Как сделать точечную сварку своими руками из микроволновки или аккумулятора. Какие электроды использовать для самодельной точечной сварки. Как правильно собрать аппарат для точечной сварки в домашних условиях.
Принцип работы точечной сварки
Точечная контактная сварка отличается от дуговой тем, что металл плавится не под воздействием электрической дуги, а за счет прохождения тока высокой силы через место контакта свариваемых деталей. Основные особенности точечной сварки:
- Используется для соединения тонких листов металла, проволоки, пластин
- Детали прочно сжимаются между электродами
- Через место контакта пропускается импульсный ток силой 1000 А и более при напряжении в несколько вольт
- На 1 мм² контактной площади приходится не менее 5 кВт мощности
- Механическое давление на месте сварки составляет 3-8 кг/мм²
Изготовление точечной сварки из микроволновки
Самодельный аппарат точечной сварки можно изготовить на основе трансформатора от старой микроволновой печи. Основные этапы изготовления:
- Извлечение трансформатора из микроволновки
- Удаление вторичной обмотки трансформатора
- Намотка новой вторичной обмотки из толстого медного провода (2-3 витка)
- Изготовление электродов из медных прутков
- Сборка прижимного рычажного механизма
- Установка выключателя в цепь первичной обмотки
Особенности самодельной точечной сварки из микроволновки
При изготовлении и использовании самодельного аппарата точечной сварки из микроволновки следует учитывать несколько важных моментов:
- Мощность трансформатора 700-800 Вт позволяет сваривать листы толщиной до 1 мм
- Необходимо обеспечить надежное соединение всех токоведущих частей
- Электроды нужно периодически затачивать из-за износа
- Длина проводов от трансформатора к электродам должна быть минимальной
- Подавать ток на электроды следует только в сжатом состоянии
- Требуется система охлаждения (вентилятор) или перерывы в работе
Изготовление точечной сварки из сварочного аппарата
Еще один вариант самодельной точечной сварки — на основе старого сварочного трансформатора. Принцип переделки:

- Полностью удаляется вторичная обмотка трансформатора
- Устанавливается новая вторичная обмотка из медного жгута или шины сечением не менее 1.8 см²
- Количество витков рассчитывается так, чтобы получить на выходе 6-8 В
- Сила тока должна достигать 800-1000 А
Выбор электродов для самодельной точечной сварки
Для самодельного аппарата точечной сварки можно использовать следующие варианты электродов:
- Промышленные электроды по ГОСТ 14111-69 (дорогие, но долговечные)
- Самодельные из медных стержней диаметром 5-15 мм
- Электроды крепятся с помощью болтов или пайкой
- Рабочие концы могут быть заостренными, овальными или плоскими
- Оптимально — плоский нижний и конический верхний электрод
Точечная сварка из автомобильного аккумулятора
Простейший вариант точечной сварки можно сделать на основе автомобильного аккумулятора 12 В. Существует три разновидности такой сварки:
- С медными проводами в качестве электродов (самый простой способ)
- С угольными электродами
- С использованием инвертора
Простейшая конструкция состоит из двух медных проводов сечением не менее 1.5 мм², закрепленных в контактной колодке. Расстояние между зачищенными концами 2-3 мм.

Преимущества и недостатки самодельной точечной сварки
Самодельные аппараты точечной сварки имеют ряд достоинств и ограничений:
Преимущества:
- Низкая стоимость изготовления
- Возможность сварки тонких металлов
- Компактность и мобильность
- Простота использования
Недостатки:
- Ограниченная мощность
- Невозможность точной регулировки параметров
- Быстрый износ электродов
- Необходимость периодического обслуживания
Меры безопасности при работе с самодельной точечной сваркой
При использовании самодельных аппаратов точечной сварки необходимо соблюдать следующие меры предосторожности:
- Использовать защитные очки и перчатки
- Обеспечить надежное заземление аппарата
- Не прикасаться к электродам и свариваемым деталям во время работы
- Работать в хорошо вентилируемом помещении
- Не допускать перегрева аппарата
- Регулярно проверять состояние изоляции проводов
Области применения самодельной точечной сварки
Самодельные аппараты точечной сварки могут эффективно применяться в следующих областях:
- Ремонт кузовов автомобилей
- Изготовление металлической мебели
- Сварка металлических сеток
- Ремонт бытовой техники
- Создание металлических конструкций в домашних условиях
- Ремонт электронных устройств (соединение контактов)
При правильном изготовлении и эксплуатации самодельный аппарат точечной сварки может стать полезным инструментом для выполнения различных работ в домашней мастерской или небольшом производстве.
Точечная сварка своими руками из микроволновки – схема, видео, фото
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
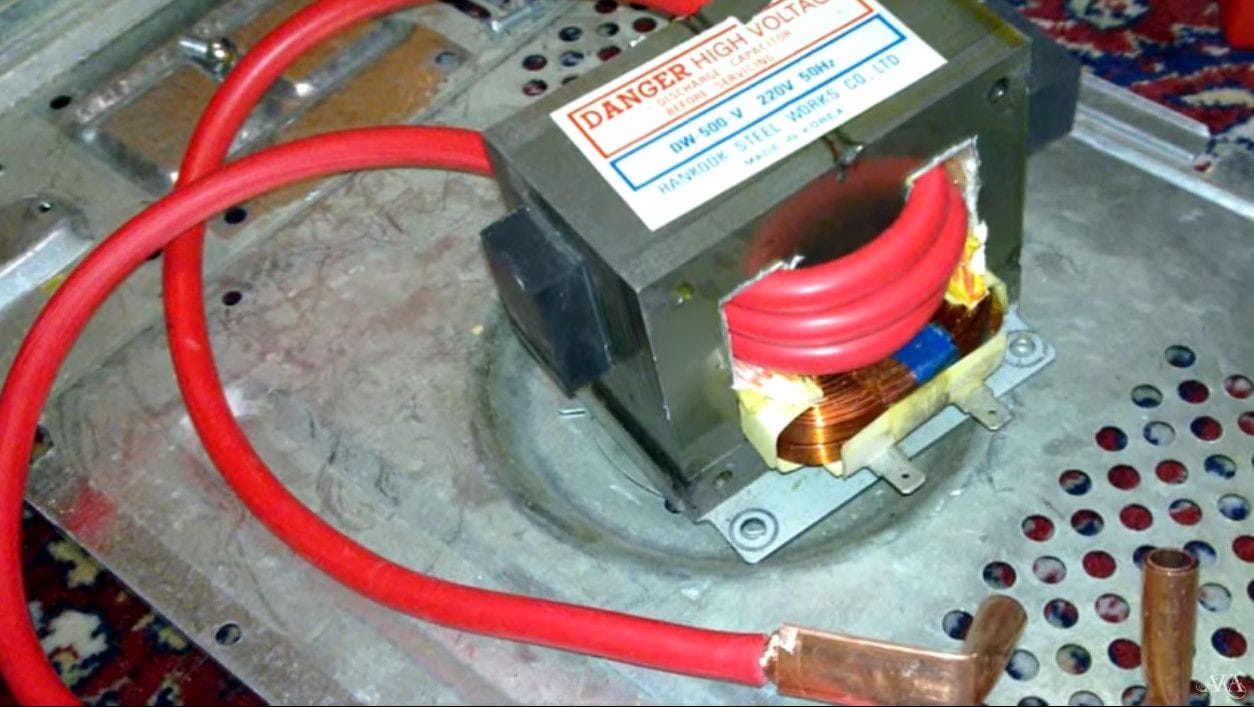
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
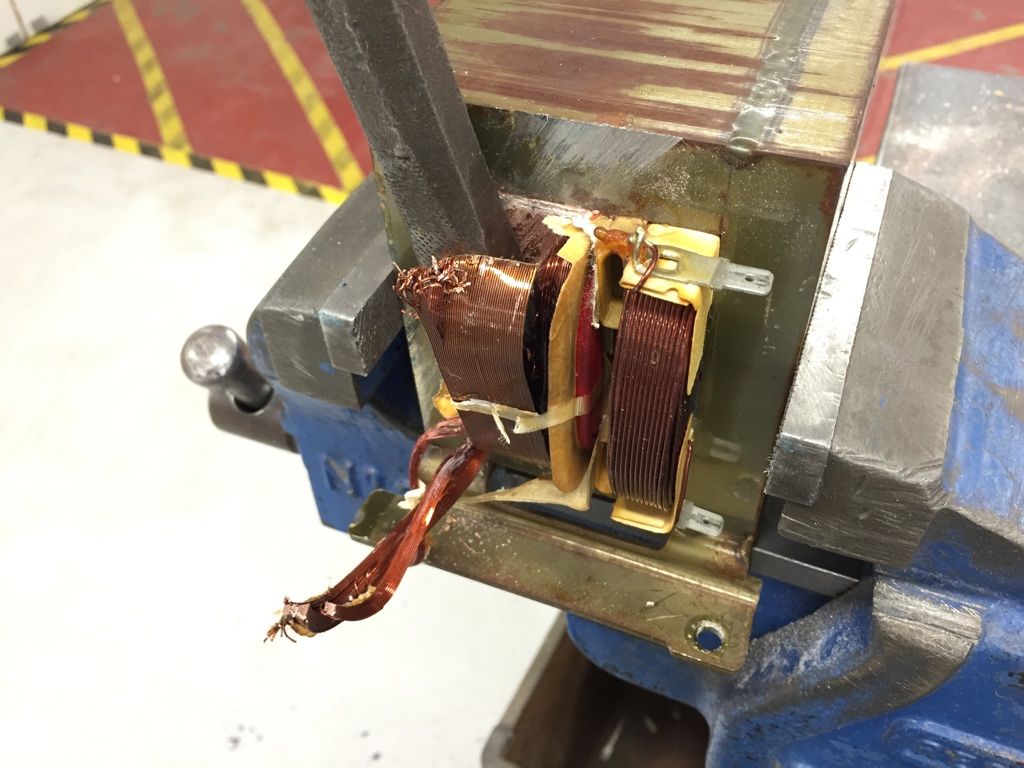
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
Точечная сварка своими руками из аккумулятора и сварочника
Главной сложностью при изготовлении точечной сварки своими руками является сборка источника тока. Он должен выдавать импульсы высокой силы тока от 1000А.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм2. При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Точечная сварка из старого сварочного аппарата
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см2. Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм2, закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.
- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам. Что снижает количество бракованных изделий и трудозатраты.
- Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Делается не больше 3 витков. У вас получиться 2 В, этого достаточно для домашних нужд. Но если вам нужен больший ток, то сделайте больше витков, так вы повысите показатели мощности. Также можно использовать несколько трансформаторов. Это хороший вариант когда у вас на руках 2 одинаковых, но их характеристик по отдельности не хватит для сварки металла нужной толщины.Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды. То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
