Как устроена электрическая схема токарного станка. Какие основные элементы входят в ее состав. Как производится ремонт и обслуживание электрооборудования токарного станка. Какие меры безопасности необходимо соблюдать при работе с электрической схемой станка.
Основные элементы электрической схемы токарного станка
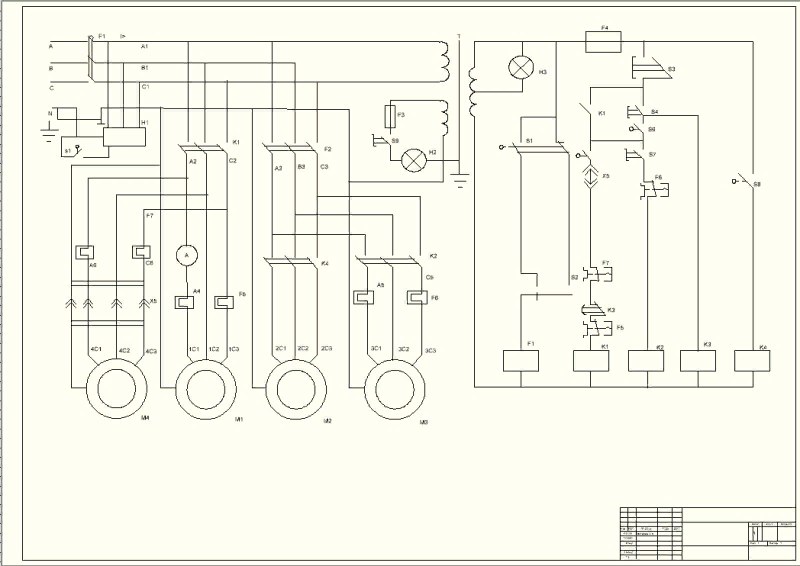
Электрическая схема токарного станка включает в себя следующие основные элементы:
- Электродвигатель главного привода
- Электродвигатель привода подач
- Пускорегулирующая аппаратура (магнитные пускатели, реле, кнопки управления)
- Устройства защиты (автоматические выключатели, предохранители, тепловые реле)
- Трансформаторы и выпрямители для питания цепей управления
- Датчики и концевые выключатели
- Элементы сигнализации и индикации
Все эти элементы соединены между собой проводами и кабелями в соответствии с принципиальной электрической схемой станка. Правильное взаимодействие всех компонентов обеспечивает нормальную и безопасную работу токарного станка.

Принцип работы электрической схемы токарного станка
Принцип работы электрической схемы токарного станка заключается в следующем:
- При включении станка подается питание на цепи управления через трансформатор и выпрямитель.
- С помощью кнопок на пульте управления оператор запускает главный привод и привод подач.
- Магнитные пускатели коммутируют силовые цепи и подают питание на электродвигатели.
- Датчики и концевые выключатели контролируют положение узлов станка.
- При возникновении нештатных ситуаций срабатывают устройства защиты, отключая питание.
Все операции выполняются в определенной последовательности, которая обеспечивается системой электрических блокировок.
Ремонт и обслуживание электрической схемы токарного станка
Ремонт и обслуживание электрической схемы токарного станка должны выполняться только квалифицированным персоналом. Основные работы включают в себя:
- Периодический осмотр и очистку электрооборудования от пыли и грязи
- Проверку надежности контактных соединений
- Замену изношенных или вышедших из строя элементов
- Проверку сопротивления изоляции обмоток электродвигателей
- Настройку и регулировку датчиков и концевых выключателей
- Смазку подвижных частей электрических аппаратов
При выполнении ремонтных работ необходимо строго соблюдать правила электробезопасности и пользоваться принципиальной электрической схемой станка.

Типовые неисправности электрической схемы токарного станка
Наиболее распространенными неисправностями электрической схемы токарного станка являются:
- Перегорание предохранителей или срабатывание автоматических выключателей
- Выход из строя магнитных пускателей
- Обрыв или межвитковое замыкание в обмотках электродвигателей
- Нарушение регулировки концевых выключателей
- Окисление контактных соединений
- Повреждение изоляции проводов и кабелей
При обнаружении любой неисправности необходимо немедленно отключить станок от сети и вызвать квалифицированного электрика для устранения проблемы.
