| 5 мм | 0.7-1.0 | 1.2-1.8 | 2. 5-3.5 5-3.5 |
3.0-4.5 | 5.0-8.0 | |||||
| 6 мм | 0.7-1.0 | 1.5-2.5 | 2.0-3.5 | 3.8-5.0 | ||||||
| 8 мм | 0.6-0.8 | 0.7-1.0 | 0.9-1.6 | 2.0-2.5 | ||||||
| 10 мм | 0.4-0.7 | 0.6-1.2 | 1.0-1.5 | |||||||
| 12 мм | 0.3-0.45 | 0.4-0.6 | 0.8-1.0 | |||||||
| 16 мм | 0. 3-0.4 3-0.4 |
0.5-0.8 | ||||||||
| 20 мм | 0.5-0.7 | |||||||||
| 25 мм | 0.3-0.5 | |||||||||
| 30 мм | ||||||||||
| Толщина, мм | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 6000 Вт | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 мм | 6. 0-10 0-10 |
8.0-13 | 10-16 | 20-35 | 25-35 | 35-45 | ||||
| 2 мм | 2.8-3.6 | 3.0-4.5 | 4.5-7.5 | 6.0-10 | 8.0-12 | 20-30 | ||||
| 3 мм | 0.5-1.0 | 1.5-2.5 | 2.5-4.0 | 4.0-6.0 | 5.0-8.0 | 12-18 | ||||
| 4 мм | 1.0-1.6 | 1.5-2.0 | 3.0-5.0 | 3.2-5.5 | 5.0-8.0 | |||||
| 5 мм | 0.5-0.7 | 0.9-1.2 | 1. 5-2.0 5-2.0 |
2.0-3.0 | 4.5-6.0 | |||||
| 6 мм | 0.4-0.7 | 1.0-1.8 | 1.4-2.0 | 3.0-4.5 | ||||||
| 8 мм | 0.5-0.7 | 0.7-1.2 | 1.6-2.2 | |||||||
| 10 мм | 0.2-0.5 | 0.8-1.2 | ||||||||
| 12 мм | 0.2-0.4 | |||||||||
| 14 мм | ||||||||||
Скорость резки
Не все обращает внимание на такой важный параметр, как скорость резки металла.
Она зависит от многих параметров. От механической части станка и приводов, от используемого газа и его давления, а самое главное от мощности источника излучения.
На видеоролике ниже Вы можете увидеть эту зависимость.
2. Конструкция станины.
3. Комплектующие.
3. Скорость холостых перемещений
4. Программное обеспечение
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
Связанные товары
Код товара: 59901
Лазерный станок для резки труб JQLaser M1 (1кВт)
Мощность лазера, Вт1000
Макс. Ø трубы220 мм
Макс.
 длина трубы6400 мм
длина трубы6400 мм Мощность 24.00 кВт
Напряжение380В
Масса5000 кг
Код товара: 41746
В наличии 2 шт.
Демозал в Москве. Тесты на Ваших пробниках.
Лазерный маркер по металлу Raptor ABN-30E JPT LP 30Вт с поворотной осью
Мощность лазера, Вт30
Длина стола300 мм
Ширина стола300 мм
Мощность 0.60 кВт
Напряжение220В
Масса27 кг
Код товара: 41742
Под заказ
Настольный станок для лазерной маркировки по металлу Foton ABN-30T (Raycus 30Вт)
Мощность лазера, Вт30
Длина стола100 мм
Ширина стола100 мм
Мощность 0.60 кВт
Напряжение220В
Масса27 кг
Код товара: 59615
Настольный лазерный UV маркер Desktop ABN-3W
Мощность лазера, Вт3
Длина стола175 мм
Ширина стола175 мм
Мощность 0.50 кВт
Напряжение220В
Масса130 кг
Код товара: 41776
Лазерный станок для резки фанеры GM-L1060
Мощность лазера, Вт80
Размер стола1000×600
Длина стола1000 мм
Ширина стола600 мм
Напряжение220В
Масса190 кг
Код товара: 59063
Лазерный станок для резки металла LF3015LN 2000 ватт IPG с автофокусом
Мощность лазера, Вт2000
Лазерный источникIPG
Размер стола3000х1500
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.
 00 кВт
00 кВт Напряжение380В
Масса4200 кг
Код товара: 48549
Лазерный станок для резки и гравировки TS 1318 (130W, W6 RECI)
Мощность лазера, Вт130
Размер стола1800х1300
Длина стола1800 мм
Ширина стола1300 мм
Напряжение220В
Масса900 кг
Код товара: 58458
Лазерный станок для резки металла G-Weike LF4020C IPG 1000 Вт
Мощность лазера, Вт1000
Лазерный источникIPG
Размер стола4000х2000
Мощность 25.00 кВт
Напряжение380В
Масса6000 кг
Код товара: 58456
Станок лазерной резки металла со сменным столом и кабинетной защитой G-Weike LF3015GA 3000вт IPG
Мощность лазера, Вт3000
Лазерный источникIPG
Длина стола3000 мм
Ширина стола1500 мм
Мощность 25.00 кВт
Напряжение380В
Код товара: 59277
В наличии 1 шт.
