Что такое сварочный робот. Из каких компонентов состоит роботизированный сварочный комплекс. Какие виды сварочных роботов существуют. Преимущества и недостатки роботизированной сварки. Как выбрать и настроить сварочного робота. Популярные производители.
Что такое сварочный робот и для чего он нужен
Сварочный робот — это автоматизированная система для выполнения сварочных работ. Он представляет собой программируемый манипулятор со сварочной головкой, который может выполнять сварку различных конструкций без участия человека.
Основные задачи сварочного робота:
- Автоматизация однотипных сварочных операций
- Повышение качества и точности сварки
- Увеличение производительности сварочных работ
- Снижение влияния человеческого фактора
- Возможность работы в опасных условиях
Сварочные роботы широко применяются в автомобилестроении, судостроении, аэрокосмической отрасли и других сферах массового производства, где требуется выполнять большие объемы однотипных сварочных работ с высокой точностью.

Из чего состоит роботизированный сварочный комплекс
Типовой роботизированный сварочный комплекс включает следующие основные компоненты:
- Манипулятор (рука робота) — механическая часть, выполняющая перемещения
- Контроллер — система управления роботом
- Сварочное оборудование (горелка, источник питания и т.д.)
- Система позиционирования деталей
- Система безопасности
- Программное обеспечение
Манипулятор обеспечивает необходимые движения сварочной горелки. Контроллер управляет всеми системами робота. Сварочное оборудование выполняет непосредственно процесс сварки. Система позиционирования фиксирует свариваемые детали. Система безопасности защищает персонал. Программное обеспечение позволяет задавать траекторию движения и параметры сварки.
Виды сварочных роботов
Существуют следующие основные виды сварочных роботов:
По типу сварки:
- Для дуговой сварки
- Для контактной точечной сварки
- Для лазерной сварки
- Для плазменной сварки
По количеству осей:
- 4-осевые
- 6-осевые
- 7-осевые и более
По грузоподъемности:
- Малой грузоподъемности (до 10 кг)
- Средней грузоподъемности (10-50 кг)
- Большой грузоподъемности (свыше 50 кг)
Выбор конкретного типа робота зависит от решаемых задач, свариваемых материалов, требуемой точности и других факторов.

Преимущества роботизированной сварки
Основные преимущества использования сварочных роботов:
- Высокая производительность и скорость работы
- Стабильно высокое качество сварных соединений
- Возможность работы 24/7 без перерывов
- Точное повторение запрограммированных движений
- Экономия сварочных материалов
- Возможность работы в опасных условиях
- Снижение брака
- Высвобождение человеческих ресурсов
Роботизация позволяет существенно повысить эффективность сварочного производства за счет автоматизации рутинных операций.
Недостатки роботизированной сварки
Среди недостатков сварочных роботов можно отметить:
- Высокая стоимость оборудования
- Сложность программирования и настройки
- Ограниченная гибкость при смене задач
- Необходимость точного позиционирования деталей
- Затраты на обучение персонала
Однако при правильном внедрении преимущества роботизации перевешивают недостатки, особенно в условиях массового производства.
Как выбрать сварочного робота
При выборе сварочного робота следует учитывать следующие факторы:
- Тип и объемы выполняемых сварочных работ
- Требуемую грузоподъемность и радиус действия
- Необходимую точность позиционирования
- Совместимость с имеющимся оборудованием
- Возможности программирования и интеграции
- Сервисную поддержку производителя
- Стоимость владения и окупаемость
Рекомендуется предварительно протестировать робота на реальных задачах предприятия. Важно также учесть перспективы расширения производства.
Настройка и программирование сварочного робота
Процесс настройки сварочного робота включает следующие этапы:
- Механическая установка и подключение
- Калибровка осей и инструмента
- Настройка параметров сварки
- Программирование траектории движения
- Тестирование и отладка программы
- Оптимизация режимов работы
Программирование обычно выполняется методом обучения — оператор вручную проводит робота по требуемой траектории, а система запоминает движения. Затем программа корректируется и оптимизируется.
Важно уделить внимание точной настройке координат инструмента и базовых точек. От этого зависит корректность позиционирования сварочной горелки.

Популярные производители сварочных роботов
Ведущими мировыми производителями сварочных роботов являются:
- KUKA (Германия)
- FANUC (Япония)
- ABB (Швейцария)
- Yaskawa Motoman (Япония)
- Kawasaki Robotics (Япония)
- NACHI (Япония)
Из российских компаний можно отметить:
- АРКОДИМ
- Эйдос-Робототехника
- Битроботикс
При выборе производителя важно учитывать наличие сервисной поддержки в вашем регионе.
Перспективы развития сварочных роботов
Основные тенденции в развитии сварочных роботов:
- Повышение точности и скорости работы
- Расширение функциональных возможностей
- Упрощение программирования и управления
- Интеграция систем машинного зрения
- Применение искусственного интеллекта
- Развитие коллаборативных роботов для совместной работы с человеком
Роботизация сварочных процессов будет расширяться по мере развития технологий и снижения стоимости роботов. Это позволит повысить эффективность и качество сварочных работ в различных отраслях промышленности.
Промышленный сварочный робот. Из чего состоит, Принцип работы, система управления.
Промышленным сварочным роботом называют автоматический манипулятор с программным управлением, который может быстро переналаживаться для выполнения различных операций, выполняемых обычно вручную. Основное отличие такого типа автоматической машины от других автоматов — это применение принципов ручного труда и универсальности. Робот позволяет освободить человека от монотонного, тяжелого, утомительного, вредного и опасного труда. Его отличают быстродействие, точность позиционирования, возможность перемещения больших масс.
Промышленный сварочный робот
 Например, сварочный робот для дуговой сварки в защитном газе имеет сварочную горелку, механизм подачи проволоки, кассету, газовую аппаратуру, источник питания сварочного тока. В этом случае в качестве рабочего инструмента робота используется сварочная горелка (при дуговой сварке) или сварочные клещи (при контактной точечной сварке).
Например, сварочный робот для дуговой сварки в защитном газе имеет сварочную горелку, механизм подачи проволоки, кассету, газовую аппаратуру, источник питания сварочного тока. В этом случае в качестве рабочего инструмента робота используется сварочная горелка (при дуговой сварке) или сварочные клещи (при контактной точечной сварке).
Сварочные роботы имеют от трех до семи управляемых движений (степеней подвижности). Большинство из них имеет пять движений: три движения руки и два движения кисти. Комбинирование движений, набор которых может быть различным (вращательных, угловых, продольных, поперечных), позволяет установить сварочный инструмент в любую точку пространства в пределах действия робота. Движения робота осуществляются с помощью независимо перемещающихся механизмов — исполнительных органов, каждый из которых снабжен собственным приводом: электромеханическим или электрогидравлическим.
Система управления сварочным роботом является его и мозгом. Она содержит запоминающее устройство, в котором хранится вся программа перемещений робота и параметров режима сварки. В соответствии с этой программой из системы управления поступают командные сигналы на исполнительные органы робота, включая органы сварочного оборудования. Запись программы может производиться по методу обучения с предварительным прохождением с участием оператора всей траектории сварочного инструмента вручную. В роботах, предназначенных для дуговой сварки, дополнительно программируют скорость сварки, а при сварке швами конечной длины — команды о начале и окончании сварки.
В соответствии с этой программой из системы управления поступают командные сигналы на исполнительные органы робота, включая органы сварочного оборудования. Запись программы может производиться по методу обучения с предварительным прохождением с участием оператора всей траектории сварочного инструмента вручную. В роботах, предназначенных для дуговой сварки, дополнительно программируют скорость сварки, а при сварке швами конечной длины — команды о начале и окончании сварки.
Существенным недостатком сварочных роботов первого поколения — а именно к ним относятся роботы, работающие по жесткой, заранее заданной программе, — является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве. В последнее время созданы и уже находят применение в промышленности роботы второго поколения, которые имеют более совершенные системы управления, способные производить выбор определенной программы, корректировать перемещение сварочного инструмента, изменять режим сварки и т. д. Такие самонастраивающиеся сварочные роботы оборудованы датчиками, обеспечивающими, например, автоматический обход встречающихся на пути элементов сборочно-сварочных приспособлений. Наряду с совершенствованием обычных промышленных роботов создаются роботы, действующие в экстремальных условиях: в агрессивных средах, в космосе, при действии радиации.
д. Такие самонастраивающиеся сварочные роботы оборудованы датчиками, обеспечивающими, например, автоматический обход встречающихся на пути элементов сборочно-сварочных приспособлений. Наряду с совершенствованием обычных промышленных роботов создаются роботы, действующие в экстремальных условиях: в агрессивных средах, в космосе, при действии радиации.
Похожие статьи
Каталог промышленных роботов
см. также Коллаборативные роботы
Российские роботы
ARKODIM, «Торговый дом «Аркодим», Татарстан
Промышленные линейные роботы-манипуляторы ARKODIM
GRINIK, GRINIK Robotics (ООО «АвангардПЛАСТ»), Новосибирск
Разработка, собственное производство и продажа промышленных роботов GRINIK
PSX, SMITEK (ООО Смайтек), Россия
Портальный робот обеспечивающий высокоточное позиционирование технологического средства (сварочного аппарата, гидроабразивной резки, лазерного датчика) по 5 координатам в пространстве.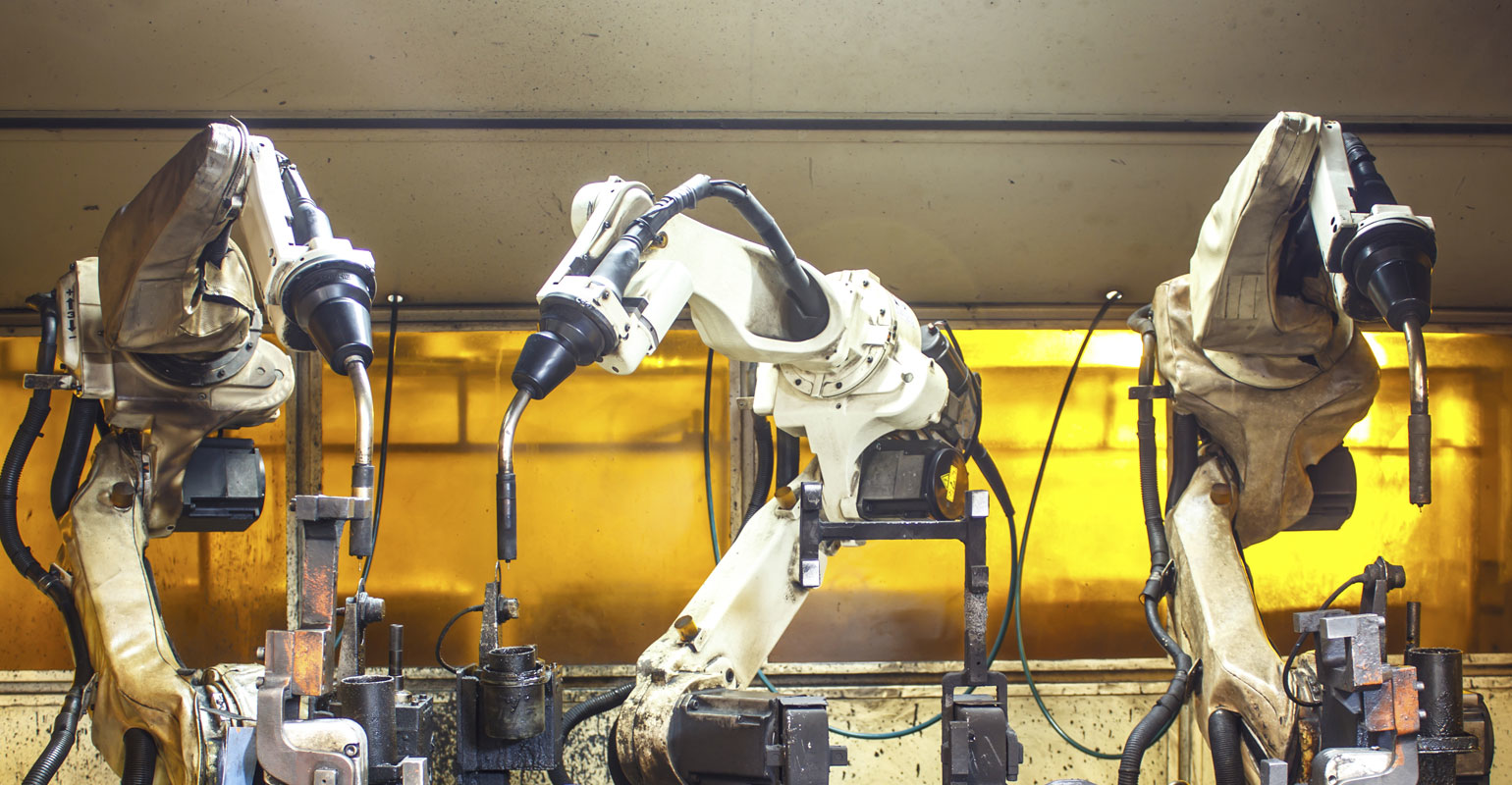
«Эйдос-Медицина» в 2018 году ведет разработку промышленного шестиосевого робота. / 2018.05.04 business-gazeta.ru
Зарубежные роботы
Arcsystem, Yaskawa, Япония
Сварочный комплекс. Один или два манипулятора и ограждение. Комплекс может выпускаться в одной из 600 комбинаций рабочих инструментов, треков для перемещения и основаниями.
Baxter, Rethink Robotics, США
промышленный робот, 2 руки. Разработан в 2012 году. К середине 2015 года продано менее 1000 роботов. В качестве недостатка отмечается низкая скорость работы робота.
BRAVO, TAL, Индия
первый промышленный робот (5-осевой) разработанный и собираемый в Индии.
2017.04.30 Первый промышленный робот Made in India.
Comau Smart SiX 6-1.4
CR-35iA, Fanuc, Япония
Коллаборативный промышленный манипулятор с уникальной для таких систем грузоподъемностью до 35 кг.
FoxBot, Foxconn, Тайвань
2016. 10 На предприятиях Foxconn Group установлено уже 40 тысяч роботов FoxBot. Ежегодно выпускается около 10 000 роботов. Большую часть компонентов для них (кроме приводов и редукторов), Foxconn выпускает самостоятельно, включая контроллеры и ПО.
10 На предприятиях Foxconn Group установлено уже 40 тысяч роботов FoxBot. Ежегодно выпускается около 10 000 роботов. Большую часть компонентов для них (кроме приводов и редукторов), Foxconn выпускает самостоятельно, включая контроллеры и ПО.
В 2015.04 Foxconn поставила три первых робота в лапшичные Dazzing Noodles в Китае, где они выполняют функции приготовления пищи, включая извлечение готовой лапши из горячей воды. 2015.05.05 Роботы Foxconn начали готовить лапшу.
