Как собрать сварочный трансформатор самостоятельно. Какие детали необходимы для сборки. По какой схеме производится сборка сварочного трансформатора. Какие особенности конструкции нужно учитывать при самостоятельном изготовлении.
Особенности конструкции самодельного сварочного трансформатора
При самостоятельном изготовлении сварочного трансформатора необходимо учитывать следующие особенности его конструкции:
- Внешний вид самодельного аппарата будет отличаться от заводских моделей. Сделать точную копию промышленного образца в домашних условиях невозможно.
- Характеристики самодельного трансформатора могут меняться при каждом включении. Даже при ручной настройке определенного значения силы тока, фактическое значение будет немного отличаться.
- Самодельные трансформаторы на постоянном токе получаются дешевле, но менее надежны из-за отсутствия предохранителей.
- Зато при самостоятельной сборке можно сделать трансформатор с любыми нужными характеристиками мощности.
Необходимые детали для сборки сварочного трансформатора
Для изготовления сварочного трансформатора своими руками потребуются следующие основные детали:
- Сердечник из электротехнической стали
- Провод для первичной обмотки (сечением 3-4 мм²)
- Провод для вторичной обмотки (сечением 7 мм² и более)
- Изоляционные материалы (лакоткань, картон)
- Регулятор силы тока
- Корпус для размещения трансформатора
При выборе проводов для обмоток важно использовать провода с тканевой, а не полимерной изоляцией, так как последняя может расплавиться при сильном нагреве.
Схема сборки сварочного трансформатора
Процесс сборки сварочного трансформатора включает следующие основные этапы:
- Изготовление сердечника из пластин электротехнической стали
- Намотка первичной обмотки на каркас
- Наложение изоляции
- Намотка вторичной обмотки
- Сборка магнитопровода
- Установка регулятора силы тока
- Монтаж всех элементов в корпус
При намотке обмоток важно соблюдать расчетное количество витков и правильно выполнить изоляцию между слоями. Сборку лучше производить поэтапно, проверяя работоспособность после каждого этапа.
Расчет параметров сварочного трансформатора
Для правильной работы самодельного сварочного трансформатора необходимо произвести расчет его основных параметров:
- Мощность трансформатора
- Сечение магнитопровода
- Количество витков первичной и вторичной обмоток
- Сечение проводов для обмоток
Расчет производится исходя из требуемых характеристик — напряжения холостого хода (обычно 60-70 В) и силы сварочного тока (100-200 А). Чем больше планируемая мощность, тем больше будут габариты трансформатора.
Преимущества и недостатки самодельного сварочного трансформатора
Самостоятельное изготовление сварочного трансформатора имеет свои плюсы и минусы:
Преимущества:
- Низкая стоимость по сравнению с покупкой готового аппарата
- Возможность сделать трансформатор с нужными характеристиками
- Простота конструкции и ремонтопригодность
Недостатки:
- Нестабильность характеристик
- Сложность точной регулировки силы тока
- Большие габариты и вес по сравнению с инверторными аппаратами
Поэтому самодельный трансформатор больше подходит для несложных бытовых сварочных работ. Для профессионального использования лучше приобрести заводской аппарат.

Техника безопасности при сборке и использовании
При самостоятельном изготовлении и эксплуатации сварочного трансформатора необходимо строго соблюдать правила электробезопасности:
- Использовать качественную изоляцию всех токоведущих частей
- Обеспечить надежное заземление корпуса
- Не допускать перегрева обмоток
- Использовать средства индивидуальной защиты при сварке
- Не производить ремонт и обслуживание под напряжением
Несоблюдение мер безопасности при работе с самодельным трансформатором может привести к поражению электрическим током и другим опасным последствиям. Поэтому сборку лучше доверить специалисту, имеющему опыт работы с электрооборудованием.
Как выполняется подключение сварочного аппарата? — Моя ковка
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.

Самодельный сварочный аппарат для сварки на постоянном токе.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.

Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.

Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата

Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата

Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Возможные проблемы после подключения

Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Устройство сварочного трансформатора: принцип действия, работы
![]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.
![]() Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение – число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 – число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.
Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/.
Пояснения к схематическому изображению сварочного трансформатора:
- 1 – первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 – вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 – подвижная часть магнитопровода;
- 4 – система подвеса трансформатора внутри корпуса агрегата;
- 5 – механизм управления воздушным зазором;
- 6 – ходовой винт. Основной элемент управления воздушным зазором;
- 7 – рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.
Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/.
Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока – величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока – величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
 Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».
Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31.
Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения – не более 12 В.
инструкция по сбору, необходимые детали, схема
Аппарат для сварки необходим, если нужно крепко соединить металлические элементы. Стоит отметить, что таким сварочником можно как варить резать так и резать стальные детали.
Самое интересное, что состав и плотность элементов такому аппарату не принципиальна. Есть много моделей агрегатов для варки. Обратите внимание на инверторные, трансформаторные и конечно, полуавтоматы.
Многие специалисты по сварочным работам планируют открыть свое дело или подрабатывать в свободное время. Однако цена сварочной машины зашкаливает для среднестатистического рабочего человека.
Содержание статьиПоказать
Введение

Цена качественных агрегатов измеряется в условных единицах, цифра которых стартует от 100. Не каждый бюджет осилит такую покупку.
В такой ситуации есть выход – сделать агрегат своими руками. А когда не хватает знание, то советуем начать с самого простого – со сборки трансформатора.
Трансформатор – статическое электромагнитное устройство, главный орган аппарата для сварки, буквально его сердце. Многие задаются следующими вопросами:
- Как намотать такой трансформатор?
- Как его рассчитать?
- Как собрать агрегат для сваривания?
Без паники. В данной статье мы дадим ответ на вопрос, как своими силами сделать статическое электромагнитное устройство для сварочного аппарата для получения качественной основы для монтажа сварочного агрегата.
Основы
Как упомянуто выше, трансформатор – главный орган. Принцип работы состоит в изменении входящего напряжения в переменный/постоянный ток, требующийся для работ со сваркой.
Статическое электромагнитное устройство, главным образом – это две обмотки, соединенные индуктивно.
Первая совокупность витков провода, к которой подводится энергия преобразуемого переменного тока, и вторая обмотки расположены на «сердце». Последний производят из динамной стали и служит шунтом.
Вы можете создать трансформатор как для личного применения, так и мощный промышленный агрегат. Отметим, во всех случаях он обязан служить вашим интересам, следовательно, иметь определенные параметры для проведения работ со сваркой.
Более распространена сборка сварочного агрегата с намоткой трансформатора, рассчитанная из ампеража в 150 – 170 и способностью проводить напряжение приблизительно 50 В.
Таких характеристик вполне достаточно для использования в быту. Вы сможете варить большинство металлов с применением электродов до трех миллиметров в диаметре. Конечно можно брать диаметр в 4 миллиметра, но в таком случае вы потеряете качество шва.
Следовательно, чем больший диаметр стержня из электропроводного материала вам придется применять, тем большую мощность должен иметь трансформатор.
Зависимость прямо-пропорциональна. При сборке статического электромагнитного устройства обязательно примите к сведению его предельные очертания.
Размер статического электромагнитного устройства будет увеличиваться с планируемым увеличением мощности сварочного агрегата.
При этом увеличение веса и параметров неизбежно. Рекомендуем сориентироваться с характеристиками которыми должен обладать ваш будущий аппарат — это поможет оптимизировать его вес и параметры.
Особенности

Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Дома нет такой возможности для создания точного регулятора, не меняющий характеристик при каждом запуске.