Лазерный станок для резки металла с ЧПУ Bodor A3 2000W MAX
Мощность лазера, Вт2000
Лазерный источникMAX
Размер стола3000х1500
Мощность 16.00 кВт
Напряжение380В
Масса2400 кг
Код товара: 57341
Промышленный лазерный раскроечный комплекс для резки металла с ЧПУ P3015-10кВт с волоконным лазером IPG
Мощность лазера, Вт10000
Лазерный источникIPG
Размер стола3000х1500
Мощность 25.00 кВт
Напряжение380В
Масса8300 кг
Код товара: 59543
Лазерный труборез для круглых и профильных труб LF90M-3000W (IPG 3 кВт)
Мощность лазера, Вт3000
Лазерный источникIPG
Макс. Ø трубы350 мм
Макс. длина трубы9000 мм
Максимальный вес трубы, кг315 кг
Мощность 24.00 кВт
Напряжение380В
Масса7000 кг
Вверх
Какая мощность лазерной резки нужна производителю металла?
Определение того, какая мощность лазерной резки лучше всего соответствует потребностям цеха по изготовлению металлоконструкций, зависит от четырех аспектов производственного бизнеса: его клиентов, ресурсов, возможностей и эксплуатационных расходов. Cincinnati Incorporated
Cincinnati Incorporated
Примечание редактора: Содержание этой статьи основано на статье «Как заставить всю мощность лазера работать на вас», представленной на FABTECH 2021, Чикаго, Троем Уилсоном, менеджером по лазерным технологиям и средствам автоматизации, Цинциннати. Инкорпорейтед.
Гонка за киловатты лазерной резки снова началась. Это произошло с машинами CO 2 в 1990-х и 2000-х годах, и сейчас это происходит снова с волоконными лазерами. Есть место и для современных сверхмощных систем, но и для менее мощных тоже есть свое место. Итак, какая мощность лазера подходит для вашей операции?
Можно начать с изучения толщины материала, марки и геометрии вырезаемых деталей. Но прежде чем погрузиться в сорняки, уменьшите масштаб и посмотрите на общую картину. Рассмотрите свой общий бизнес, поскольку он связан с четырьмя областями: его клиенты, ресурсы, возможности и эксплуатационные расходы. Первая область, состав клиентов, определяет направление остальных трех, но все четыре могут повлиять на то, какой тип волоконного лазера лучше всего подойдет для вашего бизнеса.
Клиенты
Совокупность клиентов цеха формирует его бизнес-модель, которая в металлообработке обычно попадает в одну или комбинацию из трех областей: производитель оригинального оборудования (OEM или производитель линейки продуктов), контрактное производство и мастерская.
OEM-производители разрабатывают внутренние процессы в соответствии с потребностями своей продукции. Оборудование адаптируется, а производство настраивается и синхронизируется с темпами, обеспечивающими плавную, предсказуемую производительность с минимальным количеством отходов. Спрос на продукцию диктует темпы производства.
Контрактные производители предлагают один вкус или комбинацию двух вкусов. Один вариант описывает производителей, которые создают узлы для различных клиентов. Они могут специализироваться на определенных возможностях, связанных с определенным диапазоном типов материалов, толщины и точности обработки, но в конечном итоге они обслуживают широкий спектр рынков.
Другая разновидность контрактного производства фокусирует весь бизнес на одном или нескольких связанных рынках. В эту категорию попадают поставщики автомобилей высшего уровня, но многие другие компании тоже. Одним из менее известных примеров могут быть контрактные производители игровых автоматов.
В эту категорию попадают поставщики автомобилей высшего уровня, но многие другие компании тоже. Одним из менее известных примеров могут быть контрактные производители игровых автоматов.
Последней и наиболее распространенной бизнес-моделью является мастерская по изготовлению металлоконструкций. Это швейцарский армейский нож в отрасли. Их главные заботы — быстрое реагирование и сокращение цикла «от заказа до отправки».
Измерение общего времени производства, от приемного дока до отгрузочного дока, полезно для любого изготовителя, но может быть особенно важным для мастерской. Скажем, вы прикрепляете лист бумаги к листу сырья, когда он входит в дверь. Бумага следует за этим листом, когда он разрезается, сгибается, сваривается, отделывается, упаковывается и отправляется. Чем меньше времени требуется для того, чтобы эта бумага прошла через магазин, тем более отзывчивым будет бизнес и тем более конкурентоспособным может быть магазин по трудоустройству.