Меры безопасности при работе с электрической схемой токарного станка
При работе с электрической схемой токарного станка необходимо соблюдать следующие меры безопасности:
- Перед началом работ обесточить станок и вывесить предупреждающий плакат
- Использовать только исправный электроинструмент с изолированными рукоятками
- Применять средства индивидуальной защиты (диэлектрические перчатки, боты, коврики)
- Не прикасаться к токоведущим частям и проводам с поврежденной изоляцией
- Проверять отсутствие напряжения перед началом работ
- Заземлять корпус станка и электрооборудования
Строгое соблюдение правил электробезопасности позволит избежать поражения электрическим током при обслуживании электрической схемы токарного станка.
Модернизация электрической схемы токарного станка
Модернизация электрической схемы позволяет улучшить характеристики и расширить функциональные возможности токарного станка. Основные направления модернизации включают:
- Установку частотных преобразователей для плавного регулирования скорости
- Внедрение программируемых логических контроллеров (ПЛК) для автоматизации
- Применение современных датчиков обратной связи
- Использование сенсорных панелей оператора вместо кнопочных пультов
- Интеграцию станка в общую систему управления производством
Модернизация электрической схемы требует тщательного планирования и должна выполняться специализированными организациями с соблюдением всех норм и правил.
Как читать электрическую схему токарного станка
Умение читать электрическую схему необходимо для эффективного обслуживания и ремонта токарного станка. Основные правила чтения схем:
- Ознакомиться с условными графическими обозначениями элементов
- Определить назначение каждого устройства по его обозначению
- Проследить цепи питания и управления от источника до потребителей
- Разобраться в логике работы схемы и последовательности операций
- Обратить внимание на устройства защиты и блокировки
Для облегчения чтения сложных схем рекомендуется использовать цветную маркировку различных цепей и функциональных узлов.
Заключение
Электрическая схема является важнейшей частью токарного станка, обеспечивающей его работоспособность и безопасность. Знание устройства и принципов работы схемы необходимо для правильной эксплуатации, обслуживания и ремонта оборудования. Соблюдение правил электробезопасности и своевременное устранение неисправностей позволит продлить срок службы станка и избежать аварийных ситуаций.
Цветная электросхема фрезерного станка ВМ 127М
Собрать электрическую схему своими руками совсем несложно, если вы обладаете должным уровнем знаний по электротехнике, даже отличным знанием электротехники.
Как ы понимаете это дело не для новичков и тех, кто не понимает ничего в электрических схемах. Разберем этапы работы на примере фрезерного станка и узнаем что такое принципиальная электрическая схема фрезерного станка.
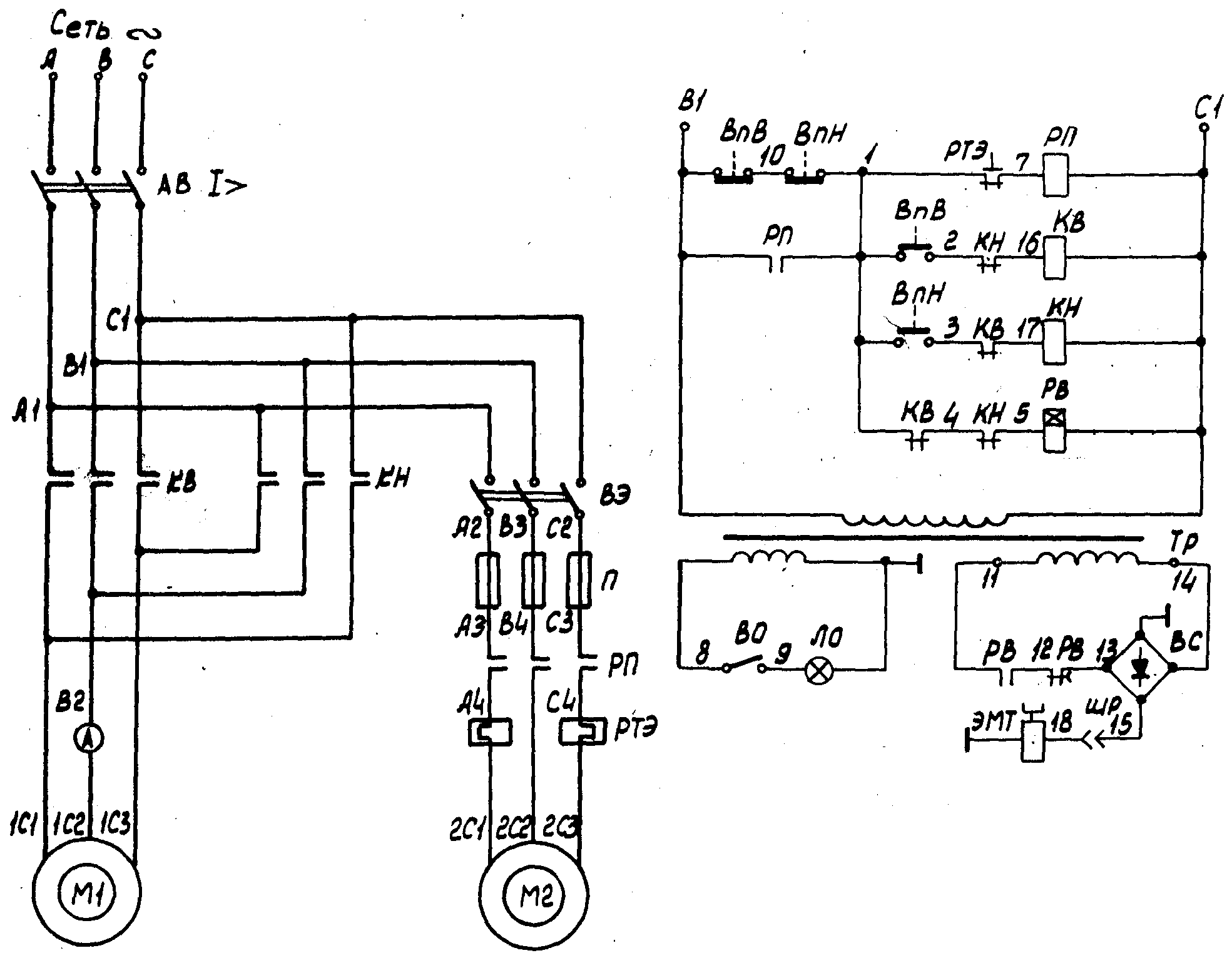
Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Принцип действия