Если ваша цель – забор или теплица, то собирайте собственный сварочный агрегат смело, он вполне подойдет для такой работы и его погрешности не критично влияют на итог.
Если вы собрали трансформатор на постоянном токе, он, конечно, будет во много раз дешевле, но поставит под вопрос надежность агрегата.

Связано это с отсутствием предохранителей, как у моделей заводского типа. Хотя к плюсам самостоятельной сборки относят возможность сделать статическое электромагнитное устройство с любым набором характеристик.
Он может быть как мощным агрегатом, так и слабым механизмом. Для это следует правильно провести расчет сварочного трансформатора для будущей машины.
Вы приняли решения собрать статическое электромагнитное устройство самостоятельно и далее заняться сборкой самого сварочника. Советуем размещать элементы в металлический каркас/бокс, к примеру, корпус от компьютерного системного блока.
Обратите внимание, что вы можете не просто использовать любые схемы, но и модернизировать их в процессе. Перед первым включением и пробной работой, обязательно, проверьте узлы вашего аппарата.
Собственно, это и есть основные особенности, о которых вам надо знать. Помните, что необходимо кое-какое минимальное понимания в области электротехники.
Наверно это и так понятно. Но все же, предварительно рекомендуем освежить или приобрести дополнительные знания в этой области и лишь затем приступать к сборке статического электромагнитного устройства.
Статическое электромагнитное устройство с переменным током
Самостоятельно собранное статическое электромагнитное устройство с переменным током для сварочника – это классика, среди видов трансформаторов.
Конечно, одним из главных преимуществ такого вида статического электромагнитного устройства, в сравнении с работающими на постоянном токе, дешевая сборка и простота ремонта.
Хотя при этом следует отметить несколько недостатков. И первым, можно назвать – проблемный зажег дуги. Горение стабильно и требует огромного опыта мастера или результат не порадует, шов выходит с низким качеством и с множеством дефектов.
Тем не менее, чтобы собрать трансформатор на постоянном токе, вам понадобится сначала собрать статическое электромагнитное устройство на переменном токе, так последний является основой для первого. Все достаточно просто.
Провода в обмотке

Как уже говорили, чтобы собрать трансформатор, на начальном этапе нужны провода для первой обмотки и собственно второй обмотки. Помним, кроме обмотки нужен «сердечник».
Для создания которого используют исключительно сталь электротехнического типа, а далее наматывают на него провода – создают обмотку.
Начнем с расчетов и необходимых теххарактеристик будущего трансформатора. К примеру, вводные данные возьмем следующие: Напряжение – 60В, Ток – 120-160А. Исходя из этих характеристик, необходимо использовать провода с сечением 4 кв мм.
Мы рекомендуем взять провода с сечением в 7 кв мм, считаем более подходящим именно этот вариант, так как ваш будущий агрегат будет менее чувствителен перепадам напряжения в сети.
При этом оптимальным для первичной обмотки будут провода с медной сердцевиной в сечении составляющие именно 3 кв мм.
Важно при выборе проводов обращать внимание на покрытие. Обязательное условие, оно должно быть из ткани. И никаких полимеров. В связи с тем, что последние подвержены плавлению от большого нагрева и короткому замыканию.
В ситуации, когда нет нужного диаметра провода, рекомендуем брать два тоненьких и накручивать их совместно.
При этом стоит отметить, что такой способ увеличит совокупность витков провода в размере, соответственно корпус трансформатора будет иметь большие предельные очертания. Вся выложенная информация выше касается первичной обмотки.
А вот для вторичной смело берите провода большого диаметра, например, которыми подсоединяется держатель электрода.
Сердечник

На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником. Затем сердечник изолируют.
Намотка

Следующий шаг – намотка будущего трансформатора. Как упоминалось выше, начинаем с первичной обмотки. Она составит около двухсот десяти/пятидесяти витков.
Мотаем, согласно рисунку ниже. В конце наматывания, крепим текстолитовую пластину. На ней же крепим концы нашей обмотки болтами.
Приступаем к вторичной обмотке. Она должна состоять из количества витков в районе 70. Аналогично крепим текстолитовую пластину и закрепляем концы.
Все — ваш трансформатор готов к работе или совершенствованию. Посмотрите на окончательный вид намотанного трансформатора на рисунке ниже.
Постоянный ток
![]()
Как известно, собрать сварочный агрегат можно как на переменном токе, так и на постоянном. Собственно, для последнего собирают трансформатор постоянного тока (ТПТ). Такой ТПТ рекомендуем изготавливать для полуавтоматических агрегатов и инверторов.
Его преимущество – легко поджигаемая и главное стабильна дуга. Агрегат с таким трансформатором осилит варку деталей любой толщины и любого типа стали, как нержавейку так и чугун.
Для того, чтобы собрать ТПТ нужно запас времени в 10-15 минут, в случае уже собранного трансформатора переменного тока (как описывалось ниже).
Модернизация его в ТПТ состоит в подключении к вторичной совокупности витков провода — выпрямителя. Последний изготавливается на диодах.
Использовать для выпрямителя нужно диоды с адекватным охлаждением и его параметры должны выдерживать силу тока в 200А. Рекомендуем выбрать тип Д161. Далее выравниваем ток.
Берем два конденсатора (С1, С2) со следующими параметрами: 15000 мкФ, напряжение 50V.
Схема для сборки наведена ниже. L1 – индукционная катушка для регулировки тока. Х4 – контакты, для последующего подсоединения держателя электродов. Х5 – контакты для подсоединения массы.
Описанная схема применяется годами и продолжает показывать себя с положительной стороны. Удобная рабочая схема – пользуйтесь!
Подытожим
Для сборки трансформатора, не нужно иметь углубленных знаний, достаточно немного понимания в электротехнике и умения применить такие знания на практике. Даже если таких знаний нет, можно потратить немного времени – около недели, не более.
Тем более, сегодня доступно не только читабельный вариант, а и множество наглядных видеоматериалов. После прохождения обучения появится понимания всех этапов по сборке трансформатора.
А далее несколько проб и ваш первый работоспособный сварочный аппарат готов.
Самостоятельно сделанные аппараты имеют много положительных сторон.
Они, во-первых, экономичны. Во-вторых, недорогие в сборке. В-третьих, функционал соответствует конкретно вашим нуждам. В-четвертых, легко ремонтируемый своими силами. Качество будущего агрегата зависит от используемых материалов, все зависит от вас.
Желаем удачи! Делитесь комментарием и пусть ваш отзыв будет полезен следующему «первособирателю».
расчет и ток в первичной и вторичной обмотке
На чтение 19 мин. Просмотров 3.2k. Опубликовано Обновлено
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
Предназначен для бытовых нужд. - Трехфазный трансформатор – работает при напряжении сети 380 В.
Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и . Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
 Устройство сварочного трансформатора.
Устройство сварочного трансформатора.Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой.
Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники. - Обмотки из изолированного провода размещаются на сердечнике.
Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата. - Регулировку тока можно осуществлять, используя различные решения, приведенные ранее.
Речь идет про подвижный шунт, обмотки и т.д. - В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т.д.
Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
[box type=”fact”]Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.[/box]Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
 Сварочный аппарат на основе трансформатора.
Сварочный аппарат на основе трансформатора.Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
[box type=”info”]Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.[/box]Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.
Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
[box type=”info”]Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.[/box]Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
[box type=”fact”]Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.[/box]Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
подключения, обмоток, электрическая, принципиальная, подключения, электромагнитная, трехфазного, тиристорного
Трансформаторы для сварки крайне актуальны для промышленных работ. Это особая аппаратура, которая предназначается для того, чтобы преобразовывать напряжение сети в наиболее нужное именно для сварочного прибора. Схема сварочного трансформатора несложная, и его вполне можно изготовить самостоятельно.