Теперь представьте себе то же упражнение в OEM. Бумага проходит через резку, гибку и сварку, а затем отправляется на склад готовой продукции. Когда клиенты покупают продукт, готовая продукция покидает склад, что завершает цикл. Теперь представьте, что OEM-производитель наращивает свои производственные мощности, а потребительский спрос на продукт не меняется. Материал быстрее перемещается по заводу, а затем попадает в готовую продукцию. Несмотря на увеличение производственных мощностей, общий производственный цикл не изменился.
Бумага проходит через резку, гибку и сварку, а затем отправляется на склад готовой продукции. Когда клиенты покупают продукт, готовая продукция покидает склад, что завершает цикл. Теперь представьте, что OEM-производитель наращивает свои производственные мощности, а потребительский спрос на продукт не меняется. Материал быстрее перемещается по заводу, а затем попадает в готовую продукцию. Несмотря на увеличение производственных мощностей, общий производственный цикл не изменился.
Андрей Токарчук / iStock / Getty Images Plus
Это не означает, что OEM-производителям никогда не придется увеличивать производственные мощности. Однако любое решение о покупке станка для лазерной резки (или другого оборудования), которое они принимают, основывается на продуктах, которые они производят или могут произвести в будущем. Иными словами, их продукты приносят доход, а не производственные мощности.
Контрактные производители (т. е. контрактные изготовители) не продают продукцию, но они также не продают мощности по производству чистого металла. Они продают надежные производственные партнерские отношения, и ожидания, которые поддерживают эти партнерские отношения, определяют, какой вкус у контрактного производителя. Некоторые контрактные производители могут развиваться, чтобы обслуживать одного или узкую группу похожих клиентов — опять же, как тот контрактный производитель, специализирующийся на бизнесе игровых автоматов. Другой изготовитель контрактов может обслуживать различные рынки. У него будет несколько потоков создания ценности, предназначенных для его крупнейших клиентов, но другие участки завода могут обрабатывать широкий спектр повторных заказов, основанных на типе материала, уровне качества или каком-либо другом показателе.
е. контрактные изготовители) не продают продукцию, но они также не продают мощности по производству чистого металла. Они продают надежные производственные партнерские отношения, и ожидания, которые поддерживают эти партнерские отношения, определяют, какой вкус у контрактного производителя. Некоторые контрактные производители могут развиваться, чтобы обслуживать одного или узкую группу похожих клиентов — опять же, как тот контрактный производитель, специализирующийся на бизнесе игровых автоматов. Другой изготовитель контрактов может обслуживать различные рынки. У него будет несколько потоков создания ценности, предназначенных для его крупнейших клиентов, но другие участки завода могут обрабатывать широкий спектр повторных заказов, основанных на типе материала, уровне качества или каком-либо другом показателе.
Представьте себе измерение общего времени производства в условиях контрактного производства. Вы прикрепляете лист бумаги к сырью, которое затем проходит через магазин и затем отправляется покупателю. В качестве альтернативы, работа может какое-то время находиться на складе готовой продукции изготовителя, откуда клиенты берутся в соответствии со стандартом Канбан . Клиент, извлекающий запас из готовой продукции, побуждает производителя пополнить запас.
В качестве альтернативы, работа может какое-то время находиться на складе готовой продукции изготовителя, откуда клиенты берутся в соответствии со стандартом Канбан . Клиент, извлекающий запас из готовой продукции, побуждает производителя пополнить запас.
Теперь представьте, что производитель по контракту увеличивает производственные мощности. Это сокращает время, которое газета проводит в цеху, и открывает для продавцов возможность продавать возможности компании по изготовлению металла другим клиентам, которые (они надеются) станут будущими производственными партнерами. Расширение производственных мощностей для поддержки быстрого и надежного реагирования также может означать, что для существующих клиентов контрактному производителю требуется меньший запас готовой продукции.
Таким образом, для контрактного производителя увеличение мощности может увеличить доход, но только если эта мощность помогает компании обслуживать определенный круг клиентов. Чем лучше подходит клиент, тем больше вероятность того, что он станет партнером-производителем.
Думайте об этих типах изготовителей — OEM, контрактный производитель и ремонтная мастерская — как о трех ингредиентах, составляющих «рецепт» бизнес-модели изготовителя. Некоторые производители используют только один ингредиент; другие используют два или три. Особенно это касается мастерских и контрактных производителей. В конце концов, успешная ремонтная мастерская часто становится контрактным производителем, и некоторые области бизнеса контрактного изготовителя — например, прототип или быстродействующий элемент — могут по-прежнему работать как ремонтная мастерская, которой она была раньше.
Кроме того, ремонтная мастерская может разработать свою собственную линейку продуктов, в то время как OEM-производитель может продавать избыточные производственные мощности, как ремонтная мастерская. Оба могут быть хорошими ходами, если они основаны на спланированной стратегии.
