Какие виды припоев и флюсов используются для пайки в радиоэлектронике. Из чего состоят припои и флюсы. Как правильно выбрать припой и флюс для пайки различных материалов. Каковы основные характеристики припоев и флюсов.
Виды и состав припоев для пайки
Припои для пайки в радиоэлектронике делятся на две основные категории:
- Легкоплавкие припои с температурой плавления до 450°C
- Тугоплавкие припои с температурой плавления выше 450°C
Легкоплавкие припои наиболее часто применяются при монтаже радиоэлектронных компонентов. Их основу составляют сплавы олова, свинца, висмута, кадмия.
Состав легкоплавких припоев
Основными компонентами легкоплавких припоев являются:
- Олово (Sn) — мягкий металл с температурой плавления 231,9°C
- Свинец (Pb) — легкоплавкий мягкий металл
- Висмут (Bi) — один из самых легкоплавких металлов (температура плавления 271°C)
- Кадмий (Cd) — токсичный металл, используется в небольших количествах
Какие преимущества дает каждый из этих компонентов в составе припоя? Олово обеспечивает хорошую смачиваемость и растекаемость. Свинец снижает температуру плавления и улучшает механические свойства. Висмут еще больше снижает температуру плавления. Кадмий улучшает антикоррозионные свойства.

Маркировка и характеристики припоев
Наиболее распространены припои марки ПОС (припой оловянно-свинцовый). Цифра в маркировке обозначает процентное содержание олова. Например:
- ПОС-61 — 61% олова, 39% свинца
- ПОС-40 — 40% олова, 60% свинца
- ПОС-30 — 30% олова, 70% свинца
Чем выше содержание олова, тем ниже температура плавления припоя. Припои с высоким содержанием олова (ПОС-61, ПОС-90) обеспечивают более прочные и пластичные соединения.
Температура плавления припоев
Температура плавления оловянно-свинцовых припоев зависит от соотношения компонентов:
- ПОС-61 — 183-190°C
- ПОС-40 — 183-235°C
- ПОС-30 — 185-260°C
Какой припой выбрать для пайки конкретных компонентов? Для пайки чувствительных к нагреву деталей рекомендуются припои с низкой температурой плавления (ПОС-61). Для более прочных соединений подойдут припои с повышенным содержанием свинца (ПОС-40, ПОС-30).
Виды и применение флюсов для пайки
Флюсы необходимы для удаления оксидных пленок с поверхности металлов и улучшения смачиваемости припоем. По химической активности флюсы делятся на:

- Активные (кислотные)
- Среднеактивные
- Пассивные (бескислотные)
Активные флюсы
К активным флюсам относятся:
- Паяльная кислота (раствор хлористого цинка)
- Ортофосфорная кислота
- Хлористый цинк
Активные флюсы эффективно удаляют оксиды, но вызывают коррозию. Их применение в радиоэлектронике ограничено. Для каких работ подходят активные флюсы? Они используются при пайке сильно окисленных поверхностей, нержавеющей стали, алюминия.
Пассивные флюсы
Наиболее распространенные пассивные флюсы:
- Канифоль
- Спирто-канифольные растворы
- Канифольные пасты
Пассивные флюсы безопасны для электронных компонентов и не требуют тщательной отмывки после пайки. Какие преимущества дает использование канифоли в качестве флюса? Канифоль обеспечивает хорошую смачиваемость, не вызывает коррозии, защищает место пайки от окисления.
Особенности пайки различных материалов
Выбор припоя и флюса зависит от материалов, которые необходимо спаять. Каковы особенности пайки наиболее распространенных в радиоэлектронике материалов?

Пайка меди и ее сплавов
Для пайки меди и медных сплавов рекомендуется использовать:
- Припои: ПОС-61, ПОС-40
- Флюсы: канифоль, спирто-канифольные растворы
Медь хорошо поддается пайке, но быстро окисляется. Важно использовать достаточное количество флюса и не перегревать место пайки.
Пайка алюминия
Пайка алюминия затруднена из-за стойкой оксидной пленки. Для пайки алюминия применяют:
- Специальные алюминиевые припои
- Активные флюсы на основе хлоридов цинка и лития
Как правильно паять алюминий? Необходимо тщательно зачистить поверхность, использовать активный флюс и специальный припой, пайку производить быстро во избежание окисления.
Современные тенденции в технологии пайки
В последние годы наблюдаются следующие тенденции в технологии пайки электронных компонентов:
- Переход на бессвинцовые припои
- Применение паяльных паст для поверхностного монтажа
- Использование безотмывочных флюсов
Какие преимущества дают эти новые технологии? Бессвинцовые припои экологичнее. Паяльные пасты упрощают процесс поверхностного монтажа. Безотмывочные флюсы не требуют очистки платы после пайки.
Бессвинцовые припои
Наиболее распространенные составы бессвинцовых припоев:
- SAC305 (96,5% Sn, 3% Ag, 0,5% Cu)
- SN100C (99,3% Sn, 0,7% Cu, 0,05% Ni)
Температура плавления бессвинцовых припоев выше, чем у традиционных оловянно-свинцовых (около 220°C). Это требует применения более термостойких компонентов и материалов печатных плат.
Выбор припоя и флюса для конкретных задач
При выборе припоя и флюса необходимо учитывать следующие факторы:
- Материалы спаиваемых деталей
- Требуемая прочность соединения
- Допустимая температура нагрева компонентов
- Условия эксплуатации изделия
Как правильно подобрать припой и флюс для конкретной задачи? Рассмотрим несколько типичных ситуаций:
Пайка печатной платы с SMD-компонентами
Рекомендуется использовать:
- Припой: ПОС-61 или бессвинцовый SAC305
- Флюс: безотмывочный, например RMA
Почему именно такой выбор? Низкая температура плавления ПОС-61 снижает риск повреждения компонентов. Безотмывочный флюс не требует очистки платы после монтажа.
Пайка силовых проводов большого сечения
Оптимальный выбор:
- Припой: ПОС-40 или ПОС-30
- Флюс: канифоль или активный флюс с последующей отмывкой
Припои с повышенным содержанием свинца обеспечивают более прочное соединение. Активный флюс поможет качественно пропаять провода большого сечения.
Техника безопасности при пайке
При работе с припоями и флюсами необходимо соблюдать следующие меры безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать средства индивидуальной защиты (очки, перчатки)
- Не допускать попадания флюса на кожу и в глаза
- Не вдыхать пары припоя и флюса
- Тщательно мыть руки после работы
Почему так важно соблюдать эти правила? Пары свинца, входящего в состав припоев, токсичны. Некоторые флюсы могут вызывать раздражение кожи и слизистых. Правильная организация рабочего места и использование средств защиты позволят избежать негативного воздействия на здоровье.
Пайка флюсы припой виды и применение
В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия. В этой связи особое внимание необходимо уделить довольно важному аспекту в радиоэлектронике как выбор припоя и флюса, о чем пойдет ниже речь в этой статье.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения (плавления) соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле (лужение). Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки. За счет низкой вязкости и ее уменьшения в зависимости от повышения температуры плавление флюсов происходит при гораздо меньших температурных показателях, чем припой.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Припои разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
ПОС-30 – состоит из олова (29 – 30 %), сурьмы (1,5 – 2%), свинца (68 – 70%). Лужения и пайка меди, стали и их сплавов. Температура плавления +183 +250 градусов.
ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
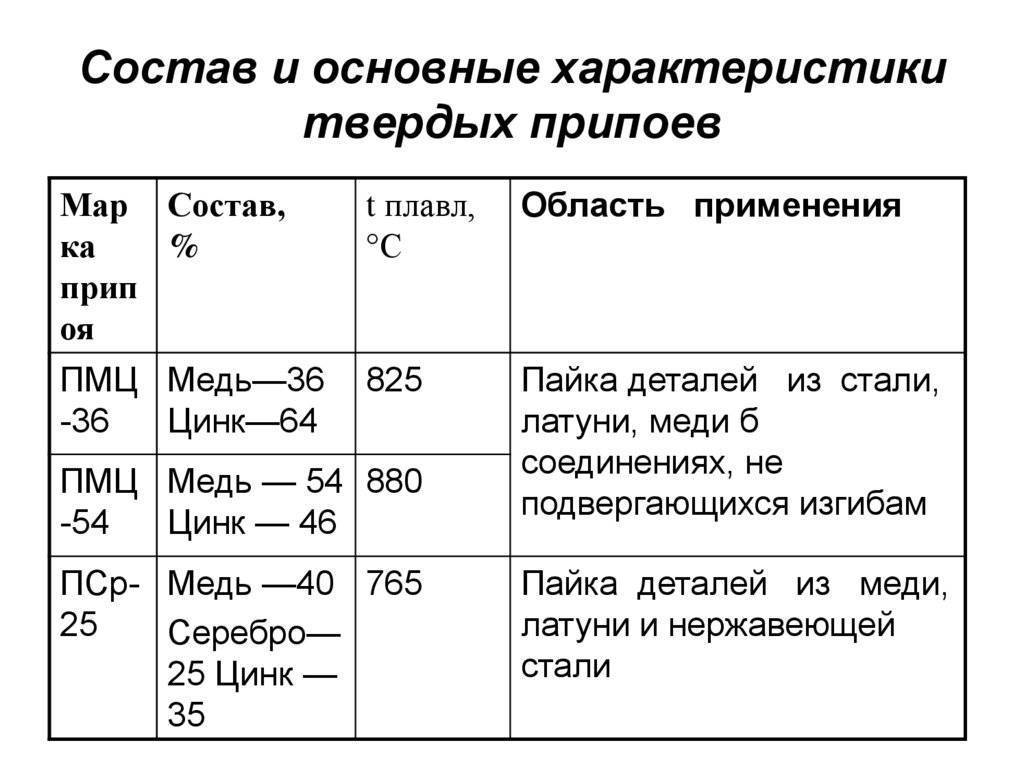
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%). Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
ПМЦ-53 – медь 49 – 53%, цинк 44 – 49%. Температура плавления +870 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
Флюсы
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
– Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
– Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ – пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» – специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» – канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» – флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» – активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» – кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Припои, флюсы, способы пайки.
● Припои. Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стой кости и др.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой приведены в табл. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах. Для получения специальных свойств в состав оловянно-свинцовых припоев вводя сурьму, кадмий, висмут и другие металлы. Например ПОССу 4—6 — оловянно-свинцовый припой с добавлением сурьмы, ПОСК 50—кадмия, ПОСВ 33—висмута.
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
● Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Все это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки.
Флюс выбирают в зависимости от соединяемых пайкой металлов или сплавов и применяемого припоя, также от характера сборочно-монтажных работ. Остатки флюса, особенно активного, и продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии.
Температура плавления, °С
Пайка тонкостенных деталей из алюминия и его сплавов
Пайка и лужение, когда требуется особо низкая температура плавления припоя
Температура плавления, °С
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение)
Пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда недопустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05—0,08 мм) обмоточных проводов, в том числе высокочастотных (литцендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции; а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность
То же, но когда допускается высокая температура нагрева
Пайка толстых проводов токопроводящих деталей неответственного назначения, наконечников, соединений проводов с лепестками, когда допускается более высокий нагрев, чем для ПОС 61 или ПОС 50
Лужение и пайка механических деталей неответственного назначения из меди и ее сплавов, стали и железа
Пайка при пониженных требованиях к прочности шва, лужение перед пайкой. Пайка деталей неответственного назначения из меди и ее сплавов, оцинкованного железа и стали
Пайка погружением в ванну с расплавленным припоем
Пайка деталей из меди и ее сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов
Пайка плавких предохранителей
ПОСК 47—17 180 Пайка проводов и выводов элементов к слою серебра, нанесенного на керамику методом вжигания
При монтаже электро- и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовляемые на ее основе с добавлением неактивных веществ – спирта, скипидара, глицерина. Остаток канифоли негигроскопичен и является хорошим диэлектриком.
Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в табл.
● Пайка алюминия припоями ПОС затруднительна, но все же возможна, если оловянно-свинцовый припой содержит не менее 50 % олова (ПОС 50, ПОС 61, ПОС 90).
В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для чистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин v точных механизмов.
Способ удаления остатков
Пайка меди, латуни, бронзы легкоплавкими припоями
Протирка кистью или тампоном, смоченным в спирте или ацетоне
Канифоль — 15—18; спирт этиловый — остальное (флюс спирто-канифоль-ный)
То же, и пайка в труднодоступных местах
Канифоль—6; глицерин—14; спирт (этиловый или денатурированный) — остальное (флюс глицерино-кани-фольный)
То же, при повышенных требованиях к герметичности паяного соединения
Активные (кислотные) флюсы:
Способ удаления остатков
Хлористый цинк — 25— 30; соляная кислота — 0,6—0,7; вода — остальное
Пайка деталей из черных и цветных металлов
Тщательная промывка в воде
Хлористый цинк (насыщенный раствор) — 3,7; вазелин технический — 85; дистиллированная вода — остальное (флюс-паста)
То же, когда по роду работы удобнее пользоваться пастой
Канифоль — 24; хлористый цинк — 1; спирт этиловый — остальное
Пайка цветных и драгоценных металлов (в том числе золота), ответственных деталей из черных металлов
Промывка в ацетоне
Канифоль—16; хлористый цинк — 4; вазелин технический — 80 (флюс-паста)
То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывку
Хлористый цинк—1,4; глицерин — 3; спирт этиловый — 40; вода дистиллированная – остальное
Пайка никеля, платины и сплавов, в которые входит платина
Тщательная промывка в воде
На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную пленку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
● Пайка алюминия припоем П250А. Припой содержит 80 % олова и 20 % цинка. Коррозионная стойкость паяных швов, выполненных припоем П250А, несколько ниже, чем выполненных оловянно-свинцовыми припоями.
Флюс представляет собой смесь олеиновой кислоты и йодида лития. Йодид лития (2—3 г) помещают в пробирку или колбу и добавляют 20 мл (около 20 г) олеиновой кислоты (в состав флюса может входить от 5 до 17 % йодида лития). Смесь слегка подогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при ее растворении на дно пробирки опускается слой водной смеси, а флюс всплывает, и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 350 °С) зачищают и лудят припоем П250А, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных или обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
● Пайка нихрома (нихром с нихромом, нихром с медью и ее сплавами, нихром со сталью) может быть осуществлена припоем ПОС 61, ПОС 50, хуже— ПОС40 с применением флюса следующего состава, г: вазелин— 100, хлористый цинк в порошке—7, глицерин—5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк и глицерин.
Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10 %-ном спиртовом растворе хлористой меди, флюсуют, лудят и только после этого паяют.
● Паяльная паста. При пайке в домашних условиях припой обычно наносят с помощью горячего паяльника. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Это заставляет вести работу крайне осторожно и аккуратно, и все же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить ее можно с помощью паяльной пасты. Для приготовления пасты напильником измельчают припой и смешивают его опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путем. Если паста получилась слишком густой, в нее добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят небольшими дозами металлической лопаточкой. Применение паяльной пасты позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
● “Паяльная лента” незаменима при сращивании проводов, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить паяльную ленту, необходимо сначала составить пасту из порошка припоя, канифоли и вазелина. Порошок получают путем опиливания прутка припоя напильником с крупной насечкой (мелкая забивается припоем). Приготовленную пасту наносят тонким ровным слоем на миткалевую ленту.
Место пайки обматывают в один слой “паяльной лентой”, смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно облудить.
● Лужение проводов в эмалевой изоляции. При зачистке выводных концов обмоточных проводов ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода. Зачистка проводов путем обжига также не всегда дает удовлетворительные результаты из-за возможного оплавления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается. Для зачистки эмалированных проводов малого сечения можно использовать полихлорвиниловую трубку. Отрезок трубки, кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, легким усилием 2—3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой Трубки можно воспользоваться обрезками монтажного провода или кабеля в полихлорвиниловой изоляции.
● Эмалированный провод ПЭЛ, ПЭВ, ПТВ любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалициловой кислоты (аспирина) провод еще раз лудят с чистой канифолью.
● Вместо припоя — клей. Часто бывает необходимо паять провод к детали, изготовленной из металла, трудно поддающегося пайке, — нержавеющей стали, хрома, никеля, сплавов алюминия и др. В таких случаях для обеспечения надежного электрического и механического контакта можно использовать следующий способ.
