Как сделать сварочный аппарат из старой микроволновки. Какие инструменты и материалы понадобятся для изготовления. Пошаговый процесс создания сварочного аппарата в домашних условиях. На что обратить внимание при сборке и использовании самодельного сварочного аппарата.
Преимущества изготовления сварочного аппарата из микроволновки
Создание сварочного аппарата из старой микроволновки имеет ряд существенных преимуществ:
- Экономичность — не требуется покупка дорогостоящего оборудования
- Доступность материалов — можно использовать ненужную бытовую технику
- Компактность — аппарат получается небольшим и мобильным
- Достаточная мощность для бытовых задач
- Возможность самостоятельного ремонта и модернизации
При этом важно понимать, что самодельный аппарат уступает по характеристикам профессиональному оборудованию. Однако для домашнего использования его вполне хватает.
Необходимые инструменты и материалы
Для изготовления сварочного аппарата из микроволновки понадобятся:
- Старая микроволновая печь мощностью 650-800 Вт
- Ножовка по металлу
- Отвертки
- Плоскогубцы
- Паяльник
- Провод сечением 6-10 мм² (около 12 метров)
- Изоляционная лента
- Болты, гайки, шайбы
- Выключатель
- Корпус для аппарата (можно использовать корпус от компьютерного блока питания)
Большинство компонентов можно извлечь из старой техники, что позволит дополнительно сэкономить на материалах.
Пошаговый процесс изготовления сварочного аппарата
Рассмотрим основные этапы создания сварочного аппарата из микроволновки:
- Извлечение трансформатора из микроволновки
- Удаление вторичной обмотки трансформатора
- Намотка новой вторичной обмотки
- Сборка электрической схемы
- Монтаж компонентов в корпус
- Подключение и тестирование
Давайте подробнее разберем каждый из этих этапов.
Извлечение и модификация трансформатора микроволновки
Трансформатор является ключевым элементом самодельного сварочного аппарата. Для его извлечения:- Отключите микроволновку от сети и разберите ее корпус
- Найдите трансформатор — он обычно самый тяжелый компонент
- Отсоедините все провода от трансформатора
- Выкрутите крепежные болты и извлеките трансформатор
После извлечения необходимо удалить вторичную обмотку трансформатора:

- С помощью ножовки аккуратно спилите вторичную обмотку с обеих сторон
- Удалите остатки проводов вторичной обмотки из сердечника
- Очистите сердечник от мусора и остатков изоляции
Будьте осторожны, чтобы не повредить первичную обмотку при удалении вторичной.
Намотка новой вторичной обмотки
Теперь нужно намотать новую вторичную обмотку с меньшим количеством витков:
- Подготовьте провод сечением 6-10 мм² длиной около 12 метров
- Намотайте 15-20 витков на сердечник трансформатора
- Витки укладывайте плотно друг к другу
- Закрепите концы обмотки, оставив выводы для подключения
- Изолируйте обмотку изолентой или лаком
Количество витков можно немного варьировать для получения оптимальных характеристик. Чем меньше витков, тем больше ток на выходе.
Сборка электрической схемы сварочного аппарата
Электрическая схема самодельного сварочного аппарата довольно проста:
- Подключите сетевой кабель к первичной обмотке через выключатель
- Соедините выводы вторичной обмотки с клеммами для электродов
- При необходимости добавьте диодный мост для выпрямления тока
- Установите предохранитель в цепь питания
Для регулировки тока можно использовать дополнительные витки на вторичной обмотке с отводами.
Монтаж компонентов в корпус
Для безопасной эксплуатации аппарат нужно поместить в подходящий корпус:
- Выберите корпус подходящего размера (например, от компьютерного БП)
- Закрепите трансформатор внутри корпуса
- Установите выключатель и разъемы на переднюю панель
- Проложите и закрепите провода внутри корпуса
- Обеспечьте хорошую вентиляцию компонентов
Не забудьте про элементы безопасности — заземление корпуса, изоляцию токоведущих частей.
Подключение и тестирование самодельного сварочного аппарата
После сборки необходимо провести тестирование аппарата:
- Проверьте все соединения на надежность
- Подключите аппарат к сети через автомат защиты
- Измерьте напряжение холостого хода на выходе (должно быть 60-70В)
- Проведите пробную сварку тонкого металла
При обнаружении неполадок отключите аппарат и устраните их. Не пренебрегайте правилами электробезопасности при работе.
Особенности использования самодельного сварочного аппарата
При эксплуатации самодельного аппарата важно учитывать некоторые нюансы:
- Ограниченное время непрерывной работы из-за нагрева (10-15 минут)
- Необходимость перерывов между циклами сварки для охлаждения
- Возможность сварки металла толщиной до 4-5 мм
- Повышенное внимание к технике безопасности
- Периодический контроль состояния изоляции и соединений
При соблюдении этих рекомендаций самодельный аппарат прослужит долго и поможет в решении многих бытовых задач.
Сварочный аппарат из микроволновки своими руками: использование трансформатора СВЧ
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают провод для сварочного аппарата опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Полуавтомат из микроволновки своими руками. Простой сварочный аппарат из микроволновки
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
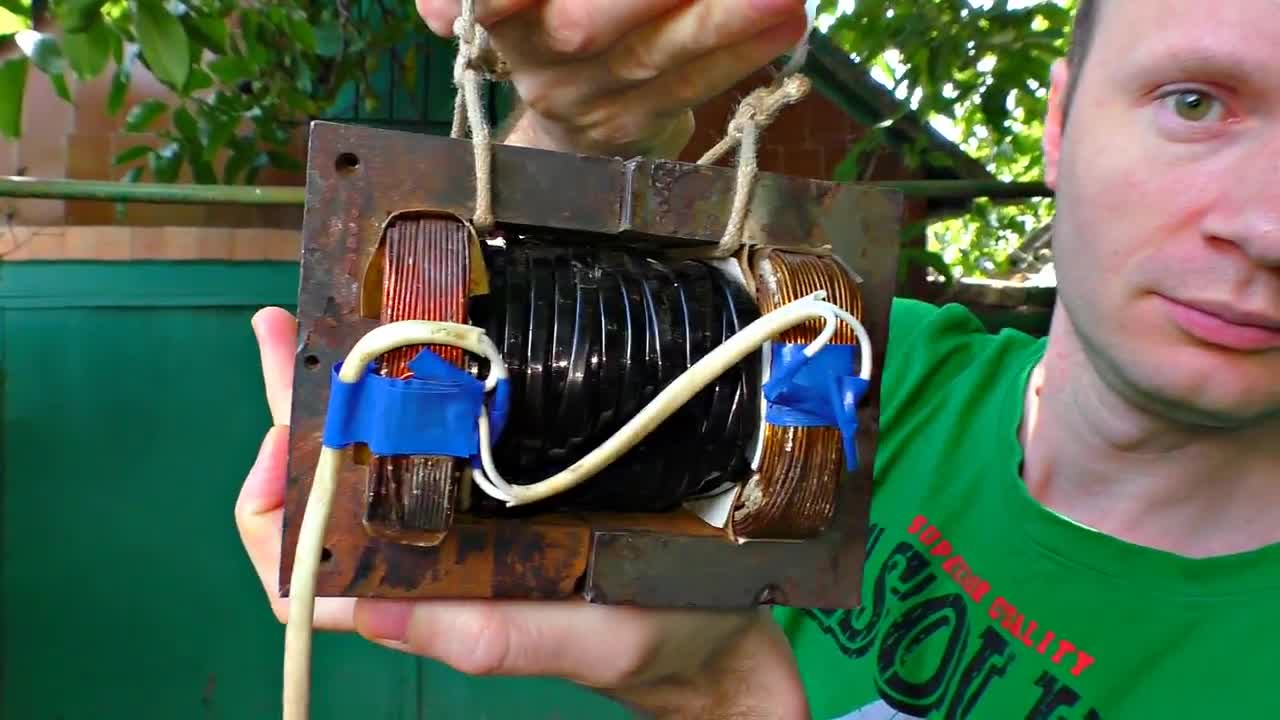
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора , который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички , к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант — это проводник с сечением 7 мм 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм 2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник . Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см 2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см 2 , то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см 2 . Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора .
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель . Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор , такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор .
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки , распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата . Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин . Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки . Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Продолжаем велотему.
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки»
— трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки»
— самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— , 10 наименований по 5 шт — 2,7$ лот 50 шт.