Например, мастерская может запустить линейку продуктов, чтобы сгладить сильно меняющийся спрос. Если, скажем, гнездо для лазерной резки не может быть заполнено текущими заданиями, магазин может использовать запасные части для пополнения запасов своей продукции. Фактически, по мере того, как оборудование становится более производительным, эта модель гибридной мастерской и производственной линии становится еще более жизнеспособной. Изготовителю со сверхмощным лазером, возможно, не придется беспокоиться о производственных цехах и сегментах производственной линии, которые борются за мощности лазерной резки, даже в часы пик.
Фактически, по мере того, как оборудование становится более производительным, эта модель гибридной мастерской и производственной линии становится еще более жизнеспособной. Изготовителю со сверхмощным лазером, возможно, не придется беспокоиться о производственных цехах и сегментах производственной линии, которые борются за мощности лазерной резки, даже в часы пик.
Точно так же OEM-производитель может создать подразделение по ремонту для продажи избыточных производственных мощностей. Однако в этом случае запуск мастерской в идеале должен быть частью запланированной стратегии OEM-производителя, а не просто реакцией на плохие инвестиции в оборудование. Покупка волоконного лазера мощностью 15 кВт может дать некоторым OEM-производителям больше возможностей для лазерной резки, чем им когда-либо понадобится, поэтому они начинают продавать эти избыточные мощности. К сожалению, весь завод-изготовитель рассчитан на выпуск узкого ассортимента продукции. Добавление в эту среду очень изменчивой работы мастерской может привести к значительной неэффективности.
Ресурсы
В распоряжении производителя есть пять категорий доступных ресурсов. Во-первых, это объектов , которые включают в себя размер магазина, доступное неиспользуемое пространство и то, насколько эффективно используется все пространство. Также обратите внимание, что одним из наиболее игнорируемых аспектов здесь является обработка материалов. Можно ли обрабатывать поток сырья и продукции на существующем оборудовании?
Цинциннати Инкорпорейтед
Второй персонал . Каков их набор навыков? Как они обучаются и насколько хорошо документированы их знания? Кто скоро выйдет на пенсию? Насколько эффективно организация может заполнять вакансии, нанимать и развивать таланты? Насколько они опытны в лазерной резке по сравнению с родственными процессами, такими как штамповка? Какими бы мощными они ни были, хорошие станки для лазерной резки требуют, чтобы ими управляли хорошие люди.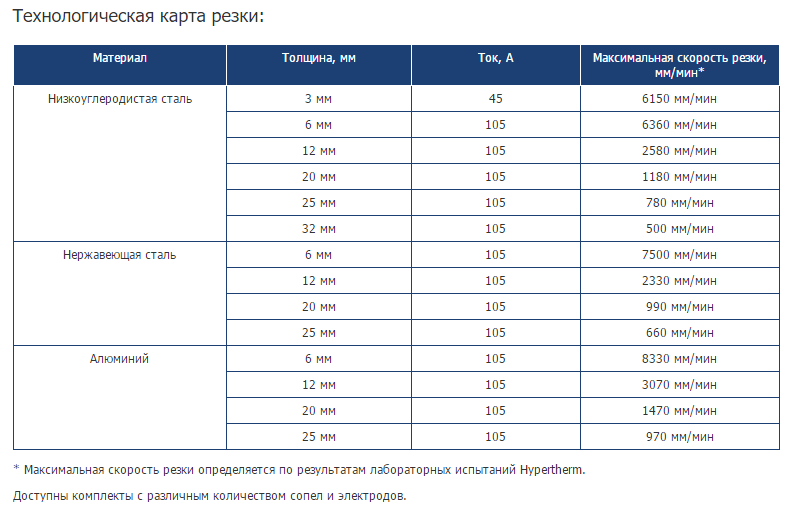
Третий ресурс, тесно связанный со вторым, доступных часов . Сколько смен работают люди, и может ли магазин добавить больше смен, если это необходимо? И наоборот, может ли компания, которая наращивает мощности, производить то, что ей нужно, всего за одну смену и устранять необходимость во второй смене?
Четвертый ресурс — это оборудование , которое включает в себя то, как компания измеряет свою эффективность и затраты на техническое обслуживание. Пятая включает внешних ресурса . Это включает в себя отношения магазина с другими производителями, которые могут справиться с переливами (влияющими на то, как операция может справиться с пиками спроса), а также с внешними поставщиками услуг, такими как компании по нанесению порошкового покрытия и гальваники. Увеличение мощности лазерной резки может быть настолько эффективным только в том случае, если большая часть работы должна выполняться внешними поставщиками услуг, у которых нет возможности справиться с возросшим объемом.
