Как спроектировать станок с ЧПУ. Какие комплектующие нужны для сборки. Как собрать оси X, Y и Z. Как подключить электронику и настроить управление. Сколько стоит сделать станок с ЧПУ самому.
Проектирование самодельного станка с ЧПУ
Перед началом сборки станка с числовым программным управлением необходимо тщательно продумать его конструкцию. Основные этапы проектирования:
- Создание эскиза от руки или 3D-модели в САПР (например, в бесплатной программе SketchUp)
- Определение габаритных размеров и хода по осям
- Выбор типа конструкции (с подвижным столом или порталом)
- Подбор материалов для изготовления деталей
- Выбор системы линейного перемещения и привода подач
- Расчет мощности двигателей и выбор контроллера управления
- Подбор шпинделя под планируемые задачи
Тщательное проектирование позволит избежать ошибок при сборке и получить работоспособный станок с нужными характеристиками.
Необходимые комплектующие для сборки ЧПУ станка
Для изготовления фрезерного станка с ЧПУ своими руками потребуются следующие основные компоненты:
Механические части:
- Алюминиевый профиль 30х60 мм для рамы
- Алюминиевые пластины толщиной 15 мм
- Линейные направляющие SBR20 и SBR16
- Шарико-винтовые пары ШВП16 для осей X и Y
- Стальной винт M10 для оси Z
- Антивибрационные опоры
Электрика и электроника:
- Шаговые двигатели Nema23 3Нм — 3 шт.
- Драйверы шаговых двигателей DM556 — 3 шт.
- Блок питания 36В
- Интерфейсная плата управления 5 осей
- Блок питания 5В
- Концевые выключатели — 3 шт.
- Шпиндель Kress FME 800
Программное обеспечение:
- CAD/CAM система (например, CamBam)
- Программа управления станком (Mach3 или Mach4)
Стоимость комплектующих для самодельного станка с ЧПУ составляет около 1500 евро, что значительно дешевле готовых моделей с аналогичными характеристиками.
Сборка базы и оси X фрезерного станка с ЧПУ
Основание станка собирается из алюминиевого профиля 30х60 мм и боковых пластин толщиной 15 мм. Последовательность сборки:
- Нарезать профиль нужной длины
- Просверлить и нарезать резьбу М8 в торцах профиля
- Просверлить отверстия в боковых пластинах
- Прикрутить к профилям выравнивающие опоры
- Установить линейные направляющие SBR20 на профили
- Смонтировать шарико-винтовую пару для оси X
При сборке важно обеспечить параллельность направляющих и соосность ШВП с линейными подшипниками. Это влияет на плавность хода и точность обработки.
Изготовление портала и оси Y станка ЧПУ
Портал станка изготавливается из алюминиевых пластин толщиной 15 мм. Этапы сборки:
- Разметить и просверлить отверстия в боковых стойках портала
- Нарезать резьбу М8 в торцах пластин
- Установить линейные направляющие SBR16 на портал
- Прикрепить линейные подшипники к боковым стойкам
- Смонтировать ШВП для оси Y
- Закрепить портал на линейных подшипниках оси X
Особое внимание нужно уделить выравниванию направляющих. Они должны быть строго параллельны друг другу по всей длине. Для усиления жесткости конструкции используются дополнительные угловые кронштейны.
Сборка оси Z фрезерного станка ЧПУ
Ось Z отвечает за вертикальное перемещение шпинделя. Порядок сборки:
- Установить линейные направляющие SBR16 на монтажную пластину
- Закрепить линейные подшипники на каретке оси Y
- Изготовить крепление для шагового двигателя
- Установить приводной винт M10 с самодельной гайкой из делрина
- Смонтировать шкив и ремень для привода оси
- Закрепить кронштейн для шпинделя на каретке
Для оси Z используется стальной винт M10 вместо ШВП. Это удешевляет конструкцию при сохранении достаточной точности перемещения по вертикали.