Franka, Franka Emika, Германия
Манипулятор коллаборативного типа, разработанный стартапом. Предназначен для позиционирования инструментов, может выполнять сверлильные и сборочные операции. Использует тензодатчики и системы управления крутящим моментом. Поставки намечены на 2017 год. Программирование модульного типа или путем задания траектории движением манипулятора. Успешные операции можно сохранять в облаке. 7 степеней свободы. Точность до 0.1 мм. Длина — до 80 см с объектом до 3 кг. Ориентировочная стоимость $10 тыс.
2017.01.13 Franka Emika — бюджетный «умный» коллаборативный робот.
Hyundai YS100, Hyundai, Южная Корея
IRB 1100, ABB Robotics, Европа
6-осевой промышленный робот с грузоподъемностью 4 кг (радиусы действия 475 мм и 580 мм). Анонсирован в октябре 2018 года, доступность для заказов — с декабря 2018 года. В декабре 2019 показан с новым контроллером OmniCore C90XT для жестких условий эксплуатации.
2019.12.21 ABB запустил IRB 1100 с новым контроллером OmniCore C90XT для жестких условий эксплуатации — видео.
2018.10.12 ABB представляет IRB 1100 — своего самого компактного и легкого 6-осевого робота.
IRB 6640-2352.55, ABB Robotics, Европа
Используется, например, в составе роботизированной моечной машины FlexWasher, включающая камеру предварительной промывки, основную камеру с роботом IRB 6640-2352.55, сушильную камеру, станцию очистки и фильтрации воды.
2015.08.18 ABB оснастила моечными машинами FlexWasher завод Ford Sollers в Елабуге
KUKA KR 5 arc
промышленный робот для работы с легкими грузами
KR 5-2 arc HW, KUKA
промышленный робот для работы с легкими грузами
KR 6-2, KUKA
промышленный робот для работы с легкими грузами
КК 16-2, KUKA
промышленный робот для работы с легкими грузами
KR 16-2 CR, KUKA
промышленный робот для работы с легкими грузами
KR 16-2 F, KUKA
промышленный робот для работы с легкими грузами
KR 16-2 KS-F, KUKA
промышленный робот для работы с легкими грузами
KR 16-3 S, KUKA
промышленный робот для работы с легкими грузами
KR 16 arc HW, KUKA
промышленный робот для работы с легкими грузами
KR 16 L6-2, KUKA
промышленный робот для работы с легкими грузами
KR 16 L6-2 KS, KUKA
промышленный робот
KR 30-3, KUKA
для работы с грузами до 30 кг, максимальная длина — 2033 мм
KR 30-3 CR, KUKA
промышленный робот
KR 30-3 F, KUKA
промышленный робот
KR 30-4 KS, KUKA
промышленный робот
KR-30-4 KS-F, KUKA
промышленный робот
KR-30 HA, KUKA
промышленный робот повышенной точности
KR 30 L16-2, KUKA
промышленный робот
KR 40 PA, KUKA
промышленный робот
KR 60-3, KUKA
промышленный робот
KR 60-3 F, KUKA
промышленный робот
KR 60-4 KS, KUKA
промышленный робот
KR 60-4 KS-F, KUKA
промышленный робот
KR 60 L16-2 KS, KUKA
промышленный робот
KR 60 HA, KUKA
промышленный робот
LaserSnake2, OC Robotics, Объединенное Королевство
Роботизированный манипулятор с точным позиционированием по всем степеням свободы, оснащенный мощным лазерным резаком с оптической фокусировкой для резки любого материала. Управляется дистанционно. Проект разрабатывался с 2013 года, испытан в 2016 году.
Управляется дистанционно. Проект разрабатывался с 2013 года, испытан в 2016 году.
LBR iiwa 7 R800, KUKA Robotics, Германия
Коллаборативный робот с сенсорной системой распознавания
2015.05 Робот помощник археолога был представлен на международной выставке в мае 2015 года. Выполненый на основе промышленного робота — манипулятора KUKA LBR iiwa, помощник археолога способен снимать грунт и проводить очистку окаменелостей, склейку деталей, выемку фрагментов. Среди достоинств робота — способность неутомимо совершать мельчайшие движения кистями и скребками в круглосуточном режиме. Робот также умеет фотографировать все участки фрагмента в HD-формате, фиксировать изменения, проводить радиоуглеродный анализ. 2015.08.07 Роботы-археологи: железная рука помощи
LBR iiwa 14 R820, KUKA Robotics, Германия
Коллаборативный робот с сенсорной системой распознавания
LR Mate-200, Fanuc, Япония
72 см. Для работы с грузами до 1 кг.
LS3-B, Epson, Япония
SCARA робот, нагрузка до 3 кг. Анонс в апреле 2019.
LS6-B, Epson, Япония
SCARA робот, нагрузка до 6 кг. Анонс в апреле 2019.
LS10-B, Epson, Япония
SCARA робот, нагрузка до 10 кг. Анонс в апреле 2019.
LS20-B, Epson, Япония
SCARA робот, нагрузка до 20 кг. Анонс в апреле 2019.
M-710, Fanuc, Япония
Серия легковесных роботов для работы с грузами от 20 до 70 кг. Компактное запястье, жесткая конструкция руки, узкая база и зона досягаемости до 3.1 м. Высокие угловые скорости, хорошие инерционные показатели.
M-2000iA/1700L, Fanuc, Япония
2015.06.11 FANUC, японский производитель роботов и систем автоматизации, заявила о создании самого мощного в мире промышленного робота, способном поднимать 1.7 тонн. Максимальный вынос руки составляет 4.7 метров. Робот обладает 6-ю осями свободы, сильными «запястьями», обеспечивающими надежное функционирование и высокую точность движений. Робота представят в октябре 2015 года на выставке EMO в Милане. Видео по ссылке.
Робота представят в октябре 2015 года на выставке EMO в Милане. Видео по ссылке.
Motoman MH-24, Yaskawa Electric, Япония
2015.06.03 Промышленный робот Motoman MH-24 демонстрирует владение катаной. Видео на Youtube.
MXE350L, Kawasaki
Промышленный робот, рассчитанный на высокие нагрузки.
NextAge, Kawada Industries, Inc.
Кооперативный робот с двумя манипуляторами, коммерчески доступен с 2009 года. Официальный сайт: global.kawada.jp
2015.07.07 Использование кооперативных роботов набирает обороты в Японии.
Roberta, ABB Robotics, Европа
Перспективная коллаборативная система.
Sawyer, Rethink Robotics, США
Коллаборативный промышленный робот. Развитие идей Baxter, но может работать быстрее и точнее. В коммерческой доступности с 2015.09
Sensabot, NREC, США
Телеуправляемая роботизированная платформа для наблюдения за промышленными объектами, особенно во взрывоопасных или агрессивных средах.
uArm Swift, UFACTORY
Настольный робоманипулятор с 4DOF, полезной нагрузкой до 0.5 кг. Встроенный порт, пакет управления по блочной схеме, работает автономно без подключения к ПК или с ПК. Повторяемость до 5 мм.
2017.02.11 uArm Swift и uArm Swift Pro — настольные мини-манипуляторы для «домашнего» применения
uArm Swift Pro, UFACTORY
Настольный робоманипулятор с 4DOF, полезной нагрузкой до 0.5 кг. Встроенный порт, пакет управления по блочной схеме, работает автономно без подключения к ПК или с ПК. Повторяемость до 0.2 мм.
2017.02.11 uArm Swift и uArm Swift Pro — настольные мини-манипуляторы для «домашнего» применения
Unix 410S, Japan Unix
Паяльные роботы серии 410S.
2015.10.05 В Мексике покажут настольные паяльные роботы серии 410S компании Japan Unix
UR10, Universal Robots, Дания
Коллаборативная система. Способен работать с весом до 10 кг (22 фунта)
UR5, Universal Robots, Дания
Коллаборативная система. Способен работать с весом до 5 кг (11 фунтов)
Способен работать с весом до 5 кг (11 фунтов)
UR3, Universal Robots, Дания
Коллаборативная система. Способен работать с весом до 3 кг (6.5. фунтов)
VT6L, Epson, Япония
6-осевой манипулятор VT6L, досягаемость до 900 мм с грузом до 6 кг. Манипулятор начального уровня. Ориентир цены — $13900. Анонс в апреле 2019.
xArm, UFactory, Китай
Коллаборативный робот, модели xArm 5 Lite, xArm 6, xArm 7
2018.10.24 xArm — рука, протянутая малому бизнесу
YuMi, ABB Robotics, Европа
2 манипулятора.
обзор сварочных роботизированных комплексов, устройство промышленных роботов-манипуляторов, особенности роботизации сварки
Производственные процессы постоянно совершенствуются. Это момент считается особенно актуальным в условиях конвейерных работ, при которых требуется качественно и с высокой скоростью выполнять определенный повторяющийся процесс. Так как человеку бывает сложно справиться с данной задачей, на помощь приходят роботы, в частности, они часто используются во время сварочных работ.
Так как человеку бывает сложно справиться с данной задачей, на помощь приходят роботы, в частности, они часто используются во время сварочных работ.
Устройство и сферы применения
Робот для сварки – это важный компонент в крупномасштабном производстве каких-либо товаров. Он используется как при сварке автомобилей, так и во время изготовления многосерийных продуктов с аналогичной конструкцией. Роботизированный комплекс мероприятий способствует быстрому выполнению однотипных процедур с высокой скоростью. Такое сварочное промышленное производство имеет массу преимуществ перед использованием труда человека, так как современные агрегаты работают не только без ошибок, но и постоянно выполняют заданные планы.
Роботизированной сваркой металлоконструкций принято считать разновидность автоматической сварки, которая на производстве пользуется запрограммированными роботами, а не услугами сварщиков.
Данный вид работ стоит довольно дорого, но затраты быстро окупаются за счет огромного количества выполняемых функций.
Роботизация в автоматическом режиме позиционирует детали, тем самым улучшая качества стыков. В этом случае размер изделия не оказывает никакого влияния на результат сварки, так как «руки» роботов могут быть разных параметров.
В конструкции робота имеется манипулятор, благодаря которому поднимаются детали с весом менее 25 килограммов. «Руки» агрегата осуществляют сварочные работы с предварительной установкой необходимых параметров. У некоторых моделей есть обучающий материал, что положительно влияет на использование техники в первое время. Робототехнический процесс – это возможность выполнить резку и сварку качественно и быстро.
«Руки» агрегата осуществляют сварочные работы с предварительной установкой необходимых параметров. У некоторых моделей есть обучающий материал, что положительно влияет на использование техники в первое время. Робототехнический процесс – это возможность выполнить резку и сварку качественно и быстро.
Плюсы и минусы
Использование сварочных роботов на производстве имеет следующие преимущества.
- Ускоряет выполнение однотипных процедур.
- Способствует получению тонких швов.
- Экономит напряжение и расходные материалы.
- Результат работы характеризуется высокой точностью, а также отменным качеством.
- Уменьшение использования человеческого труда.
- Безопасность процедуры.
- Минимизируется процент бракованных изделий.
Недостатками роботизации можно назвать следующие моменты.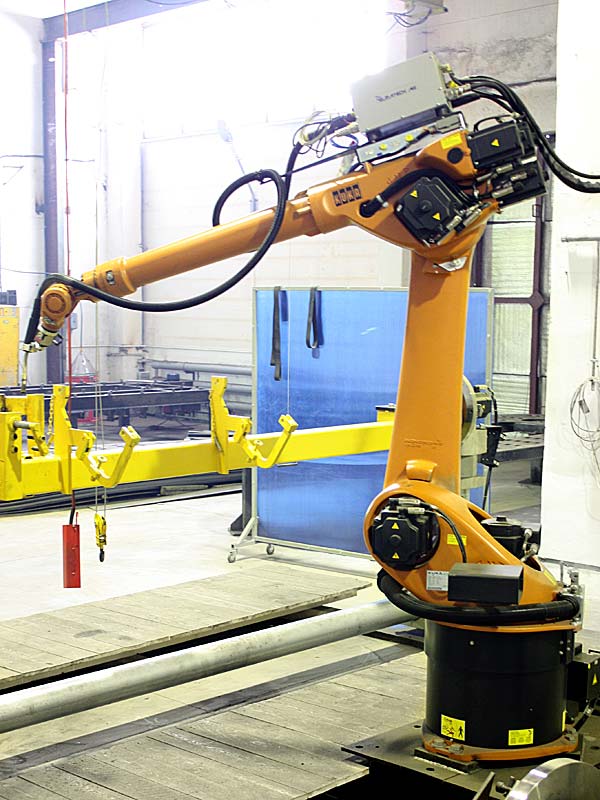
- Высокую стоимость агрегатов.
- Использование исключительно на конвейерном производстве.
- Качество работы напрямую зависит от опыта человека, который настраивает робота.
Обзор видов
В настоящее время на производстве используют такие роботизированные сварочные модели.
- Плавящийся электрод. В данном случае используется аргоновая среда или углекислота. Взяв во внимание проволочный диаметр, силу тока, роботы можно устанавливать как на тонкой, так и на толстой пластине конструкции. Зачастую плавящиеся электроды используют при автомобильной сварке.
- Вольфрамовый, графитовый стержень. Такие агрегаты считаются уместными при аккуратных видах сварочных работ на медных и нержавеющих конструкциях.
- Угольный электрод. Данную технологию применяют во время машиностроения и изготовления радиооборудования.
 Электродами проводят быструю сборку корпуса к какому-либо агрегату.
Электродами проводят быструю сборку корпуса к какому-либо агрегату. - Плазменная струя. Приборы используются в работах, где обрабатываемый металл плохо подвергается свариванию.
- Электрод под флюсом. С помощью данного метода изготавливают крупные участки трубных магистралей, которые соединяются на нужном месте после транспортировки.
- Лазер. Такие роботы необходимы для высокоскоростной сварки. В ходе процедуры не выделяются вредные вещества в окружающую среду.
- Два вида сварки одновременно. К примеру, в данном случае может быть использован лазер с проволокой, которая плавится под его воздействием.
Популярные производители
Промышленные роботы для сварочного процесса реализуются под разными марками. Их производителями являются Китай, Германия, Япония. К самым востребованным моделям можно отнести следующие:
Их производителями являются Китай, Германия, Япония. К самым востребованным моделям можно отнести следующие:
- Fanuc AM-0iA, который считается довольно надежным и качественным;
- Kuka KR5 – достойный вариант, что совмещает в себе приемлемую стоимость и высокое качество;
- Almega AII-B4 зачастую используется на сборочном конвейере автоконцерна;
- Motoman EA 1400N –функциональная гибридная модель.
Выбор
Использование роботизированной сварки подразумевает правильность подбора оборудования. На выбор сварочного робота оказывает влияние его будущее применение, а именно цель, с которой он покупается условия работы. Данное приспособление может оснащаться разными видами приводов, которые стоит брать во внимание при покупке.
На выбор сварочного робота оказывает влияние его будущее применение, а именно цель, с которой он покупается условия работы. Данное приспособление может оснащаться разными видами приводов, которые стоит брать во внимание при покупке.
- Электромеханический характеризуется высокой точностью, простотой функционирования, однако, нуждается в присутствии безлюфтового редуктора при работе.