Думайте о каждой из этих пяти областей ресурсов как о ручках, чтобы «настроиться» на требования набора клиентов. Цех с небольшой площадью, но с доступной рабочей силой для распаковки и последующих операций может инвестировать в несколько сверхмощных лазеров для формовки, сварки и окончательной сборки, которые могут работать в несколько смен в периоды пикового спроса. Если дополнительные смены невозможны, эти мощные лазеры могут иметь смысл, если в магазине есть здоровая доза лазерной резки «только на плоской поверхности». С дополнительными инвестициями в автоматизацию лазеры могут работать без присмотра в выходные дни, а детали будут отправлены клиентам в понедельник утром. С другой стороны, если спрос требует дополнительных ресурсов, которых просто нет в наличии, простое увеличение мощности лазерной резки не будет эффективным использованием ресурсов.
Тем не менее, определение «эффективного использования ресурсов» зависит от состава клиентов и бизнес-модели производителя. Контрактный производитель, который режет в основном 10-ga. материал и тоньше могут запустить волоконный лазер мощностью 15 кВт в понедельник утром и завершить недельную работу к обеду. Это не очень эффективное использование ресурсов, по крайней мере, для контрактного производителя.
Контрактный производитель, который режет в основном 10-ga. материал и тоньше могут запустить волоконный лазер мощностью 15 кВт в понедельник утром и завершить недельную работу к обеду. Это не очень эффективное использование ресурсов, по крайней мере, для контрактного производителя.
В качестве альтернативы, эта же ситуация может открыть прекрасную возможность для магазина по трудоустройству. Успех магазина по трудоустройству в большей степени зависит от немедленно доступная мощность и менее при использовании мощности. Лазер мощностью 15 кВт может не работать непрерывно в ремонтной мастерской. Но до тех пор, пока производительность остается доступной, то есть система может начать действовать и производить детали в мгновение ока, этот мощный лазер может помочь магазину быстро отреагировать. Это увеличивает денежный поток и в то же время делает магазин по трудоустройству более конкурентоспособным.
Возможности
Они включают цепочку производственных этапов «от заказа до отгрузки» — расчет стоимости, проектирование, вырубка, гибка, сварка, окраска, сборка и отгрузка — вместе с характером деталей и сборок, проходящих через эти этапы. Здесь помогает целостный взгляд. Как заказы приходят в дверь? Как их представляет система планирования ресурсов предприятия (ERP) и какие шаги нужно предпринять, чтобы отправить эти заказы в цех? Последнее, что нужно изготовителю, — это оперативная узкая точка при обработке заказов и проектировании, до того, как детали достигнут операции первичной резки.
Здесь помогает целостный взгляд. Как заказы приходят в дверь? Как их представляет система планирования ресурсов предприятия (ERP) и какие шаги нужно предпринять, чтобы отправить эти заказы в цех? Последнее, что нужно изготовителю, — это оперативная узкая точка при обработке заказов и проектировании, до того, как детали достигнут операции первичной резки.
Дальнейшие процессы также имеют значение. Скажем, производитель модернизирует свои мощности лазерной резки, а затем отправляет детали дальше. Все кажется хорошо, пока они не доходят до процесса серийного порошкового покрытия, общего ресурса и слишком частой точки удушья. Чтобы действительно увеличить производительность и получить максимальную отдачу от инвестиций в лазерную резку и другое оборудование на начальных этапах, необходимо устранить узкие места на последующих этапах. В текущем примере непрерывная линия порошковой окраски с предварительной обработкой может быть хорошей инвестицией, если она устраняет точки удушья.
Тем не менее, узкие места не следует рассматривать без учета общей картины. Здесь в игру вступают маршрутизация заданий и спагетти-диаграммы. Скажем, у контрактного производителя есть основной производственный участок с пятью лазерами, питающими 20 листогибочных прессов и 25 сварочных станций. Это дает рабочим местам несколько дорожек для движения к финишу. В отдельной области у него есть поток создания ценности, предназначенный для одного клиента, который требует, чтобы продукты производились и обращались с ними определенным образом. Каждая область имеет свои потребности в гашении. Поток создания ценности, ориентированный на клиента, прекрасно работает с двумя маломощными центрами лазерной резки. Линия сбалансирована, и контрактный производитель может обеспечить надежную поставку. Повышение мощности лазерной резки было бы пустой тратой времени.
А как же основная производственная площадь? Сверхмощный лазер мог бы дать операции достаточную избыточную мощность, чтобы гарантировать, что остальная часть завода никогда не останется без работы. В качестве альтернативы операция (принимая во внимание имеющиеся ресурсы обслуживания) может выбрать сокращение числа центров лазерной резки с пяти до четырех.
В качестве альтернативы операция (принимая во внимание имеющиеся ресурсы обслуживания) может выбрать сокращение числа центров лазерной резки с пяти до четырех.
В другом сценарии инвестирование в более низкую мощность лазера может лучше подойти для операции, в зависимости от ассортимента продукции, особенно с учетом ресурсов, необходимых для плотной печати листов. На самом деле полезно думать о лазерной резке и извлечении как об одном процессе. В конце концов, лазерная резка на самом деле не завершена, пока она не будет доступна и представлена последующим операциям.
