Что такое штангенциркуль и для чего он используется. Какие бывают виды штангенциркулей. Как устроен штангенциркуль и из каких частей состоит. Как правильно пользоваться штангенциркулем и проводить измерения. Какие преимущества у электронных штангенциркулей.
Что такое штангенциркуль и для чего он применяется
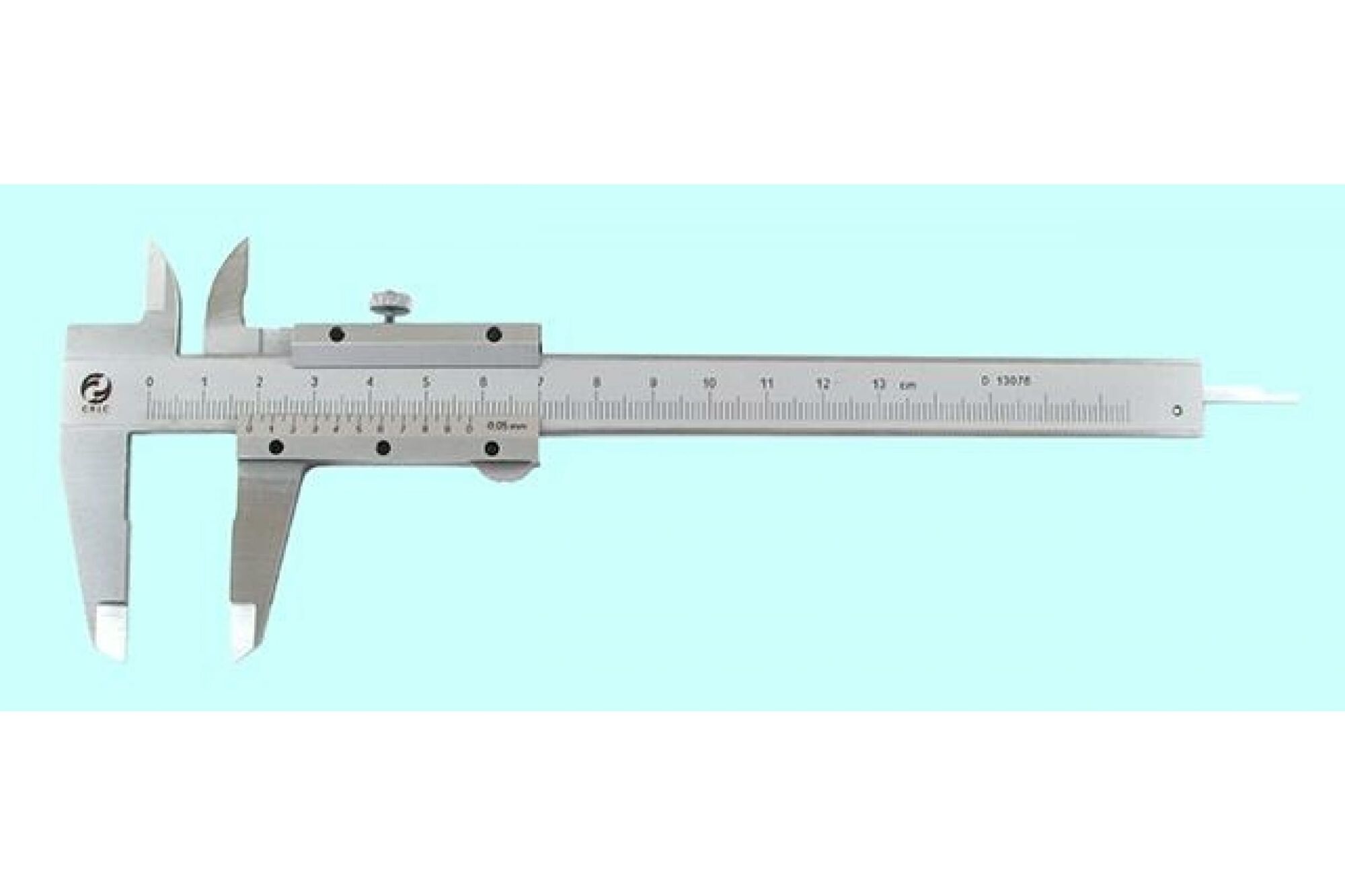
Штангенциркуль — это универсальный измерительный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин. Он широко используется в машиностроении, приборостроении и других отраслях промышленности.
Основные области применения штангенциркуля:
- Измерение наружных размеров деталей (диаметров, толщин, длин и т.д.)
- Измерение внутренних размеров отверстий, пазов, углублений
- Измерение глубин отверстий и пазов
- Разметка заготовок
- Контроль размеров в процессе изготовления деталей
Штангенциркуль позволяет проводить измерения с точностью до 0,1 мм или 0,05 мм в зависимости от модели. Это делает его незаменимым инструментом для контроля качества и соблюдения допусков при производстве.
Виды штангенциркулей
Существует несколько основных видов штангенциркулей, которые различаются по конструкции и назначению:
1. ШЦ-I
Штангенциркуль ШЦ-I — это наиболее распространенная модель. Он имеет двусторонние губки для наружных и внутренних измерений, а также глубиномер. Диапазон измерений обычно составляет 0-150 мм или 0-200 мм.