Электроды требуют периодической подкачки, так как со временем они теряют форму и приходят в негодность. Чем меньше длина провода, идущего от электрода к трансформатору, тем лучше. Количество соединений должно быть минимальным, на них также теряется мощность. В идеале, на концы цепляются медные наконечники, к которым подключаются электроды. В месте контакта меди происходит окисление, чтобы этого избежать их спаивают вместе. Такое соединение проще чистить.При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Оцените статью: Поделитесь с друзьями!Как делается точечная сварка своими руками и что нужно знать
Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара!
Собираем трансформатор
Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора.
Шаг 1Достаем трансформатор из микроволновки.
Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем.
Шаг 2Сбиваем вторичную обмотку.
Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы электрической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Шаг 3Наматываем вторичную обмотку.
Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет.
Шаг 4Делаем 2-3 витка.
Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной.
Шаг 5Проверяем направление обмоток.
При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам.
Шаг 6Проверить силу тока.
При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас.
Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения.
Делаем электроды
Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго!
Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять.
Управление процессом и «инфраструктура»
Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности.
Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более!
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка своими руками | Строительный портал
О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой.
Содержание:
- Процедура точечной сварки
- Режимы точечной сварки
- Требования к электродам
- Самодельный сварочный аппарат
Процедура точечной сварки
Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари.
Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию.
При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей.
Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около — 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 — 12 миллиметров.
После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками.
К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва.
Режимы точечной сварки
Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла.
Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла.
Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла.
С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс.
Требования к электродам
Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки.
Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе.
Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка.
Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения.
Самодельный сварочный аппарат
Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов.
Схемы сборки аппарата
Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить.
Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя.
Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной — электрод.
Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса.
Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно.
Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме.
Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики.
Основной агрегат
Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса — с применением реле времени или с помощью выключателя вручную.
Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1.
Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9.
Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр.
Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть.
Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Конструкция электродов
В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены.
Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки.
Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать.
Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно.
Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер.
Органы управления
Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом — рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования.
Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали.
Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева.
Таким образом, сегодня покупка сварочного аппарата — небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник.
Точечная сварка своими руками — Точечная сварка
Уж проще некуда. Я понял про какой споттер идет речь.трансформаторный
Судя по всему если и делать самодельный, то только из точечной машины возможно.
Из ПА на сколько я понимаю, не получится. В точечных установках виток вторичной обмотки выполнен в виде одного витка.
Следовательно количество первички совсем дургое.О чем я говорил, это приварка метизов. Этими аппаратми как раз и работали автосервисы. Только в одном из видео при приварке метиза получили дырку после отрыва последнего. Так собственно, если правильно подобрать режим, то все так же будет (отрыв метиза без последствий для основного металла). Но метизы будут вылетать на раз-два. Именно особенность в этой конструкции — звездчка. Это точечное косание к приваремой поверхности. И дергать надо перпендикулярно, впротивном случае отрыв будет и вытягивания металла не произойдет.Еще отличительной способностью — подогрев металла… Мда.Конденсаторы в моем случае являются эммитацией вторичной обмотки. Т.е. через небольшой трансформатор происходит заряд конденсаторов. Напряжение регулируется за счет тиристора установленного во вторичке. Поэтому ток вторички образуется не за счет трансформатора, а именно за счет конденсаторов. За счет этого можно уменьшить габариты установки. И я думаю, что на конденсаторную сварку можно применить этот пистолет (как в кино с ударным механизмом). Но не будет возможности реализовать подогрев металла.И еще хочу обратить внимание на звездочку. Она должна быть заточена в острие с небольшим притуплением. Как раз в одном из видео и произошла проблема с приваркой, когда не происходит качественного контакта.