Рассмотрим тонкий лист, состоящий всего из нескольких больших прямоугольных частей — слишком больших, чтобы с ними было удобно обращаться отдельным людям. В этом случае маломощный лазер может резать достаточно быстро, чтобы не отставать от автоматизированного сортировщика деталей. Повышение мощности лазера в такой схеме может не помочь, так как автоматика не выдержит. То же самое было бы верно, даже если бы магазин полагался на ручную распаковку. И да, как часть гибкой производственной системы, эти детали могут быть доставлены обратно в башню для хранения, но в конечном итоге кто-то должен будет их разгрузить.
И да, как часть гибкой производственной системы, эти детали могут быть доставлены обратно в башню для хранения, но в конечном итоге кто-то должен будет их разгрузить.
Другой состав полностью меняет ситуацию. Рассмотрим операцию, в которой большинство гнезд состоит из средних и мелких деталей. В этом случае маломощному лазеру может потребоваться значительное время, чтобы разрезать все эти детали по периметру. У денестеров более чем достаточно времени для сортировки деталей. Однако сверхмощный лазер может значительно сократить время обработки, например, для углеродистой стали толщиной от 0,25 до 0,5 дюйма. Конечно, ручные сортировщики деталей будут заняты, и на этом участке может потребоваться несколько дополнительных людей, но они, вероятно, выиграли. не перегружаться.
Здесь, наконец, вступают в игру сорт материала и его толщина. Скажем, 80% работы цеха приходится на резку 16-го калибра. алюминий. Они обнаружили, что разница в скорости между системами мощностью 8 кВт и 15 кВт незначительна, так зачем вкладывать средства в систему мощностью 15 кВт?
Тем не менее, не следует рассматривать скорость резания изолированно. Вспомогательный газ тоже имеет значение. Рассмотрим операцию, которая вырезает много 0,5 дюйма. углеродистая сталь. Традиционно это было бы вырезано лазером с использованием кислорода в качестве вспомогательного газа, что означало, что детали, вероятно, нужно было бы отправить через вторичный процесс для удаления оксидного слоя. Однако сегодня мощные лазеры могут резать такие детали либо чистым азотом, либо даже сверхсухим воздухом, получая заготовки с кромкой без окислов. Резать еще несколько дюймов в минуту — это хорошо, но еще лучше отказаться от всей вторичной операции.
Вспомогательный газ тоже имеет значение. Рассмотрим операцию, которая вырезает много 0,5 дюйма. углеродистая сталь. Традиционно это было бы вырезано лазером с использованием кислорода в качестве вспомогательного газа, что означало, что детали, вероятно, нужно было бы отправить через вторичный процесс для удаления оксидного слоя. Однако сегодня мощные лазеры могут резать такие детали либо чистым азотом, либо даже сверхсухим воздухом, получая заготовки с кромкой без окислов. Резать еще несколько дюймов в минуту — это хорошо, но еще лучше отказаться от всей вторичной операции.
Когда речь идет о резке очень толстого материала от 1 до 1,25 дюйма, учитывайте рынок таких деталей. Толстая пластина, вырезанная лазером, может выглядеть необычайно круто на выставочном зале, но следует понимать, что такая резка пластин — это специализированная ниша. Операции лазерной резки толстых листов существуют, но они преуспевают благодаря выходу на рынки, которые никогда не рассматривали возможность лазерной резки. Во-первых, стол лазера должен быть рассчитан на работу с такой тяжелой пластиной. Во-вторых, операция по большей части будет конкурировать с плазменной резкой высокого разрешения, менее дорогим и зачастую более подходящим процессом.
Во-первых, стол лазера должен быть рассчитан на работу с такой тяжелой пластиной. Во-вторых, операция по большей части будет конкурировать с плазменной резкой высокого разрешения, менее дорогим и зачастую более подходящим процессом.
Эксплуатационные расходы
К ним относятся обычные подозреваемые, такие как расходы на оборудование, техническое обслуживание оборудования, расходы на персонал и стоимость внешних услуг. Имеет ли смысл вертикальная интеграция, например, перенос порошковой окраски или других процессов, которые ранее передавались на аутсорсинг?
И здесь в игру вступают менее обычные подозреваемые, включая энергопотребление. Магазин в районе с дорогим электричеством может иметь другую стратегию инвестиций в оборудование, особенно когда речь идет о вспомогательном газе. В регионах с низкой стоимостью энергии системы производства азота могут иметь большой смысл, но по мере роста стоимости киловатт-часа объемный азот становится все более привлекательным.