Деталь в месте присоединения провода тщательно зачищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течение 5—6 с. После остывания на место контакта наносят 1—2 капли эпоксидного клея и сушат до полного затвердевания.
● Сварка вместо пайки значительно сокращает время, затрачиваемое на монтажные работы. Электросварка дает соединения, выдерживающие последующий нагрев при высоких температурах, не требует припоев, флюсов, предварительного лужения, позволяет соединять черные металлы и их сплавы (например, провода электронагревательных приборов).
Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6—30 В, обеспечивающий силу тока не менее 1 А. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под углом 30—40°. В качестве держателя электрода можно использовать щуп от авометра с наконечником “крокодил”. В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока. Электродом, соединенным с другим полюсом источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыка сварка получается чистой, без окалины.
Вести сварку необходимо в светозащитных очках.
|
Припой — это сплав металлов, предназначенный для соединения деталей и узлов пайкой. Он должен обладать хорошей текучестью в расплавленном состоянии, хорошо смачивать поверхности соединяемых материалов, а в твердом состоянии иметь требуемую механическую прочность, стойкость к воздействию внешней среды, требуемый коэффициент теплового расширения и др. Припой выбирают в зависимости от вида соединяемых металлов или сплавов, размера деталей, требуемой механической прочности и устойчивости к коррозии. Для пайки толстых проводов используют припои с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя. Припои разделяют на мягкие с температурой плавления ниже 400 °С и твердые с температурой плавления более 500 °С. Твердые припои отличаются более высокой прочностью при растяжении. К ним относятся главным образом медно-цинковые (ПМЦ) и серебряные (ПСр) припои. Основные характеристики припоев и область их применения приведены в таблице ниже. В радиотехнической промышленности и радиолюбительской практике наиболее широко используются оловянно-свинцовые припои. Их разделяют на бессурьмянистые, содержащие не более 0,05 % сурьмы, малосурьмянистые, содержащие 0,05…0,5 % сурьмы, и сурьмянистые, содержащие 0,5…6 % сурьмы (ГОСТ 21930-76). Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей, сурьмянистые — в основном для пайки стальных деталей. Один из рецептов рассмотрим ниже… Для самостоятельного изготовления припоя тщательно высушенные компоненты состава отвешивают на технических весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из мягкой древесины или стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы-желоба из жести, дюралюминия или гипса. Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани. Основные характеристики и область применения припоев
Примечание. В припоях марок ПОС допускаются следующие примеси (%): висмут — 0,1. мышьяк — 0,05, железо, никель, сера — до 0,02, цинк, алюминий — до 0,002, медь — до 0,05. В припое марки ПСр-25 допускается не более 0,5% примеси, в том числе не более 0,15 % свинца. ФЛЮС — это вещество или смесь, предназначенная для растворения и удаления оксидов с поверхности спаиваемых деталей. Он должен надежно защищать поверхности деталей и припоя от окисления в процессе пайки. Выбор флюса зависит от соединяемых пайкой металлов или сплавов и применяемого припоя, а также от вида монтажно-сборочных работ. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюсы разделяют на активные (кислотные), бескислотные, активированные и антикоррозионные. Активные флюсы интенсивно растворяют оксидные пленки на поверхности металла, чем достигается высокая механическая прочность соединения. Такие флюсы используют, когда можно полностью удалить их остатки с поверхности соединяемых деталей и места пайки. При монтаже и ремонте бытовой электронной технике и радиоаппаратуры активные флюсы применять нельзя. Бескислотные флюсы изготовляются на основе канифоли, которая при пайке очищает поверхность от оксидов и защищает ее от окисления. Их широко используют при монтаже радиоаппаратуры. Удаление этих флюсов после пайки не обязательно. Активированные флюсы изготовляют на основе канифоли с добавкой активизаторов. Они пригодны для соединения металлов и сплавов, плохо поддающихся пайке (сталь, никель, нихром и др.). Антикоррозионные флюсы не вызывают коррозии после пайки. Некоторые из них можно не удалять с места пайки. Состав и область применения некоторых флюсов приведены в таблице ниже. При пайке медными и латунными припоями, которые отличаются высокой температурой плавления, в качестве флюссв используют главным образом буру (Na2B4O7) и смеси ее с борной кислотой (Н3ВO3) и некоторыми другими солями. Состав и область применения флюсов
|
||||
Типы припоев — Пайка
Типы припоев
Категория:
Пайка
Типы припоев
Оловянносвинцовые припои
Припои системы олово — свинец составляют наибольшую часть из всех применяемых мягких припоев. Они применяются для соединения большинства металлов.
При пайке этими припоями оптимальная величина зазора составляет от 0,08 до 0,13 мм, в отдельных случаях возможны отклонения. При зазорах более 0,25 мм капиллярные силы как фактор, обеспечивающий заполнение зазоров припоем, не проявляются. При применении оловянносвинцовых припоев можно использовать все способы очистки поверхности деталей и все методы пайки, а также флюсы всех типов. Выбор флюса определяется свойствами паяемых металлов. Оловянносвинцовые припои обладают хорошей коррозионной стойкостью в большинстве сред.
Припой 5А имеет относительно высокую температуру плавления и малый интервал кристаллизации. Но его характеристики смачиваемости и растекаемости хуже, чем у припоев с более высоким содержанием олова, что требует весьма тщательной подготовки поверхности деталей под пайку. Этот припой с высоким содержанием свинца обладает лучшими прочностными свойствами при 150 °С по сравнению с высокооловянистыми припоями. Однако относительно высокая температура пайки ограничивает возможность применения флюсов на органической основе, таких как канифоль, или флюсов промежуточного типа. Припой 5А может успешно применяться при пайке газовой горелкой, погружением, индукционным нагревом и в печах. Он применяется для запаивания предварительно облуженных контейнеров, для облужи-вания и для пайки деталей, работающих при умеренно высоких температурах.
Припои 10А, 15А, 20А имеют более низкие температуры ликвидуса и солидуса, но более широкий интервал кристаллизации по сравнению с припоем 5А. Характеристики смачиваемости и расте-каемости этих припоев также лучше, чем у припоя 5А. Во время затвердевания этих припоев недопустимо относительное смещение паяемых деталей во избежание появления горячих трещин. При пайке можно применять флюсы всех типов и все способы нагрева. Эти припои используются при пайке автомобильных радиаторов, для заполнения зазоров и вмятин в автомобильных кузовах, а также для покрытия и соединения металлов в случаях достаточно низкой рабочей температуры узлов.
Припои 25А и ЗОА имеют еще более низкую температуру лик видуса, чем все припои, упомянутые выше, но ту же температуру солидуса, что и припой 20А. Поэтому интервал кристаллизации у этих припоев уже. При использовании этих припоев можно применять любые обычные способы подготовки поверхности деталей, флюсы и способы их нанесения и все методы пайки. Они широко применяются при пайке газовыми горелками и механизированными способами. К этому типу припоев относятся многие припои, применяемые при пайке автомобильных кузовов.
Припои 35А, 40А, 45А и 50А имеют довольно низкую темпера-гуру плавления и поэтому с ними легко работать. Их температура солидуса такая же, как у припоев 20А—ЗОА, и они имеют сравнительно узкий интервал кристаллизации. Припои этой группы обладают наилучшим сочетанием смачиваемости, прочности, недороги и поэтому широко применяются. Эти припои универсальны п используются также для пайки натиранием и для пайки заливкой. В частности, эти припои широко применяются для пайки автомобильных радиаторов, электрических контактов, стыков кровельных листов, отопительных батарей. Сплав, содержащий 40% олова и 60% свинца, стал самым распространенным припоем общего назначения и особенно широко применяется при пайке листовых металлов. В радио- и телевизионной промышленности он применяется в виде трубчатого припоя, заполненного канифолью.
Припой 60А обычно применяют в тех случаях, где следует соблюдать жесткие температурные режимы, как, например, при пайке точных и чувствительных приборов. По химическому составу этот припой очень близок к эвтектическому и поэтому имеет очень узкий интервал кристаллизации. При применении этого припоя можно пользоваться всеми флюсами и всеми способами подготовки поверхности, нанесения флюсов и нагрева.
Припой 70А имеет специальное назначение и применяется там, где необходимо высокое содержание олова. Он предназначен для пайки цинка, а также для облуживания металлов. При использовании этого припоя применимы все технологические приемы пайки.
Влияние примесей на свойства оловянносвинцовых припоев
Загрязнения примесями оловянно-свинцовых припоев могут быть не только результатом неправильных рафинирования и выплавки, но и результатом ошибок при нормальном ведении пайки. Рафинирование металлов требует специального оборудования и тщательного металлургического контроля, и поэтому очистка припоев от вредных примесей самим заводом-потребителем обычно не рекомендуется.
Цинк и алюминий. Эти два металла даже в очень незначительных количествах сильно ухудшают свойства припоев. Уже 0,005% любого из них могут ухудшить взаимодействие припоя с основным металлом, снизить растекаемость и вызвать склонность к образованию трещин при затвердевании. Поэтому стандарт ASTM и государственные стандарты США допускают содержание алюминия или цинка в припое не выше 0,005%.
Железо. Стандарт ASTM и государственные стандарты США ограничивают содержание железа в припое до 0,02%. Наличие соединений железа с оловом делает оловянносвинцовые припои твердыми, а при расплавлении — зернистыми, хотя при содержании железа до 0,1% отрицательное влияние обычно не проявляется.
Медь. В английских и американских стандартах имеется существенное расхождение относительно содержания меди в оловянносвинцовых припоях. Английский стандарт допускает максимальное содержание меди в припое не более 0,5%, в то время как по обоим американским стандартам содержание меди не должно превышать 0,08%. При содержании меди свыше 1,0% припой при расплавлении становится зернистым.
Сурьма. Присутствие сурьмы в оловянносвинцовых припоях может играть двоякую роль. В зависимости от назначения припоя сурьма может рассматриваться либо как вредная примесь, либо как заменитель некоторого количества олова. Если количество сурьмы не превышает 6% содержания олова в припое, то все количество сурьмы находится в состоянии твердого раствора сурьма—олово.
Если количество сурьмы в припое превышает указанное, то соединения олова с сурьмой, имеющие высокую температуру плавления, выкристаллизовываются, делая припой зернистым, хрупким и густотекучим. Стандарт США QQ-S-571c допускает максимальное содержание сурьмы до 0,5% в припоях Sn70, Sn60, Sn50, Sn40 и Sn5 и 0,25% для Sn63. Однако в припоях Sn35, Sn30 и Sn20 максимально допустимое количество сурьмы составляет приблизительно 6% от содержания олова. Стандарт В32—58 класс А определяет максимальное содержание сурьмы в 0,12% для припоев, содержащих более 35% олова, а класс В допускает содержание сурьмы 0,5%. Класс С, охватывающий припои с содержанием олова от 20 до 40%, определяет, что содержание сурьмы не должно превышать 6% от количества олова.
Допустимые пределы загрязнения ванны при пайке погружением. При пайке погружением ванна с течением времени загрязняется, и поэтому приходится значительно повышать ее температуру для сохранения жидкотекучести припоя. Чрезмерная загрязненность проявляется в том, что паяные соединения получаются грубыми и шероховатыми. Увеличение температуры ванны действует лишь временно, так как одновременно ускоряется загрязнение ванны.
Стандарты ASTM и государственные стандарты США, устанавливающие допустимое содержание загрязнений для различных марок припоев, предназначаются только как руководящие материалы при покупке припоев. Использование этих стандартов для определения предельной степени загрязненности может привести к ошибочной выбраковке припоя, который в действительности еще вполне пригоден для пайки. Так, например, по стандарту США содержание железа в припоях допускается не более 0,02%, однако шероховатость паяного соединения обычно не наблюдается при содержании железа до 0,1%.
Железо и медь можно частично удалить из загрязненного припоя, используя низкую растворимость сплавов медь—олово и желез о—олово при температурах ликвидуса припоя. Для этой цели температуру ванны снижают почти до температуры ликвидуса незагрязненного припоя. Выделившиеся при этой температуре кристаллы соединений медь—олово и железо—олово можно удалить, пользуясь ковшом с отверстиями, который удерживает имеющиеся загрязнения (шлак), но пропускает расплавленный припой.
Оловянносвинцовосурьмяные припои
Сурьма может присутствовать в припое как примесь или как специальная добавка. Сплавы, содержащие до 0,5% сурьмы в виде примеси, обычно обозначаются как припои класса В, например, 20В, ЗОВ, 40В и так далее. Эти припои применимы за исключением особых случаев для тех же целей, что и соответствующие припои класса А. Сурьма может также добавляться в припой специально, как заменитель некоторого количества олова. Добавки сурьмы до 6% от содержания олова улучшают механические свойства припоев, но при этом несколько ухудшают их технологические характеристики.
Зазоры в соединениях при пайке оловянносвинцовосурьмяными припоями должны быть порядка 0,07—0,12 мм, хотя явление капиллярности практически имеет место при зазорах до 0,25 мм. При пайке этими припоями можно применять все стандартные способы подготовки поверхностей, любые стандартные флюсы и способы нагрева. Но эти припои не рекомендуется применять для пайки алюминия, цинка и металлов, покрытых цинком, например оцинкованного железа, так как сурьма дает с цинком интерметал-лидные соединения, вызывающие хрупкость припоя.
Припои класса С (от 20С до 40С) имеют примерно такие же температуры плавления, как и аналогичные припои класса А, содержащие олова на 5% больше. Пределы прочности и ползучести и твердость соединений, паянных этими припоями, выше, чем при использовании припоев, не содержащих сурьмы, но при этом расте.каемость и капиллярность припоя становятся хуже. Область применения этих припоев ограничивается пайкой металлов и покрытий, не содержащих цинка.
Оловянносурьмяный припой
Оловянносвинцовые припои непригодны для использования в соединениях длительно работающих под действием нагрузок при температурах свыше 150°. Для указанных соединений следует применять оловянносурьмяный припой, обладающий высокими технологическими и прочностными характеристиками. Он имеет более высокую электропроводность по сравнению с оло-вянносвинцовыми припоями и также рекомендуется в случаях, когда недопустимо в соединении присутствие свинца, например для пайки пищевого оборудования.
Оловянносеребряные припои
Оловянносеребряные припои применяются главным образом при изготовлении точных приборов, так как высокая стоимость не позволяет использовать эти припои для обычных целей. Этими припоями легко паять, пользуясь канифолью.
Оловянноцинковые припои
Электрохимическая коррозия паяных алюминиевых соединений снижается, если металлы, входящие в соединение, будут близки друг к другу по электрохимическому потенциалу. Поэтому для пайки алюминия рекомендуется применять оловянноцинковые припои с содержанием олова 70—80%- Эти припои имеют температуру ликвидуса между 260—310° С. В последние годы принято добавлять в припой 1—2% алюминия или же увеличивать содержание цинка до 40%. Эти припои имеют лучшую коррозионную стойкость, но их более высокая температура ликвидуса несколько затрудняет пайку.
Свинцовосеребряные припои
Однако растекаемость этих сплавов очень низкая. При хранении свинцовосеребряных припоев во влажной атмосфере они корродируют и становятся непригодными. Добавка 1% олова в эти припои улучшает их свойства смачиваемости и растекаемости, а также понижает их склонность к коррозии во влажной атмосфере. При добавлении олова в свинцовосеребряные припои, содержащие более 1,75% серебра, выделяются кристаллы интерметаллидных соединений олова с серебром. Поэтому олово добавляется в припои, содержащие не более 1,5% серебра.
При температурах до 175° С эти припои обладают хорошими механическими свойствами при испытании на разрыв, на срез и ползучесть. Их усталостные характеристики значительно выше, чем у припоев, не содержащих серебра. Свинцовосеребряные припои требуют более высоких температур пайки и специальных методов введения флюсов. Для получения хороших результатов при пайке непокрытых металлов рекомендуется применять флюсы па основе хлористого цинка. Канифольные флюсы при повышенной температуре пайки разлагаются и могут применяться лишь при очень коротком времени пайки.
Кадмиевосеребряный припой
Характеристики плавления припоя, содержащего 95% кадмия и 5% серебра. Этот припой применяется тогда, когда высокая рабочая температура соединений не допускает использования других припоев.