По теме применения ПА и других источников… Я сейчас не припомню, какой характеристикой должен обладать ПА, РАДС, контактная сварка.Возможно я ошибаюсь. Здесь должен быть источник с крутопадающей характеристикой. За счет этого возможно резкое наростание и резкое падение тока. В ПА источник с пологопадающей характеристикой для поддержания стабильности горения дуги. Если не прав, то надеюсь меня подкорректируют.
ни чего страшного не представляется.Какой источник вы испольщовали?Всем привет что касается спотера и изготовления его в домашних условиях могу помочь задавайте вопросы сам имею уже опробованный образец все не так страшно как представляется
Какие регулировки вы применяете и чем реализованы? (т.е. ток возможно либо ступенчато регулировать либо за счет тиристора, а вот время сварки вы чем реализовываете (таймером или проще))
Из какого материалла звездочку реализовывали?Из какого материалла организован стрежень подогрева (из угля или др.)?
Какая минимальная масса возможна? те образцы что в видео — желательно только катать . А вот споттер на конденсаторах довольно легкий. кг 7-10 приблизительно. Транс на торе довольно тяжеллый, на все же не большой и поэтому терпимо.
Сварщик для точечной сварки своими руками
Я разработал аппарат для точечной сварки D.I.Y, потому что мне нужен был специальный аппарат для точечной сварки для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки — одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Серийная конфигурация аппарата точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Использование на свой страх и риск .
вопросов
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14A
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Установки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Никелированные стальные полосы дешевле, чем полосы из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный сварочный аппарат для аккумуляторных батарей
Примечания к точечной сварке
Конфигурация серииточечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс — это импульс сварки. Во время паузы между двумя импульсами части сближаются и лучше контактируют.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, может быть установлен поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузка проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитой от батарейки
Трансформатор для микроволновой печи
Попробуйте достать трансформатор из неисправной СВЧ-печи мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Электроды суставов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов создается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по «Терминальная шина заземления».
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель больший сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте концы сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие электрода, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5 мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварщик для точечной точечной сварки с защитным контактом для самостоятельной сборки батарей
Конденсаторно-разрядный микро-точечный сварочный аппарат с открытым исходным кодом для конструирования хобби
Аппарат, который может быть полезен различным любителям, — это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора.Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл, если хотите, например, самодельную конструкцию. отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Время импульса (ов) важно для получения хорошего и воспроизводимого Результаты.Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь каплями жидкого металла :-)). С другой стороны, для хобби точно не нужна точная форма импульса, предлагаемая высококлассными профессиональными устройствами. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был отключен, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.
Однако обратите внимание, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я, по сути, скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти к более высокому напряжению, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5В для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) находится разъем для программирования ISP и TTL-уровня RS232 — штучка банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует контакты прерывания Atmel, потенциометры подключены к контактам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медной проволоки диаметром 6 мм, сдвоенной там, где это механически возможно.
Стоимость материалов для строительства должна составлять около 300 долларов США (и все еще может быть уменьшена, если вы используете конденсаторы более низкого напряжения — 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. NEW: Кто-то попросил у меня гексагон с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее — это напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах во второй строке.
Ротационный кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключение между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, произведенные на www.ksmetals.com, в местном магазине для любителей моделирования. Из этого материала легко вырезать полоски.
Сделайте электроды по-настоящему острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и 0,5 мс первый импульс, задержка 2 мс, второй импульс 4 мс работали лучше всего для меня. Это, конечно, может отличаться в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный сварочный аппарат для точечной сварки. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на мою страницу электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
Sunstone Welders> Micro Welding Education> Micro Welding Explained
Как объяснить микросварку? «Микро» у всех разное.Мы специализируемся на «микросварке», что означает сварку чего-либо меньшего, чем традиционные варианты сварки. Обычно мы начинаем сварку толщиной примерно 0,2 дюйма или 5 мм и свариваем толщиной всего 0,003 дюйма или 0,007 мм. У нас есть много типов сварочных систем, от аппаратов импульсной дуговой сварки до аппаратов лазерной сварки и аппаратов для сварки емкостным разрядом. Позвоните нам и расскажите, что бы вы хотели сварить. Мы дадим вам рекомендации по различным линейкам сварочных систем, которые мы предлагаем.
Импульсная микро-TIG или импульсная дуговая сварка:
Импульсная дуговая сварка — это высокоточная сварка типа TIG, плазменного разряда, сварочный процесс.Сварочные аппараты с импульсной дугой Sunstone Engineering способны обеспечивать чрезвычайно точный отвод энергии. Каждый плазменный разряд создает небольшие сварные швы, похожие на лазерные. Импульсная дуговая сварка, как и лазерная сварка, обычно представляет собой процесс сварки кромок. Сварочное пятно создается, когда вольфрамовый электрод отводится от поверхности сварного шва, и процесс плавления начинается снаружи и проникает внутрь. Как и традиционная сварка TIG, импульсная дуговая сварка может использоваться для добавления дополнительного материала, например, проволоки. Это полезно во многих случаях, когда требуется дополнительный материал для дополнительной прочности.Кроме того, импульсная дуговая сварка также может использоваться для плавления и сплавления деталей вместе без необходимости использования присадочной проволоки. В отличие от традиционной крупномасштабной сварки TIG, импульсная дуговая сварка может создавать сварные швы, которые перекрывают зазоры между деталями. Частично это связано с высокими пиковыми сварочными токами и динамикой жидкого металла, которые возникают во время короткого процесса сварки.
Дополнительным преимуществом импульсной дуговой сварки является чрезвычайно низкий расход энергии для создания сварного шва. Это свойство сварки означает, что даже термочувствительные детали или детали можно сваривать с очень низкой вероятностью теплового повреждения.Импульсная дуговая сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Тонкая точечная сварка сопротивлением:
Контактная сварка, иногда называемая точечной сваркой, представляет собой экономичный и проверенный процесс сварки. При точечной сварке положительный и отрицательный электроды контактируют с заготовкой — обычно свариваемые детали зажаты между электродами. После приложения давления возникает импульс электрического тока, который вызывает плавление металла между сварочными электродами.В результате получается точка сварного шва — отсюда и термин «точечная сварка».
При контактной сварке небольших деталей необходимо тщательно учитывать геометрию детали, надлежащий состав приспособлений для деталей, контактное сопротивление и другие важные параметры, чтобы гарантировать стабильные результаты сварки. Sunstone является экспертом в этом процессе и с радостью позаботится обо всех деталях за вас.
Как и при лазерной или импульсной дуговой сварке, энергия в сварном шве может быть чрезвычайно низкой. Это означает, что даже термочувствительные детали можно сваривать с малой вероятностью повреждения.Точечная сварка также помогает уменьшить любые искажения, которые обычно возникают во время других сварочных процессов.
