Что такое штангенциркуль и для чего он используется. Какие бывают виды штангенциркулей. Как правильно пользоваться штангенциркулем и снимать показания. Каковы основные характеристики штангенциркулей.
Что такое штангенциркуль и для чего он предназначен
Штангенциркуль — это универсальный измерительный инструмент, который позволяет с высокой точностью измерять наружные и внутренние линейные размеры, а также глубину отверстий. Основными элементами штангенциркуля являются:
- Штанга с основной миллиметровой шкалой
- Рамка с нониусом или цифровым дисплеем, перемещающаяся по штанге
- Губки для наружных и внутренних измерений
- Линейка глубиномера
Штангенциркуль применяется в машиностроении, приборостроении и других отраслях промышленности для контроля размеров деталей. Он позволяет производить измерения с точностью до 0,1 мм, а некоторые модели — до 0,01 мм.
Основные виды штангенциркулей
В зависимости от конструкции и назначения выделяют следующие основные виды штангенциркулей:

1. Нониусные штангенциркули
Это классический тип штангенциркуля, в котором точность отсчета обеспечивается с помощью нониусной шкалы. Основные модели:
- ШЦ-I — с двусторонним расположением губок и глубиномером
- ШЦ-II — с двусторонними губками и устройством для разметки
- ШЦ-III — с односторонним расположением губок для крупногабаритных деталей
2. Цифровые (электронные) штангенциркули
Оснащены цифровым дисплеем, который показывает результат измерения. Обеспечивают высокую точность и удобство считывания показаний.
3. Индикаторные штангенциркули
Имеют круговую шкалу со стрелкой для отсчета долей миллиметра. Сочетают преимущества механических и цифровых моделей.
Как правильно пользоваться штангенциркулем
Чтобы получить точные результаты измерений штангенциркулем, необходимо соблюдать следующие правила:
- Перед началом работы проверить исправность инструмента — губки должны плотно смыкаться, нулевые отметки шкал совпадать.
- Очистить измеряемую деталь и измерительные поверхности штангенциркуля от загрязнений.
- При измерении наружных размеров плотно обхватить деталь губками штангенциркуля.
- Для измерения внутренних размеров раздвинуть губки до упора в стенки отверстия.
- При измерении глубины установить основание штангенциркуля на край отверстия и выдвинуть линейку глубиномера до упора в дно.
- Зафиксировать положение рамки стопорным винтом.
- Аккуратно вывести штангенциркуль из контакта с деталью и снять показания.
Как правильно снимать показания со штангенциркуля
Порядок считывания результатов измерения зависит от типа штангенциркуля:

Для нониусного штангенциркуля:
- По основной шкале определить целое число миллиметров.
- На нониусе найти штрих, совпадающий со штрихом основной шкалы.
- Умножить номер этого штриха на цену деления нониуса.
- Сложить целые миллиметры и доли, полученные по нониусу.
Для цифрового штангенциркуля:
Считать показания непосредственно с дисплея. Большинство моделей позволяют переключать единицы измерения между миллиметрами и дюймами.
Для индикаторного штангенциркуля:
- По основной шкале определить целые миллиметры.
- По круговой шкале со стрелкой определить доли миллиметра.
- Сложить оба значения.
Основные характеристики штангенциркулей
При выборе штангенциркуля следует обращать внимание на следующие параметры:
- Диапазон измерений — максимальный размер, который можно измерить данным инструментом.
- Цена деления — минимальное расстояние между соседними штрихами шкалы.
- Погрешность измерения — максимально допустимое отклонение показаний от истинного значения.
- Материал изготовления — влияет на прочность и долговечность инструмента.
- Наличие дополнительных функций — например, возможность обнуления показаний в произвольной точке.
Преимущества и недостатки разных видов штангенциркулей
Каждый тип штангенциркуля имеет свои плюсы и минусы:

Нониусные штангенциркули
Преимущества:
- Простая конструкция
- Низкая стоимость
- Не требуют источника питания
Недостатки:
- Сложность считывания показаний для неопытных пользователей
- Относительно низкая точность (до 0,05 мм)
Цифровые штангенциркули
Преимущества:
- Высокая точность измерений (до 0,01 мм)
- Простота считывания показаний
- Дополнительные функции (память, переключение единиц измерения)
Недостатки:
- Зависимость от элементов питания
- Чувствительность электроники к влаге и ударам
- Более высокая стоимость
Правила ухода и хранения штангенциркулей
Для обеспечения долговечности и точности измерений необходимо соблюдать следующие правила обращения со штангенциркулем:
- После каждого использования очищать инструмент от загрязнений мягкой тканью.
- Хранить штангенциркуль в специальном футляре при комнатной температуре.
- Избегать падений и ударов инструмента.
- Периодически смазывать подвижные части штангенциркуля.
- Не допускать попадания влаги на измерительные поверхности.
- Регулярно проводить калибровку инструмента.
Области применения штангенциркулей
Штангенциркули широко используются в различных отраслях промышленности и техники:

- Машиностроение — контроль размеров деталей и заготовок
- Автомобильная промышленность — измерение толщины тормозных дисков, диаметра цилиндров
- Приборостроение — проверка габаритов электронных компонентов
- Ювелирное дело — определение размеров камней и украшений
- Деревообработка — контроль толщины пиломатериалов
- Строительство — измерение диаметров труб, толщины листовых материалов
Универсальность и точность штангенциркуля делают его незаменимым инструментом для любых работ, требующих точных линейных измерений.
Штангенциркуль
Содержание
- Основные сведения
- Доступные разновидности
- Хорош ли электронный вариант
- Принцип работы электронного варианта
- Штангенциркуль или микрометр
- Советы по проведению измерений
- Заключение
Во время проведения производственных работ по выпуску деталей требуется постоянный контроль за размерами конечных изделий. Если разбежности должны фиксироваться в-десятых и сотых долях миллиметра, тогда незаменимым будет электронный штангенциркуль. Чтобы оперировать им наилучшим образом, требуется знание основных деталей, а также принцип проведения вычислений. Именно об этом будет рассказано в статье, а также приведены советы по покупке наилучшего агрегата.
Основные сведения
На первый взгляд, штангенциркуль кажется и простым, и сложным одновременно. Он немного похож на обычную линейку, но имеет несколько смещающихся частей. Благодаря этому штангенциркуль подходит не только для контроля длины заготовки, но и также ее диаметра. Что бывает очень важным в токарном деле. Кроме того, на одном из концов штангенциркуль располагается шток, который утапливается в отверстие, что дает возможность определить его глубину. Штангенциркуль получил свое название в силу наличия градуированной линейки, которая называется штангой, а также за счет губок, которыми при необходимости можно описать окружность. Деление на линейке штангенциркуля такое же, как и на токарной линейке и равняется 1 мм. Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50 и больше сантиметров.
Что бывает очень важным в токарном деле. Кроме того, на одном из концов штангенциркуль располагается шток, который утапливается в отверстие, что дает возможность определить его глубину. Штангенциркуль получил свое название в силу наличия градуированной линейки, которая называется штангой, а также за счет губок, которыми при необходимости можно описать окружность. Деление на линейке штангенциркуля такое же, как и на токарной линейке и равняется 1 мм. Общая длина штангенциркуля может разниться и находится в пределах от 15 до 50 и больше сантиметров.
Упомянутые губки штангенциркуля находятся на конце, противоположном конце шкалы от глубиномера. Они располагаются по двум сторонам от штанги. Предназначение одних на штангенциркуле заключается в измерении внешнего, а других – внутреннего диаметра деталей. Когда измерения штангенциркулем приходится проводить при плохом освещении или в труднодоступном месте, тогда очень поможет фиксатор. Обычно он находится на подвижной раме штангенциркуля и представляет собой небольшой болтик. При его закручивании рамка штангенциркуля остается на своем месте до послабления. Такой функционал штангенциркуля особенно пригодится, если необходимо размеры с одной конструкции перенести на чертеж.
При его закручивании рамка штангенциркуля остается на своем месте до послабления. Такой функционал штангенциркуля особенно пригодится, если необходимо размеры с одной конструкции перенести на чертеж.
Все было бы просто, если бы диаметры и другие величины всегда были целыми числами. Но в большинстве своем они имеют десятичный остаток. Чтобы вычислить размер до десятых и сотых есть еще одна шкала. Она называется нониусной шкалой штангенциркуля. Обычно она располагается на подвижной рамке штангенциркуля. На штангенциркулях, которые применяются для несложных вычислений в быту или на уроках труда, нониусная шкала не превышает длину в 1 см и 9 мм. Чтобы сориентироваться по шкале, необходимо раздвинуть губки или утопит глубиномер в требуемую деталь, зафиксировать фактический размер на большой шкале, а после этого посмотреть, какое из делений нониуса образует прямую линию с большой шкалой или точно совпадает с нижней шкалой прибора.
Доступные разновидности
До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
- с нониусной шкалой или ШЦ;
- с циферблатной шкалой или ЩЦК;
- с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
Хорош ли электронный вариант
Если вы только начинаете осваивать процесс измерения штангенциркулем, тогда выручить сможет цифровой вариант. Его преимуществом является также высокая скорость проведения измерений. Суть заключается в том, что после сведения губок на детали, моментально выводится конечная цифра на цифровой дисплей. Нет необходимости присматриваться к нониусной шкале. Как правило, такие приборы идут с полным набором возможностей, который включает двухсторонние губки, а также глубиномер. Наличие дисплея практически никак не увеличивает конечный вес. Модуль не тяжелее дополнительной шкалы, которая присутствует на стандартном варианте. Продвинутые варианты такого вида штангенциркуля обладают дополнительными портами ввода-вывода, а также встроенным конвертером. Можно в несколько касаний передать полученные значения на внешний носитель или ПК.
Его преимуществом является также высокая скорость проведения измерений. Суть заключается в том, что после сведения губок на детали, моментально выводится конечная цифра на цифровой дисплей. Нет необходимости присматриваться к нониусной шкале. Как правило, такие приборы идут с полным набором возможностей, который включает двухсторонние губки, а также глубиномер. Наличие дисплея практически никак не увеличивает конечный вес. Модуль не тяжелее дополнительной шкалы, которая присутствует на стандартном варианте. Продвинутые варианты такого вида штангенциркуля обладают дополнительными портами ввода-вывода, а также встроенным конвертером. Можно в несколько касаний передать полученные значения на внешний носитель или ПК.
Электронная часть штангенциркуля нуждается в питании. Чаще всего в этой роли выступает батарейка типа CR2032. Хотя потребление минимально и хватает одного заряда надолго, но может приключиться неприятный инцидент и прибор сядет в неподходящее время, когда необходимо проводить замеры. Другим недостатком является то, что микросхемы и электронные датчики не терпят вибраций и ударов. Это означает, что погрешность штангенциркуля может повышаться при неаккуратном обращении. Контакты электрической части от влаги подвергаются процессу окисления, что легко выводит электронный штангенциркуль из строя. В некоторых случаях некорректно может сработать конвертер, что может иметь далеко идущие последствия в производственном процессе. Всех этих нюансов лишен обычный механический прибор.
Другим недостатком является то, что микросхемы и электронные датчики не терпят вибраций и ударов. Это означает, что погрешность штангенциркуля может повышаться при неаккуратном обращении. Контакты электрической части от влаги подвергаются процессу окисления, что легко выводит электронный штангенциркуль из строя. В некоторых случаях некорректно может сработать конвертер, что может иметь далеко идущие последствия в производственном процессе. Всех этих нюансов лишен обычный механический прибор.
Принцип работы электронного варианта
На самом деле электронный штангенциркуль не имеет ничего сверхъестественного в принципе своего функционирования. Расчет производится в таком же порядке, как и в механическом варианте, только он автоматизирован за счет электронной шкалы нониуса. Внутри модуля находится емкостный датчик. Он реагирует не смещение подвижной планки или шкалы. Чтобы он мог снимать показания, на него подается небольшой разряд от конденсаторов. В схеме их предусмотрено два. Внутри основной планки находится элемент, который накапливает статическое электричество и отдает его датчику.
Внутри основной планки находится элемент, который накапливает статическое электричество и отдает его датчику.
Штангенциркуль или микрометр
Что выбрать из предложенных вариантов, будет зависеть от сферы применения и требуемого уровня точности. Цифровой штангенциркуль может иметь погрешность в две сотые. Поэтому если речь идет о высокоточном машинном строении, тогда цифровой штангенциркуль будет дублирующим или второстепенным инструментом, а на первый план выйдет микрометр. Он способен выдать результат до миллионной доли метра. Но у него есть свои ограничения. Между его губками способна поместиться деталь с толщиной или диаметром не более 5 см. На рынке уже появились микрометры с цифровым дисплеем, который максимально упрощает процесс снятия показаний при измерении. Он обладает такими же преимуществами и недостатками по сравнению с механическим, как и штангенциркули.
Советы по проведению измерений
До того как приступить к измерениям, необходимо хорошо осмотреть сам штангенциркуль и убедиться в его исправности. Первым делом губки сводятся в свое начальное положение. При этом стоит оценить, на каком делении находится нулевая линия, если по шкале нониуса она совпадает со стартовым значением, тогда все хорошо. Визуально осматривается поверхность губок. На них не должно быть зазубрин, а между ними не должно быть пространства, они должны хорошо смыкаться. Именно в этом случае можно будет говорить о минимальной погрешности и идеально точном результате в отношении производимой детали. Желательно, чтобы измеряемая деталь была прочно закреплена в тисках. Это позволит избежать ее смещения в процессе, что могло бы повлиять на цифры. Ее необходимо поместить между рабочими губками и свести первые. Для металлов и пластика необходимо приложить усилие, чтобы губки подошли вплотную. Если измерение проводится на древесине или другом мягком материале, тогда излишнее усилие только навредит.
Первым делом губки сводятся в свое начальное положение. При этом стоит оценить, на каком делении находится нулевая линия, если по шкале нониуса она совпадает со стартовым значением, тогда все хорошо. Визуально осматривается поверхность губок. На них не должно быть зазубрин, а между ними не должно быть пространства, они должны хорошо смыкаться. Именно в этом случае можно будет говорить о минимальной погрешности и идеально точном результате в отношении производимой детали. Желательно, чтобы измеряемая деталь была прочно закреплена в тисках. Это позволит избежать ее смещения в процессе, что могло бы повлиять на цифры. Ее необходимо поместить между рабочими губками и свести первые. Для металлов и пластика необходимо приложить усилие, чтобы губки подошли вплотную. Если измерение проводится на древесине или другом мягком материале, тогда излишнее усилие только навредит.
Совет! Чтобы было легче сдвигать шкалу нониуса, в конструкции предусматривается специальное колесико. Штангенциркуль нужно удерживать за линейку плоскостью ладони, а колесико двигать большим пальцем. После замера не забудьте зафиксировать полученный результат болтиком сверху. Пример считывания показаний можно посмотреть на видео
После замера не забудьте зафиксировать полученный результат болтиком сверху. Пример считывания показаний можно посмотреть на видео
Заключение
Штангенциркуль был и остается незаменимым и востребованным инструментом в большинстве областей производства. Каждый уважающий себя домашний мастер должен уметь им пользоваться и иметь в наличии. На рынке можно найти отечественных и зарубежных производителей. Комплектующие большей частью производятся в Китае, поэтому выявлять наиболее удобный вариант лучше конкретными измерениями.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
назначение, виды, характеристики, как пользоваться + считывать результаты
Содержание
Виды штангенциркулей
Прежде чем выяснять, как правильно нужно измерять штангенциркулем, следует разобраться с видами этого измерительного инструмента. Производители выпускают рассматриваемые устройства следующих видов:
Производители выпускают рассматриваемые устройства следующих видов:
- Нониусные — они обозначаются буквами ШЦ, и представляют собой механический измерительный инструмент, который имеет основную шкалу на неподвижной линейке, а также дополнительную на подвижной рамке (в зависимости от модели, на подвижной рамке может быть одна или две шкалы). Нониусными их называют за счет шкалы на подвижной рамке, которая имеет градацию в долях миллиметров. Практически у каждого мастера имеются универсальные нониусные штангенциркули, которыми пользоваться легко при наличии знаний, однако они имеют недостаток — большая погрешность
- С циферблатом или стрелочный — обозначаются как ШЦК, а отличаются они от нониусных наличием круглой формы циферблата, который находится на подвижной штанге. Специальный зубчатый механизм передачи усилия позволяет получать точные результаты измерений. По основной разметке происходит определение миллиметров, а доли исчисляются по круговой шкале
- Цифровые или ШЦЦ — на измерительной рамке вместо циферблата расположен цифровой дисплей, отображающий результаты измерений.
 Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Если в нониусных и циферблатных устройствах измерения нужно снимать самостоятельно, то в цифровых штангенциркулях соответствующие показатели выводятся на дисплей. Это самые высокоточные и дорогие измерительные инструменты, которые применяются в сферах, где важная высокая точность
Это интересно!Нониусные штангенциркули являются разборными, что делает их ремонтопригодными в случае заклинивания механизма перемещения. Чтобы не пришлось ремонтировать штангенциркуль, при его эксплуатации необходимо периодически вносить смазочное вещество в конструкцию подвижной части. Нониусные штангенциркули по конструкции и назначению классифицируются на такие виды:
- ШЦ-1 — рабочие или измерительные губки присутствуют с двух сторон, а предназначены они для того, чтобы выполнять измерительные действия внутреннего и наружного диаметра
- ШЦ-2 — губки, которые предназначены для измерений внутренних и наружных диаметров, совмещены, а также имеют одинаковые размеры. Плоские поверхности измерителей расположены внутри, а цилиндрические размещены наружу.
 С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений
С обратной стороны от штанги расположились кромки, которые предназначены для проведения разметочных работ. Эти кромки имеют хорошую заточку. В устройстве приборов типа ШЦ-2 имеется микрометрическая рамка, позволяющая повысить точность проводимых измерений - ШЦ-3 — имеют одностороннее размещение измерительных губок, а предназначены такие инструменты для проведения измерений при работе с большими деталями и заготовками
Рассматриваемые типы инструментов предназначены для выявления размеров разных деталей — трубы, болты, гайки, провода, арматура и прочие виды заготовок. Самыми практичными считаются нониусные модели, а самыми точными — цифровые устройства. Разница в цене между нониусными и цифровыми существенная, поэтому для хозяйства вполне хватает механического штангенциркуля, которым перед применением, нужно научится правильно пользоваться.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть. Если они не совпадают, то измерения будут неточными
- Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то ее ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.
Измерение наружных поверхностей штангенциркулем
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Измерение внтутренних поверхностей штангенциркулем
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Измерение глубины штангенциркулем
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей — винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Замер резьбовых соединений штангенциркулем
Как правильно снять необходимые показания со штангенциркуля?
Снять правильно показания со штангенциркуля можно несколькими способами. Далее мы рассмотрим их наиболее детально. Можно правильно высчитывать число целых полученных миллиметров. Чтобы осуществить измерения, таким образом, нужно на шкале штанги найти штрих, который располагается левее от нониуса и его штриха 0. Далее запоминают или записывают значения. Можно высчитывать и доли миллиметров. Ищут штрих на самой шкале нониуса, далее ищут штрих совпадений неподвижной шакалы и нониуса и получают правильное значение. Также можно высчитать и правильное полное измерение. Чтобы это выполнить, достаточно сложить два предыдущих полученных значения.