Принцип действия основан на отображении работы каких-либо конечных приемников электрической энергии от работы или взаимодействия остальных компонентов, входящий в данную принципиальную электрическую схему фрезерного станка.
На нашем примере — это отработка магнитных пускателей в зависимости от положения рукояток управления, положения концевых выключателей, состояния тепловых реле и т. п.
Принципиальная электрическая схема управления ЭП вертикально-фрезерного станка
Функциональное назначение
KM1 — подключает напряжение 380 В к приводу главного движения M1 и двигателю насоса охлаждения M2; KM2, KM3 — подключают напряжение 380 В к приводу подач M3; KM4, KM5 — подключают напряжение 380 В к двигателю механизма крепления инструмента; K2 — включает динамическое торможение шпинделя; K3 — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя; K5 — подготавливает цепь включения привода главного движения после зажима инструмента: KT1 — задает время вращения шпинделя после его выключения до включения торможения. KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
KT2 — задает время торможения шпинделя; QF1 — вводной выключатель; QS2 — переключатель насоса охлаждения; SQ3 — выключатель импульсного включения привода подач при переключении скоростей; SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»; SQ6, SQ8 — выключатель привода стола «влево-вправо»; SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента.
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально. Примечание: Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5 При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4 При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Фрезерный станок для производства рекламы с ЧПУ
Особенности 1. Фрезерный станок для производства рекламы SK1218 имеет современный дизайн. Наш фрезерный станок для производства рекламы отличается высокой точностью работы, высокой жёсткостью и низким уровнем производственных ошибок. 2. Наш фрезерный станок имеет совершенную конструкцию с шариковым винтом высокой точности и мощным диском, что позволило добиться очень высокой точности гравировки. 3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
3. Наш фрезерные станок для производства рекламы с ЧПУ SK1218 удобен в обслуживании. В своей конструкции, он использует модульную структуру, которая позволяет гарантировать быструю разборку и сборку станка, что значительно облегчает ремонтные работы. 4. Основные конструкционные детали нашего станка произведены иностранными компаниями, что позволяет гарантировать их качество.
Применение Фрезерный станок для производства рекламы с ЧПУ SK1218 имеет широкую сферу применения, например, используется в процессе производства рекламных щитов, при строительных работах, при резки акрила, при термическом формировании моделей, при изготовлении изделий из дерева и т.д. Наш фрезерный станок для производства рекламы может обрабатывать железо, медь, алюминий, пластик и многие другие материалы.