Электрическая схема и подключение электроники станка ЧПУ
Для управления самодельным станком с ЧПУ используется следующая схема подключения:
- Интерфейсная плата подключается к компьютеру через LPT-порт
- К плате подсоединяются драйверы шаговых двигателей
- Драйверы питаются от блока 36В
- Шаговые двигатели подключаются к соответствующим драйверам
- Концевые выключатели соединяются с входами платы управления
- Шпиндель подключается через частотный преобразователь
Важно обеспечить надежное заземление всех компонентов и развязку сигнальных цепей от силовых. Это повысит помехозащищенность системы управления.
Настройка программного обеспечения для управления станком ЧПУ
Для работы самодельного фрезерного станка с ЧПУ требуется настроить управляющее ПО:
- Установить и настроить драйверы LPT-порта
- Сконфигурировать программу управления Mach3/Mach4:
- Задать параметры осей (шаг винта, передаточное число и т.д.)
- Настроить входы концевых выключателей
- Откалибровать перемещение по всем осям
- Настроить управление шпинделем
- Установить CAM-систему для создания управляющих программ
После настройки ПО необходимо провести тестовую обработку простой детали для проверки работоспособности станка и точности позиционирования.

Преимущества самостоятельной сборки станка ЧПУ
Изготовление фрезерного станка с ЧПУ своими руками имеет ряд преимуществ:
- Значительная экономия средств по сравнению с покупкой готового станка
- Возможность точной настройки под свои задачи
- Полное понимание конструкции, облегчающее обслуживание
- Возможность дальнейшей модернизации и улучшения характеристик
- Получение ценного опыта в проектировании и сборке сложных механизмов