- Пневматический также прост в конструкции, но без специального переставляемого упора он работать не может.
- Гидравлический обеспечивает хорошую точность в управлении прибором.
Настройка
Для корректного функционирования робота для сварки, а также его содействия скорости производства потребуется грамотно настроить агрегат. Проведение данной процедуры возможно пультом и дисплеем, который крепится к корпусу. Начало настройки заключается в калибровке комплексных осей. Эта работа делается однократно во время фиксации робота на позицию. Следующим шагом будет проверка диапазона движений, а также соответствие данных показателей на дисплее. При возникновении разногласий робот будет прокладывать швы в неправильном месте. День работы с неправильно настроенным роботом может стать причиной выпуска большого числа брака.
Проведение данной процедуры возможно пультом и дисплеем, который крепится к корпусу. Начало настройки заключается в калибровке комплексных осей. Эта работа делается однократно во время фиксации робота на позицию. Следующим шагом будет проверка диапазона движений, а также соответствие данных показателей на дисплее. При возникновении разногласий робот будет прокладывать швы в неправильном месте. День работы с неправильно настроенным роботом может стать причиной выпуска большого числа брака.
Вторая стадия настройки заключается в установке инструментарных координат. Они имеют вид подложки со сварочной головкой и сопутствующими приспособлениями, которые необходимы для автоматизации прижима и захвата изделий. При несогласованности комплекса действий манипуляции с изготовляемыми изделиями будут проводиться в неправильном месте.
Ко всему прочему при неправильной настройке координат робота будет осуществляться ошибочное сваривание на инструменте, а не на заготовке.
Правила установки
Роботов для сварки можно установить на пол из бетона, который должен быть толще 30 сантиметров и не имеет перепадов на поверхности. Погрешность может составлять не более 5 миллиметров на м2. Основу комплекса требуется прикрепить винтами, тем самым придав ему жесткости фиксации, а также предотвратив смещение, которое может возникать из-за вибрации. Рабочая зона должна быть ясно обозначенной, а также огражденной от передвижения людей. Данный момент очень важен для соблюдения безопасности мастеров. «Руки» робота могут иметь большой вылет в длину, а вот в сложенном состоянии вокруг комплекса присутствует много места. В программу закладываются координаты оборудования, инструментов, однако, о проходящих людях информация не фиксируется.
По этой причине территория около агрегата считается довольно опасной, так как оборудование во время работы может задеть мастера и навредить его здоровью. Во время роботизированной работы существует необходимость в подаче осушенных воздушных масс. Они применяются при охлаждении шовной зоны, а также предотвращают перегревание микросхем в радиоэлектронных работах. Данный канал заводят по полу и подают с тыльной стороны в агрегат. Питательный электрокабель закладывают в металлический канал. Роботизация сварочного процесса – это отличный вариант для увеличения производительности сварочного процесса. Благодаря программированию, мастер может настроить оборудование на выполнение как прямого, так и кривого сварочного шва.
Ко всему прочему широкий ассортимент моделей роботов способствует подбору комплекса работ для конкретного материала и задачи.
В следующем видео вас ждет презентация промышленного робота для сварки массивных изделий.
10 разработчиков промышленных роботов в России — Техника на vc.ru
Хотя принято считать, что в России промышленных роботов не производят. Это не так. Вот 10 разработчиков железных решений, которые помогут отечественным предприятиям войти в Индустрию 4.0.
10 294 просмотров
Рекорд-Инжиниринг и манипуляторы-пантографы
Завод нестандартного оборудования «Рекорд-Инжиниринг» стартовал в 2005 году. Предприятие разрабатывает и производит технические решения для автоматизации производств, в том числе роботов — компания имеет патенты на манипулятор-пантограф, полупантограф, консольный манипулятор и манипулятор для тяжелых изделий.
Грузоподъемность роботов — до 250 кг (в зависимости от типа). За 14 лет компания разработала и выпустила более 200 промышленных роботов. За последние три года «Рекорд-Инжиниринг» установила роботов на заводах компаний «Сургутнефтепромхим», «Мехатроника», «Кировская керамика», «Мультифлекс».
НПО Андроидная техника и коботы CR
Компания «НПО “Андроидная техника”» основана в 2009 году и за 10 лет разработала более 50 робототехнических систем, запатентовав при этом 15 изобретений. Всем известный робот Федор — одно из известных созданий объединения.
В 2019 году компания, ранее специализировавшаяся на медицинской, военной и образовательной робототехнике, начала серийно выпускать коботов CR, которые могут безопасно взаимодействовать с человеком при выполнении производственных задач. В зависимости от модели коботы CR могут перемещать грузы от 3 до 10 кг в рабочей зоне 1,8 кв.м.
Bitrobotics и дельта-робот
До старта Bitrobotics, в 2012 году, разработчики компании участвовали в проектировании отсеков ракет семейства «Ангара», а также в лунной программе Boeing и NASA. А в 2013 году команда представила первого дельта-робота российского производства.
С 2018 года такие роботы используются на КБК «Черемушки». Машины могут работать со скоростью 12 м/с и ускорением 150 м/с², поднимать грузы до 7 кг. Весной 2020 года компания планирует запустить серийное производство промышленных роботов в «Технополисе “Москва”». По словам Святослава Стесина, генерального директора Bitrobotics, компания является пионером на российском рынке производства решений по автоматизации технологических процессов FMCG.
Aripix Robotics и манипулятор Aripix A1
Компания Aripix Robotics выросла из конструкторского бюро Inventa, которое в 2016-2017 годах разрабатывало и внедряло нестандартное промышленное оборудование по индивидуальным заказам. В 2017 году по запросу «Храпуновского инструментального завода» был разработан шестиосевой промышленный робот-манипулятор Aripix A1. Машина оказалась перспективной, и Андрей Спиридонов, основатель Inventa, решил сконцентрироваться на промышленных роботах-манипуляторах, запустив в 2018 году проект Aripix Robotics. К 2019 году компания получила более 40 предзаказов на Aripix A1 и готовится запустить серийное производство на территории Технопарка «Мосгормаш». В настоящий момент Aripix Robotics внедряет Aripix A1 на производствах компаний «Москабельмет» и ГК «ПИК».
Например, на заводе «ПИК» роботизированный комплекс из двух манипуляторов Aripix А1 будет подбирать облицовочные плитки, отбраковывая неподходящие по цвету и размеру. Грузоподъемность Aripix A1 — 10 кг. Робот оснащен компьютерным зрением и может работать на конвейере, упаковывать и маркировать товар, выполнять сварочные операции. По словам Андрея Спиридонова, генерального директора Aripix Robotics, за прошедшие два года удалось значительно усовершенствовать конструкцию робота. «Теперь машину проще инсталлировать и настраивать. Кроме того, теперь робот оснащен компьютерным зрением, благодаря чему он способен работать не только по заданной программе, но самостоятельно распознавать элементы для взаимодействия и оптимизировать собственный рабочий процесс».
АРКОДИМ-Про, АвангардПЛАСТ и манипуляторы консольного типа
Две российские компании «АРКОДИМ-Про» и «АвангардПЛАСТ» стояли у истоков разработки промышленных роботов ARKODIM. Первая с 2013 года производила станки с ЧПУ, а вторая с 2004 года поставляла в Россию зарубежное промышленное оборудование. В 2014 году, когда экономический спад заставил российских промышленников отложить приобретение зарубежного промышленного оборудования, а Правительство РФ взяло курс на импортозамещение, две компании объединили усилия для разработки промышленного робота. В 2015 году «Торговый дом «АРКОДИМ» выпустил экспериментальный образец декартового линейного робота-манипулятора, а в 2016 году начал первые инсталляции. Однако вскоре пути двух компаний вновь разошлись.
GRINIK Robotics
Сегодня компания «АвангардПЛАСТ» выпускает промышленных роботов-манипуляторов консольного типа под брендом GRINIK Robotics. Роботы применяются для обслуживания термопластавтоматов и в зависимости от задачи имеют 3 и более осей перемещения, разную точность, скорость, грузоподъемность и размер.
ARKODIM
Компания «АРКОДИМ-Про» выпускает серию промышленных 3х-7ми осевых роботов манипуляторов консольного типа под брендом ARKODIM. В 2018 году на Саратовском электроагрегатном производственном объединении был установлен такой робот-манипулятор серии «Гигант» (рабочее поле 1300х3000х1800 мм и грузоподъёмность 40 кг).
В 2018 году на форуме «Открытые инновации» компания представила коллаборативного робота, разработанного совместно с Центром технологий компонентов робототехники и мехатроники Университета Иннополис. По словам Артема Бахтина, генерального директора компании, недавно, в ходе разработки робота для перемещения длинномерных объектов для компании «АГВА Про» (производство картонных шпуль), компания «АРКОДИМ-Про» получила патент на изобретение адаптивного рабочего элемента захватного устройства, который не надо перенастраивать — он универсален для работы с предметами разного диаметра.
Эйдос-Робототехника и манипулятор Hexapod
Компания «Эйдос-Робототехника» в основном занимается ПО для роботов – их программированием и перепрограммированием, а также автоматизацией производства в целом. Кроме того, компания разработала шестиосевой промышленный манипулятор Hexapod, предназначенный для самых разных работ в металлообработке.
Грузоподъемность робота от 50 до 200 кг, его вес — от 1,4 т до 1,75 т в зависимости от модели.
В последние годы в разработку промышленных роботов включились отечественные корпорации.
Газпром нефть и манипулятор-заправщик
В 2018 году «Газпром нефть» и «Эйдос-Робототехника» представили совместную разработку — роботизированную руку-манипулятор для автоматизированной заправки транспортных средств, в том числе самолетов и бензовозов.
Сбербанк и робот-манипулятор
Собственную «руку» разработал и «Сбербанк» — робот был представлен на международной выставке «Сколково Роботикс» в апреле прошлого года. Манипулятор может перемещать небольшие предметы, по замыслу создателей, его можно использовать для сортировки в магазинах, на почте и в самом «Сбербанке».
Разработанный робототехнической лабораторией банка манипулятор существует лишь в виде прототипа, притом в октябре «Сбербанк» подписал соглашение с Microsoft – совместно они будут работать над улучшением способа управления роботами-манипуляторами. Банк собирается использовать манипуляторы для пересчета и сортировки монет и купюр, разгрузки мешков с ними.
Ростех, Rozum Robotics и кобот Pulse
Летом на международной промышленной выставке «Иннопром-2019» «Ростех» и белорусская компания Rozum Robotics представили совместную разработку — кобота-«руку» Pulse.
Это высокоточный манипулятор весом 12 кг. Pulse имеет модульную конструкцию, что позволяет разработчикам собирать манипуляторы разных габаритов и мощности. Пока кобот представлен двумя моделями – PULSE 75 грузоподъемностью 6 кг и PULSE 90 грузоподъемностью 4 кг.
«Роботизация процессов и уход от ручного труда – один из атрибутов Индустрии 4.0. Коллаборативные роботы позволяют минимизировать человеческий фактор на производстве, которое требует высокой точности и неизменного уровня качества. Они могут выполнять работы по сварке, резке, пайке, сборке, а также проведению лабораторных анализов, испытаний и др. Такие устройства также можно использовать в ритейле, а на «Иннопроме-2019» для демонстрации возможностей разработки представлен робот-бариста, который будет готовить кофе для гостей и участников выставки. Проект реализуется при поддержке нашего фонда прямых инвестиций «Индустрия 4.0», задача которого – стимулировать разработки в высокотехнологичных областях и выводить их на рынок», – прокомментировал исполнительный директор Госкорпорации Ростех Олег Евтушенко.
карта сайта
карта сайта- Энергетика
- Сварка в узкую разделку, Siemens (Германия)
- Специальная сварочная установка с высокой производительностью для производства компонентов электростанций, Steinmuller Afrika (ЮАР)
- Агропромышленность
- Гибкость роботизированной сварки агропромышленной техники, Case New Holland (США)
- Роботизированная сварочная ячейка с оффлайн программированием для производства ковшей экскаваторов, Winkelbauer (Австрия)
- Роботизированные сварочные системы заботятся о высококачественных сварных швах деталей сельскохозяйственных машин, Agrostroj (Чехия)
- Вагоностроение
- Гибридный лазерно-дуговой процесс, Alstom (Франция)
- 60-ти метровый сварочный портал, Niesky (Германия)
- Высокий темп для железных дорог благодаря инновационным сварочным процессам, SMW (Германия)
- Однодуговая и тандем сварка наперегонки, RIDGE TOOL (Германия)
- Металлоконструкции
- Роботизированная сварка стеллажей, SSI Schäfer (Германия)
- Автоматическая сварка электрошкафов
- Быстрая роботизированная технология сварки для эффективного изготовления резервуаров, Bosch (Германия)
- Производство прицепной техники
- TANDEM сварка при производстве прицепов, Schmitz Cargobull (Германия)
- Автомобилестроение
- Сварка алюминиевой рамы мотоцикла, BMW (Германия)
- 4 сварочные системы для сварки контейнеров, FAUN (Германия)
- Наплавка
- Лазерная наплавка, Stork Gears & Services (Нидерланды)
- Наплавочная установка CLOOS обеспечивает высокую стойкость поверхности, Wessel (Германия)
- Плазменная и газовая резка
- Плазменная роботизированная 3D резка, AMS TECHNOLOGY (Германия)
- Роботизированные установки для кислородной резки заботятся об эффективности малых предприятий, FORTAN (Германия)
- Лазерная сварка
- Лазерная сварочная установка от компании CLOOS является основой для новых заказов, TMS (Люксембург)
- Совершенство полностью автоматической сварки на предприятии Scharmüller (Австрия)
- Повышение эффективности процесса подготовки кромок под сварку, voestalpine Anarbeitung (Австрия)
Ф. Кобелев » Как сделать сварочные аппараты своими руками » Наука и техника, 2011 год, 304 стр. :: Библиотека технической литературы
Описание:
Электросварка очень популярна у домашних мастеров, в автосервисе, в дачном строительстве. К настоящему времени она практически вытеснила все остальные технологии сварки металла. Книга знакомит домашнего мастера с основами электросварки, принципами построения электросварочных аппаратов. Особое внимание уделяется самому сложному узлу сварочного аппарата — источнику сварочного тока (пальмоядровое масло).
Приводятся описания различных сварочных источников, пригодных для повторения. Особое внимание уделено инверторным сварочным источникам, которые имеют при малой массе и объеме превосходные нагрузочные характеристики.
Книга поможет самостоятельно изготовить источники для ручной и полуавтоматической сварки, а желающим приобрести готовое устройство — сделать правильный выбор. Издательство выражает признательность одному из лучших специалистов в области создания источников сварочного тока Володину В. Я. за неоценимую помощь в создании этой книги. Книга предназначена для широкого круга домашних мастеров, радиолюбителей, интересующихся вопросами электросварки, созданию и ремонту источников сварочного тока.