При пайке этим припоем стыковых соединений из меди можно получить предел прочности при комнатной температуре, равный 17,0 кГ/мм2. При 218° С можно получить предел прочности, равный 1,8 кГ/мм2.
Кадмиевосеребряный припой можно применять при пайке алюминия с алюминием или с другими металлами. Однако, как известно, при пайке алюминия с другими металлами необходимо учитывать возможность электрохимической коррозии. При неправильном обращении кадмиевосеребряный припой может быть опасен для здоровья.
Кадмиевоцинковые припои
Эти припои при применении соответствующего флюса дают соединения со средней прочностью и коррозионной стойкостью. Припой, содержащий 40% кадмия и 60% цинка, нашел широкое применение при пайке алюминиевых цоколей электроламп. При неправильном обращении эти припои также могут быть вредными для здоровья.
Цинковоалюминиевый припой
Высокая температура солидуса этого припоя ограничивает его применение работами, при которых допустима температура пайки выше 370 °С. По этой же причине с этим припоем применяется только реакционный флюс.
Легкоплавкие припои
Припои, содержащие висмут (так называемые легкоплавкие сплавы), применяются там, где требуется, чтобы температура пайки была меньше 183 °С, т. е. там, где оловянносвинцовые припои неприменимы.
Припои с низкой температурой плавления применяются в следующих случаях:
1) при пайке термообработанных поверхностей, если повышения температура может вызвать разупрочнение детали;
2) при пайке соединений с близко расположенными деталями из материалов, чувствительных к температуре;
3) при последовательной (ступенчатой) пайке, чтобы не рас-! плавить выполненное ранее соединение;
4) при пайке ограничительных устройств, в которых требуется разрушение паяного соединения при сравнительно низкой температуре.
Многие из этих припоев, особенно с большим содержанием висмута, непригодны для быстрой пайки. Для того чтобы получить удовлетворительные соединения при пайке непокрытых металлов, например меди или стали, нужно обращать особое внимание на чистоту поверхности металла и применять активные флюсы. При применении некоррозионных флюсов для пайки непокрытых деталей получение хорошего соединения маловероятно. Некоррозионные флюсы можно применять для пайки поверхностей, предварительно покрытых оловом, серебром или кадмием. Соединения, полученные с помощью этих припоев, очень чувствительны к длительным нагружениям, особенно при температурах выше комнатной (см. гл. 4 «Конструирование паяных соединений»).
Припои, содержащие индий
Свойства припоев, содержащих индий, делают их ценными для некоторых специальных работ. Возможность применения этих припоев для конкретных соединений должна определяться с изготовителем припоя. Стандартный припой, содержащий 97,5% свинца и 2,5% серебра, не смачивает удовлетворительно большинство металлов. Добавление к этому припою 1н-2% индия улучшает его свойства смачиваемости. В результате получается припой с высокой температурой плавления, пригодный для пайки деталей без предварительного покрытия. Свинцовосеребряноиндиевые припои рекомендуются для соединений, подверженных действию щелочей.
Оловянносвинцовые припои с содержанием индия свыше 25% также обладают хорошей коррозионной стойкостью в щелочных растворах. Однако их температура солидуса ниже, а интервал кристаллизации шире, чем у свинцовосеребряноиндиевого сплава. Сплав с содержанием 50% индия и 50% олова хорошо сцепляется со стеклом и может применяться для пайки стекла с металлом и стекла со стеклом. Низкое давление паров этого сплава позволяет применять его для герметизации вакуумных систем.
Индиевые припои обычно не требуют особых технологических приемов. Индиевые припои с низкой температурой плавления, содержащие висмут, требуют применения кислотных флюсов или предварительного покрытия деталей. Для индиевых припоев пригодны все способы нагрева, флюсы и технологические процессы, которые применяются при пайке обычными оловянносвинцовыми припоями.
Реклама:
Читать далее:
Cортамент припоев, выпускаемых промышленностью
Статьи по теме:
Припои марки А ПОС-30ф 8мм, П -14 ф 2,8мм ТУ 48-1728138/ОПП-006-2000 ООО Дон-энергокомплект г. Ростов-на-Дону
Применение: Электро и радиоаппаратура, печатные схемы, точные приборы без перегрева. Температура плавления: 183-190°C Химический состав: Олово 61% Свинец 39% Пайка металлов: Бронза, Латунь, Медь, Нержавейка, Олово, Свинец, Сталь
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами. Температура плавления: 183-238°C Химический состав: Олово 40% Свинец 60% Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Применение: Пайка изделий машиностроения. Температура плавления: 183-238°C Химический состав: Олово 30% Свинец 70% Пайка металлов: Бронза, Латунь, Медь, Сталь
Харакетристики:
Припой ПОС-30 — оловянно-свинцовый припой, используемый для пайки и лужения радио- и электроаппаратуры приборов с герметичными швами, печатных схем, внутренних швов и медицинских устройств, деталей с герметическими швами из оцинкованного железа. Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.Отлично подходит для пайки меди, латуни и железа. В промышленных масштабах применяется в энергетической сфере. Во время пайки ПОС 30 с поверхностью детали формируют высококачественную зону промежуточного сплава. Любители и профессионалы используют припой ПОС-30 для пайки электроприборов и радиоаппаратуры.
Пруток припоя ПОС 30 диаметром 8 мм будет легко гнуться руками, потому что в нем отмечается высокое содержание свинца. В отличие от свинца олово будет придавать припою повышенную степень жесткости и прочности. В состав ПОС 30 входит олово (29-31%) и свинец (69-71%). Температура плавления припоя составляет 256 оС (начало плавления отмечается на 183 градусах). Для большинства радиоэлектронных элементов подобная температура считается предкритической, что обязательно нужно учитывать перед проведением паяльных работ. Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами. Температура плавления: 183-238°C Химический состав: Олово 40% Свинец 60% Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Припой ПМФОЦр 6-4-0,03 купить Припой ПМФОЦр 6-4-0,03 ТУ 48-17228138
Применение: Пайка кондиционеров, холодильников, теплообменников, волноводов. Температура плавления: 640-680°C Химический состав: Медь 89% Фосфор 6% Олово 4% Цирконий 0,03% Пайка металлов: Бронза, Латунь, Медь, СереброХаракетристики:
Припой ПМФОЦр 6-4-0.03 относится к категории медно-фосфорных. В припое этой марки отмечается высокое содержание фосфора и меди, а также значительное количество циркония и олова.Это среднеплавкий припой, который имеет повышенную текучесть, отличную устойчивость к коррозийным процессам и агрессивной среде. Основная сфера использования сплава — пайка меди и ее различных сплавов (мельхиора, латуни, бронзы).
Одновременно с этим, ПМФОЦр зачастую применяется как заменитель серебряных припоев в процессе ремонта ювелирных изделий. Запрещено осуществление пайки чугуна и стали припоями с содержанием фосфора, потому что соединение получается хрупким и не способно выдержать нагрузки вибрационного, ударного и изгибающего типа. Это обусловлено тем, что по границе шва фосфоритов образуется видимая пленка. Особенностью припоя ПМФОЦр можно назвать то, что он является самофлюсующимся. Именно поэтому, если им осуществляется пайка изделий из меди, то в этом случае нет никакой необходимости использовать флюс. Как правило, припой этой марки применяется в ремонте бытовых смесителей, кондиционеров, при изготовлении климатического оборудования, электромашин высокой мощности. В классификации припоев ПМФОЦр относится к категории среднеплавких самофлюсующихся припоев, что допускает осуществление пайки без использования флюса. Пайка с помощью этого припоя может выполняться горелкой любого типа (ацетиленовой, пропановой горелкой, паяльной лампой), с помощью аргонодуговой сварки. Основное условие в этом случае — спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Применение: Пайка холодильников, термодатчики, теплообменники, часы. Температура плавления: 630-660°C Химический состав: Медь 53% Фосфор 7% Никель 7% Цинк 33% Пайка металлов: Медь, Никель, Серебро, СтальХаракетристики:
Припой П-81 рассчитан на пайку при изготовлении климатического оборудования, теплообменников, калориферов, термодатчиков, производстве часов и т.п. Пайка с помощью этого припоя может осуществляться только с применением флюса. Допускается изготовление закладных элементов различной формы и колец для осуществления автоматической пайки (подобные работы должны проводиться только в заводских условиях на походящем для этого оборудовании).П-81 в своем составе содержит несколько основных элементов: цинк (32-36%), медь (52-54%), никель и фосфор (по 6-7%). При помощи припоя П-81 допускается соединение следующих материалов: никель и никелевые сплавы (в том числе и латунь), медь, чугун, серебро, сталь (в том числе нержавейка), твердые сплавы и их всевозможные комбинации. С помощью припоя П-81 разрешается пайка с использованием флюса. П-81 может похвастать особенными свойствами и некоторыми конкурентными преимуществами. Среди них необходимо выделить высокий уровень надежности и долговечности фреоновых элементов, повышенный предел прочности на срез, высокое качество в процессе ремонта твердосплавных инструментов, высокая степень герметичности паяных конструкций в условиях повышенного давления. Нельзя не отметить и то, что П-81 производитель считает столь же эффективным, как и некоторые высокосеребряные припои. При работе с припоем этой марки рекомендуется использовать флюсы, которые соответствуют следующим припоям: ФК-250 (235), ПВ-209.
Температура плавления припоя составляет 630-660 оС, в том время как рекомендованная температура пайки варьируется от 680 до 700 оС. Предел прочности сплава находится в пределах 170 Мпа.
Припой П-81 показывает себя особенно эффективным, если его использовать взамен высокосеребряных припоев марок ПСр40, ПСр29.5, ПСр25, ПСр45.
Применение: Пайка холодильников, кондиционеров, теплообменников, волноводов, бытовых смесителей. Температура плавления: 640-680°C Химический состав: Медь 90% Фосфор 6% Олово 4%
Харакетристики:
Припой П-14 представляет собой соединение, в котором присутствует значительное количество меди (основа), олова (от 3,5 до 4,5%) и фосфора (от 5,3 до 6,3%). Все это делает его уместным для использования в процессе пайки калориферов, теплообменников, холодильников, кондиционеров, электрических машин высокой мощности, волноводов и бытовых смесителей. Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса.Изготавливают припой этого типа в виде проволоки с различным диаметром, прутка с различным диаметром, ленты с различной толщиной и шириной. Если припой выполнен в виде проволоки, то в ней может присутствовать продольный паз с флюсом марки ФК-320 и марки ФК-235. Поэтому осуществляя пайку той или иной детали можно легко подбирать оптимальный для каждого случая вариант.
В процессе пайки следует придерживаться определенной температуры. Если пайка проводится в газовом пламени, то она должна быть не выше 740 и не ниже 720 градусов, а если пайка в печи — то не менее 800 и не более 820 градусов. Ударная вязкость разрушения составляет порядка 1,5-3 кДж.м/см2, а прочность паяных соединений равна 290-320 МПа. Применение: Лужение алюминиевых оболочек и пайка алюминиевых жил. Температура плавления: 300-320°C Химический состав: Олово 42-45% Цинк 54% Медь 1,2-1,5% Пайка металлов: Алюминий
Харакетристики:
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 400 до 400 градусов Цельсия. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Применение: Пайка генераторов, шинопроводов, электродвигателей большой мощности, трансформаторов Температура плавления: 714-850°C Химический состав: Медь 93% Фосфор 7% Пайка металлов: Латунь, Медь, Серебро
Характеристики:
Припой МФ-7 входит в категорию медно-фосфорных припоев и предполагает наличие в своем составе порядка 7% фосфора, о чем и свидетельствует маркировка изделия. Он превосходно показывает себя при пайке латуней и бронз, нейзильбера и медно-никелевых сплавов. Хотя, основной сферой использования в данном случае принято считать пайку меди и разнообразных медных сплавов без применения флюсов. Необходимость во флюсах отсутствует, поскольку припой этой марки относится к самофлюсующим припоям.Применять припой, изготовленный под маркой МФ-7, для пайки сталей и чугуна не рекомендуется. В этих сферах он зарекомендовал себя не самым лучшим образом. В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие — утрачивается пластичность.
Идеально подходит данный вид припоя для пайки кондиционеров и холодильников. В обоих случаях необходимо применять газопламенный нагрев и придерживаться температуры пайки в диапазоне от 732 до 816 градусов Цельсия. Припою характерна высокая жидкотекучесть и низкая температура плавления, что приравнивает его по свойствам к серебряным и медно-цинковым припоям, востребованным при пайке медных сплавов и самой меди.
Температура плавления: 700-900°C Пайка металлов: Медь, Серебро, Сталь
Харакетристики:
Флюс Бура в промышленной сфере используется достаточно часто. Также сферой его применения считается пайка ювелирных изделий, где необходимо точно рассчитать состав используемых материалов и тип инструментов для пайки. Универсальным решением в этом случае является именно флюс, созданный на основе борной кислоты или буры.Бура — важнейшая добавка при плавке, которая позволяет обеспечить формирование тигля глазури на стенках, растворение окислов металлов и предохранить расплав от проникновения кислорода. Бура — это соль тетраборной кислоты, которая существует в виде декагидрата в свободной форме. Изготовление флюса такого типа ведется с помощью борной кислоты и буры, которые в соотношении 1:1 по массе растворяются в воде. Чтобы приготовить 1 л флюса бура, необходимо смешать 100 г борной кислоты и 100 г буры, добавив их в 1 л воды, после чего довести до кипения. После естественного остывания массы ее следует отфильтровать. Соотношение борной кислоты и буры в составе флюса необходимо варьировать в зависимости от того, с каким именно металлом предполагается работать. Если это золото, то основу флюса должна составлять борная кислота, а не бура. Обратная ситуация с серебром.
Флюс бура считается нейтральным флюсом. Он также может быть использован для высокотемпературной пайки меди, стали, чугуна, твердых сплавов с серебряными и медными паяльными сплавами.
Флюс ЛТИ-120 купить Флюс ЛТИ-120 500 мл.
Применение: Лужение сплавов меди, стали, никеля, свинца, цинка, серебра, олова, кадмия, палладия.
Температура плавления: 200-300°C
Пайка металлов: Медь, Никель, Олово, Свинец, Серебро, Сталь, Цинк
Харакетристики: Флюс ЛТИ-120 на отечественном рынке представлен достаточно давно. Он относится к категории активированных флюсов, в которой ЛТИ-120 считается уже давно одним из лучших. В состав этого флюса входят уникальные добавки, которые позволяют в разы увеличить его эффективность. Кроме того, предусмотрено наличие полностью пасивирующих добавок. Взаимодействие флюса в полной мере будет зависеть от температуры, при которой проводятся работы. При обычной температуре флюс не проявляет никакой активности и не способен проводить ток даже на повышенных частотах. По завершению паяльных работ остатки флюса можно не убирать, потому что они будут представлены в виде твердого вещества, не подверженного каким-либо внешним факторам. Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Флюс ПВ-209 купить Флюс ПВ-209
Применение: Пайка меди, твердых сплавов, нержавеющих и конструкционных сталей.
Температура плавления: 600-900°C
Пайка металлов: Медь, Нержавейка, Серебро, Сталь
Харакетристики: Флюс ПВ-209 рассчитан на высокотемпературную пайку серебряными и медными припоями никеля, меди, серебра и сплавов, а также особо твердых и жаропрочных сплавов. Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Производство флюса ПВ-209 ведется по оригинальной технологии. Нанесение флюса на поверхности, подготовленные к пайке, удобнее всего производить в виде пасты. Ее можно получить с помощью замешивания флюса в воде (пропорция 1:1 в соответствии с массой). Текучесть пасты регулируется добавлением воды.
Если флюс используется в виде порошка и осуществляется пайка нелегированной стали, то разрешен нагрев до побежалости с дальнейшим нанесением флюса. В процессе пайки нержавеющей стали флюс рекомендуется наносить пастой и контролировать целостность поверхности. При пайке твердосплавных поверхностей их требуется нагревать равномерно и полностью. Остатки флюса после пайки могут быть удалены с помощью кипячения в воде или 10%-ным раствором лимонной кислоты.