Ищут штрих на самой шкале нониуса, далее ищут штрих совпадений неподвижной шакалы и нониуса и получают правильное значение. Также можно высчитать и правильное полное измерение. Чтобы это выполнить, достаточно сложить два предыдущих полученных значения.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.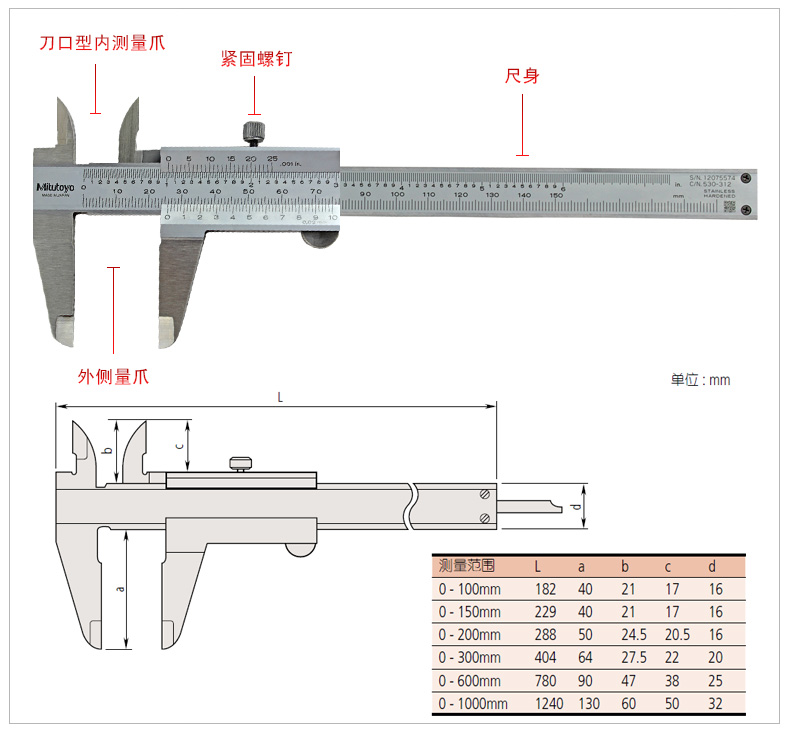
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов. Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера
Штангенциркуль | Измерительные инструменты
Штангенинструмент предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей.
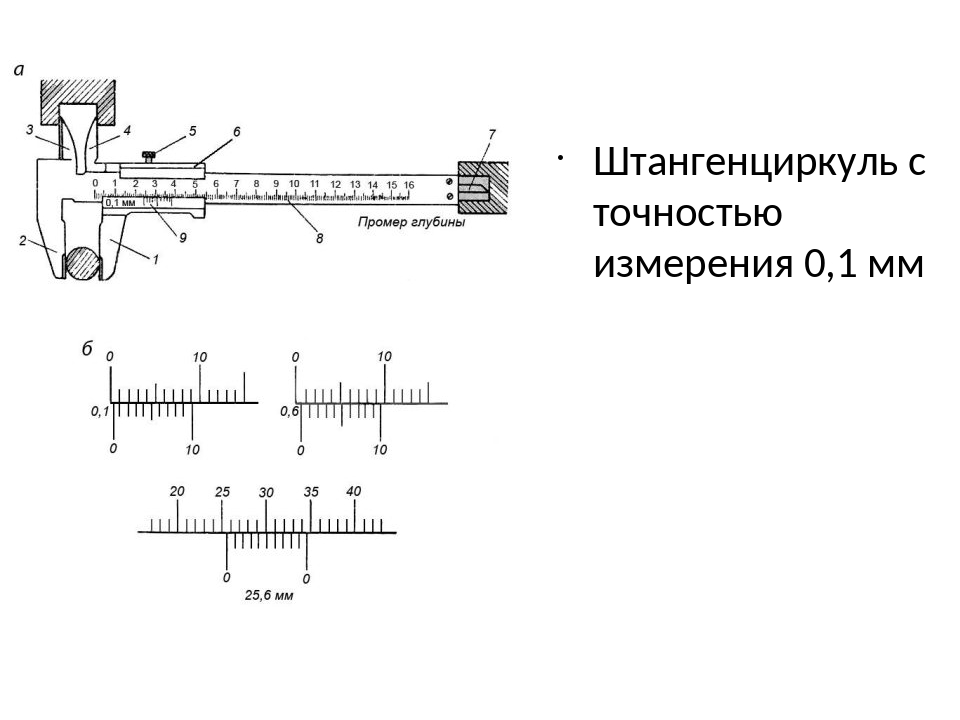
К нему относятся штангенциркули (рис. 8.2), штангенглубиномеры и штангенрейсмасы. Основными частями штангенинструментов являются штанга-линейка с делениями шкалы 1 мм и перемещающаяся по линейке шкала-нониус. По шкале-линейке отсчитывают целое число миллиметров, а по нониусу – десятые и сотые доли миллиметра.
По шкале-линейке отсчитывают целое число миллиметров, а по нониусу – десятые и сотые доли миллиметра.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Типы и характеристики нониусов
Основные типы нониусов (I-IV) представлены на рис. 8.3.
Основными характеристиками нониуса являются величина отсчета по нониусу (цена деления нониуса) а и модуль нониуса у, которые определяются по следующим формулам: а = i/n; у =(l+i)/(ni), где i – цена деления основной шкалы, мм; n – число делений нониуса; l- длина шкалы нониуса мм.
Рис. 8.2. Конструкция штангенциркулей: а – типа ШЦ-I; б – типа ШЦ-II; в – типа ШЦ-Ш; 1 – штанга-линейка; 2 – измерительные губки; 3 – рамка; 4 – винт зажима рамки; 5 – нониус; 6 – линейка глубиномера; 7 – рамка
Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05; 0,02 мм.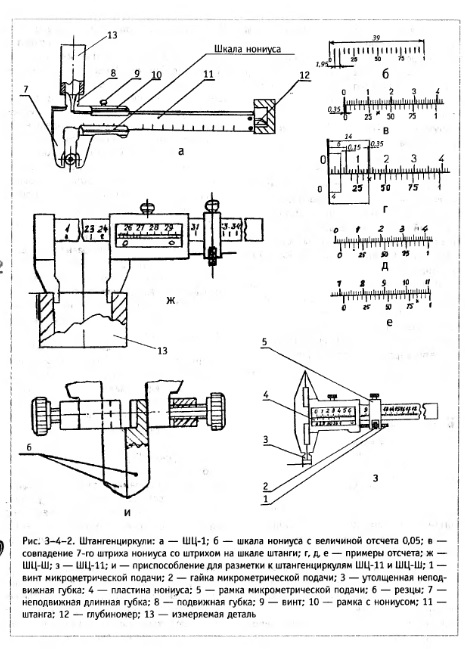
Рис. 8.3. Типы нониусов
Типы штангенциркулей
ГОСТ 166-80 предусматривает изготовление и использование трех типов штангенциркулей: ШЦ-I с ценой деления 0,1 мм, ШЦ-II с ценой деления 0,05 мм и ШЦ-Ш с ценой деления 0,05 и 0,1 мм. Кроме того, на заводах применяют ранее изготовленные штангенциркули с ценой деления нониуса 0,02 мм, а также индикаторные штангенциркули с ценой деления индикатора 0,1; 0,05; 0,02 мм. По основной линейке с неподвижными губками перемещается рамка с подвижными измерительными губками. Для плавного перемещения рамки по штанге-линейке предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке установлен стопорный винт.
Рис. 8.4. Конструкция индикаторного штангенциркуля: 1 – рамка; 2 – зубчатая рейка; 3 – зубчатое колесо
В штангу индикаторного штангенциркуля (рис. 8.4) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра. В настоящее время самыми «передовыми» являются штангенциркули с цифровой индикацией.
Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра. В настоящее время самыми «передовыми» являются штангенциркули с цифровой индикацией.
Виды штангенциркулей
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦ-IC — (штангенциркуль со стрелочным отсчётом) для отсчёта показаний вместо нониуса имеет отсчётную стрелочную головку. В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают на круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
-
ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки.
 Для облегчения последней оснащён рамкой микрометрической подачи.
Для облегчения последней оснащён рамкой микрометрической подачи. - ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Не желательно допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определен ГОСТ 8.113-85 .
Изобретение относится к области изготовления сварного штангенциркуля, преимущественно штангенциркуля типа ШЦ-Ш-400. 1000-0,1 по ГОСТ 166-89 и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент. Для повышения долговечности за счет повышения стойкости к электрохимической коррозии и снижения брака изготовления за счет уменьшения растрескивания сварных швов, для изготовления губок используют среднеуглеродистую хромистую сталь мартенситного класса, для изготовления штанги и рамки используют низкоуглеродистую хромоникелевую аустенитную сталь, а перед сваркой проводят нормализацию поверхностей губок, предназначенных для сварки, путем обезуглероживания до получения в них содержания углерода 0,07. 0,15%. ел С
РЕСПУБЛИК (я)5 G 01 В 3/20
ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР) уч / jf,,(1
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4925235/28 (22) 04.04,91 (46) 23.04.93. Бюл. йт 15 (71) Донецкий политехнический институт (72) В.И.Алимов, А.П.Штыхно и В.Г.Оноприенко (56) Технологический процесс изготовления штангенциркуля типа Ш Ц-Ш-400-1000-0,1 Ставропольский инструментальный завод, Ставрополь, 1981, Авторское свидетельство СССР
N 1700351, кл. G 01 В 3/20, 1989. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГЕНЦИРКУЛЯ (57) Изобретение относится к области изготовления сварного штангенциркуля, преимущественно штангенциркуля типа
Изобретение относится к области изготовления измерительного инструмента, преимущественно сварного штангенциркуля типа ШЦ-Ш 400. 1000 — 0,1 по ГОСТ 16689, состоящего из штанги, сваренной с неподвижной губкой и рамки, сваренной с подвижной губкой, причем губки имеют измерительные поверхности для наружных и внутренних измерений,и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент.
Цель изобретения — повышение долговечности штангенциркуля за счет повышения стойкости к злектрохимической коррозии и снижения брака изготовления за.. Ж 1810735 А1
Ш Ц-Ш-400. 1000 — 0,1 по ГОСТ 166 — 89 и может быть использовано на инструментальных заводах, производящих штангенциркули и подобный им инструмент. Для повышения долговечности за счет повышения стойкости к электрохимической коррозии и снижения брака изготовления эа счет уменьшения растрескивания сварных швов, для изготовления губок используют среднеуглеродистую хромистую сталь мартенситного класса, для изготовления штанги и рамки используют низкоуглеродистую хромоникелевую аустенитную сталь, а перед сваркой проводят нормализацию поверхностей губок, предназначенных для сварки, путем обеэуглероживания до получения в них содержания углерода 0,07. 0,15%, ° май счет уменьшения растрескивания сварных 00 швов, Ъ
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
-
Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
- Нижних измерительных губок корпуса штанги. Они предназначены для определения внешних размеров детали или заготовки. Измерительные плоскости губок — внутренние, а их вылет определяется пределами измерений, на которые рассчитана данная модель инструмента.
 Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель.
Согласно госстандарту, вылет нижних губок может быть от 35…42 мм до 63…125 мм, в зависимости от пределов измерений, на которые рассчитана данная модель. - Верхних измерительных губок корпуса штанги, при помощи которых определяются размеры внешних поверхностей изделий. Контрольные плоскости верхних губок также тарированы, а их вылет, как и в предыдущем случае, определяется возможностями и типом изделия. Он составляет от 16 до 30 мм.
- Зажимного винта с рифлёной головкой, при помощи которого фиксируется текущее положение рамки.
- Глубиномера, представляющего собой плоский шлифованный штырь, скользящий в направляющих, которые расположены с противоположной стороны корпуса штанги. На рабочем торце штыря имеется конусный скос с целью снижения размеров торцевой поверхности глубиномера. Это даёт возможность оценки глубины отверстий с малыми диаметрами.
Устройство инструмента
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Сравнительные характеристики
Первым делом, при выборе штангенциркуля потребуется определиться с его размерами и с деталями, которые будут замеряться. Для маленьких поверхностей, не превышающих 13 см, рекомендуется использовать инструмент до 150 мм. Это самая распространенная модель, пользоваться и хранить ее удобно и легко.
Для деталей 20–30 см лучше использовать штангенциркуль больших размеров, но управление довольно сложное, особенно, если деталь находится на станке. При определении размера инструмента еще важна его точность и измерительный шаг. При токарных работах необходимо подбирать инвентарь повышенной точности, класса 0,01 мм, с возможными погрешностями до 0,02 мм.
Для работы с деревом подойдет более низкая точность, поскольку сырье мягкое, может расширяться от влаги. Для столярных работ модели окажутся более дешевыми, их выбор намного шире.
Дополнительные функции — немаловажная деталь электронных штангенциркулей. Современные модели помогают измерять в мм и дюймах, а вот фракционные данные показывают не все. Среди остальных функций выделяют:
- возможность подключения к компьютеру — модели такого типа помогут упростить подсчеты большого числа деталей, когда нужно составлять определенный отчет замеров. Подключение бывает проводного и беспроводного вида, после синхронизации создается отчет в электронном виде,
- автоматическое отключение или включение прибора позволяет увеличить срок службы батарейки.
Последний фактор, который учитывается при выборе — материал изделия. От этого параметра зависит срок эксплуатации и защитные характеристики. Рекомендуется покупать штангенциркуль из нержавейки, который не подвергается коррозии и не боится нагрузок. Для токарных работ лучше брать технику, защищенную от масла. Уличная работа предусматривает модели с защитой от пыли, влаги, класса IP54 и выше.
Для токарных работ лучше брать технику, защищенную от масла. Уличная работа предусматривает модели с защитой от пыли, влаги, класса IP54 и выше.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.

Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.

- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства.:strip_icc():format(jpeg)/kly-media-production/medias/3179023/original/065888700_1594701646-jangka_sorong_3.jpg) Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей.
 Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным. - К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер».
 При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли. - Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Точность изделия
Штангенциркули разметочные предназначены сугубо для нанесения разметки и проведения измерений
Притом очень важно, чтобы устройство было максимально точным. Так что к этому качеству предъявляются самые суровые требования
Так что к этому качеству предъявляются самые суровые требования
Обычно производители указывают значение точности в техническом паспорте разметочного устройства. Тем не менее у некоторых изделий эта характеристика указывается на упаковке или на самом штангенциркуле. Согласно строгим регламентам (в т. ч. и ГОСТ 166–89), допустимый «разброс» в точности может быть от 0,02 до 0,1 мм.
Однако следует учитывать, что на эту характеристику могут негативно влиять определённые факторы:
- Повреждения рабочих поверхностей (например, царапины или забоины).
- Отсутствие параллельности между губками.
- Износ губок.
- Некачественная настройка нулевых показаний.
- Чрезмерные усилия при эксплуатации изделия.
- Грязь между деталями.
Нониусный штангенциркуль: конструктивные особенности
Нониусный штангенциркуль – это одно из самых распространенных средств измерения, сфера применения которого широка и практически не ограничена. Этот инструмент незаменим во многих сферах производства, строительства или в хозяйственной деятельности. Такую «популярность» инструмент приобрел благодаря простоте в использовании и точности измерений, которые проводятся с его помощью.
Этот инструмент незаменим во многих сферах производства, строительства или в хозяйственной деятельности. Такую «популярность» инструмент приобрел благодаря простоте в использовании и точности измерений, которые проводятся с его помощью.
Любой штангенциркуль этого вида имеет особенности конструкции, определяющие его качественные характеристики и функциональные особенности. В основе конструкции лежит измерительная штанга, на которую при помощи специальных технологий нанесена основная шкала инструмента. Именно на эту шкалу принято ориентироваться прежде всего, при проведении любых видов измерений.
По штанге этого измерительного инструмента движется особенная подвижная рамка, на которую определенным способом нанесена другая шкала. Именно эта подвижная металлическая рамка и называется нониусом. Разметка стандартного нониуса предполагает шкалу, указывающую не целые числа, а доли деления, что позволяет достичь высокой точности измерений. Цена деления стандартного нониуса может быть различной и порой составляет десятые, а то и сотые доли миллиметра.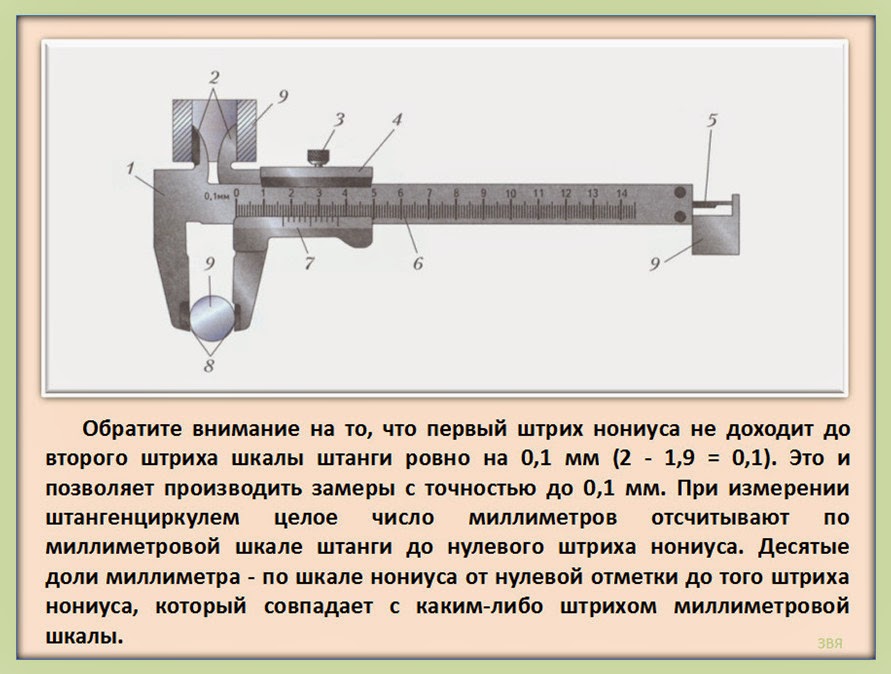
Но это далеко не все конструктивные особенности нониусного штангенциркуля. Этот измерительный инструмент конструктивно состоит из следующих частей:
- губки внутренние;
- винт для фиксации.
- штанга;
- линейка глубиномера;
- губки наружные;
- подвижная рамка;
- нониус;
Некоторые средства измерений этого типа имеют двухстороннее расположение губок, а другие – имеют губки только одного типа. Верхние губки предназначены для проведения различных видов внутренних замеров канавок, углублений или проемов, а верхние – для измерения наружных размеров. Некоторые виды нониусных штангенциркулей, цена которых несколько выше, имеют, кроме прочего, линейку глубиномера. Название этого элемента конструкции говорит само за себя и предназначены такие линейки для измерения глубины.
Принцип проведения измерений при помощи штангенциркуля, купить который сегодня не составляет сложности, предельно прост, но имеет свои особенности. Губки штангенциркуля для проведения замеров разводят посредством передвижения нониуса по основной шкале средства измерения. В случае, если измерению подлежат внешние размеры, следует не раздвигать, а, напротив, сдвигать губки штангенциркуля.
Губки штангенциркуля для проведения замеров разводят посредством передвижения нониуса по основной шкале средства измерения. В случае, если измерению подлежат внешние размеры, следует не раздвигать, а, напротив, сдвигать губки штангенциркуля.
Допустим, перед нами стоит задача провести измерения точных размеров какой-либо детали при помощи нониусного штангенциркуля. Что нужно сделать? Алгоритм предельно прост:
- В первую очередь, следует расположить деталь слева губки для наружных измерений и зажать ее между губками.
- Затем следует зафиксировать положение рамки при помощи специального винта.
- Зафиксировать количество «полных» миллиметров.
- Найти штрих на штанге, наиболее приближенный к нулю на нониусе.
- Высчитать доли миллиметра по нониусной шкале.
- Найти на нониусе штрих, наиболее приближенный к нулю.
- Определить порядковый номер найденного штриха.
- Порядковый номер разделить на фактическую цену деления нониуса.

