Как правильно измерять штангенциркулем. Какие бывают виды штангенциркулей. Из каких частей состоит штангенциркуль. Как считывать показания со шкалы штангенциркуля. Как проводить измерения внешних и внутренних размеров.
Виды и устройство штангенциркуля
Штангенциркуль — это универсальный измерительный инструмент, позволяющий с высокой точностью определять линейные размеры. Существует несколько основных видов штангенциркулей:
- По количеству измерительных поверхностей: односторонние и двухсторонние
- По наличию глубиномера: с глубиномером и без него
- По материалу губок: стальные и твердосплавные
- По диапазону измерений: от 0-125 мм до 800-2000 мм
- По типу отсчетного устройства: механические с нониусом, с круговой шкалой, цифровые
- По точности: 0,05 мм (I класс) и 0,1 мм (II класс)
Основные части штангенциркуля:
- Штанга со шкалой
- Рамка с нониусом
- Неподвижные губки на штанге
- Подвижные губки на рамке
- Зажимной винт рамки
- Глубиномер (у некоторых моделей)
Как правильно измерять штангенциркулем
Чтобы получить точные результаты при использовании штангенциркуля, необходимо соблюдать следующие правила:
- Проверьте исправность инструмента — сведите губки и убедитесь, что нулевые отметки шкалы и нониуса совпадают.
- Очистите измеряемую деталь и губки штангенциркуля от загрязнений.
- Плотно прижмите губки к измеряемой поверхности без перекосов.
- Зафиксируйте положение рамки зажимным винтом.
- Считайте показания, держа штангенциркуль на уровне глаз.
Как считывать показания штангенциркуля
Чтобы правильно определить результат измерения по шкале штангенциркуля, нужно:
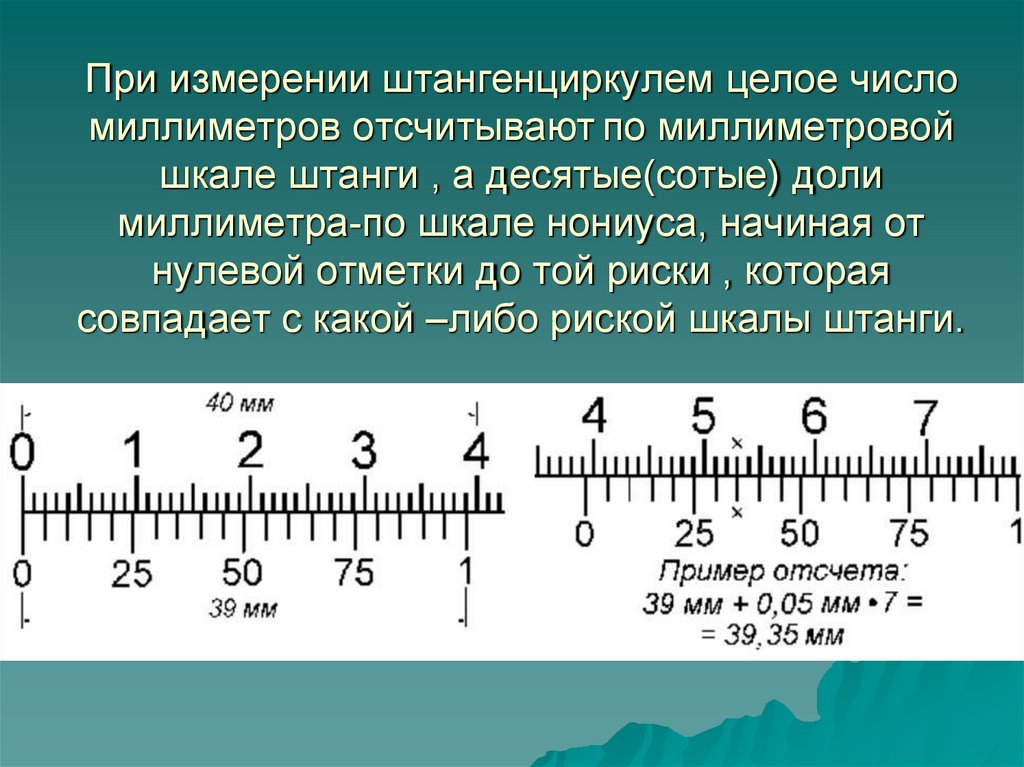
- По основной шкале на штанге определить целое число миллиметров.
- На нониусе найти черту, точно совпадающую с делением основной шкалы.
- Умножить номер этой черты на цену деления нониуса (0,1 или 0,05 мм).
- Сложить целое число миллиметров и дробную часть.
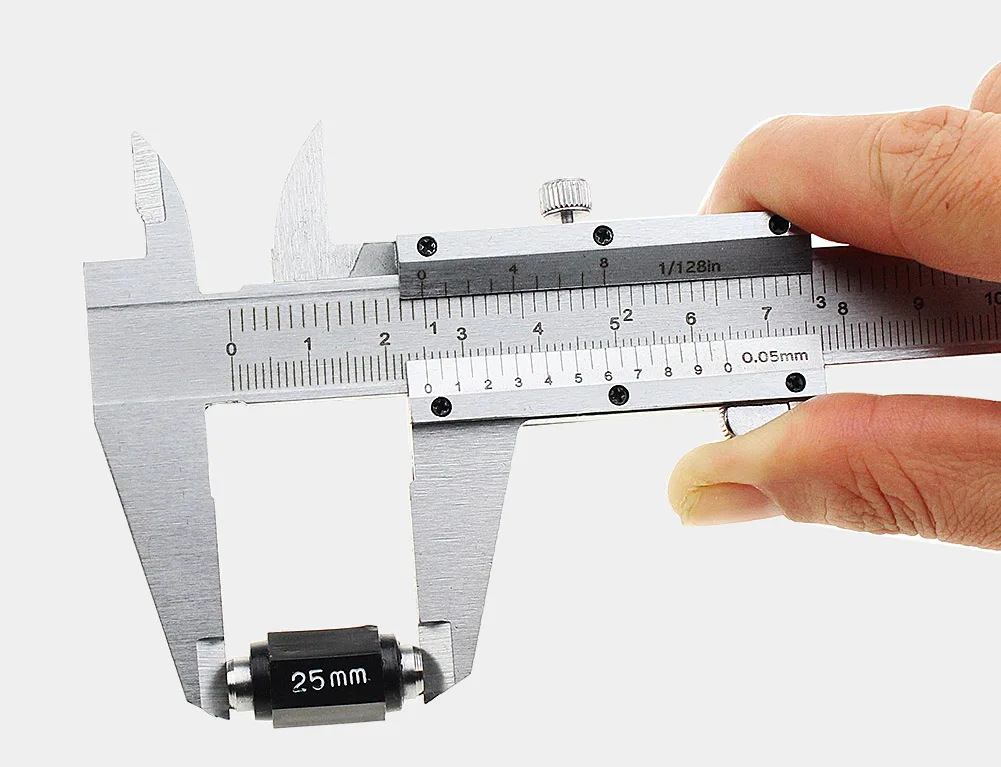
Например, если нулевая отметка нониуса находится между 24 и 25 мм основной шкалы, а 7-я черта нониуса совпадает с делением на штанге, то результат будет 24 + (7 * 0,1) = 24,7 мм.
Измерение наружных размеров
Для измерения наружных размеров детали:
- Разведите губки штангенциркуля чуть шире измеряемого размера.
- Плотно охватите деталь губками без перекосов.
- Зафиксируйте рамку зажимным винтом.
- Считайте показания по шкалам.
При измерении цилиндрических деталей важно располагать губки штангенциркуля перпендикулярно оси детали.

Измерение внутренних размеров
Для измерения внутренних размеров (например, диаметра отверстия):
- Введите внутрь отверстия верхние губки штангенциркуля.
- Разведите губки до касания стенок отверстия.
- Покачивая штангенциркуль, найдите наибольшее показание.
- Зафиксируйте рамку и считайте результат.
При измерении глубины отверстий используйте глубиномер штангенциркуля, если он предусмотрен конструкцией.
Особенности цифровых штангенциркулей
Цифровые (электронные) штангенциркули имеют ряд преимуществ:
- Мгновенное отображение результата на дисплее
- Высокая точность измерений (до 0,01 мм)
- Возможность переключения между метрической и дюймовой системами
- Функция обнуления в любом положении губок
Чтобы измерить размер цифровым штангенциркулем:
- Включите прибор и обнулите показания.
- Измерьте деталь, как обычным штангенциркулем.
- Считайте результат с дисплея.
Не забывайте регулярно проверять заряд батареи цифрового штангенциркуля.
Уход и хранение штангенциркуля
Для обеспечения долговечности и точности штангенциркуля необходимо:
- Хранить инструмент в футляре при температуре 20±5°C и влажности до 80%
- Протирать измерительные поверхности после использования
- Наносить тонкий слой масла на металлические части для защиты от коррозии
- Регулярно проводить калибровку и поверку
- Не ронять и не подвергать ударам
Соблюдение этих правил позволит сохранить точность измерений штангенциркуля на долгое время.
Типичные ошибки при работе со штангенциркулем
При использовании штангенциркуля важно избегать следующих ошибок:
- Неправильное прижатие губок к детали (с перекосом)
- Недостаточная фиксация рамки зажимным винтом
- Неверное считывание показаний нониуса
- Измерение загрязненных или горячих деталей
- Приложение чрезмерного усилия при измерении
Чтобы избежать этих ошибок, необходимо внимательно следить за правильностью выполнения измерений и регулярно практиковаться в использовании штангенциркуля.
404 Cтраница не найдена
Размер:
AAA
Изображения Вкл. Выкл.
Обычная версия сайта
К сожалению запрашиваемая страница не найдена.
Но вы можете воспользоваться поиском или картой сайта ниже
|
|

Инструкция как пользоваться штангенциркулем: видео, фото
Содержание
Измеряем штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Измерение штангенциркулем
Разновидности штангенциркулей
Рассматриваемый мерительный инструмент может быть классифицирован по следующим признакам:
- По количеству мерительных поверхностей – на односторонние и двухсторонние.
- По выполняемым функциям – с глубиномером и без него (бытует также сленговое обозначение первого типа инструмента – «колумбик»).
- По материалу измеряющих плоскостей – стальные и твердосплавные.
- По диапазону проведения линейных измерений. Определённые стандартом диапазоны измерений находятся в пределах от 1-125 до 800-2000 мм.
- По конструкции отсчётного устройства – механические с плоской шкалой, механические с круглым измерительным диском и цифровые (электронные).

- По точности полученного результата – выпускаются изделия первого класса (с точностью 0,05 мм) и второго класса (точность отсчёта 0,1 мм).
- Колумбик
- Штангенциркуль часового типа
- Цифровой штангенциркуль
Стандартное обозначение включает в себя информацию обо всех его основных возможностях. Например, обычный ручной двухсторонний штангенциркуль, предназначенный для линейных измерений в диапазоне от 0 до 150 мм, при точности 0,1 мм, имеющий глубиномер/»колумбик» будет именоваться так: ШЦ-I-0-150-0,1-II-ГОСТ166-89.