2. ШЦ-II
Штангенциркуль ШЦ-II не имеет глубиномера, но оснащен двусторонними губками. Он предназначен для измерения наружных и внутренних размеров. Диапазон измерений может достигать 1000 мм.
3. ШЦ-III
Штангенциркуль ШЦ-III имеет одностороннее исполнение губок и предназначен только для наружных измерений. Используется для измерения крупногабаритных деталей с диапазоном до 2000 мм.
4. Электронный штангенциркуль
Электронный штангенциркуль оснащен цифровым дисплеем, на который выводятся результаты измерений. Он обеспечивает высокую точность и удобство считывания показаний.
Устройство штангенциркуля
Штангенциркуль состоит из следующих основных частей:

- Штанга — основная измерительная шкала с делениями
- Рамка — подвижная часть с нониусом
- Губки — неподвижные и подвижные измерительные поверхности
- Нониус — вспомогательная шкала для отсчета долей делений основной шкалы
- Глубиномер — линейка для измерения глубины
- Зажимной винт — для фиксации рамки
Принцип действия штангенциркуля основан на сочетании основной шкалы на штанге и вспомогательной шкалы нониуса на рамке. Это позволяет производить отсчет с точностью до десятых и сотых долей миллиметра.
Как пользоваться штангенциркулем
Чтобы правильно пользоваться штангенциркулем, необходимо выполнять следующие действия:
- Проверить исправность инструмента и чистоту измерительных поверхностей
- Установить измеряемую деталь между губками штангенциркуля
- Плавно сдвинуть рамку до соприкосновения губок с поверхностью детали
- Зафиксировать рамку зажимным винтом
- Произвести отсчет показаний по основной шкале и нониусу
- Повторить измерение 2-3 раза для повышения точности
При измерении важно не прилагать чрезмерных усилий, чтобы не деформировать деталь и не повредить инструмент. Измерения следует проводить при комнатной температуре для исключения температурных погрешностей.
Преимущества электронных штангенциркулей
Электронные штангенциркули имеют ряд преимуществ по сравнению с механическими моделями:
- Высокая точность измерений (до 0,01 мм)
- Удобство считывания показаний с цифрового дисплея
- Возможность обнуления в любом положении
- Автоматическое переключение единиц измерения (мм/дюймы)
- Сохранение результатов измерений в памяти
- Передача данных на компьютер
Электронные штангенциркули существенно упрощают и ускоряют процесс измерений, особенно при большом количестве однотипных измерений. Однако они требуют аккуратного обращения и защиты от влаги.
Правила обращения со штангенциркулем
Для обеспечения долговечности и точности штангенциркуля необходимо соблюдать следующие правила:
- Хранить инструмент в футляре, защищающем от пыли и повреждений
- Протирать измерительные поверхности после работы
- Не ронять и не подвергать ударам
- Не прилагать чрезмерных усилий при измерениях
- Периодически проводить поверку и калибровку
- Смазывать подвижные части специальным маслом
При соблюдении этих правил штангенциркуль прослужит долго и будет обеспечивать высокую точность измерений.

Область применения штангенциркулей
Штангенциркули нашли широкое применение в различных отраслях промышленности и техники:
- Машиностроение — контроль размеров деталей и заготовок
- Приборостроение — измерение малогабаритных деталей
- Автомобилестроение — контроль размеров кузовных деталей
- Авиастроение — высокоточные измерения элементов конструкции
- Деревообработка — контроль размеров заготовок и изделий
- Ювелирное дело — измерение размеров камней и изделий
Универсальность и высокая точность делают штангенциркуль незаменимым инструментом во многих сферах производства и технического контроля.
72189-18: ШЦ, ШЦК, ШЦЦ Штангенциркули
Назначение
Штангенциркули ШЦ, ШЦК, ПИЦЦ (далее — штангенциркули) предназначены для измерения наружных и внутренних размеров, глубин.
Описание
Принцип действия штангенциркулей с отсчетом по нониусу (ТТТЦ) заключается в измерении линейных размеров методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса, расположенного на рамке штангенциркуля.
Принцип действия штангенциркулей с отсчетом по круговой шкале (ШЦК) заключается в измерении линейных размеров методом непосредственной оценки в целых миллиметрах по шкале штанги и долей миллиметров по круговому отсчетному устройству, встроенному в рамку штангенциркуля.
Принцип действия штангенциркулей с цифровым отсчетным устройством (ШЦЦ) заключается в преобразовании линейного перемещения рамки штангенциркуля в изменения электрического сигнала в электрической схеме блока индикации с выводом показаний на жидкокристаллический экран цифрового отсчетного устройства. Отсчет размеров производится по цифровому отсчетному устройству. Имеется возможность измерения в дюймах, а также возможность установки нуля.
Отсчет размеров производится по цифровому отсчетному устройству. Имеется возможность измерения в дюймах, а также возможность установки нуля.
Штангенциркули выпускаются трех основных типов: I — двусторонний с глубиномером;
II — двусторонний; III — односторонний.
