Что такое пайка металлов. Какие бывают виды пайки. Как происходит процесс пайки. Какие материалы и инструменты используются для пайки. Чем пайка отличается от сварки.
Что такое пайка металлов
Пайка — это технологический процесс соединения металлических деталей с помощью расплавленного припоя, имеющего более низкую температуру плавления, чем соединяемые металлы. При пайке припой нагревается до жидкого состояния, смачивает поверхности соединяемых деталей и после затвердевания образует прочное неразъемное соединение.
Основные преимущества пайки:
- Возможность соединения разнородных металлов
- Высокая производительность процесса
- Отсутствие значительных температурных деформаций деталей
- Возможность получения герметичных соединений
- Хорошая электропроводность паяных швов
Виды пайки металлов
В зависимости от температуры плавления припоя различают следующие основные виды пайки:
Низкотемпературная пайка
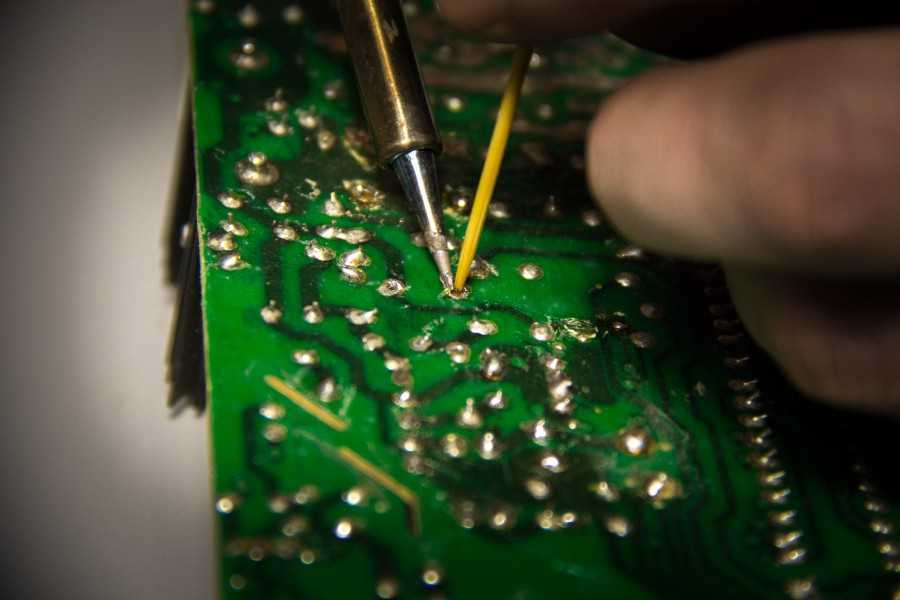
Выполняется при температуре до 450°C. Для низкотемпературной пайки используются легкоплавкие припои на основе олова, свинца, висмута. Применяется для пайки электронных компонентов, радиодеталей, проводов.

Высокотемпературная пайка
Осуществляется при температуре выше 450°C, чаще всего в диапазоне 600-1100°C. Используются тугоплавкие припои на основе меди, серебра, золота. Применяется для получения прочных соединений в машиностроении, приборостроении, ювелирном деле.
Технология процесса пайки
Процесс пайки металлов включает следующие основные этапы:
- Подготовка поверхностей деталей — очистка от загрязнений, оксидных пленок, обезжиривание.
- Нанесение флюса на места пайки для защиты от окисления и улучшения смачивания припоем.
- Нагрев места пайки и расплавление припоя.
- Заполнение зазора между деталями жидким припоем.
- Охлаждение и кристаллизация припоя.
- Удаление остатков флюса (при необходимости).
Материалы для пайки
Припои
Припои — это металлические сплавы с температурой плавления ниже, чем у соединяемых материалов. Основные виды припоев:
- Оловянно-свинцовые (ПОС-61, ПОС-40 и др.)
- Медно-цинковые (ПМЦ-36, ПМЦ-48 и др.)
- Серебряные (ПСр-45, ПСр-72 и др.)
- Алюминиевые (34A, 35A и др.)
Флюсы
Флюсы применяются для удаления оксидных пленок и защиты места пайки от окисления. Основные виды флюсов:

- Канифоль (для электроники)
- Паяльная кислота (для пайки черных металлов)
- Буру и борную кислоту (для пайки цветных металлов)
Инструменты и оборудование для пайки
Для выполнения пайки применяются следующие основные инструменты и оборудование:
- Паяльники электрические и газовые
- Паяльные станции
- Паяльные лампы
- Индукционные нагреватели
- Печи для пайки
- Паяльные фены
Отличия пайки от сварки
Основные отличия пайки от сварки заключаются в следующем:
- При пайке не происходит расплавления соединяемых деталей
- Пайка выполняется при более низких температурах
- Паяное соединение менее прочное, чем сварное
- Пайка позволяет соединять разнородные металлы
- При пайке отсутствуют значительные деформации деталей
Области применения пайки
Пайка широко применяется в следующих отраслях:
- Электроника и приборостроение
- Ювелирное производство
- Машиностроение
- Авиационная и космическая промышленность
- Производство радиоаппаратуры
- Сантехнические работы
Преимущества и недостатки пайки
Преимущества пайки:
- Возможность соединения тонких и разнородных материалов
- Отсутствие деформаций и изменения структуры металла
- Высокая производительность процесса
- Возможность автоматизации
Недостатки пайки:
- Меньшая прочность соединения по сравнению со сваркой
- Необходимость тщательной подготовки поверхностей
- Возможность коррозии в месте пайки
- Токсичность некоторых припоев и флюсов
Техника безопасности при пайке
При выполнении пайки необходимо соблюдать следующие правила безопасности:

- Работать в хорошо вентилируемом помещении
- Использовать защитные очки и перчатки
- Не прикасаться к горячим деталям и инструментам
- Не допускать попадания флюса и припоя на кожу
- Соблюдать осторожность при работе с газовыми горелками
Современные тенденции в технологии пайки
Основные направления развития технологии пайки:
- Применение бессвинцовых припоев
- Внедрение лазерной и плазменной пайки
- Использование индукционного нагрева
- Автоматизация процессов пайки
- Разработка новых флюсов и припоев специального назначения
Пайка | это… Что такое Пайка?
У этого термина существуют и другие значения, см. Пайка (значения).
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов.
|
Содержание
|
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.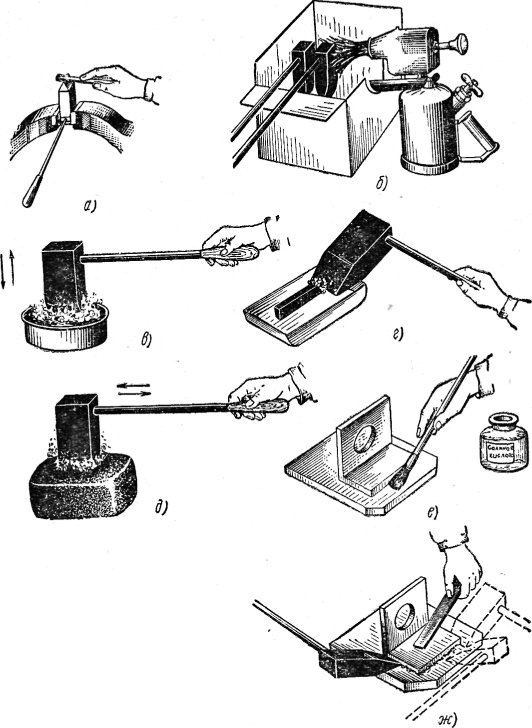
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Драгоценные металлы (золото, серебро, палладий и т.

- Медь
- Никель, латунь, бронза
- Драгоценные металлы (золото, серебро, палладий и т.
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Железо, сталь
- Чугун
- Алюминий
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки
. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.

- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).

- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См. также
- Соединение
- Отсос для припоя
- Канифоль
- Холодная пайка
Ссылки
- Основы технологии монтажа в отверстия. Часть I
- Основы технологии монтажа в отверстия. Часть II
- Пайка для начинающих Рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы.
- Пайка для начинающих II
- Особенности применения электронных компонентов без содержания свинца (Pb-free)
- Комикс об азах пайки для начинающих
- Как правильно паять? Видеокурс
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М.
 А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка | это… Что такое Пайка?
У этого термина существуют и другие значения, см. Пайка (значения).