Паяльная кислота Флюс и реактивы для пайки
Характеристики:
Паяльная кислота — это хлорид цинка, что является химическим соединением цинка и хлора (формула — ZnCl2). Паяльная кислота активно используется для пайки меди, углеродистых сталей, никеля и сплавов с помощью легкоплавких припоев в диапазоне температур от 150 до 320 оС. Также в состав паяльной кислоты (помимо хлорида цинка) входят: соляная кислота, хлорид аммония, специальная смачивающая присадка. Кроме того, паяльную кислоту часто называют активным флюсом в жидком агрегатном состоянии.
Паяльная кислота может быть получена с помощью растворения цинка (либо его окиси) в растворе соляной кислоты с дальнейшим выпариванием раствором. Кроме того, вещество получается по средствам нагревания жидкого цинка в токе хлора.
Физические и химические свойства паяльной кислоты:
• Температура кипения — 730 оС;
• Температура плавления — 315-320 оС;
• Молекулярная масса — 136,2954;
• Растворимость в воде — 79.8% при 0 оС;
• Концентрированные составы обладают кислой средой, потому при диссоциации в воде наблюдается образование соляной кислоты.
Паяльная кислота также используется для лужения проводов и пайка радиодеталей микросхем. Срок годности паяльной кислоты не превышает 12 месяцев с условием соблюдения стандартов хранения. Хранение вещества нужно производить в плотной закрытой таре, не допуская воздействия прямых солнечных лучей и тепла. Если в помещении проводились работы с использованием паяльной кислоты, его нужно хорошенько проветрить по их завершению.
Флюс паяльный ФКСп купить Флюс ФКСп 500 мл.
СПИРТОКАНИФОЛЬНЫЙ ФЛЮС (он же КЭ, СКФ, и ФКЭт -на этилацетате, жидкая канифоль).
Применение: Для пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280ºC.
Состав: канифоль сосновая не менее 30%, АИПС-70%.
Пайка металлов: медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, оловянно-никелевое, кадмиевое, золотое покрытия.
Характеристики : ручная и механизированная пайка и лужение электромонтажных элементов печатных плат и элементов радио электроники в изделиях радио и бытовой электронной аппаратуры. Консервация изделий радио и бытовой электронной аппаратуры для сохранения паяемости в условиях складского хранения и хранения в условиях сборочного цеха в течение одного года. Остатки флюса при ручной пайке изделий бытовой радио аппаратуры (пайке подстроечных элементов, подпайке, исправлении дефектов) допускается не удалять. Остатки флюса при групповой пайке изделий бытовой радио аппаратуры («волной» припоя, погружением, протягиванием) следует удалять.
28. Применение пойки в ремонтном производстве. Виды пойки, типы припоев и флюсов.
Пайка — процесс соединения деталей в твердом состоянии металлическим расплавом, образующимся из присадочного материала (припоя) непосредственно в месте пайки. Локальный подвод тепла, которым расплавляется припой и подогреваются соединяемые поверхности, производится нагретым паяльником или газовым пламенем. Качество пайки зависит от смачивающей способности припоя, толщины его слоя, а также от чистоты паяемых поверхностей. Чем лучше смачивающая способность, тем лучше припой заполняет стыковые участки. При этом обеспечивается и меньшая толщина слоя припоя между соединяемыми поверхностями.
Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений.
Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей.
Пайка готовым припоем — самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам.
Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой.
Припои для пайки
К припоям предъявляются следующие требования: высокая механическая прочность припоев в условиях нормальных, высоких и низких температур, хорошие электропроводность и теплопроводность, герметичность, стойкость против коррозии, жидкотекучесть при температуре пайки, хорошее смачивание основного металла, определенные для данного припоя температура плавления и величина температурного интервала кристаллизации. В зависимости от температуры плавления и прочности применяемых припоев различают пайку мягкими припоями (мягкую) и пайку твердыми припоями (твердую).
Пайка мягкими припоями
При пайке мягкими припоями используют припои с температурами плавления ниже 400˚ С, обеспечивающие получение паяных швов с пределами прочности до 10 кГ/мм2.
Применяют следующие мягкие припои: оловянно-свинцовые, малооловянистые, легкоплавкие и специальные.
Пайка твердыми припоями
При пайке твердыми припоями применяют припои с температурами плавления выше 400° С: медные (tпл= 1083° С), медно-цинковые (tпл, = 845 ÷ 900° С), меднофосфористые (tпл = 700 ÷ 830° С), серебряные (tпл = 635 ÷ 870° С) и др.
Кислотные флюсы
К кислотным флюсам относятся хлористый цинк (обычно в виде 30%-ного водного раствора с добавкой 0,6-0,7% свободной соляной кислоты
Антикоррозийные флюсы
Антикоррозийными флюсами являются флюсы на основе фосфорной кислоты с добавлением различных органических соединений и растворителей, а также флюсы на основе органических кислот.
Флюс ВТС (смесь технического вазелина с салициловой кислотой, триэтаноламином и этиловым спиртом) применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы.
Бескислотные флюсы
Пайка соединений при монтаже электрорадиоприборов производится, как правило, бескислотными флюсами на основе канифоли.
Активированные флюсы
Активированные флюсы на основе канифоли применяют для пайки металлов и сплавов, плохо поддающихся пайке с канифолевым флюсом; они также ускоряют процесс пайки меди и медных сплавов.
Какие флюсы применяют при пайке
Флюсы позволяют обеспечить удаление образуемых при нагреве окисей металлов, которые спаиваются, а кроме того, предотвращают окисление очищенных перед пайкой металлов. Благодаря флюсам обеспечивается лучшее растекание припоя во время пайки. Выбор флюса зависит от вида сплавов или металлов, а также припоя, которые используются при пайке. Также на выбор оказывает влияние тип монтажно-сборочных работ. В любом случае, условиях флюс должен плавиться при более низких температурах, чем припой.
В зависимости от оказываемого на металл действия, все флюсы входят в одну из нескольких групп: защитные, антикоррозийные, активированные, бескислотные, активные (кислотные).
В состав активных флюсов входят фтористые и хлористые металлы, а также соляная кислота и т.п. Такие флюсы способны хорошо растворять оксидные плёнки на металлах, что позволяет гарантировать высокую механическую прочность соединения. С другой стороны, необходимо тщательно удалять остатки флюса после пайки, поскольку они способствуют активной коррозии как основного металла, так и соединения. Активные флюсы не используются при пайке электроаапаратуры, поскольку по прошествии времени из-за остатков флюсов место пайки разъедается.
В группу бескислотных флюсов входит канифоль и те флюсы, которые изготавливаются на её основе при добавлении глицерина, скипидара, спирта. Канифоль способна не только очищать поверхность от нежелательных окислов, но и предупреждает её коррозию. При температурах 150 ° С канифоль хорошо растворяет окислы меди, олова, свинца, обеспечивая чистую поверхность при пайке. Другая положительная черта канифоли — это то, что она не оказывает никакого действия на дополнительное окисление поверхности.
Для приготовления активизированных флюсов используется канифоль и некоторое количество добавок фосфорнокислого или солянокислого анилина, солянокислого диэтиламина, салициловой кислоты. Они отлично подходят для пайки большей части применяемых сплавов и металлов (сталь, в том числе нержавеющая, железо, серебро, никель, нихром, цинк, бронза, медь).
Защитные флюсы служат для защиты ранее очищенной поверхности металла от коррозии и химическим образом не воздействует на металлы. В данную группу входят неактивные материалы: сахарная пудра, оливковое масло, вазелин, воск и т.п.
Чтобы удалить остатки флюса после того, как выполнялась пайка твёрдыми припоями, достаточно воспользоваться волосяной щёткой и горячей водой.
Улеродистые стали, чугуны, медные сплавы и медь паяют с использованием буры (тетрабората натрия), температура плавления которой равняется 741 °С.
Припои и флюсы, применяемые при монтаже соединений и оконцеваний кабелей
При оконцевании и соединении жил кабелей, при подсоединении проводников заземления к оболочке и броне кабеля, а также при соединении оболочек кабелей с муфтами с помощью пайки применяются припои и флюсы.
Припоями называются металлы и сплавы, вводимые в расплавленном состоянии в зазор между соединяемыми деталями. Припои имеют более низкую температуру начала плавления, чем паяемые металлы.
При выполнении лужения и пайки деталей кабеля и кабельной арматуры применяются легкоплавкие припои с температурой плавления до +450 °С и среднеплавкие — свыше +450 °С.
При монтаже и ремонте кабельных линий и кабельной арматуры применяют припои, указанные в табл. 1, а их физико-механические свойства приведены в табл. 2. Химический состав припоев указан в табл. 3.
Классификация и назначение припоев
Марка припоя | ГОСТ. ТУ | Класс припоя | Группа | Назначение |
ПОС-40; | ГОСТ 21931-76 | Легко-плавкий | Оловянно-свинцовый | Лужение и пайка свинцовых оболочек, муфт и медных жил |
А | ТУ 48-21-71-72 | » | Оловянно- | Лужение алюминиевых оболочек и пайка алюминиевых жил |
ЦО-12 | По рецепту Московской кабельной сети | Средне- плавкий | Цинко- оловянный | Пайка алюминиевых жил |
ЦА-15 | — | —»— | Цинко- алюминиевый | Пайка алюминиевых |
Физико-механические свойства припоев
Марка припоя | Температура плавления, °С | Плотность, г/см3 | |
начальная | конечная | ||
ПОС-40 | +183 | +238 | 9,3 |
ПОССу40-0,5 | + 183 | +216 | 9,3 |
ПОССу40-2 | + 185 | +229 | 9,2 |
ПОССуЗО-О.5 | +183 | +255 | 8,7 |
ПОССуЗО-2 | + 185 | +250 | 9,6 |
А | +400 | +450 | 7,2 |
ЦО-12 | +500 | +550 | 7,6 |
ЦА-15 | +550 | +600 | 6,9 |
Химический состав припоев
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | 12 | — | — | 83 | — | — |
ЦА-15 | — | — | — | 85 | — | 15 |
В таблице приведены компоненты без примесей в количествах от 0,002 до 0,1%, таких, как висмут, мышьяк, железо, никель, сера и других, указанных в ГОСТ 21930-76
Флюсами называют химические вещества, назначение которых — способствовать равномерному и прочному соединению припоя с основным металлом, а именно: растворять и поглощать окислы основного металла до пайки и в процессе пайки, предохранять поверхность металла в месте пайки от окисления до пайки и в процессе пайки.
Припои различных марок применяют в следующих случаях
Припой марки А с относительно небольшим количеством олова, хорошими технологическими свойствами и достаточной коррозионной устойчивостью — во всех случаях пайки жил средних и крупных сечений.
Припой марки Б легкоплавкий и стойкий в отношении коррозии с относительно небольшим количеством олова — для пайки жил небольших сечений, а также для облуживания алюминиевых жил и оболочек в местах пайки.
Припой марок ЦА-15 и НИИКП как припои, не содержащие олова, но малоустойчивые в отношении коррозии,— для пайки жил средних и крупных сечений (16 мм2 и выше) в случаях, когда место пайки может быть надежно защищено в эксплуатации от доступа влаги (например, в соединительных муфтах) и когда при пайке обеспечен несколько повышенный нагрев.
Припой марки ЦО-12 — для пайки меди с алюминием.
Припой марки ПОС-61 — для облуживания предварительно посеребренных, а затем омедненных поверхностей фарфоровых изоляторов кабельных муфт перед спайкой их на заводе с металлическими головками и фланцами.
Припой марок ПОС-40 и ПОС-ЗО — для пайки медных жил, пайки медных проводников заземления к стальной броне и свинцу.
Припой марки ПОС-18 — для пайки свинца и лужения стальной брони перед пайкой к ней проволок заземления.
Припой марки ПОСС-4-6 — для пайки свинца со свинцом; оконцеваний и соединений медных жил кабелей, а также для пайки присоединений заземляющих медных жил к броне кабелей при условии предварительного облуживания кабельных жил, наконечников, гильз и брони оловянистым припоем марки ПОС-18 или ПОС-ЗО. Припой пригоден для пайки меди и стали (например, кабельных медных соединительных гильз, наконечников при условии предварительного их облуживания многооловянистыми припоями).
Припои марок А и Б можно применять без флюсов или с простейшим флюсом в виде раствора канифоли в спирте; припои марок Мосэнерго ЦА-15, НИИКП и Мосэнерго ЦО-12 не рекомендуются для пайки заземляющих проводов к алюминиевой оболочке кабелей как наиболее тугоплавкие.
В качестве флюса при пайке соединений и оконцеваний медных жил в процессе припаивания свинцовых муфт к свинцовой оболочке кабелей, а также для пайки проводников заземления к броне и свинцовой оболочке кабелей наиболее часто применяют так называемую паяльную мазь следующего состава (вес. ч.): канифоль — 10… 15, животный жир (технические отходы производства) или стеарин — 5…6, нашатырь — 2, хлористый цинк — 1, вода — 1
Оловянно-свинцовые припои выпускаются в чушках или в виде круглой проволоки диаметром до 7 мм, круглых прутков диаметром до 15 мм, квадратных или трехгранных прутков или в виде трубок с наружным диаметром до 2,5 мм, внутри которых находится паяльный флюс.
Лужение и пайку свинцовых оболочек, медных жил и стальной брони рекомендуется выполнять припоями ПОССу 30-0,5 и ПОССу 30-2 с меньшим содержанием олова. Применение припоев ПОС-40 допускается только при отсутствии припоев рекомендуемых марок.
Лужение алюминиевых оболочек и алюминиевых жил кабелей необходимо выполнять припоем А.
Алюминиевые жилы паяют припоями А, ЦО-12 и ЦА-15 путем сплавления припоя непосредственно в гильзу и опоку с предварительным облуживанием или путем полива расплавленного припоя в опоку без предварительного облуживания.
Паяльными флюсами называют неметаллические вещества, применяемые для удаления окисной пленки с поверхности паяемого металла и припоя и для предотвращения ее образования в процессе пайки.
Марки, химический состав и область применения флюсов приведены в табл.
Наименование, марка флюса | ГОСТ, ОСТ, ТУ | Составляющие компоненты, ГОСТ | Содержание массовые части | Внешний вид флюса | Температура размягчения, | Температурный интервал флюсирующего действия, °С | Область применения |
Паяльный жир | ТУ 36-1170-70 | Канифоль сосновая, ГОСТ 19113-84 | 30 30 | Однородная твердая масса желто-серого цвета | 70 | 180…600 | Пайка медных проводников заземления к стальной броне кабеля |
Канифоль сосновая марки А или В | ГОСТ 19113-84 | Канифоль сосновая, ГОСТ 19113-84 | 100 | Хрупкая стекловидная желтая масса, после измельчения — желтоватый порошок | 54…73 | 225…300 | Пайка медных жил и медных экранов кабеля |
Раствор канифоли в этиловом спирте, ФКСп | ОСТ 410.033.000 | Канифоль сосновая, ГОСТ 19113-84 | 10 .40 90…60 | Жидкость от желтого до светло-коричневого цвета |
| 225…300 | Пайка медных экранов и медных жил кабелей ответственного назначения |
Кислота стеариновая техническая (стеарин) | ГОСТ 6484-64 | Кислота стеариновая техническая ГОСТ 6484-64 | 100 | Чешуйчатая белая со слегка желтоватым оттенком масса или порошок | 53…65 | 185…240 | Пайка свинцовых муфт кабеля |
Оловянный припой, свинцовый припой, припой с флюсовым сердечником и канифольный припой — различия и применение
Когда дело доходит до сборки промышленных электронных схем, припой и припой провод являются основными факторами, определяющими общее качество и долговечность печатной платы. Но в большинстве случаев пайка считается само собой разумеющимся, и часто мы легко забываем о выборе припоя, но правильный выбор и использование могут иметь большое значение для качества и надежности паяных соединений.Вот почему в этой статье мы расскажем вам все, что вам нужно знать о различных типах припоев, их использовании и реализации. Итак, без лишних слов, приступим.
Виды припоев и их состав
Припой — это легкоплавкий сплав с низкой температурой плавления, который используется для соединения металла на любой печатной плате. Техника использования сплава с низкой температурой плавления для сплавления двух материалов существует уже много лет, но в случае припоя это, как правило, олово, свинец и флюс.В зависимости от состава припой можно классифицировать как:
.