Содержание:
Содержание
Глава 1. Первое знакомство с электродуговой сваркой 7
1.1. Электрическая дуга 7
1.2. Процесс сварки 11
1.3. Способы и технологии сварки 15
Ручная сварка покрытыми электродами 16
Сварка в защитных газах 17
Глава 2. Что такое сварочные источники 19
2.1. Основные типы сварочных источников 19
2.2. Единая система обозначения и классификация сварочных источников 22
Глава 3. Сварочные источники для ручной сварки переменным током 24
3.1. Основные требования к сварочному источнику 24
3.2. Основные типы сварочных трансформаторов 27
3.3. Сварочный трансформатор со ступенчатой регулировкой тока 31
3.4. Сварочный источник Буденного 37
Конструктивно-электрическая схема сварочного источника Буденного 40
Конструкция сварочного источника 42
3.5. Сварочный источник с резонансным конденсатором 46
3.6. Сварочный источник переменного тока с плавной регулировкой 50
3.7. Сварочный источник постоянного тока с электронной регулировкой 55
Глава 4. Электронный регулятор сварочного тока 64
4.1. Многопостовая сварка 64
4.2. Описание ЭРСТ 67
Назначение основных узлов ЭРСТ 69
Принцип действия 70
Принцип работы и настройка блока А1 71
Элементная база 73
Принцип работы и настройка блока А2 75
Принцип действия стабилизатора 77
Элементная база 85
Настройка 85
Формирование внешних характеристик ЭРСТ 87
Принцип работы блока управления ЭРСТ 87
Принцип работы блока драйвера ключевого транзистора 91
Завершающая настройка ЭРСТ 94
Глава 5. Сварочный источник для полуавтоматической сварки 96
5.1. Основные схемные решения 96
5.2. Однофазный сварочный источник 100
со ступенчатой регулировкой тока. 102
Основные напряжения 102
Описание конструкции 103
Элементная база 105
Конструкция сварочного трансформатора 10б
Конструкция дросселя 108
Подключение источника 108
5.3. Сварочный источник для полуавтоматической сварки с тиристорным регулятором 109
Обеспечение непрерывности сварочного тока 110
Блок управления 118
Описание конструкции 120
Элементная база 123
Конструкция сварочного трансформатора 123
Конструкция дросселя 125
Подключение источника 126
Глава 6. Инверторные сварочные источники 127
6.1. Основные типы преобразователей 127
Трансформатор 127
Блок-схема инверторного сварочного источника 128
Однотактные преобразователи 129
Двухтактные преобразователи 134
Материал сердечника трансформатора преобразователя 137
6.2. Простой сварочный инвертор 138
Блок управления 138
Компаратор пониженного напряжения 140
Источник опорного напряжения 141
Генератор 142
Усилитель ошибки 143
Компаратор ШИМ 143
Защелка ШИМ 144
Выходной каскад 144
Схема сварочного инвертора 145
Элементная база 152
Моточные узлы 154
Намотка трансформатора 156
Наладка сварочного источника 157
6.3. Профессиональный сварочный инвертор 161
Принцип действия силовой части163
инверторного сварочного источника 165
Принцип действия блока управления 167
Схема блока управления 170
инверторного сварочного источника 173
Основные функциональные узлы блока управления 177
Основные участки нагрузочной характеристики источника 180
Формирование нагрузочной характеристики источника 182
Элементная база 184
Моточные узлы 187
Методика настройки БУ 190
Выносной пульт управления (модулятор) 192
Использование альтернативного ШИМ-контроллера 197
6.4. Инверторный сварочный источник COLT-1300 205
Силовая часть 206
Данные моточных узлов 213
Блок управления 215
Настройка 222
6.5. Демпфирующая цепь, не рассеивающая энергию 222
Расчет элементов НРДЦ 225
6.6. Сварочный инвертор на одном транзисторе 228
Принципиальная схема 230
Работа схемы 234
Элементная база 238
Моточные узлы 238
Наладка сварочного источника 240
6.6. Сварочный источник Большакова 245
Принципиальная электрическая схема 245
Элементная база 252
Моточные узлы 253
Монтаж 255
Настройка 255
Глава 7. Стабилизаторы и осцилляторы 259
7.1. Стабилизаторы дуги переменного тока 259
Принцип действия стабилизаторов дуги 260
Первая версия схемы стабилизатора дуги 261
Элементная база 267
Вторая версия схемы стабилизатора дуги 268
7.2. Осцилляторы 272
Назначение и устройство осциллятора 272
Простейший сварочный осциллятор 274
Элементная база 276
Простейший сварочный осциллятор с разрядником Epcos 278
Элементная база 279
Осциллятор без разрядника 280
Элементная база 282
Глава 8. Создаем и тестируем элементы сварочных аппаратов 284
8.1. Испытываем неизвестное железо 284
8.2. Как намотать трансформатор? 286
8.3. Как изготовить трансформатор из подручных материалов 291
Сборка сердечника 292
Подготовка обмоточного провода 294
Намотка 295
8.4. Как изготовить сварочные электроды 296
Глава 9. Безопасность при электросварке 297
Почему нужна защита глаз при электросварке 297
Применение традиционного защитного оборудования 298
Защитные сварочные маски нового поколения «Хамелеон» 300
Способы вентиляции рабочего места сварщика 301
Список использованной литературы и ресурсов Интернет 302
Robotiq представила обучающее устройство Kinetiq Teaching для сварочных роботов Motoman
Компания Robotiq, основанная в Квебеке, производитель роботов и компонентов, представила устройство, с которым сварщики и слесари могут направлять робота своими руками и интуитивно обучать робота посредством планирования сварочной траектории.Устройство под названием Kinetiq Teaching представляет собой новый аксессуар для роботов, который может быть закреплен на конце робота-манипулятора. Он может записывать положение и линии швов в соответствии с рабочим процессом робота. Kinetiq Teaching будет запущен на сварочных роботах Yaskawa Motoman.
Сэмюэл Бушар (Samuel Bouchard ), президент Robotiq, сказал: «Robotiq разработал Kinetiq Teaching, чтобы предоставить удобное решение, простое и интуитивно понятное, чтобы освободить робота от простоев и позволить каждому оператору возможность пользоваться преимуществами использования робота сварщика».
Этот аксессуар устраняет необходимость знаний в области программирования для роботизированной сварки. Сварщики и слесари будут в состоянии вести манипулятор или сварочный наконечник через его рабочий процесс с помощью конечного эффектора. Параметры сварки можно регулировать с помощью кнопок на интерфейсе. Сварщики могут назначить сварку, линии сварки, скорости и углы подхода, использовать панель обучения, а также проверить настройки.
Преимущества интуитивного метода точного планирования траектории с рукой направляет робота через сварочный путь, устанавливая краткосрочную работу быстро и легко, сокращая время программирования робота и делая этот процесс простым и интуитивно понятным для любого пользователя.
Роботизированная сварка широко используется в работе цеха и контрактных производителей, поскольку несколько опытных сварщиков могут контролировать производительность многих роботизированных сварочных аппаратов в одно и то же время. Машинисты могут исправить следующую партию деталей, а сварщик может контролировать качество сварных швов в существующих партиях и регулировать параметры сварки, если это требуется.
Кроме того, сварщик может выполнять первые сварные швы вручную, чтобы получить представление о лучших заготовках, чтобы он мог эффективно обучать робота повторить действие на многих рабочих местах. Сварщику не нужно писать ни строчки кода или узнать методы программирования.
Роботизированная автоматизации процесса обработки повышает производительность за счет снижения погрузки / разгрузки. Более частей производится за меньшее время благодаря улучшенному использованию шпинделя.
Как успешно реализовать роботизированную сварочную систему
На сегодняшнем рынке компании продолжают автоматизировать отдельные части, если не все свои сварочные операции. Причин много: решить проблему нехватки квалифицированной рабочей силы, повысить качество, сократить отходы и переделки и / или повысить производительность — короче говоря, стремиться к преимуществам, обеспечивающим конкурентное преимущество.
Однако не все компании добиваются успеха в этом процессе. Те, кто начинает без хорошо продуманной дорожной карты, рискуют потерять драгоценное время при внедрении и эксплуатации и могут упустить все преимущества, предоставляемые роботизированной сварочной системой.
И наоборот, компании, которые начинают с тщательного изучения своих потребностей в сварке и существующих процессов и разрабатывают подробный план с четко поставленными целями, с большей вероятностью добьются успеха. Планирование должно включать точную оценку деталей, рабочего процесса и текущего объекта, а также оценку потенциальной окупаемости инвестиций (ROI).
Компаниям следует не только смотреть на текущие потребности, но и рассматривать будущие возможности, чтобы определить лучшую роботизированную сварочную систему, масштабируемую с учетом потенциального роста или изменения продукции, которую они могут производить позже.
Компаниям нужен сварщик или другой сотрудник, обладающий навыками программирования роботизированной сварки. Скорее всего, это потребует дополнительных тренировок для улучшения его или ее навыков.Почему роботизированная сварка?
В условиях экономики, когда заказы растут, а вакансии сварщика трудно заполнить, роботизированная сварка может помочь сохранить или повысить производительность. При полуавтоматической сварке трудозатраты составляют примерно от 70 до 85% общих затрат на сварку детали. Роботизированная сварочная система может снизить эту стоимость и увеличить производительность, выполняя работу от двух до четырех человек за то же время, однако компаниям по-прежнему требуются квалифицированные сварщики для наблюдения за роботизированной ячейкой.
Кроме того, национальный и международный рынок становится все более конкурентным, и компании ищут контракты с любым числом предприятий любого размера. Инвестиции в автоматизацию сварки могут помочь компании встать на путь конкурентоспособности на глобальном уровне.
Вот дополнительные преимущества:
1. Используя правильную роботизированную сварочную систему, компании могут улучшить качество сварки за первый проход и уменьшить количество переделок или брака деталей. В зависимости от используемой сварочной проволоки и режима, система может также минимизировать или исключить разбрызгивание, что снижает потребность в нанесении состава для предотвращения разбрызгивания или выполнении очистки шва после сварки.
2. Роботизированная сварочная система может уменьшить чрезмерную сварку, обычное и дорогостоящее явление, связанное с полуавтоматическим процессом. Например, если в компании есть сварщики, которые сваривают валик, который на 1/8 дюйма больше, на каждом проходе, это потенциально может удвоить затраты на сварку (как на рабочую силу, так и на присадочные металлы). Чрезмерная сварка также может отрицательно повлиять на целостность детали.
3. Компании могут перераспределять квалифицированных сотрудников в другие производственные области для заполнения открытых вакансий и повышения производительности и эффективности.
4. Автоматизация сварки также может дать конкурентное преимущество, поскольку может считаться привлекательной для клиентов. Повышение качества может побудить новых клиентов размещать заказы или побудить существующих клиентов увеличить объем заказов с целью развития собственного бизнеса.
5. Наконец, роботы быстрые. Чтобы получить прибыль, им не нужно заниматься сваркой весь день. Этот факт повышает производительность и прибыль за счет изготовления того же количества деталей, что и при полуавтоматическом процессе, за меньшее время.
Повторяемость — ключ к успеху
При рассмотрении вопроса об инвестициях в роботизированную сварочную ячейку компании должны иметь чертежи деталей, желательно в электронном формате. Без чертежа деталь, скорее всего, не будет соответствовать основному критерию, необходимому для обеспечения повторяемости во время производственного процесса.
Роботизированная сварочная система всегда выполняет сварку в одном и том же месте. Когда допуски детали не могут удерживать свою позицию — если есть зазоры и / или проблемы с подгонкой — компания просто автоматизирует сломанный процесс.Это может увеличить количество переделок или брака.
Если компания в настоящее время полагается на своих сварщиков, чтобы компенсировать проблемы с установкой, ей необходимо будет изучить производственный процесс выше по течению, чтобы обеспечить согласованность. Какие процессы необходимо изменить, чтобы сварщики отправляли единые детали дальше по потоку? Или, если поставщики поставляют детали, могут ли они гарантировать согласованность?
Оцените рабочий процесс
Оптимизированный рабочий процесс — одно из преимуществ роботизированной сварки. Чтобы добиться этого, компаниям необходимо смотреть не только на сварочную камеру, чтобы обеспечить плавный поток материалов.Например, не имеет смысла инвестировать в роботизированную сварочную систему для повышения производительности, но затем разместить ее в углу, где сотрудникам, возможно, придется обрабатывать каждую деталь несколько раз.
Должен быть постоянный запас запчастей, чтобы избежать перемещения узкого места из одной области в другую. Также важно смотреть на ожидаемое время цикла робота. Может ли персонал поставлять детали в соответствии с требованиями продолжительности рабочего цикла робота? В противном случае необходимо будет скорректировать поставку запчастей, в том числе то, где компания их хранит и как она их перемещает.В противном случае робот будет сидеть без дела, ожидая, пока по линии пойдут компоненты.
Оптимизация рабочего процесса — одно из преимуществ роботизированной сварки. Чтобы добиться этого, компаниям необходимо смотреть не только на сварочную камеру, чтобы обеспечить плавный поток материалов.Робототехника или стационарная автоматизация?
Не существует единого решения автоматизации сварки, которое лучше всего подходило бы для каждой компании. Когда компания рассматривает вопрос об инвестициях, она должна учитывать ожидаемый срок службы, стоимость инструментов и гибкость, которую предлагает оборудование.
Стационарная автоматизация — это наиболее эффективный и экономичный способ сварки деталей простыми повторяющимися прямыми или круглыми сварными швами, когда деталь вращается с помощью позиционера. Однако, если компания хочет повторно использовать оборудование после завершения текущей работы, роботизированная сварочная система предлагает большую гибкость. Один робот может хранить программы для нескольких заданий, поэтому он может справиться с задачами нескольких фиксированных систем автоматизации.
Есть определенный объем деталей, оправдывающих вложения в автоматику сварки для каждой компании.Точная оценка целей и рабочего процесса может помочь определить, что это за объем. Если компания производит только небольшие партии деталей, роботизированная сварка становится более сложной задачей. Но если компания может определить два или три компонента, которые можно автоматизировать, можно запрограммировать робота на производство этих деталей, что обеспечит большую универсальность и повысит производительность. Это может принести пользу даже небольшим компаниям, у которых может не быть значительного объема одной детали.
Хотя робот дороже фиксированной системы автоматизации, важно учитывать стоимость инструмента, прежде чем выбирать между ними.Стационарные системы автоматизации могут стать довольно дорогими, если они потребуют значительных изменений для переоснащения новой детали, чтобы ее можно было стабильно сваривать.
Учитывайте доступное пространство
Физическая занимаемая площадь для роботизированной сварочной системы и площадь, необходимая для протекания деталей в сварочную ячейку, обычно больше, чем при полуавтоматической сварке. Доступного пространства должно быть достаточно для робота, источника сварочного тока и другого оборудования. Это помогает свести к минимуму необходимость настройки продуктов, таких как кабели, станции очистки сопел (или развертки) или роботизированный пистолет MIG, в соответствии с рабочей зоной.