- Для получения наиболее точного результата необходимо суммировать целые числа по шкале штангенциркуля и доли, которые указаны на нониусе.
Как вы могли заметить, измерения при помощи штангенциркуля – достаточно несложная процедура, в особенности, если иметь определённые навыки. Еще проще проводить измерения, если вы предпочтете нониусному классическому инструменту более современные его виды с циферблатом или вовсе электронные модели. Впрочем, многие мастера – консерваторы им сегодня пользуются «классическими» штангенинструментами, считая их более привычными и надежными.
Купить штангенциркуль любого из перечисленных видов вы можете в нашем интернет – магазине по самой выгодной цене. В нашем каталоге представлены штангенциркули в самом широком ассортименте и только высокого качества, соответствующего государственному стандарту. Мы предлагаем выгодные условия сотрудничества, приемлемые цены и гарантии лучших отечественных и зарубежных производителей. Сделать заказ просто, для этого достаточно заполнить форму на нашем сайте. Все вопросы вы можете задать нашим менеджерам, позвонив по телефонам, указанным в разделе сайта «Контакты». Удобные способы оплаты, быстрая доставка вашего заказа, наличие паспорта на каждое изделие и гарантии производителя – вот далеко не полный перечень преимуществ сотрудничества с нашей компанией.
Сделать заказ просто, для этого достаточно заполнить форму на нашем сайте. Все вопросы вы можете задать нашим менеджерам, позвонив по телефонам, указанным в разделе сайта «Контакты». Удобные способы оплаты, быстрая доставка вашего заказа, наличие паспорта на каждое изделие и гарантии производителя – вот далеко не полный перечень преимуществ сотрудничества с нашей компанией.
Рекомендуемые товары
Штангенциркуль 500 0.05 Гост «СтИЗ»
Описание: ШЦ-III — измерительный инструмент высокой точности, так как имеет цену деления 0, 05. Соот..
1 ₽
Штангенциркуль 630 0.05 Гост «СтИЗ»
Описание: ШЦ-III — измерительный прибор высокой точности с ценой деления 0, 05 и максимальным предел..
1 ₽
Похожие статьи
18. Измерение размеров деталей с помощью штангенциркуля
18. Измерение размеров деталей с помощью штангенциркуля
18. Измерение размеров
деталей с
помощью штангенциркуля
Измерение размеров
деталей с
помощью штангенциркуля
При изготовлении деталей из тонколистового металла и проволоки вы пользовались простейшими контрольно-измерительными инструментами: линейкой, слесарным угольником и др. Для измерения и контроля деталей с большей точностью применяют штангенциркули. Они предназначены для измерения наружных и внутренних размеров деталей и глубины отверстий, пазов, канавок. Штангенциркули бывают разных типов и отличаются пределами и точностью измерения.
|
|
На рис. 62 показан штангенциркуль ШЦ-1 с пределами измерения от 0
до 125 мм и точностью-0,1 мм. Он состоит из штанги 1 с неподвижными губками —
верхней 2 и нижней 9. На штанге имеется шкала с миллиметровыми делениями. По
штанге перемещается подвижная рамка 4 с верхней 3 и нижней 8 губками, которая
может быть закреплена в нужном положении зажимным винтом 5. К подвижной рамке
прикреплен глубиномер 6.
Верхние губки служат для измерения внутренних размеров (например, диаметров отверстий), нижние — для измерения наружных размеров. Глубиномером измеряют глубину пазов и отверстий.
Каким же образом удается измерять десятые доли миллиметра, если шкала штангенциркуля имеет миллиметровые деления? Для этой цели служит вспомогательная шкала, называемая нониусом 7 (рис. 62). Длина нониуса 19 мм, поделен он на 10 равных частей, следовательно, цена каждого деления 1,9 мм.
При сомкнутых губках нулевые штрихи шкалы штанги и нониуса совпадают (рис. 63), а десятый штрих нониуса совмещается с девятнадцатым штрихом миллиметровой шкалы. Обратите внимание на то, что первый штрих нониуса не доходит до второго штриха шкалы штанги ровно на 0,1 мм (2 — 1,9 = 0,1). Это и позволяет производить замеры с точностью до 0,1 мм.
измерения штангенциркулем. Положение шкалы штанги и нониуса при измерении размеров: а — 0,4 мм; б — 6,9 мм; в — 34,3 мм
При измерении штангенциркулем целое число миллиметров отсчитывают
по миллиметровой шкале штанги до нулевого штриха нониуса, а десятые доли
миллиметра, по шкале нониуса от нулевой отметки до того штриха нониуса, который
совпадает с каким-либо штрихом миллиметровой шкалы (рис. 64).
64).
Помните, что штангенциркуль — это точный и дорогостоящий инструмент, требующий бережного обращения.
На предприятиях штангенциркуль является одним из основных инструментов у рабочих различных специальностей и у контролеров станочных и слесарных работ. Контролеры должны знать правила настройки и регулирования контрольно-измерительных инструментов и приборов, методы проверки качества поверхностей, правила приемки деталей и т. д.
Правила обращения со штангенциркулем
1. Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2. Нельзя класть инструмент на нагревательные приборы.
3. Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4. Губки
штангенциркуля имеют острые концы, поэтому при
измерении соблюдайте осторожность.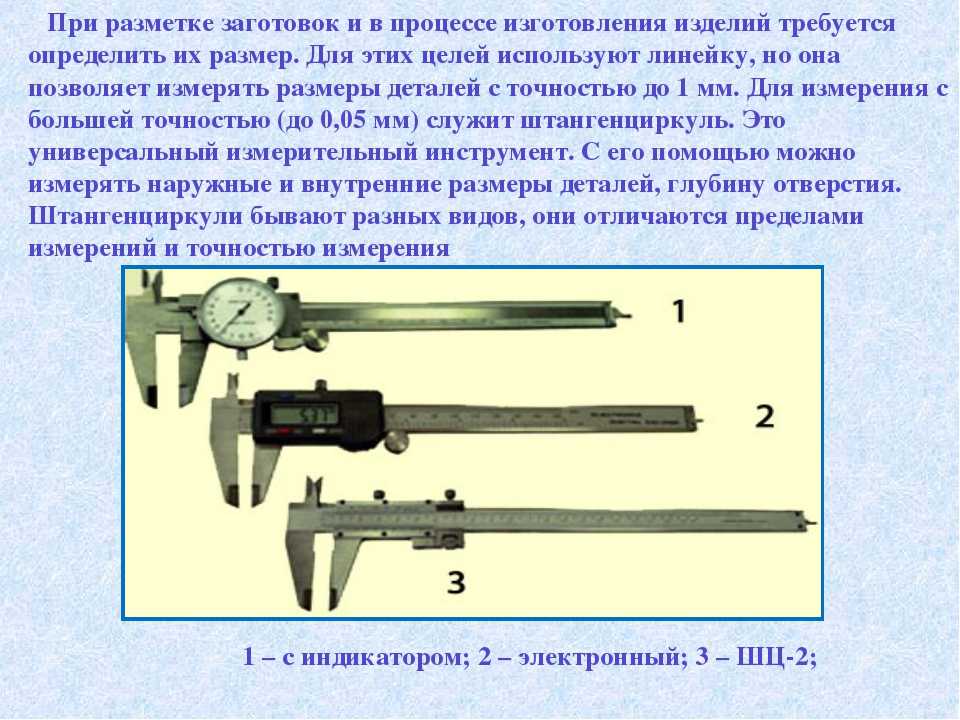
5. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6. При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Практическая работа
Измерение размеров деталей штангенциркулем
1. Выполните в рабочей тетради эскиз ступенчатого валика, изображенного на рис. 65.
2. Измерьте каждый размер три раза и запишите результаты в таблицу:
| Название изделия | Количество деталей | Название деталей | Форма деталей | Габаритные размеры деталей | Материал |
Найдите среднее арифметическое трех замеров.
3. Проставьте найденные размеры на эскизе.
Новые понятие: Штангенциркуль, штанга, подвижная рамка, глубиномер, нониус, контролер станочных и слесарных работ.
Вопросы и задания.
1. Из каких основных частей состоит штангенциркуль?
2. Сколько измерительных шкал имеет штангенциркуль?
3. Какие измерения можно выполнять с помощью штангенциркуля?
4. Во сколько раз точность измерения штангенциркулем выше точности измерения линейкой?
5. Перечислите правила обращения со штангенциркулем.
6. Как по штангенциркулю производят отсчет целых и десятых долей миллиметра?
7. Какая особенность нониуса позволяет проводить измерения с точностью до 0,1 мм?
Сайт управляется системой uCoz
Штангенциркуль -устройство, как пользоваться инструментом, фото – Ремонт своими руками на m-stone.
 ru
ruДля выполнения высокоточных измерений применяется универсальный инструмент под названием штангенциркуль, получивший свое название от линейки-штанги. Работать с таким инструментом несложно. Об особенностях, разновидностях и главных характеристиках штангенциркулей мы расскажем далее.
- 1 Как пользоваться штангенциркулем, точность инструмента
- 2 Инструкция по использованию штангенциркуля
- 2.1 Особенности использования штангенциркуля
- 2.2 Подготовка перед измерением
- 2.3 Осуществление измерений
- 2.4 Определение внутренних параметров и глубины
- 2.5 Считывание показаний
- 3 Как работать штангенциркулем
- 4 Доступные разновидности
- 5 Какие бывают штангенциркули, их устройство и фото
- 6 Как правильно пользоваться штангенциркулем
- 6.1 Определение показаний по нониусу
- 6.2 Устройство механического штангенциркуля
- 6.3 Порядок проведения измерений, проверка исправности
- 7 Какова цена деления штангенциркуля и как считывать показания
- 8 Заключение
Как пользоваться штангенциркулем, точность инструмента
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.
На принцип пользования нониусом это не влияет.
Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео.
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение. Здесь важно учитывать значение деления, которое указывается на циферблате.
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.
Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.
Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей. Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности. И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом отметки на уровне «0» обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности;
выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения;
процесс измерения;
считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей. Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра.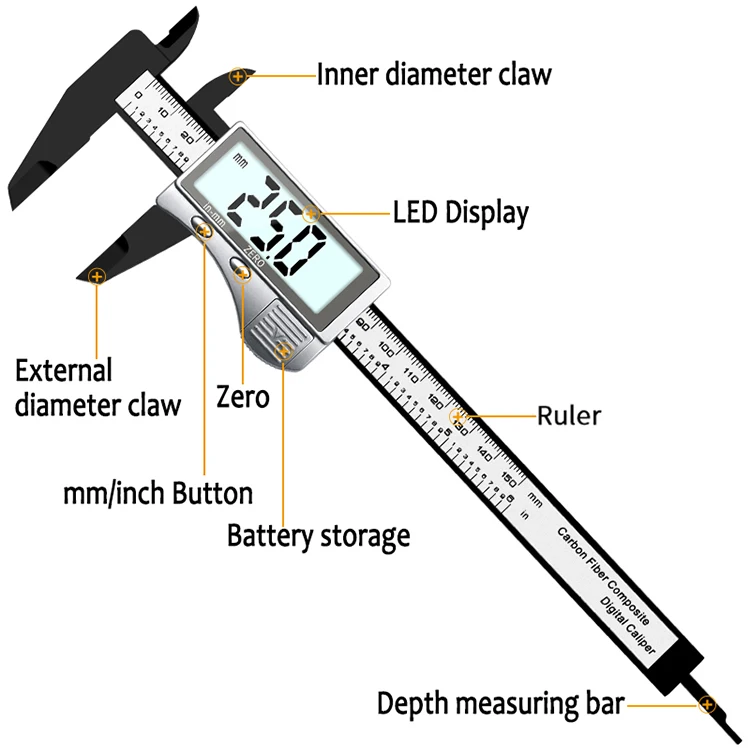 На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.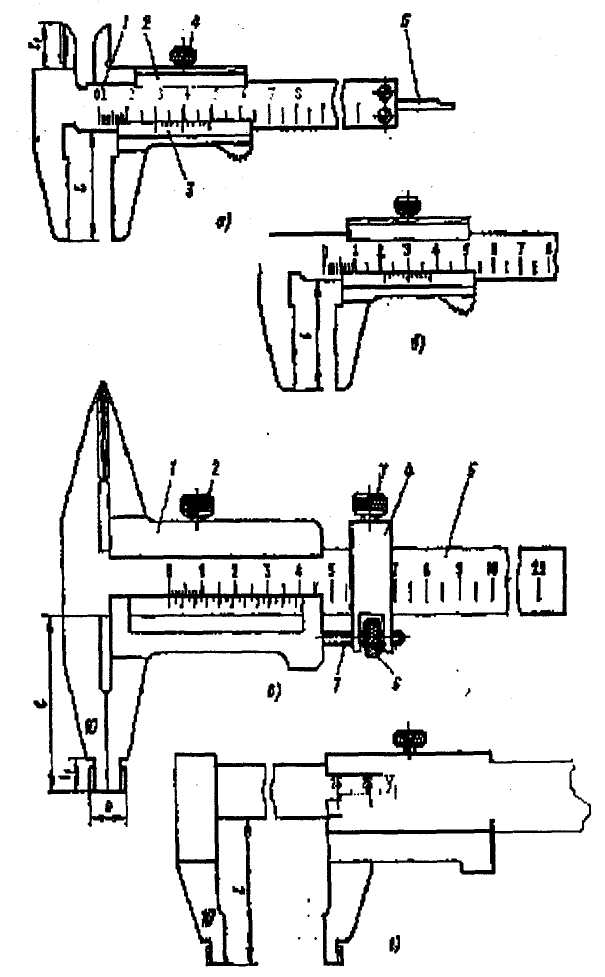
Необходимо зафиксировать положение меток с помощью прижимного винта
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Доступные разновидности
До определенного момента в свободной продаже были доступны несколько видов штангенциркулей. Сегодня их можно приобрести три вида. Каждый из них имеет свои особенности и способы реализации. В зависимости от размера выделяют восемь основных групп. Приобретать штангенциркуль лучше с заводским паспортом, в котором будут указаны возможные погрешности и способы калибровки. По способу определения размера десятичной части штангенциркули разделяют на:
с нониусной шкалой или ШЦ;с циферблатной шкалой или ЩЦК;с электронной цифровой шкалой ЩЦЦ.
Различия лежат не только в применяемой шкале, но и в наличии или отсутствии некоторых элементов в конструкции, например, те, в которых присутствуют основные узлы называются универсальными. Есть такие приборы, которыми можно измерить только наружный диаметр. Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
Губки у них твердосплавные, поэтому не подвергаются такому быстрому износу, как обычные. Их обозначают ШТЦ-1. На рынке доступен также штангенциркуль с меньшим порогом погрешности и дополнительной регулировкой шкалы сотых. Его обозначают ШЦ-2.
1
Штангенциркуль как гарантия точности измерений
Штангенциркуль – популярное среди домашних мастеров приспособление. Назначение этого инструмента – проведение сверхточных измерений линейных (внешних, внутренних) размеров разнообразных деталей и изделий, а также глубин пазов и отверстий. С помощью штангенциркуля можно выполнять любую разметку, затрачивая на подобную операцию минимум времени. Он гарантирует высокую скорость измерений. При этом погрешность замеров равняется нулю.
Основной частью штангенциркуля является линейка фиксированной длины, выполняющая функцию штанги
Штангенциркуль незаменим для выполнения точнейших подсчетов в разных отраслях промышленности. Он дает возможность отсчитывать доли деления. Существуют такие его разновидности, которые обеспечивают точность измерений до тысячных частей миллиметра. Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
Устройство описываемого прибора достаточно простое. В его конструкции имеются следующие элементы:
измерительная шкала;подвижные части и штанги;нониус;губки для внешних и внутренних замеров;зажимной механизм;линейка для глубинометрических измерений.
Ключевой частью штангенциркуля является линейка определенной длины (у большинства приспособлений она равняется 15 см), выполняющая функцию штанги. С ее помощью устанавливается наибольшее значение, измеряемое описываемым механизмом. На конце линейки, а также на подвижной раме прибора имеются ножевидные губки. Они предназначены для определения размеров конкретной детали, предмета. Рама дополнительно снабжена особым винтом. Он позволяет фиксировать итоги измерений.
Помощником линейки является нониус. Он нужен для получения абсолютно точных замеров. На нониусе стандартного штангенциркуля имеется 10 делений по 0,02–0,19 мм. При желании можно приобрести инструмент с другими показателями. Также прибор располагает небольшим «хвостиком» – специальным элементом, используемым для измерений глубины изделий.

Какие бывают штангенциркули, их устройство и фото
Прежде всего, нужно сказать, что еще с советских времен существует классификация штангенциркулей, насчитывающая 10 основных наименований, не считая специальных инструментов, о которых мы вспомним ниже. Конечно, нет смысла все их перечислять (кто захочет, найдет эту информацию в интернете). Мы рассмотрим только основные варианты исполнения этого инструмента.
На этой фото и фото современного штангеля, размещенных выше, изображен ШЦ-І, инструмент с двусторонними губками, одними – для измерения наружных размеров (5), вторыми – для внутренних (4), имеющий дополнительную штангу глубиномера (6), расположенную в пазу основной штанги.
По штанге (1) с основной шкалой измерений (3) передвигается подвижная рамка (2) со шкалой нониуса (7). Рамка фиксируется прижимным винтом (8).
Из всей номенклатурной линейки штангенциркулей нам еще будет интересен разметочный штангель ШЦР и ШЦТ-І, имеющий твердосплавные напайки концов губок – для разметки деталей из твердых металлов.
Изменения касаются больше частностей исполнения штангенциркулей. Они могут несколько отличаться друг от друга конструктивно (односторонние и двухсторонние губки, наличие или отсутствие рамки микрометрической подачи (8), исполнением из различных материалов т.п.)
Shtangentsirkul-6
Shtangentsirkul-7
Shtangentsirkul-8
И все же для рядового пользователя принципиальными будут отличия инструментов с обозначениями ШЦК – с круговой измерительной шкалой и ШЦЦ – с цифровой электронной шкалой.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Содержание
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом.
На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
Штанга.
Рамка.
Губки для наружных измерений.
Губки для внутренних измерений.
Линейка глубиномера.
Стопорный винт для фиксации рамки.
Шкала нониуса. Служит для отсчета долей миллиметров.
Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.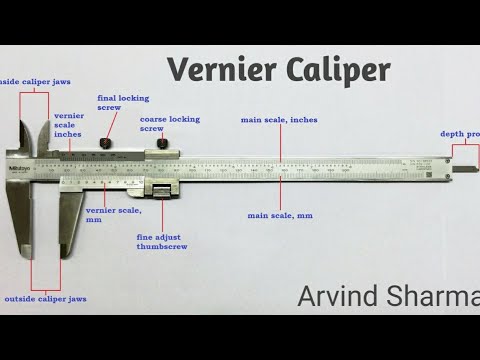 В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Источник: tehnouzel.ru
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Заключение
Штангенциркуль был и остается незаменимым и востребованным инструментом в большинстве областей производства. Каждый уважающий себя домашний мастер должен уметь им пользоваться и иметь в наличии. На рынке можно найти отечественных и зарубежных производителей. Комплектующие большей частью производятся в Китае, поэтому выявлять наиболее удобный вариант лучше конкретными измерениями.