Технические параметры фрезерного станка для производства рекламы SK1218 Модель Фрезерный станок SK1218 Рабочая зона XY 1200*1800мм Рабочая зона Z 80мм Мотор шпинделя 1.5кВт или 2.2кВт Рабочий режим Шаговый Система управления DSP или PCI система контроля Точность позиционирования 0. 02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
02/300мм Точность перемещения 0.01мм Мак. скорость 0 — 4,000мм/мин Мак.высота подачи 120мм Программное обеспечение Тип 3, ArtCAM, NC Studio Гравирующий инструмент G код x, u00 x, mmg x, plt Движение X Y Шариковый винт Операционное напряжение AC220В/ 50-60Гц Операционная температура 0-45º Операционная влажность 35%-70% Вес нетто 550кг Размер упаковки 250*175*150см
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Виды
Различают такие виды электросхем:
- структурная, которая определяет взаимосвязь частей электрооборудования;
- функциональная, определяющая электрические процессы в отдельном узле, полностью для чпу станка;
- принципиальная, в которой отражены все элементы, дается представление относительно принципа работы;
- соединения монтажного плана для подключений к электросети;
- расположения частей электроустройств, проводниковой и кабельной продукции.

Техническая документация устройства обычно содержит принципиальную электросхему и схемы расположения электрооборудования. Ее выполняют, не придерживаясь масштаба и не указывая, как в действительности расположены отдельные элементы.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки.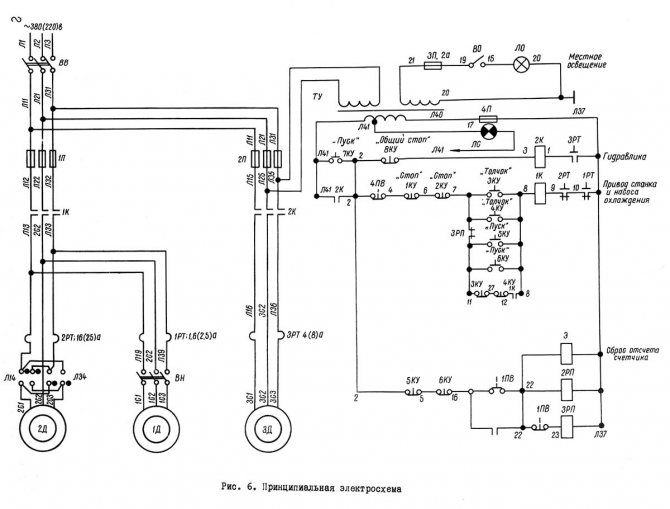 Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Мини фрезерный станок с ЧПУ
Разрезание различных материалов с помощью движущей фрезы производится на фрезерных станках, которые представлены многими видами. Это горизонтальный, широкоуниверсальный, консольный вертикальный, безконсольный, продольный станок. Управление на них производится вручную, автоматизировано с помощью Числового программного обеспечения (ЧПУ). Станки, имеющие ЧПУ, отличаются высокой скоростью, точностью изготовления деталей. При работе на фрезерном станке с ЧПУ на обработку детали требуется значительно меньше времени, чем при работе на аналогах с ручным или автоматизированным управлением.
Мини фрезерный станок с ЧПУФрезерование корпусов металлических деталей на мелкосерийном производстве, в ремонтных мастерских, при выпуске деталей небольших размеров, в автосервисах, школьных мастерских нет необходимости иметь стационарный фрезерный станок. Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Вполне подойдет мини фрезерный станок с ЧПУ. Это настольный станок, имеющий прекрасные технические характеристики и приемлемую в сравнении с другими станками цену. Они имеют небольшие габариты, просты в конструкции. При установке такого станка не требуется прокладывать усиленный кабель для электропитания. Станку требуется питание 220В, а не 380В.
Мини фрезерный станок с ЧПУНебольшой станок дает возможность качественно выполнять раскрой материала, изготавливать изделия сложной плоской и пространственной формы. Человеческий фактор уходит на последнее место, так как вся работа ведется на основе программ.
Мини фрезерный станок с ЧПУ выполняется с достаточно жесткой станиной, с точными узлами привода для устранения люфтов и зазоров. Материалы на изготовление ходовой части используют износоустойчивые.