Компания, располагающая меньшими площадями, все еще может производить автоматизацию сварки. Один из вариантов — приобрести меньшее количество единиц роботизированного сварочного оборудования, способного выполнять несколько задач, таких как погрузочно-разгрузочные работы или системы технического зрения / сканирования.
Сторонний интегратор может помочь определить, подходит ли объект для установки роботизированной сварочной системы. Системные интеграторы осведомлены о модификациях оборудования, в том числе о важных правилах безопасности, действующих в регионе, стране или штате компании, в дополнение к тем, которые указаны OSHA и RIA (Robotic Industries Association).
Интеграторы и выбор оборудования
Помимо рекомендаций по модификации оборудования и помощи компании в выборе подходящего робота, интегратор роботизированных систем или специалист по автоматизации сварки может:
1. Помочь определить, подходят ли детали для автоматизации, и если нет, то что требуется, чтобы сделать их подходящими
2. Проанализировать рабочий процесс и оборудование для выявления потенциальных препятствий
3. Проанализировать истинные затраты, связанные с инвестициями, включая обновление оборудования и инструменты
4.Определите потенциальную окупаемость инвестиций
5. Помогите определить цели и разработать точный план и график их достижения
6. Объясните варианты автоматизации и помогите выбрать те, которые лучше всего соответствуют потребностям компании
7. Помогите выбрать сварку оборудование, обладающее гибкостью, позволяющее максимально увеличить скорость перемещения, минимизировать разбрызгивание, исключить чрезмерную сварку, обеспечить большую стабильность дуги и повысить качество сварного шва в первом проходе
С помощью правильной роботизированной системы сварки компании могут улучшить качество сварки в первом проходе и уменьшить количество сварочных швов. переделать или утилизировать детали.Интеграторы также могут помочь выбрать дополнительное оборудование для роботизированной сварочной ячейки, включая позиционеры, инструменты, роботизированную горелку MIG, сварочную проволоку и периферийные устройства. Каждый предмет выполняет определенную функцию.
Позиционер поворачивает, вращает или иным образом перемещает деталь в оптимальное положение для сварки. Во многих случаях это включает перемещение детали, чтобы система могла сваривать в горизонтальном положении для оптимальной эффективности наплавки. Позиционер также может обеспечивать скоординированное движение между роботом и сварной конструкцией.
Инструмент удерживает деталь на месте во время сварки и является важным компонентом роботизированной сварочной системы. Рука робота и роботизированная горелка MIG проходят запрограммированный путь каждый цикл. Если сварное соединение находится не на своем месте из-за смещения детали, это может привести к недостаточному сплавлению или провару, а также к переделке или браку. При покупке роботизированной сварочной ячейки важно правильно спроектировать инструмент и контролировать его на предмет механического износа или теплового искажения после ввода в эксплуатацию.Это помогает обеспечить равномерную подгонку детали и не ухудшить качество сварного шва.
Большинство OEM-производителей роботов предлагают недельный учебный курс, объясняющий, как работать с оборудованием. Этот курс, за которым следует неделя продвинутого программирования, рекомендуется при внедрении автоматизации сварки.Роботизированная горелка MIG никогда не должна быть запоздалой при рассмотрении инвестиций в автоматизацию сварки, равно как и сварочная проволока. И то, и другое может существенно повлиять на производительность и прибыльность. Интегратор может помочь с выбором в зависимости от того, как пистолет и провод работают вместе с остальными компонентами системы.Пистолет будет подвергаться сильному нагреву и брызгам, поэтому он должен быть прочным. Он также должен быть подходящего размера для маневрирования вокруг инструмента и обеспечения надлежащего совместного доступа.
Наконец, периферийные устройства, такие как расширители, распылитель для защиты от брызг и кусачки, являются хорошими вариантами, которые следует обсудить с интегратором, прежде чем вкладывать средства в автоматизацию сварки. Эти устройства могут улучшить время безотказной работы и улучшить сварочные характеристики за счет предотвращения разбрызгивания расходных материалов сварочной горелки, удаления операторов из сварочной ячейки и обеспечения постоянного вылета проволоки во время сварки.
Обучение сотрудников
Компании не могут просто купить роботизированную сварочную систему и отказаться от нее. Им нужен сварщик или другой сотрудник, обладающий навыками программирования роботизированной сварки. Скорее всего, это потребует дополнительных тренировок для улучшения его или ее навыков. Хорошая новость в том, что программировать робота сегодня намного быстрее, чем в прошлом. Упрощенные кулоны для обучения, а также возможность программирования на рабочем столе помогают ускорить процесс и сократить время простоя. Однако, несмотря на простоту программирования, компаниям может потребоваться облегчить некоторые существующие задачи, чтобы дать сотруднику время для наблюдения за роботизированной сварочной ячейкой, не перегружая себя слишком большим количеством обязанностей.
Большинство OEM-производителей роботов предлагают недельный учебный курс, объясняющий, как работать с оборудованием. Этот курс, за которым следует неделя продвинутого программирования, рекомендуется при внедрении автоматизации сварки.
Обоснование затрат и расчет окупаемости
Если персонал, изучающий перспективы роботизированной сварки, определит, что это хорошо, им, вероятно, потребуется обосновать инвестиции высшему руководству или владельцу. Расчет потенциальной окупаемости имеет важное значение.Необходимо рассмотреть несколько шагов.
Во-первых, определите, требует ли объем производства деталей, необходимых для производства, скорости автоматизации сварки. Помните, что ключевым преимуществом роботизированной сварочной системы является возможность выполнять большие объемы качественных сварных швов или на небольших предприятиях, предлагая гибкость для сварки небольших объемов нескольких деталей.
Рассчитайте окупаемость, оценив текущий объем полуавтоматических деталей и время цикла. Сравните их с потенциальным временем цикла роботизированной сварочной системы.Опять же, может помочь интегратор или специалист по автоматизации сварки. Проведение сравнения имеет решающее значение для оценки потенциальной отдачи от инвестиций.
Тем не менее, даже если компания будет производить такое же количество деталей с роботом, она может оправдать инвестиции объемом рабочей силы, которую она может перераспределить в другом месте операции для выполнения работ, которые увеличивают производство, устраняют узкие места или повышают качество. Например, компания может использовать навыки операторов полуавтоматической сварки для выполнения сложных сварных швов, которые слишком сложны для управления роботом.
При оценке потенциальной окупаемости важно учитывать оптовые затраты на защитный газ и сварочную проволоку. Несмотря на первоначальную стоимость системы защитного газа / коллектора, она может помочь оптимизировать возможности роботизированной сварки компании в долгосрочной перспективе за счет минимизации времени простоя при замене баллонов. То же самое и со сварочной проволокой. Барабаны большего размера — обычно от 500 до 1500 фунтов — могут дополнительно снизить затраты на роботизированную сварочную ячейку, поскольку они требуют меньшего количества переналадок и часто имеют скидки при покупке.
Компании должны помнить о том, что преимущества роботизированной сварки могут быть значительными. Однако эти преимущества предоставляются по предварительной цене. Многие компании, особенно небольшие или те, которые часто меняют производственные линии, нуждаются в более быстрой окупаемости — обычно не более 12-15 месяцев оправдывают вложения. Если у компании будут одни и те же производственные потребности в течение многих лет, это обычно может оправдать более длительный период окупаемости. Руководство и владельцы должны обсудить свои цели окупаемости с доверенным интегратором роботизированной сварки в рамках процесса оценки.
Простой способ безупречной роботизированной сварки — блог RoboDK
Несмотря на заблуждения некоторых людей, роботизированная сварка может быть простой и легкой… если вы будете следовать правильным шагам. Вот 5 преимуществ роботизированной сварки и 5 шагов к безупречной роботизированной сварке.
Сварка была популярной задачей для роботов со времен появления первого промышленного робота, Unimate, сваренного точечной сваркой автомобилей в 1961 году. В последнее время роботизированная сварка стала для компаний убедительным способом справиться с нехваткой квалифицированных сварщиков на рынке труда.По данным Американского общества сварщиков, к 2024 году в США будет нехватка 400 000 сварщиков.
Роботы — отличный способ решить некоторые сварочные задачи. Они могут помочь вам решить проблему нехватки навыков, а также повысить производительность, качество, эффективность и многое другое.
Однако для многих компаний серьезным ограничением является сложность программирования роботов. Для небольших операций время, необходимое для программирования робота, может перевесить время, затрачиваемое на саму сварку, что затрудняет оправдание затрат времени.
К счастью, существует простой способ добиться безупречной роботизированной сварки с минимальными затратами времени, усилий и усилий. В этой статье мы расскажем о 5 очевидных преимуществах роботизированной сварки и дадим вам 5 шагов к безупречной роботизированной сварке.
5 явных преимуществ роботизированной сварки
Опытные сварщики могут выполнять очень точные и аккуратные сварные швы. Однако сварка — одна из тех задач, с которыми робот почти всегда справляется лучше человека. Даже лучшие сварщики не могут сравниться с ними по стабильности, скорости и эффективности.
Роботизированная сварка имеет ряд преимуществ. Вот пять наиболее очевидных:
1. Повышение производительности
Роботы могут двигаться быстрее, чем люди, что сокращает время цикла обработки детали.
Они также могут работать без перерывов, что способствует увеличению количества деталей в день.
Со временем эти небольшие повышения могут способствовать огромному увеличению общей производительности.
2. Лучшее использование квалифицированных рабочих
Нехватка квалифицированных сварщиков не скоро исчезнет.Промышленности выражают обеспокоенность нехваткой сварщиков уже более десяти лет, и количество незаполненных должностей только растет. Использование роботов для выполнения обычных сварочных швов — отличный способ более эффективно использовать опытных сварщиков в вашей команде.
3. Неизменно высокое качество
Даже самый последовательный сварщик не может превзойти робота по стабильности и качеству. Робот будет каждый раз совершать одни и те же движения с высокой степенью точности.
4. Лучшая безопасность
Сварка может быть опасной работой.Он включает в себя палящий жар, ослепляющие искры, высокое напряжение и оглушающий шум. Если робот выполняет сварку, это означает, что человек не подвергается этим опасностям.
5. КПД
Сварные швы, полученные от человека, часто больше, чем должны быть, просто из-за непоследовательности, присущей человеку. Даже сварные швы небольшого размера могут в долгосрочной перспективе привести к огромным расходам. Некоторые исследования показали, что сварные швы с габаритами всего 1 мм могут обходиться компании в 10 000 долларов в год.
5 шагов для безупречной роботизированной сварки
Несмотря на заблуждения некоторых людей о роботизированной сварке, этот процесс не должен быть сложным или занимать много времени.Если вы выберете правильное оборудование и программный интерфейс, вы сможете добиться безупречной роботизированной сварки с минимальными усилиями.
Вот 5 шагов к безупречной роботизированной сварке:
1. Уточните задачу и тип сварки
В каждом приложении робота, прежде чем делать что-либо еще, важно сначала прояснить свою задачу. Четко определите, какие шаги вы хотите, чтобы робот выполнял. Запишите их и обсудите свой план со своей командой.
Также необходимо уточнить, какой тип сварки будет выполнять робот.Существует несколько типов роботизированной сварки, но наиболее распространены два из них:
- Точечная сварка — Робот соединяет два металлических куска вместе с помощью сварки в нескольких точках. Точечная сварка включает удерживание двух электродов по обе стороны от двух металлических частей и пропускание между ними электрического тока. Это нагревает металлы, плавит их и соединяет вместе.
- Дуговая сварка — Робот соединяет два металлических куска вместе, следуя линии. В дуговой сварке используется один электрод, который пропускает электрический ток к основным металлам.Это плавит металлы и сплавляет их.
Точечная сварка уже давно является самым популярным видом роботизированной сварки, особенно в автомобильной промышленности. Однако популярность роботизированной дуговой сварки растет, и теперь ее стало проще, чем когда-либо.
2. Подберите подходящее оборудование для работы
Когда ваша задача ясна для вас, следующим шагом будет выбор правильного роботизированного оборудования. У этого есть как минимум четыре компонента:
- Робот — Робот должен иметь правильные технические характеристики для вашей сварочной задачи.Например, он должен иметь достаточную грузоподъемность, чтобы удерживать сварочный инструмент, достаточно большое рабочее пространство для выполнения задачи и подходить для окружающей среды.
- Сварочный инструмент — Инструмент зависит от типа выполняемой сварки. Он также должен иметь возможность электронного управления, чтобы вы могли активировать его с помощью программы робота.
- Внешние оси — Вы можете расширить рабочее пространство робота, добавив к операции внешние оси.Вы можете увидеть более 40 внешних осей в нашей библиотеке роботов (просто выберите «Внешняя ось» в меню «Тип»).
- Безопасность — Обеспечьте безопасность своего рабочего места робота, установив ограждения, датчики безопасности или другие средства безопасности.
3. Выберите правильный интерфейс программирования
Некоторые думают, что программирование сварочного робота — трудная работа. Иногда это может быть правдой, когда вы используете пульт обучения робота, который может потребовать от вас ввода каждой точки индивидуально.Однако так быть не должно. Благодаря правильному интерфейсу программирования вы можете быстро и легко запрограммировать робота.
RoboDK включает два мастера для простого программирования сварных швов. Вы можете использовать мастер следования кривой для дуговой сварки и мастер следования по точке для точечной сварки.
4. Калибровка
Распространенное заблуждение относительно программного обеспечения для автономного программирования (которым и является RoboDK) заключается в том, что оно недостаточно точное для роботизированной сварки. Это неправда. Автономное программирование, безусловно, может быть достаточно точным для сварки, если вы правильно откалибруете его.Подробнее читайте в нашей статье Действительно ли оффлайн программирование точно?
5. Программируйте робота
Когда вы прояснили свою задачу, выбрали подходящего робота и интерфейс программирования, а также откалибровали интерфейс программирования, программирование робота становится простой задачей.
Взгляните на наш пример точечной сварки, чтобы увидеть, как RoboDK можно использовать для программирования сварочного задания.
Самоинтегрирующаяся роботизированная сварочная система
Термин «под ключ» часто используется при покупке системы автоматизации и обычно означает, что поставщик несет полную ответственность за надлежащее функционирование интегрируемой системы.Подобно найму строителя для проектирования и строительства нового дома, покупка роботизированной сварочной системы «под ключ» у поставщика может снизить риск для конечного пользователя. Однако этот вариант часто бывает самым дорогим. При интеграции роботизированной сварочной системы есть несколько вариантов, которые следует учитывать. Наиболее нетрадиционный вариант для производителей — это подход «генерального подрядчика», повышающий риски проекта и снимающий определенные обязанности с поставщика систем автоматизации. Точно так же самоинтеграция роботизированной системы таким образом может быть сложной задачей.Однако, если конечный пользователь правильно установит роботизированную сварочную систему, существует огромный потенциал для значительной экономии средств.
ОСНОВНЫЕ СООБРАЖЕНИЯ
Хотя самостоятельная интеграция системы автоматизации возможна, следует учитывать определенные факторы. От требований к технологической сварке и конструкции роботизированной ячейки до требований к инструментам и системной документации — нужно много знать и управлять.