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов.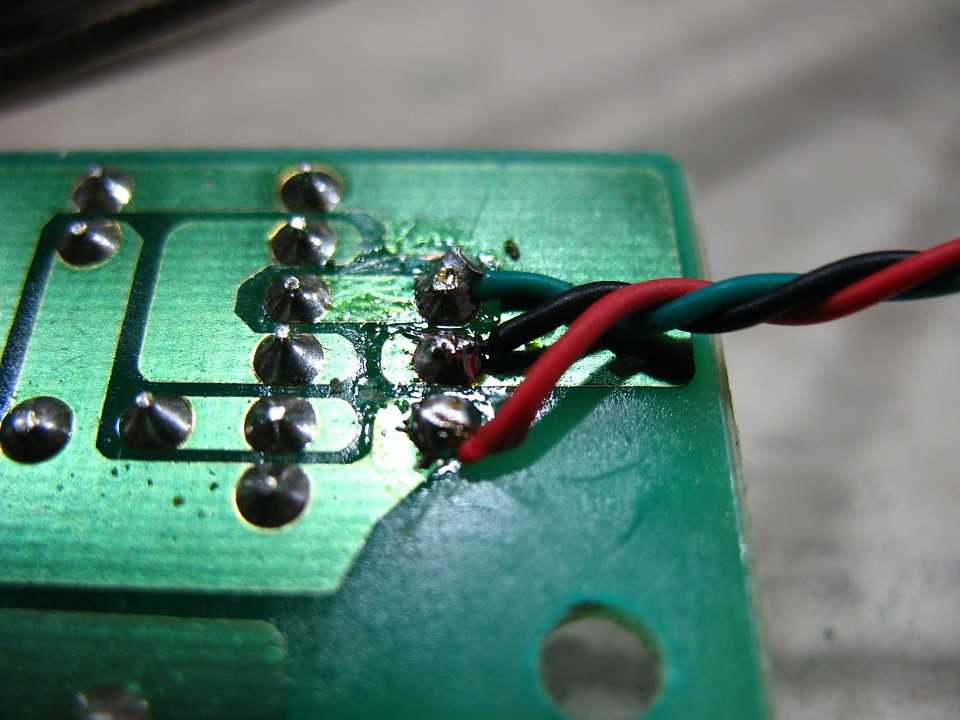 Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
|
Содержание
|
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Драгоценные металлы (золото, серебро, палладий и т.
 д., а также их сплавы)
д., а также их сплавы) - Медь
- Никель, латунь, бронза
- Драгоценные металлы (золото, серебро, палладий и т.
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Железо, сталь
- Чугун
- Алюминий
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
См. также
- Соединение
- Отсос для припоя
- Канифоль
- Холодная пайка
Ссылки
- Основы технологии монтажа в отверстия. Часть I
- Основы технологии монтажа в отверстия. Часть II
- Пайка для начинающих Рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы.
- Пайка для начинающих II
- Особенности применения электронных компонентов без содержания свинца (Pb-free)
- Комикс об азах пайки для начинающих
- Как правильно паять? Видеокурс
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М.
 А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Пайка – определение, процесс, типы
Пайка – это процесс соединения двух или более типов металлов путем плавления припоя. Первый паяльник был разработан в 1896 году Ричардом Шнайдером и Августом Тиннерхолом и получил название «Первый электронагревательный аппарат».
Пайка широко используется в электронике, так как она проста и безопасна при соединении чувствительных материалов. Кроме того, этот процесс также известен для металлообработки, сантехники, кровли и соединения проводов. Давайте подробно рассмотрим пайку, чтобы узнать больше.
Что такое пайка?
При пайке для соединения металлических поверхностей используется присадочный металл с низкой температурой плавления, также известный как припой. Припой обычно состоит из сплава, состоящего из олова и свинца, температура плавления которых составляет около 235°C и 350°C соответственно.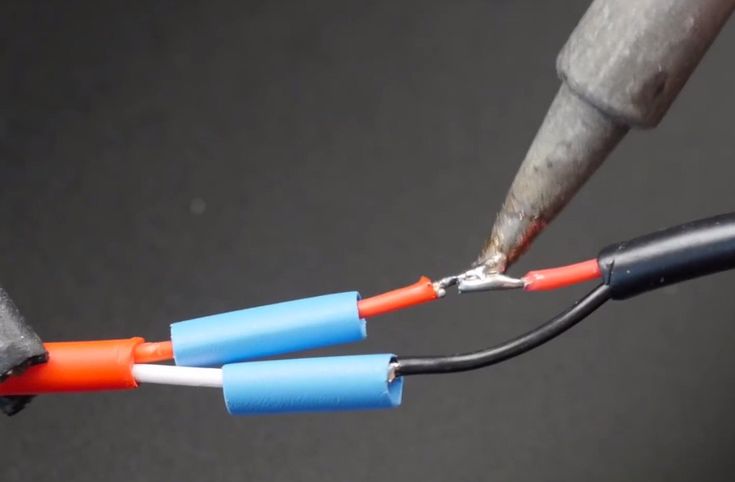
Но при смешивании олова и свинца температура плавления смеси снижается до 183°C. Сплав плавится горячим утюгом при температуре выше 316 ° C (600 ° F).
При остывании припой создает прочную электрическую и механическую связь между металлическими поверхностями. Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Обратите внимание, что бессвинцовые припои все чаще используются в качестве альтернативы экологически вредным припоям на основе свинца в соответствии с правилами.
Процесс пайки
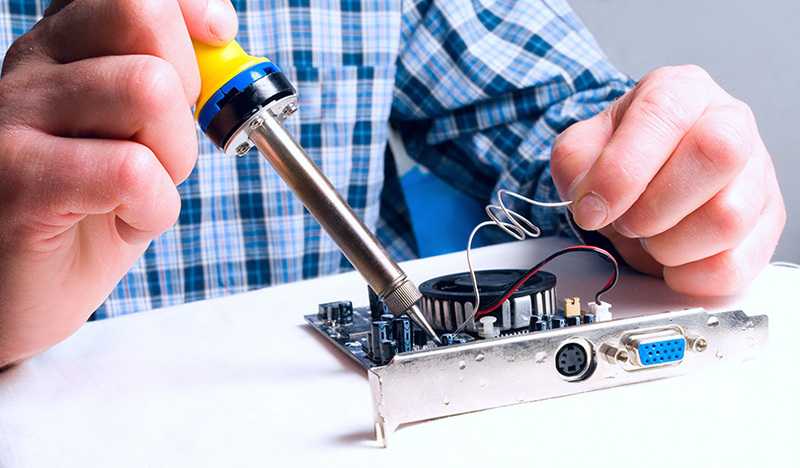
Ручная пайка
Первым шагом в пайке является надевание защитного снаряжения в хорошо проветриваемом помещении. Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
После окончания подготовки пришло время нагреть основной металл до рабочей температуры с помощью горячего утюга. Это поможет предотвратить тепловой удар, активирует припой и в целом улучшит качество соединения. Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Ключом к успешной пайке является обеспечение того, чтобы соединяемые металлы были чистыми и не содержали оксидов или других загрязнений.
Демонтаж
Время от времени компоненты выходят из строя и требуют замены. Когда эти компоненты механически удерживаются на месте с помощью припоя, процесс, называемый распайкой, удаляет материал чисто и безопасно.
Для расплавления припоя можно использовать паяльник или тепловую пушку , что позволяет безопасно удалять припаянные компоненты. Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0033 в качестве вакуума или фитиль для поглощения расплавленного припоя.
В качестве альтернативы можно прибегнуть к агрессивному методу с использованием сжатого воздуха , который может сдуть жидкий припой.
Пайка и сварка
Хотя пайка и сварка представляют собой процессы, при которых соединяются два куска металлического сплава, существуют некоторые ключевые различия в способах соединения металлов.
Пайка использует расплавленные присадочные металлы для соединения нагретых основных материалов. Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Сварка выполняется при более высоких температурах для расплавления присадочного материала и заготовки. Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Металлы
Пайка хорошо работает со следующими основными металлами:
-
Золото
-
Серебро
-
Железо
-
Латунь
-
Медь
-
Алюминий
-
Сталь
-
Титан
В то время как некоторые из этих металлов легко поддаются пайке мягким припоем, для соединения более твердых металлов могут потребоваться присадочные материалы с более высокой температурой плавления.
Паяльные инструменты
Паяльники — это ручные инструменты, которые нагревают припой выше температуры его плавления.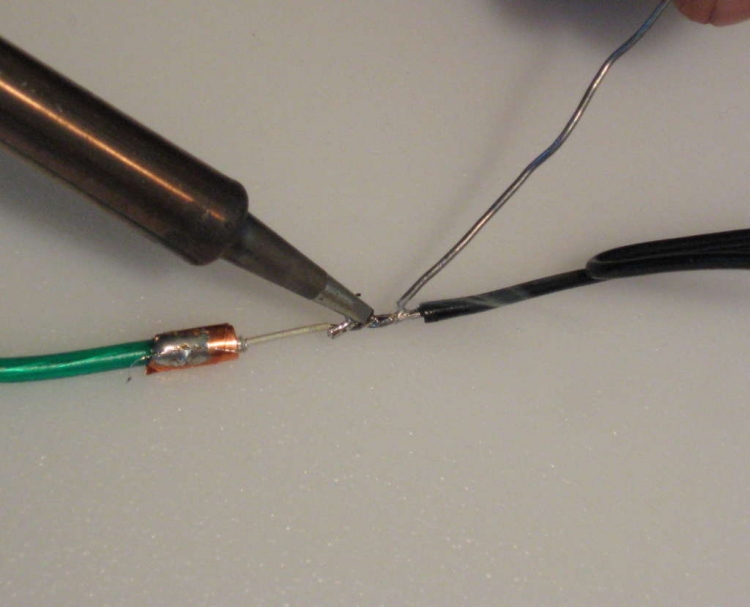 Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Паяльники используются, когда более высокие температуры требуют большей мощности. Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльные станции — это многоцелевые устройства, в которых есть все для небольших проектов. Они более долговечны, чем обычные паяльники, поскольку оснащены датчиками, предохранителями, оповещениями и регулировкой температуры.