— 50 шт 1,28$
— 10 штук 4,8$
— 10 шт 1,6$
— — 10 шт 13,8$
За основу взята схема из
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже , в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
Энкодер был закуплен ,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
Сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
Остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на прошивку
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
Осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм Планирую купить +135 Добавить в избранное Обзор понравился +160 +286
Сделать сварочный аппарат можно из ненужного высоковольтного трансформатор от отслужившей свой срок микроволновой печи.
Итак, если Вы домашний мастер, ну или хотя бы не боитесь когда жужжит дрель)), Вы знаете — каким иногда не заменимым инструментом может стать электро .
Но не стоит сразу бежать за не дешевым аппаратом в магазин. Достаточно применить немного терпения, сноровки и у Вас получится изготовить вполне достойную дуговую сварку и в домашних условиях. Для изготовления этого чудо-девайса нам потребуется:
- Трансформатор микроволновой печи
- Корпус от блока питания ПК
- 1,5 — 2 метра сварочного кабеля типа КГ
- 5 метров одножильного алюминиевого провода АПВ сечением 2,8 — 3 мм.
- Один щуп на 60 ампер (крокодил)
- Рукоять от паяльника
- Контактная группа (не близко посаженных контактов)
- Не нужная щелочная батарейка (формфактор батарейки — D (E95))
- Изолента
В первую очередь необходимо спилить вторичную обмотку с трансформатора. Она уложена очень плотно, поэтому кроме как пилить по другому её не вытащить))
Чтобы не повредить первичную обмотку во время работы ножовкой рекомендуем подложить между ними металлическую пластину (стальную линейку) закрепив её аптечной резинкой вокруг трансформатора.
После того, как трансформатор будет освобождён от штатной вторичной обмотки, необходимо намотать на освободившееся место 28-30 витков 3-2,8 миллиметрового алюминиевого провода АПВ. Должно получиться 4-5 слоёв такой обмотки.
Проверьте вольтметром (в режиме переменного тока) выходное напряжение, оно должно составлять 15-20 вольт!
Из блока питания вытаскиваются все внутренности за исключением штатного разъёма питания и выключателя. Освободившиеся провода от разъема питания, после выключателя, обжимаются контакты под разъем первичной обмотки трансформатора или припаиваются паяльником (в зависимости от конфигурации трансформатора). Желательно установить предохранитель на 20 — 30 ампер между выключателем и трансформатором.
В корпусе БП, ножницами по металлу, вырезается отверстие под контактную группу. Устанавливается контактная группа, к которой подключается вторичная обмотка трансформатора.
На конце одной половины присоедините щуп (крокодил) и очень хорошо за изолируйте изолентой место соединения. Этот провод вы будете присоединять к корпусу свариваемого изделия и он будет служить Вам «землей».
На конце второго провода присоедините ручку сварочного аппарата, которая изготавливается следующим образом.
Возьмите ручку от не нужного паяльника, вытащите из неё все внутренности за исключением кожуха паяльника. Вставьте в кожух паяльника графитовый стержень от большой щелочной батарейки типа D (E95), хорошо обожмите стержень плоскогубцами и плотно утрамбуйте в него конец второго отрезка силового кабеля распущенного на конце.
Совет: можно использовать готовый магазинный комплект сварочного кабеля при наличии.
Присоедините силовые провода к контактной группе сварочного аппарата. Всё, сварочный аппарат готов!
Смотрите также видео, которое подробно описывает процесс изготовления сварочного аппарата из микроволновки:
Внимание! Есть риск поражения электрическим током. Будьте осторожны!
Внимание! Во время работы со сварочным аппаратом всегда одевайте специальные сварочные очки.
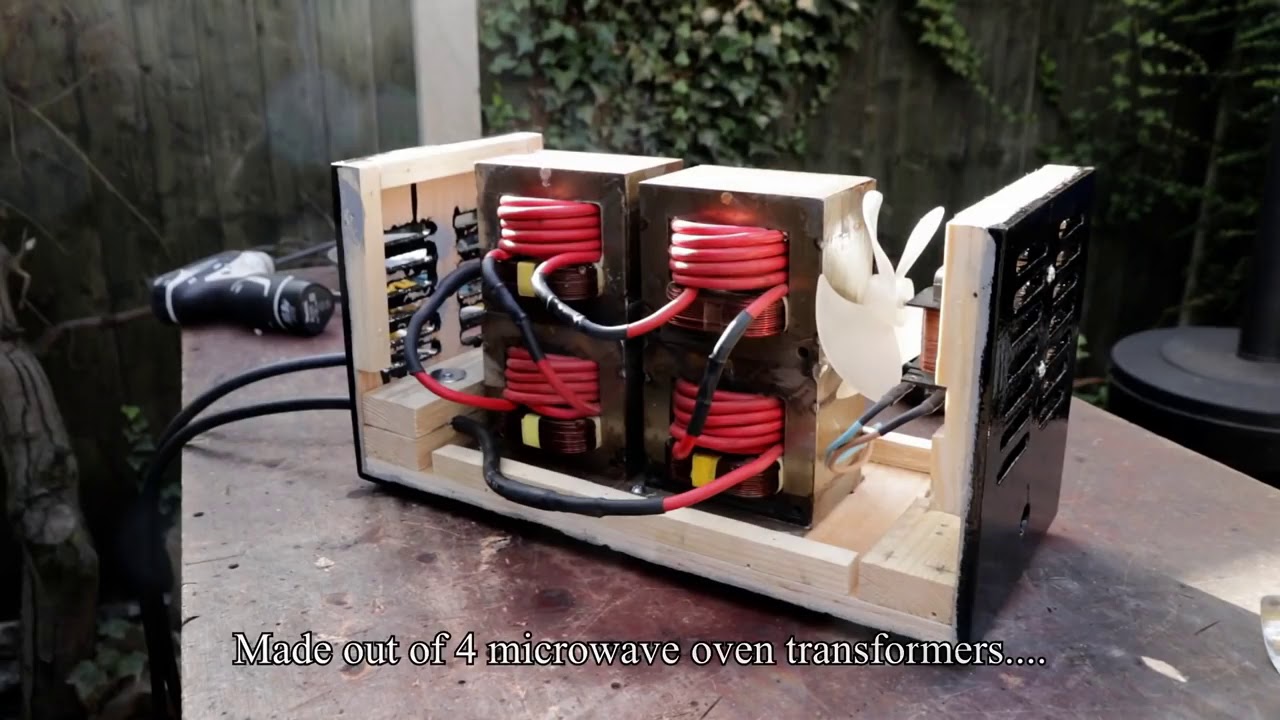
— для его самостоятельного изготовления в домашней мастерской потребуется, (как один из вариантов) трансформаторы от уже не нужной вам микроволновой печи, два вентилятора, можно взять их от компьютерного блока питания и нужно будет подобрать подходящий корпус.
Иногда в своем хозяйстве, особенно в частном доме, возникает необходимость произвести какие-нибудь небольшие сварочные работы. У меня уже давно была мысль сварганить для себя сварочный аппарат своими руками. Тем более с моей специальностью электрика, по которой я проработал больше двадцати лет, особой сложности не представляло. Поэтому, забегая вперед скажу, что времени для создания данной конструкции у меня заняло около 7 часов — это в общей сложности. Однако, прежде чем приступать к реализации этого плана вы должны иметь определенные навыки в электротехнике и точное понимание, что вы должны делать в процессе конструирования. Если же у вас не хватает опыта и знаний в этом деле, то лучше вообще не браться за этот проект, а приобрести сварочный аппарат в магазине. p>
Сварочный аппарат из микроволновки своими руками — специально для тех кто намерен сделать такой сварочник, хотелось бы сразу сделать акцент на том, что некоторые моменты описанные в этом обзоре, представляют определенную сложность.
Исходя из этого можно сделать определение, что базовой основой для будущего сварочного аппарата является трансформатор взятый СВ-печи. То есть магнитопровод из электротехнической стали, на котором намотаны две разные катушки медного провода покрытого термостойкой эмалью и имеющие определенное количество витков. Одна катушка имеет больше витков и выполняет функции первичной обмотки, а подключается к бытовой электросети. Другая обмотка, содержащая меньшее количество витков, а следовательно и низким напряжением, но с большой величиной тока является вторичной.