Рассмотрим один магазин в Сан-Хосе, штат Калифорния, и другой в Спокане, штат Вашингтон. В Сан-Хосе общая стоимость объекта за квадратный фут настолько высока, что магазин не добавляет оборудование; он заменяет оборудование. Пристройка к зданию обходится слишком дорого. Предприятие должно выжимать всю возможную ценность из каждого квадратного фута и получать больше от каждого ватта, потребляемого предприятием. Между тем, в магазине в Спокане есть место, и он может позволить себе добавить несколько лазеров, что, в свою очередь, повлияет на то, какие лазеры лучше всего подходят для операции.
Гибкое будущее
Проанализировав общую картину — ваших клиентов, ресурсы, возможности и эксплуатационные расходы — вы готовы узнать, какая лазерная система лучше всего подходит для вашей работы. Сюда входит не только уровень мощности, но и уровень автоматизации.
Одна из проблем заключается в том, что бизнес-модели развиваются, требования клиентов меняются, а технологии развиваются быстрее, чем когда-либо.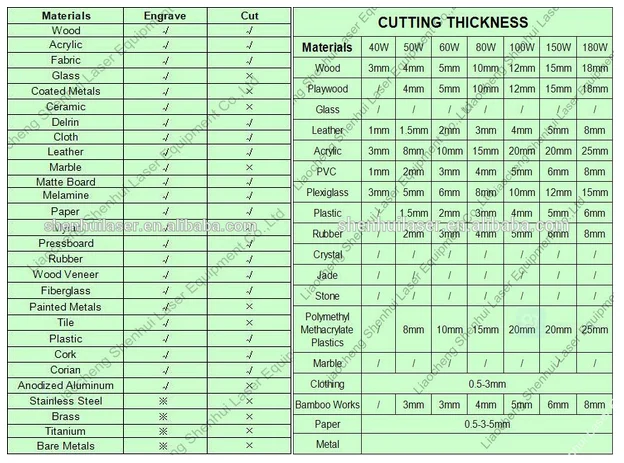 Волоконный лазер дал промышленности огромный двигатель; теперь достижения в области приводов, серводвигателей, режущих головок и сопел найдут новые способы получить максимальную отдачу от этого двигателя.
Волоконный лазер дал промышленности огромный двигатель; теперь достижения в области приводов, серводвигателей, режущих головок и сопел найдут новые способы получить максимальную отдачу от этого двигателя.
Модульность станет более важной. Изготовители смогут не только добавлять башни и средства автоматизации к существующим лазерам, но и заменять источники лазерного излучения, а не всю машину. Обмен может произойти за одну смену, а не за несколько дней или недель.
Допустим, производителю требуется заменить несколько старых CO2-лазеров. Это по-прежнему в первую очередь ремонтная мастерская, поэтому она выбирает универсальный волоконный лазер мощностью 10 кВт, напоминающий швейцарский армейский нож. Операция расширяется, и для удовлетворения производственных мощностей к лазеру мощностью 10 кВт добавляется башня. По мере развития бизнеса его потребности меняются. Магазин считает, что все больше внимания уделяется 10-ga. и более тонкий материал. На самом деле, это действительно нужно отделить от 10-ga. работать от остальных, чтобы соответствовать требованиям времени цикла.
работать от остальных, чтобы соответствовать требованиям времени цикла.
Таким образом, компания вложила средства в волоконный лазер мощностью 5 кВт, более чем достаточно мощный для обработки гнезд из деталей среднего размера из 10 га, большинство из которых не требует трудоемких внутренних элементов или сложных контуров. Дело в том, что смесь 10-ga. и более тонкие детали созрели для автоматизации. Между тем, автоматизированный лазер мощностью 10 кВт, когда-то бывший швейцарским армейским ножом, стал более подходящим для обработки динамических раскладок для ряда мелкосерийных работ — «длинного хвоста» ассортимента продукции магазина.