Скачать ГОСТ 166-89 «Штангенциркули. Технические условия»
Выбор оптимального исполнения определяется поставленными задачами. Например, при оценке линейного размера детали, изготовленной из высокопрочной стали, используемый инструмент должен иметь измерительные поверхности, выполненные из твёрдого сплава (требования к материалу твёрдого сплава при этом должны соответствовать условиям ГОСТ 3882).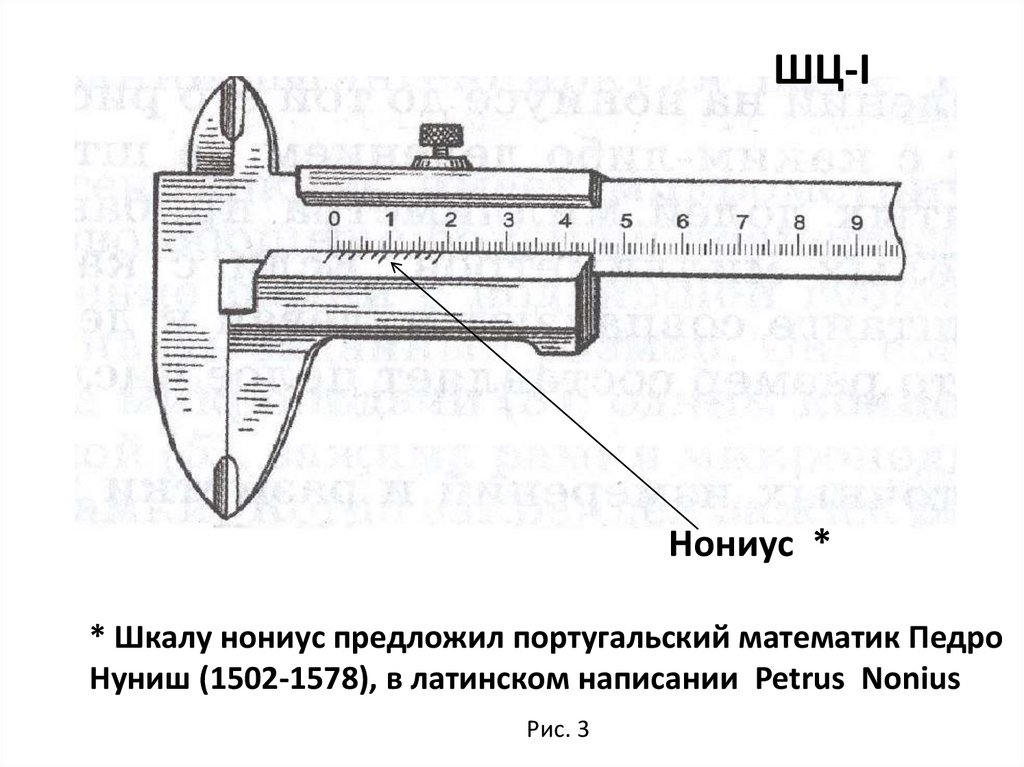 У цифровой техники точность отсчётного электронного устройства всегда составляет 0,01 мм, а потому с их помощью можно производить более точные измерения. Для питания таких приборов необходимо использовать встроенную аккумуляторную батарею.
У цифровой техники точность отсчётного электронного устройства всегда составляет 0,01 мм, а потому с их помощью можно производить более точные измерения. Для питания таких приборов необходимо использовать встроенную аккумуляторную батарею.
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
- Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса.
 Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Нониус
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента. Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
- Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги.
 На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%.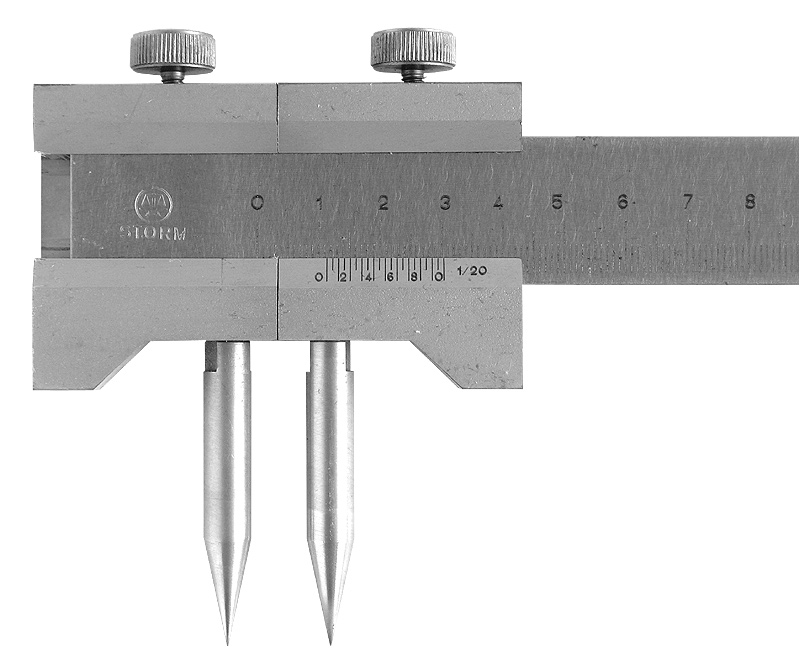 Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать измерительный инструмент электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм.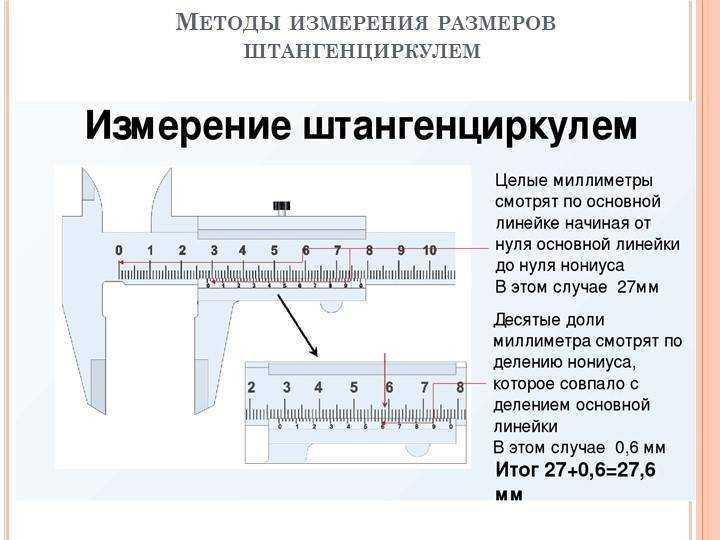 Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления |
⇐ ПредыдущаяСтр 2 из 6Следующая ⇒ ДЕТАЛЕЙ ШТАНГЕНИНСТРУМЕНТОМ
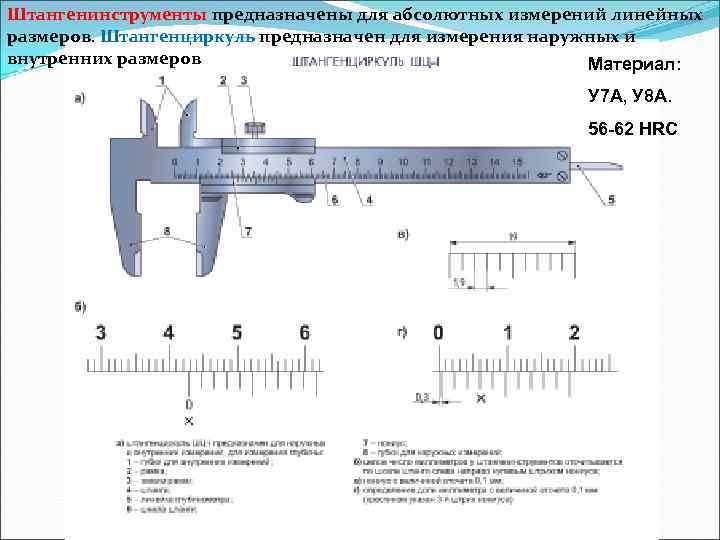
Цель работы: ознакомление с конструкцией штангенинструментов и приобретение навыков работы с инструментами. Оборудование, приборы, инструменты: штангенциркуль ШЦ-I, штангенциркуль ШЦ-II, штангенциркуль ШЦ-III, штангенглубиномер, штангенрейсмас. Под общим названием «штангенинструмент» объединяется большая группа измерительных средств для измерения и разметки линейных размеров. Отличительной особенностью этих измерительных средств является то, что в качестве отсчетного устройства используется шкала измерительной линейки (штанга) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной (дополнительной) шкалы — нониуса. Нониус, как вспомогательная шкала, имеет небольшое число интервалов (10—20) по сравнению с основной шкалой.
Рис. 2.2. Отсчет по шкале и нониусу
Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое значение размера, кратное 1 мм, берут по основной шкале по ближайшему меньшему значению (слева от нулевого штриха нониуса) и добавляют дробное значение размера по нониусу в зависимости от того, какое деление нониуса совпадает с каким-нибудь делением основной шкалы. Так, на рис. 2.2, б отсчет равен 40,7 мм, поскольку к нулевому штриху нониуса с левой стороны ближе всего находится штрих основной шкалы с цифрой 4, что означает 4 см, а точно совпадает с делением основной шкалы 7-й штрих нониуса. Величина отсчета по нониусу для штангенинструмента у нас в стране принята 0,1 и 0,05 мм. Ранее выпускали измерительные средства с отсчетом 0,02 мм, но исследования показали, что погрешности при таком отсчете не меньше погрешностей при отсчете 0,05 мм. При проектировании нониусов устанавливают определенные связи между шкалой нониуса и основной шкалой с учетом следующих закономерностей: цена деления нониуса с равна цене деления основной шкалы а, разделенной на число делений нониуса n с = a / n, длина деления нониуса b = γa – c, где γ – модуль нониуса, характеризующий растянутость нониуса относительно основной шкалы. Длина нониуса l = nb. Наиболее распространенными универсальными средствами измерения такого типа являются штангенциркули, штангенглубиномеры и штангенрейсмасы. Штангенциркули (рис. 2.3). Конструкцию штангенциркуля, в принципе, можно представить как усовершенствованную конструкцию масштабной линейки. С этой целью на конце линейки 1 (штанга), имеющей шкалу с делениями через 1 мм, находится неподвижная измерительная губка, измерительные поверхности которой перпендикулярны линейке. Вторая измерительная губка находится на рамке 2, перемещаемой по линейке. На этой же рамке находится нониус 4 для отсчета величины перемещения губки на рамке 2. Таким образом, наружный измеряемый размер определяется по расстоянию между измерительными губками, которые имеют плоские измерительные поверхности небольшой ширины. Остальные элементы конструкции имеют вспомогательный характер, облегчая использование штангенциркуля или расширяя область его применения. Так, в штангенциркуле, показанном на рис. 2.3, в, верхние губки предназначены в основном для разметки поверхности и для измерения размеров внутри узких проточек.
Рис. 2.3. Штангенциркули: а — с раздельными губками для наружных и внутренних измерений; б — только для наружных измерений; в — с разметочными губками (верхние) и губками (нижние) для наружных и внутренних измерений; в — то же, но без разметочных губок (1 — штанга, 2 — рамка, 3 — зажим рамки, 3а — зажим рамки микроподачи, 4 — нониус, 5 — линейка глубиномера, 6 — микрометрическая подача, 7 — гайка)
У штангенциркулей, показанных на рис. Типоразмеры штангенциркулей охватывают диапазон измерений до 2000 мм. Однако наиболее распространены штангенциркули с диапазоном измерений от 0 до 125 (или 140) мм (рис. 2.3, а, б) и с диапазоном измерений от 0 до 320 (200 или 250) мм (рис. 2.3, в, г). Штангенциркули первого типа обычно имеют отсчет по нониусу 0,1 мм, а второго — как 0,1, так и 0,05 мм. Штангенциркули с большим диапазоном измерения обычно имеют величину отсчета 0,1 мм. Штангенглубиномеры (рис. 2.4). На общей базе штанги и нониуса конструкция этого измерительного средства приспособлена для измерения глубин отверстий, пазов, высоты уступов и т. д. Рис. 2.4. Штангенглубиномер Основанием штангенглубиномера является рамка 4, снабженная снизу опорой 6 с измерительной поверхностью (рис. 2.4). Сквозь рамку проходит штанга со шкалой 1 и измерительной поверхностью на торце. Штанга 1 расположена и передвигается перпендикулярно измерительной поверхности опоры 6. Нониус 5 нанесен на отдельной пластине и укреплен в рамке 4 параллельно шкале штанги. Микрометрическая подача 2 рамки (3 – зажим) на штангенглубиномере такая же как и на штангенциркуле ШЦ-II. Типоразмеры штангенглубиномеров обычно охватывают диапазон измерений не более 500 мм. При большом диапазоне измерений отсчет по нониусу чаще всего составляет 0,1 мм, на меньших пределах (200, 300 мм) отсчет составляет 0,05 мм. Штангенрейсмасы (рис. 2.5). Основное назначение этого устройства — разметка деталей, но оно может быть использовано для измерения высоты деталей.