Вследствие того, что стандартный трансформатор от микроволновой печи создает на вторичной обмотке напряжение порядка 2000v, которое значительно превышает необходимое для сварки, поэтому его нужно снизить путем уменьшения количества витков. На снимке показан штатный трансформатор используемый в СВ-печи, который я несколько изменил. Конечная цель его модернизации — снизить рабочее напряжение и вместе с тем увеличить ток. Кто имеет опыт сварочных работ, тот наверняка знает, что маленькая сила тока на электроде не даст качественного сварочного шва, а чересчур высокая будет преждевременно плавить электрод и прожигать свариваемый металл.
И так начинаем подготовку трансформатора к перемотке. Прежде всего нам нужно убрать стандартную вторичную обмотку. Для этого нужно сделать аккуратный пропил ножовкой по металлу в двух местах катушки, так что бы не задеть первичную, а затем полностью убираем ее из катушки. Далее начинаем наматывать свою вторичную обмотку, но уже эмалированным проводом с большим сечением, укладывать его нужно виток к витку.
Здесь я намеренно не стал указывать точное количество витков и диаметр провода вторички, так как эти значения нужно подбирать исходя от требуемой выходной мощности и сечения сердечника трансформатора. Эти параметры можно свободно высчитать на специальном калькуляторе в режиме онлайн или воспользоваться таблицами расчета, коих также в сети интернет предостаточно.
Изготовленную обмотку, для лучшей изоляции, желательно покрыть лаком.
Теперь нужно определиться с корпусом для установки в него изготовленной конструкции, у меня нашелся вот такой:
Закрепил трансформаторы в корпусе как показано на фото, сначала установил один потом другой. Выходной ток сварочного аппарата у меня составил в пределах 50А.
На этом этапе нужно соединить первичные обмотки по параллельной схеме, а вторичные соединяем последовательно.
В конечном результате я получил на выходе рабочее напряжение около 38v и ток 60А с нагрузкой.
В торцовой поверхности корпуса сделал вырезы и встроил туда пару вентиляторов от блока питания ПК, работающих на вытяжку нагретого воздуха, снизу корпуса просверлил отверстия для циркуляции охлаждающего воздуха.
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Точечная сварка своими руками из микроволновки
Такая точечная сварка своими руками из микроволновки будет самой доступной технологией не только в плане багажа знаний, но и по величине затрат.
Наиболее простой конструкцией для самостоятельного изготовления обладает сварочный аппарат, основанный на принципе работы контактной или точечной электросварки. Причем такая точечная сварка своими руками из микроволновки будет являться и самой доступной технологией не только в плане необходимого багажа знаний, но и по величине затрат для достижения поставленной цели.
Что такое контактная сварка
Контактной точечной сваркой называют способ соединения заготовок в виде листов металлопроката или приваривание к конструкциям различных штучных изделий: болты, шайбы, заклепки и многое другое. Наиболее широкое применение эта технология контактной сварки нашла в таких отраслях промышленности, как автомобилестроение, самолетостроение и приборостроение.
Обладание аппаратом точечной сварки дает ряд преимуществ и дополнительных возможностей, а именно:
- возможность сварки изделий из листового металлопроката с малой толщиной;
- способность сваривать легкоплавкие металлы;
- аккуратный и прочный сварочный шов.
Основным достоинством контактной точечной сварки является то, что на ней можно научиться работать самостоятельно, имея всего лишь базовый уровень знаний. Для этого необходимо немного потренироваться и вы сможете добиться при работе на таком аппарате высокой производительности, при сравнительно небольших затратах расходных материалов и электроэнергии.
Трансформатор
Основной составляющей частью любого сварочного аппарата, использующего электрический ток для процесса термического соединения различных металлов, является силовой трансформатор, если не учитывать современные электронное инверторное сварочное оборудование. Причем будущий сварочный трансформатор должен иметь большой коэффициент трансформации для способности генерации больших сварочных токов.
Процесс контактной точечной электросварки основывается на законе Ленца-Джоуля, который говорит, что электрический ток при протекании через проводник выделяет количество теплоты, равное квадрату силы электрического тока, умноженному на сопротивление участка этого проводника за единицу времени:
Q = I**2 x R x t.
То есть, при силе тока, к примеру, в 1000 ампер на небольшом участке контакта будет выделяться большое количество тепловой энергии. В зависимости от длительности времени прохождения электрического тока сначала тепловой энергии будет хватать для того, чтобы расплавить участок контакта легкоплавких алюминиевых листов, а при длительном контакте — точечно сплавить стальную жесть.
Отсюда одним из лучших кандидатов для изготовления аппарата точечной сварки своими руками будет силовой трансформатор, взятый из старой сломанной микроволновки. Как правило, мощность таких повышающих трансформаторов от микроволновой печи колеблется в пределах от 700 ватт до 1,5 киловатта, что вполне достаточно.
Имейте в виду: что в качестве сварочного трансформатора можно взять любой подходящий силовой трансформатор с мощностью примерно в 1 кВт, но наиболее удобным все-таки, на наш взгляд, является преобразователь напряжения от микроволновой печи, его проще переделать.
Пошаговая инструкция
Прежде всего, для этого нам понадобится минимум инструмента и приспособлений, которыми вполне располагает, пожалуй, любое домашнее хозяйство, а именно:
- небольшая углошлифовальная машина с отрезным кругом по металлу;
- электродрель или шуроповерт со сверлами;
- молоток и зубило;
- набор слесарного инструмента в виде плоскогубцев, различных отверток и т. п.
Итак, приступаем:
- Берем силовой трансформатор от микроволновой печи и демонтируем вторичную обмотку, она будет большей по объему, главное, не перепутайте. Для этого лучше всего разрезать по краям в месте сварки стальной сердечник и выбить ненужную обмотку молотком и зубилом. Но также можно попробовать аккуратно срезать болгаркой или ножовкой по металлу выступающие края этой обмотки, а оставшиеся ее части в стальном сердечнике просто выбить зубилом.
Важно! Ни при каких обстоятельствах не повредите первичную обмотку, она является основным элементом будущего сварочного трансформатора. Ее можно не снимать с сердечника.
- Изготавливаем вторичную обмотку нашего будущего сварочного трансформатора. Для этого нам понадобится отрезок медного изолированного провода сечением примерно в 50 мм2 или около 8-10 мм в диаметре (визуально в палец толщиной) и длиной в 70-100 сантиметров. Основным условием при выборе такого провода — это то, что он должен быть обязательно новым и неповрежденным.
Наматываем этот медный проводник на центральный магнитопровод стального сердечника нашего трансформатора так, чтобы получилось два-три полных витка. Причем это надо сделать таким образом, чтобы витки на магнитопроводе были серединой медного проводника, а оставшиеся концы были примерно равными по длине.
- Собираем сварочный трансформатор. Для этого разобранные части стального магнитопровода устанавливаем на место их ровно так, как они стояли, предварительно перед этим смазав места контакта эпоксидной смолой или другим клеем, подходящим для этих целей. Зажимаем всю конструкции в тисках и ждем полного затвердевание клея.
Конечно, если есть возможность, то можно сварить эти части магнитопровода, но при этом необходимо надежно защитить обмотки трансформатора от возможного повреждения расплавленным металлом или искрами.
- Закрепляем изготовленный сварочный трансформатор на платформе, лучше всего для этого взять какое-нибудь изолированное основание в виде прочной пластмассовой пластины, деревянной доски или толстой фанеры. Размерами примерно по ширине в 150 мм и длиной от 300 до 700 мм, что будет определять в дальнейшем глубину свариваемой заготовки.
Сам трансформатор стоит укрыть защитным коробом, в котором необходимо выполнить вентиляционные отверстия для естественного охлаждения.
- Далее, изготавливаем сварочные контакты. Причем один из них должен быть неподвижный и выдерживать большие нагрузки, поэтому делаем его из прочного кронштейна, который жестко закрепляем на основании трансформатора. К этому кронштейну с помощью медного наконечника подключаем один из концов провода вторичной обмотки.
Другой контакт необходимо выполнить подвижным так, чтобы он мог ровно смыкаться с неподвижным, но в не рабочем состоянии быть нормально разомкнутым. Для этого делаем конструкцию второго контакта в виде рычага, который закрепляем на основании и подпружиниваем с помощью эластичной резиновой ленты или стальной пружины. На рычаге крепим кронштейн сварочного контакта, на который подключаем второй, оставшейся провод вторичной обмотки сварочного трансформатора.