Как правильно выбрать дрель для дома Как выбрать электролобзик Какой перфоратор выбрать для дома Выбираем электрические ножницы правильно
Источники:
- http://obustroen.
 ru/instrumenty-i-oborudovanie/ruchnoy-istrument/izmeritelyniy/kak-polzovatsya-shtangencirkulem.html
ru/instrumenty-i-oborudovanie/ruchnoy-istrument/izmeritelyniy/kak-polzovatsya-shtangencirkulem.html - http://stroi-specialist.ru/instrument/ruchnoj-instrument/shtangencirkul.html
- https://derevyannie-doma.com/materialy/ustroystvo-i-ispol-zovanie-shtangencirkulya.html
- https://homius.ru/kak-pravilno-polzovatsya-shtangentsirkulem-video.html
- https://bouw.ru/article/kak-vibraty-shtangentsirkuly
Штангенциркуль -устройство, как пользоваться инструментом, фото – Ремонт своими руками на m-stone.ru
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Устройство штангенциркуля
Выше уже показаны основные элементы инструмента с названиями, однако давайте разберемся подробнее. В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
В этом видео удачно показаны различные модели и примеры работы с ними, а также разобрано, из чего состоит штангенциркуль.
Механические модели
Они отличаются тем, что все замеры производятся ручным перемещением элементов и визуальным определением показаний по измерительной разметке.
В зависимости от конструкции изделия шкала может иметь различную длину (см. таблицу выше) и, соответственно допустимый диапазон измерения. Эти цифры не совпадают. Так, если длина разметки штанги инструмента составляет 14,5 см (цифровые обозначения могут быть проставлены не полностью, что видно на фото), то замерить с его помощью можно деталь или отверстие с шириной/диаметром/глубиной до 13…13,3 см.
Точность измерений определяется разметкой нониуса – до десятых или сотых долей миллиметра. Эта же цифра указывается на самом приборе в виде вот такой маркировки.
Каждый производитель, особенно зарубежный, может давать свою маркировку, поэтому при покупке изделия лучше уточнять у продавца, где именно эта маркировка проставлена и что она означает.
При работе с изделиями, производимыми в странах, где принята дюймовая система измерений (английская), может быть более удобен штангенциркуль с дюймовой разметкой нониуса в дополнение к миллиметровой.
Обратите внимание: в этом случае дюймовая разметка есть не только на нониусе, но и на штанге, а точность замеров указана отдельно для обеих систем измерения.
Электронные (цифровые) штангенциркули
В этих устройствах перемещение губок по штанге также выполняется вручную, но совмещение шкал и выдача замеров производится автоматически, с помощью отслеживания перемещения нониуса по магнитным меткам.
От частоты расположения меток и точности отслеживания зависит точность замеров.
Вот так может выглядеть «внутренность» цифрового штангенциркуля.
(Нижнее фото представлено в сильном увеличении)
Вот так выглядит вблизи основная часть электронного устройства.
Здесь тоже, как Вы видите, есть переключение с метрической системы измерений на дюймовую.
Стоит отметить, что при работе с такой моделью удобнее смотреть именно на показания на дисплее, отследить должным образом положение бегунка относительно разметки штанги труднее, чем в механическом устройстве.
Разметочные штангенциркули
Их стоит выделить в отдельную группу, поскольку с помощью этого инструмента можно не только замерить необходимый элемент изделия, но и перенести размер на другую деталь. Их особенностью является жесткая фиксация элементов инструментов относительно друг друга после выполнения замера – только в этом случае можно разметить деталь с необходимой точностью.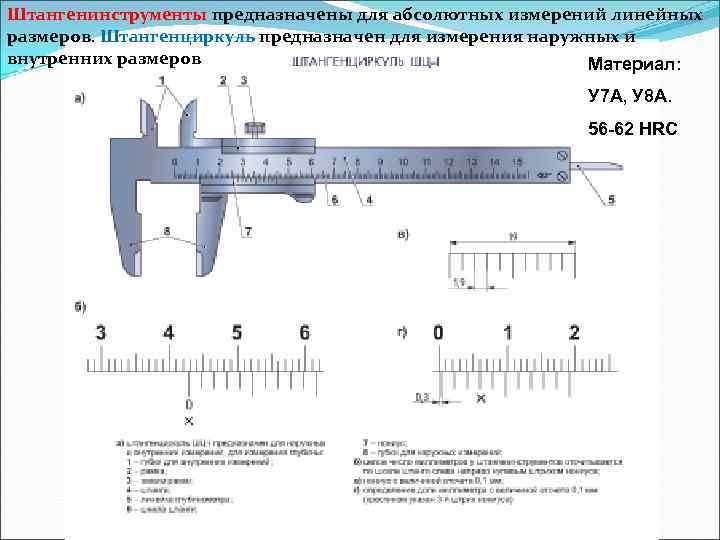
На этом фото представлена модель ШЦРТИ 200 – 0,1 с иглами. Напомним, что буква «Т» в маркировке означает изготовление губок или, в данном случае, игл, из твердого сплава.
Модель ШЦКТ-I- 150 – 0,02 с круговым нониусом, применяется в основном для замеров, но и для разметки также.
Модель ШЦР 150 – 0,1 с циркульной системой разведения губок.
Цифровой инструмент ШЦЦРТ 300 – 0,01 с циркульным разведением губок и точностью до сотых долей миллиметра.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Популярное: Изготовить стусло своими руками, или купить готовое?
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима
. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Инструкция по использованию штангенциркуля
Штангенциркуль, инструкция по использованию которого позволяет проводить довольно точные замеры, имеет простую конструкцию. Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Использовать его тоже достаточно просто. С помощью него можно определить внутренние и наружные габариты деталей. Мастер может узнать, какой глубиной обладают отверстия и всевозможные выступы.
Рекомендуем: Регулировка карбюратора любой бензопилы своими руками
Схема устройства штангенциркуля.
Особенности использования штангенциркуля
Штангенциркуль представляет собой высокоточное средство измерительной техники. Полученные в ходе измерений данные будут иметь точность в пределах 0,1-0,01 мм. Если перед вами встала необходимость определить наружные и внутренние габариты, то следует использовать снизу расположенные широкие, а также вспомогательные заостренные губки. Последние из упомянутых выше применяются и для осуществления разметки поверхности деталей.
Четыре вида измерения штангенциркулем.
Глубину отверстий и габариты выступов можно определить посредством глубиномера, который выступает в роли составляющей части описываемого инструмента. Конструкция штангенциркуля может быть разной, например, нониусной, стрелочной или электронной. Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Последние два варианта имеют еще второе название — циферблатный и цифровой штангенциркули соответственно. Все они обладают одинаковой конструкцией, а отличие их состоит только в типе отсчетного устройства.
Вышеупомянутые обстоятельства указывают на то, что принципы использования штангенциркуля нониусного, стрелочного или цифрового типов совершенно одинаковы, однако разница есть, и состоит она только в представлении информации прибором. По этой причине целесообразно рассмотреть пример одного из инструментов, например, нониусного.
Подготовка перед измерением
Цифровой штангенциркуль.
Перед использованием штангенциркуля его необходимо очистить от смазки и частичек пыли, уделив внимание поверхностям, которые будут задействованы в измерениях. Далее инструмент требуется проанализировать на точность. Если работа выполняется посредством нониусного прибора, сделать это будет просто — для этого только необходимо совместить главные (широкие) губки штангенциркуля, которые расположены снизу. При этом о обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
При этом о обеих шкал должны совпасть. Одновременно с этим 19-ая отметка шкалы должна совпасть с 10-ой — на нониусе. При соблюдении названных условий прибор можно считать исправным и полностью готовым к проведению измерений.
Руководство по использованию регламентирует правила и для анализа стрелочного и цифрового штангенциркулей, при этом тоже предстоит сопрячь между собой губки прибора.
В случае с циферблатом стрелочного инструмента указатель должен оказаться на нулевой отметке.
Тогда как на экране электронного аппарата должно появиться обозначение «0».
Осуществление измерений
Измерительные инструменты.
При проведении работ необходимо соблюдать осторожность, так как измерительные основания губок прибора обладают опасными краями. Для определения внешнего размера элемента следует плотно зажать его между главных, снизу расположенных губок. Инструмент при этом необходимо удерживать в правой руке, четыре пальца должны обхватить штангу, тогда как большой палец следует расположить на рамке. Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Рамку стоит перемещать большим пальцем, и после достижения нужного шага между губками, которые сопрягаются с измеряемым основанием, она закрепляется посредством зажима.
Перед тем как считать конечный результат, следует удостовериться в том, что губки приняли верное положение, при этом перекосов быть не должно, а при перемещении элемента между ними должно чувствоваться усилие.
Определение внутренних параметров и глубины
Внутренние параметры определяются посредством заостренных полостей, для чего их будет нужно привести в сопряженное состояние и расположить в измеряемый элемент детали. После этого вспомогательные губки можно развести. Перед считыванием данных необходимо проанализировать соблюдение вышеописанных условий.
Для того чтобы определить глубину, будет необходимо расположить в отверстии находящийся на торце прибора глубиномер. После этого можно начать раздвигать главные губки, пока глубиномер не соприкоснется с поверхностью. После того как это произойдет, можно смотреть, каковы показания. Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Эта же технология позволит еще и проанализировать габариты выступов. Стоит учесть, что не каждый инструмент имеет глубиномер.
Этапы проведения измерений:
подготовка прибора, включая его очистку и анализ точности; выставление значения прибора на нулевую отметку или максимально возможную для проведения измерения; процесс измерения; считывание данных.
Считывание показаний
Наиболее сложно считать информацию с нониусных приборов. Для того чтобы это сделать, прибор необходимо удерживать перед глазами, если несколько сместить штангенциркуль в сторону, то не избежать погрешностей. Не имеет значения, какой параметр анализировался, считывание производится по одному принципу.
Основание шкалы прибора обладает некоторым скосом, который необходим для эффективного совмещения ее с главной шкалой, по взаимному расположению данных градуировок и можно определить параметры элемента. Первоначально следует оценить количество целых миллиметров, которое соответствует значению деления главной шкалы, расположенной слева от нулевой отметки прибора. После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
После следует определить число долей миллиметра. На шкале располагается штрих, который совпадает с отметкой главной шкалы. Если подобных штрихов несколько, то нужно использовать значение, наиболее приближенное к нулю нониуса.
Источник: moiinstrumenty.ru
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.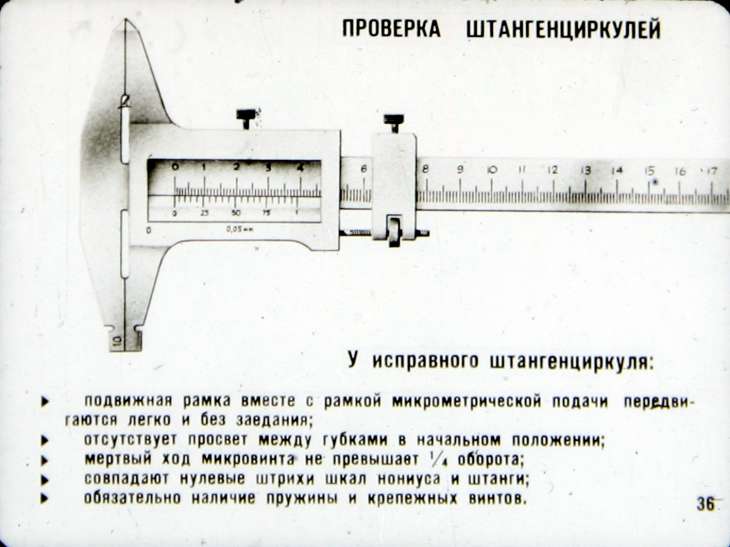
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.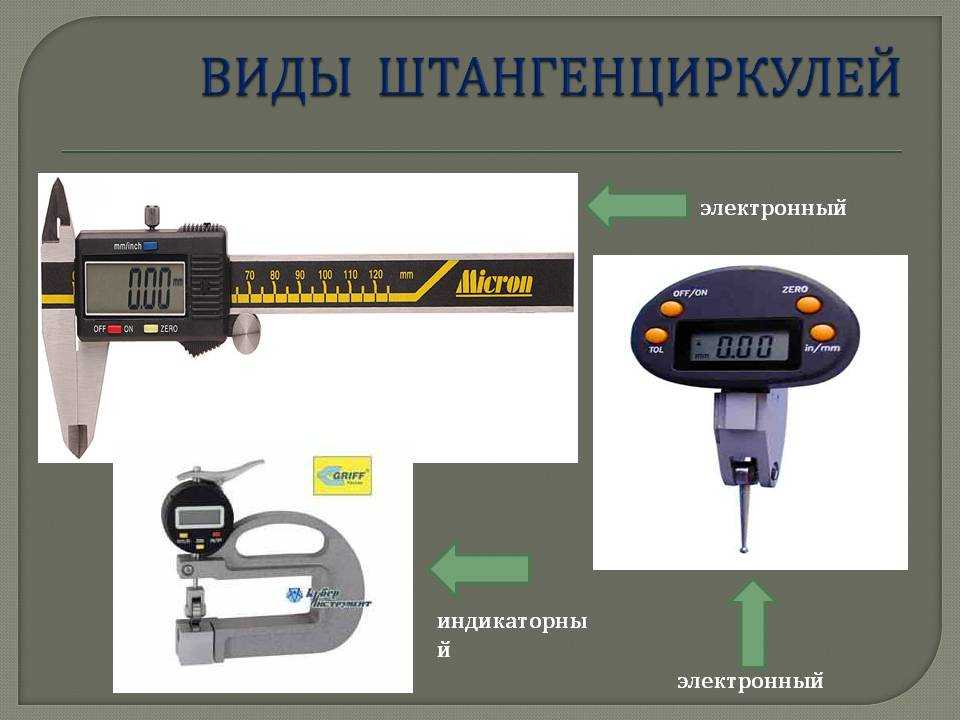
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Важно! Перед любыми манипуляциями с прибором, выставите нулевой уровень. Для этого сведите губки друг с другом и сверьте значения. Между губками не должно быть просвета.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Необходимо зафиксировать положение меток с помощью прижимного винта
Рекомендуем: Как сделать лопату для уборки снега своими руками?
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.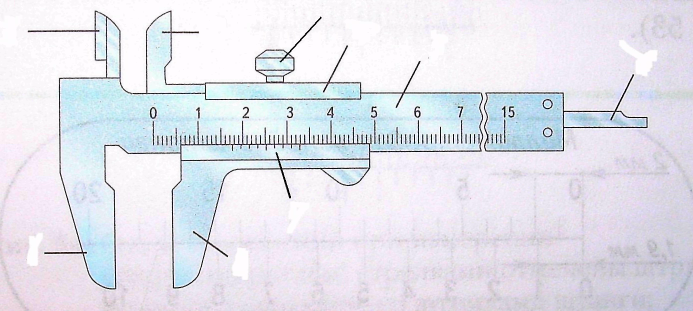
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Популярное: Самодельный пресс из домкрата своими руками просто и доступно
Как пользоваться штангенциркулем
Этот универсальный инструмент способен не только измерить диаметр и линейный размер наружных и внутренних поверхностей, глубину отверстий, но также и разметить заготовки деталей, нанести линии границ для последующей их обработки.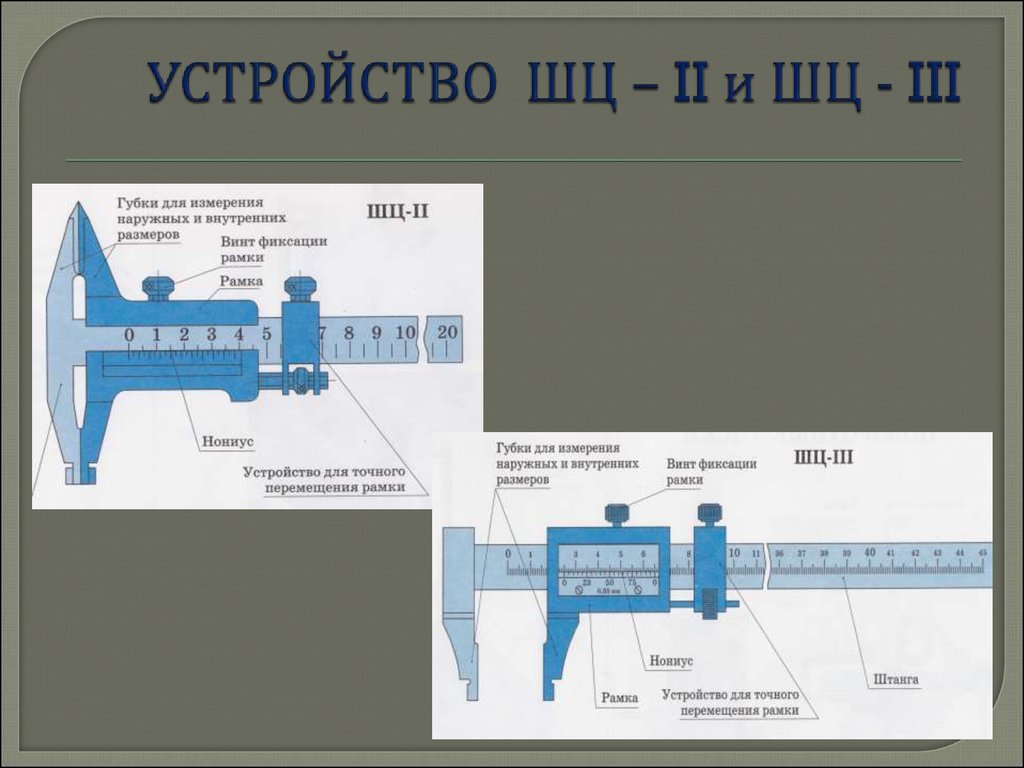
История создания штангенциркуля уходит корнями в средние века. Первые упоминания мы находим о том, что в начале 16 века Педру Нунишем, португальским математиком, был изобретён нониус — прародитель штангенциркуля. Позже, в 1631 году во Франции математик Вернье создал аналогичный инструмент, названный верньером или нониусом. Впоследствии нониусом назвали шкалу на рамке прибора.
Штангенциркуль – это обычный циркуль на немецком языке, приспособление для проведения дуг, окружностей большого диаметра. Сам измерительный инструмент по-немецки – Messschieber (Schieblehre), что в дословном переводе значит — раздвижной измеритель (линейка). Линейка-штанга дала название этому прибору. В советские времена штангенциркуль с глубиномером называли «колумбусом», а более высокого качества, применяемый, например, в авиастроении, оборонной промышленности – «маузером», по названию компаний, осуществлявших их поставки.
В наше время существует несколько видов штангенциркулей с различной точностью измерений. Согласно ГОСТу их изготавливают четыре основных типа:
Согласно ГОСТу их изготавливают четыре основных типа:
1) тип I – двусторонние с глубиномером;
2) тип Т-1 – односторонние с глубиномером и измерительными поверхностями из твердого сплава;
3) тип II – двухсторонние;
4) тип III–односторонние.
Шкала отсчёта инструмента бывает в виде линейки-нониуса, круглого циферблата со стрелочкой и цифрового электронного индикатора. Штангенциркули типа ШЦК имеют круговую шкалу со стрелкой, на которой мы видим доли миллиметров. Стрелка, наклоненная вправо, показывает на сколько сотых миллиметра размер больше целого значения. Стрелка влево – на сколько долей миллиметра величина измерений меньше целого числа. Тип ШЦЦ снабжён цифровым индикатором, показывающим на электронном табло точные измерения до двух знаков после запятой. Инструмент также может измерить глубину паза и внутренний диаметр детали. Штангенциркули IIи III типа комплектуются разметочным приспособлением с устройством для тонкой установки рамки с микрометрической подачей. В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
В условном обозначении инструмента указывается его тип, вид шкалы и устройства отсчёта, диапазон измерений и цена одного деления. Например, ШЦК-1-250-0,02 – это штангенциркуль I типа, шкала круговая, диапазон – до 250 миллиметров, цена деления – 0,02 мм.