Припои
Припой на основе свинца
Большинство проектов по пайке обычно выполняется с использованием свинцового припоя, состоящего из олова и свинца в соотношении 60-40. Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.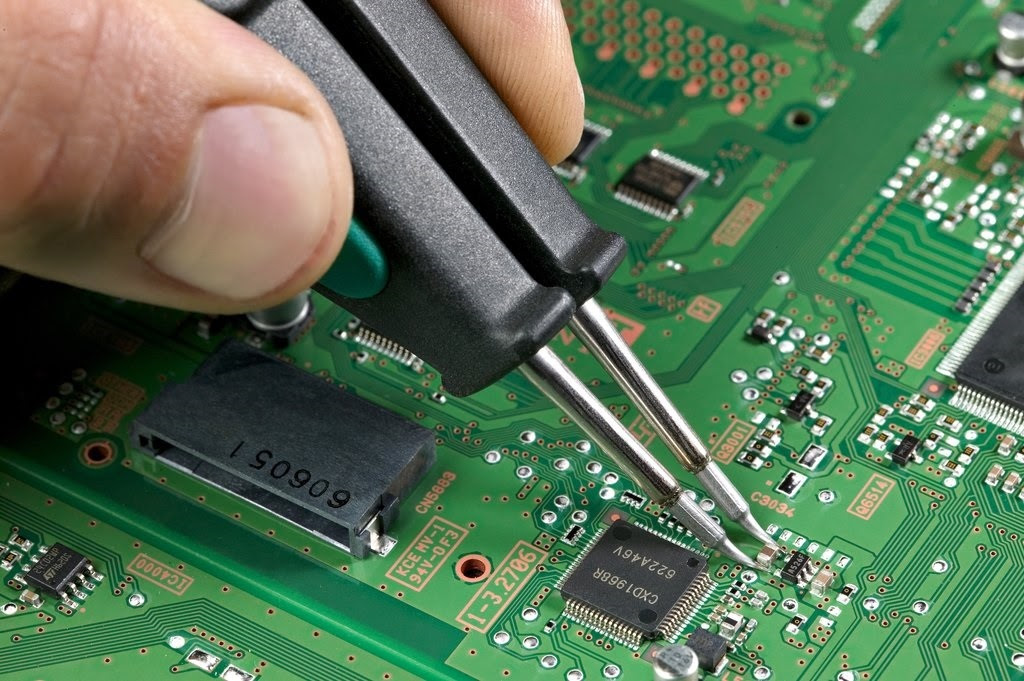
Бессвинцовый припой
Для уменьшения использования вредных элементов были разработаны бессвинцовые припои. Обычно они представляют собой проволоку для припоя и состоят из металлов с более высокой температурой плавления: олова, меди, висмута, серебра, латуни, индия и сурьмы.
Припой с флюсовым сердечником
Эти присадочные металлы выпускаются в виде пасты или проволоки для пайки, которые содержат сердечник из флюсового припоя. Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс
Канифольный флюс (также называемый пассивным флюсом) используется для электроники, так как оставляет осадок, не вызывающий коррозии.
Кислотный флюс Припой обладает агрессивными свойствами, которые эффективно удаляют оксиды с поверхности металла. Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Тип флюса можно разделить на две группы в зависимости от его применения. Флюс No-clean изготовлен из натуральной канифоли или других синтетических материалов и не требует дополнительной очистки, а водорастворимый флюс содержит водорастворимую смолу, которая легко удаляется при полоскании.
Методы нагрева
Хотя концепция пайки довольно проста, существуют различные методы нагрева, которые зависят от области применения или проекта. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Лазер
Обычно используемые в тонкой электронике, лазеры мощностью 30-50 Вт могут точно создавать паяные соединения, предотвращая нагревание окружающей области. Он обычно используется на печатных платах, где компоненты компактны.
Индукция
Медные катушки нагревают припой с помощью колеблющегося высокочастотного переменного тока.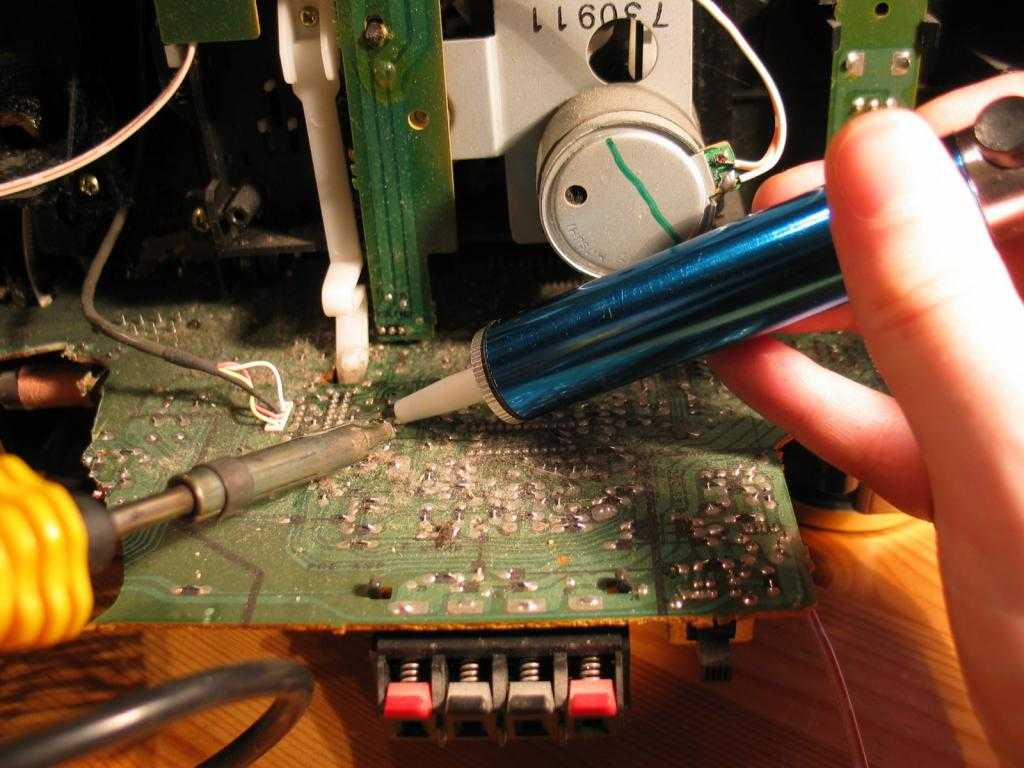 Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что очень удобно для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что очень удобно для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Сопротивление
Эта форма для пайки вырабатывает тепло за счет подачи электрического тока на припой и паяльник. Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Инфракрасный свет
Этот метод использует инфракрасный (ИК) свет в качестве способа передачи тепла в целевую область. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Типы пайки
Вот три типа пайки, которые используются при различных уровнях температуры, что приводит к разной прочности соединения:
-
Мягкая пайка (90 °C – 450 °C)
Припой плавит сплавы, содержащие свинец, который имеет низкую температуру плавления.
 Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.
Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы. -
Твердая пайка (выше 450 °C)
Латунь и серебро обычно припаиваются твердым припоем с использованием пламени паяльной лампы для расплавления присадочного металла. Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.
-
Пайка (выше 450 °С)
В пайкеиспользуются металлы с гораздо более высокой температурой плавления по сравнению с твердой и мягкой пайкой. Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
Преимущества пайки
-
Пайка выполняется при более низких температурах по сравнению с обычными методами сварки.
-
Большинство металлов и неметаллов можно паять.
-
Простой процесс облегчает обучение.
-
Основной металл не плавится в процессе, в отличие от таких методов сварки, как сварка электродом, сварка порошковой проволокой и т. д.
-
Мягкая пайка может быть удалена с помощью инструмента для удаления припоя без повреждения основных материалов.
Недостатки пайки
-
Более слабые соединения по сравнению с другими методами сварки, такими как MIG и TIG.
-
Пайка не подходит при высоких температурах, так как припой имеет низкую температуру плавления.
-
Тяжелые металлы не подходят для пайки.
-
Расплавленный припой может оставить остатки токсичного флюса.
-
Неправильный нагрев может привести к деформации или образованию пустот в припое.