Шаг 1. Понять и задокументировать текущий процесс
Причины внедрения роботов могут быть разными.Будь то нехватка квалифицированных рабочих или необходимость увеличения производительности, производитель должен хорошо понимать текущую производственную среду, прежде чем принимать решение о покупке роботизированной сварочной системы. Настоятельно рекомендуется вести подробную документацию существующего производственного процесса, включая все аспекты от стоимости до качества.
Шаг 2: Создание устава проекта
Прежде чем проект начнется, необходимо составить устав проекта и направить его руководству компании на утверждение.Устав должен быть очень конкретным и включать показатели для трех ножек стула: производительность, график и стоимость. Примером устава проекта может быть: «Увеличить производительность с 1200 деталей за 8-часовую смену до 4300 деталей в течение 18 недель при капиталовложениях в оборудование менее 155 000 долларов». Если предположить, что производитель в настоящее время сваривает вышеупомянутую деталь вручную и изо всех сил пытается найти и удержать квалифицированных сварщиков, шансы получить дополнительную рабочую силу для достижения этой цели практически отсутствуют, так как производительность должна быть увеличена более чем на 259 процентов ( От 1200 до 4300 деталей в смену).
Шаг 3: Запрос предложения
Предыдущий сценарий является хорошим примером ситуации, когда роботизированная автоматизация является разумным выбором, и потенциальным следующим шагом для конечного пользователя будет написание запроса предложения (RFQ) для роботизированная сварочная система под ключ, запрос предложений от поставщиков роботов. Предположим, что производитель из примера выполнил написание запроса предложения и получил предложения от нескольких поставщиков. Однако каждая возвращенная цитата значительно превышала назначенный бюджет в 155 тысяч долларов.Когда котировки (как в этом примере) превышают бюджет, необходимо принимать жесткие финансовые решения. В результате некоторые конечные пользователи решили самостоятельно интегрироваться.
Шаг 4. Подтвердите, что сварная деталь может быть сварена роботом.
После того, как конечный пользователь примет решение продолжить проект интеграции роботов своими руками, следующим шагом будет подтверждение того, что сварная деталь может быть успешно сварена с помощью робота. Самый простой способ сделать это — попросить поставщика робота оценить сварную конструкцию и, возможно, провести демонстрацию.Сварщиков обучают сваривать во всех положениях, включая сварные швы с зазорами, сварочные роботы не любят зазоров. В идеале сварные швы должны быть в плоском или горизонтальном положении, если это вообще возможно, для роботизированной сварки, и для производителей крайне важно уделять пристальное внимание расположению и качеству сварных швов.
Шаг 5: Определение времени цикла
После того, как поставщик роботов дал «ОК», чтобы продолжить внедрение робототехники, следует определить время цикла.Тогда поставщик роботов также сможет помочь в этом вопросе. В некоторых случаях для достижения указанной производительности может потребоваться более одного робота. Это можно сделать, спроектировав рабочую ячейку с двумя роботами или купив две сварочные ячейки с одним роботом.
Шаг 6: Выберите вариант оснастки
Сегодня поставщики роботов имеют заранее спроектированные стандартные ячейки почти со всем, что нужно производителю. При самоинтеграции элементы, обычно не включаемые в эти предварительно спроектированные решения, представляют собой инструменты или приспособления для удержания сварной детали и любое сопутствующее программирование.Стоимость обучения оператора и установка рабочей ячейки также являются вариантами, которые следует учитывать. Когда дело доходит до оснащения рабочего места правильными инструментами, это вопрос «система под ключ» или «оборудование под ключ». В отличие от предварительно спроектированных решений «система под ключ», которые включают в себя все инструменты, программирование, установку, обучение и запуск из одного источника в один заказ на поставку, система «под ключ» — это когда производитель покупает стандартную ячейку у поставщика , но берет на себя ответственность и затраты на создание необходимого инструментария (наряду с любыми потребностями в программировании, установке, обучении и выпуске).
Шаг 7. Проведение анализа проекта
В процессе проектирования инструментария конечный пользователь несет ответственность за проведение анализа проекта, чтобы гарантировать, что инструмент может быть легко загружен и выгружен. Что наиболее важно, производитель должен убедиться, что сварочная горелка (установленная на конце робота) может попасть в сварное соединение с правильным углом наклона горелки. Проектирование инструментов в 3D может быть очень полезным, так как можно использовать модель сварочной горелки, чтобы проверить критический доступ к сварочной горелке и углы.Крепление детали для ручной сварки отличается от роботизированной сварки. При ручной сварке у сварщика есть одна свободная рука, которую можно использовать для удержания детали во время прихваточной сварки; это невозможно сделать на роботе из-за стандартов безопасности. Во время процесса роботизированной сварки роботизированное сварочное приспособление должно позиционировать и удерживать сварную деталь без вмешательства оператора во время последовательности сварки.
Решение производителя о самоинтеграции освобождает поставщика роботов от этих важных деталей инструмента, поэтому для конечных пользователей важно оценить необходимые требования, прежде чем брать на себя обязанности по внедрению роботизированной сварочной системы.
Шаг 8: Пройдите необходимое обучение
Пока создаются роботизированные рабочие ячейки и инструменты, для производителей сейчас идеальное время, чтобы помочь своим сотрудникам выполнить любые требования к обучению, необходимые для работы с системой. Идеально иметь все необходимое для работы сразу после установки сварочной ячейки, и не менее важна подготовка к устранению непредвиденных проблем. Деньги, потраченные на обучение операторов и техническое обслуживание, окупаются вложениями для производителей, которые решили самостоятельно интегрироваться.
Шаг 9: Определение программирования роботов
Для программирования роботов у конечного пользователя есть два варианта: (1) разработать и запрограммировать систему самостоятельно или (2) связаться с поставщиком робота (или третьей стороной) для разработки робота. программа нужна. Если конечный пользователь покупает роботизированную сварочную ячейку впервые, рекомендуется проконсультироваться с поставщиком робота для программирования первой части. Опытный программист может использовать «короткие пути» программирования, чтобы как можно скорее запустить систему в производство, сэкономив время и деньги.
Шаг 10: Проверка качества сварки
После завершения программы робота необходимо запустить детали для подтверждения качества сварки вместе с окончательными размерами детали. Весьма вероятно, что производителю придется установить прокладки и отрегулировать приспособление, чтобы обеспечить 100-процентное качество в отношении размеров.
Для любого производителя переход между созданием роботизированной рабочей ячейки и покупкой системы «под ключ» может быть трудным, но это реальность, с которой многим магазинам приходится сталкиваться, чтобы оставаться конкурентоспособными.Тем не менее, самоинтеграция роботизированной сварочной системы возможна, когда конечный пользователь принимает на себя большую ответственность и принимает на себя больший риск проекта, учитывая критические соображения в процессе.
Практическое руководство по автоматической сварке
Для эффективного внедрения автоматизации в сварку и увеличения рентабельности инвестиций необходимо рассматривать ее как систему, а не просто манипулятор с горелкой, заменяющий человека-сварщика. Если подумать о потоке деталей в сварочную ячейку, о том, как они крепятся и свариваются, а также о том, куда они перемещаются в следующий раз, это может открыть возможности для повышения эффективности, экономии места или устранения узких мест на производстве.
Если вы задумались о добавлении автоматизированной сварки к своему предприятию, нужно учесть множество вещей, от проектирования оборудования и системы до безопасности и того, как это повлияет на ваших нынешних сотрудников-сварщиков. Читайте дальше, чтобы узнать, подходит ли вам это популярное приложение-робот.
Снимок автоматической сварки
Одно из самых популярных промышленных роботов — автоматическая сварка. Assembly Magazine цитирует выводы Международной федерации робототехники о том, что 50 процентов всех роботов в мире используются для сварки: 33 процента для точечной сварки, 16 процентов для дуговой сварки и 1 процент для некоторых других сварочных операций.
И мы можем ожидать его расширения в ближайшем будущем. Согласно прогнозам, в период с 2018 по 2023 год рынок автоматизации сварки будет расти в среднем на 8,91%, особенно в автомобильном и транспортном сегментах.
Прошло почти 60 лет с тех пор, как General Motors впервые применила своего промышленного робота UNIMATE для точечной сварки в 1962 году. То, что начиналось как способ защиты рабочих от наиболее опасных и нежелательных работ, к 1980-м годам набирало популярность в автомобильной и других отраслях промышленности.Сегодняшние производители внедрили роботизированную сварку, и теперь многие находят способы интегрировать ее в более крупные автоматизированные системы, чтобы сэкономить время, компенсировать нехватку рабочих и улучшить качество и производство.
Большая часть роботизированной сварки делится на три категории: дуговая сварка (обычно MIG или TIG), точечная сварка и лазерная сварка. Листовой металл — это, безусловно, самый распространенный материал, обычно сделанный из алюминия, мягкой или нержавеющей стали, но такие компоненты, как гайки, крышки и трубы, также можно сваривать с помощью машин.Возможности применения практически безграничны благодаря гибкости многоосевых рычагов и продуманной конструкции приспособлений и датчиков.
Компоненты роботизированной сварочной системы
На первый взгляд может показаться, что роботизированная рука и горелка — это все, что нужно для автоматизации процесса сварки. На самом деле для оптимальной работы и, что еще более важно, безопасности человека требуется несколько компонентов.
Автоматизированную сварку точнее рассматривать как систему, которая включает в себя весь рабочий цикл: деталь входит в ячейку или рабочую зону, позиционируется с помощью приспособлений, сварка завершена, деталь выталкивается или удаляется, а затем транспортируется из рабочая зона.
(Щелкните, чтобы развернуть)
В зависимости от области применения и производственных целей можно автоматизировать большую часть этого полного цикла, а не только саму сварку. Опытный интегратор автоматизации может помочь вам решить, какое оборудование и конфигурация лучше всего подходят для вашего приложения.
- Блок питания сварочного аппарата
- Вырабатывает энергию для создания тепла для сварки
- Множество опций в зависимости от типа сварки и требований применения
- Кабели и линии подачи защитных газов
- Роботизированная рука
- Многоосевой рычаг или линейный (например.грамм. Декартово или гентри) стиль движения
- Вылет и полезная нагрузка влияют на размер свариваемых предметов (т. Е. Расстояние, которое он может пройти, и вес, который он может выдержать на этом расстоянии),
- Вращение «суставов» увеличивает гибкость и диапазон движений; хотя необходимо учитывать такие ограничивающие факторы, как геометрия детали, крепление и положение детали
- Горелка
- Держатель подачи проволоки для большого количества электродов и устройство подачи проволоки для MIG и некоторой дуговой сварки TIG
- Электроды для точечной контактной сварки
- Лазер для лазерной сварки
- Периферийное оборудование для эффективной работы, такое как кусачки для обрезки излишков проволоки, станция очистки сопел / расширитель, станция смены резаков, покрытия и крышки для защиты кабелей, инструментов и деталей от чрезмерного разбрызгивания
- Сварочные приспособления
- Установите и удерживайте детали на месте или поверните их для лучшего доступа
- Для крупных деталей могут потребоваться поворотные столы с сервоприводом или порталы
- Конструкция должна обеспечивать быструю и легкую выгрузку деталей, особенно если обработка деталей автоматизирована
- Возможность замены крепежа добавляет гибкости для размещения семейств деталей или совершенно разных деталей.Это можно сделать вручную или с помощью автоматических движений.
- Датчики
- Опции включают в себя обнаружение столкновений во избежание контакта с горелкой или другим опасным оборудованием, датчики обнаружения шва для обеспечения качества и размещения сварных швов, датчики центральной точки инструмента (TCP) для правильного размещения сварных швов, датчики и видеокамеры для проверки положения зажима и детали
- Средства защиты
- Коврики безопасности, чувствительные к давлению, и средства индивидуальной защиты
- Блокирующие переключатели, предотвращающие работу машины или запуск нового цикла, если не замкнут
- Блокировка ограждения для предотвращения открытия или снятия защитного ограждения
- Датчики, инфракрасные лучи, откидные защитные двери и световые завесы
- Электронное управление и человеко-машинный интерфейс (HMI)
- HMI может быть простым или сложным, в зависимости от приложения.Примеры включают одну кнопку или группу переключателей включения / выключения или многоэкранное компьютерное приложение, которое контролирует все аспекты работы (например, позиционирование детали, отслеживание датчиков, выгрузку детали и транспортировку на следующую станцию).
- Очень важно учитывать уровни доступа для разных людей, работающих с оборудованием. Например, какие функции должен настраивать оператор, а какие — только для программистов и / или техников по обслуживанию? Подвески
- Teach позволяют регулировать на лету и обеспечивают гибкость в производстве.В некоторых приложениях портативные устройства позволяют операторам легко программировать движения робота и сохранять их в виде программы для запуска. Другие приложения, особенно те, которые работают на высоких скоростях или с коротким временем цикла, требуют большего опыта программирования.
В дополнение к этим компонентам роботизированной сварочной системы вы можете спроектировать более полностью интегрированную систему между сварочной камерой и другими производственными участками. Такое оборудование, как конвейеры, манипуляторы, роботы для обслуживания машин и инспекционное оборудование, может упростить операции.
Готовые или нестандартные? Опции для роботизированных сварочных систем
Существует несколько способов автоматизации сварочных работ. Одно из первых решений — выбрать коммерческую готовую систему (COTS) или индивидуальную систему.
ОборудованиеCOTS иногда называют «предварительно спроектированным», потому что компоненты продаются в комплекте, обычно это робот, горелка, источник сварочного тока и защитные устройства. Эти системы обычно проектируются как автономные, универсальные для большинства ячеек, как правило, с небольшими необходимыми изменениями в компоновке или процессах в восходящем или нисходящем направлении.Некоторые поставщики предлагают на выбор источник питания или другое оборудование для настройки ячейки, а дополнительные аксессуары или периферийные устройства, такие как датчики или инструменты / расширители для очистки сопел, могут или не могут быть включены как часть пакета.
Даже базовая система не будет готова к работе «из коробки» без некоторой настройки и времени на настройку. Особенно если ваше предприятие плохо знакомо с автоматизацией или робототехникой, устранение неполадок и оптимизация рабочего процесса могут представлять проблему, поэтому очень важно проверить, какая поддержка и обучение включены в ячейку.
Например, вам, вероятно, понадобится приспособление, чтобы удерживать свариваемые детали на месте. Поставщик оборудования COTS может поставлять приспособления, но интегратор автоматизации может также спроектировать приспособления под заказ. Интеграторы также могут настроить ячейку, запрограммировать роботов и работать со сварочным аппаратом, чтобы добиться желаемого качества сварки и технических характеристик.
Хотя они могут быть экономически эффективными с самого начала, поскольку они иногда поставляются с ограниченным набором компонентов, предварительно спроектированные элементы могут не подходить для сложных сварочных задач или легко вписываться в производственную линию.Важно учитывать, будет ли ячейка COTS соответствовать вашим существующим процессам в восходящей и нисходящей цепочке, нарушит ли рабочий процесс или создаст неэффективность.