Контактная сварка — это экономичный процесс сварки для многих областей применения. Возможно производство в больших объемах, и сварщики Sunstone могут помочь контролировать параметры процесса для получения идеальных сварных швов. В Sunstone мы рады помочь вам сваривать ваше приложение или помочь вам перенести сварку на собственном предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Термокомпрессионная микросварка:
Термокомпрессионная сварка включает использование специально разработанного электрода, обеспечивающего высочайшую степень точности любой технологии микросварки.Этот электрод соединен таким образом, чтобы две половины оставались изолированными. На сварочном наконечнике этот электрод замыкается на небольшом изолированном пути. Когда к этому электроду прикладывается очень точно контролируемая энергия, наконечник нагревается на время сварки. Это позволяет свариваемой детали нагреваться без теплопроводности и пропускания энергии. Этот процесс является обычным для сварки небольшой проволоки с покрытием или магнитной проволоки. Эти провода не проводят электричество из-за покрытий, поэтому их нельзя будет сваривать традиционным методом контактной сварки.Термокомпрессионная сварка позволяет выполнять эту сварку с точным контролем и предотвращает повреждение электрически чувствительных компонентов. Приварка плат, дорожек и компонентов к печатным платам возможна с помощью термокомпрессионной сварки.
Маломасштабная лазерная микросварка:
Лазерная сварка — это процесс сварки, в котором используется коллимированный свет для плавления и сплавления металлов. Лазерная сварка идеально подходит для автоматизации и областей с труднодоступными соединениями. Как и импульсная дуговая сварка, лазерная сварка обычно используется в качестве процесса кромочной сварки.Его можно использовать для добавления материала через заполняющую проволоку или для плавления и соединения материала деталей без необходимости в дополнительном металле. Лазеры (и лазерные сварочные аппараты) также могут использоваться для глубокого сверления отверстий в деталях и даже для перемещения материала от одной детали к другой во время процесса сварки.
Тепло при лазерной сварке сильно сфокусировано и не влияет на окружающую область и не нагревает всю деталь. Сварку завершают большую часть времени, держа металл голыми руками. Небольшая зона термического влияния означает, что даже термочувствительные детали можно сваривать с небольшой вероятностью повреждения.Это также помогает уменьшить любые искажения, которые обычно возникают при других сварочных процессах.
Лазерная сварка — это универсальный и экономичный сварочный процесс для множества применений. Sunstone рада помочь вам в сварке вашего оборудования или помочь вам внедрить лазерную сварку на вашем предприятии. Свяжитесь с нами, чтобы узнать, какое решение будет лучшим для вашего бизнеса.
Сварочный аппарат DIY для создания аккумуляторных блоков
Для сварки металла с металлом с помощью аппарата для точечной сварки важны две вещи:
- определенное давление на материал с помощью электродов для обеспечения надлежащей проводимости.
- время, необходимое для сварки материала.
. Первая часть может быть достигнута путем поворота обоих рычагов по отдельности и создания подпружиненных обоих рычагов.У меня не было пружин, поэтому я использовал кольцо из ниндзяфлекса для 3D-принтеров. Работает отлично! (пока).
Время сваривать материал — это еще одна история, которую я расскажу в журнале программного обеспечения.
Я хотел создать корпус, который легко перемещать, с открытыми рычагами, дисплеем, предохранителем за отсеком для обслуживания, потенциометрами, а также моим любимым настенным выключателем 86 карат от Home Depot. Он также должен был обеспечить достаточную прочность для размещения тяжелого трансформатора, а также двух шарнирных рычагов, которые вообще не должны двигаться, кроме как вертикально.
По сути, это коробка. В нем есть все, что описано выше, и он сделан из прочной 5-миллиметровой фанеры от Home Depot. Передняя панель сделана из фанеры толщиной всего 3 мм, потому что мне нужно было правильно установить потенциометры и дисплей. Остальное — украшение.
Внутри находится блок предохранителей, настенное зарядное устройство за 1 доллар от Dollar Tree (я действительно пошел ва-банк!), А также реле Arduino за 2 доллара. Я установил на переднюю панель все, что имеет напряжение 5 В или которые через некоторое время нужно будет заменить.
Петлевой механизм не менее прост. Мне просто нужно было ограничить две руки по всем осям, кроме одной. Это возможно с жесткими боковыми пластинами и центральной пластиной, чтобы держать их отдельно друг от друга, поэтому к верхней крышке приклеены три пластины, а не только две внешние.
В итоге все выглядело точно так же, как и в реальной жизни:
Я проделал лазером все на своем модифицированном китайском лазере K40, без которого я не мог жить, и начал собирать корпус.К сожалению, у меня закончились винты 12×3 мм, поэтому мне пришлось вернуться к приклеиванию вместо прикручивания. Не совсем то, что я хотел, но это тоже работает. Это лишь ненамного усложнило процесс, но по-прежнему очень удобно и дешевле.
Я установил переключатель внутри механизма петли, чтобы автоматически запустить сварочный аппарат, как только я прижал электроды к материалу для сварки с достаточной силой.
Получившийся корпус отлично смотрится на моем столе и действительно хорошо работает.Я могу поставить сварщика куда захочу. Настенный выключатель действительно хорошо работает и на передней панели.
Дисплей легко читается с точки зрения оператора. Контраст действительно очень хороший, если смотреть спереди.
Вскоре после того, как все было собрано, я начал делать несколько пробных сварных швов. Конечно! Мне не терпелось протестировать свое программное обеспечение, и мне очень хотелось узнать две вещи:
- Как внезапный скачок напряжения повлияет на Arduino с его источником питания за 1 доллар?
- Выдержит ли реле Arduino прямо из Китая хотя бы одну операцию?
К моему большому удивлению, ответ на оба эти вопроса был очень положительным! Все работает! Я даже начал набирать продолжительность как предварительной сварки, так и сварки, начиная с моего 0.Никелевые полосы 2×8 мм требовали намного меньше времени на сварку, чем мои стальные полосы 0,75 мм. Ничего удивительного.
Что мне очень понравилось в этом тесте, так это испытание на разрыв сварных полос.
Я не мог.
Я применил два плоскогубца и приложил все усилия, которые я смог приложить, и только одна точка сварки отскочила и оставила отверстие! ОПАСНО!
В итоге я протестировал свой новый инструмент с батареями за 1 доллар (8 за 1 доллар — угадайте откуда). Я просто хотел что-то сварить.Батареи — полнейшее дерьмо, и я бы никогда не купил их снова ни для чего серьезного, но для сварочных упражнений они казались идеальными.
Не было.
По всей видимости, отрицательный полюс АКБ — это просто заглушка и отделяется от АКБ при плавлении термоусадки. Его буквально не связывают с батареей, кроме как прикосновением к поверхности. Однако …
Прочитайте больше »Что такое Micro Welding — 5 вещей, которые нужно знать — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Сварка применяется во всех видах ремонта машин и форм. Это дешевле и экономит время на сварку, а не на изготовление новой детали или деталей по форме. Однако вас может удивить то, что существуют разные типы сварки в зависимости от ваших потребностей.
Что такое микросварка? Микросварка — это процесс дуговой сварки, выполняемый при очень низком токе с использованием мощного микроскопа. Обычно это делается на более мелких и хрупких компонентах, и технический специалист важен для успешного завершения процесса.
Микросварка — это современный процесс, который также называют прецизионной сваркой. Мы рассмотрим микросварку более подробно и объясним другие формы сварки в параграфах ниже. Кредит на openpr
Для чего используется микросварка?
Микросварка — это что-то меньшее, чем традиционный процесс сварки, даже меньше.0003 дюйма. В сварочном оборудовании размером с ручку используется инертный газ вольфрама (TIG).