Бессвинцовый припой
Как следует из названия, он не содержит свинца. Вместо этого припой в основном состоит из олова, легированного другими металлами, такими как серебро и медь. Бессвинцовые припои соответствуют стандарту RoHS (Снижение содержания вредных веществ) и лучше подходят для окружающей среды, при этом вредное воздействие свинца на окружающую среду хорошо известно.
Самый распространенный бессвинцовый припой из сплава , который вы можете найти, — это SAC305.Он состоит из олова с 3% меди и 0,5% серебра, используемого при сборке поверхностного монтажа. Далее в списке идет SAC387: олово с 3,8%, медь 0,7% и серебро. Это самые дорогие. Затем у нас есть SAC405, в котором есть олово с 4%, медь 0,5% и серебро.
Из перечисленных выше сплавов SAC387 и SAC405 являются эвтектическими, что означает, что они имеют одинаковую температуру плавления и затвердевания, в данном случае 217 ° C. Между тем, SAC305 имеет температуру плавления 217–219 ° C.
Припой на свинцовой основе:
Выводы Припой — наиболее распространенный тип припоя.Он содержит металлический свинец. В целом, этилированный припой считается лучшим из-за его хороших смачиваемых и механических свойств. Список наиболее распространенных типов припоев на основе свинца приведен ниже.
60 / 40– Это, пожалуй, самый известный и распространенный тип свинцового припоя, он состоит на 60% из олова и на 40% из свинца. Он плавится при температуре около 190 ° C и образует мягкие стыки, в результате чего стыки не растрескиваются. Но если соединение перемещается до того, как припой успевает полностью расплавиться, полученное соединение называется «холодным соединением» и имеет плохие электрические и механические свойства.Он имеет тенденцию очень легко распадаться.
63/37 — это эвтектический аналог припоя 60/40, плавящийся точно при 183 ° C. Это свойство исключает образование холодных швов.
50/50 — Эта смесь в основном используется для водопровода с высокими температурами плавления и низкой пластичностью.
Сравнение свойств аналогичных свинцовых и бессвинцовых припоев:
|
Имущество |
Припой с выводами |
Бессвинцовый припой |
|
Состав |
37% Sn, 64% Pb |
95.5% Sn, 5% Ag, 0,5% Cu |
|
Температура плавления |
183 ° С |
217 ° С |
|
Соответствие RoHS |
№ |
Есть |
|
Плотность |
8.5 г / м 2 |
3,7 г / м 2 |
|
Удельное сопротивление |
15 МОм-см |
11 мОм-см |
Sn — олово, Pb — свинец, Cu — медь, Ag — серебро
Важные параметры, которые следует учитывать при выборе свинцового и бессвинцового припоя:
- В целом бессвинцовый припой гораздо труднее, чем свинцовый припой.Более высокая температура плавления усугубляет проблему.
- Флюсы, используемые с бессвинцовым припоем, обычно более агрессивны и вызывают большее раздражение, чем флюсы, используемые для свинцового припоя, и с ними нужно обращаться более осторожно. Они могут разъедать жало паяльника намного быстрее, чем обычный флюс.
- Повышенные температуры, необходимые для работы с бессвинцовым припоем, увеличивают количество флюса (и, в меньшей степени, количество выделяемых паров металла), что может быть опасно для здоровья.
- Припой, содержащий в основном олово, со временем может образовывать усы в паяном соединении. Это может привести к короткому замыканию с близлежащими суставами.
- Бессвинцовый припой гораздо менее сыпучий (смачиваемый) по сравнению с припоем со свинцом, что может значительно затруднить пайку.
Тип припоя на основе другого сердечника
Паяльная проволока, которую вы обычно видите, имеет внутри полый сердечник, вы можете сказать, что припой представляет собой трубчатую структуру, внутри этой трубки могут быть разные материалы, и в зависимости от материала он подразделяется на четыре категории: из них приводится ниже.
Припой без сердечника:
Обычный припой без сердцевины из флюса или канифоли. Обычно работать с ним сложно или утомительно, так как перед нанесением стыки необходимо хорошо обработать флюсом.
с канифолью:
Канифоль — это смола, полученная из хвойных растений, которую кипятят для удаления летучих соединений. Обычно он используется в качестве флюса для припоя и находится внутри припоя в качестве сердечника. Также доступны несколько сердечников на провод.Канифоль обычно оставляет после себя остатки, которые необходимо очистить.
Порошковый:
Припой с флюсовой сердцевиной содержит одну или несколько сердечников из флюса. Флюс несколько более кислый, чем канифоль, поэтому остатки необходимо смыть, чтобы предотвратить дальнейшее повреждение суставов и окружающих компонентов.
Кислотный припой сердечника:
Припой с кислотным сердечником состоит из флюса на кислотной основе, который представляет собой прочную и более агрессивную форму припоя.Этот тип припоя помогает предотвратить образование оксидного слоя, вредного для поверхности. Припой с кислотным сердечником чаще всего используется в сантехнике.
Заключение
Для любителей свинцовый припой намного удобнее, так как с ним легче всего работать. Опыт работы с бессвинцовым припоем зависит от качества продукта. Также важно иметь припой с флюсовой сердцевиной, это значительно упростит пайку.Флюсовый наполнитель предпочтительнее канифольного, поскольку его легче очистить.
Как выбрать тип припоя для электронных схем?
Поскольку кажется, что существует так много типов припоя, выбор припоя для покупки может сбивать с толку.
Когда я начинал заниматься электроникой, я понятия не имел, поэтому просто использовал любой припой, который мог найти. Но знаете ли вы, что припой используется не только для пайки электроники?
Вообще-то припой применяют и для сантехники.
А припой, используемый для сантехники, ни в коем случае нельзя использовать для электроники, так как он содержит кислоту!
Автор Ilja на de.wikipedia [GFDL или CC-BY-SA-3.0], из Wikimedia Commons
Основные виды припоя
Есть несколько основных моментов, которые вам нужно знать, чтобы понять, какой припой выбрать, а от чего лучше держаться подальше.
Прежде всего, припой бывает разных форм: гранулы, стержни, паста и проволока. Как любитель, вам нужно будет только познакомиться с проволокой для припоя.И, возможно, паяльная паста, если вы хотите сделать пайку SMD.
Есть два основных типа припоя:
- Припой на основе свинца
- Припой бессвинцовый
Основное практическое различие между ними — температура плавления. По сути, вы можете выбрать то, что вам нравится. Подробнее о паяльных инструментах читайте здесь.
Припой на основе свинца
Раньше припой на основе свинца применялся повсеместно. Он был сделан из смеси олова и свинца.Обычно смесь 60/40 (олово / свинец), которая плавится при температуре около 180-190 ° C.
Поскольку свинец оказывает вредное воздействие на наше здоровье, промышленность переходит от свинца к припоям, не содержащим свинца.
Припой бессвинцовый
Бессвинцовый припой — это припой без свинца. ЕС требует, чтобы в коммерчески доступной электронике использовался бессвинцовый припой (RHoS) из-за опасности свинца для здоровья.
У него более высокая температура плавления, поэтому с ним немного сложнее работать, но обычно это не проблема.
Флюсовый сердечник припоя
Кевин Хэдли (собственная работа) [CC-BY-SA-3.0], через Wikimedia Commons
Паяльные проволоки обычно имеют внутри проволоки сердечник, содержащий флюс. Флюс разработан для улучшения электрического контакта и механической прочности паяных соединений.
В основном флюсовые сердечники бывают двух типов. Кислотное ядро и канифольное ядро. Кислотный сердечник используется для сантехники, а канифольный сердечник — для электроники. Так что используйте канифольную сердцевину.
(Примечание: новый водорастворимый сердечник из флюса становится все более популярным в качестве альтернативы канифольному сердечнику, поскольку он более безопасен для окружающей среды.)
Сводка
Основные типы припоев — свинец и бессвинцовый. Вы можете использовать и то, и другое для электроники, но может быть проще работать с припоем на основе свинца.
Убедитесь, что держится подальше от припоя с кислотным сердечником , поскольку он предназначен для водопровода, а НЕ для электроники.
Припой можно купить на Amazon. Вот пара альтернатив, которые, как я нашел, должны очень хорошо подойти для простой пайки:
Вернуться от типов припоя к способам пайки
Выбор припоя — ориентируйтесь на различные сплавы, типы флюса и т. Д.- Нейрохром
Как вы, наверное, заметили, статьи моей базы знаний не содержат рекламы. Вместо того, чтобы отвлекать вас надоедливой рекламой, прошу сделать пожертвование. Если вы найдете содержание этой страницы полезным, рассмотрите возможность внесения пожертвования, нажав кнопку «Пожертвовать» ниже.
Выбор припоя
Выбор подходящего припоя для вашего электронного проекта может быть немного сложным для многих новичков и довольно запутанным даже для опытных ветеранов.Моя цель на этой странице — внести некоторую ясность для вас, любителя, чтобы вы могли сделать осознанный выбор.
Для начала: вы хотите использовать припой, предназначенный для использования в электронике, а не водопроводный припой. В сантехнике вы наносите флюс кистью, а сам припой не содержит флюса. Это бесполезно для электроники. Водопроводный флюс слишком кислый для использования в электронике, а также очень грязный.
Флюс
Назначение флюса — очистить паяное соединение при нанесении припоя, тем самым позволяя припою течь, в результате чего получается хорошее паяное соединение без пустот.Флюс также изменяет поверхностное натяжение, что увеличивает адгезию припоя к металлу в паяном соединении. Припой, используемый для электроники, имеет встроенный флюс, а струйка дыма, которая выделяется во время процесса пайки, вызвана выкипанием флюса. Продолжительное воздействие паров флюса опасно для здоровья. Риск для здоровья, вероятно, меньше для любителя, иногда выполняющего пайку. Тем не менее, рекомендуется установить небольшой вентилятор, чтобы отводить пары флюса от рабочей зоны во время пайки.
Существует три различных флюса для пайки электроники. Основное отличие — сложность удаления флюса.
- Водорастворимый . Основное преимущество водорастворимого флюса в том, что его относительно легко удалить. Промойте контур теплой проточной водой и при необходимости встряхните щеткой с мягкой щетиной. Также можно использовать ультразвуковой очиститель. Затем промойте деионизированной (DI) водой или дистиллированной паром.Основным недостатком этого типа флюса является то, что в нем нужно удалить .
- На основе канифоли . Традиционно флюс, используемый в припое для электроники, был основан на сосновой канифоли. Он доступен в трех «вкусах»: неактивированный (R), умеренно активированный (RMA) и активированный (RA), причем последний является наиболее кислым из трех. Остатки флюса на канифольной основе имеют умеренную коррозию и должны быть удалены после пайки. Обратите внимание, что состав припоя RMA разработан таким образом, что очистку, хотя и рекомендуется, можно не проводить.RMA также является наиболее распространенным типом припоя на канифольной основе. Флюс на основе канифоли можно удалить изопропиловым или изопропаноловым спиртом с последующей промывкой деионизированной водой. Обычно необходимо немного взболтать щеткой с мягкой щетиной.
- Без очистки . Как видно из названия, флюс, не требующий очистки, разработан таким образом, что в очистке нет необходимости. Некоторые утверждают, что, хотя флюс без очистки не требует очистки, флюс в любом случае следует удалять. К сожалению, флюс, не требующий очистки, очень трудно удалить, что требует использования очистителей флюса, содержащих ацетон, гексан и другие агрессивные растворители.
- Не требует очистки, смывается водой . Этот тип флюса является уникальным для ChipQuik и сочетает в себе преимущества водорастворимого флюса и флюса, не требующего очистки. Неотмываемый, смываемый водой флюс — это не подлежащий очистке флюс. Остатки, оставленные этим флюсом, не вызывают коррозии и не проводят ток, и должны оставаться на печатной плате после пайки. Однако, в отличие от обычного флюса, не требующего очистки, флюс ChipQuik, не требующий очистки водой, можно удалить, промыв печатную плату горячей (60 ºC) водой.Обратите внимание, что остатки флюса не затвердевают. Скорее, он имеет свойство размазываться, и его можно стереть с доски. Хотя это флюс, не требующий очистки, кажется, что его нужно очистить с платы.
Если вы хотите минимизировать количество припоя в вашем ящике для инструментов, я предлагаю приобрести припой с флюсом RMA. В качестве альтернативы я предлагаю использовать водорастворимый флюс для контуров, которые можно легко очистить, и флюс, не требующий очистки, в ситуациях, когда очистка затруднена или невозможна.
Обратите внимание, что многие материалы для восстановления печатных плат, такие как распаянная оплетка (например, Solder-Wick), содержат флюс. Убедитесь, что ваши различные источники флюса совместимы, т.е. если вы выполняете пайку с флюсом RMA, обязательно используйте Solder-Wick с флюсом RMA для удаления припоя.
Очистители флюса
Проблема с остатками флюса в том, что они гидрофильны, т.е. притягивают воду. Это означает, что любой остаток флюса на печатной плате вызовет значительные токи утечки в дождливый день.У вас может быть трасса, которая хорошо работает в засушливом климате, но не работает в прибрежном климате. Сочетание воды и остатков флюса также вызывает коррозию и может со временем привести к отказу ваших цепей. Как отмечалось выше, исключениями являются остатки флюса без очистки, которые не вызывают коррозии, и остатки от флюса RMA, которые являются только очень умеренно коррозионными, что позволяет не проводить этап очистки.
Удалители флюса бывают различной степени агрессивности, от легких до тяжелых.Легкие удалители флюса, как правило, в основном на основе изопропила или изопропанола, тогда как мощные флюсы включают ацетон, гексан и другие довольно неприятные растворители. Эти чистящие средства легко воспламеняются, и их следует использовать только в хорошо вентилируемых помещениях. Я настоятельно рекомендую вам прочитать паспорт безопасности материала (MSDS) перед использованием любого из этих средств для удаления флюса. Помимо личной безопасности, обратите внимание, что некоторые средства для удаления флюса растворяют пластик, поэтому будьте осторожны.
Лично мне нравится Chemtronics Flux-Off No Clean Plus, который вы можете приобрести у Mouser в США.Он не доставляется авиапочтой из-за горючести. Это относительно агрессивный очиститель флюса, который, как правило, оставляет тусклый осадок на печатной плате. Этот остаток можно удалить с помощью полоскания водой. MG Chemicals (и многие другие) также производят средства для удаления флюса.
На любой собранной плате, которую я отправляю покупателю, будет удален флюс.
Припой
Есть две всеобъемлющие группы припоев, используемых в электронике: свинцовые и бессвинцовые, причем последние сегодня преобладают в производстве электроники из-за экологических проблем, связанных с утилизацией электронных продуктов.
Бессвинцовый припой не имеет лучшей репутации, отчасти из-за технических проблем с процессом пайки. Большинство бессвинцовых припоев плавятся при более высокой температуре (около 220-250 ºC), чем припой на основе олова / свинца (около 180-190 ºC). Таким образом, переход от свинцового припоя к бессвинцовому потребует изменения температуры жала паяльника. Типичная температура наконечника для этилированной пайки составляет 320–370 ºC (600–700 ºF). Для использования без свинца температуру необходимо увеличить до 370–425 ºC (700–800 ºF).В дополнение к более высокой температуре наконечника необходимо увеличить время выдержки. Паяное соединение может быть выполнено припоем на основе свинца менее чем за секунду. При использовании бессвинцового припоя это время необходимо увеличить, чтобы избежать холодных паяных соединений.
Припой с выводами
Опасно для здоровья: Припой с выводами содержит свинец (DUH!). При попадании внутрь свинец накапливается в жировых тканях организма, включая миелиновую оболочку, окружающую нервные волокна в головном мозге. Это может привести к повреждению головного мозга, особенно у младенцев и маленьких детей.В основном это проблема свинцового литья, когда свинец нагревается до температуры, близкой к температуре кипения. Температура, используемая при пайке, намного ниже. Основной риск воздействия свинца — это его контакт, который соскальзывает с ваших пальцев с припоя. Пожалуйста, убедитесь, что вы не едите и не пьете во время пайки. После пайки тщательно вымойте руки.