Сварочные контакты проще всего сделать из медного прута 10-20 мм в диаметре, сделав при этом конусообразные заострения на концах. Можно, конечно, использовать специально предназначенные для контактной сварки стержни из вольфрама или на основе сплавов бериллиевой бронзы с цирконием.
- В завершение делаем электрическую часть , то есть подключаем первичную обмотку к сети 220 В. Для этого также можно воспользоваться шнуром питания с вилкой от нашей разобранной микроволновой печи, тем более он там больше уже не нужен.
Для автоматизации процесса сварки необходимо сделать выключатель. Лучше всего для этих целей подойдет так называемый микрик или выключатель нажимного типа, его также можно взять из микроволновки, он будет находиться в цепи блокировки открытия дверцы.
Микровыключатель ставим на разрыв первичной обмотки, то есть сети 220 В, а расположить его удобней всего, закрепив на рычаге подвижного контакта.
Внимание! Все контакты и оголенные части электрической цепи 220 В, изготовленного нами сварочного аппарата, необходимо тщательно изолировать с помощью ПВХ изоленты.
- Все, точечная сварка из микроволновки готова. Вам остается для начала потренироваться, чтобы понять, как протекают основные процессы сварки для различных металлов в зависимости от формы и толщины изделий. А вот после этого можно приступать к практическому применению вашего аппарата контактной сварки по непосредственному предназначению.
Споттер своими руками из микроволновки
Мы описали изготовление своими руками одного из вариантов конструкции точечной контактной сварки. Хотя с такой же легкостью на основе того же силового трансформатора от микроволновки можно сделать и другие схемы, в том числе и споттер для проведения кузовных сварочных работ на автомобиле. Для этого вместо стационарных прижимных контактов делаем удлиненные гибкие контакты, используя все тот же медный изолированный провод сечением 50 мм в диаметре, но уже длиной не менее 2 метров на каждый сварочный электрод.
Один из контактов будет массой и его выполняют в виде медной клеммы с большой площадью контакта. Второй электрод будет непосредственно сварочным и его изготавливают в виде металлического прута с прочным упором, на конце которого делают специальный заостренный медный контакт на конце для простой точечной сварки.
А вот для изготовления настоящего споттера, не уступающего промышленным образцам, понадобится вдобавок выполнить, как минимум, электрическую схему управления и формирования сварочного импульса, а также придется прилично потратиться на различные комплектующие и расходные элементы для проведения полноценных ремонтных кузовных работ.
Если у вас есть свой опыт по изготовлению и применению самодельных сварочных аппаратов контактной точечной сварки, то поделитесь им в блоке комментариев.
как сделать для контактной сварки, схема и инструкция – Виды сварочных аппаратов на Svarka.guru
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
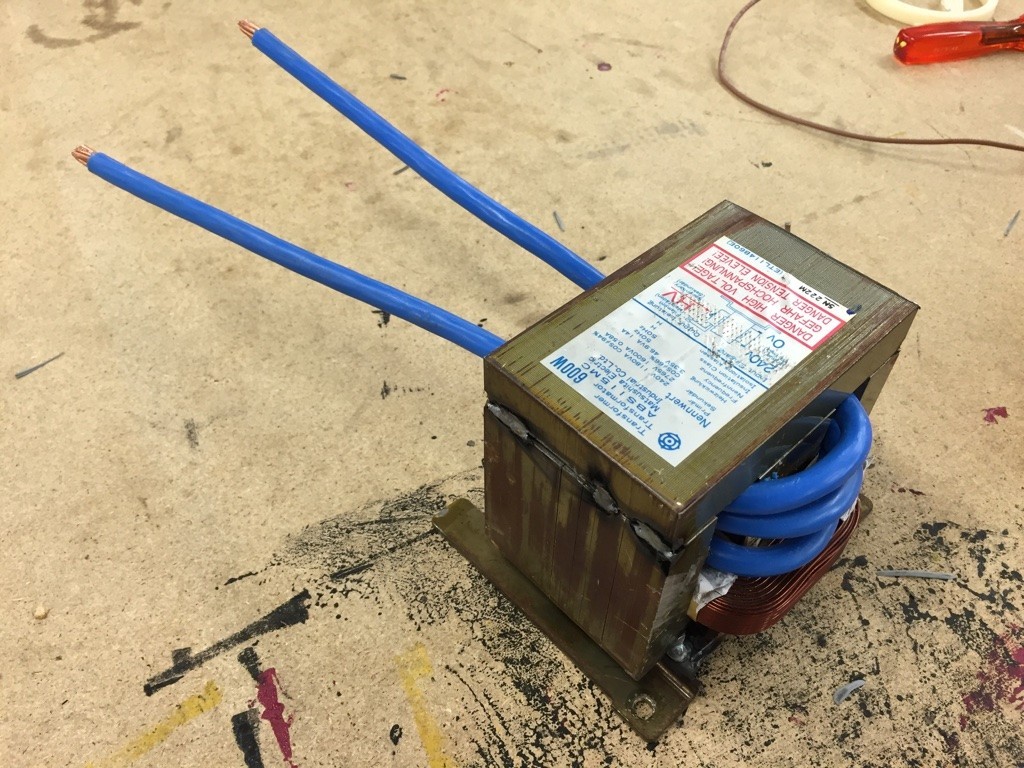
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- продолжительная нагрузка 300А;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
[stextbox id=’info’]Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей![/stextbox]
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.
[stextbox id=’info’]На этом этапе заботимся об установке защитного кожуха и заземления.[/stextbox]
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
[stextbox id=’warning’]Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.[/stextbox]
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
[stextbox id=’info’]Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.[/stextbox]
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
[stextbox id=’warning’]Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.[/stextbox]
Сварочный аппарат из микроволновки своими руками: как сделать для контактной сварки, схема и инструкция
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм,
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно,
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В,
- продолжительная нагрузка 300А,
- перенесение кратковременных импульсов до 1200 А,
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей!
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В,
- импульсный ток min – 800 А.
На этом этапе заботимся об установке защитного кожуха и заземления.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается,
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами, Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину,
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.
Загрузка…Компактная точечная сварка из трансформатора от микроволновки
В домашней мастерской или гараже компактная точечная сварка пригодится весьма кстати. Данная самоделка в особенности будет полезна тем, кому часто приходится иметь дело с тонким листовым металлом.
Пользоваться такой сваркой очень удобно, она отлично справляется со своей задачей и при этом занимает совсем немного. Собрать свой сварочный аппарат автор решил на основе трансформатора от старой микроволновки (бытовой СВЧ-печи).
Такие трансформаторы можно без проблем найти на металлоприемке (но нужно убедиться, что они рабочие) или купить по объявлению в интернете.
Первым делом, конечно же, необходимо будет подготовить трансформатор. Удаляем родную вторичную обмотку, и из толстого кабеля наматываем новую.
1
Читайте также: Как сделать обратный молоток (пригодится при укладке плитки)Советуем также прочитать статью-обзор на тему: как сделать настольный станок для снятия изоляции с электрических кабелей и проводов.
Далее отрезаем два куска квадратной профильной трубы, которые выступают в роли токопроводов (внутри них будут проходить концы вторичной обмотки трансформатора).
Основные этапы работ
На следующем этапе пропускаем через первый токопровод кусок кабеля. Второй токопровод шарнирно соединяем с рычагом.
1
Читайте также: Корончатое сверло из болта и баллончика из-под углекислого газаДалее отрезаем четыре куска уголка и свариваем из них квадратный профиль — это будет корпус сварочного аппарата. Сверлим в нем отверстия, прорезаем паз и крепим токопровод с рычагом.
1
Читайте также: Многофункциональные слесарные тиски для мастерскойТрансформатор устанавливаем в корпус. Затем останется только пропустить второй коне обмотки через токопровод и закрепить электроды. Также автор крепит к корпусу кнопку.
Как собрать точечную сварку из трансформатора от микроволновки, смотрите на видео ниже. Идеей поделился автор YouTube канала MakeTools.