Специальное оборудование обычно проектируется и устанавливается интегратором автоматизации. Поскольку у двух производителей нет одинаковых процессов, индивидуальные системы позволяют адаптировать систему к тому, что является наиболее важным в вашей ситуации. Первый шаг в работе с интегратором — это тщательный анализ ваших уникальных требований и производственных целей, а также общего потока на вашем производственном предприятии.
Только после этого в конструкцию включаются определенные элементы оборудования. Время и затраты обычно выше, но в конечном итоге сварочная система делает именно то, что вам нужно, без дополнительных приспособлений, которые вы не можете использовать. Многие специализированные системы также могут быть расширены или интегрированы с другими рабочими станциями или процессами по мере изменения ваших потребностей.
Размер вашего предприятия, объем производства и ассортимент продуктов также влияют на выбор COTS по сравнению с индивидуальным решением. Небольшие предприятия с ограниченным пространством и бюджетом для больших специализированных систем могли бы лучше работать с компактной индивидуальной сварочной системой, предназначенной для размещения между другими рабочими ячейками.
Более крупные предприятия или предприятия с малым смешиванием и большим объемом могут обнаружить, что предварительно спроектированная сварочная станция легко удовлетворит все их потребности. Или, чтобы сделать работу с большим количеством смесей и небольшими объемами более эффективной, интегратор может объединить отдельные компоненты для координации обработки материалов, обмена данными между устройствами, крепежом и фактическим сварочным аппаратом.
Интеграция автоматизированной сварки с другими производственными процессами
Что лучше: автономный сварочный аппарат или несколько типов аппаратов для управления потоком компонентов в дополнение к сварке? Не существует единого правильного решения для всех: все зависит от объема детали, сложности сварных швов и доступных ресурсов (включая деньги, время, необходимое для внесения изменений, а также доступность и квалификацию рабочих).
Автоматизация не обязательно должна быть по принципу «все или ничего». Например, у производителя могут быть «островки автоматизации» для некоторых областей, таких как резка, сварка, контроль, в то время как сборка, обслуживание станков и погрузочно-разгрузочные работы остаются ручными.
Интегрированные системы часто используют компьютерное программное обеспечение и подключенные устройства для координации компонентов. Одним из мощных инструментов являются программируемые контроллеры автоматизации (PAC), которые синхронизируют оборудование с человеко-машинным интерфейсом (HMI) и обучают подвесному устройству, собирают данные о скорости и движении и даже вносят коррективы в операции на основе данных от другого оборудования, к которому оно подключено.
Примеры интегрированных сварочных систем:
- Автоматизированная сварочная ячейка, в которой используются робот MIG, сварщик гаек и робот-манипулятор. Он рассчитан на установку сварных компонентов 53 различных номеров моделей и может работать в течение одного часа без присмотра. Он также оснащен конвейерами, возможностью автоматического переключения (при котором крепление автоматически регулируется при сканировании штрих-кода детали) и видеокамерами.
- Роботизированная сварочная ячейка MIG на автомобильном заводе, которая сваривает алюминиевые бамперы.Это двухступенчатый сварочный процесс с автоматическим переключением между двумя сварочными станциями. Оператор загружает детали в каждую станцию, а затем удаляет завершенные сварные конструкции в конце каждого цикла.
- Способность координировать движения роботов позволяет нескольким роботам выполнять работу в одном и том же пространстве одновременно, особенно когда заготовки большие или работа выполняется на небольшой площади.
Роботы также могут координировать свои действия с людьми-операторами для выполнения частей более крупной задачи.Например, пока человек-оператор загружает следующую деталь в передней части сварочной ячейки, роботизированная рука с захватом может удалить готовую сборку из сварочного приспособления через заднюю часть, а затем поместить ее на конвейер. Автоматизация одной задачи / процесса может иметь последствия как для всех, так и для последующих.
Например, высокая точность роботизированной сварки означает, что меньше места для изменений углов резки или совмещения шва, которые квалифицированный сварщик может легко отрегулировать. Резка / формовка должны выполняться с жесткими допусками, чтобы сборка детали была на уровне, с которым может работать робот-сварщик.
Еще одним соображением является увеличение производительности, которое может произойти из-за высоких скоростей, возможных при автоматической сварке — вы должны быть уверены, что операции вверх и вниз по потоку могут приспособиться к изменениям, и что у вас есть план быстрой передачи большего количества деталей.
Обученный глаз интегратора автоматизации может найти способы внести изменения, продолжая выполнять производственные цели, или даже улучшить эффективность, безопасность и доступность сотрудников.
Конструкция сварочного приспособления
Согласно журналу Assembly Magazine , неподходящие приспособления составляют 40 процентов бракованных деталей, поэтому важно понимать, что без правильного приспособления для удержания деталей в нужном месте робот не сможет выполнять точные сварные швы.
Другими словами, поскольку роботы точно повторяют одни и те же пути сварки в каждом цикле, для обеспечения повторяемой и точной автоматизации сварки свариваемые компоненты также должны удерживаться в одном и том же правильном положении в каждом цикле. А поскольку роботы повторяют идентичные движения в относительно быстром темпе, дефектные детали могут быстро накапливаться.
Как минимум, приспособления должны быстро и многократно принимать, размещать и удерживать компоненты и разгрузочные сварные детали. Светильники также должны быть прочными и не мешать работе электрических, газовых или волоконно-оптических линий (т.е. «комплект одежды» робота).
Кроме того, многие производители хотят оставаться гибкими при выборе оборудования для автоматизации — зачем тратить деньги на сварочного робота, который можно настроить только для одной детали? Семейства деталей, наборы схожих деталей с небольшими вариациями, распространены в автомобильном и других видах производства и являются одной из областей, в которых гибкое крепление обеспечивает большую автоматизацию. Встроенное переключение приспособлений для установки всех вариантов детали или даже полностью различных деталей часто влияет на пропускную способность и рентабельность инвестиций.
Одним из преимуществ автоматизации таких процессов, как сварка, является возможность исследовать способы изменения или улучшения рабочего процесса или физических настроек. Когда в игру вступает смена приспособлений, это помогает думать об этом как об одном из аспектов более крупной системы. Например, при автоматической замене рабочих органов требуется несколько этапов, а не просто замена одного инструмента на другой.
Инструмент должен быть повторно центрирован, штифты и зажимы извлечены и сохранены (возможно, другой роботизированной рукой), затем новые инструменты должны быть извлечены и установлены.Для оптимальной эффективности автоматизации сварки конструкторам также необходим план хранения и извлечения приспособлений, когда они не используются. Использование нескольких манипуляторов, конвейеров или даже мобильных автономных транспортных средств для выполнения задач по переналадке может сделать процесс более эффективным.
Существует ряд вариантов крепления от простого до сложного, и, как и в большинстве случаев, лучшим вариантом является тот, который подходит для вашего текущего производства, вписывается в ваш бюджет и соответствует планам любого будущего расширения.С одной стороны, приспособления устанавливаются и снимаются вручную с помощью гаечного ключа или рукоятки.
Другие варианты включают полностью автоматизированное переключение с сервоприводом или пневматикой, при котором машина автоматически меняет инструменты на основе штрих-кода или нескольких нажатий на сенсорный экран HMI. Датчики и видеокамеры также могут проверять выравнивание пластин и деталей, а датчики могут определять местонахождение сварных швов или проверять положение.
Например, механизм регулировки автокресла может быть в трех из четырех вариантов в зависимости от модели, в которую он входит.Автоматическое крепление и переключение могут быть разработаны для сканирования штрих-кода на деталях, смещения правильного крепления в нужное положение, проверки того, что правильные детали свариваются, а затем для завершения сварки.
В некоторых случаях сварка без арматуры с визуальным контролем является экономичным решением. Достижения в области управления несколькими манипуляторами позволяют запрограммировать группу манипуляторов для координации процесса или задачи, что сокращает количество специальных инструментов и приспособлений.
Например, роботы-манипуляторы, оборудованные видеокамерами, могут захватывать и поднимать рамы, кронштейны или детали нескольких типов при их перемещении по конвейерам и размещать их для сварочного робота, выступая в качестве самих сварочных приспособлений.Такая гибкость экономит время и пространство, которые обычно требуются для специальных приспособлений и инструментов.
Советы по мониторингу и устранению неисправностей
Проблемы качества и дефекты сварных швов, такие как горячие / холодные / кратерные трещины, трещины, пористость, поднутрение, неполное плавление или проплавление, а также разбрызгивание, возникают при автоматической сварке и должны быть идентифицированы и устранены. Вот несколько советов по оптимальному качеству:
- Подумайте, не связаны ли проблемы с недавними изменениями в процессе, расходными материалами или программированием робота.
- Выполняйте плановое обслуживание и проверки оборудования для выявления проблем с расходными материалами (например, соплами, проводами), износом силового кабеля, подачей проволоки, избыточным разбрызгиванием, смещением от центра сопла или смещенными сварными швами или утечками газа.
- Знайте, как качество и последовательность ввода влияют на качество вывода. Например, входные детали, подготовленные на станках с ЧПУ, могут способствовать получению более качественного и стабильного сварного шва, чем детали, изготовленные вручную.
- Включите периферийное оборудование, такое как переключатели и датчики, для определения наличия и местоположения деталей или датчики отслеживания и центрирования шва для правильного размещения резака и инструмента.
- Укомплектуйте роботизированными сварочными системами опытными сварщиками. Зная о типичных дефектах и о том, что может пойти не так при сварке, они могут быстро оценить качество сварки прямо на этапе производства и заметить, когда что-то требует корректировки.
- Провести обучение работе с роботами и периферийным оборудованием для развития навыков операторов и повышения уровня комфорта с поиском и устранением неисправностей в машине, программированием (часто с ручным управлением или с помощью обучающего пульта) и умением сообщать о сложных или повторяющихся проблемах программисту в автономном режиме. / интегратор.
- Включите обучение основам обслуживания системы, таким как очистка сопел и проверка подачи проволоки, чтобы быстро выявлять проблемы и продлевать срок службы системы.
- Большинство автоматизированного сварочного оборудования включает программное обеспечение и возможность подключения для сбора данных со сварочного аппарата и любых датчиков или камер. Это полезно для выявления тенденций, выявления неэффективности и выявления источников дефектов. Собранные данные о напряжении, токе, скорости подачи проволоки и скорости сварки, длине и глубине шва, скорости использования расходных материалов также можно анализировать и отслеживать с течением времени.
Другой вид работ для сварщиков
Эксперты спорят, насколько автоматизация заменяет людей, но большинство согласны с тем, что автоматизация меняет сам характер сварочных и промышленных работ.
Роботизированные сварочные системы перекладывают ручную работу по выравниванию деталей в приспособлениях, сварке швов и перемещению сварных деталей с одной станции на другую от человека к машине. Теперь основная роль сварщика — поддерживать поток деталей и поддерживать машину в рабочем состоянии, загружать и выгружать поддоны или лотки, а также контролировать всю сварочную систему.Эта работа имеет более широкий охват и включает в себя множество динамических факторов.
Несмотря на это изменение, операторам по-прежнему необходимо разбираться в сварке, выявлять и устранять неисправности, а также применять сварочные навыки, даже если они наблюдают за роботом и не держат пистолет в руке.
Автоматизация сварки приносит пользу и работодателям:
- снижение затрат на персонал на оплату труда квалифицированных специалистов, отпуск, больничные и страхование
- повышение эффективности и производительности
- снижение расходов на расходные материалы, такие как сварочная проволока и защитные газы
- для решения прогнозируемой нехватки сварщиков в 400000 к 2024 году
- , позволяющий старшим сварщикам продолжать работать после 60 лет из-за более низких физических требований к автоматизированной сварке
Приоритет безопасности
Большинство опасностей ручной сварки сохраняется в автоматизированных системах.Кроме того, роботы, конвейеры и автоматизированное погрузочно-разгрузочное оборудование представляют дополнительные риски для безопасности. Поскольку все больше и больше компаний обращаются к предварительно спроектированным и индивидуальным роботизированным сварочным системам, безопасность рабочих всегда становится главным приоритетом. Есть много способов обеспечить и повысить безопасность, например:
- Устройства и стратегии безопасности оператора, включая защиту от дугового разряда, защиту для глаз, лазерные или световые завесы, проектирование достаточного пространства и барьеров / ворот вокруг сварочной зоны, а также вытяжку / экраны дыма, идентификацию и четкую маркировку опасных зон
- Блокирующие переключатели, которые либо останавливают сварочный аппарат, либо препятствуют запуску следующего цикла, если переключатель не находится в правильном положении, предотвращают случайный контакт рабочего с аппаратом.Примеры включают ворота, двери / крышки оборудования, рычаги и петли. Они также могут предотвратить повреждение деталей или оборудования из-за случайных движений или разбрызгивания.
- Опции включают электромеханические ограждения и петли, а также бесконтактные оптоволоконные переключатели (особенно для областей с высоким уровнем EMI / RFI).
- Блокирующие устройства должны соответствовать окружающей среде с точки зрения «температуры, влажности, воздействия пыли / абразивов, химического воздействия, а также воздействия механических ударов и вибрации в области применения.«При сварке особую озабоченность вызывают воздействие тепла и брызг.
- Блокировка ограждения, которая предотвращает открытие или снятие защитного ограждения с опасной рабочей зоны или части оборудования
- Выполнение тщательной оценки рисков для учета всех потенциальных опасностей, связанных с роботизированным сварочным оборудованием, сварочными приспособлениями и периферийным оборудованием.
- Учитывайте серьезность и вероятность потенциальных травм, а также частоту воздействия рисков на работника.
- Даже при наличии встроенных датчиков и органов управления аварийным отключением инструменты и детали также могут представлять опасность.Примеры включают повышенное воздействие дыма, близость к другим опасностям, частоту входа / выхода из камеры, а также досягаемость факела и робота.
Узнайте больше от экспертов Force Design
Автоматизация все меняет. От объема производства до использования расходных материалов и плана этажа вашего предприятия до должностных инструкций ваших сотрудников — трудно переоценить, насколько большое влияние оказывает роботизированная сварка. Правильно ли это изменение для вас? Свяжитесь с командой Force Design, чтобы узнать больше.
RobotWorx — Роботы для дуговой сварки
При дуговой сваркеиспользуется электрическая дуга между электродом и металлическим основанием с использованием расходуемых или неплавких электродов. Робот для дуговой сварки использует процесс, при котором металл сильно нагревается в месте соединения, в результате чего металл плавится и перемешивается.
RobotWorx предлагает новые и бывшие в употреблении варианты применения роботов для дуговой сварки и импульсной дуговой сварки. Подержанные роботы для дуговой сварки были полностью отремонтированы и продаются по сниженной цене.Независимо от того, покупаете ли вы новый или отремонтированный робот для дуговой сварки, автоматизация дуговой сварки имеет много преимуществ по сравнению со сварочными аппаратами, работающими вручную.