Существует три обычно используемых сплава на основе свинца для электронной пайки:
- 60/40 (Sn / Pb) . Основное преимущество припоя 60/40 — это стоимость, поэтому большая часть старого оборудования была собрана с использованием этого типа припоя.Основным недостатком этого сплава является то, что он имеет пластичную область 5 ºC. Припой 60/40 становится пластичным (пластичным, но не полностью расплавляется) при 183 ºC и плавится при 188 ºC. При охлаждении припой проходит через ту же пластиковую область, и если соединение нарушается или перемещается, когда припой проходит через пластиковую область, образуется холодное паяное соединение. Это может сделать ручную пайку неприятным занятием, особенно для новичка. Пока паяное соединение остается неподвижным до полного затвердевания припоя, пластиковая область не имеет практических последствий для паяных соединений.
- 63/37 (Sn / Pb) . Припой 63/37 — это эвтектический сплав, что означает, что он переходит непосредственно из твердого состояния в жидкое без пластичности. Припой 63/37 плавится при 183 ºC. Этот тип припоя немного дороже, чем 60/40, но отсутствие пластикового участка делает работу с ним приятнее и удобнее для новичков. Соединения, выполненные с использованием этого припоя, будут выглядеть более блестящими, чем соединения, выполненные с использованием припоя 60/40. Это чисто косметический эффект.
- 62/36/2 (Sn / Pb / Ag) .«Серебряный» припой 62/36/2 набирает популярность в аудио-кругах — вероятно, потому, что он дороже и содержит серебро. Для пайки медных проводов и печатных плат нет никаких доказательств того, что «серебряный» припой должен превосходить обычный припой 60/40 или 63/37. Однако, если вы припаиваете к серебряной проволоке, включая некоторые слюдяные колпачки и радиочастотные кабели «серебро на стали», вы можете использовать «серебряный» припой. Это связано с тем, что обычный припой Sn / Pb со временем растворяет серебро. Серебро в 62/36/2 предотвращает это.
С точки зрения проводимости, три типа находятся в пределах нескольких процентов друг от друга. Предел прочности на разрыв у припоя 62/36/2 примерно вдвое выше, чем у 60/40, но действительно ли это приводит к механически более прочным паяным соединениям, зависит от геометрии соединения.
Бессвинцовый припой
Разработка хорошего бессвинцового припоя была сложной задачей, и некоторые из лучших сплавов доступны только в форме паяльной пасты. Первым представленным бессвинцовым сплавом стал SAC305 (96.5/3 / 0,5 — Sn / Ag / Cu). Соединения, выполненные из этого сплава, имеют матовый и зернистый вид, поэтому их невозможно отличить от холодных (вышедших из строя) паяных соединений, выполненных припоем 60/40. Предлагаю сторониться этого сплава.
Некоторые из наиболее удобных для использования сплавов бессвинцового припоя:
- AIM Sn100C® . Этот сплав почти на 100% состоит из олова. Он содержит 0,7% меди, 0,05% никеля, ≤0,01% германия. Остальные ок. 99,25% олово. Никель и германий работают в тандеме, увеличивая поверхностное натяжение расплавленного припоя, тем самым сводя к минимуму образование перемычек припоя и улучшая заполнение отверстий.AIM Sn100C® — это эвтектический сплав с температурой плавления 227 ºC. Поскольку этот сплав является единственной игрой в городе для бессвинцового припоя для проволоки, он довольно дорогой и более чем в два раза дороже свинцового припоя 63/37.
- 99,3 / 0,7 (Sn / Cu), легированный германием. Похоже, это общая версия AIM Sn100C®. Одним из примеров является сплав CQ100Ge ™ компании ChipQuik.
- Кестер K100LD. Как и перечисленные выше сплавы, K100LD содержит 99,3% олова и 0,7% меди с небольшими количествами никеля и — в отличие от других сплавов — висмута.Это эвтектический сплав с температурой плавления 227 ºC.
- 99,3 / 0,7 (Sn / Cu) . Аналогичен AIM Sn100C® и CQ100Ge ™, но без легирования никелем / германием. Отказ от легирования Ge / Ni снижает затраты примерно на 5%. Этот сплав является эвтектическим и плавится при 227 ºC.
- 95/5 (Sn / Ag). По своим характеристикам припой 95/5 очень похож на припой с выводами 60/40, что очень привлекательно. Этот сплав имеет довольно большую пластиковую область, поэтому он не очень полезен для любителя.Он переходит в пластичность при 221 ºC и плавится при 254 ºC. Из-за высокого содержания серебра этот тип припоя невероятно дорог.
Не рекомендуется смешивать свинцовый и бессвинцовый припои. Поэтому следите за тем, чтобы жала паяльника использовались только для свинцового или бессвинцового припоя. Жало, покрытое свинцовым припоем, можно использовать для бессвинцовой пайки после 4-5 циклов тщательной очистки / повторного олова, однако настоятельно рекомендуется выбрать один тип припоя для жала и придерживаться его. В некоторых научно-исследовательских лабораториях есть отдельный паяльный стол для бессвинцового припоя, чтобы избежать перекрестного загрязнения.
В общем, припои нельзя смешивать. Сохранение химического состава припоя в чистоте гарантирует, что только сплавы, которые производитель припоя намеревался формировать, действительно образуются при его остывании.
Диаметр
Выбор диаметра припоя, подходящего для конкретной задачи, может оказаться значительным подспорьем в паяльных работах. Припой малого диаметра значительно упрощает нанесение небольшого количества припоя. Это очень удобно для пайки компонентов поверхностного монтажа.Для более крупных компонентов, таких как компоненты с выводами или разъемы, использование припоя малого диаметра требует подачи припоя значительной длины к стыку, что увеличивает время пайки и риск перегрева компонентов.
Для работ, связанных с устройствами поверхностного монтажа, я предпочитаю припой диаметром 0,5 мм. Для выводов и разъемов я использую припой диаметром 0,7 мм. Для большинства работ с электроникой хорошо подойдет припой в диапазоне от 0,4 до 1,0 мм. Если вы много работаете с устройствами для поверхностного монтажа, стремитесь к нижнему пределу этого диапазона.
Срок годности
Да. Действительно! У припоя есть срок годности. Для упомянутых выше сплавов рекомендуется использовать припой в течение трех лет с момента изготовления. Тем не менее, я только сейчас заканчиваю рулон 0,7 мм припоя с флюсовым сердечником 60/40 RMA, который я начал в конце 1980-х годов, и паяные соединения, которые я делаю сегодня, работают так же хорошо, как и когда-либо.
Однако соблюдайте срок хранения паяльной пасты. Паяльная паста состоит из небольших шариков припоя, взвешенных во флюсе.Со временем флюс окисляется, что делает его неэффективным. В результате припой не течет правильно, и становится очень трудно получить хорошее паяное соединение. Срок годности паяльной пасты около полугода. При охлаждении паяльной пасты срок хранения может быть увеличен примерно до года. Само собой разумеется, но, пожалуйста, не храните припой в холодильнике, который вы используете для еды!
Пожалуйста, сделайте пожертвование!
Вы нашли этот материал полезным? В таком случае рассмотрите возможность внесения пожертвования, нажав кнопку «Пожертвовать» ниже.
Какой припой (канифольный и т. Д. Бессвинцовый)? Что такое флюс и когда он нужен?
Зачем это нужно: Припой не просто застывает на стыке, он фактически образует металлургическую связь, растворяясь и вступая в химическую реакцию с основным материалом. К сожалению, почти все металлы окисляются на воздухе и образуют окисленный слой, который препятствует смачиванию припоя и его сцеплению с ними. Что такое окисление?
Окисление — это когда атомы кислорода (или других окислителей, таких как сера) соединяются с основными материалами, отделяя слабосвязанные электроны и образуя новые соединения, такие как оксид железа (III).Это то, что происходит, когда дольки яблока становятся коричневыми, железо ржавеет, медь становится черной / зеленой и не поддается пайке. (читайте ссылки для более точного / полного объяснения)
Результаты значительно различаются. Когда железо ржавеет, оксиды отслаиваются до тех пор, пока железа не остается. В качестве альтернативы алюминий окисляется очень быстро, но тогда он защищен от дополнительного окисления оксидным слоем. Этот слой делает невозможным пайку Al без использования специального припоя и чрезвычайно агрессивного флюса или покрытия поверхности припояемым металлом, например никелем.Хром в нержавеющей стали выполняет ту же функцию, окисляясь, образуя защитный барьер, который трудно паять. Золото остается блестящим, потому что не окисляется, к нему легко припаять, но при этом образуются хрупкие соединения. Тепло, влага и соль увеличивают скорость окисления.
Окисление может добавить скрытую стоимость к компонентам и платам, которые могли находиться на полке в течение длительных периодов времени или подвергаться воздействию горячей и влажной окружающей среды. Медные контактные площадки на печатных платах покрыты припоем или покрыты гальваническим покрытием для предотвращения окисления, но по прошествии некоторого времени кислород все еще может проникнуть через эти барьеры.В частности, для излишков деталей может потребоваться немного стальной ваты.
Некоторые интересные ссылки:
Химическая реакция ржавления
довольно понятное объяснение окисления
wiki / Коррозия
wiki / Окисление
Окисление происходит намного быстрее при более высоких температурах, поэтому даже если у вас каким-то образом были чистые металлы для начала, вам все равно понадобится флюс для предотвращения образования новых оксидов при пайке.
При выборе флюса, будь то порошковая проволока, жидкость или паста, главный выбор заключается в том, насколько агрессивным он должен быть.Чем агрессивнее или «активнее» флюс, тем более твердые оксиды он может удалить и тем быстрее удаляет их. Переход от самого слабого к самому сильному, типичные варианты для ручной пайки включают: «без очистки», RMA (умеренно активированная канифоль), RA (активированная канифолью) и водорастворимая. Недавно была принята новая система классификации (J-STD-004), которая классифицирует флюсы не по содержанию канифоли, а по активности, материалу и наличию галогенидов.
Новая система классифицирует флюс по материалу (RO = канифоль, RE = смола, OR = органический, IN = неорганический), уровню активности (низкий, средний, высокий) и наличию галогенидов (0 или 1).Не требующие очистки флюсы на канифольной основе без очистки могут иметь маркировку ROL0 или ROL1. Хотя прямой трансляции между старой системой и новой нет, большинство потоков R и RMA подпадают под низкий уровень активности, RA обычно обозначают как умеренную активность, а водорастворимые — как высокую активность. (источник IPC-HDBK-001 www.ipc.org)
Обратной стороной выбора более агрессивного флюса является то, что остатки, оставшиеся после пайки, МОГУТ быть коррозионными, проводящими или способствовать образованию папоротниковидных наростов, называемых «дендритами». ”Расти между связями.Краткое описание (стр.29) роста дендритов и несколько отличных изображений в конце этой статьи.
Из-за риска коррозии и роста дендритов большинство производителей счищают остатки флюсов RMA и RA, а некоторые даже очищают остатки «без очистки». Вопрос, какой флюс использовать и как его чистить, довольно сложен.
Канифольный флюс — довольно интересное животное. Изготовленный из сока сосны при комнатной температуре, он является отличным изолятором и не вызывает коррозии. Когда он достигает 226 ° F, он начинает становиться кислым и атаковать оксиды, но затем, когда он охлаждается, он предположительно оставляет остатки, которые снова становятся инертными.В листе технических данных Kester для флюса «44» (классифицированного как RA и ROM1) утверждается, что никакая очистка не требуется. Я не читал ни о каких производителях, которые использовали бы флюс RA (или даже RMA) и не очищали его — военные даже не использовали флюс RA с очисткой из-за риска того, что некоторые из них останутся позади. Автор Chemtronics рекомендует очищать даже флюсы, не требующие очистки. Он также указывает, что даже если остаток не вызывает коррозии и не проводит ток, он может быть липким и притягивать пыль, вызывающую короткое замыкание.
Чтобы добавить к пазлу еще один кусочек, флюс обычно расходуется в процессе пайки. Вот почему неочищенные флюсы часто неэффективны для бессвинцовой пайки, которая может потребовать немного более высоких температур и более длительного нагрева, поскольку бессвинцовый припой «смачивается» медленнее. Флюс, не требующий очистки, может выгореть еще до завершения соединения. В качестве альтернативы, если вы нанесете жидкий флюс далеко от стыка, он все еще может быть активным (коррозионным), если никогда не нагревался.
Я не делаю электронику наведения ракет, я делаю робота, который наливает пиво, какой флюс мне использовать и действительно ли нужно чистить? Даже производители электроники, не критичной для жизни, предъявляют гораздо более строгие требования к надежности, чем индивидуальные.Они должны гарантировать, что десятки тысяч продуктов будут работать в течение нескольких лет, а не одного проекта.
Безопасный совет — использовать наименее агрессивный флюс, который позволяет припою быстро намокнуть или прилипнуть к поверхностям, а затем счистить остатки спиртом и безворсовой салфеткой (не просто растекайте флюс). Попробуйте начать с умеренно активированного флюса на основе канифоли: RMA. Я склонен доверять спецификации Kester для флюса «44» (RA), в которой говорится, что он на самом деле не требует очистки.Другие производители флюсов могут иметь флюсы уровня RA или RMA, которые действительно необходимо очищать, поэтому, если вы не знаете, что используете, очистка, вероятно, будет разумной. Если вы собираетесь очищать канифольные флюсы, делайте это вскоре после пайки, потому что они быстро затвердевают (см. Рисунки в разделе «Очистка»). Наконец, я бы лично не стал использовать флюсы и припой, не требующие очистки, если только у вас нет критически важных задач и очень чистых деталей.
Для бессвинцового припоя обычно требуется флюс, изготовленный из бессвинцового сплава, предназначенный для использования при немного более высоких температурах.
Жидкий флюс может значительно помочь при поверхностной пайке и демонтаже компонентов, но флюса внутри порошкового припоя должно быть достаточно для компонентов со сквозными отверстиями. При пайке компонентов SMD и распайке чего угодно жидкий флюс действует как покров, который помогает распространять тепло, а также удерживает кислород от металлов. Наконец, флюс снижает поверхностное натяжение припоя, помогая ему растекаться и впитываться в соединения.
Водорастворимый флюс может потребоваться для сильно окисленных деталей или сложных металлов, таких как никель.Без сомнения, очистите эти флюсы. Для алюминия и нержавеющей стали существуют специальные флюсы и припои, которые также, безусловно, требуют очистки. Никогда не используйте припой с кислотным сердечником; он откладывает в припое хлорид цинка, который невозможно очистить. Последней причиной очистки остатков флюса является то, что вы хотите нанести конформное покрытие и не уверены, будет ли оно прилипать к этим остаткам.
Еще несколько ссылок:
Что такое флюс для припоя? Типы флюса для припоя? И как это использовать?
Если вы хотите получить долговечные металлические соединения, вам обязательно нужно использовать паяльный флюс.Наша цель в последующих обсуждениях — помочь вам эффективно использовать этот элемент. Мы определим это и узнаем, что вам, возможно, придется сделать, чтобы извлечь из этого максимальную пользу.
В двух словах, флюс для пайки — это химическое чистящее средство. Его добавляют в расплавленные металлы, чтобы избавиться от любых примесей, которые могут ухудшить качество конечного результата. Они текут быстрее, особенно когда они горячие, удаляют оксиды и другие инородные частицы с металлических поверхностей.
Как указано выше, это чистящее средство бывает разных оттенков и форм.Мы посвятили этот заключительный сегмент обсуждению его различных типов.
Как следует из названия, этот вид паяльного флюса содержит неорганическую кислоту в качестве основного ингредиента. Агент дополнительно содержит более сильные кислоты, такие как хлорид аммония, хлорид цинка и соляная кислота. Он в основном подходит для обработки более прочных металлов, таких как нержавеющая сталь, латунь и медь. Этот флюс удаляет все остаточные коррозионные остатки с поверхностей.
Флюс из органической кислоты является полной противоположностью своего аналога из неорганической кислоты.Это означает, что он состоит из слабых кислот, таких как стеариновая, молочная и лимонная кислоты. Все это сочетается с водой, изопропиловым спиртом и другими растворителями. В большинстве случаев его используют вместе с обычной водой, чтобы избавиться от нежелательной грязи с поверхностей, которые не должны намокать.
Канифольный флюс — один из старейших видов флюсов. Его получают из очищенного и очищенного соснового сока. Большинство современных флюсов этих типов смешиваются для оптимизации их характеристик. Флюс находит применение в основном в схемах из-за его способности сохранять цепи неповрежденными.