Подробно рассмотрим устройство прибора на примере ШЦ-1. Он состоит из штанги, рамки, двух пар губок – для внутренних и наружных размеров, шкалы нониуса и шкалы штанги, линейки глубиномера и стопорного винта для фиксации рамки. Штанга похожа на линейку длиной 150 мм с ценой деления 1 мм, на ней нанесены цифры, означающие величину в сантиметрах. Неподвижные губки установлены на штанге. Благодаря форме дополнительных губок, напоминающей лезвия ножа, во время снятия внутренних размеров шкала сразу покажет нам их итоговые цифры. Линейка глубиномера прикреплена к двигающейся рамке. По штанге в пазах может двигаться рамка с подвижными губками. При проведении измерений она фиксируется с помощью стопорного винта. Дополнительная шкала нониуса на рамке имеет 10 делений шириной 1,9 мм. Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Цена деления по нониусу у ШЦ-2 составляет всего лишь пять сотых или одну десятую миллиметра. Для определения размеров внутренних диаметров нужно приплюсовать к полученным числам ширину ступенчатых губок этого инструмента, обозначенную на нём.
Для того, чтобы штангенциркуль всегда оставался точным измерительным прибором, с ним нужно очень аккуратно обращаться. И до, и после работы его нужно протирать мягкой ветошью, так как остатки пыли или смазки могут повлиять на точность измерений. Для очистки нельзя пользоваться предметами, которые могут нанести механические повреждения. Например, наждачная бумага или канцелярский нож. Хранят инструмент только в сухих местах, защищенных также от попадания солнца и любого нагрева. Во время измерений избегают влаги на поверхностях деталей и руках. Измеряемые изделия должны обладать гладкой поверхностью, чтобы не повредить измерительные кромки. И, конечно же, ни в коем случае не допускается бросать прибор или ронять его на пол.
Перед работой обязательно нужно провести проверку всех частей штангенциркуля. Губки должны быть ровными, цифры на шкалах – хорошо различимые, а глубиномер не выступает из края штанги. Размеры будут точно определены, если первый штрих на штанге-линейке совпадает с таким же на нониусе, а для ШЦ-1 последняя черта на основной линейке должна совпасть с девятнадцатой по счету линией на рамке. Во время измерений не допускаем перекоса составных частей. После совмещения измерительных кромок и поверхностей детали, фиксируем последнюю при помощи стопорного винта. Размеры определяем, держа штангенциркуль на уровне глаз. Рамка не должна болтаться на линейке, перемещаем её очень плавно, не делая резких движений.
Губки должны быть ровными, цифры на шкалах – хорошо различимые, а глубиномер не выступает из края штанги. Размеры будут точно определены, если первый штрих на штанге-линейке совпадает с таким же на нониусе, а для ШЦ-1 последняя черта на основной линейке должна совпасть с девятнадцатой по счету линией на рамке. Во время измерений не допускаем перекоса составных частей. После совмещения измерительных кромок и поверхностей детали, фиксируем последнюю при помощи стопорного винта. Размеры определяем, держа штангенциркуль на уровне глаз. Рамка не должна болтаться на линейке, перемещаем её очень плавно, не делая резких движений.
Итак, приступаем к измерениям длины, ширины или наружного диаметра предметов. Разводим губки для снятия наружных размеров и точно совмещаем с измеряемой плоскостью до достижения строгой параллельности измерительных кромок поверхности заготовки. После этого фиксируем её винтом. Шкала штанги определит целое число миллиметров, а шкала нониуса – цифры после запятой. Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
Линия, по которой штрихи на двух шкалах идеально совпадут, покажет нам количество десятых долей на вспомогательной шкале. То есть, если на рамке эта черта напротив цифры два, значит, добавляем к целому числу на штанге 20 сотых миллиметра.
Губками для внутренних измерений будем определять внутренний диаметр цилиндрической втулки, например. Заводим их в отверстие перепендикулярно к линии поверхности в точке касания до совмещения с границами отверстия. Размер высчитываем так же, как и при проведении наружных измерений. Измеряя диаметр инструментом ШЦ-2, плюсуем к полученной цифре ширину губок, указанную непосредственно на их поверхности (к примеру, 10). Фиксирующий винт даёт нам возможность застопорить губки по размеру оригинальной детали, и, в дальнейшем, использовать штангенциркуль в качестве стандарта для заготовок.
Глубину детали измерим линейкой-глубиномером. Аккуратно выдвигаем её из штанги до тех пор, пока она не упрётся в дно измеряемой заготовки или в поверхность, на которой она установлена, в случае сквозного отверстия.
Для разметки деталей применяется штангенциркуль типа ШЦ-2. С помощью верхних губок инструмента можно нанести засечки, провести окружности, отметить границы заготовки.
Напоследок, о народных умельцах, которые экономят на покупке инструмента. Затачивая штангенциркуль ШЦ-1 на шлифовальном круге, они получают приспособление для разметки поверхностей, аналогичное ШЦ-2. Заострёнными губками для снятия наружных размеров можно чертить окружности или размечать заготовки. Единственный недостаток: из-за нагрузок этот инструмент прослужит недолго, и его опять нужно будет покупать и обрабатывать.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.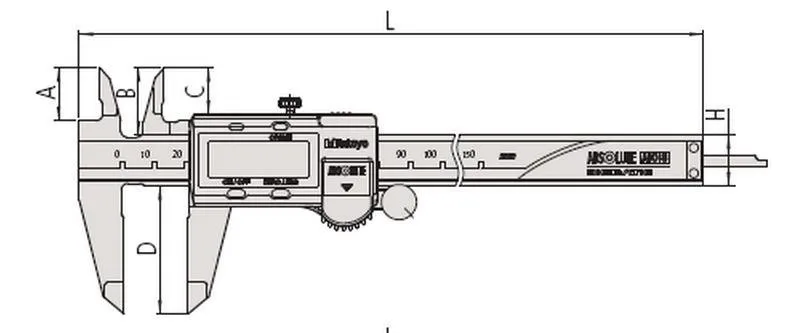
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.

- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.
Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние. При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относится
к внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении.
Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Как измерять микрометром на практике
Получить размер изделий с точностью 0,01 мм можно выполнив измерения микрометром. Их много модификаций, но самый распространенный это гладкий микрометр типа МК-25, обеспечивающий диапазон измерений от 0 до 25 мм с точностью 0,01 мм. Микрометром удобно измерять диаметр сверла, толщину листового материала, диаметр провода.
Читать также: Самодельная ленточная пила своими руками чертежи
Микрометр представляет собой скобу, с одной стороны которой находится опорная пятка, а с другой имеется стебель и высокоточная резьба, в которую закручивается микровинт. На стебле нанесена метрическая шкала, по которой выполняется отсчет миллиметров. На микровинте имеется вторая шкала с 50 делениями, по которой отсчитываются сотые доли мм. Сумма этих двух величин является измеренным размером.
Для того, чтобы выполнить измерение микрометром, деталь размещают между пяткой и торцом микрометрического винта и вращают по часовой стрелке за ручку трещотки (находится на торце барабана микрометрического винта) до тех пор, пока трещотка не издаст три щелчка.
На стебле нанесено две шкалы с шагом 1 мм – основная оцифрованная через каждых 5 мм и дополнительная, сдвинутая относительно основной на 0,5 мм. Наличие двух шкал позволяет повысить тонность измерений.
Отсчет показаний выполняется следующим образом. Сначала считывают, сколько целых, не закрытых барабаном, миллиметров получилось по оцифрованной, нижней шкале на стебле. Далее проверяют по верхней шкале наличие риски, расположенной правее от риски нижней шкалы. Если риски не видно, то переходят к снятию показаний со шкалы на барабане. Если риска просматривается, значит, к целому числу полученных миллиметров добавляется еще 0,5 мм. Показания на барабане отсчитывают относительно прямой линии, нанесенной вдоль стебля между шкалами.
Например, размер измеренной детали составляет: 13 мм по нижней шкале, на верхней шкале открытой метки, правее открытой на нижней шкале нет, значить 0,5 мм добавлять не нужно, плюс 0,23 мм по шкале барабана, в результате сложения получаем: 13 мм+0 мм+0,23 мм=13,23 мм.
Микрометр с цифровым отсчетом результатов измерений применять удобнее и позволяет измерять с точностью до 0,001 мм.
Если, например, села батарейка, то цифровым микрометром можно выполнять измерения точно так же, как и гладким МК-25, так как имеется и система отсчета по делениям с точностью 0,01 мм. Цена микрометров с цифровым отсчетом результатов измерений высока и для домашнего мастера неподъемна.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Совет! На нониусной шкале шаг может равняться как 0,1 мм, так и 0,05 мм
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Совет! Для того, чтобы измерить глубину детали, или полости, используют специальный выдвижной глубиномер. Это тоже выдвижная линейна, только выдвигается она вниз. Далее губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений. Таким измерителям измеряются лунки и мелкие выбоины, а также подбирается саморез.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.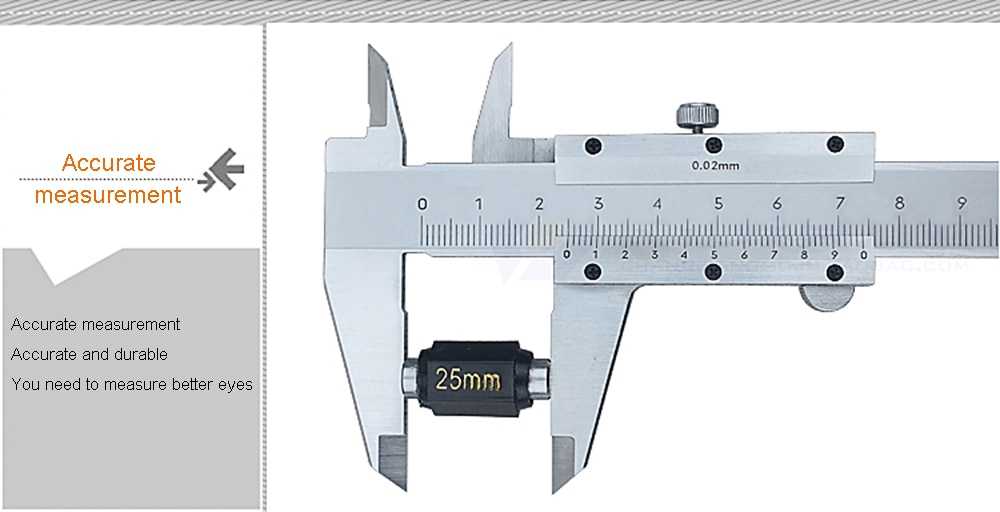
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Компоненты штангенциркуля и их функции
Штангенциркуль — это тип измерительных инструментов, предназначенных для определения диаметра, глубины и толщины объекта. Имеет точность до 0,1 мм. Этот измерительный прибор может функционировать должным образом, поскольку он состоит из различных компонентов, поддерживающих друг друга с соответствующими функциями. Ниже приведено изображение суппорта и названия компонентов.
На картинке выше показан штангенциркуль. Недостаточно просто знать название компонентов, не говоря уже о названии на картинке. Ниже приводится полное объяснение компонентов суппорта.
1. Основное основание штангенциркуля
Основное основание штангенциркуля является основным компонентом штангенциркуля, к которому крепятся все остальные части штангенциркуля. Если штангенциркуль – это дом, то это основное основание – фундамент.
Если штангенциркуль – это дом, то это основное основание – фундамент.
2. Основная шкала
Основная шкала — это шкала, которая является основным ориентиром при считывании результатов измерений. В другом смысле основная шкала становится отправной точкой измерения. Обычно основной масштаб выражается в единицах см.
При выполнении измерений с помощью штангенциркуля эта секция имеет большое значение перед просмотром шкалы нониуса. Однако точность этой шкалы составляет всего до 1 мм. По этой причине результаты измерения становятся более точными, так как при использовании штангенциркуля необходимо смотреть на нониусную шкалу.
Следует отметить, что существуют и другие типы штангенциркуля, которые имеют два основных типа шкалы, а именно единицы измерения см и дюймы. В этой статье суппорт на картинке содержит только один узел.
3. Шкала нониуса
Шкала нониуса или нониусная шкала — это шкала, которая имеет второстепенное значение после просмотра основной шкалы. После получения начального числа из показания основной шкалы шкала нониуса будет считывать десятичное значение из результатов измерения с точностью до 0,1 мм. Обе эти шкалы необходимо учитывать, и их нельзя менять местами. Шкала нониуса будет получена только в том случае, если будет найдена основная шкала.
После получения начального числа из показания основной шкалы шкала нониуса будет считывать десятичное значение из результатов измерения с точностью до 0,1 мм. Обе эти шкалы необходимо учитывать, и их нельзя менять местами. Шкала нониуса будет получена только в том случае, если будет найдена основная шкала.
Подобно основной шкале, в штангенциркуле есть другие шкалы нониуса, которые имеют два типа шкал нониуса, а именно единицы измерения мм и дюймы. Определение единицы измерения зависит от пользователя штангенциркуля, хотят ли они использовать миллиметры или дюймы.
4. Ползунок
Ползун — это компонент штангенциркуля, который перемещает губки штангенциркуля так, чтобы они могли расширяться или сужаться в зависимости от измеряемого объекта. На картинке хорошо видно, что ползунок напрямую соединен с основной базой и в ползунке есть шкала нониуса.
5. Крючок для пальца
На рисунке видно, что крючок для пальца имеет форму полукруга, соединенного с ползунком. Этот раздел служит местом для перемещения ползунка. Как следует из названия, вы можете использовать его достаточно с помощью одного пальца (большого пальца), чтобы повернуть крючок пальца и привести к смещению ползунка.
Этот раздел служит местом для перемещения ползунка. Как следует из названия, вы можете использовать его достаточно с помощью одного пальца (большого пальца), чтобы повернуть крючок пальца и привести к смещению ползунка.
6. Стопорный винт
Стопорный винт удерживает движение ползунка после смещения в соответствии с размером объекта. Это означает, что после того, как ползунок будет сдвинут и будет гарантировано, что он соответствует размеру объекта, он не сдвинется с места. Таким образом, можно сделать точное чтение.
7. Фиксированная внутренняя челюсть (Раханг Далам Тетап)
Раханг далам тетап адалах багиан раханг ян терлетак пада темпатня, ян тидак дапат дигераккан карена меняту денган основная база. Fungsi rahang ини adalah untuk mengukur diamater dalam suatu Benda.
8. Подвижная внутренняя челюсть
Подвижная внутренняя челюсть — это челюсть, которую можно перемещать в зависимости от размера объекта.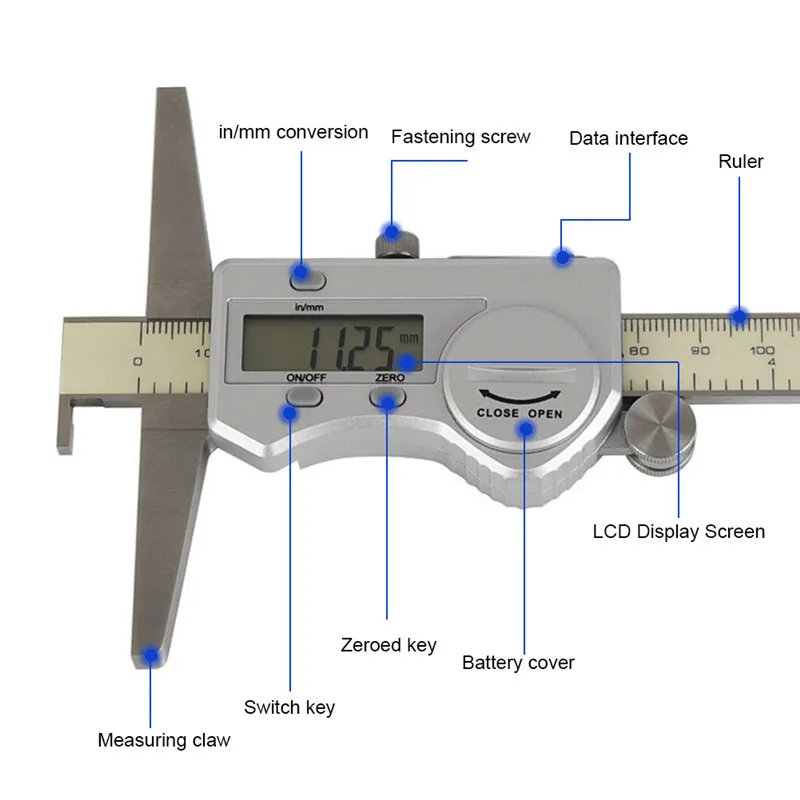 Эта челюсть прикреплена к ползунку, поэтому ее можно сдвигать вширь и уже для нужд измерения. Скользящая внутренняя челюсть работает для измерения внутреннего диаметра объекта. Эта челюсть работает в сочетании с неподвижной внутренней челюстью.
Эта челюсть прикреплена к ползунку, поэтому ее можно сдвигать вширь и уже для нужд измерения. Скользящая внутренняя челюсть работает для измерения внутреннего диаметра объекта. Эта челюсть работает в сочетании с неподвижной внутренней челюстью.
9. Неподвижная внешняя губка
Неподвижная внешняя губка остается прикрепленной к основному корпусу вместе с фиксированной внутренней губкой. Эта челюсть служит для измерения внешнего диаметра объекта.
10. Подвижная внешняя губка
Подобно подвижной внутренней губке, подвижная внешняя губка представляет собой губку, которую можно сдвигать вширь и уже для целей измерения. Эта челюсть служит для измерения внешнего диаметра объекта, который работает в сочетании с фиксированной внешней челюстью.
11. Стержень глубины
Стержень глубины выполнен в виде длинного стержня, встроенного в основной корпус, так что на изображении видны только его концы.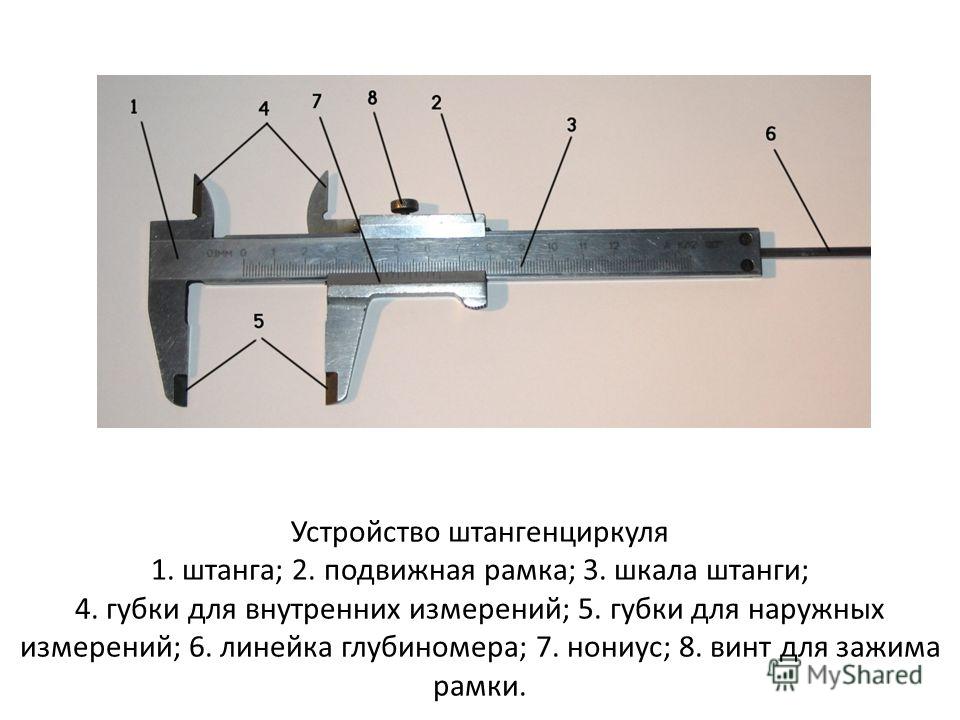 Эта секция напрямую связана с ползунком, так что смещение ползунка также влияет на положение рейки глубины.