При этом важно понимать, что самостоятельная сборка требует определенных навыков и времени. Но результат в виде рабочего станка с ЧПУ стоит затраченных усилий.
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!
Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф — станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу «Фрезерный станок с ЧПУ». После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.
Файлы для скачивания «Шаг 1»
Габаритные размеры
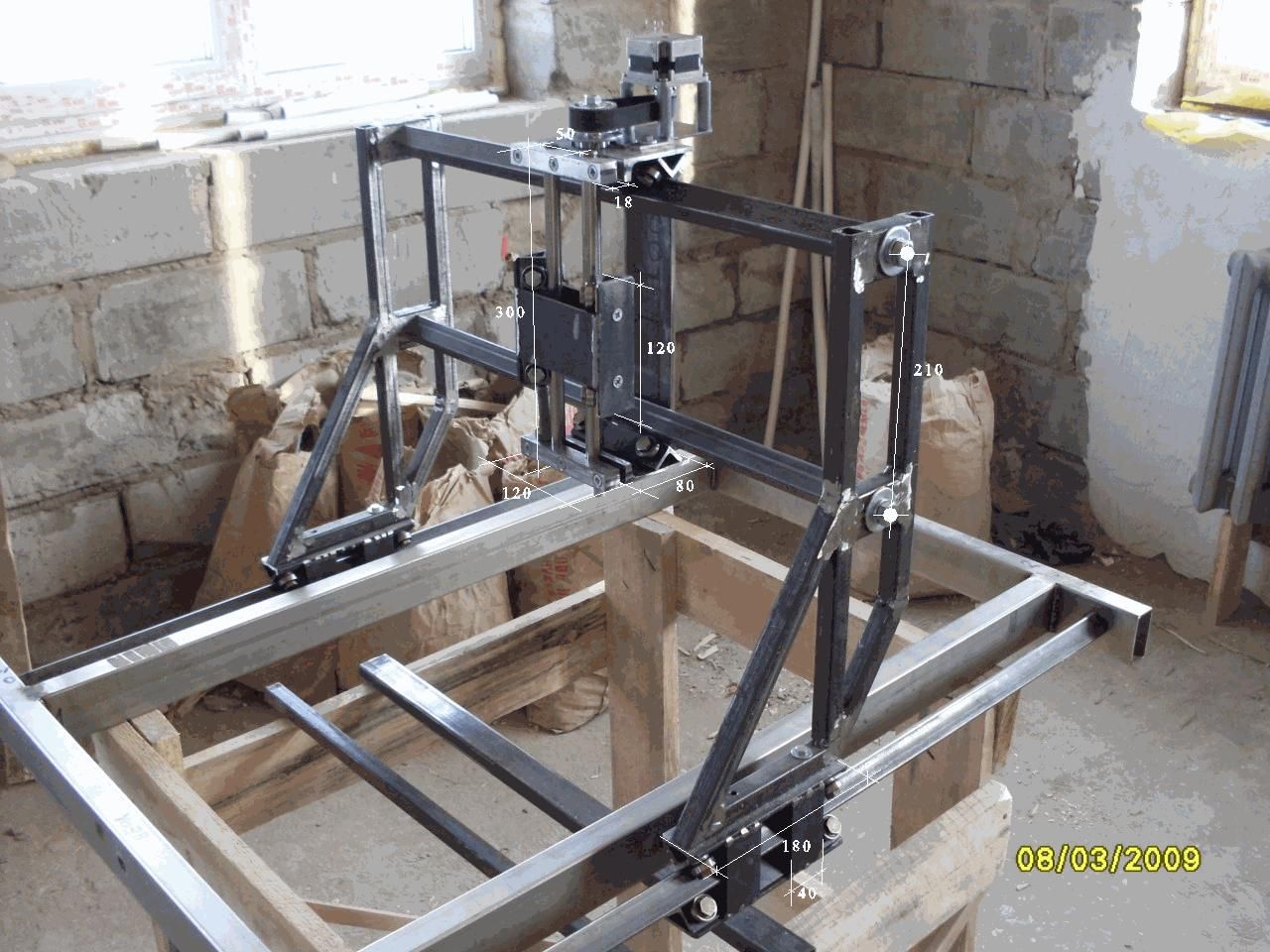
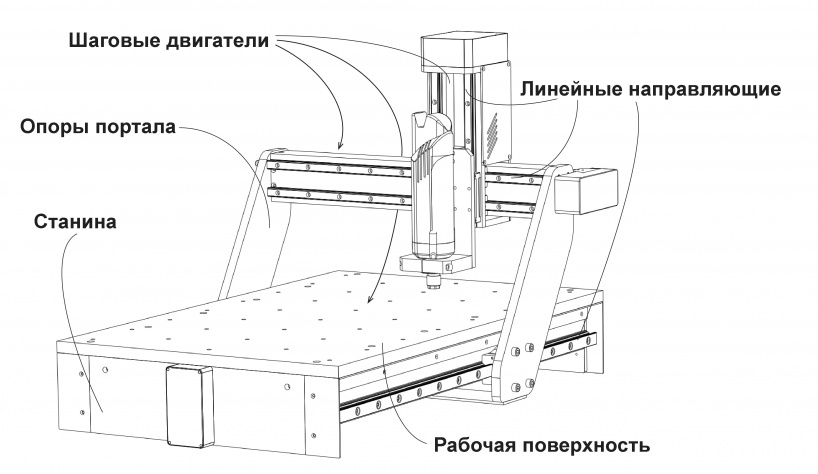
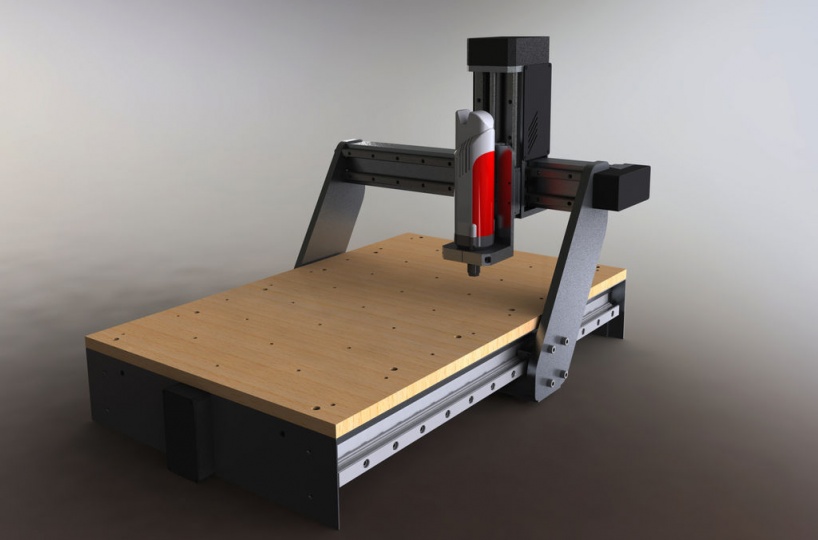
Шаг 2: Станина
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
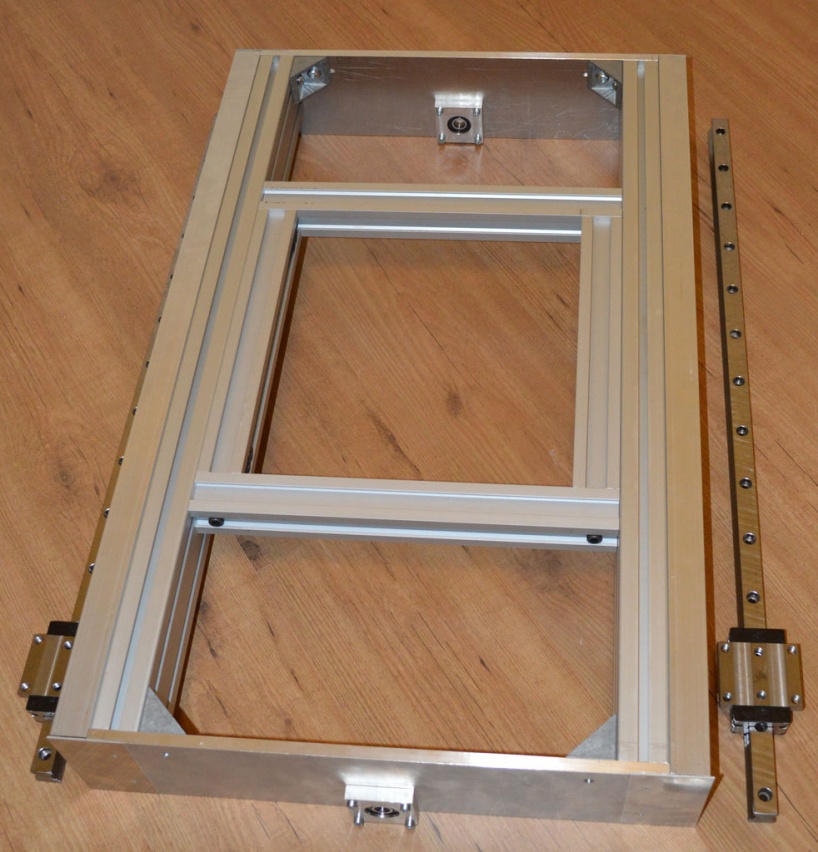
Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал — исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
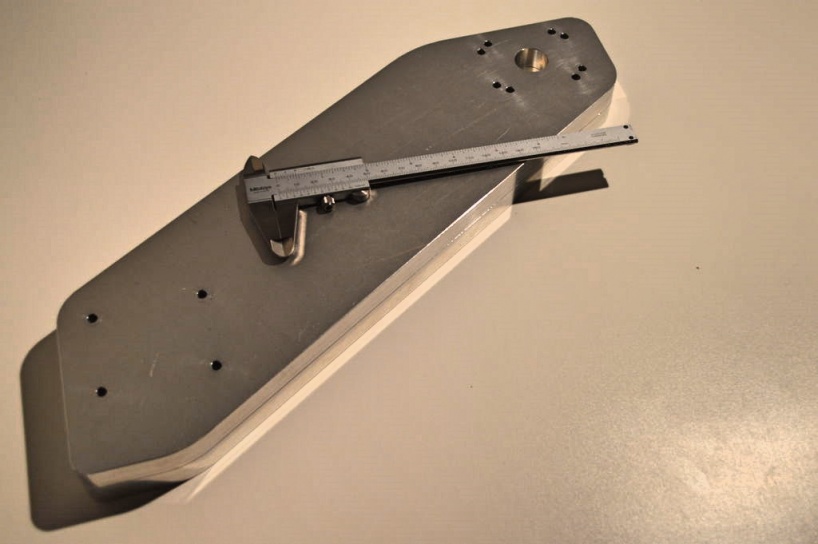
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.