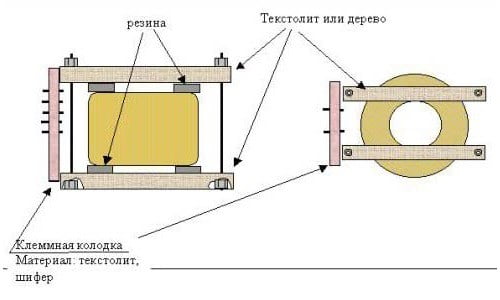
Схема простого сварочного трансформатора.
Аппарат эффективно снижает напряжение до холостого хода. Благодаря этому свойству трансформатор для сварки работает без перебоев. Наиболее часто используются трансформаторы стержневого типа. Они отличаются более высокими техническими характеристиками и свойствами: аппарат использует значительно меньшее количество смазочного материала, обладает достаточно простой конструкцией, характеризуется весьма широкими пределами управляемых показателей, отличается высокими показателями сварочного и энергетического функционирования.
В чем заключается принцип работы?
Основные части трёхфазного стержневого трансформатора.
Трансформатор медленно снижает напряжение до 60-80В. А сила тока, наоборот, начинает нарастать до 40-500А. Некоторые модели трансформаторов повышают силу тока до более высоких цифр. Трансформатор должен поддерживать постоянный ток.
Основой всех происходящих процессов является принцип электромагнитной индукции. Большое значение имеет число витков в 1 и 2 обмотке.
Они влияют на коэффициент преобразования. Прибор имеет функцию управления рассеиванием магнитных полей. По магнитопроводу идет ток. Он образует переменное напряжение во всех витках катушки. На выходе напряжение складывается в оптимальное.
Любой сварочный трансформатор должен отвечать требованиям:
Характеристики сварочных трансформаторов.
- Напряжение на вторичной обмотке должно изначально и повторно возбуждать дугу, поддерживать ее горение при сваривании металлических деталей.
- Внешняя характеристика должна быть падающей. Это важно для ручной, автоматической, полуавтоматической сварки. Получить падающую характеристику можно при помощи искусственного повышения индуктивного сопротивления.
- В любом приборе должна быть предусмотрена система регулировки режима сварки. Наиболее эффективно, если система работает в широком пределе.
Работа устройства для сваривания охватывает 3 режима:
- холостой ход;
- работа с нагрузкой;
- короткое замыкание.
Особенности конструктивного решения
Создать сварочный трансформатор в домашних условиях несложно. Некоторые люди не покупают его, а просто собирают в «кустарных» условиях. Схема сварочного трансформатора есть в интернете. Поэтому создать его не составит труда. Итак, этапы создания аппарата дома:
Основные понятия и классификация трансформаторов.
- Основная часть – это магнитопровод. Его еще именуют сердечником. Он имеет в своем составе стальные пластины. Пластины должны быть изолированы друг от друга. Самыми хорошими пластинами признаны те, которые состоят из электротехнической стали. Взять их можно из другой техники.
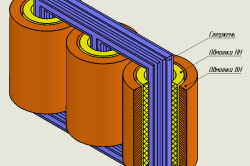
- На магнитопроводе надо разместить обмотки провода (одну или несколько). Первичная обмотка всегда должна быть единичной. Именно на первичную обмотку трансформатора будет подаваться ток. Все оставшиеся обмотки являются вторичными. В тех случаях, когда мастер полагает, что сваривать он будет мало, медленно (спешить некуда), и отличных материалов для сборки не имеется, можно первичную обмотку сделать из проводов. Но надежность аппарата будет ниже. Выбирая провода, нужно учитывать их сечение, изоляцию. Изоляцию можно легко сделать самостоятельно. Провода покрываются лаком, наматываются в две нити. Тип изоляции сильно влияет на надежность всей обмотки, температуру перегрева, устойчивость к воздействию влаги, изоляцию.
- Необходимо отрегулировать выходное напряжение. Регулирование зависит от самой конструкции. Важными элементами тут являются: движения ходового винта (он идет сквозь сердечник) и движения подвижных обмоток. Следует помнить, что многие конструкции содержат неподвижную сетевую обмотку.
- Корпус крайне важен для трансформатора. Он защитит аппарат от повреждения.
- Чтобы усовершенствовать аппарат, можно добавить к нему ручки и колеса. Это крайне необходимо, если сварочный трансформатор тяжелый.
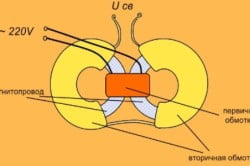
Схема намотки сварочного трансформатора.
Изготовить обмотку для трансформатора можно из специального обмоточного медного провода. Вторичная обмотка потребует для своего изготовления многожильный кабель, имеющий сечение от 25 до 35 мм. Обмотку можно вывести на медные клеммы. Естественно, покупаемый трансформатор имеет более качественные переключатели.
Самый облегченный трансформатор, изготовленный в домашних условиях, весит более 3 кг. На рынке можно приобрести модели весом более 10 кг.
Схема напрямую зависит от того, какой у аппарата сердечник – стержневой, тороидальный. А также от тех деталей, которые присутствуют у создателя. Мир интернета имеет множественные схемы устройства (например, изображение 1). Его собирают из всех возможных подручных элементов.
Устройство может иметь постоянный и переменный ток. Трансформатор с постоянным током актуален для сваривания тонких металлических листов. Такими являются автомобильные листы, кровельная сталь. При сварке на постоянном токе сварочная дуга устойчивая. Можно сваривать на прямой, обратной полярности. Особого значения нет. Если ток переменный, то его с легкостью можно выпрямить. Достаточно использовать мостовые выпрямители, располагающиеся на мощных диодах.
Классификация оборудования и его разновидности
Разновидностей сварочных трансформаторов множество. По конструкции трансформаторы делятся на:
Изображение 1. Схема сварочного аппарата.
- Многопостный аппарат. Его мощность огромна. Благодаря ему можно обеспечить несколько рабочих мест.
- Однопостный. Наиболее характерен для домашнего применения. Схемы по его сборке также имеются.
По фазовому регулированию трансформаторы подразделяются:
- Модель с одной фазой. Она функционирует при напряжении 220 В.
- Модель трансформатора с 3 фазами. Работает от напряжения в 380 В. Аппарат может сваривать достаточно толстый слой металла. Разработаны трансформаторы, рассчитанные на работу также в 220 В.
По конструкции устройства подразделяются:
Схема трансформатора с первичной и вторичной обмоткой.
- Модель, имеющая магнитное рассеивание. Аппарат состоит из самого трансформатора и дросселя. Дроссель позволяет регулировать напряжение.
- Модель, имеющая увеличенное магнитное рассеивание. Конструкция аппарата более усложненная. В его составе присутствуют подвижные обмотки, конденсатор, импульсный стабилизатор.
- Тиристорная модель. Это новинка среди остальных трансформаторов. Модель имеет силовой трансформатор, фазорегулятор и относительно маленький вес.
Кроме того, стоит подчеркнуть, что рассматриваемое оборудование может работать и на постоянно поступающем токе, и на прерывно поступающем. Те модели, что функционируют на прерывистом токе, отличаются наличием тиристорного типа системы регулирования и дополнительного применения импульсной стабилизации.