Эта секция напрямую связана с ползунком, так что смещение ползунка также влияет на положение рейки глубины.
Когда челюсть закрыта, что означает, что ползунок перемещается ближе к фиксированной челюсти, эта часть будет показывать только края, как на картинке. Но когда челюсть открыта, стержень глубины будет более заметен. Чем она шире, тем длиннее появляется глубинная рейка. Стержень глубины используется для измерения глубины полого предмета/трубы.
Компоненты штангенциркуля необходимо знать, особенно тем, кто часто ими пользуется. У них есть соответствующие функции, и ошибка в понимании их функции при использовании инструмента приведет к ошибкам измерения.
Кроме того, компоненты вышеуказанного штангенциркуля не всегда точно такие же, как у других типов штангенциркуля. Учитывая, что суппорты бывают разных типов, может быть небольшая разница в названиях компонентов.
Штангенциркуль — Детали, Типы, Работа, Наименьшее количество, Ошибки0008, который не обязательно имел отношение к производителю техники.

Существует три типа штангенциркуля , которые используются в физической лаборатории для точного измерения длины малых объектов, что было бы невозможно сделать с помощью метровой шкалы.
- Тип A
- Тип B
- Тип C.
Штангенциркуль в основном используется для измерения внутреннего и внешнего диаметров объекта. Слово штангенциркуль означает любой инструмент с двумя губками, который используется для определения диаметров объектов.
В древнем Китае штангенциркуль зародился без начала шкалы как династия Цинь (9 г. н.э.). В 1631 году француз Пьер Вернье представил устройство для получения точных измерений, необходимых для научных экспериментов.
Принцип работы штангенциркуля заключается в том, что когда используются две шкалы или деления, немного отличающиеся по размеру, то разница между ними используется для повышения точности измерения.
См. также: Винтовой калибр для микрометров и типы микрометров [Полное руководство]
Parts of Vernier Caliper
The main elements of the vernier caliper are the
- Main Scale
- Vernier scale
- Thumbscrew
- Lock screw
- Depth Rod
- Fixed jaw, and
- Sliding jaw
Штангенциркуль Деталь Описание
Штангенциркуль состоит из двух стальных линеек, которые могут скользить вместе друг с другом.
Один представляет собой длинную прямоугольную металлическую полосу с фиксированной губкой на одном конце. Он градуирован в дюймах на верхнем конце и в сантиметрах на нижнем конце, что называется основной шкалой.
Основная шкала нанесена на сплошные рамки Г-образной формы, на которых сантиметровые шкалы разделены на 20 частей так, что малое деление равно 0,05 см. Это позволяет улучшить широко используемые методы измерения по сравнению с прямым измерением методом линейной градуировки.
Существует еще одна небольшая прямоугольная металлическая полоска, градуированная в особом отношении к шкале основной шкалы, которая называется нониусной шкалой, которая скользит по этой длинной металлической полосе и имеет губку, аналогичную губке основной шкалы.
На верхней и нижней губках штангенциркуля есть две губки. Эти челюсти вместе используются для надежного удержания объекта при измерении его длины, что невозможно с помощью измерительной шкалы.
Наружные или нижние губки, которые обычно используются для измерения диаметра сферы или цилиндра. Внутренние или верхние губки, которые обычно используются для измерения внутреннего диаметра полого цилиндра.
Внутренние или верхние губки, которые обычно используются для измерения внутреннего диаметра полого цилиндра.
К задней части штангенциркуля прикрепляется металлическая полоска, которая используется для измерения внутренней глубины цилиндра.
Читайте также: Список механических свойств, которые должен знать каждый инженер-механик
Принцип работы штангенциркуля
Весы не могут измерять объекты размером менее 1 мм, но штангенциркуль может измерять объекты размером до 1 мм. Как уже известно, штангенциркуль имеет две шкалы: основную шкалу и нониусную шкалу, вместе это устройство используется для измерения очень малых длин, таких как 0,1 мм.
Здесь основная шкала имеет наименьший отсчет 1 мм, а нониусная шкала имеет наименьший отсчет 0,9мм. Таким образом, 10 единиц основной шкалы составляют 1 см, тогда как 10 единиц шкалы нониуса составляют 0,9 мм.
Единица нониуса — 9 мм. Таким образом, эта разница между основной шкалой и шкалой нониуса, которая составляет 0,1 мм, является принципом работы штангенциркуля.
Наименьшее значение нониуса
Разница между значением одного основного деления шкалы и значением одного деления шкалы нониуса называется наименьшим значением нониуса.
Наименьшее количество штангенциркуля – это наименьшее значение, которое мы можем измерить с помощью этого устройства. Для расчета наименьшего счета нониуса используется значение одного деления основной шкалы, деленное на общее количество делений на нониусной шкале.
Предположим, что если значение одного деления основной шкалы равно 1 мм, а общее количество делений на нониусной шкале равно 10 мм, то наименьшее значение будет равно 0,1 мм. Таким образом, наименьший счет определяется как наименьшее расстояние, которое можно измерить от инструмента.
Ошибка нуля нониуса
Ошибка нуля в штангенциркуле является математической ошибкой, из-за которой, Ноль нониуса не совпадает с нулем основной шкалы.
Другими словами, если нулевая отметка на нониусной шкале не совпадает с нулевой отметкой на основной шкале, то возникающая ошибка называется ошибкой нуля. Они бывают 2 видов.
Они бывают 2 видов.
- Нет ошибки нуля
- Положительная ошибка нуля
- Отрицательная ошибка нуля
Нет ошибки нуля
В нет ошибки нуля , когда мы сводим две челюсти вместе. Вы увидите, что ноль основной шкалы совпадает с нулем шкалы нониуса. они находятся точно на прямой линии, поэтому этот штангенциркуль свободен от нулевой ошибки, или вы можете сказать, что в этом штангенциркуле нет нулевой ошибки.
Ошибка положительного нуля
В положительная ошибка нуля , Давайте объединим эти челюсти. видите, ноль нониуса находится впереди нуля основной шкалы. Или вы можете сказать, что ноль шкалы нониуса находится справа от нуля основной шкалы.
В обоих случаях либо перед нулем основной шкалы, либо справа от нуля основной шкалы. это называется ошибкой нуля и является положительной
Отрицательной ошибкой нуля
В отрицательной ошибке нуля мы соединим две челюсти. Здесь вы можете видеть, что ноль нониуса находится на обратной стороне нуля основной шкалы. Или слева от нуля основной шкалы.
Здесь вы можете видеть, что ноль нониуса находится на обратной стороне нуля основной шкалы. Или слева от нуля основной шкалы.
Таким образом, если нуль нониуса находится сзади или слева от нуля основной шкалы, в обоих случаях ошибка нуля является отрицательной ошибкой.
Types of Vernier Caliper
Following are the different types of Vernier Caliper:
- Flat edge vernier caliper
- Knife edge vernier caliper
- Vernier gear tooth caliper
- Vernier depth gauge
- Flat and knife edge vernier штангенциркуль
- Нониусный штангенрейсмастер
- Нониусный штангенциркуль
1. Штангенциркуль с плоской кромкой
Этот тип нониуса используется для обычных функций. Мы можем снять внешний замер длины, ширины, толщины, диаметра изделия и т.д.
Так как стрела его кромки имеет особый тип, то с ним можно снять и внутренний замер. Но из этого измерения необходимо вычесть широту рабочих мест. Это измерение часто пишут на челюсти, в противном случае его следует измерять микрометром.
Это измерение часто пишут на челюсти, в противном случае его следует измерять микрометром.
2. Кромка ножа Штангенциркуль
Кромка этого штангенциркуля похожа на нож. Другие части этого штангенциркуля аналогичны другим штангенциркулям, как показано на рисунке. Этот штангенциркуль используется для измерения узких мест, расстояния между отверстиями двутаврового болта и т. д.
Основной его недостаток в том, что из-за тонкого края губки он быстро изнашивается и начинает давать неточные измерения. Его следует использовать экономно и осторожно.
3. Штангенциркуль с плоской кромкой и ножевой кромкой
Некоторые компании также производят штангенциркули, губки которых с одной стороны похожи на обычные штангенциркули, а с другой стороны имеют остроконечные губки, как показано на рисунке. С помощью этого штангенциркуля можно легко измерить все виды работ.
4.
Штангенциркуль с зубчатым механизмом Это особый тип инструмента, представляющий собой комбинацию двух штангенциркулей. Он содержит две отдельные шкалы по вертикали и горизонтали, как показано на рисунке 9.0003
Он содержит две отдельные шкалы по вертикали и горизонтали, как показано на рисунке 9.0003
Штангенциркулем можно измерить толщину зуба шестерни по делительной окружности. Другими словами, штангенциркуль используется для измерения различных частей шестерни.
5.
Нониусный глубиномерКак видно из названия, этот прибор используется для измерения глубины паза изделия, его отверстия или канавки. Это почти похоже на штангенциркуль. Точно так же берется и его чтение. Но вместо челюсти в нем используется основание плоской формы, как показано на рисунке.
Этот глубиномер сделан из тонкого бруска, похожего на узкую линейку. Основная шкала и нониусная шкала в нем также в дюймовой или метрической системе. Его особенность в том, что мы можем снимать с него три типа измерений:
- Его основная шкала размечена в частях дюймов и разделена на 64 подраздела.
- Другой конец разделен на 40 подразделов, и каждая четвертая строка немного больше.
 Он содержит локальный размер от 1,2,3 до 9. Там же находится нониусная шкала, с помощью которой можно измерить минимум 0,001″.
Он содержит локальный размер от 1,2,3 до 9. Там же находится нониусная шкала, с помощью которой можно измерить минимум 0,001″. - На оборотной стороне градуировка в миллиметрах, минимальная погрешность которых составляет 0,02 мм с помощью нониуса.
6.
Нониусный измеритель высотыИспользуется для точного измерения высоты изделия или для маркировки. Он почти аналогичен штангенциркулю, но используется с дополнительными насадками. Балка остается закрепленной на основании в удлиненной форме. На самой балке устанавливается выносная чертилка, с помощью которой измеряется высота работы или делается разметка. Его основания бывают двух типов:
- Твердое основание
- Подвижное основание
В нониусном датчике высоты скользящее основание остается постоянно соединенным с балкой, как показано на рисунке.
В этом типе нониусного высотомера нет возможности установить балку или основание в соответствии с требованиями работы.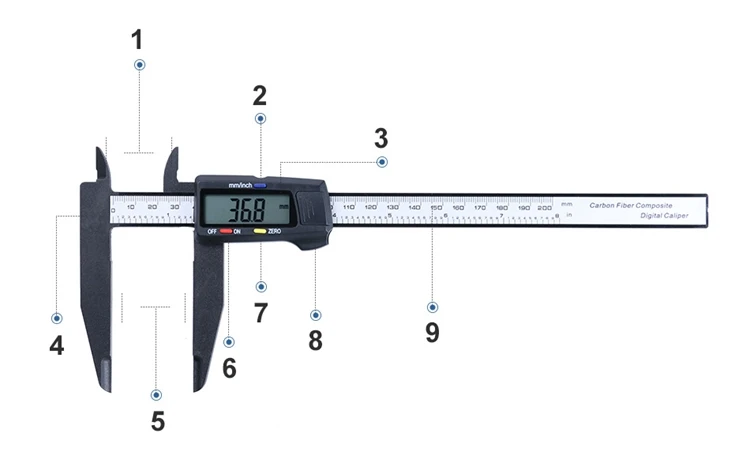 В верньере с подвижным основанием эта возможность существует. Этот тип нониуса высотомера представляет собой набор, который имеет базовый штангенциркуль, фиксирующий винт смещенной разметки и т. д. Все его части показаны на рисунке.
В верньере с подвижным основанием эта возможность существует. Этот тип нониуса высотомера представляет собой набор, который имеет базовый штангенциркуль, фиксирующий винт смещенной разметки и т. д. Все его части показаны на рисунке.
Этот тип штангенциркуля можно использовать как обычный штангенциркуль, отделив его основание. При использовании обоих типов нониусных высотомеров необходимо помнить о следующих моментах:
- Он всегда должен использоваться на ровной поверхности рабочих мест.
- При маркировке не следует оказывать чрезмерное давление на разметчик.
- Должен использоваться только на поверхностной пластине.
- Должен использоваться только для точной маркировки или измерения.
- Его показания следует записать.
7.
Штангенциркуль с циферблатом При работе с обычным штангенциркулем возможны ошибки, связанные с четкостью показаний. Для этой цели в настоящее время используются штангенциркули с нониусом. Вместо шкалы нониуса он содержит градуированную шкалу, как показано на рисунке.
Вместо шкалы нониуса он содержит градуированную шкалу, как показано на рисунке.
Подобно штангенциркулю, он может измерять как в дюймах, так и в миллиметрах. Как и в циферблатном индикаторе, в нем используется рейка и шестерня. Стойка остается на основной шкале, которая соединена с шестерней циферблата.
Для использования подвижная челюсть перемещается роликом большого пальца. Для снятия показаний мы должны проверить, сколько основных и вспомогательных отметок в дюйме пересекла скошенная кромка подвижной челюсти, и добавить показания, которые дает стрелка на циферблате.
Тип A , B, и C .
Штангенциркули классифицируются на основе международного стандарта IS 3651-1974, в соответствии с которым были определены три типа штангенциркулей для удовлетворения требований к внешним и внутренним измерениям до 2000 мм с точностью 0,02, 0,05 и 0,1 мм. . Типы штангенциркуля называются 9.0007 тип A , тип B, и тип C .
Тип A
- Это сделано только с одной шкалой на передней части луча для прямого считывания.
- Имеет губки с обеих сторон для внешних и внутренних измерений.
- Также имеется лезвие для измерения глубины.
- Штангенциркули изготовлены из высококачественной стали, а измерительные поверхности закалены до твердости 650 HV. минимум.
Балка выполнена плоской по всей длине с допусками
- 0,05 мм для номинальной длины до 300 мм,
- 0,08 мм от 900 до 1000 мм и
- 0,15 для размеров 1500 и 2000 мм.
Направляющая поверхность балки выполнена прямолинейной с точностью до 0,01 мм для диапазона измерения 200 мм и 0,01 мм через каждые 200 мм диапазона измерения или большего размера.
По ИС 3651-1974 номинальные размеры для измерения
0-125, 0-200, 0-250, 0-300, 0-500, 0-750, 0-1000, 750-1500 и 750-2000мм.
Шкала предназначена как для внешних, так и для внутренних измерений.
Неподвижная губка выполнена как неотъемлемая часть балки, а подвижная губка плотно прилегает к балке с возможностью скольжения и обеспечивает движение вдоль штанги без заеданий.
Тип B
- Сделана только одна шкала на передней части луча для прямого считывания.
- Имеет губки с одной стороны для внешнего и внутреннего измерения.
Балка выполнена плоской по всей длине с допусками
- 0,05 мм для номинальной длины до 300 мм,
- 0,08 мм от 900 до 1000 мм и
- 0,015 мм для размеров 1500 и 2000 мм. 200 мм и
- 0,01 мм каждые 200 мм диапазона измерения большого размера.
Основная шкала служит для наружных измерений, а внутренние измерения выполняются путем прибавления ширины внутренних измерительных губок к показанию на шкале.
По ИС 3651-1974 номинальные размеры для измерения
0-25, 0-200, 0-250, 0-300, 0-500, 0-750, 0-1000, 750-1500 и 750-2000мм.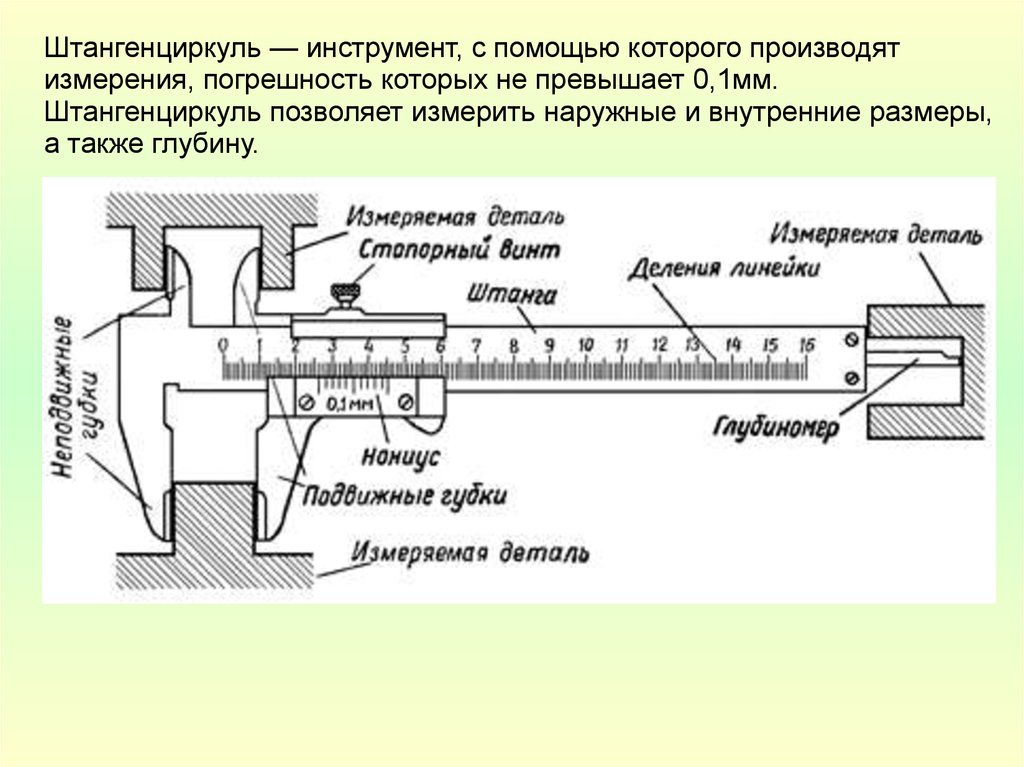
Шкала предназначена как для внешних, так и для внутренних измерений.
Измерительные поверхности отшлифованы, а часть губок между балкой и измерительными поверхностями снята.
Неподвижная губка выполнена как неотъемлемая часть балки, а подвижная губка плотно прилегает к балке с возможностью скольжения и обеспечивает движение вдоль штанги без заеданий.
Тип C
- Выполнена только одна шкала передней балки для прямого считывания.
- Имеет губки с обеих сторон для выполнения измерений и маркировки.
Балка выполнена плоской по всей длине в пределах допусков
- 0,05 мм для номинальных длин до 300 мм,
- 0,08 мм от 900 до 1000 мм и
- 0,15 мм для размеров 15000 и 20000 мм.
Направляющая поверхность балки выполнена прямолинейной с точностью до 0,01мм для диапазона измерения 200мм и 0,01мм через каждые 20мм диапазона измерения большого размера.
По ИС 3651-1974 номинальные размеры для измерения
0-125, 0-200, 0-250, 0-300, 0-500, 0-750, 0-1000, 750-1500 и 750-2000мм.
Шкала предназначена как для внешних, так и для внутренних измерений.
Измерительные поверхности отшлифованы, а часть губок между балкой и измерительными поверхностями снята.
Неподвижная губка выполнена как неотъемлемая часть балки, а подвижная губка плотно прилегает к балке с возможностью скольжения и обеспечивает движение вдоль штанги без заеданий.
Работа штангенциркуля
Подвижная губка движется по основной шкале с направляющей поверхностью, которая сопровождается нониусной шкалой, у которой с левой стороны имеется измерительный наконечник.
Когда две поверхности измерительного наконечника соприкасаются друг с другом, шкала показывает нулевое значение.
Более тонкая регулировка подвижной губки осуществляется с помощью регулировочного винта.