Рис. 2.5. Штангенрейсмас
Конструкция штангенрейсмаса приспособлена для разметки и измерений от плоской поверхности, на которой размещаются как штангенрейсмас, так и размечаемая или измеряемая деталь (часто говорят, что «штангенрейсмас предназначен для работы от плиты»). Опорной деталью штангенрейсмаса является основание 6 (рис. 2.5), в котором укреплена штанга 1 со шкалой, расположенная перпендикулярно опорной плоскости основания. По штанге передвигается рамка 4 с выступом для крепления ножек, а в ней параллельно шкале штанги размещен нониус 5. Микроподача 2 рамки (3 – зажим) здесь применена такая же, как и на штангенциркуле ШЦ-II и штангенглубиномере. На выступе рамки с помощью державки 7 закрепляются ножки: измерительная 8 или разметочная 9. Шкалы штанги и нониуса штангенрейсмасов выполняют такие же, как и на штангенциркулях и штангенглубиномерах. Типоразмеры штангенрейсмасов охватывают диапазон до 2500 мм, но наиболее распространены для размеров до 250, 400 мм при отсчете 0,05 мм. Штангенрейсмасы больших размеров изготовляют значительно реже, и они имеют отсчет 0,1 мм. Погрешности измерения штангенинструментом. Погрешность измерения зависит в значительной мере от величины отсчета и значения измеряемого размера. Погрешность измерения штангенциркулем наружных размеров до 500 мм при величине отсчета 0,05 мм будет составлять 0,1 мм (т. е. равна удвоенному значению величины отсчета). При измерении внутренних размеров тем же штангенциркулем погрешность измерения составляет 0,15—0,25 мм для этого же диапазона размеров. При измерении штангенциркулем с отсчетом 0,1 мм наружных размеров в том же диапазоне, т. е. до 500 мм, погрешность составляет 0,15—0,25 мм, а для внутренних размеров 0,2—0,3 мм. Погрешность измерения штангенглубиномером с отсчетом 0,05 мм глубин до 300 мм составляет 0,1—0,15 мм, а при отсчете 0,1 мм — 0,2 — 0,3 мм. Необходимо обратить внимание на то, что указаны погрешности измерения, а не погрешности измерительного средства. Погрешность только самого штангенинструмента в условиях его поверки, т. е. погрешность, которая нормируется, будет меньше (обычно не более величины отсчета). Но погрешность при поверке — это частный случай погрешности измерения. Планирование измерений При планировании измерений выбирают оптимальное число точек или кривых измерения, поскольку слишком большое число измерений приводит к удорожанию и усложнению эксперимента и может не дать новых сведений, а заниженное число измерений не позволяет надежно оценить выбранную точность метода или средства измерений. Используя математическое доказательство подобия, правомерность сравнения и моделирование процессов измерения и число предварительных наблюдений, заведомо меньшее, чем требуемое, можем вычислить необходимое число наблюдений. Определение наименьшего числа измерений для достижения заданной точности измерения проводится согласно п. Погрешности, допускаемые при измерении линейных размеров должны соответствовать стандартам. Задание Лабораторная работа включает в себя четыре этапа, выполняемые под руководством преподавателя и лаборанта: 1) Ознакомиться с устройством и методикой измерений штангенинструментом; 2) Определить числовые значения основных метрологических характеристик инструмента; 3) Спланировать измерения с целью выбора их оптимального количества; 4) Провести измерения заданных размеров деталей штангенинструментом.
Порядок выполнения работы Лабораторная работа выполняется в соответствии с пунктами задания. Содержание отчета В отчете указывается цель работы и задание, список используемого для выполнения работы оборудования, инструментов и их назначение. Метрологические характеристики штангенинструментов представляются в виде таблицы 2.1. Таблица 2.1 Метрологические характеристики инструментов
Оформляется эскиз детали и схема измерения. Вопросы для самоконтроля 1) Что относится к средствам измерений, применяемым в машиностроении; 2) Перечислить универсальные измерительные инструменты; 3) Для каких измерений применяется штангенинструмент; 4) Что такое нониус; 5) Как производится расчет нониуса; 6) Какие типы штангенциркулей вы знаете и чем они отличаются; 7) Для каких работ применяются штангенглубиномеры; 8) Для каких работ применяются штангенрейсмасы; 9) Как выбирается оптимальное число измерений; 10) Какие метрологические характеристики рассматриваются у штангенинструментов. 2.2.2. Лабораторная работа № 2 ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРОВ ДЕТАЛЕЙ МИКРОМЕТРИЧЕСКИМИ ИНСТРУМЕНТАМИ
Цель работы: ознакомление с конструкцией микрометрического инструмента — гладкими микрометрами, микрометрическими нутромерами, микрометрическими глубиномерами и приобретение навыков измерения ими. Оборудование, приборы, инструменты: гладкий микрометр, микрометрический глубиномер, микрометрический нутромер, стойка, установочные меры, выполненные в виде цилиндров с отверстием и плоскими измерительными торцами, установочная мера в виде скобы для установки микрометрического нутромера на нуль, набор концевых мер, державка с боковинами, комплект удлинителей. Общие положения Микрометрические инструменты относятся к группе универсальных измерительных приборов и инструментов. Они предназначены для абсолютных измерений наружных и внутренних размеров глубин и высот деталей. Наиболее распространенными видами микрометрических инструментов являются: микрометры; микрометрические нутромеры; микрометрические глубиномеры. Микрометром называется измерительное средство с корпусом в виде скобы и двухточечной схемой измерения, в котором перемещение одной из точек определяется с помощью резьбовой пары — винта и гайки. Схема и конструкция микрометра.
Рис. 2.6. Микрометр гладкий (завод «Калибр»): а – схема; б – конструкция для диапазона измерения 0 – 25 мм; в – отсчет по шкале на стебле и барабане; г – «трещотка»
Наиболее часто шаг резьбы делают равным 0,5 мм и тогда на барабане наносят 50 интервалов, т. Деления на барабане выполняют такую же функцию, как и деления нониуса, и также позволяют отсчитывать дробные значения по основной шкале, наносимой на стебле микрометра и имеющей интервал деления, равный шагу резьбы (т. е. наиболее часто цена деления шкалы составляет 0,5 мм). На стебле при шаге резьбы 0,5 мм штрихи шкалы наносят для удобства отсчета с двух сторон от осевой линии. На рис. 2.6, в нижние деления 11 соответствуют значению с окончаниями 1 мм и оцифрованы через 5 делений и верхние 9 с окончанием на 0,5 мм, а на той и на другой части шкалы интервалы между штрихами равны 1 мм. Винт, используемый в микрометрах или других устройствах, служащий для определения величины перемещения или для измерения, или установки размера называют микрометрическим винтом или сокращенно микровинтом. Резьбовую пару для указанных случаев применения также часто называют сокращенно микропарой. В конструкции микропары для обеспечения беззазорного соприкосновения резьбы винта и гайки предусмотрена регулировка, которая осуществляется деформацией гайки 6. Для этого гайка 6 обычно имеет несколько пазов, проходящих вдоль оси (разрезная гайка). Часто наружную поверхность ее делают в виде конуса, а на цилиндрической поверхности гайки нарезают резьбу. При вращении регулировочной гайки 13 ее конусная поверхность через конусную поверхность гайки 6 сжимает гайку или отпускает в зависимости от направления вращения гайки 13. Устройство 7, создающее измерительное усилие, обычно бывает двух принципов действия: в виде трещотки или в виде фрикциона. Трещотка (рис. 2.6, г) представляет собой храповой механизм. На одной торцовой поверхности втулки, скрепленной с микровинтом, имеются зубцы, на другой поверхности, за которую вращается винт, установлен подпружиненный цилиндр со скосом («зуб»). При вращении в направлении соприкосновения измерительных поверхностей с деталью или между собой поджим этих поверхностей будет происходить с усилием, обеспечиваемым пружиной, поджимающей зуб. В конструкциях микрометров существует большое разнообразие конструкций стопорных устройств 12, например в виде втулки и винта (рис. 2.6, б), цанг и других устройств. Микровинт 4, барабан 5 и трещотка 7 обеспечивают возможность установки микрометра на нулевое деление. В этом случае сводятся до соприкосновения измерительные поверхности. При раскреплении трещотки 7 с барабаном 5 последний поворачивается относительно винта 4 до совмещения нулевого деления барабана 5 и стебля 3. Наибольшее распространение имеют и наиболее часто применяются на производстве гладкие микрометры (см. рис. 2.6). Типоразмеры микрометров в значительной мере предопределяются длиной микровинта, обеспечивающего диапазон измерений. Установлено, что оптимальной длиной резьбы микровинта является длина 25 мм. Все микрометры, кроме тех, у которых измерение начинается от нуля, снабжаются так называемыми установочными мерами, представляющими собой цилиндр, у которого размер между торцовыми поверхностями равен нижнему пределу измерения микрометра (например, микрометр с диапазоном измерения 75—100 мм имеет установочную меру размером 75 мм). С помощью этой меры микрометр устанавливают на начало отсчета (на ноль). Погрешности измерения микрометром. В общем случае погрешность измерения микрометром возникает от погрешности микрометра, установочной меры или блока концевых мер, отклонений от параллельности измерительных поверхностей, разгиба скобы под действием усилия, погрешности от отсчета показаний, погрешности от температурных и контактных деформаций. Микрометрический нутромер(штихмас) предназначается для измерения внутренних размеров деталей.
Рис. 2.7. Микрометрический нутромер
Он отличается от микрометра отсутствием скобы, а также некоторыми конструктивными особенностями: отсутствием трещотки (усилие измерения регулируется контролером), наличием на обоих концах головки сферических измерительных наконечников. Микрометрический нутромер (рис. 2.7) имеет стебель 1, в отверстии которого располагается микрометрический винт 2. На винт насажен барабан 3 с установочной гайкой 4. Конец микрометрического винта 5 имеет сферическую форму и служит одной измерительной поверхностью. Вторую измерительную поверхность образует наконечник 6, запрессованный в отверстие стебля. Стопор 7 закрепляет микрометрический винт в определенном положении. Микрометрические нутромеры изготовляются с пределами измерения 50 — 75, 75 — 175, 75 — 600, 150 — 1250, 800 — 2500, 1250 — 4000, 2500 — 6000 и 4000 — 10000 мм. У нутромеров с нижним пределом измерения 50 и 75 мм длина шкалы стебля микрометрической головки 13 мм, у нутромеров с нижним пределом измерения свыше 75-25 мм. Расширение пределов измерения до указанных выше значений достигается за счет набора удлинителей, прилагаемых к каждому инструменту. Так, нутромер с пределами измерения 75-175 мм имеет следующие удлинители: 13, 25 и 50 мм. Удлинители соединяются с головкой при помощи резьбы. Они состоят из трубки 9 и соединительных муфт 10 и 11. В отверстия муфт входит стержень 12, имеющий на концах сферические поверхности. Пружина 13 отжимает стержень к муфте 10. Поэтому в нерабочем положении его сферический наконечник не выступает за пределы муфты, это предохраняет его от повреждения. Для увеличения пределов измерения нутромером со стебля свинчивают предохранительную гайку 8 и на ее место навинчивают муфту 10 удлинителя. Отсчет размера у нутромера производится так же, как и у микрометра. При наличии удлинителей необходимо добавлять к показаниям шкалы размеры удлинителей, которые маркируются на их боковой поверхности. Установка и проверка штихмаса производится по специально прилагаемой к нему установочной скобе, изготовленной по наименьшему предельному размеру. Погрешность измерения микрометрическими нутромерами зависит от ряда составляющих, которые имеют место для всех нутромеров: совмещения линии измерения в плоскости, перпендикулярной оси измеряемого отверстия; совмещения линии измерения в плоскости, проходящей через ось; динамики процесса совмещения линии измерения; настройки прибора. Погрешность нутромера обычно нормируется в зависимости от измеряемого размера от 0,006 (для размеров 50-125 мм) до 0,180 мм (для размера 4000 — 10000 мм). Погрешность измерения микрометрическими нутромерами при измерениях размеров от 50 до 500 мм можно обеспечить не более 0,015-0,030 мм при настройке по установочной мере и 0,01-0,02 мм при аттестации собранного нутромера. Микрометрические глубиномеры (рис. 2.8) служат для измерения глубины отверстий, пазов, выточек, уступов и т. д.