Самодельная точечная сварка. Homemade CHEAP Spot Welder.Мне нравитсяНе нравитсяАндрей Васильев
Задать вопрос
Контактная сварка из трансформатора от микроволновки
Принципиальные электросхемы, подключение устройств и распиновка разъёмов
Устройство работает уже 5 лет, и между прочим хорошо работает, хотя использование СА не слишком часто. Трансформатор, из которого изготовлен сварочный аппарат, был выдран из неслабой микроволновой печи — как и вентилятор, который установлен для охлаждения обмоток. С трансформатора удалена вторичная обмотка, не затрагивая сетевую (описание технологии тут). Следующий шаг, который нужно сделать, намотка новой вторичной обмотки толстым кабелем (диаметром под 10 мм).
И трансформатор, и вентилятор прикручиваются к фанере. Перед трансформатором прикреплена доска с двумя отверстиями, через которые просунуты оба конца вторичной обмотки. Фанера — это ещё и своеобразный экран, который останавливает холодный воздух от места сварки. Рядом с трансформатором, как видно на фотографиях, использован таймер с регулировкой времени выключения питания.
Трансформатор включается с помощью педали ногой — тогда у оператора будут свободны обе руки для работы с электродами и деталью. Электроды изготовлены из медного стержня 8 мм, на который нарезана резьба. Кабельный зажим выполнен из разрезанной трубки из меди.
Сварочный аппарат в действии
Вентилятор начинает работать с того самого момента, как штекер вставлен в гнездо, поскольку трансформатор при работе стаёт очень горячий. Далее установим два электрода друг против друга, нажимаем на педаль, переключая напряжение на таймере, что дает ему еще некоторое время подавать на транс. Тут использован этот переключатель только для непреднамеренного длительного нажатия на педаль или нежелательной блокировки кнопки.
Поперечное сечение вторичной обмотки, точнее количество витков катушки, подбирайте экспериментально. При питании от 220 В он не выбивает предохранители (даже 10 А) и не вызывает моргание света в момент запуска.
Естественно напряжение сварки низкое и электроды можно брать голой рукой, но лучше одеть защитные перчатки, так как электроды от долгой работы нагреваются.
Мощность сварочного аппарата зависит от трансформатора — микроволновая печь имеет обычно 800-1200 ватт, так что чем больше трансформатор, тем лучше. При сварке создается большой ток — 1-2 кА и более при напряжении 1-8 В. Чем выше ток — тем лучше соединение, потому что время сварки очень короткое, а когда дело доходит до длительной сварки с низкой мощностью, получится почерневшее место.
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки.
Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии. Именно этот блок микроволновки сможет обеспечить стабильную подачу электроэнергии для сварки металлических деталей.
Извлечение трансформатора
Ненужная микроволновая печь легко найдется у друзей, соседей, среди собственного старого хлама. Наш народ привык хранить на всякий случай бывшее в употреблении оборудование, чтобы соорудить из него что-то своими руками.
Достаточно небольшой СВЧ-печки. В большинстве случаев хватит мощности, равной 800-650 Вт. Если значения мощности микроволновки будет выше, возможности сварочного аппарата увеличатся.
Трансформатор имеет две различные обмотки. Одна является первичной, имеет большее количество витков, используется при подключении к централизованной сети снабжения электричеством.
Другая обмотка – вторичная – имеет меньше витков. Для изготовления сварочного аппарата своими руками она не нужна. Задача умельца состоит в ее аккуратном изъятии из трансформатора микроволновки.
Чтобы не повредить первичную обмотку, которая расположена очень близко к вторичной, можно между ними проложить и зафиксировать металлическую пластину, линейку.
После этого ненужную часть можно спилить ножовкой, не опасаясь повредить витки первичной обмотки. Можно очень осторожно отсечь все ненужное зубилом. Тщательно выверяйте усилия своих рук, чтобы не повредить блоки микроволновки, которые нужно сохранить для сварочного аппарата.
Следует повторить процедуру с другой стороны, аккуратно удалив накальную обмотку. После спиливания, из корпуса трансформатора нужно вытащить все провода вторичной обмотки до полного освобождения обеих ниш. Упрощает очистку трансформатора микроволновки высверливание всего лишнего дрелью.
Иногда обмотки расположены друг к другу очень близко. Аккуратно удалить их можно только разобрав сердечник, а потом заново склеив своими руками.
Новая обмотка
В получившихся нишах делают новую вторичную обмотку из эмалированного или медного провода большого диаметра. Минимальный размер сечения должен составлять 1 см.
Провода могут быть не цельными, а многожильными. Важный показатель для сварочного аппарата из микроволновки – это суммарный диаметр проводов. Укладывать их нужно плотно, не оставляя зазоров.
Точный размер сечения и требуемое количество витков можно вычислить по специальным таблицам или с помощью он-лайн калькуляторов, ориентируясь на размеры сердечника и необходимую мощность на выходе. Некоторые умельцы подбирают провод для сварочного аппарата опытным путем. На концах обмотки следует хорошо закрепить наконечники.
Трансформатор, изъятый из микроволновки, для использования в новом качестве готов. Он сможет поставлять ток, сила которого достигает 1000 А, что вполне достаточно для домашнего агрегата. Главная часть для контактной сварки сделана своими руками из старой микроволновки.
Если нужен более мощный сварочный аппарат, придется переделать два трансформатора. Подключение двух трансформирующих блоков выполняется последовательно.
Важно соединить одноименные обмотки, иначе произойдет замыкание. Правильность действия проверяется по маркировкам или с помощью вольтметра. Когда подключены оба трансформатора из микроволновок, следует проверить силу тока.
Она не должна превышать 2000 А. Большие значения станут причиной перегрузки домашней электросети, и сварочный аппарат либо вообще не будет работать, либо будет прожигать металл.
Изготовление корпуса
Вариантов изготовления корпуса для сварочного аппарата есть несколько. Некоторые мастера делают корпус из дерева. Однако, удобнее всего пользоваться сваркой из трансформатора от микроволновки, если разместить аппарат в корпусе от системного блока компьютера. Найти старый «системник» несложно. Они тоже накапливаются у многих дома при замене устаревшей техники на новые модели
На фрагмент корпуса с вентилирующими отверстиями снизу прикручиваются ножки. Можно взять опорные ножки от ненужного видеомагнитофона, проигрывателя, любой другой техники.
В боковой части корпуса сварочного аппарата следует вырезать окошко, закрыть его диэлектрической пластинкой из любого термостойкого изолирующего материала. В связи с тем, что клеммы на пластине будут нагреваться, следует исключить расплавление пластины.
Использование корпуса от компьютера удобно по нескольким причинам:
- у него присутствует кнопка включения и выключения;
- на корпусе есть готовое гнездо для подключения в сеть, к которому осталось только подсоединить переделанный трансформатор из микроволновки;
- ячейки для вентиляции обеспечивают эффективное охлаждение содержимого корпуса. Вентилятор можно также взять из старого ПК;
- конструкция имеет достойный внешний вид.
На термоизолирующей пластине имеет смысл установить светодиодную индикацию. Это поможет легко заметить состояние сварочного аппарата.
Выбор электродов
Для правильного выбора электродов контактной сварки полезно посмотреть ГОСТы, в которых оговорены все требуемые параметры. Удобный доступ к месту будущего шва обеспечивают электроды прямой формы. Диаметр медных прутьев не может быть меньше диаметра рабочих проводов.
Соединение лучше сделать спаиванием. Это уменьшит вероятность окисления при работе. В связи с тем, что электроды неизбежно расходуются при сваривании, их нужно своевременно затачивать.
В идеальном состоянии электродные концы должны иметь форму отточенного карандаша. Результат работы на аппарате из микроволновки после наработки некоторого опыта будет неотличим от заводской контактной сварки.
Важные дополнительные устройства
Для получения хорошего шва процессом следует умело управлять. Система включения сварочного аппарата может быть использована от старого системного блока.
Для удобства при работе потребуются хорошие рычаги оптимальной длины, которые помогут удерживать деталь и прижать ее. Нетрудно смонтировать самому рычажный механизм на винтах.
Если он будет размещен на самом рычаге, у мастера появится возможность дополнительных манипуляций, освободится вторая рука при работе со сварочным аппаратом.
Для домашней сварки достаточны не очень большие прижимные усилия. Для толстой листовой стали сварочный аппарат, сделанный своими руками, не подойдет по многим причинам. В частности, возможностей трансформаторов из микроволновки для этого не хватит.
Если нужно провести сварку в нескольких точках, вполне достаточно рычага, имеющего длину около 60 см. Это позволит сэкономить физическую нагрузку мастера. Давление на рабочую точку будет в 10 раз больше, чем сила прилагаемая сварщиком.