Области применения
Электронная промышленность
Наиболее популярным применением этого процесса плавления является пайка электроники, при которой провода соединяются, а электронные компоненты вплавляются в печатную плату.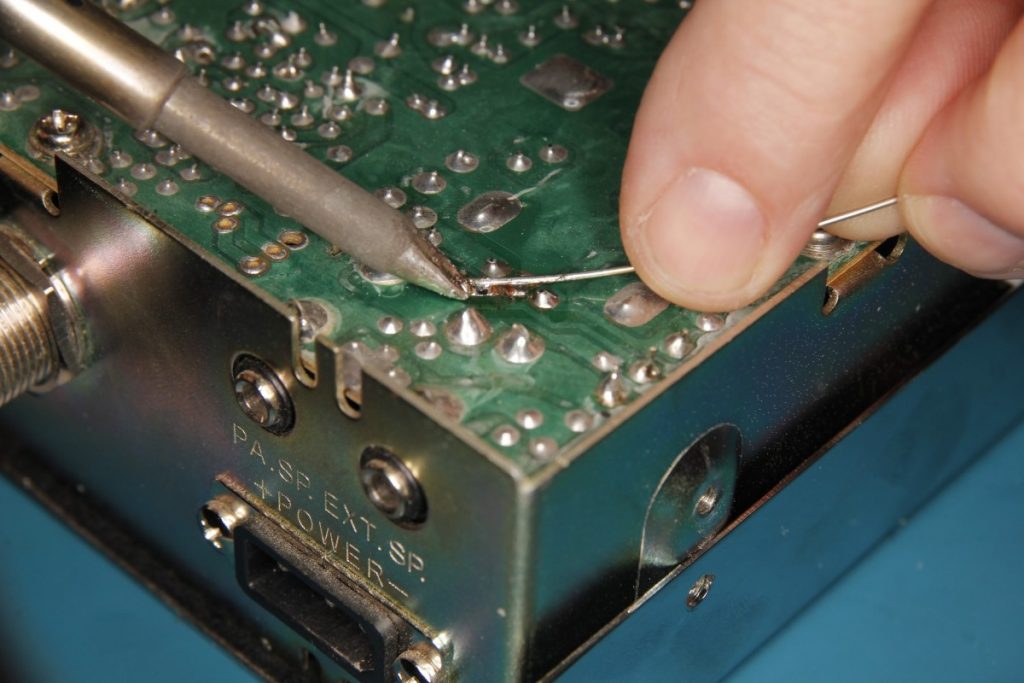 Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Кровля
Пайка может использоваться для создания герметичных крыш, в которых оцинкованная сталь пропитана припоем. Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Профили
Пайка применяется в производстве труб и сантехники для создания стыковочных секций. Это простой процесс и надежное решение, например, для герметизации соединений в медных трубах.
Искусство
Пайка может быть использована для создания витражей, лепки из проволоки, скульптур, украшений и других творческих работ.
Металлоконструкции
Материал для пайки можно использовать для заполнения полостей и выравнивания шероховатых поверхностей. Этот процесс практикуется для сплавления металлических листов, труб и других изделий, где металлы не подвергаются воздействию высоких температур.
Автоматизация
Технология позволяет нам автоматизировать процесс пайки с помощью запрограммированных роботов. Он не только создает точные соединения, но и обеспечивает высокую скорость производства.
Он не только создает точные соединения, но и обеспечивает высокую скорость производства.
Важные моменты, которые следует помнить
Пайка играет жизненно важную роль в электронной промышленности наряду с несколькими приложениями. Если все сделано правильно, это может обеспечить прочные и надежные механические соединения.
В то время как фундаментальная концепция пайки проста, инновации меняют способ выполнения этого процесса, обеспечивая большую универсальность и удобство использования. Современные технологии позволяют автоматизировать процессы, аналогичные процессам сварки, таким как MIG и точечная сварка, с использованием различных припоев в зависимости от области применения.
По мере того, как мы продолжаем углубляться в микро- и нанотехнологии, весьма вероятно, что для соединения этих небольших электронных деталей будет разработана пайка или другая подобная форма.
Пайка — Энциклопедия Нового Света
Использование паяльника для отпайки контакта.
Пайка — это высокотемпературный метод соединения металлических поверхностей с использованием наполнителя, называемого припоем . Припой представляет собой металлический сплав с температурой плавления ниже 450°C (842°F). Слово припой происходит от среднеанглийского слова soudur , через старофранцузское soldure и soulder , от латинского solidare , что означает «сделать твердым».
Содержание
- 1 Приложения
- 2 метода
- 3 припоя
- 4 Флюс
- 5 Основные методы пайки электроники
- 6 Бессвинцовая электронная пайка
- 7 Пайка витража
- 8 Трубная/механическая пайка
- 9 Дефекты пайки
- 10 Процессы пайки
- 11 Типы припоя
- 11.1 Свинцовый припой
- 11.2 Твердый припой
- 11.3 Припой с флюсовым сердечником
- 11.4 Бессвинцовый припой
- 12 Распайка
- 12.
 1 Демонтаж и повторная пайка
1 Демонтаж и повторная пайка
- 12.
- 13 См. также
- 14 Примечания
- 15 Каталожные номера
- 16 Внешние ссылки
- 17 кредитов
В процессе пайки к соединяемым частям прикладывается тепло, в результате чего припой плавится и втягивается в соединение под действием капиллярных сил и связывается с соединяемыми материалами. После охлаждения металла полученные соединения не такие прочные, как основной металл, но они обладают достаточной прочностью, электропроводностью и водонепроницаемостью для многих применений. Пайка отличается от пайки тем, что при пайке используется присадочный металл с более низкой температурой плавления. Он отличается от сварки тем, что в процессе соединения основной металл не расплавляется.
Области применения
Пайка — древняя техника, которая использовалась практически с тех пор, как люди изготавливали изделия из металла. Сегодня наиболее частым применением пайки является сборка электронных компонентов на печатных платах (PCBs). Еще одно распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах. Соединения в объектах из листового металла, таких как банки для пищевых продуктов, отливы крыши, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и до сих пор. Ювелирные изделия и мелкие механические детали часто собираются пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах. Пайка также может быть использована для создания полупостоянной заплаты для утечки в контейнере или емкости для приготовления пищи.
Еще одно распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах. Соединения в объектах из листового металла, таких как банки для пищевых продуктов, отливы крыши, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и до сих пор. Ювелирные изделия и мелкие механические детали часто собираются пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах. Пайка также может быть использована для создания полупостоянной заплаты для утечки в контейнере или емкости для приготовления пищи.
По мере развития технологий и объединения электронных устройств на платах и микросхемах меньшего размера использование пайки для электронных товаров сокращается. Тем не менее, пайка, вероятно, будет продолжать использоваться в различных производственных процессах, поскольку она недорогая и простая в использовании. Кроме того, это ценный метод изготовления прототипов и экспериментальных устройств, поскольку припой легко удаляется. Вполне вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Вполне вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Методы
Пайка может выполняться несколькими способами, включая пропускание деталей над небольшим фонтаном в емкости с расплавленным припоем (пайка волной припоя), нагревание узлов с помощью инфракрасной лампы или с использованием точечного источника, такого как как электрический паяльник, паяльная горелка или инструмент для пайки горячим воздухом. В последнее время пайка оплавлением используется почти исключительно для сборки печатных плат, иногда за ней следует пайка волной припоя или пайка вручную для компонентов нестандартного размера/формы.
Хотя основной материал не плавится в процессе пайки, некоторые атомы основного материала растворяются в жидком припое. Этот процесс растворения улучшает механические и электрические характеристики паяного соединения. «Холодное паяное соединение» с плохими свойствами может получиться, если основной металл не нагрет в достаточной степени, чтобы полностью расплавить припой и вызвать этот процесс растворения.
Обратите внимание, что различие между пайкой и пайкой является условным, единственное различие заключается в температуре плавления присадочного материала. В качестве практического предела обычно используется температура 450°C. Обычно требуется различное оборудование или приспособления, потому что (например) большинство паяльников не могут достигать достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами есть существенная разница: припои обладают гораздо большей структурной прочностью, чем припои, и их формула разработана для этой цели, а не для обеспечения максимальной электропроводности. Паяные соединения часто такие же или почти такие же прочные, как и соединяемые детали, даже при повышенных температурах.
«Твердая пайка» или «пайка серебром» (выполняемая с использованием высокотемпературного припоя, содержащего до 40 процентов серебра) также часто является формой пайки, поскольку она включает присадочные материалы с температурой плавления около или выше 450°C. Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной температуры плавления используемого наполнителя.
Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной температуры плавления используемого наполнителя.
Припои
Припои доступны в различных сплавах для различных применений. Традиционно эвтектический сплав [1] из 63 процентов олова и 37 процентов свинца (или соотношение 60/40, что почти идентично по своим характеристикам эвтектике) был предпочтительным сплавом для большинства соединений меди.
Эвтектический состав имеет несколько преимуществ при пайке. Главным из них является совпадение температур ликвидуса и солидуса, т. е. отсутствие пластической фазы. Это обеспечивает более быстрое смачивание по мере нагрева припоя и более быструю настройку по мере остывания припоя. Неэвтектический состав должен оставаться неподвижным, когда температура падает через точки ликвидуса и солидуса. Любое неравномерное движение во время пластической фазы может привести к трещинам, что приведет к ненадежному соединению. Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
По экологическим причинам более широко используются «бессвинцовые» припои. К сожалению, большинство «бессвинцовых» припоев не являются эвтектическими составами, что затрудняет создание с ними надежных соединений. См. полное обсуждение ниже.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее припаянных узлов без распайки предыдущих соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных соединений. эксплуатации или для первой сборки элементов, которые не должны отпаиваться при последующих операциях. Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
В высокотемпературных процессах соединения металлов (сварка, пайка и пайка) основной целью флюса является предотвращение окисления основного и присадочного материалов. Например, оловянно-свинцовый (SnPb) припой очень хорошо сцепляется с медью, но плохо с различными оксидами меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстановительным при повышенных температурах, предотвращая образование оксидов металлов. Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки.