Рис. 2.8. Микрометрический глубиномер
Основанием микрометрического глубиномера является поперечина 5, в которую запрессован стебель 3 со шкалой. В стебле 3 запрессована микрогайка, а в нее ввинчен микровинт, совместно они образуют такую же микропару, как и в микрометре гладком. На микровинте укреплен барабан 2 со шкалой, а на барабане расположена трещотка 1. Требуемое во время измерения положение микровинта закрепляется стопором 4. При вращении барабана 2 вместе с ним вращается микровинт и ввинчивается в микрогайку, причем выдвигается из основания на требуемую глубину. Глубиномер устанавливается на «0» по установочным мерам-втулкам 6 на плоской стеклянной пластине или другой точной плоской поверхности. В торце микровинта выполнено отверстие, в которое вставляются сменные измерительные стержни 7. Особенность микрометрического глубиномера в том, что числовые значения штрихов шкалы стебля расположены, уменьшаясь при удалении барабана от основания 5, так как соответственно уменьшаются размеры глубины измеряемого уступа. Это противоположно расположению цифр на шкале стебля гладкого микрометра. Числа значений штрихов на барабане микрометрического глубиномера также расположены противоположно числам и шкале барабана гладкого микрометра. Пределы измерения глубиномером обычно до 100 мм, иногда до 200 мм. Задание Лабораторная работа включает в себя шесть этапов, выполняемые под руководством преподавателя и лаборанта: 1) Ознакомиться с устройством и методикой измерений микрометрическими инструментами; 2) Определить числовые значения основных метрологических характеристик инструмента; 3) Спланировать измерения с целью выбора их оптимального количества; 4) Провести измерения заданных размеров деталей микрометрическими инструментами; 5) С помощью микрометра и микрометрического нутромера провести измерения размеров для установления отклонений формы в продольном и поперечном сечениях у деталей типа валов и втулок; 6) С помощью микрометрического глубиномера провести измерения размеров для установления отклонений расположения поверхностей ступенчатой детали. Порядок выполнения работы Лабораторная работа выполняется в соответствии с пунктами задания. Содержание отчета В отчете указывается цель работы и задание, список используемого для выполнения работы оборудования, инструментов и их назначение. Метрологические характеристики микрометрических инструментов представляются в виде таблицы. Оформляется эскиз детали и схема измерения. Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения, результаты выявления отклонений формы и расположения на исследованных деталях. Дать заключение о годности деталей. Таблица 2.2 Метрологическая характеристика инструментов
Вопросы для самоконтроля 1) Перечислить микрометрические измерительные инструменты; 2) Для каких измерений применяется микрометр; 3) Для каких измерений применяется микрометрический нутромер; 4) Для каких измерений применяется микрометрический глубиномер; 5) Чем определяется цена деления микрометрических инструментов; 6) Как проводится проверка ноль-пункта микрометрических инструментов; 7) По каким показателям дается заключение о годности детали; 8) Какие метрологические характеристики рассматриваются у микрометрических инструментов.
2.2.3. Лабораторная работа № 3 ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ И РАЗМЕРОВ ДЕТАЛЕЙ МЕХАНИЧЕСКИМИ ПРИБОРАМИ
Цель работы: ознакомление с конструкцией механических приборов – индикатором часового типа, индикаторной и рычажной скобами, рычажным микрометром, индикаторным нутромером; ознакомление с плоскопараллельными концевыми мерами длины. Оборудование, приборы, инструменты: индикаторы часового типа, индикаторные и рычажные скобы, рычажные микрометры, стойка или зажимное приспособление, индикаторные нутромеры; набор плоскопараллельных концевых мер длины, объекты измерения (детали). Общие положения В работе рассмотрены измерительные средства, в которых преобразовательный механизм построен на механическом принципе действия, т. е. преобразование малых перемещений измеряемых величин в большие перемещения на отсчетном или регистрирующем устройстве производится с помощью механических передач. Универсальные измерительные средства с механическим преобразованием в зависимости от вида измеряемого размера можно разделить на средства измерения наружных и внутренних размеров; в зависимости от конструктивного оформления и области назначения – на измерительные головки и измерительные средства с корпусом в виде скобы. Измерительными головками называются отсчетные устройства, преобразующие малые перемещения измерительного наконечника в большие перемещения стрелки и имеющие шкалу, по которой отсчитывают величины перемещений наконечника. В качестве отдельного измерительного устройства головки использоваться не могут и для измерения их устанавливают в специальных приборах, где требуется отсчитать какие-либо перемещения. Наиболее оправдали себя и получили широкое распространение головки, в которых используются преобразующие механизмы, содержащие в себе только зубчатые передачи, рычажные вместе с зубчатыми передачами и передачи с пружинными механизмами. Индикаторы часового типаможно применять для относительных и абсолютных измерений.Конструкция индикатора часового типа представляет собой измерительную головку с продольным перемещением наконечника.
Рис. 2.9. Индикатор часового типа: а – общий вид, б – схема зубчатой передачи
Основанием индикатора (рис. Круглая шкала индикатора часового типа состоит из 100 делений, цена каждого деления — 0,01 мм. Это означает, что при перемещении измерительного наконечника на 0,01 мм стрелка индикатора перейдет на одно деление шкалы. Типоразмеры индикатора и технические характеристики. Если взять индикатор часового типа в отдельности, т. е. не установленный в штативе или стойке, то для него диапазон показаний и диапазон измерений имеет один и тот же смысл. Подавляющее большинство индикаторов имеет диапазон показаний 2 (или 3), 5 или 10 мм. Измерительное усилие индикаторов часового типа обычно находится в пределах 0,8 – 2 Н. Погрешность измерения индикатором. Погрешности индикатора нормируются в зависимости от используемого диапазона показаний (в зависимости от перемещения измерительного стержня). Обычно на участке 0 — 1 мм погрешность находится в пределах 5 — 8 мкм; на участке 1 — 2 мм – 10 — 15 мкм; на участке до 3 мм — до 15 мкм; на участке до 5 — 10 мм погрешность находится в пределах 18 — 22 мкм. Таким образом, на небольшом участке погрешность индикатора находится в пределах цены деления. На больших пределах погрешность превышает цену деления. Это показывает, что отсчитывать доли от цены деления (т. е. тысячные доли миллиметра — микрометры) на индикаторе часового типа нецелесообразно. При измерении колебаний размера погрешность измерения зависит от используемого перемещения измерительного стержня, нежесткости установочных узлов (штативов и стоек), от погрешности отсчета показаний, связанной с параллаксом. При измерении размеров деталей сравнением с размерами концевых мер длины погрешность измерения зависит также от точности используемых концевых мер длины и от температурных условий, при которых производится измерение. В зависимости от этих факторов погрешность измерения может составлять от 5 до 40 мкм. Скоба индикаторная (рис. 2.10). Основанием индикаторной скобы служит корпус-скоба 5, снабженная выемкой для руки. В рабочей выемке скобы расположены находящиеся на одной измерительной оси с одной стороны подвижная пятка 2, воспринимающая изменения размеров измеряемой детали, а с другой стороны — переставная пятка 1. Плотность контакта измерительной поверхности подвижной пятки 2 с поверхностью детали, введенной в рабочую выемку скобы, обеспечивается суммой сил пружины измерительного усилия 3 скобы и пружины измерительного усилия индикатора часового типа 4.
Рис. 2.10. Скоба индикаторная
Индикаторная скоба устанавливается на размер по образцовому аттестованному валику или по блоку концевых мер длины (КМД), равному наибольшему предельному размеру измеряемой детали. Основные параметры индикаторной скобы: диапазоны измерения 0 – 50, 50 – 100, 100 – 200, 200 – 300, 300 – 400, 400 – 500 мм, ход подвижной пятки – 3 мм, цена деления головки 0,01 мм. Наиболее распространены измерения этими скобами линейных размеров деталей цилиндрической формы в серийном производстве машин. Скоба рычажная (рис. 2.11). В устройстве рычажной и индикаторной скоб много общего. Рычажная скоба также не имеет собственного размерного устройства и также измерение ею производится методом сравнения с мерой; основанием рычажной скобы также является корпус-скоба, но на этом аналогия и заканчивается.
Рис. 2.11. Скоба рычажная
Скоба-корпус у рычажной скобы обладает значительно большей жесткостью, чем у индикаторной. Подвижная пятка 2 и переставная пятка 1 у рычажной скобы значительно массивнее, обладают большими измерительными поверхностями и их перемещения происходят гораздо точнее. Основное отличие рычажной скобы — в устройстве подвижной пятки 2. Эта пятка имеет две выемки в цилиндрической поверхности. ⇐ Предыдущая123456Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Организация работы процедурного кабинета Области применения синхронных машин Оптимизация по Винеру и Калману |
|||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 796; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
 Все правила по сольфеджио
Все правила по сольфеджио
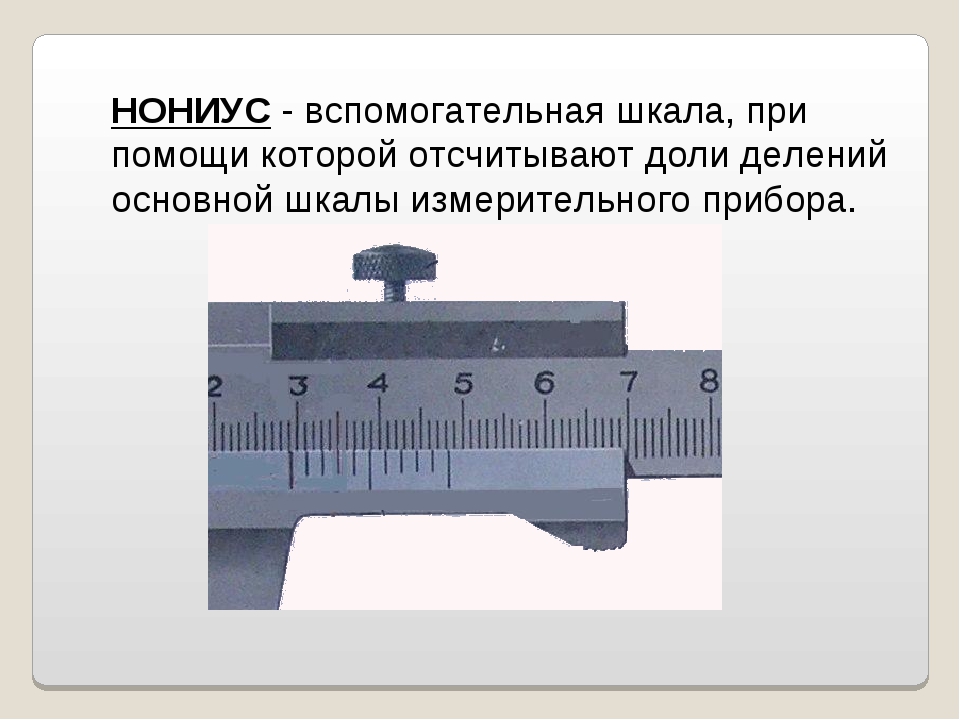 Первый штрих нониуса является началом вспомогательной шкалы и одновременно индексом (указателем) значения размера на основной шкале. Если первый штрих (нулевой штрих) нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое (рис. 2.2, а) значение размера только по основной шкале.
Первый штрих нониуса является началом вспомогательной шкалы и одновременно индексом (указателем) значения размера на основной шкале. Если первый штрих (нулевой штрих) нониуса совпадает с каким-либо штрихом основной шкалы, то отсчитывают целое (рис. 2.2, а) значение размера только по основной шкале. Поскольку величина отсчета на этом нониусе равна 0,1 мм, то, следовательно, совпадение 7-го штриха нониуса показывает, что дольное значение размера равно 0,7 мм (0,1 × 7), а весь размер равен 40,7 мм.