Штангенциркули могут быть оснащены твердым сплавом.
Оцифровка шкалы на штанге штангенциркулей начинается с нулевой отметки.
Внешний вид штангенциркулей представлен на рисунках 1-7.
Рисунок 7 — Штангенциркуль ШЦЦ-Ш Пломбирование штангенциркулей не предумотрено.
Программное обеспечение
отсутствует
Технические характеристики
Таблица 1 — Вылет губок l и 12 для измерения наружных размеров и вылет губок li и 13 для измерения внутренних размеров (рисунки 1, 2)_
|
Диапазон измерений, мм |
1, мм |
11,мм |
12, мм |
13, мм | |
|
не менее |
не более |
не менее | |||
|
от 0 до 125 |
35 |
42 |
15 |
— |
— |
|
от 0 до 135 |
38 |
42 |
16 |
— |
— |
|
от 0 до 150 |
38 |
42 |
16 |
— |
— |
|
от 0 до 160 |
45 |
50 |
16 |
16 |
6 |
|
от 0 до 200 |
50 |
63 |
16 |
20 |
8 |
|
от 0 до 250 |
60 |
80 |
16 |
25 |
10 |
|
от 0 до 300 |
63 |
100 |
22 |
30 |
10 |
|
от 0 до 400 |
63 |
125 |
— |
30 |
10 |
|
от 0 до 500 |
80 |
160 |
— |
40 |
15 |
|
от 250 до 630 |
80 |
200 |
— |
40 |
15 |
|
от 250 до 800 |
80 |
200 |
— |
50 |
15 |
|
от 320 до 1000 |
80 |
200 |
— |
50 |
20 |
|
от 500 до 1250 |
100 |
300 |
— |
63 |
20 |
|
от 500 до 1600 |
100 |
300 |
— |
63 |
20 |
|
от 800 до 2000 |
100 |
300 |
— |
63 |
20 |
Таблица 2 — Пределы допускаемой абсолютной погрешности штангенциркулей
|
Измеряемая длина, мм |
Пределы допускаемой абсолютной погрешности штангенциркулей (±), мм | |||||||
|
при значении отсчета по нониусу, мм |
с ценой деления круговой шкалы отсчетного устройства, мм |
с шагом дискретности цифрового отсчетного устройства 0,01 мм | ||||||
|
0,05 |
0,1 для класса точности |
0,02 |
0,05 |
0,1 для класса точности | ||||
|
1 |
2 |
1 |
2 | |||||
|
от 0 до 100 |
0,05 |
0,05 |
0,10 |
0,03 |
0,04 |
0,05 |
0,08 |
0,03 |
|
св. | ||||||||
|
св. 200до 300 |
0,04 |
0,04 | ||||||
|
св. 300 до 400 |
— |
— |
— |
— |
— | |||
|
св. 400 до 600 |
0,05 | |||||||
|
св. 600 до 800 |
0,10 |
0,10 |
— |
— |
— |
— |
— |
0,06 |
|
св. 800 до 1000 |
0,07 | |||||||
|
св. 1000 до 1100 |
0,15 | |||||||
|
св. |
0,16 | |||||||
|
св.1200 до 1300 |
0,17 | |||||||
|
св.1300 до 1400 |
0,18 | |||||||
|
св.1400 до 1500 |
0,19 | |||||||
|
св.1500 до 2000 |
0,20 | |||||||

 1100 до 1200
1100 до 1200Примечания:
1 За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок.
2 Пределы допускаемой абсолютной погрешности измерений штангенциркулей при температуре окружающей среды (20±5)° С не превышают значений, указанных в таблице 2.
Пределы допускаемой абсолютной погрешности штангенциркулей типа I при измерении глубины, равной 20 мм, не превышают значений, указанных в таблице 2.