Рекламные объявленияВот классное видео, демонстрирующее некоторые из его возможностей и для чего оно используется.
Это сложная операция, поскольку часто для микросварки требуется, чтобы окружающие области не подвергались воздействию тепла. Техники используют мощные микроскопы, чтобы увидеть крошечную дугу и получить необходимую точность. Это требует крайней концентрации. Механика этого такова:
- Электрический ток проходит через вольфрамовый электрод к заземленным деталям, создавая тепло
- Газообразный аргон или гелий, используемый для образования дуги и защиты окружающей среды от загрязнений
- Тепло вырабатывается в точке дугового промежутка
- Образована ванна расплава
- Пруток, вводимый в ванну расплава
Микросварка может использоваться практически для чего угодно, включая: Латунь и оцинкованная сталь не подходят для микросварки.Содержание цинка может вызвать проблемы при сварке.
Представьте, что вы работаете в специализированном механическом цехе, а индивидуальный инструмент только что сломался. Отличный способ соединить их обратно — это микросварка. Это реальное преимущество перед переделкой детали и только одно из множества применений микросварки.
Инженеры используют штампы, которые представляют собой специализированные инструменты для резки или придания формы другим материалам. Некоторые из них маленькие и сложные, поэтому при их повреждении микросварка является одним из способов спасти матрицу, предотвращая серьезные простои в любой отрасли.На микросварку и ремонт индивидуального инструмента уходит гораздо меньше времени, чем на изготовление совершенно нового инструмента.
Для аккумуляторов вы можете приварить язычки к клеммам. В автомобилестроении вы можете сварить вместе вкладки печатных плат. Список предметов, которые можно сварить микросваркой, практически бесконечен. В принципе, если это металл (кроме алюминия), его можно сварить микросваркой.
Что такое импульсная сварка TIG?
Микросварка произошла от традиционной сварки TIG, с той разницей, что при микросварке используется чрезвычайно низкий ток, обычно менее 10.Одним из видов сварки TIG с использованием микротехнологий является импульсная сварка TIG. Сила тока может достигать 300 ампер, но, как правило, она намного ниже. Длительность импульса обычно составляет до 4 секунд и имеет плазменный разряд. Для импульсной сварки используется источник питания неплавящимся электродом.
Импульсная сварка — это, как правило, сварка кромок. Когда вольфрамовый электрод снимается с поверхности сварного шва, процесс плавления начинается снаружи и проникает внутрь. Импульсная сварка может использоваться для добавления дополнительного материала, такого как проволока-заполнитель, или же вы можете плавить и соединять детали вместе без необходимости в проволоке-заполнителе.
Рекламные ссылки Микро-TIG-сварка особенно хороша для следующих отраслей:
Импульсная дуговая сварка или микросварка имеет следующие преимущества:
- Процесс без пайки
- Может соединять металлы с высокой температурой плавления или разнородные металлы
Сварка Micro TIG существует не так давно. Его изобрели немногим более 50 лет назад.
Что такое тонкая точечная сварка сопротивлением?
Сварка сопротивлением соединяет два металла вместе.При приложении силы он генерирует тепло трения и использует это тепло для сварки. При контактной сварке сварочная головка удерживает металл между положительным и отрицательным электродом и оказывает давление. Источник сварочного тока подает электрический ток на свариваемый металл. Ток плавит металл после приложения давления.
Для тонкой точечной сварки не нужны специализированные специалисты. Точечные сварочные аппараты также могут быть относительно недорогими, и вы можете получить набор для самостоятельной работы от нескольких компаний, в том числе от Causin (проверьте его здесь, на Amazon).Конечно, полностью подготовленные комплекты для точечной сварки могут быть намного дороже и стоить более 200 долларов.
Точечная сварка выполняется при очень низком напряжении и очень сильном токе. Синхронизация импульсов имеет решающее значение, а время идеальной сварки измеряется с точностью до миллисекунды. Это наиболее широко используемый метод контактной сварки. Основная причина точечной сварки — соединение двух или более легких металлических листов внахлест.
Техника контактной точечной сварки следующая:
- Очистите металлические листы, которые вы хотите сварить вместе
- Убедитесь, что электроды также чистые
- Используйте два медных электрода одновременно для зажима металлических листов вместе
- Пропустите ток через электроды в металлические листы
- Вырабатываемое тепло расплавит металлические листы в нужном месте
Этот процесс работает так хорошо, потому что медь является отличным проводником тепла, а металл — нет.Из-за этого тепло остается в одном месте, где соприкасаются медные электроды, и не распространяется по металлу. Металл плавится в нужном месте, и между листами образуется стык.
Преимущества контактной точечной сварки многочисленны:
- Низкая стоимость
- Не требует высококвалифицированного рабочего
- Исключается деформация деталей (остаются вмятины)
- Может выполняться в автоматическом или полуавтоматическом режиме
- Несколько деталей можно выполнять в быстрой последовательности
Некоторые недостатки этого процесса перечислены ниже:
- Оборудование может быть дорогостоящим, если только вы делаете это сами
- Некоторые металлы требуют специальной подготовки поверхности
- Толстые работы непросто сваривать
Точечная сварка может использоваться для крепления скоб или подушек и может иметь множество других использует.Чаще всего используется в автомобильной и авиационной промышленности.
Что такое термокомпрессионная микросварка?
Термокомпрессионная сварка или склеивание создает диффузию твердого тела между двумя объектами, а не плавление в точках контакта. Для создания металлургической связи между двумя поверхностями требуется большое усилие при очень высокой температуре. Одним из наиболее распространенных способов соединения этого типа является соединение золота с алюминием.
Для термокомпрессионной сварки требуется электрод специальной конструкции, обеспечивающий высокую точность зоны сварки.Это более точный способ сварки, чем любой другой метод микросварки. Электрод соединяется таким образом, что две свариваемые половинки могут оставаться изолированными. Это позволяет точно контролировать сварку и предотвращает повреждение электрически чувствительных компонентов.
В отличие от других типов сварочных процессов, термокомпрессионная сварка не создает жидкой фазы. Вместо этого он полагается на высокие температуры и длительное время склеивания от одного до нескольких часов. Температура процесса склеивания должна быть выше 572 ° F.Склеиваемый материал должен быть чистым и не содержать царапин или частиц, которые могут вызвать образование воздушных зазоров.
Термокомпрессионная сварка чаще всего используется между соединительной проволокой и металлизацией подложки. Необходимое тепло подается либо с помощью нагретого капилляра, либо путем установки подложки на нагретый столик. Большинство процессов используют и то, и другое.
Термокомпрессионная сварка металл к металлу дает некоторые преимущества:
- Обеспечивает герметичное уплотнение
- Обеспечивает механическую опору
- Обеспечивает электрический контакт
- Отсутствие риска структурной деградации
- Отсутствие риска короткого замыкания
- Обеспечивает хорошее соединение, когда пайка или сварка невозможны
Более высокие температуры и давление могут привести к более высокой прочности связи.Термокомпрессионная сварка — хороший процесс, если вы не используете два очень маленьких материала. Там, где микросварка используется для прецизионных работ, термокомпрессионная сварка больше используется для соединения друг с другом крупных предметов, таких как металлические листы.