Например, оловянно-свинцовый (SnPb) припой очень хорошо сцепляется с медью, но плохо с различными оксидами меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстановительным при повышенных температурах, предотвращая образование оксидов металлов. Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки.
Флюс должен быть правильно выбран для процесса; флюс для пайки испаряется и не действует при высоких температурах, используемых для сварки. Для ручной пайки часто используется припой с флюсовым сердечником. Припой формируется в небольшую трубку с жидким флюсом в центре. Флюс автоматически доставляется в соответствующем количестве по мере использования припоя. Точно так же стержни для припоя обычно доступны с покрытием из твердого флюса.
Традиционно паяльные флюсы требовали удаления после обработки из-за их химической активности, которая в конечном итоге разрушала основной материал и приводила к ненадежному соединению. Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и/или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (для удаления которых не требуются летучие органические соединения (ЛОС)) и «не требующие очистки» флюсы, которые достаточно мягкие и не требуют удаления вообще. Характеристики флюса должны быть тщательно оценены — очень мягкий флюс, не требующий очистки, может быть вполне приемлемым для производственного оборудования, но не обеспечивает адекватных характеристик для плохо контролируемой ручной пайки.
Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и/или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (для удаления которых не требуются летучие органические соединения (ЛОС)) и «не требующие очистки» флюсы, которые достаточно мягкие и не требуют удаления вообще. Характеристики флюса должны быть тщательно оценены — очень мягкий флюс, не требующий очистки, может быть вполне приемлемым для производственного оборудования, но не обеспечивает адекватных характеристик для плохо контролируемой ручной пайки.
В некоторых современных процессах используется инертная газовая среда, не поддерживающая окисление. Эти процессы могут устранить необходимость в потоке.
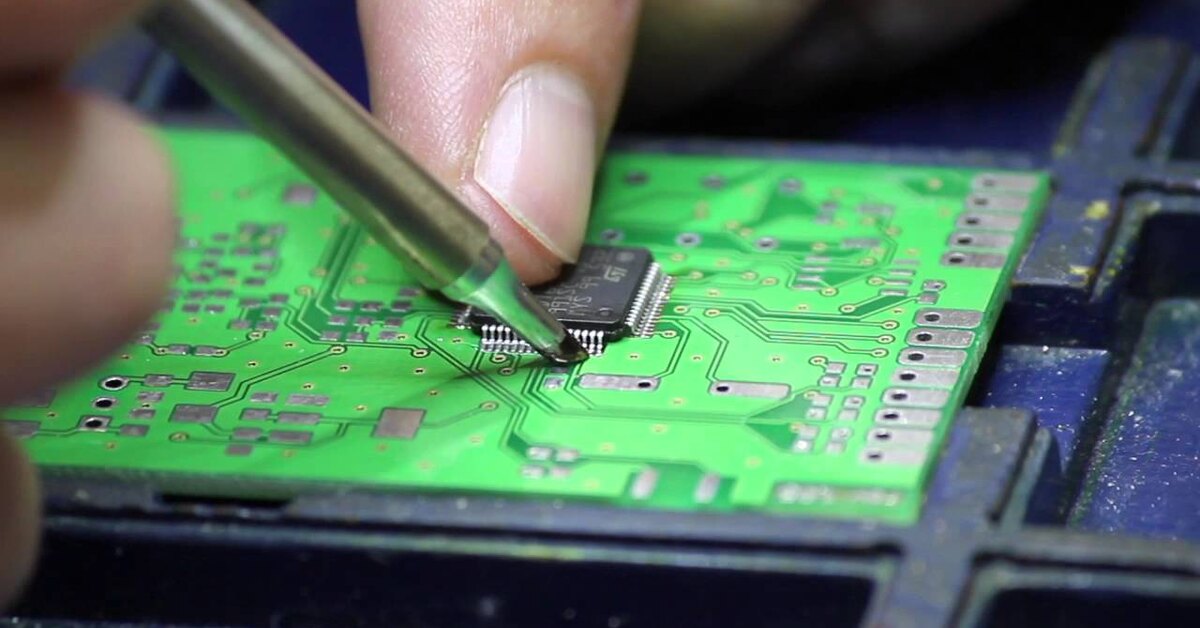
Основные методы пайки электроники
Тюбик с многожильным припоем для электроники, используемый для ручной пайки. Флюс содержится в пяти ядрах внутри самого припоя.
Все площадки для пайки и клеммы устройства должны быть чистыми для хорошего смачивания и теплопередачи. Паяльник или пистолет должны быть чистыми и предварительно залуженными (предварительно покрытыми) припоем, иначе компоненты могут чрезмерно нагреваться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов состоит в том, чтобы приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы. После введения устройства лишние выводы можно обрезать, оставив только длину, равную радиусу контактной площадки. Можно использовать пластиковые монтажные зажимы или держатели для больших устройств, чтобы уменьшить монтажные усилия.
Паяльник или пистолет должны быть чистыми и предварительно залуженными (предварительно покрытыми) припоем, иначе компоненты могут чрезмерно нагреваться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов состоит в том, чтобы приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы. После введения устройства лишние выводы можно обрезать, оставив только длину, равную радиусу контактной площадки. Можно использовать пластиковые монтажные зажимы или держатели для больших устройств, чтобы уменьшить монтажные усилия.
Общие указания по процедуре следующие (хотя детали могут различаться в зависимости от применения): Нагрейте выводы чувствительных устройств, чтобы предотвратить тепловое повреждение. Примените паяльник или пистолет к контактному проводу и медной площадке, чтобы равномерно нагреть их. Наносите припой как на вывод, так и на контактную площадку, но никогда не наносите его непосредственно на жало паяльника или пистолета.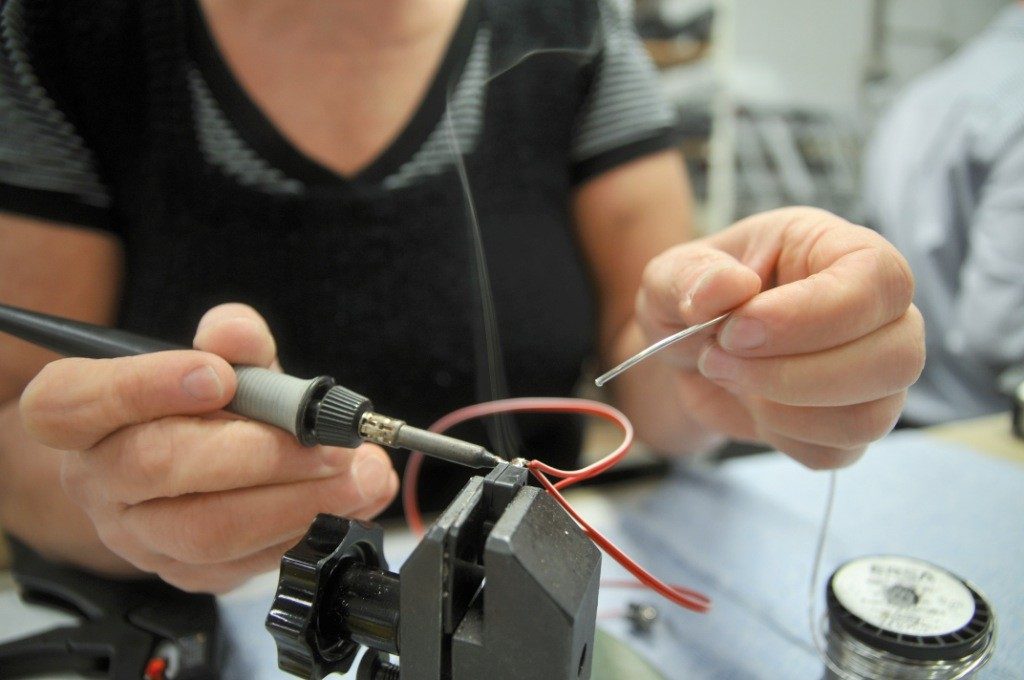 Прямой контакт приведет к тому, что расплавленный припой будет течь по пистолету, а не по соединению. Как только припой расплавится и начнет течь, немедленно уберите подачу припоя. Пока не снимайте утюг. Оставшийся припой потечет по месту соединения вывода и контактной площадки, при условии, что на них нет грязи. Дайте утюгу нагреть соединение до тех пор, пока припой не потечет, а затем удалите жало утюга. Это обеспечит хорошее прочное соединение. Снимите утюг с соединения и дайте соединению остыть. Флюс припоя останется, и его следует удалить.