Подключение своими руками
Схема подключения трансформатора представлена на инструкции. Следует отметить тот факт, что для правильного функционирования устройства в дальнейшем рекомендуется заблаговременно ее изучить. Перед тем как его подключить, нужно учесть следующие достаточно важные моменты:

Тороидальный трансформатор.
- Сперва проверить соответствие его напряжения и напряжения в сети питания.
- Перед подключением сварочная цепь должна быть разомкнута.
- Подключения сварочного трансформатора производят отдельными рубильниками.
- Промежуток между аппаратом и сетью – минимальный.
- Нельзя допускать падения напряжения в сети больше 5%. В тех случаях, когда этот критерий не соблюдается, рекомендовано увеличить сечение проводов.
Советы для грамотной эксплуатации состоят в следующем. Уход за трансформаторами достаточно прост. Нужно обеспечить качественное заземление, содержать контакты в порядке и чистоте, проверять сопротивление изоляции (это важно при работе под открытым небом), соблюдать требования при эксплуатации, указанные в инструкции.
Покупной трансформатор для сварки
Приобретая трансформатор для сваривания проводов, нужно отталкиваться из следующих базовых характеристик:
Схема расчета сварочного трансформатора.
- Компактность оборудования.
- Устройство стоит недорого.
- Номинальное напряжение прибора 9-40 В. Устройство крайне простое. При наличии большого желания можно собрать его самостоятельно и не приобретать.
- Количество фаз. Это крайне важный момент при покупке сварочного транзистора.
- Номинальный сварочный ток. Профессиональные аппараты, которые применяют на производстве, должны иметь ток до 1000 А, а домашние модели всего 100 А.
- Пределы регулирования сварочного тока. Для домашней модели наиболее располагающее значение от 50 до 200 А.
- Рабочее напряжение 30-70 В (достаточно высокие величины).
- Номинальный режим работы. С помощью данного показателя можно определить количество времени, в течение которого трансформатор работает беспрерывно.
- Напряжение холостого хода. Значение напряжения не должно превышать 80 В.
- Потребляемая мощность. Зная этот показатель, можно подсчитать КПД. Из расчетов выйдет итог – чем выше КПД, тем лучше работает трансформатор.
Неполадки: как исправить проблему
Чертеж сварочного трансформатора.
Любое устройство может перестать работать, несмотря на то, куплено оно или собрано самостоятельно. Ремонт трансформатора можно провести своими усилиями. Конечно, если исключаются промышленные сложные неполадки.
Наиболее распространенные неполадки возникают в цепи прибора. В ней может происходить замыкание, которое и приводит к отключению. Чтобы устранить замыкание, трансформатор нужно разобрать. Неисправные элементы заменяются. Наиболее часто причиной является клеммная колодка, обмотка, располагающаяся рядом с ней.
Может быть и иная причина – это перегрев прибора. Обычно эту причину вызывает установка тока. То есть ток установлен большего значения, чем разрешено в инструкции. Если не учесть этот фактор соответствия, то перегрев будет регулярно сопровождать работу устройства. Это неизбежно приведет к выходу из строя ключевого элемента. В итоге придется менять перемотку полностью.
Размещение изолирующих кругов из электрокартона.
Если работа трансформатора сопровождается сильным гудением, то это может говорить о том, что внутри конструкции расшатались болты. Чтобы исправить этот нюанс, надо снять корпус трансформатора и подтянуть все болты и гайки.
Как только ремонтные работы проведены, устройство надо заново проверить. В том случае, если аппарат стал хорошо работать, можно продолжить работу.
Трансформатор – это простой и надежный аппарат.
Он доступен широкому слою населения.
Прибор активно используется для дуговой сварки, соединения листов металла, ремонта металлических элементов.
Плюсы сварочного трансформатора
Аппарат имеет множество положительных качеств:
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 – равномерная, 2 – секционная, а – сетевая обмотка, б – силовая обмотка.
- Он выгодно стоит. Прибор дешевый и надежный.
- Аппарат обладает высоким КПД. Обычно КПД равен 70-90%.
- Прибор расходует электроэнергию по минимуму.
- Провести ремонтные работы при его поломке можно самостоятельно.
- Аппарат легок в использовании и не требует навыков и знаний.
Если прибор работает хорошо, то можно увидеть отличное качество швов, металл не разбрызгивается при сваривании, дуга горит стабильно, и металлические листы наплавляются равномерно. В таких случаях мастера подчеркивают: «варит мягко».
Минусы оборудования
Кроме большого количества преимуществ существуют и отрицательные качества прибора. Итак:
- Чтобы провести сварку наиболее качественно, понадобятся специальные электроды. Они созданы для переменного тока и обладают стабилизирующими свойствами.
- Заниженная стабильность горения дуги. Этот минус присущ только тем трансформаторам, которые не имеют встроенного стабилизатора горения.
- Зависимость от колебания напряжения в сети. Этот минус присущ обыкновенным, простеньким аппаратам.
Таким образом, перед приобретением той или иной модели оборудования настоятельно рекомендуется взвесить все преимущества и недостатки.
история создания устройства, технические характеристики, принцип работы и сферы применения, инструкция по эксплуатации
Сварочный трансформатор — устройство, которое незаменимо в ремонте и строительстве. Это прибор, который помогает сварить металлические изделия воедино, создать прочную конструкцию. О том, кем и когда был создан аппарат, как работает, какие технические характеристики и разновидности имеет и многом другом далее.
История создания
Трансформатор для разной сварки, преобразующий сетевое в низкое напряжение благодаря индуктивному сопротивлению или вторичному трансформаторному напряжению, был придуман в начале XIX в. Профессор физики В. Петров в 1802 г. описал явление электродуги. Он был первым, кто предложил применять ее в электрической сварке и металлической пайке.
 Что собой представляет сварочный трансформатор
Что собой представляет сварочный трансформаторН. Бенардос в 1882 г. впервые применил предложенную теорию в жизни. Он создал дуговую сварку угольным электродом. В последующие годы Бенардос разработал дуговую сварку между несколькими электродами в защитном газе. Также он сделал контактную точечную электросварку клещами. Он первым запатентовал сварочное оборудование.
На основе идей Петрова и Бенардоса Н. Славянов в 1888 г. впервые создал сварочный генератор, разработал флюсы, чтобы повысить качество сварки. Открыл сварочный цех, который пользовался спросом по 1897 г. в Перми.
 Н. Бенардос впервые применил дуговую сварку
Н. Бенардос впервые применил дуговую сваркуК сведению! Впоследствии такие физики-изобретатели, как В. А. Никитин, Д. А. Дульчевский, К. К. Хренов и Б. Е. Патон, усовершенствовали созданную технологию. В результате появились трансформаторы для ультразвуковой, диффузной, электронно-лучевой, холодной, плазменной и прочей сварки.
Принцип работы
Работает устройство просто. Электрический ток попадает в ферримагнитный сердечник. Там он создает напряжение, которое попадает в каждый виток обмотки. Начальная обмотка соединяется с центральной сетью, а вторичная — с электродным держателем. Вторая и производит сварку. Контур теряет уровень сопротивления, а электромагнитная связь увеличивается.
 Принцип работы очень прост
Принцип работы очень простБаланс распределения тока по контурам осуществляет регулятор.
Технические характеристики
Характеристикой сварочного трансформатора является показатель коэффициента мощности, сетевого напряжения, вторичного напряжения, мощности и пределов тока регулирования. Чтобы сварочная дуга надежно зажигалась в трансформаторе, ее вторичное напряжение должно быть не меньше 60-65 в.