Для обеспечения статичного положения аппарата из микроволновки, нужно с помощью струбцин накрепко зафиксировать его на рабочей поверхности.
Хорошее сваривание происходит при контакте электродов с рабочей деталью строго определенное время, которое можно при наличии опыта определить зрительно. Если на опыт полагаться не приходится, имеет смысл смонтировать специальное реле.
Во время всего периода работы сварочный аппарат, сделанный из микроволновки, должен хорошо охлаждаться одним или несколькими вентиляторами. Помимо этого всегда полезно делать паузы в работе, позволяющие охладиться оборудованию и отдохнуть мастеру.
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Источник трансформатора печь СВЧ
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм 2 ). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- продолжительная нагрузка 300А;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
(PDF) Утилизация микроволновых печей Трансформаторы для создания процесса дуговой сварки
Международный журнал научно-технических исследований Объем 9, выпуск 02, 20 февраля ISSN 2277-8616
3963
IJSTR © 2020
www.ijstr. org
Переработка трансформаторов микроволновых печей в
Создание процесса дуговой сварки
АМИН А. АЛАНСАРИ АБДУЛАЗИЗ И. АЛБАННАИ
Резюме: Переработка является одним из творческих и развитых инженерных действий в любом современном обществе, и люди во всем мире узнать о
экологических проблемах.Например, отходы материалов, электрические компоненты, газы, жидкости и т. д. С ростом любого общества растет и озабоченность и знание
экологических проблем, потому что отходы продолжают течь и наверняка затовариваются. Поэтому инженеры должны предложить творческие
идеи по переработке этих отходов, чтобы сохранить окружающую среду и снизить риск для общества. Целью этой статьи является переработка важной части
использованной или сломанной микроволновой печи, называемой трансформатором, с использованием ее для создания простого и полезного аппарата для дуговой сварки.Трансформатор известен как трансформатор высокого напряжения
, и в этом проекте мы соберем его, заменив вторичную обмотку, чтобы получить трансформатор с низким напряжением и высоким выходным током
. Установка двух трансформаторов параллельно друг другу в электрической цепи приведет к еще большему выходному току, что приведет к расплавлению заготовки
, что является важным этапом процесса сварки плавлением. Таким образом, в этой работе автор покажет экспериментальные процедуры и теоретические точки зрения
для переработки высоковольтного трансформатора из двух сломанных микроволновых печей и превращения их в простой и полезный аппарат для дуговой сварки.
—————————— ——————————
1. ВВЕДЕНИЕ
Отец науки — прозвище, данное
греческому ученому по имени Фалес, потому что он был первым
человеком, который проводил исследования в области электричества и магнетизма.
Майкл Фарадей, который провел первый эксперимент по индукции
, построив пару катушек в тороидальном замкнутом магнитном сердечнике
, и в результате (закон индукции Фарадея) был назван
в 1831 году.Позже, в 1882 году, Томас Эдисон построил первые
электростанций в Лондоне и Нью-Йорке для производства
электростанций постоянного тока (DC). Когда открылись двери для патентов в этой области
, в 1886 году Джордж Вестингауз изготовил первую систему питания переменного тока
(AC) в Буффало, штат Нью-Йорк,
, а затем получил патент на создание трансформатора в
1887 году. , трансформаторы используются во всем мире
, и это сердце любой системы электроснабжения
для подачи электроэнергии повсюду в городе, и выгода для
идет всем людям, упомянутым ранее [1].С другой стороны, в начале девятнадцатого века сэр Хамфри Дэви
обнаружил, что в электрической цепи высокого напряжения дуга
(яркий свет) может быть получена путем сближения двух клемм
. Этот яркий свет в форме дуги
давал значительное количество тепла, способного расплавить железо. Позже, в
1860-х годах, англичанин Уайльд сплавил вместе маленькие кусочки железа
, и это был первый зарегистрированный патент на сварку.
В 1881 году Огюст Де Меритенс соединил угольный стержень
(электрод) с отрицательным полюсом источника тока, а
прикрепил заготовку к положительному полюсу электродуговой сварки
пластин аккумуляторной батареи. Вскоре после этого, в 1887 году, русский
парень, известный как Николас Де Бенардос, получил первый патент
на дуговую сварку, применив приспособленный углеродный стержень с изолированной
ручкой, соединенной с положительным полюсом цепи постоянного тока, так что
можно было легко управляется вручную.Банк аккумуляторов
использовался в качестве источника питания для любого процесса дуговой сварки
в начале 1880-х годов, и напряжение можно было контролировать
количеством ячеек, расположенных последовательно, а ток
количеством ячеек, соединенных параллельно и последовательными резисторами [2].
В настоящее время большинство аппаратов для дуговой сварки
зависят от трансформатора, расположенного в их источнике питания
, и простой схемы источника питания сварочного аппарата
, показывающей место трансформатора на следующем рисунке (1) [3 ].
Трансформатор — устройство, используемое для передачи электрической энергии
от одной электрической цепи к другой индуктивным путем через
связанные проводники (катушки) внутри ферромагнитного сердечника и
его основным назначением является изменение уровня напряжения электрической
мощности источник с различным уровнем напряжения в зависимости от
окружающего магнитного поля и потока. Трансформатор
обычно состоит из двух катушек из медных проводов, намотанных
на твердый ферромагнитный сердечник на двух разных уровнях.
Две катушки не соединены друг с другом и
расположены в пределах одного и того же магнитного потока на ферромагнитном
сердечнике для передачи энергии от одной катушки к другой. Первичная катушка
или первичная обмотка, подключенная к входному источнику питания
, передает мощность через магнитный поток
на вторичную обмотку или вторичную катушку
, производя различное выходное напряжение и ток в зависимости от отношения
число витков между обеими катушками
ипо закону Фарадея [4 и 5].Для идеального трансформатора входная
электрическая мощность должна равняться выходной электрической мощности, что
означает, что трансформатор будет воздействовать как на напряжение, так и только на
ток, а мощность на выходе
останется неизменной [4, 6, и 7]. Следующий рисунок (2) показывает простую конструкцию
трансформатора и его важные детали. Таким образом, любой трансформатор
в основном зависит от создаваемого магнитного поля
________________________________
Специализированный инструктор (B) в электрическом отделе
промышленного института (Сабах Аль-Салем) Государственного управления прикладного образования
Образование и обучение, Кувейт.
b Специализированный инструктор (C) в производственном отделе
колледжа технологических исследований Государственного управления прикладного
Образование и обучение, Кувейт. [email protected]
Аппарат для точечной сварки своими руками
Аппарат для точечной сварки своими руками Кремона, август 2018 г.Вернуться на главную страницу.
Привет,
это краткий обзор с некоторыми примечаниями о том, как сделать аппарат для точечной сварки из трансформаторы СВЧ (МОТ).
Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что здесь есть:
- Два параллельных MOT для большей мощности;
- Твердотельное реле для синхронизации, для простоты управляемое Arduino.
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения. Это опасно и небезопасно. я никоим образом не несу ответственности любой ущерб, который вы можете причинить (даже себе).
Введение
Существует множество учебных пособий по точечной сварке.В основном люди используют трансформаторы микроволновых печей (МТ), снимая высоковольтные вторичный и заменив его всего за несколько витков. Я использую два MOT параллельно, для более высокого выходного тока.Этого достаточно для изготовления простейшего аппарата для точечной сварки, однако возможность контролировать время сварки. Также говорят, что короткий импульс перед сваркой размягчает материал и тем самым создает лучший электрический контакт (он же лучшая сварка). В моем случае я использую Arduino для реализации простого контроллера времени.В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в прямой режим.
Трансформаторы
Вот фото двух трансформаторов для микроволновых печей (MOT), полученных из микроволновой печи.Будьте осторожны, микроволновые печи очень опасны. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение еще долгое время после того, как духовка была выключена. отключенные и опасные химические вещества в магнетроне. Люди говорят, что они сделают вас слепыми.
Технический осмотр сверху все еще нуждается в доработке.Вторичную обмотку высокого напряжения (более тонкий провод, гораздо больше витков) необходимо удалить и удалить.
заменены несколькими витками толстого провода.
Магнитные шунты должны быть удалены.
Магнитные шунты снижают эффективную мощность трансформатора, так как в них происходит короткое замыкание.
часть магнитного потока.
Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в
параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делаются из меди (не из латуни, говорят, что она прилипает при сварке).Нашел медные заклепки большого сечения, работают нормально. Два коротких плеча удерживают электроды импровизированным образом, а несколько пружин удерживают плечи открытыми. Подключить электроды, добавить выключатель и все смонтировать.
Трансформаторы должны быть подключены параллельно (обратите внимание на фазу!!), примерно так:
На этом базовый аппарат для точечной сварки готов и уже может работать.
Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для установки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер. В качестве таймера решил использовать Ардуино, управляя дешевым твердотельным реле (3 штуки с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфирующий элемент, что очень важно при высокой индуктивности. приложения (например, трансформаторы!!) Обычные реле рискуют залипнуть при резком отключении больших токов. Пока дешевое твердотельное реле работает нормально.Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае это непосредственно выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Схема для Arduino выглядит примерно так (извините, я знаю, что это грубо..) В любом случае полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и сварочный аппарат можно использовать в прямом режиме, как показано выше. Сборка ТО была рассмотрена на предыдущем фото.
Три триммера — это просто делители напряжения (470 кОм должно работать отлично). Рычажный переключатель имеет три положения (среднее отключено) и обсуждается в программе. Другая кнопка запускает сварку при нажатии.
Простая программа Arduino делает в цикле следующее:
- Проверить состояние маленького рычажного переключателя;
- Если переключатель находится в первом положении, выполните автоматическую сварку (с контролем времени) при нажатии кнопки;
- Если переключатель находится во втором положении, установите время предварительной сварки, паузы и сварки с помощью трех триммеры;
- Если переключатель находится в третьем положении (ручной режим), то проверьте состояние кнопки и если он нажат, сварите, пока он не освободится.
Я слышал, что ты сказал! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой сценарий ЗДЕСЬ. Это также требует библиотеки LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе постройте верхний уровень точечной сварки, поместите охлаждающий вентилятор (и металлическую
сетку сзади, чтобы воздух мог выходить через моторы) и добавить электронику.
Наконец, нам нужна панель для триммеров, дисплей и несколько кнопок.
Вот и все, ребята!
Есть комментарии? Не стесняйтесь писать мне!
Ура,
Стефано
Вернуться на главную страницу.
Как собрать аппарат для точечной сварки с трансформатором для микроволновой печи
Щелкните изображение для просмотра на Amazon
Щелкните изображение для просмотра на Amazon
Замена трансформаторов микроволновых печей (MOT) для сборки вещей — обычный хакерский трюк. Мы делаем это, чтобы построить точечный сварочный аппарат для микроволновой печи, но его можно использовать для гораздо большего.
Я видел, как они использовались для изготовления небольших трансформаторов для автономной передачи электроэнергии, катушек Тесла, источников питания, индукционных печей и многих других вещей, которые потребляют низкое напряжение и большую силу тока.
Как спасти микроволновку
Специально для трансформатора микроволновой печи (обычно называемого МОЛ). Я также получил все виды других частей.
Причина, по которой я разобрал эту микроволновку для техосмотра, заключается в том, что я хочу сделать микроволновый аппарат для точечной сварки.
Во-первых, будьте осторожны, так как внутри микроволновки находятся предметы под высоким напряжением.
Конденсатор внутри имеет высокое напряжение и может убить вас, если он заряжен и вы коснетесь его концов. Убедитесь, что вы замкнули конденсатор, чтобы быть в безопасности
Также есть моторчики, лампочки, выключатели, провода и магнето.
В Интернете есть инструкции по модификации микроволнового магнето и волновода (антенны) и отправке заряда, который может закоротить маленькую электронику на расстоянии около 20 футов.
Теперь, когда у меня есть трансформатор для микроволновой печи и шнур питания, я могу сделать свой микроволновый точечный сварочный аппарат.
Как перемонтировать проводку ТО.
Это необходимо для замены трансформатора с низкого тока и высокого напряжения на низковольтный ток с высокой силой тока, необходимый для нагрева металла до точки плавления.
В своей первой попытке перемонтировать трансформаторы я придерживаюсь простоты, так как микроволновка на трансформаторе может легко вас убить.Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
В этом видео мы показываем, как легко разобрать МТ, а затем перемонтировать его так, чтобы вместо питания 115 В переменного тока и увеличения до тысяч вольт мощность понижалась до 3 вольт при нескольких амперах.
Ампер (ампер) — это единица измерения того, сколько электричества проходит через определенную точку в единицу времени. Это как измерять, сколько воды течет. Вода течет легче через большую большую трубу, чем через маленькую трубу — большие амперы аналогичны большому количеству воды, протекающей по большой трубе.
Когда большой поток уменьшается, давление увеличивается – если большое количество ампер направляется в плохой разъем или тонкий провод, это давление превращается в тепло.
Это очень простое (ОЧЕНЬ БАЗОВОЕ) объяснение того, как можно перемонтировать трансформатор микроволновой печи для создания тепла, необходимого для плавления и сварки металла.
Испытание аппарата для точечной сварки MOT с перемонтированным проводом
Небольшой тест, прежде чем сваривать. Мне нужно было больше рук, чтобы держать камеру и подключить ее к
Этот ютубер сделал свой собственный аккумуляторный точечный сварочный аппарат из старой микроволновки, используя Arduino
Этот ютубер сделал свой собственный аккумуляторный точечный сварочный аппарат из старой микроволновки, используя Arduino
Команда Arduino — 11 сентября 2021 г.
YouTuber Роберт Данн (известный как Андер Данн) только что получил большую коробку с отдельными цилиндрическими аккумуляторными элементами и поэтому хотел соединить их вместе, чтобы создать большой аккумуляторный блок.Обычно это достигается с помощью специального инструмента, называемого аккумуляторной точечной сваркой, который используется для прихватки никелевых полосок к клеммам. Но Данн не хотел тратить деньги на новую, поэтому он построил свою собственную версию, используя только старую микроволновую печь, обрезки меди, немного провода и Arduino Uno с твердотельным реле, прикрепленным для управления. текущие тайминги разряда.
Данн начал с извлечения трансформатора из микроволновки и разрезания его, чтобы обнажить катушки внутри.В качестве быстрого освежения в памяти трансформаторы повышают или понижают напряжение, используя пару противоположных катушек внутри магнитного поля, что также приводит к обратно пропорциональному увеличению или уменьшению тока. Поскольку Данн хотел максимизировать ток, он заменил меньшую катушку на еще меньшую, сделанную из проволоки шести калибров, которая могла выдерживать чрезвычайно высокий ток.
Плата Arduino использовалась в сочетании с модулем твердотельного реле для импульсного тока, поступающего в трансформатор.Его схема также содержала семисегментный светодиодный модуль, показывающий количество миллисекунд, в течение которых трансформатор будет включен, а также красную кнопку для его активации. Время можно было отрегулировать с помощью поворотного потенциометра.
После того, как все было подключено и помещено в деревянный корпус, Данн проверил свой самодельный аккумуляторный точечный сварочный аппарат, нажав кнопку, и он заработал, как и ожидалось.
Вы можете следить за любыми ответами на эту запись через RSS 2.0 кормить. Вы можете оставить отзыв или вернуться со своего сайта.
Аппарат точечной сваркииз 2-х трансформаторов СВЧ — Сварочное оборудование
Несколько недель назад я бродил по сети и наткнулся на идею сделать точечный сварочный аппарат из трансформатора для микроволновки. Идея показалась мне забавной, и я приступил к ее созданию. Сегодня вечером он успешно сварил два куска листового металла толщиной 16 ga. Мне пришлось удерживать его около 10 секунд для этого сварного шва, поэтому я думаю, что это, вероятно, предел того, что можно сварить.Я отдельно подключаю каждый трансформатор, и поэтому я ожидаю, что для более легких металлов я буду делать некоторую комбинацию, удерживая нажимную стыковку в течение меньшего времени и отключая один из трансформаторов.
Трансформаторы не имели одинаковых обмоток, поэтому я варьировал количество витков, которые накладывал на них, чтобы получить близкие выходные напряжения. У одного трансформатора было 2 витка, у другого — 3. Итоговое выходное напряжение составило 2,32 вольта. Мне также пришлось переключить входные лепестковые клеммы в какой-то момент, так как напряжения были не в фазе и компенсировали друг друга.Преимущество микроволновых трансформаторов заключается в том, что они имеют «шунты», которые ограничивают протекание тока и, таким образом, предотвращают перегорание выключателя, поскольку точечная сварка создает то, что фактически является «коротким замыканием» во время нормальной работы.