Таблица 3
|
Наименование характеристики |
Значение |
|
Шероховатость измерительных поверхностей, Ra, не более, мкм: — плоских и цилиндрических измерительных поверхностей — измерительных поверхностей кромочных губок |
0,32 0,63 |
|
Расстояние от верхней кромки края нониуса до поверхности шкалы штанги, не более, мм: — для штангенциркулей с отсчетом по нониусу 0,05 мм — для штангенциркулей с отсчетом по нониусу 0,1 мм |
0,25 0,30 |
|
Допуск плоскостности и прямолинейности плоских измерительных поверхностей на 100 мм длины большей стороны измерительной поверхности штангенциркулей, мм Допускаемое отклонение от плоскостности и прямолинейности измерительных поверхностей губок, мм: — для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм — для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм Допускаемое отклонение от прямолинейности торца штанги штангенциркуля типа I, мм |
0,01 0,004 0,007 0,01 |
|
Допускаемое отклонение от параллельности плоских измерительных поверхностей губок для измерения наружных размеров на 100 мм длины губок, мм: — при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм — при значении отсчета по нониусу и цене деления шкалы 0,1 мм |
0,02 0,03 |
|
Размер сдвинутых до соприкосновения губок для внутренних измерений штангенциркулей типов II и III, мм: — с пределом измерения до 400 мм — с пределом измерения свыше 400 мм Отклонение размера сдвинутых до соприкосновения губок для внутренних измерений штангенциркулей типов II и III, мм: — при цене деления или шаге дискретности менее 0,05 мм — при цене деления или значении отсчета по нониусу не менее 0,05 мм |
10 20 ( +0,01 ) (0 ) ( +0,03 ) (0 ) |
|
Допускаемое отклонение от параллельности измерительных поверхностей губок для измерения внутренних размеров, мм Допускаемое отклонение от параллельности измерительных поверхностей кромочных губок для штангенциркулей 2 класса точности, мм |
0,01 0,02 |
|
Ширина штрихов шкал штанги и нониуса, мм |
0,08-0,20 |
|
Модифи кация штанген циркуля |
Диапазон измерений, мм |
Г абаритные размеры (длинахширинахвысота), мм, не более |
Масса, кг, не более |
|
от 0 до125 |
220x78x25 |
0,20 | |
|
от 0 до 135 |
230x78x25 |
0,25 | |
|
ТТТТТ-Т |
от 0 до 150 |
240x78x25 |
0,30 |
|
ТТТТТК-Т |
от 0 до 160 |
280x78x25 |
0,35 |
|
ШЦЦ-Т |
от 0 до 200 |
350x85x25 |
0,40 |
|
от 0 до 250 |
400x90x25 |
0,45 | |
|
от 0 до 300 |
425x115x25 |
0,50 | |
|
от 0 до 160 |
280x110x25 |
0,30 | |
|
от 0 до 200 |
350x110x25 |
0,40 | |
|
ТТТЦ-ТТ ТТТТЩ-ТТ ТТТЦ-ТТТ ТТТТТТТ-ТТТ |
от 0 до 250 |
400x115x25 |
0,50 |
|
от 0 до 300 |
425x120x25 |
0,60 | |
|
от 0 до 400 |
600x180x30 |
1,10 | |
|
от 0 до 500 |
660x200x30 |
1,15 | |
|
от 250 до 630 |
850x265x30 |
1,70 | |
|
от 250 до 800 |
1100x265x30 |
2,15 | |
|
от 320 до 1000 |
1350x265x30 |
3,25 | |
|
ттщ-тт ттщ-ттт |
от 500 до 1250 |
1520x385x30 |
4,15 |
|
от 500 до 1600 |
1880x385x30 |
5,10 | |
|
от 800 до 2000 |
2450x385x30 |
5,25 |
Усилие перемещения рамки по штанге указано в таблице 5.
Таблица 5
|
Верхний предел диапазона измерений штангенциркуля, мм, не более |
Усилие перемещения, Н, не более |
|
250 |
15 |
|
400 |
20 |
|
2000 |
30 |
Климатические условия применения штангенциркулей представлены в таблице 6.
Таблица 6
|
Наименование характеристики |
Значение характеристики |
|
Рабочий диапазон температур окружающего воздуха, °С |
от +10 до +40 |
|
Относительная влажность воздуха, при температуре +25 °С, % |
не более 80 |
Знак утверждения типа
наносится на титульный лист паспорта типографским способом. Комплектность средства измерений
Комплектность штангенциркулей представлена в таблице 7.
|
Наименование |
Обозначение |
Количество |
|
Штангенциркуль |
ТТТТТ ТТТТТТТ ТТТТТК |
1 шт. |
|
Футляр |
— |
1 шт. |
|
Элемент питания (для штангенциркулей с цифровым отсчетным устройством) |
— |
1 шт. |
|
Паспорт |
— |
1 экз. |

Поверка
Осуществляется по документу ГОСТ 8.113-85 «ГСИ. Штангенциркули. Методика поверки». Основное средство поверки:
— меры длины концевые плоскопараллельные эталонные 4 разряда по ГОСТ Р 8.763-2011. Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки в виде наклейки или оттиска поверительного клейма наносится на свидетельство о поверке или в паспорт.
Сведения о методах измерений
приведены в эксплуатационной документации.
Нормативные документы
ГОСТ Р 8.763-2011 ГСИ. Государственная поверочная схема для средств измерений длины в диапазоне от 1 ■ 10-9 до 50 м и длин волн в диапазоне от 0,2 до 50 мкм ГОСТ 166-89 Штангенциркули. Технические условия
Технические условия
инженерных предметов и инструментов. Символы силуэта. Рисунок, шестерни, шлем, штангенциркуль, разделитель, молоток и гаечный ключ, измерительная лента, калькулятор, карандаш с линейками. — вектор
Набор иконок концепции инженерных элементов и инструментов. Символы силуэта. Рисунок, шестерни, шлем, штангенциркуль, разделитель, молоток и гаечный ключ, измерительная лента, калькулятор, карандаш с линейками. Векторное изображение от ©johnsmithaps #144748477Изображения
ВидеоРедакцииМузыка и звуковые эффектыИнструменты
ПредприятиеЦеныВсе изображения
ВойтиРегистрация
Образец
Чтобы загрузить это изображение,
создайте учетную запись Уже есть учетная запись? Войти
Я согласен с Соглашением о членстве. Получать новости и специальные предложения. Символы силуэта. Рисунок, шестерни, шлем, штангенциркуль, разделитель, молоток и гаечный ключ, измерительная лента, калькулятор, карандаш с линейками
— Вектор от johnsmithaps
- Найти похожие изображения
- 144748477
- Authorjohnsmithaps
- 4,7
Похожие лицензионные векторы:
Штангенциркуль, карандаш и линейка, измерительная лента, чертежные линейки.