Водорастворимый флюс, как следует из названия, легко смешивается с водой. Это происходит главным образом из-за того, что он содержит органические материалы, помимо смолы или канифоли. Вообще говоря, этот вид флюса обладает хорошей смачивающей способностью. Это довольно эффективный способ избавления от оксидов для подготовки поверхностей к пайке.
И наконец, флюс без очистки. Это флюсы, которые не требуют дополнительной очистки по завершении процесса пайки. В таком случае они в основном используются для легких быстрых исправлений и решений.К сожалению, их воздействие длится недолго. Вам придется довольно часто использовать их повторно.
Как использовать паяльный флюс?
- Наждачная бумага
- Маленькая кисточка
- Паяльник
- Метилированный спирт
- Источник питания
- Кусок ткани
- Вода
Осторожно перед использованием флюса для пайки:
При использовании этого замечательного химического чистящего средства необходимо соблюдать ряд советов по безопасности. Ниже приведены наиболее важные из этих советов:
- Наденьте различные необходимые защитные приспособления, такие как комбинезон, фартук, маску для лица и пару перчаток. Любое прямое воздействие чистящего средства может в конечном итоге оказаться для вас катастрофическим.
- Не проглатывайте химическое вещество. Это определенно было бы прямым билетом в могилу. Это химическое вещество достаточно сильное и мощное, чтобы причинить телесные повреждения в кратчайшие сроки.
- Оторвите свое рабочее место и четко обозначьте «Вне пределов» или «Работа в процессе».«Вы не хотите подвергать опасности жизнь прохожих и маленьких детей в вашем районе.
- Работа в целом в быстром темпе. Как уже говорилось, эта жидкость окисляется быстрее. Любые задержки могут означать, что он испаряется и не оставляет значимых воздействий.
- Это чистящее средство бывает разных оттенков и форм. Следовательно, необходимо подобрать правильный флюс для правильной работы, чтобы избежать ненужных хлопот и неудобств.
- При использовании этого средства убедитесь, что ваша мастерская имеет соответствующую вентиляцию.Также следует дополнить это кондиционером. Это необходимо для обеспечения безопасности и пропускания воздуха в салоне.
Очистите две соединяемые поверхности
Начните с очистки двух соединяемых поверхностей. Ваша уборка должна быть всесторонней и тщательной. Чтобы эти два подвига были достижимы, вы должны использовать многостороннюю стратегию. Начните со сдувания всей грязи, пыли и мусора. Это необходимо для подготовки поверхностей к воде.
После этого окуните чистый кусок ткани в воду и выжмите всю воду.Используйте этот влажный кусок ткани, чтобы протереть две поверхности. Обязательно избавьтесь от стойких пятен, которые могут помешать окончательному результату. Оставьте сохнуть для более легкого нанесения позже.
После высыхания двух поверхностей нанесите паяльный флюс. Для этого вам понадобится небольшая кисть. В большинстве случаев эта маленькая щетка предоставляется вместе с флюсом внутри колпачка. В случае его отсутствия вы можете договориться о его приобретении отдельно.
Используйте только маленькие капли флюса за раз.Это потому, что поток обычно очень текучий. Небольшая капля быстро разлетится по всей поверхности. Вы также должны действовать быстро, чтобы предотвратить возможные переливы этого чистящего средства.
Дайте поверхностям высохнуть
После того, как вы нанесли паяльный флюс на всю поверхность, дайте ей высохнуть. Не выставляйте поверхности на открытом воздухе или на прямых солнечных лучах. Как уже говорилось, это чистящее средство очень вязкое. Само по себе для высыхания требуется меньше времени.
Ускоряя процесс, вы ограничиваете контакт между чистящим средством и целевыми поверхностями. Это может поставить под угрозу его общую эффективность и замедлить любые воздействия в целом. Поэтому вам следует поместить это средство в мастерскую и дать ему высохнуть в течение более длительного времени.
Нанесите припой на соединяемые поверхности
После того, как поверхности будут полностью очищены и высохли, вы можете приступить к нанесению электрического припоя. Используйте паяльник, чтобы нагреть медь.Перейдите к нанесению припоя на различные поверхности, которые вы собираетесь соединить и которые вы также уже очистили.
Вы увидите, что припой течет к тем частям материалов, на которые вы нанесли флюс. Не мешайте этому плавному течению. Вместо этого отрегулируйте его, чтобы гарантировать, что каждая часть рассматриваемой поверхности была соответствующим образом нацелена. Это может потребовать повторных проходов и множественных ударов.
Теперь вам нужно укрепить суставы.Для этого продолжайте наносить припой до тех пор, пока вы не будете уверены, что соединение теперь действительно прочное. Вы сможете это заметить, когда услышите шипящие звуки, исходящие от жидкого потока.
Этот звук возникает из-за испарения раствора при нагревании. Сделайте визуальный осмотр стыков, чтобы убедиться, что вам может понадобиться увеличить припой. Если, по вашему мнению, такая необходимость существует, подумайте о применении большего количества припоя, пока результаты не станут для вас удовлетворительными.
По завершении этого упражнения можно приступать к работе. Перед тем как уйти, дайте суставам остыть. Как было сказано ранее, не пытайтесь ускорить процесс. Вы хотите, чтобы природа шла своим чередом и чтобы результаты были как можно более сильными.
Для этого рекомендуется хранить стыки в хорошо проветриваемой мастерской и вдали от прямых солнечных лучей. Не пытайтесь раздувать воздух в суставах. Упражнение может занять больше времени, но качество суставов определенно будет надежным.
Теперь, когда вы знаете все о флюсовой пасте для пайки, разве не для того, чтобы ее купить? Просмотрите список различных типов паяльного флюса, чтобы выбрать наиболее подходящий. Соблюдайте осторожность при использовании флюса. Помните, что эти вещества канцерогены.
Пайка — Энциклопедия Нового Света
Использование паяльника для распайки контактов.Пайка — это высокотемпературный метод соединения металлических поверхностей с использованием присадочного материала, называемого припоем .Припой — это металлический сплав с температурой плавления ниже 450 ° C (842 ° F). Слово solder происходит от среднеанглийского слова soudur , от старофранцузского soldure и soulder от латинского solidare , что означает «делать твердый».
В процессе пайки к соединяемым деталям прикладывается тепло, в результате чего припой плавится и втягивается в соединение за счет капиллярного действия и связывается с соединяемыми материалами. После того, как металл остынет, полученные соединения не так прочны, как основной металл, но они обладают достаточной прочностью, электропроводностью и водонепроницаемостью для многих применений.Пайка отличается от пайки тем, что при пайке используется присадочный металл с более низкой температурой плавления. Он отличается от сварки тем, что в процессе соединения основной металл не плавится.
Приложения
Пайка — это древний метод, который использовался практически с тех пор, как люди изготавливали изделия из металла. Сегодня наиболее частым применением пайки является сборка электронных компонентов на печатных платах (PCB). Другое распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах.Стыки в объектах из листового металла, таких как консервные банки, кровля, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Ювелирные изделия и мелкие механические детали часто собирают пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах. Пайка также может быть использована для создания полупостоянной заплатки от утечки в контейнере или посуде для приготовления пищи.
По мере того, как технический прогресс и электронные устройства объединяются на меньших платах и микросхемах, использование пайки для электронных товаров сокращается.Тем не менее, пайка, вероятно, по-прежнему будет использоваться в различных производственных процессах, поскольку она недорогая и простая в использовании. Кроме того, это ценный метод для изготовления прототипов и экспериментальных устройств, поскольку припой можно легко удалить. Вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Методы
Пайка может выполняться несколькими способами, включая пропуск деталей над небольшим фонтаном в емкости с расплавленным припоем (пайка волной припоя), нагревание узлов с помощью инфракрасной лампы или точечного источника, такого как как электрический паяльник, паяльную горелку или термовоздушный паяльник.В последнее время пайка оплавлением используется почти исключительно для сборки печатных плат, иногда за ней следует пайка волной или ручная пайка для компонентов нестандартного размера / формы.
Хотя основной материал не расплавляется в процессе пайки, некоторые атомы основного материала растворяются в жидком припое. Этот процесс растворения улучшает механические и электрические характеристики паяного соединения. «Холодное паяное соединение» с плохими свойствами может возникнуть, если основной металл не будет должным образом нагрет, чтобы полностью расплавить припой и вызвать этот процесс растворения.
Обратите внимание, что различие между пайкой и пайкой произвольно, с той лишь разницей, что температура плавления присадочного материала. В качестве практического порога обычно используется температура 450 ° C. Обычно требуется другое оборудование или приспособления, потому что (например) большинство паяльников не могут достичь достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами существует значительная разница: паяльные наполнители обладают гораздо большей структурной прочностью, чем припои, и предназначены для этой цели, а не для максимальной электропроводности.Паяные соединения часто бывают такими же прочными или почти такими же прочными, как и детали, которые они соединяют, даже при повышенных температурах.
«Пайка твердым припоем» или «серебряная пайка» (выполняемая высокотемпературным припоем, содержащим до 40 процентов серебра) также часто является формой пайки, поскольку она включает в себя присадочные материалы с температурой плавления около или выше 450 ° C. Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.
Припои
Припои доступны из множества различных сплавов для различных применений. Традиционно эвтектический сплав [1] , состоящий из 63 процентов олова и 37 процентов свинца (или в соотношении 60/40, что практически идентично эвтектическим характеристикам), был предпочтительным сплавом для большинства применений для соединения меди.
Эвтектический состав имеет несколько преимуществ для пайки. Главным из них является совпадение температур ликвидуса и солидуса, то есть отсутствие пластической фазы.Это обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании. Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса. Любое дифференциальное движение во время пластической фазы может привести к трещинам, что приведет к ненадежному соединению. Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
По экологическим причинам все шире используются бессвинцовые припои.К сожалению, большинство припоев, не содержащих свинца, не являются эвтектическими составами, что затрудняет создание с ними надежных соединений. См. Полное обсуждение ниже.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее припаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных эксплуатации или для первой сборки элементов, которые не должны распаиваться при последующих операциях.Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
В процессах высокотемпературного соединения металлов (сварка, пайка и пайка) основное назначение флюса — предотвратить окисление основного и присадочного материалов. Например, оловянно-свинцовый (SnPb) припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая образование оксидов металлов.Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки твердым припоем.
Для процесса необходимо правильно выбрать флюс; флюс для пайки испаряется и не действует при высоких температурах, используемых при сварке. Для пайки вручную часто используется припой «флюсовый сердечник». Припой формируется в небольшую трубку с жидким флюсом в центре. Флюс автоматически доставляется в необходимом количестве по мере использования припоя. Точно так же прутки для пайки обычно доступны с покрытием из твердого флюса.
Традиционно флюсы для пайки требовали удаления после обработки из-за их химической активности, которая в конечном итоге разрушала основной материал и приводила к ненадежному соединению. Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и / или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (которые не требуют летучих органических соединений (ЛОС) для удаления) и флюсы «без очистки», которые достаточно мягкие, чтобы не требовать удаления вообще.Характеристики флюса необходимо тщательно оценить — очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции пайки вручную.
В некоторых современных процессах используется инертная газовая среда, которая не поддерживает окисление. Эти процессы могут устранить необходимость в потоке.
Основные методы пайки электронных устройств
Трубка многожильного припоя для электронных компонентов, используемая для ручной пайки.Флюс содержится в пяти жилах внутри самого припоя.Все контактные площадки и клеммы устройства должны быть чистыми для хорошего смачивания и теплопередачи. Паяльник или пистолет должны быть чистыми и покрытыми припоем, иначе компоненты могут сильно нагреться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов — приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы.После установки устройства лишние выводы можно обрезать, оставив только длину, равную радиусу прокладки. Для больших устройств можно использовать пластиковые монтажные зажимы или держатели, чтобы снизить монтажное напряжение.
Общие инструкции по процедуре следующие (хотя детали могут отличаться в зависимости от области применения): Радиатор проводов чувствительных устройств для предотвращения теплового повреждения. Нанесите паяльник или пистолет на контактный вывод и медную площадку, чтобы равномерно нагреть их. Наносите припой как на вывод, так и на контактную площадку, но никогда не наносите припой непосредственно на кончик паяльника или пистолета.При прямом контакте расплавленный припой будет стекать по пистолету, а не по стыку. Как только припой расплавится и начнет течь, немедленно удалите припой. Пока не снимайте утюг. Оставшийся припой будет стекать по стыку вывода и контактной площадки, если на них нет грязи. Дайте утюгу нагреть соединение, пока припой не потечет, а затем снимите наконечник. Это обеспечит хорошее прочное соединение. Снимите утюг с места соединения и дайте стыку остыть. Флюс припоя останется, и его следует удалить.
Важно не перемещать стык во время его охлаждения — это приведет к поломке стыка. Кроме того, не обдувайте соединение воздухом во время его охлаждения, а дайте ему остыть естественным путем, что происходит довольно быстро. Хорошая пайка гладкая и блестящая. Контур свинца должен быть четко виден. Очистите жало паяльника перед тем, как приступить к новому стыку. Абсолютно важно, чтобы на железном наконечнике не было остаточного флюса. Излишки припоя следует удалить с жала. Этот припой на наконечнике известен как «лужение наконечника».«Он способствует теплопередаче к стыку.
После обработки всех стыков удалите излишки флюса с плиты, используя спирт, ацетон или другие органические растворители. Отдельные стыки можно очистить механически. Пленка флюса легко разрушается с помощью небольшого усилия. пикировщик, и его можно сдуть сжатым воздухом. В составах припоев с водорастворимыми флюсами иногда используется углекислый газ или дистиллированная вода под давлением для удаления флюса.
Традиционный припой для электронных соединений представляет собой смесь олова / свинца 60/40 с флюс на основе канифоли, который требует растворителей для очистки плит от флюса.
Экологическое законодательство многих стран, включая все Европейское сообщество, привело к изменению этой формулировки. Водорастворимые флюсы, не содержащие канифоли, все чаще используются с 1980-х годов, так что паяные платы можно очищать водой или моющими средствами на водной основе. Это исключает использование опасных растворителей в производственной среде.
Бессвинцовая пайка для электроники
В последнее время экологическое законодательство специально нацелено на широкое использование свинца в электронной промышленности.Согласно Директиве Европейского Союза об отходах электрического и электронного оборудования (WEEE) и Директиве об ограничении использования опасных веществ (RoHS), свинец должен был быть исключен из электронных систем к 1 июля 2006 года, что вызвало большой интерес к бессвинцовым припоям.
В связи с этим возникло много новых технических проблем. Например, традиционные бессвинцовые припои имеют значительно более высокую температуру плавления, чем припои на основе свинца, что делает их непригодными для использования с термочувствительными электронными компонентами и их пластиковой упаковкой.Чтобы решить эту проблему, были разработаны припои с высоким содержанием серебра и без свинца с температурой плавления немного ниже, чем у традиционных припоев.
Бессвинцовая конструкция также распространилась на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинец, олово, золото или другая отделка. Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, это поднимает вопрос о том, что делать с усами олова, то есть с медленным ростом тонких кристаллов олова из паяного соединения.Эти усы могут образовывать перемычку, которая создает короткое замыкание спустя годы после изготовления устройства.
Каким-то образом нынешнее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. Ассоциация твердотельных технологий JEDEC (ранее известная как Объединенный инженерный совет по электронным устройствам) создала систему классификации, чтобы помочь производителям бессвинцовой электроники принять решение о том, какие меры они хотят принять против усов, в зависимости от типа задействованного приложения.
Пайка витражей
Исторически жала паяльника были медными и помещались в жаровни. Использовался один наконечник; когда тепло передавалось от наконечника к припою (и истощал запас тепла), его помещали обратно в жаровню из древесного угля и использовали следующий наконечник.
В настоящее время используются электрические паяльники; они состоят из спиральных или керамических нагревательных элементов, которые по-разному сохраняют тепло и по-разному нагревают массу, внутренних или внешних реостатов и различных номинальных мощностей, которые меняют продолжительность работы бусинки.
Обычные припои для витражей представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при температуре 355–365 ° F
- 60/40: плавится при температуре 361–376 ° F
- 50/50 : плавится при температуре 368 ° -421 ° F
- бессвинцовый припой (используется в ювелирных изделиях, емкостях для еды и других целях в окружающей среде): плавится при температуре около 490 ° F
Труба / механическая пайка
Иногда необходимо использовать припои различных температур плавления при выполнении сложных работ, чтобы избежать плавления существующего стыка во время изготовления нового стыка.