Поскольку величина отсчета на этом нониусе равна 0,1 мм, то, следовательно, совпадение 7-го штриха нониуса показывает, что дольное значение размера равно 0,7 мм (0,1 × 7), а весь размер равен 40,7 мм. Отличие их конструктивных форм в зависимости от назначения заключается в конфигурации измерительных поверхностей и их взаимном расположении.
Отличие их конструктивных форм в зависимости от назначения заключается в конфигурации измерительных поверхностей и их взаимном расположении. Устройство 6, называемое микрометрической подачей, предназначено для медленного перемещения рамки по штанге. При пользовании этой микроподачей вспомогательную рамку микроподачи скрепляют со штангой винтом 3а, стопор 3 отпускают и вращением гайки 7 перемешают рамку. Микроподачу в основном используют при установке на штангенциркуле размера для разметки. Большинство штангенциркулей для измерения внутренних размеров имеют либо отдельные измерительные губки (рис. 2.3, а), либо специальные измерительные поверхности основных губок (рис. 2.3, в, г).
Устройство 6, называемое микрометрической подачей, предназначено для медленного перемещения рамки по штанге. При пользовании этой микроподачей вспомогательную рамку микроподачи скрепляют со штангой винтом 3а, стопор 3 отпускают и вращением гайки 7 перемешают рамку. Микроподачу в основном используют при установке на штангенциркуле размера для разметки. Большинство штангенциркулей для измерения внутренних размеров имеют либо отдельные измерительные губки (рис. 2.3, а), либо специальные измерительные поверхности основных губок (рис. 2.3, в, г). 2.3, в и г, губки для измерения внутреннего размера имеют цилиндрическую поверхность. Размер этих губок в сведенном состоянии обычно бывает b = 10 мм и маркируется на боковой поверхности одной из губок. Если после ремонта этот размер меняется, то изменяется и маркировка, поскольку нулевой отсчет по шкале и нониусу, соответствует наружным измерениям. Поэтому когда отсчитывают размер при внутренних измерениях, к отсчету по шкале и нониусу штангенциркуля необходимо добавить значение размера губок для внутренних измерений (т. е. размер, указанный на одной из губок).
2.3, в и г, губки для измерения внутреннего размера имеют цилиндрическую поверхность. Размер этих губок в сведенном состоянии обычно бывает b = 10 мм и маркируется на боковой поверхности одной из губок. Если после ремонта этот размер меняется, то изменяется и маркировка, поскольку нулевой отсчет по шкале и нониусу, соответствует наружным измерениям. Поэтому когда отсчитывают размер при внутренних измерениях, к отсчету по шкале и нониусу штангенциркуля необходимо добавить значение размера губок для внутренних измерений (т. е. размер, указанный на одной из губок). Практически штангенциркули для размеров свыше 500 мм не выпускаются, хотя и известны.
Практически штангенциркули для размеров свыше 500 мм не выпускаются, хотя и известны.


 2.1.2.
2.1.2. Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
Приводятся результаты всех измерений, расчеты по определению оптимального числа измерений, оценка абсолютной и относительной погрешности измерения.
 В корпусе микрометра в виде скобы 1 (рис. 2.6, позиции на рис. а, б, в общие) заключены неподвижная пятка 2, которая реализует неподвижную точку в двухточечной схеме измерения, и гайка 6 резьбовой пары. С гайкой 6 соединен неподвижно стебель 3. Винт 4 скреплен с барабаном 5, на конце узла винт — барабан находится устройство 7, обеспечивающее измерение с определенным усилием. На стебле 3 вдоль оси проведена сплошная линия 8 (рис. 2.6, в), которая используется для отсчета целых оборотов винта 4 и вместе с ним и барабана 5. Полные обороты отсчитывают при совпадении нулевой отметки на барабане 5 с линией 8 на стебле 3. На барабане 5 на скошенной поверхности нанесены деления 10, служащие для отсчета части полного оборота винта 4 и барабана 5. Число таких делений зависит от шага резьбы.
В корпусе микрометра в виде скобы 1 (рис. 2.6, позиции на рис. а, б, в общие) заключены неподвижная пятка 2, которая реализует неподвижную точку в двухточечной схеме измерения, и гайка 6 резьбовой пары. С гайкой 6 соединен неподвижно стебель 3. Винт 4 скреплен с барабаном 5, на конце узла винт — барабан находится устройство 7, обеспечивающее измерение с определенным усилием. На стебле 3 вдоль оси проведена сплошная линия 8 (рис. 2.6, в), которая используется для отсчета целых оборотов винта 4 и вместе с ним и барабана 5. Полные обороты отсчитывают при совпадении нулевой отметки на барабане 5 с линией 8 на стебле 3. На барабане 5 на скошенной поверхности нанесены деления 10, служащие для отсчета части полного оборота винта 4 и барабана 5. Число таких делений зависит от шага резьбы.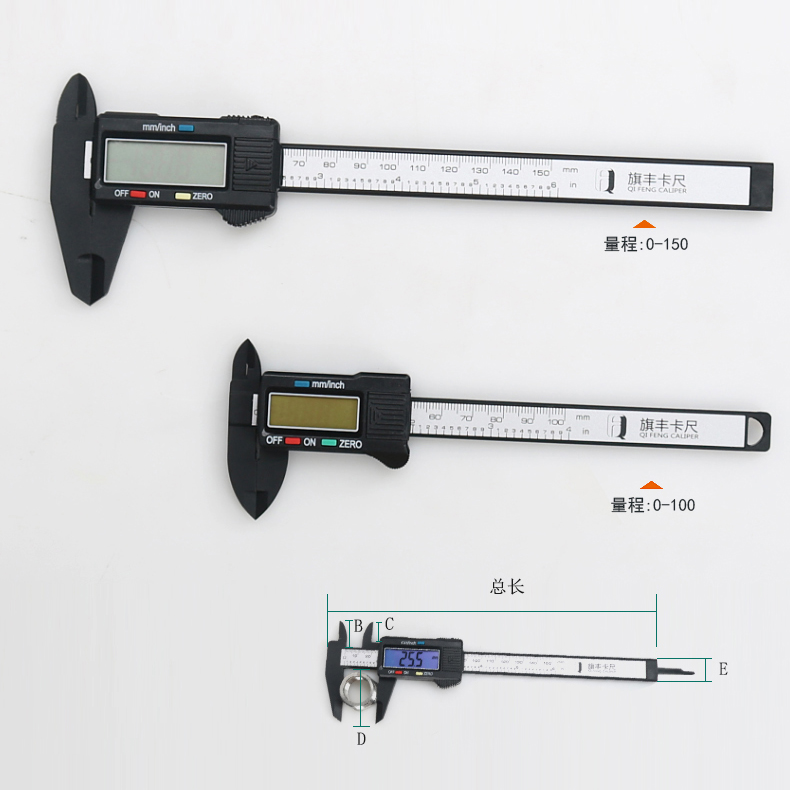
 При дальнейшем вращении храповой механизм проскальзывает и раздается характерный треск, когда зуб соскальзывает со скосов. В некоторых механизмах используется фрикционная пара, в которой измерительное усилие обеспечивается усилием поджима фрикционных поверхностей.
При дальнейшем вращении храповой механизм проскальзывает и раздается характерный треск, когда зуб соскальзывает со скосов. В некоторых механизмах используется фрикционная пара, в которой измерительное усилие обеспечивается усилием поджима фрикционных поверхностей. Поэтому обычно типоразмеры микрометров изготовляют с диапазоном измерения через 25 мм, т. е. 0 – 25, 25—50, 50—75, 75—100 и т. д. Наибольший размер, измеряемый микрометрами, обычно 600 мм. У микрометра для размеров свыше 100 мм диапазон измерений обычно составляет не 25 мм, а 100 мм, что достигается перестановкой неподвижных пяток или эти пятки делают сменными. Отсчитывать размер на этих микрометрах непосредственно по микропаре можно только в пределах 25 мм.
Поэтому обычно типоразмеры микрометров изготовляют с диапазоном измерения через 25 мм, т. е. 0 – 25, 25—50, 50—75, 75—100 и т. д. Наибольший размер, измеряемый микрометрами, обычно 600 мм. У микрометра для размеров свыше 100 мм диапазон измерений обычно составляет не 25 мм, а 100 мм, что достигается перестановкой неподвижных пяток или эти пятки делают сменными. Отсчитывать размер на этих микрометрах непосредственно по микропаре можно только в пределах 25 мм.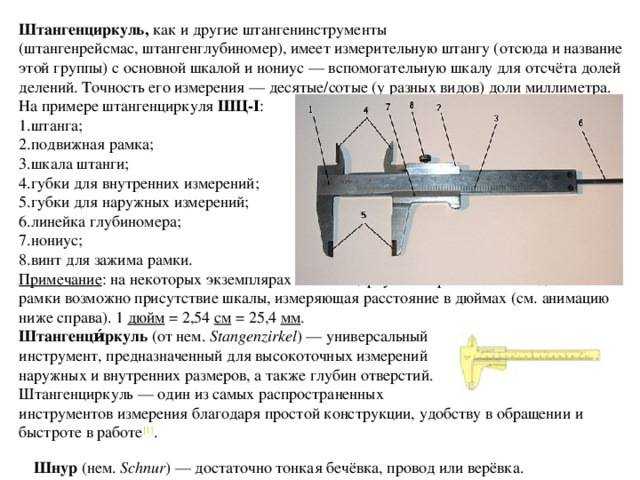 Погрешность от микрометра обычно нормируется равной от 4 до 10 мкм в зависимости от диапазона измерений при поверке по концевым мерам длины.
Погрешность от микрометра обычно нормируется равной от 4 до 10 мкм в зависимости от диапазона измерений при поверке по концевым мерам длины.
 При этом стержень 12 сжимает пружину и измерительная поверхность его выходит наружу. При необходимости большего увеличения пределов измерения на муфту 11 устанавливается следующий удлинитель. Поскольку касание микрометрической головки с удлинителем, а также удлинителей между собой происходит по сферическим поверхностям, неточности резьбы, по которой происходит соединение, не влияют на результаты измерения.
При этом стержень 12 сжимает пружину и измерительная поверхность его выходит наружу. При необходимости большего увеличения пределов измерения на муфту 11 устанавливается следующий удлинитель. Поскольку касание микрометрической головки с удлинителем, а также удлинителей между собой происходит по сферическим поверхностям, неточности резьбы, по которой происходит соединение, не влияют на результаты измерения.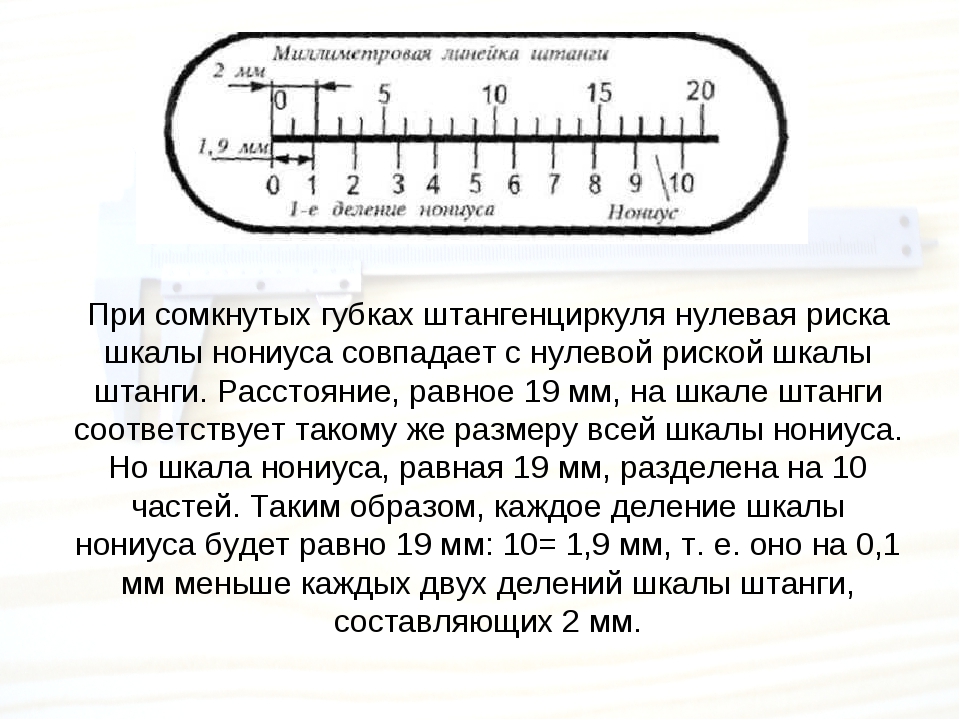 Дополнительная погрешность возникает от усилия свинчивания удлинителей.