 Средние технические характеристики
Средние технические характеристикиВольт-амперная характеристика должна поддерживать устойчивый сварочный процесс, учитывать статику сварочной дуги. Индуктивное сопротивление должно обеспечивать дуговую стабилизацию, восстановление ее во время частой смены полярности тока.
Особенности конструкции и внешнего вида
Сварочный однофазный трансформатор — профессиональное оборудование, в которое входит магнитный привод, начальная и вторичная обмотка, металлический корпус, рукоятка, система охлаждения, проводниковый зажим, крышка корпуса, ходовая гайка и вертикальный винт с ленточной резьбой.
 Внешний вид аппарата
Внешний вид аппаратаСхема подключения
Прежде чем подключить сварочный трансформатор, нужно убедиться, что он надежно заземлен. Схема его подключения представлена на рисунке ниже. Цифрами обозначены по порядку сварочный пост с шланговым трехжильным заземленным кабелем, сварочным аппаратом, регулятором, заземляющими зажимами, шланговым одножильным кабелем, электродержателем и заземляющими проводами.
 Схема подключения
Схема подключенияВажно! Перед тем как начать работу с устройством, нужно проверить, соответствует ли напряжение его первичной обмотки подводимому сетевому напряжению. До того как включить прибор, сварочная цепь должна находиться в разомкнутом состоянии. Трансформаторы стоит подключать с помощью отдельных рубильников
Разновидности
Сварочные трансформаторы делятся на разновидности в зависимости от формы, типа сердечника, обмотки, типа, мощности тока, преобразователя, характеристики обмоточного охлаждения, изоляционных параметров, типа постановки и требований к массе. У некоторых моделей есть определенные узлы, дополнительные элементы в виде конденсаторов, обмоток, вентиляции, стабилизаторов, совершенствующих аппаратную работу.
В зависимости от конструкции электроустройства и метода работы бывают следующие приборы:
- есть устройства амплитудного регулирования с номинальным показателем магнитного рассеивания. В них находятся дроссельный по регулированию трансформатор, медная/алюминиевая обмотка и дополнительная катушка. Дроссель располагается по центру магнитопровода;
- на рынке представлены трансформаторы с завышенным показателем магнитного рассеивания. Они отличаются шунтами и обмотками. Имеют завышенный коэффициент мощности;
- третья группа устройств — тиристорные трансформаторы. В них находится фазорегулятор, который соединен с тиристорами и управленческой системой.
Обратите внимание! Также бывают сварочные однофазные, трехфазные аппараты или трансформаторы переменного, постоянного тока.
Постоянного тока
Аппараты постоянного тока работают от сети, где есть напряжение 380 в.
 Аппарат постоянного тока
Аппарат постоянного токаОни используются в промышленной сфере, поскольку увеличенная сила тока позволяет делать сварку металлических изделий, имеющих большую толщину.
Переменного тока
Трансформаторы переменного тока — бытовые аппараты, которые работают от сети 220 в.
 Аппарат переменного тока
Аппарат переменного токаИх можно использовать в ходе домашнего ремонта, строительства. Они имеют оптимальную мощность для работ средней сложности.
Сферы применения
Сварочный трансформатор постоянного тока и переменного можно использовать, только чтобы соединить изделия из черных металлов. Качество соединения будет зависеть от мастерства работника. Прибор используется в строительстве, строительной промышленности. Он позволяет сэкономить металл, ускорить производственный процесс, снизить стоимость конечной продукции, получить рациональные конструкции, понизить трудоемкость резки, пробивки, сверления и чеканки.
Также помогает заменить некоторые литые изделия легкими сварными, сэкономив материал на 50 %, а также изготовить, установить, преобразовывать металлические, сборные железобетонные конструкции.
 Строительство как сфера применения
Строительство как сфера примененияК сведению! Сварочный аппарат нашел свое применение в космосе, автомобильной промышленности, ремонте сельскохозяйственной техники, архитектуре и дизайне. Главной сферой применения остается строительство.
Инструкция по безопасной эксплуатации
Трансформатор для сварки прост в использовании. Работать с ним может каждый с минимальными знаниями о сварочном процессе. Главным условием того, чтобы использовать устройство, является полное соблюдение правил техники безопасности, обеспечение защиты зрения и рук маской и перчатками. Благодаря полному соблюдению установленных норм можно предотвратить появление профессионального заболевания, устранить несчастные случаи и защитить тело от внезапного сбоя электрического оборудования.
Инструкция по безопасной эксплуатации гласит, что человек перед работой с оборудованием должен качественно, надежно заземлить контакты, а потом подключать оборудование, используя электрический щиток с отдельным подключением к УЗО. При этом длина проводов не должна превышать больше 10 м.
Обратите внимание! При сварочных работах на улице необходимо ставить трансформатор под навесом, в крытом павильоне. Обязательно отключить оборудование, если идет сильный дождь и снегопад. Кроме того, кабели и провода должны быть с исправной изоляцией.
Сварочные работы следует проводить вдали от окружающих, на специальной просторной и хорошо проветриваемой площадке. В условиях сырости необходимо использовать резиновую одежду и коврик. При работе сидя и лежа требуется применять подстилку из войлока.
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов. Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой.
 Мощность — основной критерий при выборе
Мощность — основной критерий при выбореОбратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А. При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
Где заказать и купить
Заказать и купить сварочный трансформатор можно на любой площадке, специализирующей на профессиональном строительном оборудовании. При покупке следует учитывать приведенные выше критерии. Обязательно читать отзывы от реальных пользователей, учитывать цену и сферу применения.
Сварочный трансформатор — надежный, неприхотливый в работе аппарат, способный сварить любой металл благодаря специальному току. Был создан в начале позапрошлого столетия для работы в тяжелой, легкой промышленности. Позднее получил распространение для работы в строительной сфере. Имеет долговечную конструкцию и работает по определенному принципу, которые понятен даже непрофессионалу.
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
 Рис. 1: распилите сердечник
Рис. 1: распилите сердечник
 Рис. 2: уберите высоковольтную обмотку
Рис. 2: уберите высоковольтную обмоткуоставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
 Рис. 9: схема подключения сглаживающего устройства
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
 Рис. 10: установите диоды на радиаторы
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
 Рис. 11: соедините диоды в мост
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
 Рис. 12: используйте луженные зажимы
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста.
 Рис. 13: подключите силовые конденсаторы
Рис. 13: подключите силовые конденсаторы - Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
 Рис. 14: принципиальная схема импульсного блока
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Цепь сварочного инвертораSMPS | Проекты самодельных схем
Если вы ищете возможность заменить обычный сварочный трансформатор, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, так как радиатор закрыт от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше, чем ток верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо потерь на проводимость, еще одним фактором являются потери при переключении.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. После этого на основе измерений вы можете быть готовы выбрать правильный размер датчика обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 намотан на два ферритовых EE сердечника, и оба они имеют сечение центральной колонны размером 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хорошим вариантом было бы использовать 20-витковую первичную обмотку, намотав на нее 14 проводов из 0.Диаметр 5 мм.
С другой стороны, вторичная обмотка имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Tr2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Активная часть изготовлена из стали h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает потребление энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, представленной здесь :
Схема сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и я не заинтересован в изменении его конфигурации. Эта устарелая машина является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, это очень удобно для большого количества свариваемых металлов.
Есть несколько металлов, таких как алюминий, которые из-за его быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), это способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой затрудняет сварку, поэтому используется переменный ток.
Я хочу сделать устройство, которое будет подключено между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания преобразователя CC в AC. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимых расчетов значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нахожу ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс способен устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены с полной мостовой приводной ступенью. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Для точной формулы вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!