By Lookang большое спасибо Фу-Квун Хвангу и автору Easy Java Simulation = Франсиско Эскембре — собственная работа, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=15912813 Сначала весь узел подвижной губки настраивается таким образом, чтобы два измерительных наконечника едва касались измеряемой детали. Затем блокировка B затягивается.
Затем блокировка B затягивается.
Окончательная регулировка в зависимости от чувства правильного ощущения производится с помощью регулировочного винта, который приводит в движение часть, содержащую стопорную гайку А и подвижную губку, поскольку регулировочный винт вращается на винте, который каким-то образом закреплен на подвижной губке.
После того, как окончательная регулировка произведена, стопорная гайка также затянута и показание зафиксировано. Измерительные наконечники сконструированы таким образом, что их можно использовать для измерения как внешних, так и внутренних размеров.
Как правильно пользоваться штангенциркулем. Пошаговые инструкции
- Полностью очистите деталь и штангенциркуль, чтобы на них не было заусенцев и других препятствий.
- Ослаблены зажимные винты на обеих подвижных губках. Установите скользящую челюсть немного больше, чем измеряемые параметры.
- Зажимная гайка крепится к балке. Плотно прижмите, но не блокируйте зажимной винт на подвижной губке.

- Поместите неподвижную губку в контакт с контрольной точкой элемента детали.
- Выровняйте луч штангенциркуля в обеих плоскостях так, чтобы он был максимально параллелен линии измерения.
- Поверните регулировочную гайку так, чтобы подвижная губка едва касалась детали.
- Затяните зажимной винт на подвижной губке, не нарушая ощущения между суппортом и деталью.
- Считайте на месте, не нарушая часть суппорта, если это возможно, в противном случае снимите суппорт.
- Запишите показания на бумаге, отметьте на детали или на чертеже детали.
- Повторите этапы измерения достаточное количество раз, чтобы исключить любые явно неправильные показания и усреднить остальные для желаемого измерения.
- Ослабьте оба зажима, сдвиньте подвижную губку в открытое положение, удалите работу, если она еще не выполнена.
- Чистка, смазка и замена инструментов в коробке.
- Проверьте сами, какие ошибки могут остаться в моем измерении.

Общие ошибки при измерении штангенциркулем
Ошибки штангенциркуля возникали из-за неправильного обращения с губками на заготовке. При измерении наружного диаметра необходимо следить за тем, чтобы штанга штангенциркуля и плоскость губок штангенциркуля были действительно перпендикулярны к заготовке.
Во избежание ошибок необходимо следить за тем, чтобы суппорт не перекашивался и не перекручивался. Но это происходит из-за относительно длинного выдвижения основного стержня среднего штангенциркуля. Точность зависит в большей степени от состояния губок штангенциркуля.
Точность и естественный износ, коробление губок штангенциркуля следует часто проверять, плотно охлаждая их вместе или устанавливая на отметку 0,0 основной и нониусной шкалы.
В указанном выше положении, когда прибор поднесен к источнику света, в случае износа, пружины или перекоса, наблюдаемого состояния детонации и погрешности измерения более 0,005 мм, прибор не следует использовать и отправить на ремонт.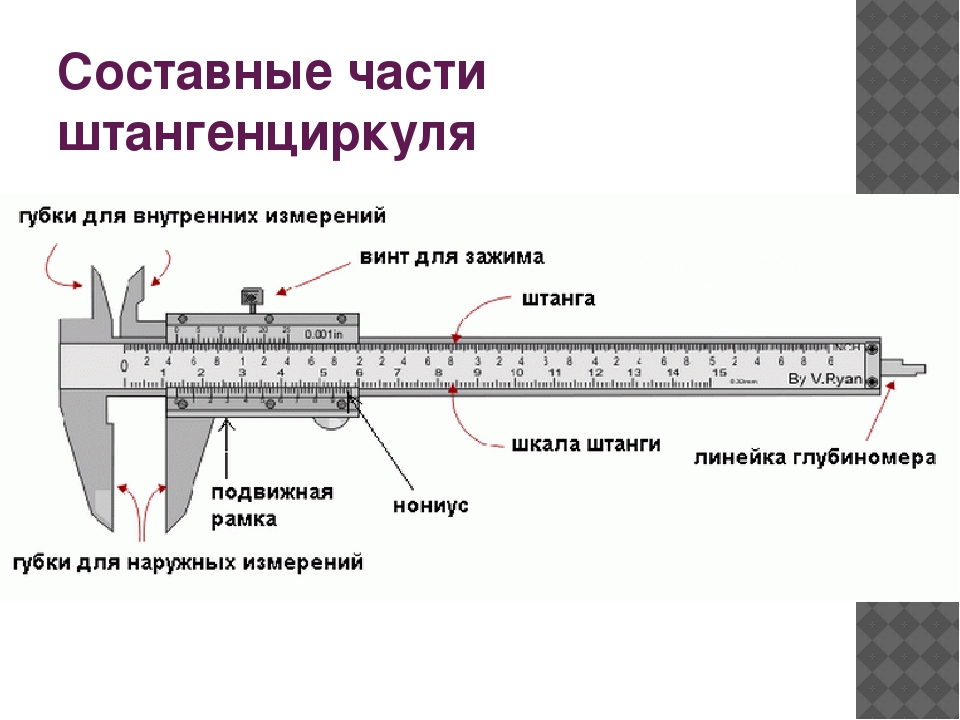
Всякий раз, когда изнашивание или заворачивание рамы подвижной челюсти приводит к тому, что она не скользит прямо и плотно на балке главного суппорта, появляются челюсти. При измерении внутреннего диаметра губки штангенциркуля могут стать кривыми или его внешние края стерлись.
Преимущества и недостатки нониусных весов
Преимущества
- Усиление достигается конструкцией и не зависит от частей, которые могут выйти из строя, или от калибровки.
- Интерполяция при чтении невозможна, не говоря уже о необходимости.
- Настройка нуля очень проста.
- Теоретический предел диапазона шкалы отсутствует.
Недостатки
- Основные недостатки заключаются в инструментах, на которых используются нониусы.
- Надежность чтения больше зависит от наблюдателя, который должен иметь инструменты.
- Нет возможности исправить какие-либо ошибки, кроме нулевых настроек.

- Дискриминация ограничена.
Меры предосторожности при использовании штангенциркуля
Часто во время экспериментов или в промышленности существует очень небольшая погрешность. Некоторые из этих ошибок связаны с условиями окружающей среды или присущи процедуре, которую мы не можем контролировать.
Другая часть связана с человеческим фактором и ошибками в системе. Эти ошибки находятся под нашим контролем и могут быть устранены, если будут приняты надлежащие меры, в противном случае измерения могут быть значительно неточными, что, очевидно, нежелательно.
При использовании штангенциркуля необходимо соблюдать следующие меры предосторожности. Эти меры предосторожности необходимы для сведения к минимуму любых ошибок, которые могут повлиять на точность измерения.
Номер 1
Наиболее распространенной формой ошибки является ошибка параллакса. Это означает «изменение». Эта ошибка возникает, когда объект наблюдается под углом. Из-за этого объект кажется немного в другом положении, чем он есть на самом деле, и может привести к неправильному показанию измерительной шкалы. Чтобы устранить эту ошибку, наблюдатель должен располагать глаза прямо над шкалой при снятии показаний основной шкалы и совпадения нониуса.
Чтобы устранить эту ошибку, наблюдатель должен располагать глаза прямо над шкалой при снятии показаний основной шкалы и совпадения нониуса.
Номер 2
Убедитесь, что при измерении все показания берутся в одной и той же системе единиц. например,
- MKS единицы измерения метра, килограмма и секунды для измерения длины, веса и времени.
- Система СГС, в которой используются единицы измерения сантиметр, грамм и секунда.
Если какие-либо измерения производятся в единицах другой системы, их следует преобразовать в соответствующие единицы перед использованием в каких-либо расчетах.
Номер 3
Избегайте чрезмерного приложения силы к губкам при захвате измеряемого объекта. Объект всегда должен быть аккуратно зажат между челюстями. Это чрезвычайно важно при измерении легко деформируемых объектов, например проводов.
Номер 4
Как уже говорилось выше, прежде чем проводить какие-либо измерения, убедитесь, что штангенциркуль не имеет погрешности нуля.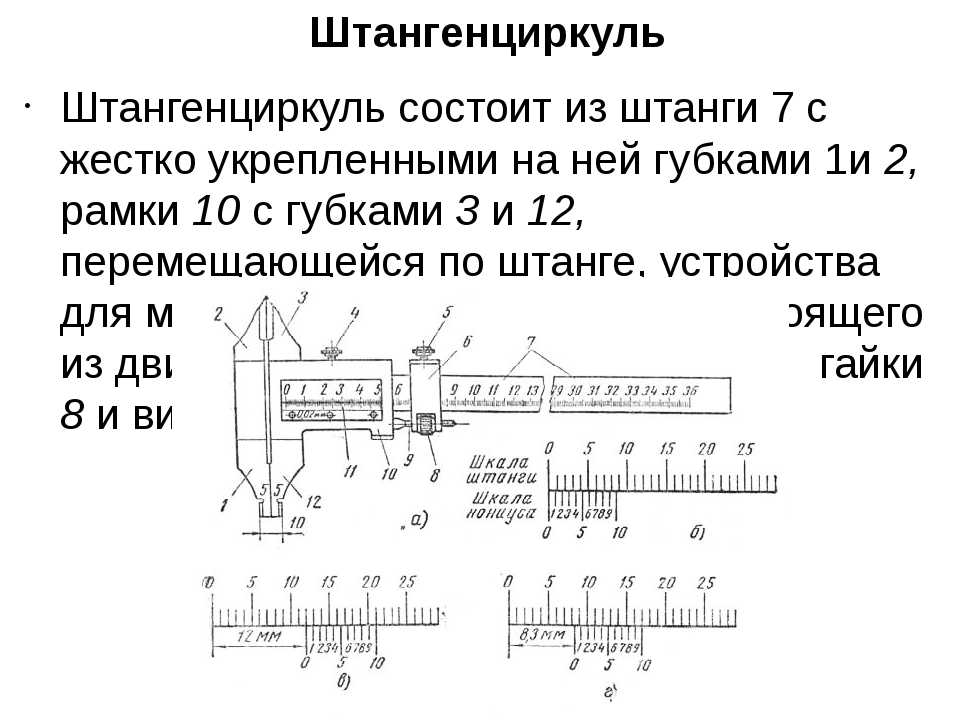 При наличии нулевой ошибки следует применить соответствующие поправки.
При наличии нулевой ошибки следует применить соответствующие поправки.
Номер 5
Точность измерения в первую очередь зависит от двух чувств:
- Зрение
- Осязание
Номер 6
Поверхность объекта и крышки прибора следует очистить и высушить тканью, смоченной в чистящем масле.
Номер 7
Ослабьте стопорный ключ штангенциркуля и убедитесь в отсутствии трения между шкалами при перемещении губок штангенциркуля.
Номер 8
В случае цифрового штангенциркуля необходимо предпринять следующие дополнительные шаги: Приведите губки в контакт друг с другом, а затем нажмите кнопку включения/выключения.
- Проверьте показание и убедитесь, что оно равно нулю.
- Переместите ползунок и проверьте, правильно ли работают все кнопки и ЖК-дисплей.
Загрузить PDF-файл этой статьи
Если вы считаете эту статью полезной, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы, оставьте комментарий, я отвечу вам.
Подробнее о станке:
- Фрезерный станок и его виды
- Виды сверлильных станков
- Работа на токарном станке полное руководство
Различные типы суппортов и их применение [с фотографиями] – Rx Mechanic
Приятным фактом в сфере ремонта и настройки является то, что ваша практика так же хороша, как и инструменты, которыми вы владеете. Хотя эта цитата может показаться клише, в ней есть доля правды, поскольку разнообразие устройств означает, что вы универсальны для решения любой задачи. Среди инструментов, которыми вам нужно обладать, есть штангенциркули. В сфере ремонта есть разные типы суппортов, и было бы разумно, если бы вы знали о них.
Это измерительные инструменты, они бывают разных форм и имеют разные характеристики, чтобы выполнять свою роль соответствующим образом. Они являются одними из самых распространенных инструментов и используются в различных областях, таких как лаборатория, мастерская, а также при изучении карт.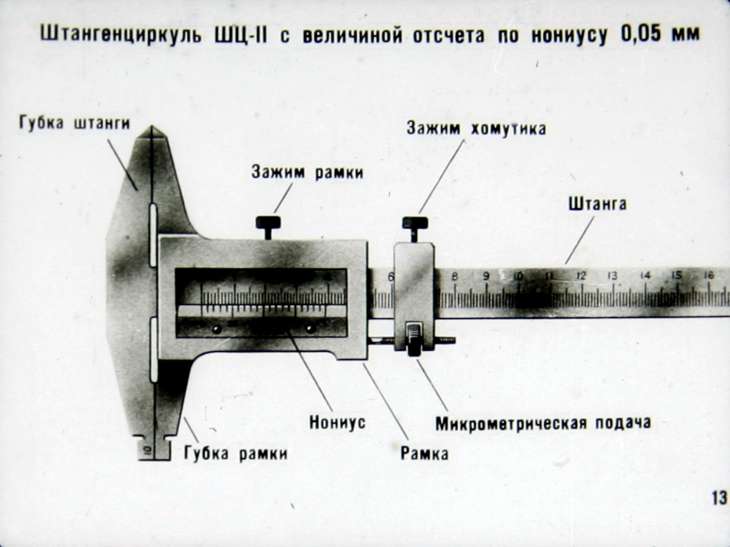
Пара штангенциркулей с двумя подвижными наконечниками, которые используются для измерения двух противоположных сторон предмета. Они очень точны в своем чтении, и это объясняет их широкое использование.
Вот различные типы суппортов, которые вы можете найти в ящике с инструментами для механиков.
Внутренний штангенциркуль
Внутренний штангенциркуль — стандартный инструмент в автомастерской или мастерской, и он пригодится для измерения внутреннего расстояния между объектами. Они также идеально подходят для определения внутренних линейных размеров поверхностей с канавками, отверстиями или отверстиями.
Внутренний суппорт имеет две ножки, выступающие наружу. Существует несколько таких измерительных приборов, один из которых имеет ручную регулировку, когда вы вручную настраиваете ноги при проведении измерений.
Более продвинутый тип оснащен винтовой регулировкой рядом с шарниром суппорта. Вы удлиняете ножки, поворачивая винт. Этот тип дает более точные результаты, так как ноги более крепкие.
Внешний штангенциркуль
Внешний штангенциркуль — это еще один тип штангенциркуля, с которым вы можете столкнуться в мастерской или лаборатории. Определение внешнего суппорта основано на его дугообразных ножках. Конструкция делает его идеальным для измерения искривленных поверхностей, таких как трубы.
Изогнутые ножки делают эти инструменты для мастерских удобными для определения значений трехмерных объектов, и они точны при этом. Они обеспечивают большой угол во время масштабирования из-за растяжимости стопы. Эта особенность делает их пригодными для измерения больших расстояний.
Как и внутренние суппорты, существуют варианты с ручной и винтовой регулировкой.
Штангенциркуль-разделитель
Штангенциркуль-разделитель широко используется в архитектуре, изобразительном искусстве, а также в картографировании. Иногда их называют компасом, и они идеально подходят для измерения расстояний между двумя регионами.
Его две ножки имеют острые концы, что помогает делать точки между двумя измеряемыми точками. Они являются одними из самых универсальных инструментов в списке инструментов механиков. Типичный способ использования этого инструмента масштабирования — поместить одну острую точку в начало координат, а другую — в конечную точку. Он отлично подходит для определения линейных расстояний.
Они являются одними из самых универсальных инструментов в списке инструментов механиков. Типичный способ использования этого инструмента масштабирования — поместить одну острую точку в начало координат, а другую — в конечную точку. Он отлично подходит для определения линейных расстояний.
При измерении неравномерных расстояний вы сначала кладете его на линейку, чтобы определить расстояние по дуге, и используете ее, покачивая на поверхности. Этот способ вычислений широко используется в архитектуре и картографировании.
Штангенциркуль Дженни
Штангенциркуль Дженни, также известный как гермафродит или штангенциркуль со странной ногой, является уникальным инструментом благодаря своим характеристикам. Одна из его ног согнута и имеет на конце иглу для надписей, а другая нога имеет тупой конец и прямая.
Идеально подходит для разметки линий, параллельных кромке, над которой вы работаете. В автомастерской вы можете использовать его для определения центральной точки таких объектов, как диски, особенно если вы занимаетесь ремонтом и восстановлением двигателя. Некоторые из них оснащены сменной иглой, которую можно заменить, если она изнашивается из-за повторяющихся работ по разметке.
Некоторые из них оснащены сменной иглой, которую можно заменить, если она изнашивается из-за повторяющихся работ по разметке.
Штангенциркули
Штангенциркули являются одним из самых точных измерительных инструментов и являются стандартным элементом в лабораториях и производственных цехах. Это изобретение 1631 года француза Пьера Вернье, математика и государственного чиновника.
Его структура похожа на линейку с набором челюстей у края. Два набора челюстей состоят из большой пары, которая измеряет внешний диаметр так же, как штангенциркуль. Меньший набор губок работает так же, как пара внутренних штангенциркулей для выравнивания внутренней ширины.
Он имеет две шкалы, метрическую и нониусную, которые способствуют точности этой пары штангенциркулей. Существуют различные типы штангенциркулей, и ниже приведены некоторые примеры.
Штангенциркуль со шкалой
Считывание показаний штангенциркуля сложно и требует определенного опыта, чтобы обеспечить точное считывание путем проверки значений как на основной, так и на нониусной шкале. Штангенциркуль с циферблатом — это разновидность нониуса, у которого есть циферблат, обеспечивающий показания. Вам не нужно сильно напрягаться, чтобы прочитать его, как стандартный нониус, так как он показывает конечный результат.
Цифровой штангенциркуль
Цифровой штангенциркуль является опцией аналогового циферблата. Он имеет набор губок, как обычный штангенциркуль, с той лишь разницей, что он оснащен электронным циферблатом, который показывает ваши измерения. Это эффективный инструмент благодаря простоте использования, что делает его простым в использовании даже для новичков.
Существует несколько других классификаций штангенциркуля, в которых основное внимание уделяется механизму открывания, а также способу считывания показаний датчиков. В первой категории у нас есть суппорт с жестким соединением и пружинный суппорт.
При измерении расстояния между двумя точками необходимо вручную перемещать ноги. С другой стороны, пружинные суппорты позволяют удлинять ножки при масштабировании с помощью винта рядом с суппортами.
Если посмотреть на способ чтения, у нас есть микрометрический винтовой суппорт. Он использует калиброванный винтовой манометр, чтобы сообщать вам о ваших показаниях.
Часто задаваемые вопросы о штангенциркулях
Каков принцип работы штангенциркуля?
Штангенциркули являются одним из самых современных наборов измерительных инструментов, принцип работы которых основан на точности нониусной шкалы. Чтобы разобраться в этой паре измерительных приборов, нужно разобраться во всех ее компонентах; здесь мы сосредоточимся на наборе челюстей.
Имеет две пары челюстей, одна для измерения внутренних размеров объекта, а другая оценивает внешние размеры. Существует также датчик глубины, металлический лист, который проходит по всей длине штангенциркуля и определяет расстояние между отверстиями.
При считывании показаний штангенциркуля вы кладете губки на измеряемый объект. Движение челюстей приводит к перемещению шкалы нониуса. Цифра на основной шкале рядом с нулем является первой частью показания.
Посмотрите на отметку в миллиметрах или долях на шкале нониуса, соответствующую отметке на основной шкале. Это последняя часть чтения. Если отметка на основной шкале была 7,2 см на основной шкале и совпадает с 3,2 мм на шкале нониуса, то ваше окончательное показание будет 7,232 см после преобразования миллиметров в сантиметры.