Дополнительная погрешность возникает от усилия свинчивания удлинителей.



 2.9.) является корпус 13, внутри которого смонтирован преобразующий механизм — реечно-зубчатая передача. Через корпус 13 проходит измерительный стержень 1 с наконечником 4. На стержне нарезана рейка. Движения измерительного стержня-рейки 1 передаются зубчатыми колесами — реечным 5, передаточным 7 и трибкой 9 основной стрелке 8, величина поворота которой отсчитывается по круглой шкале — циферблату. Для установки на «0» круглая шкала поворачивается ободком 2.
2.9.) является корпус 13, внутри которого смонтирован преобразующий механизм — реечно-зубчатая передача. Через корпус 13 проходит измерительный стержень 1 с наконечником 4. На стержне нарезана рейка. Движения измерительного стержня-рейки 1 передаются зубчатыми колесами — реечным 5, передаточным 7 и трибкой 9 основной стрелке 8, величина поворота которой отсчитывается по круглой шкале — циферблату. Для установки на «0» круглая шкала поворачивается ободком 2. Значительно реже изготовляют индикаторы с диапазоном показаний 25 и 50 мм. Индикатор часового типа имеет цену деления 0,01 мм.
Значительно реже изготовляют индикаторы с диапазоном показаний 25 и 50 мм. Индикатор часового типа имеет цену деления 0,01 мм.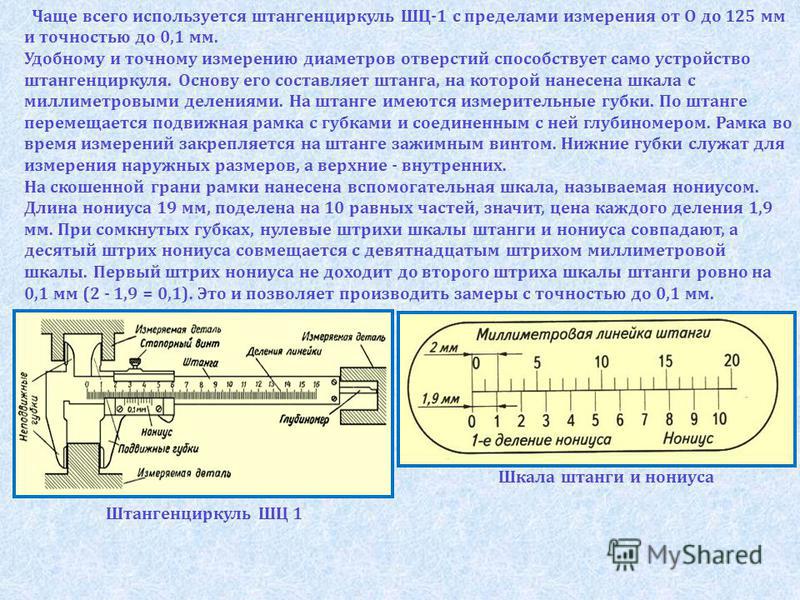 При использовании перемещения измерительного стержня до 10 мм погрешность измерения биения составит от 15 мкм (для размеров деталей 1—3 мм) до 20 мкм (для размеров 350—500 мм). При измерении биений в пределах 0,1 мм погрешность измерения равна 10 мкм и практически не зависит от размера детали. При измерении биений, равных 2—3 ценам деления (20—30 мкм), погрешность в большинстве случаев составляет 5 мкм. При этом имеется в виду, что измерение. производится с использованием штативов, имеющих достаточную жесткость.
При использовании перемещения измерительного стержня до 10 мм погрешность измерения биения составит от 15 мкм (для размеров деталей 1—3 мм) до 20 мкм (для размеров 350—500 мм). При измерении биений в пределах 0,1 мм погрешность измерения равна 10 мкм и практически не зависит от размера детали. При измерении биений, равных 2—3 ценам деления (20—30 мкм), погрешность в большинстве случаев составляет 5 мкм. При этом имеется в виду, что измерение. производится с использованием штативов, имеющих достаточную жесткость.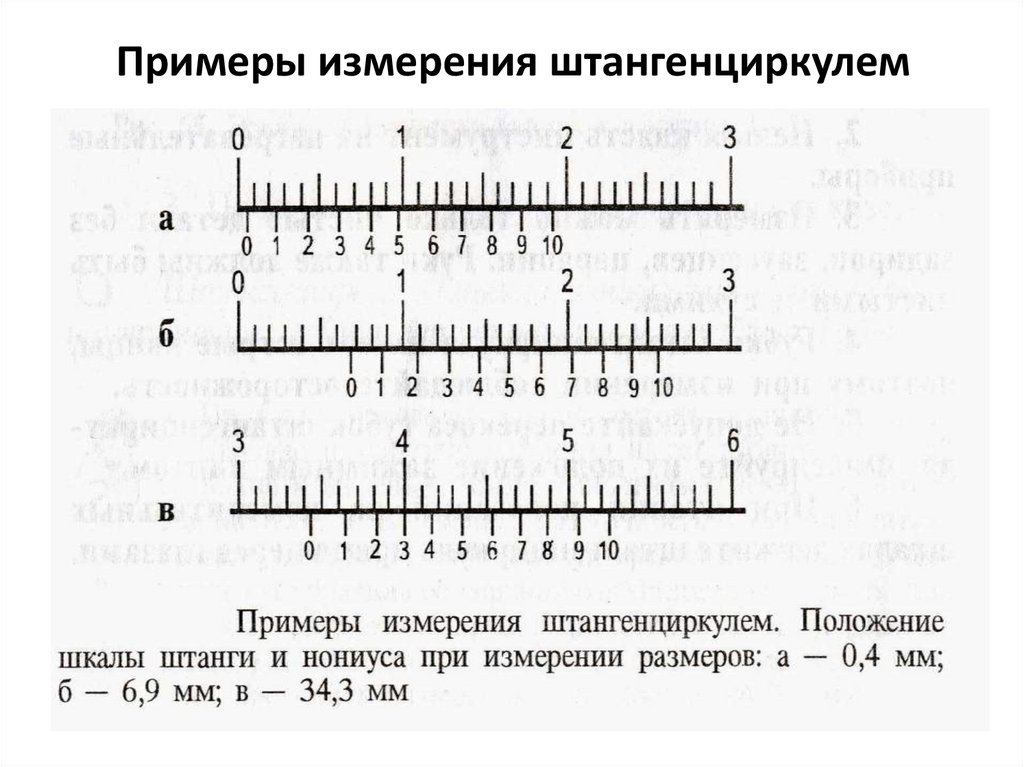 Сбоку установлен упор 6. Движения подвижной пятки 2 передаются измерительному наконечнику индикатора часового типа 4, служащего здесь измерительной головкой. т. е. преобразующего измерения размера детали, воспринятые подвижной пяткой, в перемещения основной стрелки.
Сбоку установлен упор 6. Движения подвижной пятки 2 передаются измерительному наконечнику индикатора часового типа 4, служащего здесь измерительной головкой. т. е. преобразующего измерения размера детали, воспринятые подвижной пяткой, в перемещения основной стрелки. Скобы удобны в применении, производительны, но обладают относительно невысокой точностью. Чаще всего ими измеряют гладкие валы после токарной обработки резцами или после круглой шлифовки, но при допусках на размер не менее 0,05 мм.
Скобы удобны в применении, производительны, но обладают относительно невысокой точностью. Чаще всего ими измеряют гладкие валы после токарной обработки резцами или после круглой шлифовки, но при допусках на размер не менее 0,05 мм. В одну из них входит рычаг 3 арретира 8, а во вторую — наконечник передаточного рычага 5, принадлежащего к преобразующей передаче отсчетной головки, вмонтированной в корпус скобы. Эта передача использована от рычажно-зубчатой индикаторной головки (ИГ) и отличается только тем, что компенсатор 7 здесь повернут на 80 °. Такое использование дает возможность заводу-изготовителю головок ИГ и рычажных скоб использовать один и тот же точный механизм на сборке двух разных средств измерения. Движение подвижной пятки 2 передается стрелке 4 отсчетной головки. В заднем торце подвижной пятки 2, противоположном измерительной поверхности этой пятки, выполнена ступень, на которую надета и упирается пружина измерительного усилия 6 рычажной скобы.
В одну из них входит рычаг 3 арретира 8, а во вторую — наконечник передаточного рычага 5, принадлежащего к преобразующей передаче отсчетной головки, вмонтированной в корпус скобы. Эта передача использована от рычажно-зубчатой индикаторной головки (ИГ) и отличается только тем, что компенсатор 7 здесь повернут на 80 °. Такое использование дает возможность заводу-изготовителю головок ИГ и рычажных скоб использовать один и тот же точный механизм на сборке двух разных средств измерения. Движение подвижной пятки 2 передается стрелке 4 отсчетной головки. В заднем торце подвижной пятки 2, противоположном измерительной поверхности этой пятки, выполнена ступень, на которую надета и упирается пружина измерительного усилия 6 рычажной скобы. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.04 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.04 с.) Штангенциркуль и шкала Royalty Free Vector Image
Штангенциркуль и шкала Royalty Free Vector Image- лицензионные векторы
- Суппорт векторов
ЛицензияПодробнее
Стандарт Вы можете использовать вектор в личных и коммерческих целях. Расширенный Вы можете использовать вектор на предметах для перепродажи и печати по требованию.Тип лицензии определяет, как вы можете использовать этот образ.
| Станд. | Расшир. | |
|---|---|---|
| Печатный/редакционный | ||
| Графический дизайн | ||
| Веб-дизайн | ||
| Социальные сети | ||
| Редактировать и изменить | ||
| Многопользовательский | ||
| Предметы перепродажи | ||
| Печать по требованию |
Способы покупкиСравнить
Плата за изображение $ 14,99 Кредиты $ 1,00 Подписка $ 0,69 Оплатить стандартные лицензии можно тремя способами. Цены составляют долларов США долларов США.
Цены составляют долларов США долларов США.
| Оплата с помощью | Цена изображения |
|---|---|
| Плата за изображение $ 14,99 Одноразовый платеж | |
| Предоплаченные кредиты $ 1 Загружайте изображения по запросу (1 кредит = 1 доллар США). Минимальная покупка 30р. | |
| План подписки От 69 центов Выберите месячный план. Неиспользованные загрузки автоматически переносятся на следующий месяц. | |
Способы покупкиСравнить
Плата за изображение $ 39,99 Кредиты $ 30,00Существует два способа оплаты расширенных лицензий. Цены составляют долларов США долларов США.
| Оплата с помощью | Стоимость изображения |
|---|---|
Плата за изображение
$ 39,99
Оплата разовая, регистрация не требуется.
|
|
| Предоплаченные кредиты $ 30 Загружайте изображения по запросу (1 кредит = 1 доллар США). | |
Дополнительные услугиПодробнее
Настроить изображение Доступно только с оплатой за изображение $ 85,00Нравится изображение, но нужны лишь некоторые модификации? Пусть наши талантливые художники сделают всю работу за вас!
Мы свяжем вас с дизайнером, который сможет внести изменения и отправить вам изображение в выбранном вами формате.