Какое решение? Вот где модульность вступает в игру. Автоматика снимается с 10-кВт лазера и ставится на 5-кВт систему. Система мощностью 5 кВт теперь обеспечивает работу ядра цеха, повторно заказываемых деталей. Между тем, 10-киловаттный станок становится для производителя машиной быстрого реагирования, где заказ можно загрузить, разрезать, выгрузить и отправить в течение нескольких часов.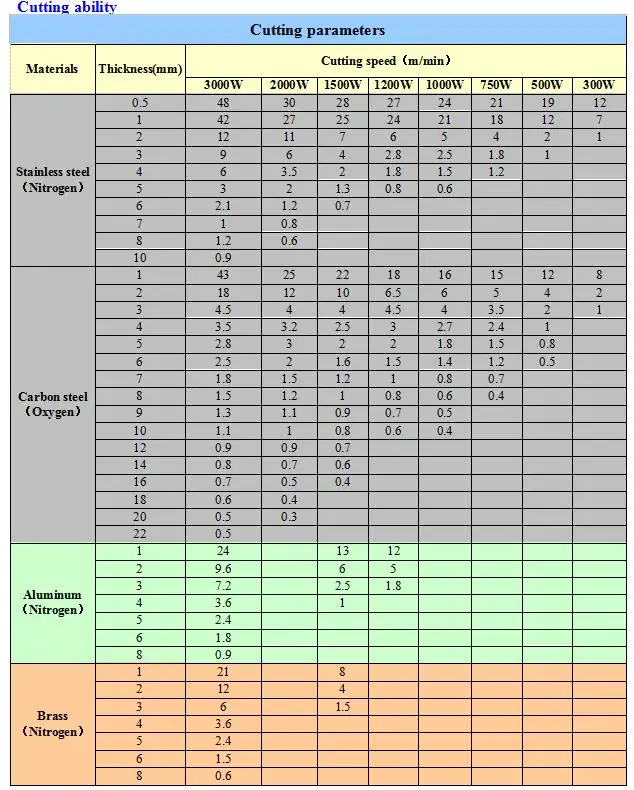
Такая модульность станет еще более важной в ближайшие годы. Технологии будут развиваться по мере развития производителей, по мере того, как они превращаются из мастерской в производителя по контракту, по мере того, как они запускают производственные линии, по мере того, как они переориентируют свой бизнес, чтобы воспользоваться новыми возможностями. По мере того, как прецизионное производство металла меняется, лазерная резка — основная технология, сформировавшая современную индустрию прецизионного листового металла — будет меняться вместе с ней.
Может ли 40-ваттный лазер резать металл?
by Eugene
Лазерная резка — это процесс использования станка для лазерной резки для резки таких материалов, как металл. Когда-то лазерная резка использовалась только промышленными производственными компаниями, но с появлением недорогих лазерных станков она стала обычным явлением. Но лазерные машины имеют разные характеристики, и мощность является одной из наиболее важных характеристик, которые следует учитывать при принятии решения о покупке.
Но лазерные машины имеют разные характеристики, и мощность является одной из наиболее важных характеристик, которые следует учитывать при принятии решения о покупке.
Может ли 40-ваттный лазер резать металл?
Лазер мощностью 40 Вт — не лучший вариант для резки металла. Для резки металла потребуется лазерный станок с более высокой мощностью. Если у вас есть 40-ваттный лазерный станок, вы можете использовать его только для более тонких материалов, таких как акрил. Я написал подробное руководство по покупке лазерных станков, которые лучше всего подходят для металла и дерева. Проверьте это здесь.
Содержание
Что может резать лазер мощностью 40 Вт?
Несмотря на то, что 40-ваттный лазер не может резать металл, вы все равно можете использовать его для лазерной резки многих других материалов. Эмпирическое правило заключается в том, чтобы использовать лазерный станок на материалах, которые мягче металла.
40 -ваттный лазер будет работать лучше всего при использовании следующих материалов:
- Wood
- Акрил
- Карточный запас
- Резина
- кожа
- PAPE
- LEATION
- PAPE
- SINTTHITICE
- PAPE
- 171717.
 9012.
9012. - 0.702. 9012. 9012 и синтититизированная
- . через материалы, перечисленные выше, хотя в зависимости от типа древесины, которую вы используете, может потребоваться второй проход, чтобы получить чистый срез на всем протяжении.
Для получения подробной информации о лучших материалах для лазерной гравировки ознакомьтесь с этой статьей.
Лазер какой мощности будет резать металл?
Для резки большинства металлов, включая нержавеющую сталь , и алюминий, требуется не менее 300 Вт, поэтому чем выше мощность вашего станка для лазерной резки, тем быстрее расплавится металлическая поверхность. Большинство лазеров, которые режут металл, дороги и легко могут стоить до 10 000 долларов. Но вы все равно можете получить хороший за гораздо меньшую цену. Обратитесь к этому руководству по покупке, в котором есть отличные машины по цене менее 5000 долларов.
Когда дело доходит до покупки лазерного резака для резки металла, вам нужно провести исследование и найти тот, который подходит именно вам и соответствует вашему бюджету.

Какой толщины металл можно резать лазером?
В зависимости от мощности станка для лазерной резки он может резать металл разной толщины. Чем ниже мощность, тем меньше дюймов машина может прорезать.
Ниже приведены некоторые примеры мощности машины и количества дюймов, которые она может прорезать:
- Станок мощностью 6000 Вт — 2,75 дюйма
- Станок мощностью 4000 Вт — 1 дюйм
Какие другие инструменты можно использовать для резки металла?
Металл — это твердая поверхность для резки, и для обеспечения вашей безопасности вам понадобятся соответствующие инструменты. Если вы не хотите вкладывать средства в станок для лазерной резки, есть и другие способы резки металла, хотя вы, возможно, не сможете получить подробный проект.
Вот другие варианты резки металла:
- Гидроабразивная резка
До появления лазерной резки в игре по резке металла был только один игрок, и это был гидроабразивный резак.