Какой тип штангенциркуля проще всего использовать?
Вопрос о самом простом в использовании штангенциркуле является относительным и касается самой удобной пары, которую вы можете получить. Ручные внешние или внутренние суппорты просты и могут быть просты в использовании, особенно если они пружинные.
Штангенциркули с циферблатом и цифровые штангенциркули являются наиболее удобными в использовании штангенциркулями, поскольку они обладают высокой степенью точности. Они также дают окончательные показания без особых хлопот, когда дело доходит до интерпретации.
Что такое формула наименьшего счета?
В физике и других дисциплинах, связанных с измерениями, наименьший счет инструмента масштабирования — это наименьшее и точное значение, которое можно определить по его шкале. Когда речь идет о штангенциркуле, формула наименьшего счета — это разница между одним делением основной шкалы, 1 мм, и одним делением шкалы нониуса, 0,9..
Таким образом, наименьшее число = 1 мм — 0,9 мм = 0,1 мм
Другая формула берет наименьшую цифру на основной шкале и делит ее на общее число на шкале нониуса.
Следовательно, формула 1 мм/10 = 0,1 мм.
Каковы основные части штангенциркуля?
Детали штангенциркуля состоят из линейкообразного устройства с двумя наборами губок, один в верхней части, другой в нижней части. Нижние челюсти измеряют внешний диаметр, а верхние — внутренние размеры. Датчик глубины представляет собой металлический лист, который проходит горизонтально по линейке штангенциркуля и измеряет глубину.
Различные типы штангенциркуля Видео на YouTube
Заключительное слово
Когда дело доходит до списка инструментов, измерительные инструменты должны занимать видное место, особенно если ваши задачи в мастерской требуют некоторой точности. Говоря о точности, штангенциркули являются одними из лучших измерительных инструментов, которые имеют широкую область применения от механики до лабораторий, а также в области картографии и изобразительного искусства.
Существуют различные типы штангенциркуля, как показано в этой статье. Регулярно очищайте механические инструменты, когда они не используются, чтобы они всегда были в хорошем состоянии.
суппорт | измерительный прибор | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- В этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
- Руководство по покупке
Совет эксперта по покупке. От техники до товаров для дома и здоровья. - Студенческий портал
Britannica — лучший ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю. - Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Спросить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полета на Луну до управления космосом — мы изучаем широкий спектр тем, которые питают наше любопытство к космосу!
- Введение
Краткие факты
- Факты и сопутствующий контент
- викторины
СМИ
- Картинки
Роторы, колодки, суппорты и многое другое
Тот, кто сказал «перестань себя останавливать», видимо, в то время не был за рулем двухтонного автомобиля. В конце концов, когда дело доходит до автомобилей, способность останавливаться так же важна, как и возможность запуска. И как остановить машину? Ну, есть несколько способов, но самый безопасный — с тормозами.
Напрашивается вопрос: что вы действительно знаете о тормозах? И как понять, что они нуждаются в ремонте? Современная тормозная система состоит из множества частей, каждая из которых имеет свою функцию, срок службы и признак того, что ее необходимо заменить. Независимо от того, есть ли у вашего автомобиля дисковые или барабанные тормоза, если вы не обслуживаете их, есть вероятность, что ваша тормозная система может выйти из строя, что может быть дорогостоящим.
К счастью, мы здесь, чтобы помочь. От тормозов и дисков до колодок, суппортов и многого другого — в этой статье объясняются все основные части вашей тормозной системы и когда их нужно заменять.
Тормозные роторы/тормозные диски
- Что это: Иногда называемые тормозными роторами, иногда называемые дисками, эта тормозная часть является одним из основных компонентов дисковых тормозов. Когда тормозные колодки прижимаются к диску/ротору с каждой стороны, система замедляется или останавливается.
- Срок службы: Как и для всех деталей тормозной системы, срок службы может варьироваться, но тормозные диски/диски обычно служат от 30 000 до 120 000 миль. Вы также можете продлить их жизнь с помощью шлифовки тормозов. Однако их следует проверять каждые 12 000 миль.
- Когда заменять: Эта часть тормоза изнашивается на поверхности. Со временем в местах, где тормозные колодки давят на них, могут образоваться канавки или гребни. Если тормозные колодки не могут поддерживать ровную контактную поверхность, вы можете столкнуться со шлифованием, а это означает, что пришло время восстановить поверхность или заменить роторы или диски. Тормозные диски/диски рекомендуется заменять парами.
Тормозные колодки
- Что это: Также компонент дисковых тормозов, тормозные колодки давят на тормозные роторы/диски, замедляя их. Они сидят в тормозных суппортах и активируются тормозными поршнями.
- Срок службы: Срок службы тормозной колодки зависит от ее качества. Более твердые колодки служат дольше, чем мягкие, но в целом они прослужат до тех пор, пока набивка не износится до металлической части тормозной колодки. Колодки служат в среднем 40 000 миль или около того, но могут варьироваться от менее 25 000 миль до более 65 000 миль.
- Когда следует заменить: Визг является хорошим признаком неисправности тормозных колодок. Многие автомобили оснащены датчиком предупреждения о торможении, который сообщает, когда пора немедленно проверить тормозные колодки. Лучшие тормозные колодки для вашего автомобиля часто определяются в руководстве по эксплуатации вашего автомобиля, или вы можете поискать второе мнение на онлайн-форумах.
Тормозные суппорты
- Что это: Суппорты могут быть плавающими или фиксированными, и в них помещаются тормозные колодки, тормозные поршни и тормозная жидкость. Думайте о них как о зажиме. Они имеют решающее значение для создания трения, которое замедляет тормозные роторы или диски.
- Срок службы: Срок службы суппорта во многом зависит от того, насколько активно вы используете свой автомобиль. Если он постоит какое-то время, суппорт может сломаться, залипнуть или собрать мусор. Также возможно, что вам может понадобиться починить заклинивший тормозной суппорт. Но в целом суппорты могут прослужить долго при хорошем уходе.
- Когда заменять: Основная проблема, возникающая с тормозными суппортами, связана с их уплотнениями, которые могут выйти из строя из-за перегрева тормозной системы. Но также может быть скрежет из-за трения диска и суппорта друг о друга. Проверяйте суппорты вместе с остальной частью тормозной системы каждые 12 000 миль.
Тормозные поршни
- Что это: Поршни прижимаются к тормозным колодкам, создавая трение на тормозных роторах/дисках. Они активируются тормозной жидкостью и находятся внутри тормозных суппортов. Обычно на один тормоз приходится один или два поршня, но может быть и более одной пары.
- Срок службы: Тормозные поршни могут изнашиваться или заедать, что вызывает проблемы с правильным прилеганием тормозных колодок к дискам или роторам при их активации. Их срок службы очень похож на срок службы тормозных суппортов, но также может варьироваться.
- Когда заменять: Если тормоз заедает или из автомобиля вытекает тормозная жидкость, это может быть признаком необходимости замены тормозных поршней. Чаще всего это еще одна проблема с компонентами тормозной системы, поэтому проверка тормозов так важна.
Тормозные барабаны
- Что это такое: Важный компонент барабанных тормозов, эти барабаны полые и вращаются вместе с колесом. Однако, в отличие от дисковых тормозов, барабанные тормоза замедляются тормозными колодками, а не тормозными колодками.
- Как долго они служат: Тормозные барабаны разработаны с учетом долговечности, часто они служат более 100 000 миль, если нет серьезных проблем. Однако другие компоненты барабанных тормозов (например, тормозные колодки) могут потребовать замены раньше.
- Когда заменять: Барабаны более подвержены выцветанию, чем диски, и могут изнашиваться быстрее, если использовать их очень часто. Если есть тряска, увод в сторону или громкие звуки при торможении, пора их проверить, так как это показатель необходимого ремонта тормозов.
Тормозная жидкость
- Что это такое: Тормозная жидкость приводит в действие тормозные поршни, которые заставляют тормозные колодки замедлять автомобиль. Без достаточного количества тормозной жидкости поршни не сработают должным образом, чтобы приложить колодки к дискам и роторам.
- Срок годности: Тормозная жидкость предназначена для работы при экстремальных температурах, но ее уровень со временем может снижаться по мере износа тормозных колодок. Помимо регулярной промывки и замены, вам может потребоваться решить проблему с тормозной жидкостью, если в тормозной магистрали есть какие-либо проблемы с уплотнением или утечкой.
- Когда заменять: Рекомендуется промывать тормозную жидкость и заменять ее новой жидкостью каждые 20 000 миль или два года.
Тормозные магистрали
- Что это: Тормозная жидкость поступает от главного цилиндра к колесам по тормозным магистралям. Они часто изготавливаются из нержавеющей стали и резины.
- Срок службы: Теоретически тормозные шланги должны служить столько же, сколько и ваш автомобиль, но всегда могут возникнуть неожиданные проблемы. Поскольку небольшие участки лески изготовлены из резины, именно здесь возникает много отказов.
- Когда заменять: Часто лучше заменить всю тормозную магистраль, чем ремонтировать ее. Если вы заметили утечку тормозной жидкости, возможно, неисправна магистраль, поэтому рекомендуется проверить тормоза.
Хотите верьте, хотите нет, но это лишь некоторые из деталей тормозной системы. Если вы хотите узнать больше о своей тормозной системе и убедиться, что она работает на самом высоком уровне, запланируйте проверку тормозов в одной из наших шести авторемонтных мастерских в Кливленде, штат Огайо, сегодня.
Какова функция штангенциркуля?
Знания
Одним из инструментов, которыми должен пользоваться механик, является штангенциркуль. Хотя штангенциркуль не такой точный, как микрометр, он является удобным и практичным инструментом, который может помочь механикам быстро измерить детали и использовать результаты измерений для оценки последующей обработки.
Опубликовано: 15 декабря 2021 г.
- Принцип работы штангенциркуля
- Состав штангенциркуля
- Типы суппортов
- Функция штангенциркуля
- Метод измерения штангенциркулем
- Метод считывания показаний штангенциркуля
- Меры предосторожности при использовании штангенциркуля
Штангенциркуль является относительно распространенным измерительным инструментом для слесарей, обработчиков, специалистов по контролю качества и другого персонала. Штангенциркуль – незаменимый инструмент для работы с металлом. Штангенциркуль может измерять длину, ширину, высоту и глубину объектов, а также внутренний и внешний диаметр кольца. Точность штангенциркуля обычно составляет 0,02 мм, конечно, его также можно использовать для деревообработки, а точность деревообработки требует всего 1 мм, и она не должна быть слишком точной.
Принцип работы штангенциркуля:
Принцип измерения заключается в том, что на основной линейке есть шкала, а на нониусной линейке тоже есть шкала. Шкала на основной линейке в основном используется для отображения целочисленного значения измеряемого объекта, а шкала нониусной линейки в основном используется для отображения десятичной части измеряемого объекта. После сложения целой части и десятичной части получается измеренное значение измеряемого объекта.
Штангенциркуль использует идею дифференцирования, чтобы увеличить показания до легко идентифицируемого выравнивания шкалы, чтобы достичь высокоточного измерения. Штангенциркули стали важным инструментом измерения в промышленности благодаря своей простой конструкции, удобству в эксплуатации и определенной точности измерений. В средней школе мы должны уметь пользоваться штангенциркулем. Обычно бывают десятиградусные штангенциркули, двадцатиминутные штангенциркули и пятидесятисантиметровые. Штангенциркули могут измерять длину, глубину, а также внутренний и внешний диаметры при различных способах использования.
Состав штангенциркуля
Штангенциркуль в основном состоит из двух частей: одна представляет собой основную линейку, а другая представляет собой нониусную линейку, которая может скользить вперед и назад вдоль основной линейки. Из рисунка видно, что основная линейка и нониусная линейка составляют внутреннюю и внешнюю измерительные губки. Функция внутреннего измерительного захвата заключается в измерении внутреннего диаметра горловины трубы и ширины выреза; функция внешнего измерительного захвата заключается в измерении наружного диаметра трубы и толщины обрабатываемого объекта. В то же время на хвостовой части микрометра имеется форма хвоста, которая называется глубиномером. Этот глубиномер в основном используется для измерения глубины канавки или глубины трубы.
Типы штангенциркуля:
- Штангенциркули можно разделить на три основных типа: штангенциркули, штангенциркули с циферблатом и цифровые штангенциркули.
- Форма суппорта может быть разделена на тип M, тип C (CM), тип CN.
- Режим отображения измерителя можно разделить на тип курсора, тип индикатора полосы и тип цифрового дисплея.
Функция штангенциркуля:
- Измерение внешних размеров: Измерение толщины заготовки и внешней ширины заготовки.
- Измерение внутренних размеров: Измеряет внутреннюю ширину заготовки.
- Измерение глубины: Измеряет глубину заготовки.
Метод измерения штангенциркуля:
- Размеры заготовки измеряются по шкале линейки и вспомогательной линейки.
- При измерении не прилагайте чрезмерных усилий.
- При считывании показаний шкалы следует считывать показания с передней части шкалы, чтобы избежать ошибок.
- При измерении снаружи заготовка должна находиться близко к основанию основной линейки.
- При измерении внутренней стороны внутренний захват должен быть параллелен и близко к внутренней части заготовки, чтобы обеспечить наилучшее положение измерения.
- Для измерения глубины поместите измерительный стержень перпендикулярно к измеряемой поверхности и измерьте расстояние по глубине.
Метод считывания показаний штангенциркуля:
- Шаг 1: Сначала найдите нулевое положение, поместив две внешние измерительные поверхности штангенциркуля близко друг к другу и совместив нулевую линию шкалы линейки с линией нониуса.
- Шаг 2: Сначала прочтите значение шкалы основной линейки.
- Шаг 3: Посмотрите на перекрывающиеся шкалы вспомогательной и основной линейки.
- Шаг 4: Сложите значения главной и вспомогательной линейки, чтобы получить значение результата измерения.
Меры предосторожности при использовании штангенциркуля:
- Перед использованием штангенциркуля осторожно протрите скользящую поверхность и измерительную поверхность чистой мягкой тканью, чтобы вытереть пыль или грязь перед использованием. Очистите внешний измерительный захват тканью или папиросной бумагой.
- Для цифровых штангенциркулей после замены батареи используйте клавишу «ORIGIN» для установки исходной точки.
- Царапание основной линейки цифрового штангенциркуля или запись на ней электрической ручкой вызовет помехи в электрических компонентах и приведет к неисправности.
- Будьте осторожны, чтобы не уронить суппорты и не ударить их.
- Поскольку кончик штангенциркуля очень острый, используйте его с осторожностью, чтобы не пораниться во время работы.
- При измерении основанием или кончиком лапки штангенциркуля будьте особенно осторожны и не применяйте слишком большое усилие, так как это может привести к ошибкам в показаниях.
- После использования вытрите всю воду или масло и перед хранением нанесите слой антикоррозионного масла. Корпус водонепроницаемого суппорта может быть подвержен ржавчине, поэтому обязательно протрите его водой.
- Избегайте попадания прямых солнечных лучей, высокой температуры, низкой температуры и хранения в условиях высокой влажности.
Опубликовано 15 декабря 2021 г. Источник: википедия
Дальнейшее чтение
Актуальная тема
Вас также может заинтересовать …
Заголовок
Знания
3 минуты, чтобы понять, что такое машинное обучение
Чем сейчас занимается искусственный интеллект? Искусственный интеллект, машинное обучение и глубокое обучение не видят разницы? Не волнуйтесь, мы проанализируем различия простым для понимания способом. Следующее решит сомнения!
Заголовок
Знания
Что такое гиперавтоматизация?
Гиперавтоматизация — это использование возможностей нескольких технологий для достижения сквозной автоматизации. Гиперавтоматизация — это процесс непрерывной интеграции автоматизации в бизнес-процессы организации, объединяющий передовые технологии, такие как роботизированная автоматизация процессов (RPA), искусственный интеллект и машинное обучение, для улучшения результатов работы человека. Он не только автоматизирует ключевые процессы, но и создает экосистему автоматизации, которая находит больше процессов, которые можно автоматизировать без вмешательства человека.
Заголовок
Знания
Что такое клапан, его тип и функция?
Обычно используемые элементы управления на промышленных трубопроводах и оборудовании в основном относятся к некоторым широко используемым клапанам, которые используются для управления потоком среды в трубопроводе.
Заголовок
Знания
Классификация внутренних гидравлических прессов для формовки под высоким давлением
Технология внутреннего формования под высоким давлением является одной из технологий легкого формования для автозапчастей, которая использует жидкость или газ в качестве среды передачи, использует точный контроль внутреннего давления и осевую подачу с полостью пресс-формы и наконец, металлическая полая заготовка образует цельный сложный элемент переменного сечения. Внутреннее формовочное оборудование высокого давления подходит для производства полых компонентов сложной формы в аэрокосмической, атомной, нефтехимической, питьевой воде, трубопроводной, автомобильной и велосипедной промышленности.
Заголовок
Знания
Что такое шпиндельный двигатель, его принцип работы и структура?
Механическая структура системы главного привода станка с ЧПУ была значительно упрощена, а ременная передача и зубчатая передача были отменены. Нулевой привод машины.
Заголовок
Знания
Что такое технология 3D-сканирования? Какие существуют категории технологий и приложений?
С быстрым развитием науки и техники также развивалась технология 3D-сканирования. Через источник света свет с особой структурой проецируется на поверхность объекта, а цифровая информация получается посредством компьютерного расчета. Универсальная технология 3D-сканирования набирает популярность.
Заголовок
Знания
Эксплуатационные характеристики и принцип работы лакировочной машины
Машина для нанесения покрытия используется для производства пленки, бумаги и т. д. для нанесения покрытия на поверхность. Эта машина предназначена для покрытия рулонной подложки слоем клея, краски или чернил с определенной функцией, а затем перематывает ее после сушки.
Заголовок
Знания
Что такое резиновый смеситель и процесс смешивания?
Смеситель внутренний — это смеситель внутреннего заглубления, широко используемый в различных отраслях промышленности. Его можно использовать в многоступенчатом процессе смешивания, и он широко используется в производстве каучука.
Заголовок
Знания
Каковы преимущества порошковых покрытий?
Порошковые покрытия были разработаны в 1950-х годах как альтернатива традиционным покрытиям, таким как жидкие покрытия. В то время как универсальность и привлекательность жидких покрытий вряд ли исчезнут в ближайшее время, порошковые покрытия предлагают множество преимуществ и становятся все более популярными.
Заголовок
Знания
Функция резинового каландра и его общие проблемы
В процессе каландрирования с помощью силы сдвига, создаваемой между валками, материал многократно выдавливается и сдвигается для повышения пластичности, и вытягивается в тонкое изделие на основе дальнейшей пластификации.
Заголовок
Знания
Что делает вулканизатор?
Вулканизатор резины является наиболее широко используемым инструментом в резиновой промышленности для контроля качества резиновых материалов, быстрой проверки и фундаментальных исследований резины. и такие параметры, как максимальный и минимальный крутящий момент.
Заголовок
Знания
Что такое планер?
Помимо использования ручных инструментов, обработка металлических заготовок в основном осуществляется с помощью станков, таких как токарные станки, строгальные станки, фрезерные станки, шлифовальные станки, расточные станки, сверлильные станки и т. д. Эти станки имеют различные характеристики, чтобы соответствовать требования к работе. В последние годы различные промышленно развитые страны использовали машины для замены рабочей силы, что сделало применение станков более обширным и важным. Хотя точность обработки фрезерных и шлифовальных станков выше, чем у строгальных станков, цена выше, чем у строгальных станков. Как правило, строгальные станки по-прежнему используются для многих первоначальных работ по обработке на малых и средних предприятиях.