Примеры
- Изменить текст
- Изменить цвета
- Изменение размера до новых размеров
- Включить логотип или символ
- Добавьте свою компанию или название компании
файлов включены
Загрузка сведений…
-
- Идентификатор изображения
- 13981367
-
- Цветовой режим
- RGB
-
- Художник
- BTRSELLER
Как правильно выбрать штангенциркуль
Главная » Как правильно выбрать штангенциркуль
Существует несколько основных типов штангенциркуля. Каждый тип может обеспечить размерные измерения расстояния между двумя точками, включая толщину и диаметр объекта. Некоторые штангенциркули также могут измерять глубину. Итак, если все штангенциркули могут в основном обеспечивать одинаковые измерения, почему существуют разные типы и как вы решаете, какой из них использовать?
Каждый тип может обеспечить размерные измерения расстояния между двумя точками, включая толщину и диаметр объекта. Некоторые штангенциркули также могут измерять глубину. Итак, если все штангенциркули могут в основном обеспечивать одинаковые измерения, почему существуют разные типы и как вы решаете, какой из них использовать?
В каждом типе штангенциркуля используется свой метод вывода для передачи показаний измерения пользователю. Тип, который вы должны выбрать, зависит от приложения, в котором используется инструмент, и предпочтений пользователя. Давайте рассмотрим три основных типа измерительных штангенциркулей, чтобы лучше понять их суть.
Основные типы штангенциркуля, используемые в прецизионных измерениях
- Штангенциркуль
- Цифровой штангенциркуль
- Штангенциркуль со шкалой
Все штангенциркули, как правило, обеспечивают одинаковую точность. Если требуется большая точность, пользователь должен вместо этого использовать микрометр.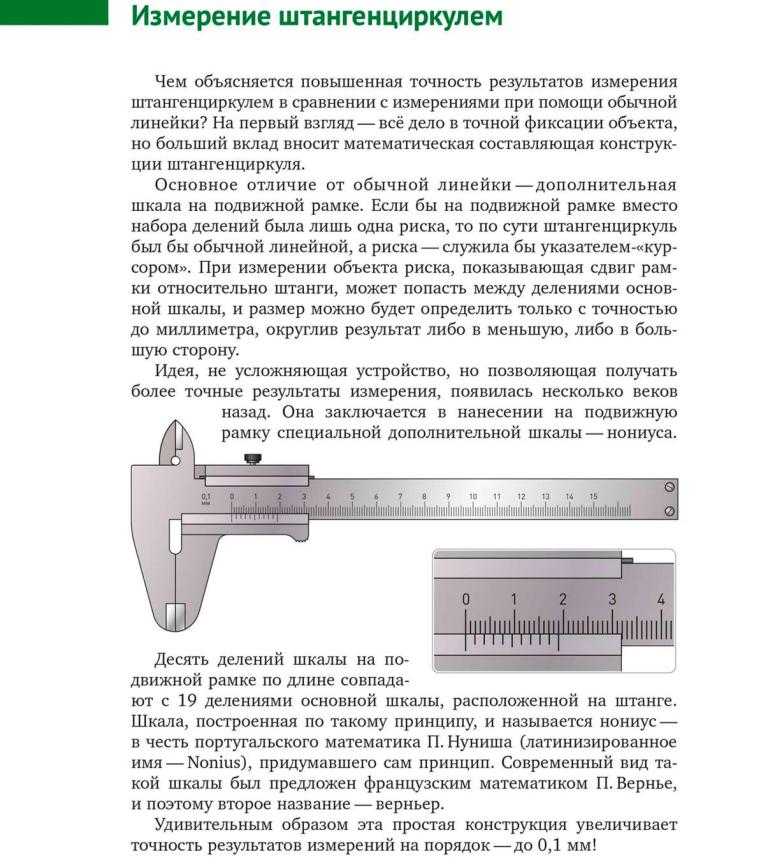
Штангенциркули — самый надежный вариант
Совет от руководителя нашей калибровочной лаборатории:
t жертвовать качеством»
Показания штангенциркуля
Штангенциркули обычно имеют разрешение 0,001 дюйма при использовании британских единиц или вариант 0,02 мм или 0,05 мм при использовании метрических единиц, что означает, что они могут обеспечить точные измерения до 1/1000 дюйм. Существует возможность ошибки пользователя с этим типом устройства, поскольку оно использует 2 шкалы для получения показаний измерения: основную шкалу и нониусную шкалу. На основной шкале отображаются основное число и первый десятичный разряд показаний измерения, а на нониусной шкале — второй десятичный знак.
Преимущества штангенциркуля
Этот штангенциркуль является наиболее экономичным вариантом, хотя есть несколько вариантов, которые могут оказаться довольно дорогими. Кроме того, хотя некоторые штангенциркули отображают только метрические или британские единицы измерения, доступны параметры, отображающие обе единицы измерения.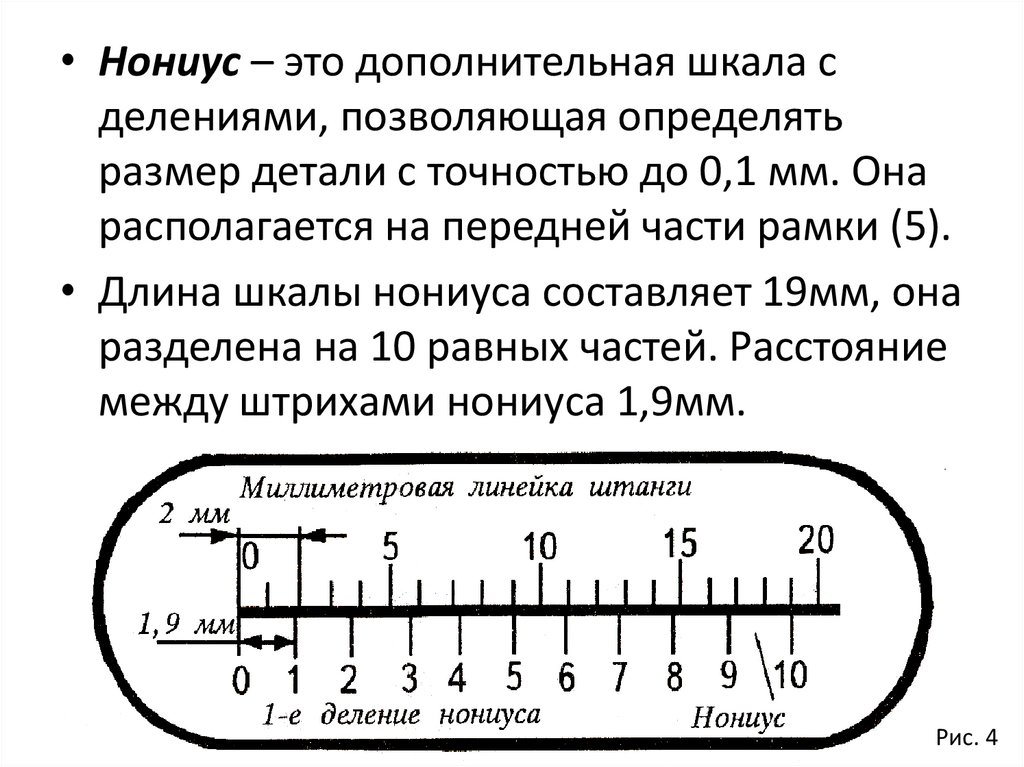
Штангенциркуль является наиболее надежным вариантом, поскольку его можно использовать во влажной, сухой, масляной или магнитной среде. Кроме того, поскольку он не требует источника питания, этот штангенциркуль обеспечивает большую гибкость и может использоваться в самых разных областях. Многие пользователи предпочитают механические штангенциркули цифровым вариантам.
Основным недостатком штангенциркуля является то, что он менее точен, чем штангенциркуль с циферблатом или цифровой штангенциркуль.
Штангенциркули – самый точный вариант
Измерение показаний штангенциркуля
Штангенциркули обеспечивают точность измерений до 3 знаков после запятой, или 1/1000 дюйма. Получение измерения на этом устройстве также состоит из двух частей, поскольку оно использует как основную шкалу, так и циферблатную шкалу. Деления основной шкалы на циферблате соответствуют интервалам в 0,1 дюйма, а деления на циферблате представляют интервалы в 0,001 дюйма. Пользователи объединяют 2 показания, чтобы получить окончательные показания измерений.
Пользователи объединяют 2 показания, чтобы получить окончательные показания измерений.
Преимущества штангенциркуля
Штангенциркуль является механическим, поэтому для считывания показаний не требуется источник питания. Однако реечная система, используемая в этом устройстве, хрупкая, и инструмент становится бесполезным, если циферблат сломан. Этот штангенциркуль доступен в вариантах, которые отображают единицы измерения только в метрических, только в британских единицах или в метрических и британских единицах измерения.
Основным недостатком этого прибора является то, что он чувствителен к магнитным полям, что означает, что он не так эффективен в таком количестве применений, как штангенциркуль.
Цифровые штангенциркули — самый простой и быстрый вариант
Цифровые штангенциркули для измерения показаний
Цифровые штангенциркули обеспечивают точные показания измерений с точностью до 3 знаков после запятой, или 1/1000 дюйма. Эта версия является самой простой в использовании, так как она мгновенно выдает показания измерений.
Эта версия является самой простой в использовании, так как она мгновенно выдает показания измерений.
Преимущества цифрового штангенциркуля
Прежде всего, цифровые штангенциркули позволяют пользователям устанавливать контрольную точку и быстрее находить отличия от этой точки. (Штангенциркуль с циферблатом также в некоторой степени обладает этой способностью.) Как правило, цифровые штангенциркули также имеют кнопку, которая позволяет пользователям мгновенно переключаться между метрическими и имперскими показаниями. Эти функции в сочетании с мгновенным считыванием делают этот штангенциркуль самым быстрым вариантом для использования. Кроме того, некоторые цифровые штангенциркули имеют возможность передавать данные, экономя время пользователей, исключая процесс записи данных вручную во время использования.
Основным недостатком цифрового штангенциркуля является то, что он требует источника питания. Из-за этого инструмент подвержен повреждению из-за влаги или коррозии аккумулятора.
 На цифровой штангенциркуль также могут влиять магнитные поля. Наконец, это самый дорогой вариант.
На цифровой штангенциркуль также могут влиять магнитные поля. Наконец, это самый дорогой вариант. Как правильно выбрать штангенциркуль
При выборе штангенциркуля решение сводится к сочетанию предпочтений пользователя и типа применения, в котором будет использоваться инструмент. Каждый вариант обеспечит точные и точные измерения, если инструмент правильно обслуживается. Как уже упоминалось, цифровой штангенциркуль наиболее чувствителен к влаге, а циферблатный штангенциркуль наиболее чувствителен к каплям. Однако со всем прецизионным измерительным оборудованием следует обращаться с осторожностью. Вот несколько советов по обслуживанию, применимых ко всем типам суппортов.
Для получения дополнительной информации о правильном уходе за размерными инструментами прочитайте нашу публикацию «Советы по уходу за размерными инструментами».
Советы по обслуживанию штангенциркуля:
- Всегда храните штангенциркуль в футляре, в котором находится инструмент, для защиты от повреждений ржавчина
Совет по обслуживанию от руководителя калибровочной лаборатории Michelli Weighing & Measurement:
Падения являются одним из наиболее распространенных способов повреждения суппорта, который не подлежит ремонту. Много раз, когда штангенциркуль падает, он падает на одну из внешних или внутренних измерительных губок, что создает заусенцы на измерительной поверхности.
Много раз, когда штангенциркуль падает, он падает на одну из внешних или внутренних измерительных губок, что создает заусенцы на измерительной поверхности.
Вы можете проверить, не повреждены ли кончики браншей, поднеся закрытые штангенциркули к свету и отыскав точки, через которые проходит видимый свет. Все штангенциркули одинаково восприимчивы к этому повреждению, независимо от показаний. Производители более высокого класса используют более качественные материалы, которые более устойчивы к такому типу износа/неправильного обращения.
Команда Michelli Weighing & Measurement помогает правильно ухаживать за вашим прецизионным измерительным оборудованием.