Прямой контакт приведет к тому, что расплавленный припой будет течь по пистолету, а не по соединению. Как только припой расплавится и начнет течь, немедленно уберите подачу припоя. Пока не снимайте утюг. Оставшийся припой потечет по месту соединения вывода и контактной площадки, при условии, что на них нет грязи. Дайте утюгу нагреть соединение до тех пор, пока припой не потечет, а затем удалите жало утюга. Это обеспечит хорошее прочное соединение. Снимите утюг с соединения и дайте соединению остыть. Флюс припоя останется, и его следует удалить.
Важно не двигать сустав во время его остывания — это может привести к перелому сустава. Кроме того, не обдувайте шов воздухом, пока он остывает, а дайте ему остыть естественным путем, что происходит довольно быстро. Хороший паяный шов гладкий и блестящий. Контур свинца должен быть хорошо виден. Очистите жало паяльника перед тем, как приступить к новому соединению. Крайне важно, чтобы на металлическом наконечнике не было остаточного флюса. Излишки припоя следует удалить с наконечника. Этот припой на наконечнике известен как «залуживание жала». Он способствует передаче тепла суставу.
Излишки припоя следует удалить с наконечника. Этот припой на наконечнике известен как «залуживание жала». Он способствует передаче тепла суставу.
После завершения всех соединений удалите излишки флюса с платы с помощью спирта, ацетона или других органических растворителей. Отдельные швы можно очищать механически. Пленка флюса легко ломается при помощи небольшой лопатки, и ее можно сдуть сжатым воздухом. В составах припоев с водорастворимыми флюсами иногда для удаления флюса используется двуокись углерода под давлением или дистиллированная вода.
Традиционный припой для электронных разъемов представляет собой смесь олова и свинца 60/40 с флюсом на основе канифоли, для очистки плат от флюса требуются растворители.
Экологическое законодательство многих стран, включая все Европейское сообщество, привело к изменению этой формулировки. Водорастворимые флюсы, не содержащие канифоли, все чаще используются с 1980-х годов, так что паяные платы можно очищать водой или очистителями на водной основе. Это исключает использование опасных растворителей в производственной среде.
Это исключает использование опасных растворителей в производственной среде.
Электронная пайка без содержания свинца
В последнее время природоохранное законодательство специально направлено на широкое использование свинца в электронной промышленности. Согласно Директиве Европейского Союза об отходах электрического и электронного оборудования (WEEE) и Директиве об ограничении использования опасных веществ (RoHS), свинец должен был быть исключен из электронных систем к 1 июля 2006 г., что вызвало большой интерес к бессвинцовым припоям.
В связи с этим возникло много новых технических проблем. Например, традиционные бессвинцовые припои имеют значительно более высокую температуру плавления, чем припои на основе свинца, что делает их непригодными для использования с термочувствительными электронными компонентами и их пластиковой упаковкой. Чтобы решить эту проблему, были разработаны припои с высоким содержанием серебра и без свинца, температура плавления которых немного ниже, чем у традиционных припоев.
Бессвинцовая конструкция также распространяется на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинцовая, оловянная, золотая или другая отделка. Оловянные покрытия являются наиболее популярными покрытиями, не содержащими свинца. Тем не менее, это поднимает вопрос о том, как бороться с оловянными усами, то есть с медленным ростом тонких кристаллов олова из паяного соединения. Эти усы могут образовывать мост, который создает короткое замыкание спустя годы после изготовления устройства.
Каким-то образом нынешнее движение возвращает электронную промышленность к проблемам, решаемым в 1960-х путем добавления свинца. Ассоциация полупроводниковых технологий JEDEC (ранее известная как Объединенный технический совет по электронным устройствам) создала систему классификации, чтобы помочь производителям бессвинцовой электроники решить, какие положения они хотят принять против усов, в зависимости от типа задействованного приложения.
Пайка витражей
Исторически наконечники для пайки были медными, их помещали в жаровни. Был использован один наконечник; когда тепло передавалось от наконечника к припою (и истощалось запас тепла), его помещали обратно в жаровню с углем и использовали следующий наконечник.
В настоящее время используются электрические паяльники; они состоят из змеевиков или керамических нагревательных элементов, которые по-разному сохраняют тепло и по-разному нагревают массу, внутренних или внешних реостатов и разных номинальных мощностей, которые изменяют продолжительность работы шарика.
Обычные припои для витражей представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при 355–365°F
- 60/40: плавится при 361–376°F
- 50/50: плавится в диапазоне 368–421°F
- бессвинцовый припой (используется в ювелирных изделиях, пищевых контейнерах и других экологических целях): плавится при температуре около 490°F
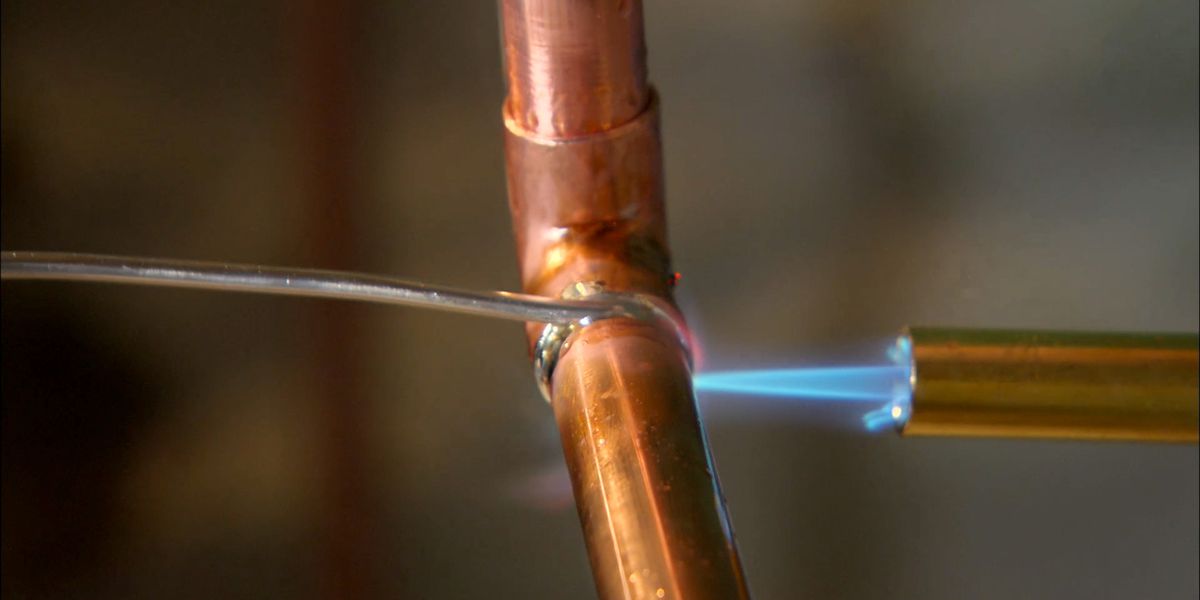
Трубная/механическая пайка
Иногда необходимо использовать припои с разными температурами плавления в сложных работах, чтобы избежать расплавление существующего соединения при создании нового соединения.
Медные трубы для питьевой воды следует паять бессвинцовым припоем, который часто содержит серебро. Свинцовый припой не допускается для большинства новых конструкций, хотя с помощью этого типа припоя легче создать прочное соединение. Непосредственные риски от свинцового припоя минимальны, потому что минералы в муниципальном или колодезном водоснабжении почти сразу же покрывают внутреннюю часть трубы, но свинец в конечном итоге попадет в окружающую среду.
Инструменты, необходимые для пайки труб, включают паяльную лампу (обычно пропановую), проволочные щетки, подходящий припой и флюс в виде кислотной пасты, обычно на основе хлорида цинка. Такие флюсы ни в коем случае не должны использоваться на электронных деталях или с электронными инструментами, потому что они могут привести к коррозии хрупких электронных деталей.
Дефекты пайки
Дефекты пайки представляют собой паяные соединения, которые не пропаяны должным образом. Эти дефекты могут возникнуть, когда температура припоя слишком низкая. Когда основные металлы слишком холодные, припой не будет течь и будет «комкаться», не создавая металлургической связи. Неправильный тип припоя (например, припой для электроники для механических соединений или наоборот) приведет к слабому соединению. Неправильный или отсутствующий флюс может вызвать коррозию металлов в соединении. Без флюса соединение не может быть чистым. Грязное или загрязненное соединение приводит к слабому соединению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяный мост», который является коротким замыканием. Движение припаиваемых металлов до того, как припой остынет, сделает припой зернистым и может вызвать ослабление соединения.
Когда основные металлы слишком холодные, припой не будет течь и будет «комкаться», не создавая металлургической связи. Неправильный тип припоя (например, припой для электроники для механических соединений или наоборот) приведет к слабому соединению. Неправильный или отсутствующий флюс может вызвать коррозию металлов в соединении. Без флюса соединение не может быть чистым. Грязное или загрязненное соединение приводит к слабому соединению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяный мост», который является коротким замыканием. Движение припаиваемых металлов до того, как припой остынет, сделает припой зернистым и может вызвать ослабление соединения.