 Отдельные векторные иллюстрацииНабор иконок для инженеров. Плоский дизайн, линейный и цветовой стили. Суппорт, калькулятор, символ измерительной ленты. Отдельные векторные иллюстрацииИнженерные инструменты плоские линейные длинные тени набор иконок. Штангенциркуль, карандаш и линейка, измерительная лента, чертежные линейки. Набор векторных линий.Инженерные иконки. Штангенциркуль, карандаш и линейка, измерительная лента, символ рисования линейки. Векторные белые силуэты иллюстрируются черными квадратами. Набор иконок полиции и безопасности. Векторные иллюстрации белых силуэтов в черных квадратах. Инструмент для значка очистки окон. Плоский дизайн, линейный и цветовой стили. Отдельные векторные иллюстрацииПилотная тень отбрасывает черные иконки. Самолет, вышка управления полетами, трап для пассажиров, металлические ворота сканера. Отдельные векторные иллюстрации. Набор цветных значков аэропорта. Набор линейных символов на белом фоне. Набор линейных значков полиции. Агентство безопасности изолировало векторную иллюстрацию.
Отдельные векторные иллюстрацииНабор иконок для инженеров. Плоский дизайн, линейный и цветовой стили. Суппорт, калькулятор, символ измерительной ленты. Отдельные векторные иллюстрацииИнженерные инструменты плоские линейные длинные тени набор иконок. Штангенциркуль, карандаш и линейка, измерительная лента, чертежные линейки. Набор векторных линий.Инженерные иконки. Штангенциркуль, карандаш и линейка, измерительная лента, символ рисования линейки. Векторные белые силуэты иллюстрируются черными квадратами. Набор иконок полиции и безопасности. Векторные иллюстрации белых силуэтов в черных квадратах. Инструмент для значка очистки окон. Плоский дизайн, линейный и цветовой стили. Отдельные векторные иллюстрацииПилотная тень отбрасывает черные иконки. Самолет, вышка управления полетами, трап для пассажиров, металлические ворота сканера. Отдельные векторные иллюстрации. Набор цветных значков аэропорта. Набор линейных символов на белом фоне. Набор линейных значков полиции. Агентство безопасности изолировало векторную иллюстрацию. на белом фоне. Набор значков цвета полиции. Агентство безопасности изолировало векторную иллюстрацию. На белом фоне. Набор иконок полиции. Плоский дизайн, линейный и цветовой стили. Камера, дубинка, символ файла. Отдельные векторные иллюстрацииПилотный набор цветных значков. Пассажирский трап, диспетчерская вышка, металлические ворота сканера, символ самолета. Концепции логотипа. Векторная изолированная иллюстрацияПолиция плоская длинная тень набор иконок. Наручники, бинокль, ключ и рация. Векторные символы. Простой набор значков векторной линии управления бизнесом. Содержит такие значки, как встреча один на один, поддержка, деловое общение, структура команды и многое другое. Редактируемый штрих. 48×48 Пиксельное Идеальное
на белом фоне. Набор значков цвета полиции. Агентство безопасности изолировало векторную иллюстрацию. На белом фоне. Набор иконок полиции. Плоский дизайн, линейный и цветовой стили. Камера, дубинка, символ файла. Отдельные векторные иллюстрацииПилотный набор цветных значков. Пассажирский трап, диспетчерская вышка, металлические ворота сканера, символ самолета. Концепции логотипа. Векторная изолированная иллюстрацияПолиция плоская длинная тень набор иконок. Наручники, бинокль, ключ и рация. Векторные символы. Простой набор значков векторной линии управления бизнесом. Содержит такие значки, как встреча один на один, поддержка, деловое общение, структура команды и многое другое. Редактируемый штрих. 48×48 Пиксельное Идеальное Похожие видеоролики:
Черная линия Электрическая циркулярная пила с иконкой стального зубчатого диска на белом фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация видео 4K. Черная дрель с отверткой и значком линии гаечного ключа на белом фоне. Наладка, обслуживание, настройка, обслуживание, ремонт, починка. 4K Video motion graphic animationЭнергетика, энергетика и тяжелая промышленность. Предыстория цикла введения или презентацииЭнергетика и производство электроэнергии и тяжелая промышленность. Введение или презентация петли фонаЧерная линия Электрическая циркулярная пила со стальным зубчатым диском на белом фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация 4K Video. Электропила. 4K Video motion graphic animationBlue line Электрическая циркулярная пила со стальным зубчатым диском, выделенным на сером фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация видео 4K. Черная линия Иконка защитного шлема рабочего выделена на белом фоне. Графическая анимация 4K VideoGrey Drill и значок линии передач на белом фоне. Настройка приложения, концепция обслуживания, параметры настройки, обслуживание, ремонт, исправление. 4K Video motion graphic animationЖелтая электрическая циркулярная пила со стальным зубчатым диском, выделенным на сером фоне.