Мы предлагаем услуги по ремонту и калибровке широкого спектра измерительного оборудования в соответствии со стандартами NIST Traceable и ISO 17025. Отправьте свое прецизионное измерительное оборудование в наши калибровочные лаборатории, где специалисты Michelli предоставят советы по обслуживанию и техническому обслуживанию, чтобы обеспечить максимально долгий срок службы вашего оборудования.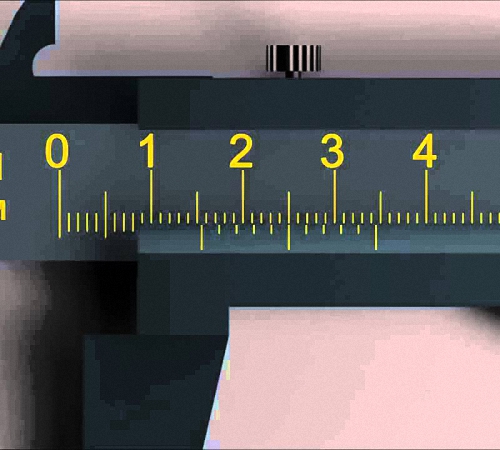
Мы также можем помочь вам сохранить толерантность с помощью TRAC, системы управления активами, доступной для всех клиентов Michelli Weighing & Measurement. TRAC помогает отслеживать записи, активы и калибровки. Пользователи также могут устанавливать планы обслуживания для каждого актива, что позволяет автоматически получать напоминания по мере приближения сроков калибровки. Узнайте больше о TRAC здесь.
Запросить цену
Диаграмма шкалы штангенциркуляОнлайн-обучение » Важный вопрос » Штангенциркуль
Штангенциркуль — это устройство, которое измеряет размеры объекта. Штангенциркуль — это инструмент, используемый в машиностроении, металлообработке, лесном хозяйстве, деревообработке, науке и других профессиях.
Автор: dhanyaranjan
Опубликовано 26 июня 2022 г.
Содержание
Штангенциркуль
Штангенциркуль — это устройство для измерения размеров объекта. Штангенциркуль — это инструмент, используемый в машиностроении, металлообработке, лесном хозяйстве, деревообработке, науке, медицине и других профессиях. Каллипер — это британское написание того же слова.
Штангенциркуль — это инструмент, используемый в машиностроении, металлообработке, лесном хозяйстве, деревообработке, науке, медицине и других профессиях. Каллипер — это британское написание того же слова.
Штангенциркули многих различных типов позволяют считывать измерения на линейчатой шкале, циферблате или цифровом дисплее, в то время как другие штангенциркули так же просты, как компас, с направленными внутрь или наружу точками, но без шкалы. Наконечники штангенциркуля регулируются, чтобы соответствовать точкам измерения, а размер определяется путем измерения между наконечниками с помощью другого измерительного инструмента. Линейка — еще один вариант измерения.
Отдельный инструмент называется «штангенциркулем» или «штангенциркулем», а штангенциркуль называется «парой нониусов» или просто «нониусом» в разговорном языке.
Самый древний штангенциркуль был обнаружен в затонувшем греческом корабле Giglio у берегов Италии, который датируется 6 веком до нашей эры. Деревянный компонент уже имел фиксированную и подвижную челюсть, а кронциркули все еще использовались греками и римлянами, несмотря на их редкость.
Во времена китайской династии Синь бронзовый штангенциркуль использовался для минутных измерений, и надпись на одном из них указывала, что он был изготовлен в первый день первого месяца первого года Шицзяньго.
Кроме того, Пьер Вернье разработал современный штангенциркуль как усовершенствование нониуса Педро Нуньеса.
Подробнее о:
- Слои атмосферы по порядку, последовательность, диаграмма
- Закон Ома: определение, формула, примеры
- Первый закон термодинамики
- Борцы за свободу Индии
- Список самых популярных фестивалей Индии 2022
Штангенциркуль Цифровой
Электронный дисплей заменяет аналоговый циферблат в популярном усовершенствовании. Показание отображается в виде числового значения на дисплее, и вместо реечной передачи в этих штангенциркулях используется линейный энкодер. Большинство цифровых штангенциркулей позволяют преобразовывать сантиметры, миллиметры и дюймы, а также обнулять дисплей в любом положении вместе с ползунком. Кроме того, цифровые штангенциркули могут выполнять те же дифференциальные измерения, что и штангенциркули со шкалой, но цифровые штангенциркули могут иметь опцию «фиксация показаний». Кроме того, эти свойства цифровых штангенциркулей позволяют считывать размеры после использования в неудобных местах, когда дисплей не виден.
Кроме того, цифровые штангенциркули могут выполнять те же дифференциальные измерения, что и штангенциркули со шкалой, но цифровые штангенциркули могут иметь опцию «фиксация показаний». Кроме того, эти свойства цифровых штангенциркулей позволяют считывать размеры после использования в неудобных местах, когда дисплей не виден.
Нержавеющая сталь используется в большинстве 6-дюймовых цифровых штангенциркулей. При более длительных измерениях точность той же методики снижается.
Цифровой интерфейс значительно сокращает время, необходимое для выполнения и записи серии измерений, а также повышает надежность записей. Цифровые штангенциркули включают в себя последовательный вывод данных, который позволяет им взаимодействовать со специальным записывающим устройством или персональным компьютером. Можно создать или приобрести соответствующее устройство для преобразования последовательного вывода данных в обычные компьютерные интерфейсы, а измерения можно вводить непосредственно в электронную таблицу, инструмент статистического управления процессом или аналогичное программное обеспечение с использованием такого преобразователя.
Эти печатные платы объединяются для создания двух переменных конденсаторов, которые не совпадают по фазе. Емкость изменяется по линейной и повторяющейся схеме по мере перемещения ползунка, а схема, встроенная в ползунок, подсчитывает столбцы по мере его перемещения и выполняет линейную интерполяцию на основе величин конденсаторов для определения точного положения ползунка. Индуктивные датчики линейных перемещений используются и в других цифровых штангенциркулях. Магнитные линейные энкодеры используются в других цифровых штангенциркулях, а индуктивные линейные энкодеры обеспечивают надежную работу при наличии таких загрязнений, как охлаждающие жидкости.
Схема штангенциркуля
Схема штангенциркуляСчитывание и измерение шкалы штангенциркуля
Штангенциркуль состоит из двух шкал, одна из которых фиксированная, а другая регулируемая. Основная шкала, также известная как фиксированная шкала, представляет собой калиброванную L-образную раму с фиксированной губкой.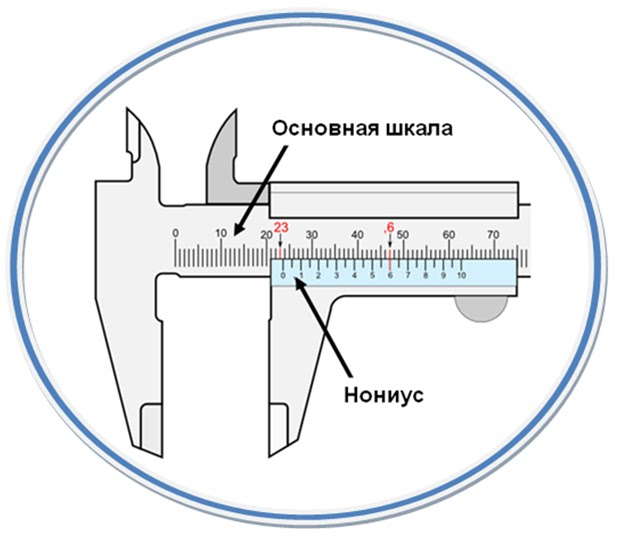 Шкала нониуса, подвижная шкала, которая скользит по основной шкале и имеет подвижную губку для измерения наконечников для внутренних и внешних измерений, скользит по основной шкале.
Шкала нониуса, подвижная шкала, которая скользит по основной шкале и имеет подвижную губку для измерения наконечников для внутренних и внешних измерений, скользит по основной шкале.
Нониусная шкала используется как для внутренних, так и для внешних измерений, когда результат находится между двумя делениями на основной шкале. Он работает, зажимая губки на рабочей поверхности и считывая показания с основной шкалы. В комплект поставки входит регулировочный винт для фиксации скользящей шкалы на фиксированной шкале для точного размещения подвижной челюсти.
Связанный пост:
- Радиус Земли
- Современная периодическая таблица элементов с названием и атомной массой
- Коммуникационные барьеры: определение, примеры, скачать PDF
- Разница между растительной клеткой и животной клеткой
- Разница между массой и весом
Схема шкалы штангенциркуля – часто задаваемые вопросы
Для чего нужен штангенциркуль?
Штангенциркули обычно используются для контроля качества в научных учреждениях и промышленности.
Для чего нужен микрометр?
Микрометрический штангенциркуль — это инструмент, используемый для точных линейных измерений параметров твердого тела, таких как диаметр, толщина и длина.
Что такое нониусная шкала?
Основная шкала штангенциркуля разделена на миллиметры, а шкала нониуса имеет длину 9 мм и 10 делений. Таким образом, деления шкалы нониуса имеют длину 0,9 мм или на 0,1 мм короче, чем деления основной шкалы.
Что влечет за собой показания микрометра?
На ней десять цифр, каждая из которых разделена на четверти, и она напоминает линейку. Цифры, начертанные на рукаве, закрываются или открываются, когда наперсток вращается вокруг него. Когда вы представляете отметки на рукаве в виде долларов и монет, легко прочитать микрометр.
В чем разница между микрометром и штангенциркулем?
Основное различие между штангенциркулем и микрометром заключается в том, что в первом используются две скользящие шкалы с различным расстоянием между отметками на каждой шкале, а во втором используется винт для преобразования небольших расстояний, перемещаемых его губками, в большие длины по отмеченной шкале.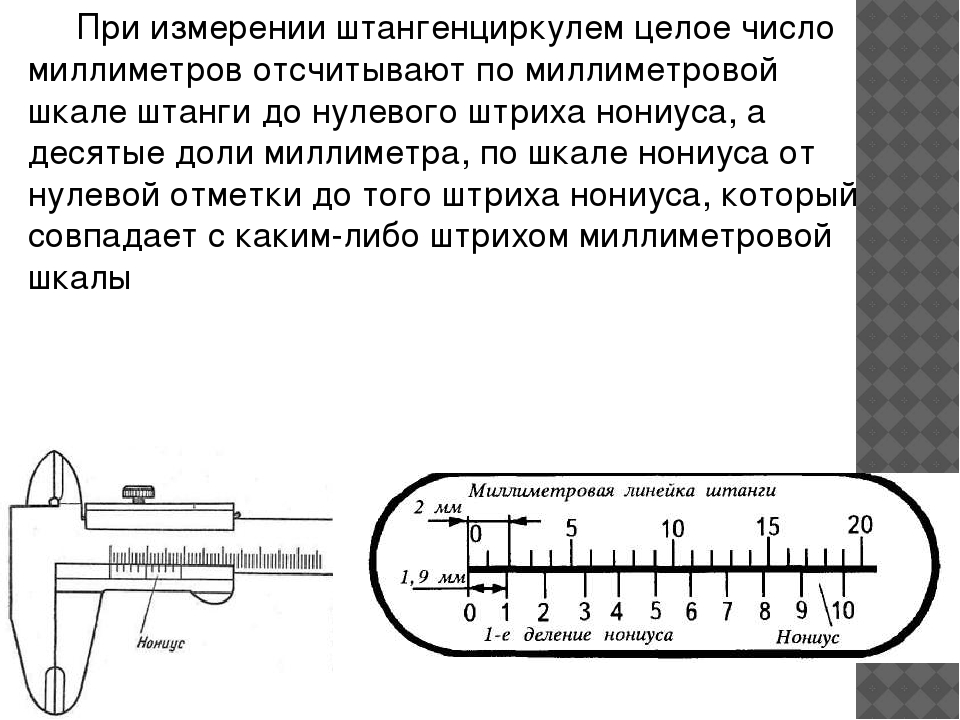 .
.
Делиться заботой!
18
акции