Файлы для скачивания «Шаг 3»
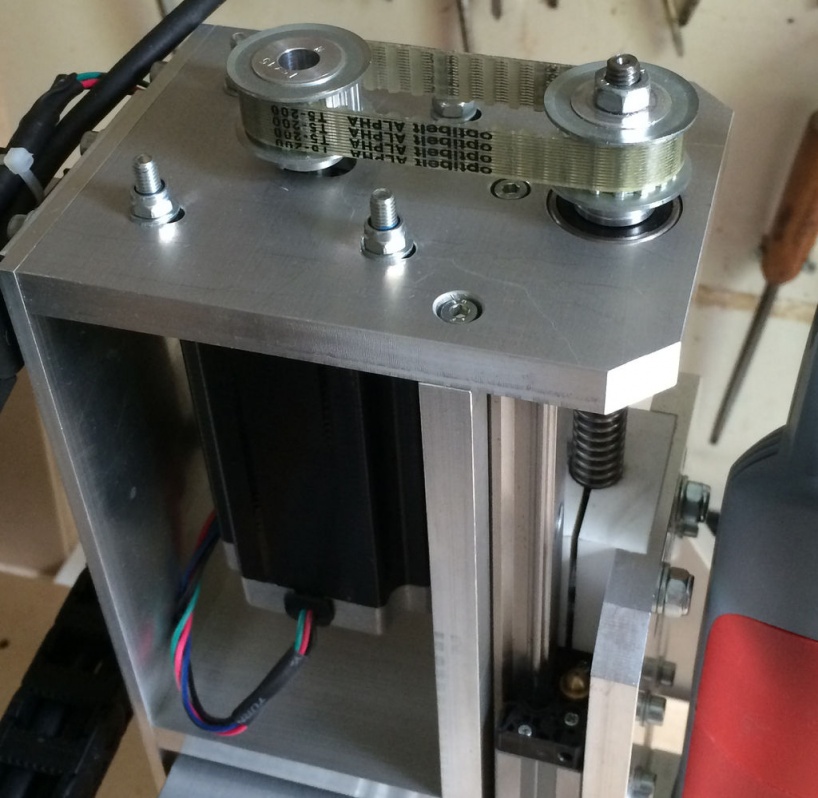
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.

Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант — профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.


Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы

Файлы для скачивания «Шаг 6»
Шаг 7: Рабочая поверхность
Рабочая поверхность — это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
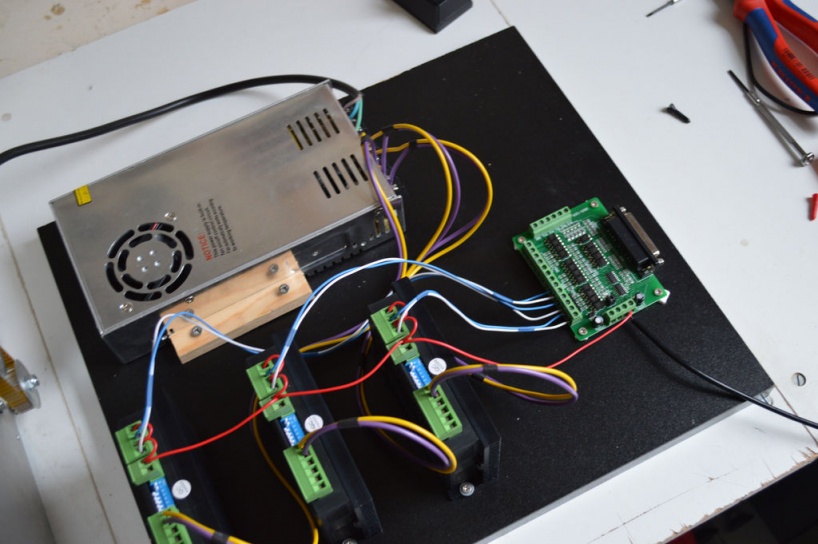
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
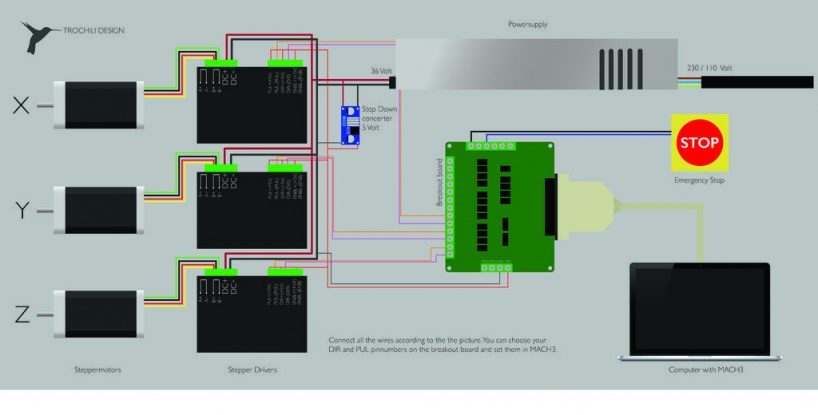
Электрическая схема станка
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.