Дефекты пайки в электронике могут привести к короткому замыканию, высокому сопротивлению в соединении, прерывистым соединениям, перегреву компонентов и повреждению печатных плат. Поток, оставленный вокруг выводов интегральных схем, приведет к утечке между выводами. Это является большой проблемой для компонентов поверхностного монтажа и приводит к неправильной работе устройства, так как повышается влагопоглощение. Дефекты механических соединений приводят к выходу из строя и коррозии.
Дефекты механических соединений приводят к выходу из строя и коррозии.
Процессы пайки
- Пайка волной припоя
- Пайка оплавлением
- Инфракрасная пайка
- Ультразвуковая пайка
- Пайка погружением
- Печь для пайки
- Железный припой
- Пайка сопротивлением
- Паяльная лампа
- Серебряный припой/пайка
Типы припоя
Свинцовый припой
В электронике припои обычно состоят на 60 процентов из олова и на 40 процентов из свинца по массе для получения смеси, близкой к эвтектической (самая низкая температура плавления — ниже 190°C [374°F]). Их обычно обозначают Sn60/Pb40. Эвтектическое соотношение 63/37 близко соответствует интерметаллическому соединению Sn 3 Pb.
В сантехнике использовалось большее количество свинца. Преимущество этого заключалось в том, что сплав затвердевал медленнее, так что им можно было протирать стык для обеспечения водонепроницаемости. Хотя свинцовые водопроводные трубы были заменены медными, когда стало ясно, что свинец ядовит, свинцовый припой все еще использовался до 1980-х годов, поскольку считалось, что количество свинца, которое может выщелачиваться в воду из припоя, было незначительным. Поскольку было обнаружено, что даже небольшие количества свинца вредны для здоровья, свинец в сантехническом припое был заменен медью или сурьмой, часто с добавлением серебра, а доля олова была увеличена.
Хотя свинцовые водопроводные трубы были заменены медными, когда стало ясно, что свинец ядовит, свинцовый припой все еще использовался до 1980-х годов, поскольку считалось, что количество свинца, которое может выщелачиваться в воду из припоя, было незначительным. Поскольку было обнаружено, что даже небольшие количества свинца вредны для здоровья, свинец в сантехническом припое был заменен медью или сурьмой, часто с добавлением серебра, а доля олова была увеличена.
Твердый припой
Используемый для пайки, обычно представляет собой сплав меди/цинка или меди/серебра и плавится при более высоких температурах. Эвтектический припой имеет самую низкую температуру плавления для припоев, которая составляет 360°F.
В серебряном деле или ювелирном деле используются специальные твердые припои, которые выдерживают испытание. Они содержат большую долю припаиваемого металла, и свинец в этих сплавах не используется. Эти припои также бывают различной твердости, известные как «эмалевые», «твердые», «средние» и «легкие».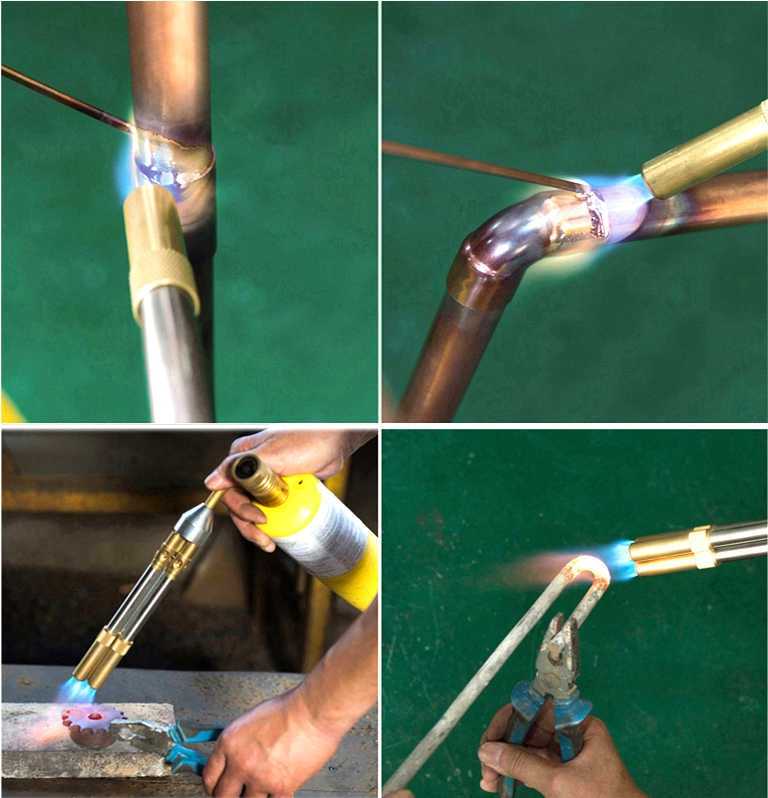 Эмалирующий припой имеет высокую температуру плавления, близкую к температуре плавления самого материала, что предотвращает распайку соединения во время обжига в процессе эмалирования. Остальные типы припоя используются в порядке убывания твердости в процессе изготовления изделия, чтобы предотвратить распайку ранее пропаянного шва или стыка при пайке нового стыка. Легкий припой также часто используется для ремонтных работ по той же причине. Флюс или румяна также используются для предотвращения распайки соединений.
Эмалирующий припой имеет высокую температуру плавления, близкую к температуре плавления самого материала, что предотвращает распайку соединения во время обжига в процессе эмалирования. Остальные типы припоя используются в порядке убывания твердости в процессе изготовления изделия, чтобы предотвратить распайку ранее пропаянного шва или стыка при пайке нового стыка. Легкий припой также часто используется для ремонтных работ по той же причине. Флюс или румяна также используются для предотвращения распайки соединений.
Припой с флюсовым сердечником
Припой часто поставляется предварительно смешанным или используется с флюсом, восстановителем, предназначенным для удаления примесей (в частности, окисленных металлов) из точек контакта для улучшения электрического соединения. Для удобства припой часто изготавливают в виде полой трубки, заполненной флюсом. Большинство холодных припоев достаточно мягкие, чтобы их можно было свернуть и упаковать в рулон, что делает их удобными и компактными в упаковке припой/флюс.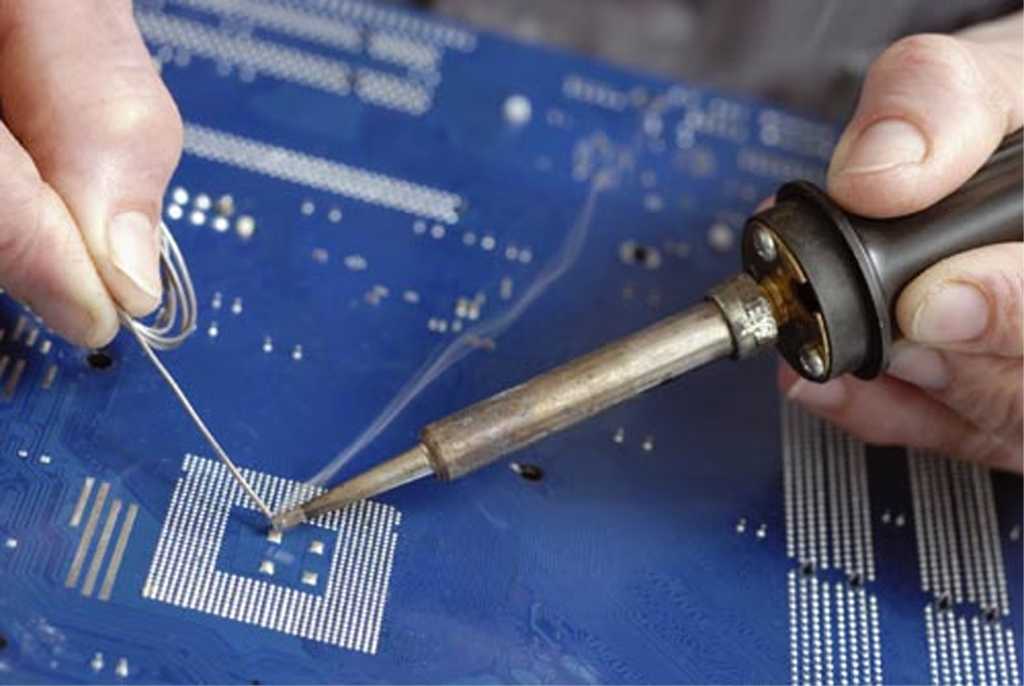 Два основных типа флюса: (а) кислотный флюс, используемый для ремонта металла; и (b) канифольный флюс, используемый в электронике, который позволяет избежать коррозионной активности паров, возникающих при нагревании кислотного флюса. Из-за опасений по поводу загрязнения атмосферы и удаления опасных отходов электронная промышленность постепенно переходит от канифольного флюса к водорастворимому флюсу, который можно удалить с помощью деионизированной воды и моющего средства вместо углеводородных растворителей.