Не считая нескольких вещей, которые у меня были под рукой, мой общий расход составил 30 долларов. Я нашел трансформаторы на свалке. Люди продали на свалке пару сломанных микроволновок, поэтому я открыл ящики и вынул трансформаторы. Все вместе они обошлись мне в 5 долларов.Большая часть моих расходов была связана с круглым медным стержнем диаметром 3/8 дюйма для наконечника электрода и толстой медной проволокой.
Теперь это дает мне 5 различных способов сварки на выбор при работе над проектом дома. У каждого есть преимущества и недостатки. Поэтому в зависимости от ситуации я выбираю лучшее.
- Кузнечная сварка
- Дуговая сварка электродуговой сваркой
- Дуговая сварка ВИГ
- Сварка ацетиленом/кислородом
- Точечная сварка электрическим сопротивлением
На этом веб-сайте я видел, как используются два трансформатора.http://home-workshop.com/MOTWelder.htm
Самодельный микроволновый точечный сварочный аппарат со схемой управления — Apex Logic
Это краткий обзор аппарата для точечной сварки, который я построил. Как и в большинстве самодельных точечных сварочных аппаратов, здесь используется провод 4AWG, намотанный на микроволновый трансформатор. Существует множество руководств о том, как подготовить трансформатор к установке новых обмоток. Основной план будет заключаться в том, чтобы отрезать одну сторону вторичной катушки, вытолкнуть оставшуюся часть катушки с другого конца и отшлифовать края отверстия, чтобы удалить любые заусенцы.Следует отметить, что НЕ УДАРЯЙТЕ ПЕРВИЧНУЮ КАТУШКУ. Провод имеет покрытие, поэтому разрезание его может вызвать короткое замыкание, что приведет к катастрофическому отказу. Я обернул еще одну катушку вокруг трансформатора после того, как был сделан снимок ниже. В настоящее время сварочный аппарат работает от 2,8 Вольт.
Этот сварочный аппарат сделан из дерева, оно дешевое, податливое и по большей части непроводящее. Все используемые детали были куплены по низким ценам примерно за 16 долларов, кроме микроволновой печи.Вместо использования шарниров две опоры стоят от основания, чтобы удерживать рычаги там, где будут электроды. Пружина и два болта с проушиной используются для крепления пружины к основанию и верхнему дюбелю. Электроды состоят из небольших шин, которые используются в панельной коробке с наконечником для сварки MIG в качестве фактической точки контакта. Удивительно, но эти наконечники вкручиваются прямо в шины без какой-либо механической обработки. Разъем клеммы аккумулятора используется для подключения провода 4AWG к шинам. У меня не было очень тяжелых обжимных зажимов, поэтому я использовал пару болторезов, чтобы прижать фитинг к проводу.
Хотя я не использую эту схему, она должна хорошо работать, чтобы управлять сварочным аппаратом, переключая питание на силовую сторону трансформатора. Ножная педаль от швейной машины, или вы можете купить ее за 13 долларов в Graingers (деталь № 6GPD6). 120 В переменного тока -> 24 В переменного тока будет использоваться для снижения напряжения на переключателе и стороне катушки реле. Эту часть можно взять откуда угодно, может быть, даже из микроволновки, которую вы разобрали.Реле должно выдерживать 120 В на контактах, я планирую использовать сверхмощное реле OMRON SPST-NO, которое также доступно в грейнгерах (деталь № 1YCF2). Чтобы упростить крепление реле к базе, вы также можете приобрести фиксирующий зажим (деталь № 1YAW9). Ниже приведена схема цепи управления. Обратите внимание, что без него сварочный аппарат всегда будет под напряжением и начнет сварку, как только контакты соприкоснутся. С этой схемой вы можете касаться контактов и производить сварку только при нажатой педали.
Аппарат для точечной сварки
– eLab | hackerspace
Несколько лет назад мы увидели интересное видео Гранта Томсона, использующего старый микроволновый трансформатор для плавления некоторых вещей.Идея нам понравилась, и так как у нас валяется много старых микроволновок, мы подумали, что было бы круто сделать аппарат для точечной сварки.
Эти трансформаторы обычно называют MOT (трансформатор для микроволновой печи). Предупреждение: Будьте очень осторожны при работе с МТ, они могут генерировать высокое напряжение, которое очень опасно и может вас убить! Поэтому обязательно примите все меры предосторожности и обратите внимание на работу, которую вы делаете.
Идея довольно проста, в микроволновых печах есть повышающий трансформатор внутри, который принимает напряжение сети и создает выход высокого напряжения с низким выходным током для магнетрона, который генерирует микроволны.Этот трансформатор обычно мощный, в нашем случае мы будем использовать «MD-901 EMR-1» мощностью 1500 Вт.
Трансформатор может быть повышающим трансформатором для повышения напряжения или понижающим трансформатором для снижения напряжения. Физически это в основном одно и то же, но если мы считаем конкретную катушку первичной катушкой, мы можем проанализировать ее, как в следующем примере.
Следует помнить две формулы (при рассмотрении идеального трансформатора): первая N1/N2=V1/V2, где N — количество витков в катушке, а V — напряжение.Это означает, что количество витков в катушке прямо пропорционально напряжению в ней. По сути, чем больше витков, тем больше напряжение вы получите. Мы можем заметить, что в повышающем трансформаторе количество витков во вторичной обмотке (N2) больше, чем в первичной обмотке (N1), потому что вторичное напряжение (V2) также выше, чем первичное напряжение (V1), по тому же соотношению.
Другая формула, которую следует запомнить, заключается в том, что мощность P=VI, где V — напряжение, а I — ток. Трансформатор имеет одинаковую мощность в первичной и вторичной катушке, поэтому P=V1xI1=V2xI2, зная напряжение, мы можем рассчитать ток в каждой катушке.
МТ
обычно имеют вторичное выходное напряжение около 2 кВ, поэтому это значение мы рассмотрели для этого примера.
Теперь для точечной сварки нам нужен ток, поэтому нам нужно модифицировать трансформатор, чтобы получить намного больше ампер! Поскольку мощность постоянна, для увеличения вторичного тока (I2) необходимо уменьшить вторичное напряжение (V2). Мы знаем, что напряжение напрямую связано с количеством витков, поэтому, уменьшив его, мы добьемся поставленной цели:
Как видите, уменьшая количество витков до точки, где вы получите 1.3В на вторичной обмотке, получим вторичный ток свыше 1000А! Этого должно быть достаточно, чтобы расплавить некоторые вещи.
Итак, первым шагом является определение вторичной обмотки МОЛ. Мы знаем, что она имеет высокое напряжение, но имеет низкий ток, а это означает, что она будет иметь больше витков, чем первичная обмотка, и более тонкий провод. Теперь снимаем с железного ядра:
Это может быть немного сложно. Это немного сложнее, чем кажется. Мы начали с использования плоскогубцев и пилы.
Позже мы перешли к Dremel:
Чтобы создать пространство внутри.
А позже с молотком и металлическим стержнем, который сделал свое дело:
Далее подключаем новую вторичную катушку. Помните, что эта катушка теперь будет иметь очень большие токи, согласно нашему предыдущему примеру, она может потреблять более 1000 А, так что это означает, что вам понадобится провод большого сечения. Мы использовали завалявшиеся биты размером от 16 до 25 мм2 (от 5 до 3 AWG). Чего кстати мало, так что долго не держите включенным, сильно греется!
Одного-двух оборотов должно быть достаточно, чтобы получить желаемый эффект.Теперь вы можете измерить выходное напряжение, оно должно быть от 1 до 3 В.
Наконец-то пришло время поэкспериментировать с металлическими листами:
Работает отлично! Поскольку напряжение низкое, вы должны обязательно использовать токопроводящие металлические детали, если на них есть слои краски или что-то, что препятствует протеканию тока, это ничего не даст.
Всегда приятно видеть, как металлические детали становятся ярко-оранжевыми!
Никогда не стареет! Всегда есть больше металлов, которые нужно переплавить!
Вот так можно сделать дешевый аппарат для точечной сварки.На самом деле я построил для него корпус с некоторыми старыми крышками для настольных компьютеров и медными трубками в качестве рук, но у меня не было возможности сделать снимок до того, как он был модернизирован до новой конструкции, которая, кстати, скоро будет опубликована здесь.