Что такое лазерная сварка?
изображение любезно предоставлено researchgate.netВ то время как микросварка использует электрический ток для генерации тепла, лазерная сварка использует световую энергию для быстрого нагрева зоны сварного шва. При лазерной сварке присадочный пруток плавится вместе с прилегающей точкой соединения металла.Интенсивность световой энергии регулируется с помощью:
Отсутствует ток через зону сварки и отсутствуют электрические соединения со сварным швом. При микросварке и контактной сварке тепло выделяется в детали за счет электрического тока. При лазерной сварке просто используется лазерный луч для плавления присадочного стержня и основного материала. В обоих процессах используется микроскопическое увеличение.
Для лазерной сварки требуется прямая линия обзора между лазерным лучом и зоной сварки.Если у вас нет прямой видимости, сварка не будет работать эффективно. Лазерная сварка чаще всего используется в автоматизированных сварочных процедурах.
Тепло при лазерной сварке сильно сфокусировано и не влияет на окружающую зону сварного шва. Вы даже можете завершить сварку, держа металл голой рукой. Это означает, что даже термочувствительные области можно сваривать лазером с небольшой вероятностью повреждения.
Лазерная сварка часто используется в автомобильной промышленности в автоматическом режиме для сварки автомобильных деталей.Однако он также используется в ювелирной и медицинской промышленности для получения металлов на более микроуровне.
Лазеры становятся популярным методом сварки для многих из этих отраслей по следующим причинам:
- Точность — этот метод обеспечивает высокий уровень контроля и точности
- Может создавать сложные соединения — Вы можете сваривать разнородные материалы и труднодоступные места
- Низкое тепловыделение — Низкое тепловыделение сводит к минимуму деформацию компонентов, так как это приводит к меньшему тепловому напряжению, приложенному к деталям
Лазерная сварка относительно невысока и обеспечивает прочность и надежность сварные швы, позволяющие предприятиям повысить эффективность при минимальных затратах.
Микро-сварка TIG по сравнению с лазерной сваркой
Микроимпульсная и лазерная сварка позволяют получать очень прочные сварные швы. Однако подход к сварным швам совсем другой. В лазерной сварке используется световой луч, а в микросварке для сплавления металлов используются электрический ток и дуга. В то время как лазерная сварка может контролировать как размер пятна, так и количество выделяемой энергии, сварка методом микро-TIG может контролировать только количество энергии. Это означает, что при лазерной сварке размер пятна сварного шва уменьшается.
Вот преимущества сварки TIG с помощью микросхемы:
- Обеспечивает более глубокое проплавление, особенно на серебре. Лазерная сварка не подходит для серебра
- Сваривает только токопроводящие материалы — это хорошо, когда другие материалы находятся близко к области сварного шва
- Может контролировать энергию до более низких уровней
Преимущества Лазерная сварка:
- Может использоваться для сглаживания и полировки сварных участков
- Не требует заземляющего зажима
- Может контролировать размер сварного пятна
Выбор Выбор между двумя методами сварки зависит от используемых материалов и места сварки.
Различия между пайкой, пайкой и сваркой
Сварка — это искусство соединения двух металлических частей. Так пайка. Так пайка. Но в чем разница между этими тремя процессами и когда следует выбирать один из них?
- Пайка — Пайка предполагает использование присадочного металла для создания соединения. Он не плавит основные металлы для соединения. Это касается температуры выше 800 градусов.
- Пайка — этот метод похож на пайку, но с использованием присадочного металла из сплава олова и свинца.Тает около 390 градусов.
- Сварка — использует газ (часто аргон или аргон / гелий при микросварке) для создания дуги и плавления металла в ванне, создавая сварной шов. В сварной шов добавляется присадочный металл, чтобы облегчить соединение.
Вот когда вам следует использовать три метода:
- Пайка — Используется для соединения разнородных металлов с помощью присадочного стержня
- Пайка — Используется для соединения электронных деталей
- Сварка Micro TIG — Используется для соединения подобных металлов при очень высокой температуре.
Пайка и пайка не создают такой прочный сварной шов, как сварка Micro TIG, но они хороши для небольших, хрупких деталей.
Наука за сваркой
До сварки TIG большая часть сварки выполнялась с использованием пламени высокой интенсивности. Это было грязно, и искры могли попасть куда угодно. С появлением сварки TIG электрическая дуга создает тепло.
При сварке TIG вы используете источник питания для обеспечения энергией. Один вывод действует как «земля» и подключается к сварочному материалу. Другой провод присоединяется к ручному пистолету.
Сварочная горелка имеет токопроводящий наконечник Ade из вольфрама. Вы быстро прижимаете вольфрамовый наконечник к основному металлу, а затем немного отводите его, чтобы образовалась дуга.Дуга образуется, когда электроны ионизируются, когда электричество пытается замкнуть цепь.
Эти дуги создают большое количество тепла и света. Чем выше вы установите силу тока или источник питания, тем выше будет температура дуги.
Вы перемещаете дугу круговыми движениями, чтобы создать сварочную ванну из плавящегося металла. Когда две металлические части плавятся, происходит сплавление, позволяющее двум металлам стать одним. После начала плавления наполнитель добавляется отдельно, придавая прочность сварному шву и заполняя зазоры между двумя деталями.
Важно отметить, что два соединяемых металла должны иметь одинаковую температуру плавления. В противном случае один металл расплавится быстрее, чем другой, что может привести к неудачному сварному шву.
Вот легко запоминающееся руководство для сварки Micro TIG:
- Arc — Создает тепло, которое подпитывает расплав
- Melt — Необходимо для плавления металлов
- Filler — Металл, используемый для усиления соединения.
- Экран. Для дуговой сварки требуется экран.При сварке TIG используются газы для удержания других газов, загрязняющих сварочную ванну
- Охлаждение — некоторые люди используют воду для гашения тепла, но рекомендуется дать сварному шву естественным образом остыть
- Очистить — Очистить и сгладить сварной шов, не только для внешнего вида, но и для лучшего сцепления покрытия.
The Final Word
Кузнецы изобрели сварку с использованием тепла и молотка для сплавления двух металлов вместе.В 1800 году была открыта электрическая дуга, но прошло более 80 лет, прежде чем люди начали использовать ее для соединения металла. Поскольку он был разработан в начале 20-го -го — -го века, спрос на этот более быстрый и эффективный метод вырос, что привело к развитию, которое мы наблюдаем в сварке сегодня.
Плюсы дуговой сварки:
- Создает самую прочную связь между двумя одинаковыми металлами
- Дешевле и быстрее, чем болты или клепки
- В некоторых случаях можно автоматизировать
- Сильнее, чем пытаться нагреть и отформовать две формы
- Безопасность благодаря прочной связи
По этой причине производство и многие другие отрасли полагаются на сварку Micro TIG для своих производственных линий.Он обеспечивает безопасные и прочные соединения, а микросварка может использоваться для мельчайших деталей и в среде с другими хрупкими компонентами.
Сварочное оборудование Micro имеет небольшие размеры, поэтому им легко маневрировать. Превосходный контроль при одновременном контроле нагрева сварного шва дает сварщикам свободу сваривать небольшие детали, которые ранее считались потерянными. Это экономит деньги и время для промышленности. Он также создал новую отрасль в области микросварки: специализированные магазины появляются по всей стране.