Два основных типа флюса: (а) кислотный флюс, используемый для ремонта металла; и (b) канифольный флюс, используемый в электронике, который позволяет избежать коррозионной активности паров, возникающих при нагревании кислотного флюса. Из-за опасений по поводу загрязнения атмосферы и удаления опасных отходов электронная промышленность постепенно переходит от канифольного флюса к водорастворимому флюсу, который можно удалить с помощью деионизированной воды и моющего средства вместо углеводородных растворителей.
Иногда припой может разбрызгиваться из-за перегрева флюса или из-за контакта губки с водой. Поэтому при пайке рекомендуется надевать защитные очки. Небольшие брызги припоя на коже болезненны, но обычно не причиняют долговременного вреда. Для крупномасштабных работ может понадобиться дополнительная защитная одежда.
Бессвинцовый припой
Бессвинцовые припои содержат олово, медь, серебро и иногда висмут, индий, цинк, сурьму и другие металлы в различных количествах. Бессвинцовые заменители обычного припоя Sn60/Pb40 имеют более высокую температуру плавления, что требует переделки большинства компонентов и материалов, используемых в электронных сборках. Бессвинцовые припои могут создавать механически более слабые соединения в зависимости от условий эксплуатации и производства, что может привести к снижению надежности при использовании таких припоев. «Оловянные усы» — еще одна проблема со многими бессвинцовыми припоями, как отмечалось выше.
Бессвинцовые заменители обычного припоя Sn60/Pb40 имеют более высокую температуру плавления, что требует переделки большинства компонентов и материалов, используемых в электронных сборках. Бессвинцовые припои могут создавать механически более слабые соединения в зависимости от условий эксплуатации и производства, что может привести к снижению надежности при использовании таких припоев. «Оловянные усы» — еще одна проблема со многими бессвинцовыми припоями, как отмечалось выше.
- Припои SnAgCu используются двумя третями японских производителей для пайки оплавлением и волной припоя и примерно тремя четвертями компаний для ручной пайки.
- SnAg3.0Cu0.5 (олово с 3,0% серебра и 0,5% меди) имеет температуру плавления 217-220°C и преимущественно используется в Японии. Этот сплав рекомендован JEITA (Японской ассоциацией производителей электроники и информационных технологий) для пайки волной и оплавлением, наряду с альтернативами SnCu для пайки волной припоя и SnAg и SnZnBi для пайки оплавлением.
- SnAg3.5Cu0.7 — еще один широко используемый сплав с температурой плавления 217-218°C.
- SnAg3.5Cu0.9 с температурой плавления 217°C определен Национальным институтом стандартов и технологий (NIST) как истинно эвтектический.
- SnAg3.8Cu0.7 с температурой плавления 217-218°C, предпочтительным европейским консорциумом IDEALS для пайки оплавлением. Европейский консорциум IDEALS предпочитает сплав
- SnAg3.8Cu0.7Sb0.25 для пайки волной припоя.
- SnAg3.9Cu0.6 с температурой плавления 217-223°C рекомендован консорциумом США NEMI (Национальная инициатива по производству электроники) для пайки оплавлением.
- SnAg3.0Cu0.5 (олово с 3,0% серебра и 0,5% меди) имеет температуру плавления 217-220°C и преимущественно используется в Японии. Этот сплав рекомендован JEITA (Японской ассоциацией производителей электроники и информационных технологий) для пайки волной и оплавлением, наряду с альтернативами SnCu для пайки волной припоя и SnAg и SnZnBi для пайки оплавлением.
- SnCu0.7 с температурой плавления 227°C является дешевой альтернативой для пайки волной припоя, рекомендованной консорциумом NEMI.
- SnZn9 с температурой плавления 199°C является более дешевым сплавом, но подвержен коррозии и окислению.
- SnZn8Bi3 с температурой плавления 191-198°C также подвержен коррозии и окислению из-за содержания в нем цинка.

- SnSb5, олово с 5 процентами сурьмы, является стандартом водопроводной промышленности США. Температура плавления 232-240°С. Он демонстрирует хорошую устойчивость к термической усталости и хорошую прочность на сдвиг.
- SnAg2.5Cu0.8Sb0.5 плавится при 217-225°C и запатентован альянсом AIM.
- SnIn8.0Ag3.5Bi0.5 плавится при 197-208°C и запатентован Matsushita/Panasonic.
- SnBi57Ag1 плавится при 137-139°C и запатентован Motorola.
- SnBi58 плавится при 138°С.
- SnIn52 плавится при 118°C и подходит для случаев, когда требуется низкотемпературная пайка.
Различные элементы припоя выполняют разные функции:
- Серебро обеспечивает механическую прочность, но имеет худшую пластичность, чем свинец. В отсутствие свинца улучшает устойчивость к усталости от термических циклов. Медь
- снижает температуру плавления, повышает устойчивость к усталости при термическом цикле и улучшает смачивающие свойства расплавленного припоя.
 Это также замедляет скорость растворения меди с платы и выводов в жидком припое.
Это также замедляет скорость растворения меди с платы и выводов в жидком припое. - Висмут значительно снижает температуру плавления и улучшает смачиваемость. В присутствии свинца и олова висмут образует кристаллы Sn16Pb32Bi52 с температурой плавления всего 95°С, которые диффундируют по границам зерен и могут вызывать разрушение соединения при относительно низких температурах. Таким образом, загрязненная свинцом часть большой мощности может отпаиваться под нагрузкой при пайке висмутсодержащим припоем.
- Индий снижает температуру плавления и улучшает пластичность. В присутствии свинца он образует тройное соединение, претерпевающее фазовый переход при 114°С.
- Цинк снижает температуру плавления и имеет низкую стоимость. Однако он очень восприимчив к коррозии и окислению на воздухе. Следовательно, цинксодержащие сплавы непригодны для пайки волной припоя, а цинксодержащие паяльные пасты имеют более короткий срок хранения, чем пасты без цинка.
- Сурьма добавляется для повышения прочности, не влияя на смачиваемость.

Удаление припоя
Припой можно удалить с помощью вакуумного плунжера (справа) и паяльника.
В электронике удаление припоя — это удаление припоя и компонентов из схемы для устранения неполадок и ремонта. Электронные компоненты часто устанавливаются на печатной плате, и обычно желательно избегать повреждения печатной платы, окружающих компонентов и удаляемого компонента.
Для облегчения процесса распайки были разработаны специальные инструменты, материалы и методы.
Инструменты и материалы для демонтажа включают:
- Оплетки для отпайки
- Тепловые пушки
- Вакуумные плунжеры (припойные присоски)
- Сплавы для снятия
- Флюсы для удаления
- Вакуумные и нагнетательные насосы со специальными нагревательными наконечниками и соплами
Демонтаж и повторная пайка
Из-за растворения основных металлов в припое припой нельзя использовать повторно. Как только способность припоя растворять основной металл достигнута, припой не будет должным образом связываться с основным металлом, и результатом обычно будет соединение холодной пайки с твердыми и хрупкими кристаллами. Хорошей практикой является удаление припоя из соединения перед повторной пайкой — можно использовать демонтажные фитили или вакуумное демонтажное оборудование. Демонтажные фитили содержат большое количество флюса, который удалит загрязнения с медной дорожки и любых имеющихся выводов устройства. Это оставит яркое, блестящее, чистое соединение для повторной пайки.
Как только способность припоя растворять основной металл достигнута, припой не будет должным образом связываться с основным металлом, и результатом обычно будет соединение холодной пайки с твердыми и хрупкими кристаллами. Хорошей практикой является удаление припоя из соединения перед повторной пайкой — можно использовать демонтажные фитили или вакуумное демонтажное оборудование. Демонтажные фитили содержат большое количество флюса, который удалит загрязнения с медной дорожки и любых имеющихся выводов устройства. Это оставит яркое, блестящее, чистое соединение для повторной пайки.
Низкая температура плавления припоя означает, что его можно расплавить от основного металла, оставив его в основном неповрежденным, хотя внешний слой будет «луженым» припоем. Остается флюс, который легко удаляется абразивным или химическим способом. Этот луженый слой позволит припою затекать в новое соединение, что приводит к новому соединению, а также позволяет новому припою течь очень быстро и легко.
См. также
- Обработка
- Металлургия
- Металлообработка
- Сварка
Примечания
- ↑ Эвтектический сплав состоит из смеси компонентов с относительно резкой температурой замерзания или плавления. Неэвтектический сплав имеет пластическую область плавления.
Ссылки
Ссылки ISBN поддерживают NWE за счет реферальных сборов
- Арес, Хосе Антонио. 2006. Металл: методы формовки, ковки и пайки . Образовательная серия Бэррона. ISBN 0764158961
- Манко, Ховард Х. 2001. Припои и пайка . Макгроу-Хилл Профессионал. ISBN 0071344179
- Смит, Х. Тед. 2003. Качественная ручная пайка и ремонт печатных плат . Обучение Томсона Делмара. ISBN 1401851894
Внешние ссылки
Все ссылки получены 16 ноября 2019 г.
- Методы пайки для производства электроники.
- Европейская ассоциация пайки и пайки — подробная техническая библиотека и информация о пайке и пайке.