Система электронного оборудования защищает работающего от возможных ошибок, как неправильная последовательность или иная ошибка предупреждается подачей звукового оповещающего сигнала. Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
Поэтому брак при работе практически исключен. Станки с ЧПУ оснащены системой, которая заранее просматривает процесс, проводит анализ, при необходимости сокращает движение. Мини фрезерный станок с ЧПУАвтоматическая система, поддерживающая двойной проход, позволяет добиться высокого качества при работе с МДФ, пластиком. Пакетная обработка повышает отдачу при работе с партиями изделий. При этом значительно сокращается время. Для небольших мастерских, гаражей подойдет мини фрезерный станок с ЧУП со стандартной комплектацией. Размеры рабочего поля стола обычно имеют от 300х300, 400х400, 600х900 миллиметров.
Электрическая схема — станок — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
| Установка фальшанодов при ПМО на токарном станке. [31] |
Поэтому перед включением тока основной дуги плазмотрона ( дежурная дуга может гореть непрерывно) необходимо включить главное движение заготовки, а ток дуги выключить раньше, чем главное движение.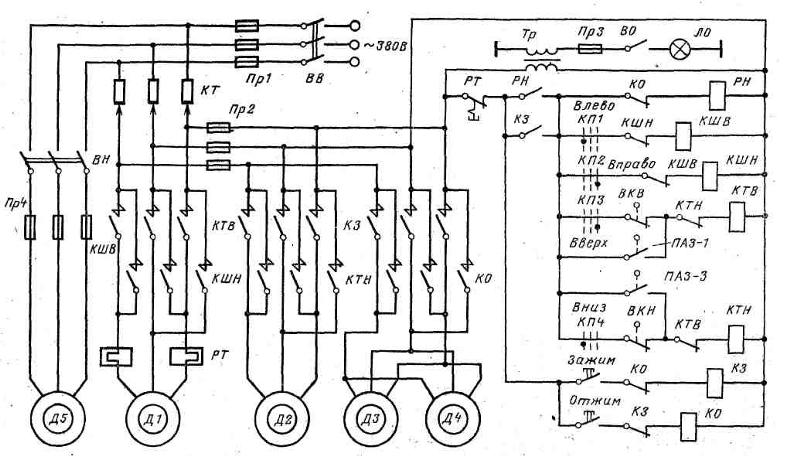 Такой порядок включения привода движения заготовки и тока ос — — новной дуги обеспечивается соответствующей блокировкой в электрических схемах станка и источника питания плазмотрона.
[32]
Такой порядок включения привода движения заготовки и тока ос — — новной дуги обеспечивается соответствующей блокировкой в электрических схемах станка и источника питания плазмотрона.
[32]
| Схема управления токарно-винторезным станком модели 1К62. СВ — сетевой пакетный выключатель, ДГ — двигатель главного привода, ДО — двигатель насоса охлаждающей жидкости, ДГП — двигатель привода гидросистемы, ДБХ — двигатель быстрого хода суппорта, КГ в КБХ — пускатели, Тр — понизительный трансформатор на 36 и 127 В, ЛО — лампа местного освещения 86 В, РВ — реле вРе ени, БХ я KB — блок-контакты путевых переключений. Яр — предохранители, р — тепловые реле, ВП — пакетный выключатель, ШР — штепсельный разъем. [33] |
Двигатель ДБХ включается при замыкании НО контакта путевого переключателя быстрого хода БХ. Переключатель быстрого хода БХ срабатывает в результате поворота рукоятки суппорта на быстрый ход. Вся электрическая схема станка отключается пакетным выключателем СВП.
[34]
Вся электрическая схема станка отключается пакетным выключателем СВП.