Микросварка никуда не денется, или, по крайней мере, до следующего технологического прорыва.
DIY Arduino Battery Spot Welder Prebuilt Kit V4
Что вы получаете:
- Готовый набор для точечной сварки V4 со всей электроникой, уже припаянной к печатным платам.
- 2 винта M3x20 с нейлоновыми гайками для надежного скручивания двух печатных плат, если хотите. (Они также остаются вместе без установленных винтов)
- 8 винтов M3x8 с гайками M3 для крепления алюминиевых деталей
- Тонкий провод около 30 см для подключения 12 В к плате точечной сварки
- 2-контактный разъем с кабелем 25 см для подключения педали
- 2 винта M6x10 с гайками для крепления сварочного кабеля или адаптера XT90.
- Arduino Nano запрограммирован с использованием последней версии программного обеспечения для точечной сварки.
- Все комплекты собраны и протестированы в нашем магазине в Германии.
- Вам необходимо заказать аксессуары, такие как сварочные кабели, клеммы аккумулятора и т. Д., Дополнительные
Пожалуйста, прочтите Краткое руководство перед использованием аппарата для точечной сварки!
Минимальная настройка для начала сварки:
- Предварительно собранный комплект
- Сварочные кабели: 2, гибкие сварочные провода 10 мм² длиной около 50 см, сплошные медные сварочные наконечники и гофрированные кабельные наконечники.
- Автомобильный аккумулятор (рекомендуется 12 В, 400… 600 CCA)
- Клеммы аккумулятора
Дополнительные детали, которые могут быть добавлены: Ba
Новый V4 готового комплекта можно закончить без необходимости пайки.Если вы хотите внести изменения / улучшения в Spot Welder, вы можете найти все файлы pcb, список деталей, код Arduino … на моей странице Github. Более подробная информация будет скоро доступна в видео.
Что это?
Аппарат для точечной сварки на базе Arduino Nano для сварки аккумуляторов
Этот аппарат для точечной сварки можно использовать для сварки аккумуляторов 18650. В качестве источника сварочного тока используется автомобильный аккумулятор на 12 В. Вы можете использовать батареи размером примерно 400-600 А (CCA). Для достижения наилучших результатов рекомендуется использовать батарею 60 Ач, 600 А (CCA).Он обеспечивает достаточный ток для получения хороших сварных швов с никелевыми полосами толщиной 0,15 мм и даже с полосами толщиной 0,25 мм. Для более толстых никелевых полос может потребоваться батарея большего размера (макс. 800 CCA).
Сварщик генерирует двойной импульс, при этом первый по умолчанию составляет 12% от времени второго. Длительность основного импульса регулируется поворотным энкодером и отображается на экране в мс, чтобы вы могли точно настроить время. По умолчанию регулируется в пределах 1… 100 мс. (регулируется до 500 мс в системном меню)
Функции меню и OLED-дисплея:
В меню и системном меню вы можете изменить все важные настройки.Подробную информацию см. В Кратком руководстве.
Обновление 03.2021
Улучшения в установке для точечной сварки V4:
- зуммер для подачи звуковых сигналов
- датчик температуры для защиты от перегрева
- дополнительный конденсатор 470 мкФ — время сварки 100-150 мс возможно без проблем с перезагрузкой
- Драйвер SMD mosfet — больше нет проблем с контактом, потому что они припаяны непосредственно к печатной плате.
- MOSFETы SMD — лучший контакт, следовательно, меньшее тепловыделение.
- новые алюминиевые детали — обе части одинаковой и более простой формы — легче сделать для людей, которые делают сами — физически больше и лучше отвод тепла
Обновление 04.2020
Улучшения в программном обеспечении V3.3.4:
- счетчик сварных швов может подсчитывать до 65535
- добавить предупреждение о повышении напряжения при входном напряжении 14,5 В или выше
Обновление 06.2019
Улучшения в V3.3.2 Программное обеспечение:
- Время сварки можно установить до 1 мс (ранее минимальное значение было 3 мс)
- Короткий импульс (импульс предварительного нагрева) можно отрегулировать до 0% (0% отключает короткий импульс)
- Время сварки ниже 3 мс короткий импульс (импульс предварительного нагрева) будет автоматически отключен
- Напряжение батареи обновляется только каждые 15 секунд теперь
- Сообщение о разряде батареи можно отменить, щелкнув поворотный энкодер
Обновление 03.2019
Улучшения в плате Mosfet V3.3:
- Гораздо более широкие дорожки на нижней части печатной платы для сильноточного подключения к U-образной алюминиевой части
- Резисторы затвора Mosfet непосредственно на плате mosfet, очень близко к контактам затвора mosfet
- Все 8 контактов 8-контактного разъема «мама», соединяющего плату Arduino и mosfet, теперь подключены друг к другу, что устраняет проблемы с контактом.
Обновление 11.2018
Улучшения в версии V3.3:
- Обновление программного обеспечения Arduino, которое улучшает функцию AutoPulse с индикатором выполнения
Обновление 08.2018
Улучшения в версии V3.2.3:
- Обновление программного обеспечения Arduino, поэтому счетчик сварных швов автоматически сбрасывается до нуля при достижении 9999 сварных швов. Это было необходимо из-за проблем с отображением 10 000 сварных швов.
Обновление 06.2018
Улучшения в версии V3.2.2:
- Обновление программного обеспечения Arduino, в котором удалена функция программного сброса.Это позволяет использовать стандартный загрузчик Arduino Nano вместо загрузчика optiboot, что значительно упрощает пользователю обновление программного обеспечения в будущем.
Обновление 02.2018
Улучшения в V3.2.1:
- Обновление программного обеспечения Arduino, которое позволяет измерять импульсное напряжение и импульсный ток
Обновление 01.2018
Улучшения в V3.2:
- , плата Arduino была обновлена, поэтому теперь она поставляется с клеммной колодкой, установленной на входных площадках 12 В и GND.Таким образом, готовые комплекты можно закончить без пайки.
- Теперь измерение напряжения подключается непосредственно к входной площадке 12 В, а не за диодом Шоттки. Это гарантирует более точное измерение напряжения.
- 8 маленьких TVS-диодов SMAJ13A-13-F были удалены с платы mosfet. Теперь на плате Arduino есть один из этих диодов, который защищает все вентили mosfet одновременно.
Обновление 12.2017
Улучшения в V3.1:
- 4 SMD TVS диода параллельно на плате Mosfet
- с 4 установленными диодами можно использовать автомобильные аккумуляторы до 800CCA
Обновление 09.2017
Улучшения в V3:
- Печатная плата Mosfet теперь с медным слоем 2 унции и более широкими дорожками, которые соединяют сильноточные ножки МОП-транзистора с U-образной алюминиевой частью
- Функция «AutoPulse», которая автоматически активирует импульс после заданного времени задержки, когда оба сварочных наконечника касаются никелевой полосы (спасибо Петру Звериной за идею)
- 7-сегментный дисплей заменен OLED-дисплеем
- Потенциометр заменен поворотным энкодером
- Система меню для простой настройки сигнала низкого заряда батареи , Задержка AutoPulse и короткое время импульса
- питание напрямую от автомобильного аккумулятора, больше нет необходимости в дополнительном источнике питания
- TVS-диод, встроенный в плату mosfet, не требуются внешние диоды
- модернизированные Mosfets до IRFB7430 (они могут обрабатывать сварку до 1000A тока без проблем)
- Функция ожидания: после 5 минут бездействия аппарат точечной сварки перейдет в режим ожидания, а педальный переключатель и A utoPulse будет отключен в режиме ожидания.