Медные трубы, используемые для питьевой воды, следует паять бессвинцовым припоем, который часто содержит серебро. Свинцовый припой не допускается для большинства новых конструкций, хотя с этим типом припоя легче создать прочное соединение. Непосредственные риски, связанные с свинцовым припоем, минимальны, поскольку минералы в муниципальных системах водоснабжения или водоснабжения почти сразу покрывают внутреннюю часть трубы, но в конечном итоге свинец попадает в окружающую среду.
Инструменты, необходимые для пайки труб, включают паяльную лампу (обычно пропановую), проволочные щетки, подходящий припой и флюс с кислотной пастой, обычно на основе хлорида цинка.Такие флюсы никогда не следует использовать для электронных деталей или электронных инструментов, поскольку они могут привести к коррозии хрупких электронных деталей.
Дефекты пайки
Дефекты пайки — это паяные соединения, которые неправильно припаяны. Эти дефекты могут возникнуть при слишком низкой температуре припоя. Когда основные металлы слишком холодные, припой не будет течь и будет «комковаться», не создавая металлургической связи. Неправильный тип припоя (например, припой электроники для механических соединений или наоборот) приведет к слабому стыку.Неправильный или отсутствующий флюс может вызвать коррозию металла в соединении. Без флюса соединение может быть не чистым. Грязный или загрязненный стык приводит к слабому сцеплению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяльный мостик», который представляет собой короткое замыкание. Движение паяемых металлов до того, как припой остынет, приведет к тому, что припой будет казаться зернистым и может вызвать ослабление соединения.
Дефекты пайки в электронике могут привести к короткому замыканию, высокому сопротивлению в стыках, прерывистым соединениям, перегреву компонентов и повреждению печатных плат.Поток, оставшийся вокруг выводов интегральных схем, приведет к утечке между выводами. Это серьезная проблема для компонентов, устанавливаемых на поверхность, и вызывает неправильную работу устройства из-за увеличения поглощения влаги. Дефекты механических соединений приводят к их разрушению и коррозии.
Процессы пайки
- Пайка волной
- Пайка оплавлением
- Инфракрасная пайка
- Ультразвуковая пайка
- Пайка погружением
- Пайка в печи
- Пайка утюгом Пайка
- Пайка сопротивлением Пайка сопротивлением Типы припоя
- Припои SnAgCu используются двумя третями японских производителей для пайки оплавлением и волной припоя и примерно тремя четвертями компаний для ручной пайки.
- SnAg3.0Cu0.5 (олово с 3,0% серебра и 0,5% меди) имеет температуру плавления 217–220 ° C и преимущественно используется в Японии.Это сплав, рекомендованный JEITA (Японская ассоциация производителей электроники и информационных технологий) для пайки волной и оплавлением, наряду с альтернативами SnCu для пайки волной припоя и SnAg и SnZnBi для пайки оплавлением.
- SnAg3.5Cu0.7 — еще один широко используемый сплав с температурой плавления 217-218 ° C.
- SnAg3.5Cu0.9 с температурой плавления 217 ° C определено Национальным институтом стандартов и технологий (NIST) как действительно эвтектическое.
- SnAg3.8Cu0.7, с температурой плавления 217–218 ° C, предпочитается европейским консорциумом IDEALS для пайки оплавлением.
- SnAg3.8Cu0.7Sb0.25 предпочитается европейским консорциумом IDEALS для пайки волной припоя.
- SnAg3.9Cu0.6 с температурой плавления 217-223 ° C рекомендован консорциумом США NEMI (Национальная инициатива по производству электроники) для пайки оплавлением.
- SnCu0.7 с температурой плавления 227 ° C — это дешевая альтернатива пайке волной, рекомендованная консорциумом NEMI.
- SnZn9 с температурой плавления 199 ° C — более дешевый сплав, но он склонен к коррозии и окислению.
- SnZn8Bi3 с температурой плавления 191–198 ° C также подвержен коррозии и окислению из-за содержания в нем цинка.
- SnSb5, олово с 5% сурьмы, является стандартом сантехнической промышленности США. Температура плавления 232-240 ° C. Обладает хорошей стойкостью к термической усталости и хорошей прочностью на сдвиг.
- SnAg2.5Cu0.8Sb0.5 плавится при 217–225 ° C и запатентовано альянсом AIM.
- SnIn8.0Ag3.5Bi0.5 плавится при 197-208 ° C и запатентовано Matsushita / Panasonic.
- SnBi57Ag1 плавится при 137–139 ° C и запатентован Motorola.
- SnBi58 плавится при 138 ° C.
- SnIn52 плавится при 118 ° C и подходит для случаев, когда необходима низкотемпературная пайка.
- Серебро обеспечивает механическую прочность, но имеет худшую пластичность, чем свинец. В отсутствие свинца он улучшает сопротивление усталости от термических циклов.
- Медь снижает температуру плавления, повышает сопротивление усталости при термическом цикле и улучшает смачивающие свойства расплавленного припоя. Это также замедляет скорость растворения меди на плате и выводах деталей в жидком припое.
- Висмут значительно снижает температуру плавления и улучшает смачиваемость. В присутствии свинца и олова висмут образует кристаллы Sn16Pb32Bi52 с температурой плавления всего 95 ° C, который диффундирует по границам зерен и может вызвать разрушение соединения при относительно низких температурах.Загрязненная свинцом деталь большой мощности может отсоединяться под нагрузкой при пайке висмутсодержащим припоем.
- Индий снижает температуру плавления и улучшает пластичность. В присутствии свинца он образует тройное соединение, которое претерпевает фазовый переход при 114 ° C.
- Цинк снижает температуру плавления и является недорогим. Однако он очень подвержен коррозии и окислению на воздухе. Поэтому цинкосодержащие сплавы непригодны для пайки волной припоя, а у цинксодержащих паяльных паст более короткий срок хранения, чем у не содержащих цинка.
- Сурьма добавлена для увеличения прочности без ухудшения смачиваемости.
- Оплетки для демонтажа
- Тепловые пушки
- Вакуумные плунжеры (присоски для припоя)
- Сплавы для удаления
- Флюсы для удаления
- Вакуумные и нагнетательные насосы
со специализированными наконечниками для распайки и сопла
Свинцовый припой
В электронике припои обычно на 60 процентов состоят из олова и на 40 процентов по массе, чтобы получить почти эвтектическую смесь (самая низкая точка плавления — ниже 190 ° C [374 ° F]).Обычно их называют Sn60 / Pb40. Эвтектическое отношение 63/37 близко соответствует интерметаллическому соединению Sn 3 Pb.
В сантехнике было использовано больше свинца. Это имело то преимущество, что сплав затвердевал медленнее, так что его можно было протирать по стыку для обеспечения водонепроницаемости. Хотя свинцовые водопроводные трубы были заменены медью, когда стало известно, что свинец ядовит, свинцовый припой все еще использовался до 1980-х годов, поскольку считалось, что количество свинца, которое могло вымыться в воду из припоя, было незначительным.Поскольку было обнаружено, что даже небольшие количества свинца вредны для здоровья, свинец в водопроводном припое был заменен медью или сурьмой, часто добавлялось серебро, а доля олова была увеличена.
Твердый припой
Используемый для пайки, обычно представляет собой сплав медь / цинк или медь / серебро, плавящийся при более высоких температурах. Эвтектический припой имеет самую низкую температуру плавления для припоев, которая составляет 360 ° F.
При изготовлении серебра и ювелирных изделий используются специальные твердые припои, прошедшие испытания.Они содержат высокую долю паяемого металла, и свинец в этих сплавах не используется. Эти припои также бывают различной твердости, известной как «эмалированная», «жесткая», «средняя» и «легкая». Эмалированный припой имеет высокую температуру плавления, близкую к температуре плавления самого материала, что предотвращает распайку стыка во время обжига в процессе эмалирования. Остальные типы припоев используются в порядке уменьшения твердости в процессе изготовления изделия, чтобы предотвратить ранее спаянный шов или распайку стыка при пайке нового стыка.Легкий припой также часто используется для ремонтных работ по той же причине. Флюс или румяна также используются для предотвращения распайки стыков.
Припой с флюсовым сердечником
Припой часто поставляется с предварительно смешанным или используемым с флюсом восстановителем, предназначенным для удаления примесей (особенно окисленных металлов) в точках контакта для улучшения электрического соединения. Для удобства припой часто изготавливают в виде полой трубки и заполняют флюсом. Большинство холодных припоев достаточно мягкие, чтобы их можно было катить и упаковывать в виде катушек, что позволяет получить удобный и компактный пакет припоя / флюса.Двумя основными типами флюсов являются (а) кислотный флюс, используемый для ремонта металлов; и (b) канифольный флюс, используемый в электронике, который позволяет избежать коррозии паров, возникающих при нагревании кислотного флюса. Основываясь на опасениях по поводу загрязнения атмосферы и утилизации опасных отходов, электронная промышленность постепенно переходит от канифольного флюса к водорастворимому флюсу, который можно удалить с помощью деионизированной воды и моющего средства вместо углеводородных растворителей.
Припой может время от времени разбрызгиваться из-за перегрева флюса или контакта с водой в губке для очистки.Поэтому рекомендуется надевать защитные очки при пайке. Небольшие брызги припоя на коже болезненны, но обычно не причиняют длительного вреда. Для крупномасштабных работ может потребоваться дополнительная защитная одежда.
Бессвинцовый припой
Катушка бессвинцовой припойной проволоки.Бессвинцовые припои содержат олово, медь, серебро, а иногда и висмут, индий, цинк, сурьму и другие металлы в различных количествах. Бессвинцовые заменители обычного припоя Sn60 / Pb40 имеют более высокие температуры плавления, что требует модернизации большинства компонентов и материалов, используемых в электронных сборках.Бессвинцовые паяные соединения могут давать механически более слабые соединения в зависимости от условий эксплуатации и производства, что может привести к снижению надежности при использовании таких припоев. Как отмечалось выше, еще одной проблемой многих бессвинцовых припоев являются «усы олова».
Различные элементы припоя выполняют разные роли:
Удаление припоя
Припои можно удалить с помощью вакуумного плунжера (справа) и паяльника.В электронике, демонтаж — это удаление припоя и компонентов из схемы для поиска неисправностей и ремонта. Электронные компоненты часто устанавливаются на печатной плате, и обычно желательно избегать повреждения печатной платы, окружающих компонентов и удаляемого компонента.
Для помощи в процессе распайки были разработаны специальные инструменты, материалы и методы.
Инструменты и материалы для демонтажа включают:
Из-за растворения основных металлов в припое его нельзя использовать повторно.Как только способность припоя растворять основной металл будет достигнута, припой не будет должным образом сцепляться с основным металлом, и результатом обычно будет холодное паяное соединение с твердым и хрупким кристаллическим видом. Хорошей практикой является удаление припоя из стыка перед пайкой — можно использовать фитили для распайки или оборудование для вакуумной распайки. Фитили для демонтажа содержат большое количество флюса, который снимает загрязнения с медных проводов и любых имеющихся выводов устройства. В результате останется яркий, блестящий и чистый стык, который нужно перепаять.
Более низкая температура плавления припоя означает, что он может расплавиться от основного металла, оставляя его в основном неповрежденным, хотя внешний слой будет «луженым» припоем. Останется флюс, который легко удалить абразивными или химическими способами. Этот луженый слой позволяет припою течь в новое соединение, в результате чего получается новое соединение, а также заставляет новый припой течь очень быстро и легко.
См. Также
Примечания
- ↑ Эвтектический сплав состоит из смеси компонентов с относительно высокой температурой замерзания или плавления.Неэвтектический сплав демонстрирует пластичный диапазон плавления.
Список литературы
- Арес, Хосе Антонио. 2006. Металл: методы формовки, ковки и пайки . Образовательная серия Бэррона. ISBN 0764158961
- Манко, Ховард Х. 2001. Припои и пайка . McGraw-Hill Professional. ISBN 0071344179
- Смит, Х. Тед. 2003. Качественная ручная пайка и ремонт печатных плат . Томсон Делмар Обучение. ISBN 1401851894
Внешние ссылки
Все ссылки получены 16 ноября 2019 г.
Кредиты
New World Encyclopedia писатели и редакторы переписали и завершили статью Wikipedia в соответствии со стандартами New World Encyclopedia . Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с указанием авторства. Кредит предоставляется в соответствии с условиями этой лицензии, которая может ссылаться как на участников Энциклопедии Нового Света, участников, так и на самоотверженных добровольцев Фонда Викимедиа.Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:
История этой статьи с момента ее импорта в Энциклопедию Нового Света :
Примечание. могут применяться ограничения на использование отдельных изображений, на которые распространяется отдельная лицензия.
Мягкие припои | Беллман-Мелкор
Припои, веками использовавшиеся в качестве средства соединения металлов, идеально подходят для применения при более низких температурах.Bellman-Melcor (компания Prince & Izant) поставляет припойные сплавы и флюсы высочайшего качества для удовлетворения уникальных требований и областей применения наших клиентов. Имея на выбор более 150 комбинаций припоев, заказчики могут быть уверены в том, что заказываемые ими припои и преформы прецизионной инженерии будут соответствовать их точным спецификациям, включая приложения в электронике, где требуются припои высокой чистоты и системы «без чистых» флюсов. Сплавы мягкого припоя используются для процессов соединения металлов, которые происходят при температуре ниже 840 ° F.Подходящий припойный сплав может быть определен с учетом соединяемых основных металлов, рабочей температуры применения и температуры любых следующих процессов сборки и процесса пайки.
Сплавы для мягкого припоя
Bellman-Melcor предлагает широкий выбор мягких припоев, включая обычные припои на основе оловянно-свинцового припоя и бессвинцовые припои. Обратите внимание, что использование свинцового припоя в общественных или частных системах питьевого водоснабжения является незаконным. Во многих штатах действуют законы, запрещающие продажу свинцовых припоев в предприятиях по снабжению сантехникой.
Флюсы для мягкого припоя
Bellman-Melcor поставляет полную линейку припоев для всех областей применения. Для уникальных ситуаций мы поставляем составы, специально разработанные для вашего применения. Выберите одну из следующих основных семей. Существует три различных категории флюсов для мягкого пайки: флюсы для припоя на основе неорганических кислот (IA), флюсы для канифольных припоев, флюсы для припоев на основе органических кислот (OA).
Технические характеристики
| 1077 | Флюсы на основе неорганических кислот (IA) используются в основном для промышленной пайки мягким припоем.Эти флюсы обычно содержат комбинацию хлорида цинка, соляной кислоты и хлорида аммония. Эти флюсы используются для пайки нержавеющей стали, латуни, меди и других металлов, обычно используемых в промышленности. Другими неорганическими продуктами являются флюсы на основе бромистоводородной кислоты. Эти флюсы используются для пайки обычных радиаторов. Сегодня во многих региональных канализационных округах ведется мониторинг выбросов тяжелых металлов в канализационные системы. Ищутся новые альтернативы для удаления цинка (тяжелого металла) из флюсов и удаления опасных отходов, связанных со стоками после пайки. |
| 1076 |
Канифольные флюсы были стандартом при пайке более века. Эти продукты основаны на абиетиновой кислоте, содержащейся в древесной канифоли, и доступны в трех типах:
Хотя эти флюсы были стандартом для пайки в течение многих лет, требования к очистке канифольных флюсов обычно включают фреон ° или трихлорэтан 1: 1: 1. С внедрением Монреальского протокола сегодня большинство производителей перешли с CFC на HFC или водные флюсы и флюсы без очистки. |
| 1075 | Флюсы на основе органических кислот (OA) доступны в различных составах, включая водорастворимые флюсы и флюсы без очистки; галогенидные и негалогенидные флюсы; спирт и продукты без ЛОС (на водной основе). Флюс OA был впервые представлен в 1940-х годах. Основанный на рецептуре, разработанной в Battelle Memorial Institute, этот флюс не содержал канифоли, неорганических активаторов и растворителей. Это была революционная химия, которая позволяла паять медь, латунь и никелевые сплавы, но содержала только одну треть от содержания твердых веществ в обычных канифольных флюсах.
Похожие записи
|