Принцип устройства и работы инверторных сварочных аппаратов — Меандр — занимательная электроника
Влияние рабочей частоты на габариты трансформатора
Трансформатор — важный элемент любого источника питания. Он снижает напряжение питания до уровня напряжения дуги, а также выполняет гальваническую развязку сетей и сварочного контура. Известны габариты трансформатора, которые определяются его рабочей частотой и качеством материала магнитопровода.
Примечание.
При уменьшении габариты преобразователя частоты увеличиваются, а при увеличении — уменьшаются.
Трансформаторы классических источников работают в относительно низкочастотной сети. Поэтому вес и габариты этих источников в основном определяются массой и объемом сварочного трансформатора.
В последние годы было разработано множество высококачественных магнитных материалов, позволяющих по нескольким параметрам улучшить вес и размер трансформаторов и источников питания.Однако существенного улучшения этих параметров можно добиться только за счет увеличения рабочей частоты трансформатора. Поскольку частота сетевого напряжения стандартная и не может быть изменена, в трансформаторе увеличить рабочую частоту можно, используя специальный электронный преобразователь.
Блок-схема инверторного источника питания
Упрощенная блок-схема инверторного источника питания (ИИ) Показана на рис. 1 . Рассмотрим схему.Напряжение сети выпрямляется и сглаживается, а затем подается на электронный преобразователь. Он преобразует постоянное напряжение в переменный ток высокой частоты. Высокочастотное переменное напряжение преобразуется с помощью малогабаритного высокочастотного трансформатора, затем выпрямляется и подается в сварочную цепь.
рис. 1
типов трансформаторов
Работа электронного преобразователятесно связана с преобразователем циклов перемагничивания. Поскольку ферромагнитный материал сердечника трансформатора имеет насыщение нелинейности и, индукция в сердечнике трансформатора может вырасти только до определенного максимального значения Bm.
После достижения этого значения сердечник необходимо размагнитить до нуля или изменить его намагниченность в направлении, противоположном значению — Bm. Энергия может передаваться через трансформатор:
- в цикле намагничивания;
- перемагничивание в цикле;
- в обоих циклах.
определение.
Преобразователи, обеспечивающие передачу энергии за один цикл преобразователя перемагничивания, называются однотактными .
Соответственно преобразователи, обеспечивающие передачу энергии в обоих циклах трансформатора перемагничивания, называются двухтактными .
Несимметричный прямой преобразователь
Преимущества несимметричных преобразователей. Однофазные преобразователи наиболее широко используются в недорогих и маломощных инверторных источниках питания, предназначенных для работы от однофазной сети. В контексте резко изменяющейся нагрузки, которая представляет собой дугу, несимметричные преобразователи выгодно отличаются от таковых различных двухтактных преобразователей:
- не требуют балансировки;
- они не подвержены такому заболеванию, как током.
Следовательно, для управления преобразователем требуется более простая схема управления по сравнению с той, которая требуется для двухтактного преобразователя.
Классификация несимметричных преобразователей. По способу передачи мощности на нагрузку несимметричные преобразователи делятся на две группы: прямого и обратного хода ( рис. 2, ). Мощность прямого преобразователя передается на нагрузку во время закрытого состояния, а обратноходовых преобразователей — во время открытого состояния транзистора VT.В обратном преобразователе энергия, запасенная в индуктивности трансформатора T во время ключа и текущего состояния закрытого ключа, имеет треугольную форму с крутым передним фронтом и срезом.
рис. 2
Примечание.
При выборе типа ICI прямого преобразователя и обратноходового преобразователя предпочтение отдается прямому несимметричному преобразователю.
Ведь, несмотря на большую сложность, прямой преобразователь, в отличие от обратноходового, имеет высокую удельную мощность .Это связано с тем, что в обратноходовом преобразователе через коммутирующий транзистор протекает ток треугольной формы, а у прямого — прямоугольной. Следовательно, при одной и той же клавише максимального тока среднее значение тока в прямом преобразователе изменяется дважды.
Основные преимущества обратного преобразователя :
- нет дросселя в выпрямителе;
- возможность стабилизации группы несколькими штаммами.
Эти преимущества обеспечивают преимущество обратноходовых преобразователей в различных приложениях малой мощности, которые являются источниками питания различных бытовых и радиоприемников; а также сами источники питания системы сварочных цепей управления мощностью.
Однотранзисторный передний преобразователь трансформатора (ОПП) , показан на рис. . 2, б , имеет специальную размагничивающую обмотку III. Эта катушка используется для размагничивания сердечника трансформатора Т, который намагничивается во время закрытого состояния транзистора VT.
В это время напряжение на обмотке III подается на диод VD3 с синхронизацией полярности. Из-за этого размагничивающая катушка никак не влияет на процесс намагничивания.
После закрытия транзистора VT :
- напряжение на обмотке III меняет полярность;
- диод VD3 разблокирован;
- энергия, накопленная в трансформаторе Т, возвращается к первичному источнику питания Un.
Примечание.
Однако на практике из-за отсутствия связи между обмотками трансформатора намагничивание энергии не возвращается к первичному источнику. Эта энергия обычно рассеивается в транзисторных ТН и демпфирующих цепях (на рис.2 не показан), что ухудшает общий КПД и надежность преобразователя.
мост косой. Этого недостатка нет у тотемного прямого преобразователя (DPP) , который часто обозначается как «Наклонный мост» ( рис. 3, (а) ). В этом преобразователе (за счет введения дополнительного транзистора и диода) в качестве размагничивающей обмотки использована первичная обмотка трансформатора. Поскольку эта катушка сама с собой полностью подключена, проблема полного возврата энергии намагничивания полностью не устраняется.
рис. 3
Рассмотрим процессы, происходящие во время работы сердечника трансформатора перемагничивания.
Общей чертой всех несимметричных преобразователей является то, что их трансформаторы работают под односторонним намагничиванием.
Магнитная индукция B (трансформатор с односторонним намагничиванием) Может изменяться только в диапазоне до максимального остаточного Bm Br, описывающего частную петлю гистерезиса.
При открытии транзисторов VT1, VT2 преобразователь Un подвод энергии через трансформатор Т передается на нагрузку.При этом сердечник трансформатора намагничивается в прямом направлении (участок и на рис. 3 , б).
Когда транзисторы VT1, VT2 заблокированы, ток в нагрузке поддерживается за счет энергии, накопленной в катушке индуктивности L. Когда этот ток замыкается через диод VD0. В этот момент под действием ЭДС обмотки I открываются диоды VD1, VD2, и ток через них протекает через размагничивание сердечника трансформатора в обратном направлении (сечение б и на рис. 3, б ).
Изменение ΔV в индукционном сердечнике происходит существенно на Bm и Br, до значительно меньшего, чем значение ΔV = 2 · BM, возможное для двухтактного преобразователя. Некоторое увеличение ΔV может быть получено путем введения немагнитного зазора в сердечник. Если в сердечнике имеется немагнитный зазор δ, остаточная индукция становится меньше, чем Вr . В случае немагнитного зазора в сердечнике новое значение остаточной индукции можно найти в прямой точке пересечения, проведенной от начала координат под углом Ѳ к кривой перемагничивания (точка B1 рис.3, б ):
tgѲ = m 0 · l c / d,
где μ 0 — проницаемость ;
l c — средняя длина силовой линии магнитопровода магнитопровода, м;
d — Длина немагнитного зазора, м.
определение.