[34]
Двигатель ДБХ включается при замыкании контакта путевого переключателя быстрого хода БХ. Переключатель быстрого хода БХ срабатывает в результате поворота рукоятки суппорта на быстрый ход. Вся электрическая схема станка отключается пакетным выключателем СВ. [35]
Бумага в этом станке перематывается с одного рулона на другой, проходя между металлическими валиками, обклеенными фольгой, которые изолированы от станины станка и к которым подведено напряжение. Благодаря этому полупроводящие частицы в бумаге выгорают. Основой электрической схемы станка служит конденсатор, заряженный от источника выпрямленного напряжения. [36]
| Панель управления станком. [37] |
Управляющие устройства ( реле, золотники, соленоиды) соединены между собой в таком порядке, что после завершения одной части цикла подается сигнал на шаговый искатель; последний с помощью храпового механизма перемещает скользящий контакт на одну позицию и замыкает цепь следующего цикла, который может состоять из любого числа движений.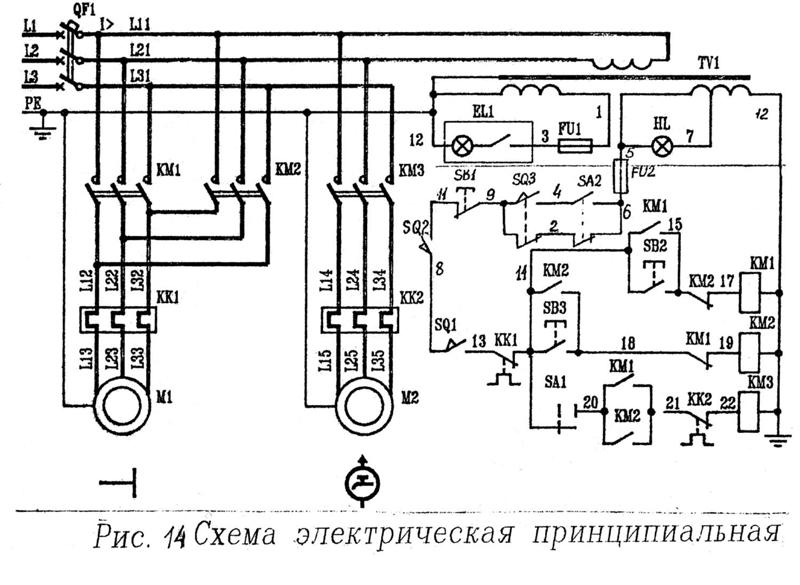
В этом положении закрепляют упор, включающий рабочую радиальную подачу. Одновременно соответствующей настройкой электрической схемы станка устанавливают цики шевингования, обеспечивающий заданное число зачистных ( калибрующих) ходов. [39]
По виду информации системы программного управления делятся на числовые и нечисловые. В числовых системах положение салазок характеризуется числами. В одних системах эти числа показывают величину перемещения салазок, в других — значение координат точек обрабатываемой поверхности относительно начальной выбранной системы координат. В нечисловых системах каждому перемещению салазок соответствует определенное состояние
электрической схемы станка. Эта система работает по методу переключений.
[40]
Эта система работает по методу переключений.
[40]
Нечисловые системы программного управления являются наиболее простыми и дешевыми, но возможности их ограничены. Ими чаще всего оборудуют универсальные станки, особенно вертикально-фрезерные. По своей сущности они являются системами циклового управления. Каждому перемещению стола с заготовкой или инструмента ( в дальнейшем, для краткости, мы будем называть их рабочими органами) соответствует определенное состояние электрической схемы станка. [41]
От ультразвукового генератора к станку подведены девять проводов. Четыре провода идут непосредственно к магнитострикционному вибратору: по двум подают переменный ток, а по двум другим — постоянный. Два провода идут на реле давления воды. По трем сетевым проводам электрическая схема питается переменным трехфазным напряжением 380 В.  [42]
[42]
Страницы: 1 2 3
Схемы подключения — LittleMachineShop.com
|
На этих схемах показаны различные варианты использования плат контроллеров, которые мы продаем.
|

 Переключатель F/O/R и потенциометр заменены на
получить блокировку безопасности.
Переключатель F/O/R и потенциометр заменены на
получить блокировку безопасности. 
Ты видел?