- П-образные алюминиевые детали теперь приклепаны к печатной плате
Батареи заказчика, созданные с помощью «DIY Arduino Battery Spot Welder»
Видео о сварщике:
Английский: Щелкните, чтобы открыть видео на YouTube (Kilovolt Tech Talks) Испанский: Щелкните, чтобы открыть видео на YouTube (TeknoTronik)
Микро-точечная сварка для сверхлегкого редуктора
ВведениеЯ использую микро-точечную сварку для изготовления сверхлегкого оборудования для сверхлегкого туристического снаряжения.Эта техника позволяет мне изготавливать изделия из тонкой бумаги, титана и фольги из нержавеющей стали.
Для справки — профессиональное описание точечной сварки /
.Изгибая, складывая и изгибая фольгу, можно создавать множество точных, жестких и прочных функциональных форм, таких как кольца, трубки, конусы, колена, коробки, ручки. двери, петли, петли, скобы и т. д.
Большая часть того, что находится в этом посте, — это , добавленное где-то в других сообщениях , поэтому я подумал, что специальный пост об этом будет полезен для других мастеров.
Примечание: Точечная сварка «извращенно непохожей» металлической фольги будет темой следующего поста: «Возбуждает ли вас такая возможность? Наверное, недостаточно, чтобы намочить штаны ».
Ковш сварной арматуры. Они были сделаны моим аппаратом для точечной микропечати.Аппарат для точечной сварки
Этот забавный уродливый инструмент — ключ почти ко всем моим печным вещам, поэтому я поставил его первым. Это был первый серьезный вопрос, который я сделал.
Я думаю, что многие коллеги-новаторы поймут это: как я откладывал попытки на некоторое время из-за страха, что он не сработает после всех приложенных усилий.
Ода новаторам — противоречие между мечтой об успехе и первым испытанием мечты, возможно, просто обнаружением неудачи:
Мои планы легко сдерживают мои чудесные мечты об успехе,
Страх неудачи из-за испытаний ,,,,,, Я откладываю ,,,,,,,,,,,, Признаюсь,
После проверки реальности, спустя вложено,
Сенсация, урок или еще немного беспорядка .
Сварщик изготовлен из дерева (мои отцы-плотники средний), большой петли для садовых ворот (лом), медных стержней (приобретен tut-tut ), наконечников для сварки MIG (из бериллиево-медного сплава) и дублированного трансформатора для дуговой сварки.
В смесь включены веревка, рычаги, грузы и система шкивов, которые свисают с потолка (из опыта яхтинга). Он обеспечивает необходимое постоянное закрывающее усилие, необходимое для формирования стабильно хороших точечных швов.
Питание от сети к первичной обмотке трансформатора аппарата для дуговой сварки передается через твердотельное реле, которое срабатывает в течение короткого промежутка времени с использованием управляющего сигнала постоянного тока низкого напряжения от схемы таймера 555. Время импульса можно отрегулировать в пределах ~ 0.05 и ~ 3 секунды.
Этот сварщик — мое детище, и я наблюдал, как он растет в своей способности гибко сваривать в местах, которые сначала казались невозможными. У меня есть множество альтернативных электродов, которые можно быстро поменять местами для сварки в самых необычных местах (некоторые из них можно увидеть висящими в ванной в правом верхнем углу фотографии ниже).
Аппарат для микро-точечной сварки с установкой губок на 90 градусов и со смещенными наконечниками. Предназначен для сварки в местах, куда уважающий себя сварщик не пойдет или не сможет.Он живет в моей ванной, потому что именно там я впервые поставил эксперимент. Я не смею его сдвинуть. Может быть, пребывание в этом регулярно посещаемом месте медитации делает меня серийным изобретателем?
Груз, трос и шкив, которые используются для обеспечения стандартного усилия закрытия для аппарата для микро-точечной сварки. Он свешивается с балок второго этажа. Посмотрите на U-образную петлю, свисающую с груза. Это было сделано для того, чтобы при необходимости можно было добавить больше замыкающего усилия. «Арррр … такое перспективное планирование среди такого хаоса, но пока в этом нет необходимости.»« Вместе мы сделали возможным создание многих, казалось бы, невозможных и смехотворно легких туристических компонентов. Так что, наверное, он заслуживает своего видного места в моей ванной! »
Моя миниатюрная купольная печь имеет множество сложных сверхлегких компонентов, изготовление которых зависит от микро-точечной сварки. Фитинги сконструированы таким образом, что их можно снять с противопожарного купола и упаковать внутри купола для компактного и безопасного похода.Слабые стороны и достоинства одиночной сварки
Одиночный слабый шов .Точечная сварка образует небольшую область, обычно круглую, где две контактирующие поверхности металла плавятся и сплавляются вместе, образуя так называемый «самородок». Одиночный микро-точечный сварной шов подвержен действию вращающих сил вокруг центра самородка.
Я использую эту уязвимость, чтобы сделать легко сломанный самородок с неоптимальным временем выдержки во время сварки. Это приведет к сварному шву, который можно сломать, не проделав отверстия ни в одном листе. Это означает, что, например, сформированная труба может удерживаться вместе с помощью непрочного сварного самородка и может быть испытана (калибрована или откалибрована) на предмет идеальной совместимости с другим компонентом.
Если требуется лучшая посадка, стык можно пометить тонкой разметкой , самородок можно легко сломать и снова сварить после регулировки для лучшей посадки и проверки пыльника. При правильной подгонке сварной шов можно дополнить сварными швами полной прочности.
Ода внутренней слабости точечной сварки:
Одинокий самородок точечной сварки по своей природе слабый,
Без хорошей компании, так сказать,
Два сварных шва обеспечивают стабильность вращения и хрупкость концов,
И обнаруженная прочность — это то, что я искал.
Это небольшое видео из Instagram может объяснить это лучше, чем мои слова.
Одиночный прочный шов . Даже сильный самородок может сломаться под действием силы вращения. В этом случае поломка будет намного сложнее и, вероятно, приведет к тому, что с одной или другой стороны будет вырвана небольшая дыра размером с самородок.
Наборные прочные швы . Из-за вышеупомянутой уязвимости одиночных точечных сварных швов я никогда не соглашусь на менее двух сварных швов с хорошим расстоянием между ними.Это означает, что разрушительное действие вращения не сможет разрушить природную силу. Три или четыре сварных шва в двумерном массиве даже лучше для предотвращения этого типа усталости сварного шва.
Это маленькое видео из Instagram показывает, что прочность достигается за счет групповой точечной сварки.
Ради удовольствия, я сделал ленту из фольги шириной 10 мм с шестью составными сварными швами, и она легко выдержала вес моего тела (~ 65 кг и удержание).
Лента из фольги из нержавеющей стали (шириной 10 мм), скрепляемая 6-ю последовательными микросварками.