магнитная проницаемость — отношение индукции B к напряженности вакуума H (также верно для немагнитного воздушного зазора) и является физической постоянной, численно равной μ 0 = 4n · 10 -7 H / м.
Величину можно рассматривать как tgѲ , проводимость немагнитного зазора , приведенная к длине сердечника. Таким образом, создание немагнитного зазора эквивалентно введению отрицательного магнитного поля:
N1 = V1 / tgѲ.
Двухтактный мостовой преобразователь
Преимущества двухтактных преобразователей. Преобразователи Push-Pull содержат большее количество элементов и требуют более сложных алгоритмов управления. Однако эти преобразователи обеспечивают более низкую пульсацию входного тока, а также позволяют получить высокую выходную мощность и эффективность при тех же основных дискретных компонентах мощности.
Схема двухтактного мостового преобразователя. На рис. 4, (а) На ней изображена схема двухтактного мостового преобразователя. Если сравнить это с несимметричным преобразователем, то он ближе всего к прямому преобразователю totem ( рис. 3, ). Двухтактный преобразователь легко превратить в него, если убрать пару транзисторов и пару диодов по диагонали (VT1, VT4, VD2, VD3 или VT2, VT3, VD1, VD4).
рис. 4
Таким образом, двухтактный мостовой преобразователь представляет собой комбинацию двух несимметричных преобразователей, работающих поочередно.Энергия, передаваемая нагрузке в течение всего периода работы преобразователя, и индукция в сердечнике трансформатора могут изменяться от + Bm до -Vm.
Как и в DPP, диоды VD1-VD4 используются для рекуперации энергии, накопленной в индуктивности рассеяния Ls трансформатора T, основного источника энергии Un. Внутренние диоды могут использоваться как диоды полевого МОП-транзистора.
принципов действия. Рассмотрим процессы, происходящие во время работы сердечника трансформатора перемагничивания.
Примечание.
Общей чертой двухтактных преобразователей является то, что их трансформаторы работают при симметричном реверсировании.
Магнитная индукция B, сердечник трансформатора с симметричным разворотом. Она может изменяться в диапазоне от отрицательной до положительной -Vm + максимальная индукция Bm.
В каждом полупериоде работы PMD два переключателя разомкнуты, расположены по диагонали. В паузе все транзисторы инвертора нормально закрыты, хотя есть режимы управления, когда некоторые транзисторы передатчика остаются открытыми и приостанавливаются.
Фокус на режиме управления, согласно которому все транзисторы в паузе PMD закрыты.
При открытии транзисторов VT1, VT4 преобразователь Un подача энергии через трансформатор Т передается на нагрузку. При этом сердечник трансформатора намагничивается обычным реверсом (б-сечение и на рис. 4, б ).
При обрыве, когда транзисторы VT1, VT4 закрыты, ток в нагрузке поддерживается за счет энергии, накопленной в катушке индуктивности L. Когда этот ток замыкается через диод VD7.В этот момент одна из вторичных обмоток (IIa или IIb) трансформатора T закорачивается через разомкнутый диод VD7 и один из выпрямительных диодов (VD5 или VD6). В результате этого индукция в сердечнике трансформатора практически не изменяется.
После завершения паузы открываются транзисторы VT2, передатчик VT3, питание Un и источника энергии через трансформатор Т передается на нагрузку.
При этом сердечник трансформатора намагничивается в обычном прямом направлении (участок и на-б рис.4 ). В обрыве, когда транзисторы VT2, VT3 закрыты, ток в нагрузке поддерживается за счет энергии, запасенной в катушке индуктивности L. Когда этот ток замыкается через диод VD7. При этом индукция в сердечнике трансформатора практически не меняется и фиксируется на достигнутом положительном уровне.
Примечание.
Из-за фиксации индукций в паузах сердечник трансформатора Т может перемагничиваться только при открытом состоянии диагонально противоположных транзисторов.
Что в этих условиях, чтобы избежать одностороннего насыщения, необходимо обеспечить одинаковое время для транзистора в открытом состоянии и симметрии схемы преобразователя мощности.
.Как спроектировать собственный инверторный трансформатор
Проектирование инверторного трансформатора может быть сложной задачей. Однако, используя различные формулы и воспользовавшись одним из показанных здесь практических примеров, необходимые операции, наконец, стали очень простыми.
В данной статье на практическом примере объясняется процесс применения различных формул для изготовления инверторного трансформатора. Различные формулы, необходимые для конструирования трансформатора, уже обсуждались в одной из моих предыдущих статей.
Обновление: подробное объяснение можно также изучить в этой статье: Как сделать трансформаторы
Проектирование инверторного трансформатора
Инвертор — это ваша личная электростанция, которая может преобразовать любой сильноточный источник постоянного тока в легко используемый Мощность переменного тока очень похожа на мощность, получаемую от розеток переменного тока в вашем доме.
Хотя инверторы сегодня широко доступны на рынке, разработка собственного индивидуального инверторного блока может доставить вам огромное удовлетворение и, более того, это очень весело.
В Bright Hub я уже опубликовал множество схем инверторов, от простых до сложных синусоидальных и модифицированных синусоидальных схем.
Однако люди продолжают спрашивать меня о формулах, которые можно легко использовать для разработки инверторного трансформатора.
Популярный спрос побудил меня опубликовать одну такую статью, в которой подробно рассматриваются расчеты конструкции трансформатора. Хотя объяснение и содержание были на должном уровне, к сожалению, многие из вас просто не смогли понять процедуру.
Это побудило меня написать эту статью, которая включает один пример, подробно иллюстрирующий, как использовать и применять различные шаги и формулы при разработке собственного трансформатора.
Давайте быстро рассмотрим следующий прилагаемый пример: Предположим, вы хотите спроектировать инверторный трансформатор для инвертора на 120 ВА, используя 12-вольтовый автомобильный аккумулятор в качестве входа и требуя 230 вольт на выходе. Теперь, если просто разделить 120 на 12, получится 10 А, это станет требуемым вторичным током.
Хотите узнать, как спроектировать базовые схемы инвертора?
В следующем пояснении первичная сторона называется стороной трансформатора, которая может быть подключена к стороне батареи постоянного тока, а вторичная сторона означает выходную сторону 220 В переменного тока.
Имеющиеся данные:
- Вторичное напряжение = 230 Вольт,
- Первичный ток (выходной ток) = 10 Ампер.
- Первичное напряжение (выходное напряжение) = 12-0-12 вольт, что равно 24 вольт.
- Выходная частота = 50 Гц
Расчет напряжения инверторного трансформатора, тока, количества витков
Шаг № 1 : Сначала нам нужно найти площадь сердечника CA = 1,152 × √ 24 × 10 = 18 кв. См, где 1,152 — константа.
Мы выбираем CRGO в качестве основного материала.
Шаг № 2 : Расчет оборотов на вольт TPV = 1 / (4,44 × 10 –4 × 18 × 1,3 × 50) = 1,96, за исключением 18 и 50, все являются константами.
Шаг № 3 : Расчет вторичного тока = 24 × 10/230 × 0,9 (предполагаемый КПД) = 1,15 А,
Сопоставив вышеуказанный ток в таблице A, мы получим приблизительное значение вторичного медного провода толщина = 21 SWG.
Следовательно, Число витков вторичной обмотки рассчитывается как = 1,96 × 230 = 450
Шаг 4: Затем Площадь вторичной обмотки становится = 450/137 (из Таблицы A) = 3 .27 кв. См.
Теперь, требуемый первичный ток составляет 10 А, поэтому из Таблицы A мы сопоставим эквивалентную толщину медного провода = 12 SWG.