Комплект удлинителя кровати 16 дюймов
Самый популярный из
Наборов измерительных инструментов
Дополнительные популярные позиции
Калькулятор машиниста lmscnc.com/calc
стирка%20машина%20электропроводка%20схема техпаспорт и примечания по применению
| Каталог техпаспорт | MFG и тип | ПДФ | Ярлыки для документов |
|---|---|---|---|
2010 — ECWU
Резюме: нет абстрактного текста
|
Оригинал |
УЛФ-500ВС АМ-173 ECWU | |
2010 — ЛК-841
Реферат: Моющее средство ULF 500vs ECWU2682V16 конструкции «ультразвуковой очиститель»
|
Оригинал |
УЛФ-500ВС АМ-173 ЛК-841 УНЧ 500вс ECWU2682V16 моющее средство конструкция «ультразвукового очистителя» | |
2010 — ЭКП-U1C224MA5
Реферат: Flux ULF 500VS LC-841
|
Оригинал |
УЛФ-500ВС АМ-173 ЭКП-U1C224MA5 Флюс УЛЬФ 500ВС ЛК-841 | |
2010 — Схема ультразвуковой очистки
Аннотация: схемотехника ультразвукового очистителя ULF 500 vs Panasonic PPS пленка LC-841
|
Оригинал |
УЛФ-500ВС АМ-173 Схема ультразвуковой очистки схема ультразвуковой очистки УНЧ 500вс Пленка Panasonic PPS ЛК-841 | |
2010 — ECWUC2J273JV
Резюме: ECWUC2J223JV цоколь пленочный 250v 0.47uF ECW-UC2J273J ECWU1123
|
Оригинал |
УЛФ-500ВС
АМ-173
ECWUC2J273JV
ECWUC2J223JV
пленочный колпачок 250в 0. 47мкФ
ECW-UC2J273J
ECWU1123 47мкФ
ECW-UC2J273J
ECWU1123
|
|
2010 — Конденсатор 0,33 п
Аннотация: LC-841
|
Оригинал |
УЛФ-500ВС АМ-173 Конденсатор 0,33 п ЛК-841 | |
2012 — ЛК-841
Резюме: нет абстрактного текста
|
Оригинал |
УЛФ-500ВС АМ-173 ЛК-841 | |
2010 — ЛК-841
Резюме: нет абстрактного текста
|
Оригинал |
УЛФ-500ВС АМ-173 ЛК-841 | |
2010 — конструкция «Ультразвуковой очиститель»
Реферат: пленочный конденсатор с чипом pps пленочный конденсатор 0,047 50 В ECHU1C123X5
|
Оригинал |
УЛФ-500ВС АМ-173 конструкция «ультразвукового очистителя» пленочный конденсатор pps пленочный конденсатор 0,047 50в ECHU1C123X5 | |
2014 — стиральная машина
Резюме: нет абстрактного текста
|
Оригинал |
FT800 ФТ800, 309FT800 стиральная машина | |
электрическая схема стиральной машины
Аннотация: датчик уровня воды для стиральной машины принципиальная схема системы блокировки дверцы стиральной машины электрическая схема стиральной машины универсальный двигатель y вода ДАТЧИК СТИРАЛЬНОЙ машины схема стиральной машины СТИРАЛЬНАЯ машина контроллер стиральная машина водяной насос стиральная машина S3P8469 |
Оригинал |
40-С3-П8469-052000 дата10, дата11, дата12, S3P8469 схема стиральной машины датчик уровня воды для стиральной машины схема блокировки дверцы стиральной машины схема стиральной машины универсальный двигатель y ДАТЧИК ВОДЫ СТИРАЛЬНАЯ МАШИНА схема стиральной машины Контроллер СТИРАЛЬНОЙ МАШИНЫ водяной насос стиральной машины стиральная машина S3P8469 | |
2000 — Схема подключения стиральной машины
Реферат: электрическая схема стиральной машины панасоник схема подключения стиральной машины Sharp Схема ультразвукового очистителя Flux ULF 500VS ecqut схемы стиральных машин panasonic ECQUV ecq-ut panasonic ECQB Z
|
Оригинал |
||
IC Ультразвуковой
Реферат: Водорастворимый флюс
|
OCR-сканирование |
||
стиральная машина
Реферат: датчики стиральной машины датчики в контуре воды стиральной машины ДАТЧИК СТИРАЛЬНОЙ МАШИНЫ датчик загрузки воды в стиральной машине ДАТЧИК СТИРАЛЬНОЙ СТИРКИ датчик температуры стиральной машины ТЕХНИЧЕСКИЕ ДАННЫЕ ДАТЧИК СТИРКИ магнитный геркон
|
Оригинал |
МК20/1 стиральная машина датчики стиральной машины датчики в стиральной машине схема стиральной машины ДАТЧИК ВОДЫ СТИРАЛЬНАЯ МАШИНА датчик загрузки в стиральной машине ПРОМЫВКА ДАТЧИКА ВОДЫ датчик температуры стиральной машины ТЕХНИЧЕСКИЙ ЛИСТ ПРОМЫВКА ДАТЧИКА магнитный геркон | |
Схема ультразвукового очистителя 40 кГц
Аннотация: электрическая схема стиральной машины Sharp
|
Оригинал |
||
2006 — электрическая схема стиральной машины