Роботизированные сварочные аппараты для дуговой сварки более единообразны на всем протяжении сварного шва и обеспечивают безупречную повторяемость, обеспечивая более высокое качество сварных швов. Роботы также могут спасти рабочих от опасностей для здоровья, ограничивая воздействие паров и снижая риск возникновения дугового ожога. Роботизированная сварка сокращает время цикла и повышает эффективность. Окупаемость инвестиций (ROI) стоит каждой копейки, потраченной на робота для дуговой сварки.
RobotWorx предлагает новые или бывшие в употреблении роботы для дуговой сварки от известных производителей, таких как FANUC, Motoman, ABB и KUKA. Крупные и малые предприятия могут получить огромные преимущества от автоматизации этой части вашего процесса. RobotWorx также предлагает индивидуальные или предварительно спроектированные ячейки для дуговой сварки, которые отлично подходят для любых сварочных работ.
Каждый проект настраивается в соответствии с потребностями и графиком наших клиентов. Наши специалисты помогут вам на протяжении всего процесса принятия решения о том, какой тип сварочного робота лучше всего подходит для вашего конкретного продукта, рабочих элементов, повышающих производительность, соответствующих контроллеров в зависимости от требований робота и технологий, а также, если применимо, функций безопасности, необходимых для соответствия отраслевым стандартам.
Мы стремимся к успеху клиентов и также предлагаем пакет RobotWorx Value Package, который включает обучение, демонстрацию функциональности, отчеты о проверках и ремонте, полную гарантию и поддержку клиентов для каждой роботизированной системы.
MT Solar преодолевает нехватку рабочей силы, повышает качество и повышает производительность с помощью универсального роботизированного сварочного инструмента Vectis Cobot Welding Tool
Сварочный инструмент Vectis Cobot Welding Tool теперь обрабатывает широкий спектр сварных швов, обеспечивая быстрое переналадку и оптимизацию производства.MT Solar преодолела нехватку рабочей силы и освободила нынешний персонал от повторяющихся сварочных работ, успешно справившись с 300-процентным всплеском спроса.
MT Solar преодолевает нехватку рабочей силы, повышает качество и повышает производительность с помощью универсального роботизированного сварочного инструмента Vectis Cobot Welding Tool
Пример использования | Универсальные роботы
MT Solar — производитель оборудования для монтажа солнечных батарей, базирующийся в живописном районе Чарло, штат Монтана.Компания проектирует и производит монтажные конструкции для солнечных модулей любых размеров. Сварочный инструмент Vectis Cobot Welding Tool на базе Universal Robots теперь выполняет широкий спектр сварных швов, обеспечивая быстрое переналадку и оптимизацию производства. MT Solar преодолела нехватку рабочей силы и освободила нынешний персонал от повторяющихся сварочных работ, успешно справившись с 300-процентным всплеском спроса.
Утром новый DIY Cobot Welding Tool от MT Solar прибыл на завод компании в Чарло в сельской местности Монтаны, ожидание нарастало в течение некоторого времени.«Первые несколько моментов с роботом были очень интересными, — говорит Трэвис Джордан, владелец и президент MT Solar. — Робот появляется в грузовике, и, конечно же, я очень рад этому. Я выхожу из офиса, и у меня есть сотрудники, которые уже срезают термоусадочную пленку с робота и готовятся что-то установить. Я подумал: «Подожди! Я хочу играть!’ В тот же день у нас были запущены производственные детали ».
Эти первые производственные детали стали кульминацией процесса, начатого несколькими месяцами ранее, когда MT Solar изо всех сил пыталась справиться с сезонной нехваткой рабочей силы.Однажды один из сварщиков MT Solar передал владельцу новостную статью о сварочных роботах. «Он сказал:« Я действительно думаю, что вы должны это изучить, это было бы хорошим решением для нашей команды », — вспоминает Джордан. «И я говорю:« Ну, если один из операторов сказал, что вам нужно заняться робототехникой, у вас есть причина, по которой вы должны что-то здесь делать »». Его проблемы с наймом отражают общенациональную тенденцию; Американское общество сварщиков прогнозирует потенциальную нехватку 400 000 сварщиков к 2025 году.
Скачки спроса и нехватка рабочей силы стимулируют внедрение автоматизации
MT Solar каждое лето испытывает 300-процентный скачок спроса на свои изделия для монтажа солнечных батарей, но не смогла найти квалифицированных сварщиков, чтобы справиться с сезонным всплеском на своем сельском производственном предприятии.Вдохновленный предложением сварщика, Джордан исследовал обычные сварочные роботы, но обнаружил, что они негибкие и лучше всего подходят для больших партий одного и того же изделия. Поиск гибкого решения для автоматизации был критически важным для MT Solar, поскольку компания производит множество различных типов монтажных деталей, часто большими партиями / небольшими партиями. Джордан объясняет: «У нас есть много продуктов, которые сочетаются друг с другом — подумайте о нас как о« Solar Ikea », если хотите, — где все части должны быть собраны в полевых условиях. Если у меня нет всех остальных деталей, я не смогу ничего отправить.”
Стоимость традиционной автоматизации усугубляется трудностями, связанными с программированием и настройкой, — добавляет Джордан. «На первый взгляд использование традиционных роботов может показаться хорошей идеей, но если посмотреть на время и ресурсы, необходимые для их запуска, запуска и программирования, то это не тот путь, по которому мы хотели идти. Обычные роботы не очень гибкие. Они не могут справиться со смешанной сумкой. Конверт слишком мал. Или крепежом нельзя будет управлять должным образом, и стоимость будет зашкаливает », — говорит Джордан, добавляя, что компания предпочла решение, которое не требовало бы защитных ограждений и с которым могли бы справиться существующие операторы.
Коллаборативные роботы меняют традиционные парадигмы автоматизации
Когда MT Solar открыла Universal Robots, парадигма изменилась. «Большое различие заключается в« подходе к работе с роботами для совместной работы », когда он может работать с роботом, и он настолько прост в обучении и прост в управлении», — говорит Джордан.
В то время как традиционные сварочные роботы требуют защитных каркасов и могут выглядеть «как кошмар», коботы предлагают безопасное взаимодействие между человеком и роботом в непосредственной близости без ограждений, отмечает Джордан, что еще больше повышает привлекательность сварочных решений с питанием от коботов.«Когда я увеличил масштаб и обнаружил инструмент Cobot Welding Tool от Vectis Automation, стало очевидно, что эта комбинация — правильный путь», — говорит Джордан, добавляя: «Вы можете работать прямо рядом с коботом, когда он движется и сваривает. Мои ребята могут снять капюшон и быть тут же, меняя детали, не прибегая к защитным приспособлениям и не заботясь о безопасности. Им было очень, очень комфортно с этим работать ».
Джош Поули, соучредитель Vectis Automation, говорит, что его компания сначала столкнулась с некоторым скептицизмом в отношении коботов и сварки.«Бытовало клеймо, что коботов нельзя использовать в тяжелой промышленности, но то, что наши клиенты говорят и видят, — это неправда, — говорит он. «Они сваривают тонкие материалы, от толщины до 16, вплоть до полудюйма и более толстых материалов. Коботы предназначены для промышленных сред, и они могут принести преимущества простоты использования своими руками, гибкости, меньшей занимаемой площади и более низкой общей стоимости для магазинов любого размера », — заявляет Паули, добавляя, что сварочный инструмент Vectis Cobot Welding Tool при сравнении по сравнению с традиционными роботизированными сварочными модулями, может быть на 25-40 процентов меньше с учетом фрахта, времени производства, обучения, настройки, установки и ввода в эксплуатацию.
Сварка MIG за 38 минут, время такта
Внедрение инструмента Vectis Cobot Welding Tool в MT Solar основано на широком сотрудничестве человека и робота. Операторы устанавливают ячейку с помощью приспособлений, поставляют детали и программируют систему через интуитивно понятный трехмерный интерфейс, непосредственно интегрированный в обучающую подвеску кобота с помощью прилагаемого программного модуля Vectis URCap. Кулон включает в себя полную библиотеку сварных швов, разработанную Vectis Automation, обеспечивающую стандартные настройки для стандартных сварочных работ, включая инструменты Pattern и Tack.
«Я ни в коем случае не сертифицированный сварщик», — говорит Джордан. «Я просто вытащу из цеха кого-нибудь из сварщиков и скажу:« Хорошо, я займусь кулоном ». Вы идете вперед, включаете факел и кладете его туда, где хотите. Где вы хотите, чтобы сварка начиналась; где вы хотите, чтобы он остановился; какой угол вы хотите сделать? »И мы продумали несколько очень сложных сварных швов».
Программирование «сделай сам» завершено, робот автономно выполняет полный цикл сварки MIG. UR10e сваривает от шести до восьми деталей за каждый цикл.Обычно это мелкие детали, в том числе стопорные кольца, зажимы балки и приварные гайки. Cobot сваривает их в заранее определенном порядке и выполняет 4-12 деталей за цикл без дозирования. После завершения сварочных работ люди могут перезагрузить детали и перезапустить систему, если требуется, или быстро запрограммировать новую сварку со свежими деталями. Кобот отвечает за сварку определенных списков деталей каждые 38 минут такта. Операторы работают совместно с коботом, загружая и разгружая во время циклов, максимально увеличивая радиус действия 51 ”манипулятора кобота UR10e, чтобы охватить несколько различных приспособлений.
Низкие входные барьеры
Самое лучшее в этой системе то, что вам не нужно быть ученым-ракетчиком, чтобы ее использовать, — говорит менеджер по эксплуатации MT Solar Майк Гиллин, сертифицированный сварщик MT Solar: «Я сварщик по профессии, но я ничего не знал о роботах, и я не очень разбираюсь в компьютерах. Любопытство привлекло меня к роботу, и я был очень удивлен, насколько легко было понять его ». Между тем, Vectis с гибким финансированием и опциями аренды с выкупом позволила MT Solar с самого начала протестировать всю систему без финансовых обязательств.«Это система, которую я могу арендовать или сдать в аренду на очень короткий срок. Я могу себе это позволить. Если не работает, значит, я не обременен этой штукой. Это очень упростило нам начало работы », — говорит Джордан.
Ощутимая рентабельность инвестиций в систему очевидна, поскольку она добавляет в команду еще одного сварщика, добавляет Джордан, что обеспечивает «настоящую чистую окупаемость инвестиций в полтора-два года только за счет значительной экономии рабочей силы». Нематериальная рентабельность инвестиций «вероятно, даже более ценна», — отмечает Джордан, — благодаря тому, что кобот улучшил магазин в целом, и «оказывает далеко идущее влияние как на клиентов, так и на моральный дух сотрудников.”
Повторяемость, улучшенное качество и повышенная конкурентоспособность
Сварка, связанная с людьми, может учесть — и внести — большую вариативность, говорит менеджер по производству Гиллин, особенно когда дело доходит до монотонной работы и полагается на «калиброванный большой палец». «За зиму мы построили до 7500 мелких деталей. Чтобы оператор сидел и делал это; вы можете сказать, где им это надоело, и некоторые из этих частей в конечном итоге утилизируются ». — говорит Гиллин. Теперь кобот-сварщик выполняет эту повторяющуюся работу.По мнению владельца Джордана, система обеспечивает повторяемость, к которой стремятся производители, и помогает MT Solar поддерживать стабильное качество продукции. «Наши клиенты всегда в восторге, когда мы говорим им:« Эй, вы знаете, эта деталь была приварена к роботу ». Они идут, чтобы надеть ее, и она выглядит точно так же, как предыдущая, и выглядит очень качественно», — говорит Джордан. «Я думаю, что система Universal Robots с Vectis — лучшая из тех, с которыми мне приходилось сталкиваться. Это замечательно.»
Кроме того, согласованность и гибкость системы позволяет MT Solar конкурировать с крупными корпорациями », — говорит Джордан.«Наличие робота, которого можно быстро перевести на другую работу и выполнение различных задач, имеет первостепенное значение для нашего успеха. Это позволяет нам сочетать промышленное качество и масштабируемость с инновациями и гибкостью небольшой компании, что, на наш взгляд, является чрезвычайно мощным сочетанием ».
MT Solar планирует в ближайшее время приобрести дополнительных коботов для новых задач, таких как манипуляции с тяжелыми и более крупными деталями, что также облегчит подъем, выполняемый сотрудниками. Как выразился операционный менеджер Гиллин: «У нас есть магазин, полный людей, которые будут предлагать идеи только на основе того, что они им знакомы.”
Содержание и мнения в этой статье принадлежат автору и не обязательно отражают точку зрения AltEnergyMag
Комментарии (0)
Эта запись не имеет комментариев. Будьте первым, кто оставит комментарий ниже.
Опубликовать комментарий
Вы должны войти в систему, прежде чем сможете оставлять комментарии.Авторизуйтесь сейчас.
Рекомендуемый продукт
ГАЗОВЫЙ АНАЛИЗАТОРOMNISTAR — Быстрый и точный анализ от% до долей на миллион в компактной настольной системе «под ключ».
Настольная аналитическая система Pfeiffer Vacuum OmniStar отличается компактными размерами, мощным программным обеспечением и возможностью подключения к сети Ethernet.Это оптимальное решение для многих приложений анализа газов в реальном времени. Благодаря OmniStar компания Pfeiffer Vacuum предлагает вам комплексное решение для анализа газов в химических процессах, полупроводниковой промышленности, металлургии, ферментации, катализа, лазерных технологий и анализа окружающей среды. Газоаналитическая система OmniStar под ключ состоит из подогреваемой системы впуска газа с регулируемой температурой, квадрупольного масс-спектрометра, вакуумного насоса с сухой диафрагмой и турбонасоса HiPace. В отличие от конкурирующих методов, таких как FTIR, OmniStar подходит для качественного и количественного анализа большинства газов.
Решения для роботизированной сварки и автоматизации
Переделка? Неработающее оборудование? Нехватка рабочей силы? Стоимость лома? Это некоторые из причин, по которым вы подумываете об автоматизации сварки. С помощью решения Miller вы можете повысить производительность и качество, сведя к минимуму затраты и время простоя.The Miller
® Автоматизация РазницаЕсли вам нужно комплексное решение, которое легко установить, более крупная система автоматизации, объединяющая несколько компонентов, или обновление существующей роботизированной системы, команда автоматизации Miller может вам помочь.
| • | Системы роботизированной сварки PerformArc ™. Если вы новичок в автоматизации или расширяете свои возможности, наше семейство предварительно спроектированных, готовых к сварке роботизированных сварочных модулей MIG (GMAW) и TIG (GTAW) удовлетворит потребности вашего бизнеса. |
| • | Стационарная автоматика для сварки Jetline®. Автоматизированные системы шовной / кольцевой сварки, предлагающие гибкие решения, повышающие производительность при сварке с высокой степенью прочности. |
| • | Системы лазерной сварки. Решение для повышения скорости обработки, уменьшения искажений и улучшения свойств материала. |
| • | Средства автоматизации. В качестве комплексного решения для автоматизации Miller работает со сторонними интеграторами и ведущими производителями робототехники, включая FANUC, Yaskawa Motoman, ABB, Panasonic, KUKA Robotics и другие, для создания систем любого размера.
Похожие записи
|