Наладка, обслуживание, настройка, обслуживание, ремонт, починка. 4K Video motion graphic animationЭнергетика, энергетика и тяжелая промышленность. Предыстория цикла введения или презентацииЭнергетика и производство электроэнергии и тяжелая промышленность. Введение или презентация петли фонаЧерная линия Электрическая циркулярная пила со стальным зубчатым диском на белом фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация 4K Video. Электропила. 4K Video motion graphic animationBlue line Электрическая циркулярная пила со стальным зубчатым диском, выделенным на сером фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация видео 4K. Черная линия Иконка защитного шлема рабочего выделена на белом фоне. Графическая анимация 4K VideoGrey Drill и значок линии передач на белом фоне. Настройка приложения, концепция обслуживания, параметры настройки, обслуживание, ремонт, исправление. 4K Video motion graphic animationЖелтая электрическая циркулярная пила со стальным зубчатым диском, выделенным на сером фоне. Электрический ручной инструмент для резки дерева или металла. Графическая анимация видео 4K. Анимированный цветной значок инструмента Nailer. знак инструмента для гвоздей. изолированные на белом фонеЧерная линия Иконка пистолета для ногтей выделена на белом фоне. Графическая анимация видео 4KАнимация значка дрели простой лучший объект на беломЧерная линия Рабочий защитный шлем и значок шестеренки изолированы на белом фоне. Видео 4K с анимированной графикой
Электрический ручной инструмент для резки дерева или металла. Графическая анимация видео 4K. Анимированный цветной значок инструмента Nailer. знак инструмента для гвоздей. изолированные на белом фонеЧерная линия Иконка пистолета для ногтей выделена на белом фоне. Графическая анимация видео 4KАнимация значка дрели простой лучший объект на беломЧерная линия Рабочий защитный шлем и значок шестеренки изолированы на белом фоне. Видео 4K с анимированной графикой Usage Information
Вы можете использовать это бесплатное векторное изображение «Набор значков инженерных предметов и инструментов. Символы силуэта. Рисунок, шестерни, шлем, штангенциркуль, разделитель, молоток и гаечный ключ, измерительная лента, калькулятор, карандаш с линейками.» для личных и коммерческих целей в соответствии со Стандартной или Расширенной лицензией. Стандартная лицензия распространяется на большинство вариантов использования, включая рекламу, дизайн пользовательского интерфейса и упаковку продуктов, и позволяет издавать до 500 000 печатных копий.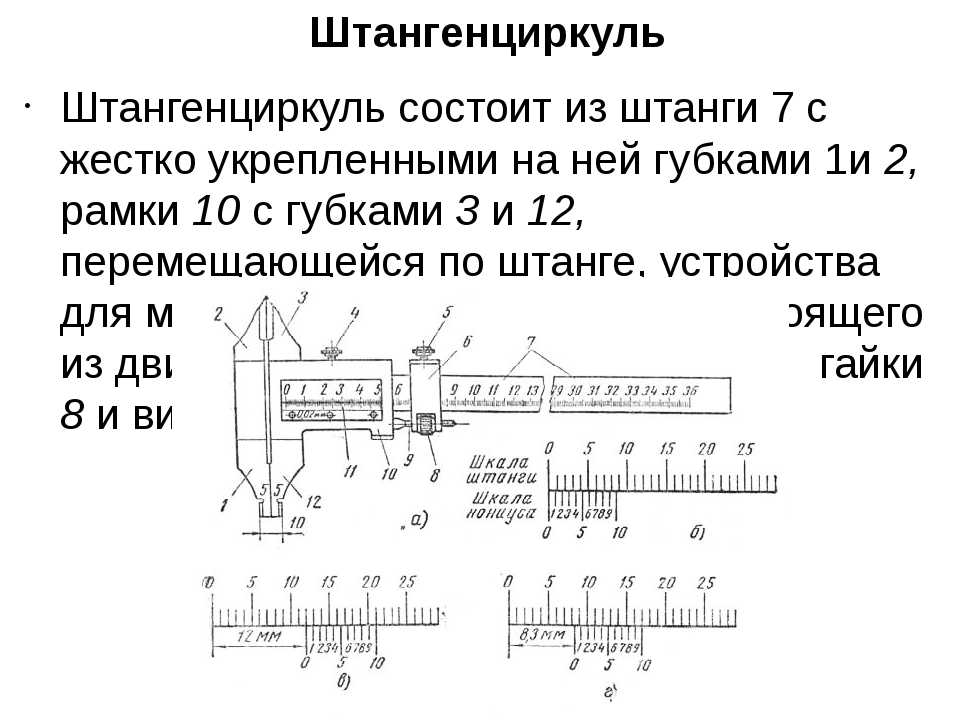 Расширенная лицензия разрешает все варианты использования стандартной лицензии с неограниченными правами печати и позволяет вам использовать загруженные векторные файлы для продажи, перепродажи продукта или бесплатного распространения.