Аннотация: электрическая схема стиральной машины схема управления двигателем стиральной машины микроконтроллер на основе управления скоростью двигателя переменного тока базовая электрическая схема двигателя переменного тока реверс вперед универсальный двигатель стиральной машины схема контроллера двигателя стиральной машины схема управления скоростью двигателя переменного тока с симистором схема управления переменной скоростью двигателя переменного тока центробежная принцип работы стиральной машины
|
Оригинал |
АН3234 MC56F8013 схема стиральной машины электрическая схема стиральной машины схема управления двигателем стиральной машины управление скоростью двигателя переменного тока на основе микроконтроллера Основная электрическая схема двигателя переменного тока с обратным направлением вперед универсальный двигатель стиральной машины схема контроллера двигателя стиральной машины схема управления скоростью двигателя переменного тока с симистором схема управления двигателем переменного тока с регулируемой скоростью принцип работы центробежной стиральной машины | |
2002 — сельни ахв 2-42
Реферат: универсальный двигатель стиральной машины selni схема системы управления автоматической стиральной машиной selni nevers универсальный двигатель selni L9931 двигатель selni 3-фазные инверторы асинхронный двигатель переменного тока двигатель стиральной машины тахометр
|
Оригинал |
АН1479 200 ал сельни ахв 2-42 сельни универсальный двигатель стиральной машины сельни невер схема системы управления автоматической стиральной машиной селни универсальный двигатель L9931 сельни мотор 3-х фазный инвертор асинхронный двигатель переменного тока тахометр двигателя стиральной машины | |
2010 — Двигатель постоянного тока стиральной машины
Резюме: нет абстрактного текста
|
Оригинал |
АМБ170018АВХ двигатель постоянного тока стиральной машины | |
Sn63Pb37A
Реферат: Sn60Pb40A SMD КОНДЕНСАТОРЫ цветовой код Sn63-Pb37-A SMD Танталовый код цвет конденсатора Маркировка SMD код B0 SMD диод SMD конденсаторы КОДЫ smd код конденсатора цвет SMD-PPS конденсатор 1mf
|
Оригинал |
2002/95/ЕС Sn63Pb37A Sn60Pb40A SMD КОНДЕНСАТОРЫ цветовой код Sn63-Pb37-А Цвет конденсатора с танталовым кодом SMD Код маркировки SMD B0 Диод SMD SMD конденсаторы КОДЫ smd код конденсатор цвет СМД-ППС конденсатор 1мф | |
2002 — сельни ахв 2-42
Реферат: Стиральная машина Selni Nevers Универсальный двигатель тахометр Универсальный двигатель Selni для стиральной машины Схема системы управления автоматической стиральной машиной Selni Universal Motor Микроконтроллер стиральных машин Двигатель Selni полностью автоматическая электронная схема стиральной машины
|
Оригинал |
АН1479 200-й сельни ахв 2-42 сельни невер стиральная машина универсальный двигатель тахограф сельни универсальный двигатель стиральной машины селни универсальный двигатель схема системы управления автоматической стиральной машиной Микроконтроллер стиральных машин сельни мотор электронная схема полностью автоматической стиральной машины | |
2sc5083
Реферат: сосна альфа ст-100с аракава химик 2SC4044S 2SC1740S 2SC1809С 2SC401 РОМ СВ 2SC2058S 2SC2926S 2SC4010
|
OCR-сканирование |
СТ-100С 28 кГц 2sc5083 сосна альфа ст-100с аракава химик 2SC4044S 2SC1740S 2SC1809S 2SC401 РОМ СВТ 2SC2058S 2SC2926S 2SC4010 | |
впускной клапан для воды
Реферат: вода электромагнитный клапан стиральная машина электрическая цепь посудомоечная машина холодильник стиральная машина регулирующий клапан стиральная машина схема управления стиральной машиной клапан соленоид управления питанием
|
Оригинал |
24 В переменного тока, клапан подачи воды водяной электромагнитный клапан электрическая схема стиральной машины посудомоечная машина холодильник стиральная машина регулирующий вентиль схема стиральной машины управление стиральной машиной Электромагнитный клапан управления мощностью | |
 org/Product»>
org/Product»>  org/Product»>
org/Product»>  org/Product»>
org/Product»>  org/Product»>
org/Product»>  org/Product»>
org/Product»>  org/Product»>
org/Product»>  org/Product»>
org/Product»> 