Шаг № 5 : Расчет первичного числа витков = 1.04 (1.96 × 24) = 49. Значение 1.04 включено, чтобы гарантировать, что несколько дополнительных витков добавлены к общему количеству, чтобы компенсировать потери в обмотке.
Шаг № 6 : Расчет площади первичной обмотки = 49/12.8 (из таблицы A) = 3,8 кв. См.
Таким образом, общая площадь обмотки составляет = (3,27 + 3,8) × 1,3 (площадь изоляции добавлена на 30%) = 9 кв. См.
Шаг № 7 : Расчет общей площади получаем = 18 / 0,9 = 20 кв. См.
Шаг 8: Далее ширина языка становится = √20 = 4,47 см.
Снова сверяясь с таблицей B, мы окончательно определяем тип ядра примерно на 6 (E / I) , используя указанное выше значение.
Шаг # 9 : Наконец рассчитывается стек as = 20 / 4,47 = 4,47 см
Таблица A
SWG ——- (AMP) ——- Обороты за кв. см.
10 ———— 16,6 ———- 8,7
11 ———— 13,638 ——- 10,4
12- ———- 10,961 ——- 12,8
13 ———— 8,579 ——— 16,1
14 —— —— 6,487 ——— 21,5
15 ———— 5,254 ——— 26,8
16 ——- —- 4,151 ——— 35,2
17 ———— 3,178 ——— 45.4
18 ———— 2,335 ——— 60,8
19 ———— 1,622 ——— 87,4
20 ———— 1,313 ——— 106
21 ———— 1,0377 ——— 137
22— ——— 0,7945 ——— 176
23 ———— 0,5838 ——— 42
24 —— —— 0,4906 ——— 286
25 ———— 0,4054 ——— 341
26 ——- —- 0,3284 ——— 415
27 ———— 0,2726 ——— 504
28 ——— — 0,2219 ——— 609
29 ———— 0,1874 ——— 711
30 ———— 0,1558 ——— 881
31 ———— 0.1364 ——— 997
32 ———— 0,1182 ——— 1137
33 ———— 0,1013- ——— 1308
34 ———— 0,0858 ——— 1608
35 ———— 0,0715 — —— 1902
36 ———— 0,0586 ———- 2286
37 ———— 0,0469 —- —— 2800
38 ———— 0,0365 ———- 3507
39 ———— 0,0274 —- —— 4838
40 ———— 0,0233 ———- 5595
41 ———— 0,0197 —- —— 6543
42 ———— 0,0162 ———- 7755
43 ———— 0,0131 —- —— 9337
44 ———— 0.0104 ——— 11457
45 ———— 0,0079 ——— 14392
46 ———— 0,0059- ——— 20223
47 ———— 0,0041 ——— 27546
48 ———— 0,0026 — —— 39706
49 ———— 0,0015 ——— 62134
50 ———— 0,0010 —— —- 81242
Таблица B
Тип ——————- Язык ———- Обмотка
№—- —————— Ширина ————- Площадь
17 (E / I) ———— ——— 1,270 ———— 1,213
12A (E / 12I) ————— 1,588 —- ——- 1.897
74 (E / I) ——————— 1,748 ———— 2,284
23 (E / I) — —————— 1.905 ———— 2.723
30 (E / I) ———— ——— 2.000 ———— 3.000
21 (E / I) ——————— 1.588- ———- 3,329
31 (E / I) ——————— 2,223 ———— 3,703
10 (E / I) ——————— 1,588 ———— 4,439
15 (E / I) — ——————- 2.540 ———— 4.839
33 (E / I) ———— ———- 2,800 ———- 5,880
1 (E / I) ——————— —2.461 ———- 6.555
14 (E / I) ——————— 2.540 ———- 6.555
11 (E / I) ——————— 1.905 ——— 7,259
34 (U / T) ——————— 1/588 ——— 7,259
3 (E / I) — ——————— 3.175 ———
Free Energy from Inverter with Amazing Overunity
Последнее обновление
Недавно, экспериментируя со схемой высоковольтного преобразователя, я был весьма удивлен, увидев странный случай чрезмерного единства, когда выход инверторного трансформатора, казалось, вырабатывал больше энергии, чем подавал.
Всю установку можно увидеть на следующей диаграмме:
Блок-схема
Схема подключения
Это свободная энергия от инвертора
В приведенной выше схеме мы видим очень распространенную топологию инвертора с центральным ответвлением , в котором центральный отвод трансформатора соединен с положительным входом от источника питания, а два внешних конца соединены со стоками переключающих МОП-транзисторов.
Затворы МОП-транзисторов включаются с частотой генерации SPWM 50 Гц от каскада генератора постоянного тока 12 В.Каскад генератора питается от внешней батареи 12 В постоянного тока.
Здесь батарея связана только с каскадом генератора и не имеет ничего общего с силовым каскадом трансформатора.
Фактическая мощность инвертора подается от сетевой розетки 220 В после соответствующего выпрямления через мостовой выпрямитель с использованием диодов 1N5408.
Чтобы в случае случайной ошибки в подключении ничего не перешло, я решил подключить 200-ваттную лампу накаливания последовательно к входной сети во время первоначального тестирования схемы.Эту лампочку можно увидеть как лампу №1, подключенную последовательно к входному источнику питания 220 В.
После этого я включил сетевое питание 220 В для инициализации работы инвертора.
Я был рад видеть, что инвертор заработал без проблем. Однако, поскольку на вторичную обмотку трансформатора не было подключено никакой нагрузки, я все еще не был уверен в результатах и в отношении фактических характеристик конструкции изобретателя.
Поэтому, чтобы проверить это, я подключил другую лампу мощностью 200 Вт, имеющую точно такие же характеристики, как Лампа №1, с вторичной обмоткой трансформатора.
Наблюдая за сверхъединостью
Я снова включил сеть и был весьма удивлен, увидев, что лампа № 2, подключенная к вторичной обмотке трансформатора, включается и светится с относительно большей яркостью по сравнению с лампой № 1, которая почти не светилась. любая подсветка на нем.
Лампа № 2 светилась мощностью около 40 Вт, а Лампа № 1 почти не светилась при освещенности около 5 Вт.
Поскольку вся мощность на трансформатор подавалась через лампу №1, распределение мощности должно было быть совершенно одинаковым для двух ламп, то есть освещение на обеих лампах должно было быть одинаковым, но здесь условия не казались подходящими. следовать этому правилу.
Это показалось мне непонятным, и я все еще не могу найти ответ относительно того, как лампа, подключенная к инвертору, может производить в 6-8 раз больше света, чем последовательная лампа, которая, по-видимому, подает гораздо меньше энергии на инвертор ?
Исходя из ситуации, кажется, что инвертор создает свободную энергию с избыточностью от 400 до 800%, что, безусловно, заслуживает более глубокого исследования.
Без схемы инвертора распределение мощности становится равным
Следующее видео доказывает, что обычно резистивные нагрузки с равными номинальными значениями будут распределять и разделять одинаковую мощность между ними.На видео показано, как две лампы мощностью 200 Вт давали одинаковое освещение (каждая по 100 Вт) без использования инверторной схемы.
Второе видео-подтверждение
Я попробовал эксперимент еще раз, просто чтобы убедиться, согласуются ли результаты или нет, и, к счастью, эксперимент еще раз подтвердил описанное выше явление чрезмерного единства, не оставив никаких сомнений относительно предполагаемых результатов. Вот видео, которое вы можете посмотреть.
О компании Swagatam
Я инженер-электроник (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель.Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!