Расширенная лицензия разрешает все варианты использования стандартной лицензии с неограниченными правами печати и позволяет вам использовать загруженные векторные файлы для продажи, перепродажи продукта или бесплатного распространения.
Это стоковое векторное изображение можно масштабировать до любого размера. Вы можете купить и скачать его в высоком разрешении до 5000×5000. Дата загрузки: 7 марта 2017 г. 30
- Доступно на
- Доступно на
Контакты и поддержка
- +49-800-000-42-21
- Свяжитесь с нами
- Depositphotos Отзывы
© 2009-2023. Depositphotos, Inc. США. Все права защищены.
Вы используете устаревший браузер. Чтобы работать в Интернете быстрее и безопаснее, бесплатно обновитесь сегодня.
Параллелизм | Основы GD&T
Специальное примечание:
Параллелизм на самом деле имеет две разные функции в Геометрических размерах и Допусках в зависимости от того, какой опорный элемент вызывается. Нормальная форма или Параллелизм поверхностей — это допуск, который контролирует параллельность между двумя поверхностями или элементами. Форма поверхности контролируется аналогично плоскостности с двумя параллельными плоскостями, выступающими в качестве зоны допуска. Параллелизм осей — это допуск, контролирующий, насколько параллельны определенные детали центральной оси должен быть связан с базовой плоскостью или осью. Форма оси контролируется цилиндром вокруг теоретически идеально параллельной оси. Параллелизм чаще всего называют поверхностным параллелизмом. Однако обязательно обратите внимание, если он ссылается на центральную ось, потому что она отличается! На этой странице мы будем обсуждать только поверхностный параллелизм, но обязательно ознакомьтесь с нашей страницей Перпендикулярность, чтобы узнать, как ось управляется с помощью GD&T.
Нормальная форма или Параллелизм поверхностей — это допуск, который контролирует параллельность между двумя поверхностями или элементами. Форма поверхности контролируется аналогично плоскостности с двумя параллельными плоскостями, выступающими в качестве зоны допуска. Параллелизм осей — это допуск, контролирующий, насколько параллельны определенные детали центральной оси должен быть связан с базовой плоскостью или осью. Форма оси контролируется цилиндром вокруг теоретически идеально параллельной оси. Параллелизм чаще всего называют поверхностным параллелизмом. Однако обязательно обратите внимание, если он ссылается на центральную ось, потому что она отличается! На этой странице мы будем обсуждать только поверхностный параллелизм, но обязательно ознакомьтесь с нашей страницей Перпендикулярность, чтобы узнать, как ось управляется с помощью GD&T.
Обозначение GD&T:
Относительно базы : Да
Применимо MMC или LMC: Да
Обозначение чертежа GD&T:
:
Описание 08 Параллелизм — довольно распространенный символ, описывающий параллельную ориентацию одного ссылочный элемент к базовой поверхности или линии.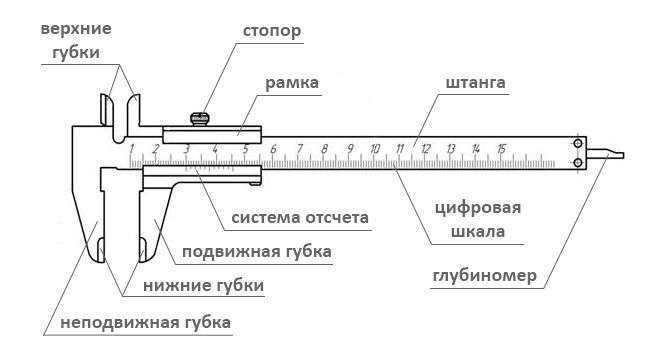 Он может ссылаться на 2D-линию, связанную с другим элементом, но чаще всего он связывает ориентацию одной плоскости поверхности, параллельной другой базовой плоскости в трехмерной зоне допуска. Допуск косвенно контролирует угол 0° между деталями, контролируя, где может лежать поверхность на основе базы. См. зону допуска ниже для более подробной информации.
Он может ссылаться на 2D-линию, связанную с другим элементом, но чаще всего он связывает ориентацию одной плоскости поверхности, параллельной другой базовой плоскости в трехмерной зоне допуска. Допуск косвенно контролирует угол 0° между деталями, контролируя, где может лежать поверхность на основе базы. См. зону допуска ниже для более подробной информации. Примечание. Параллелизм не управляет углом ссылочного элемента, а только создает оболочку, в которой должен лежать элемент.
Важно определить, что является базовым элементом (поверхность или ось), а затем то, что действует как опорная точка (поверхность или ось), чтобы определить, как следует контролировать параллельность.
Зона допуска GD&T:
Две параллельные плоскости или линии, ориентированные параллельно базовому элементу или поверхности. Все точки элемента, на который ссылаются, должны находиться в зоне допуска.
Помните: параллелизм не управляет напрямую углом опорной поверхности; он контролирует оболочку (например, плоскостность), где должна быть поверхность.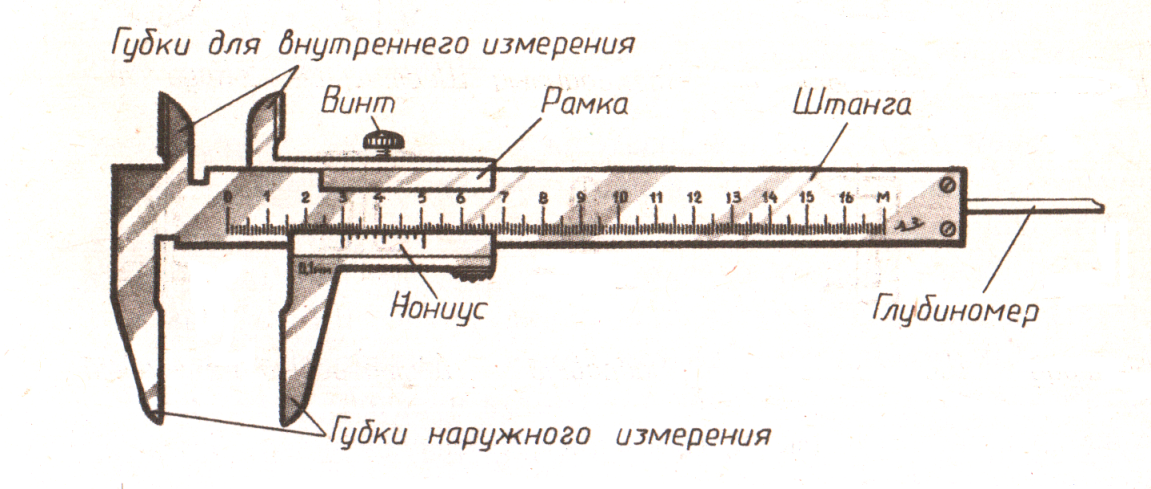 Цель состоит в том, чтобы убедиться, что все точки находятся в пределах заданного допуска от соответствующих опорных точек.
Цель состоит в том, чтобы убедиться, что все точки находятся в пределах заданного допуска от соответствующих опорных точек.
Калибровка/Измерение:
Параллельность довольно просто измерить. Как и плоскостность, датчик проходит по базовой поверхности или элементу. Однако, в отличие от плоскостности, деталь ограничена гранитным блоком или плоской плоскостью, которая действует как базовая поверхность, на которой она измеряется.
Отношение к другим символам GD&T:
Параллелизм поверхностей
Параллелизм — это особая форма угловатости только при 0°/180° вместо условного угла. Все профили ориентации и используются точно так же. Все символы ориентации (угловатость, перпендикулярность и параллельность) вызывают конкретную оболочку элемента, связанную с базой.
Параллельный символ также тесно связан с плоскостностью, когда эталонная/измеренная поверхность плоская. Когда вы называете параллелизм, подразумевается плоскостность (вы измеряете отклонение поверхности между двумя параллельными плоскостями = плоскостность). Однако самая большая разница заключается в том, что параллелизм измеряется относительно базы, гарантируя, что и база, и опорный элемент всегда параллельны.
Когда вы называете параллелизм, подразумевается плоскостность (вы измеряете отклонение поверхности между двумя параллельными плоскостями = плоскостность). Однако самая большая разница заключается в том, что параллелизм измеряется относительно базы, гарантируя, что и база, и опорный элемент всегда параллельны.
При использовании:
Всякий раз, когда две поверхности или элементы должны работать синхронно друг с другом и должно поддерживаться постоянное расстояние, параллелизм эффективен. Всякий раз, когда у вас есть деталь, которая всегда должна хорошо помещаться между двумя плоскостями, которые должны ссылаться друг на друга, это пригодится. Несмотря на то, что параллелизм поверхностей, по-видимому, гарантирует, что плоская поверхность сопрягается с другой плоской поверхностью, его также можно применить к двум сторонам отверстия или цилиндра, чтобы избежать конусности. Любая деталь с двумя критическими плоскими поверхностями, такая как шестерни, вызовет параллелизм.
Параллельность Пример:
Зубчатое колесо должно выдерживать постоянную осевую нагрузку с обеих сторон. Для обеспечения равномерного контакта одна сторона шестерни удерживается параллельно другой стороне. Чтобы сделать это без параллелизма, пришлось бы жестко контролировать ширину зубчатого колеса, что было бы очень сложно сделать.
Обеспечение ровных поверхностей без GD&T
С помощью параллелизма можно открыть размер зубчатого колеса и контролировать грани, не отказываясь от хороших зубчатых колес.
Управление двумя гранями с помощью выноски параллелизма GD&T.
Заключительные примечания:
Сочетание ориентации и формы:
Параллелизм очень распространен в своей поверхностной форме. При работе с любыми плоскими поверхностями плоскостность может быть вызвана, но параллелизм обычно более важен, поскольку соотношение поверхностей в сборке более важно.
Максимальное состояние материала с осью:
Прямолинейность, угловатость оси, параллельность оси и перпендикулярность оси можно вызывать и контролировать с помощью датчика в максимальном состоянии материала.