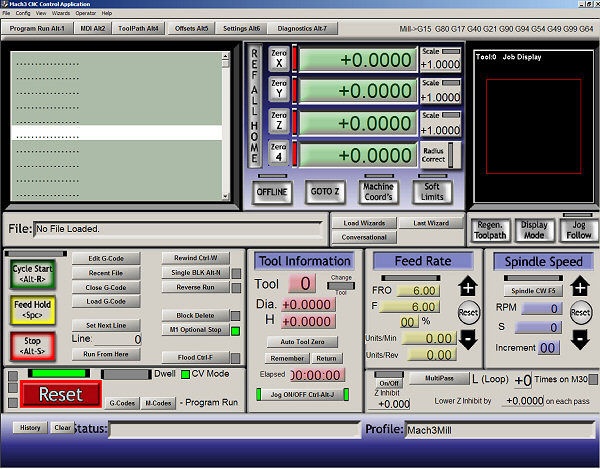
Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACh4. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
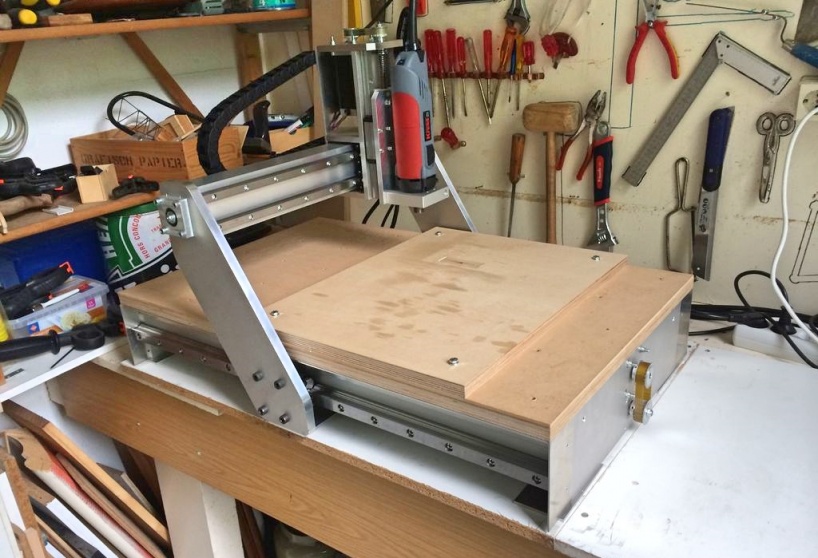
Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.



Послесловие
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в комментариях. Успехов вам в ваших проектах!
www.stankoff.ru
Как собрать станок с ЧПУ своими руками
 В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В этой статье мы рассказываем о том, что построить своими руками фрезерный станок с ЧПУ — выполнимая задача. Подробно описывается весь процесс создания: от проектирования до применения станка.
В первом случае к покупным комплектующим добавлялись самодельные детали, сделанные на токарном станке, во втором проекте автор обошелся готовыми частями, третий — бонус, изготовление функционального стола для станка, совмещенного с полками для хранения материалов и инструментов.
Содержание:
- Заключение и рекомендации
Как сделать самодельный станок с ЧПУ
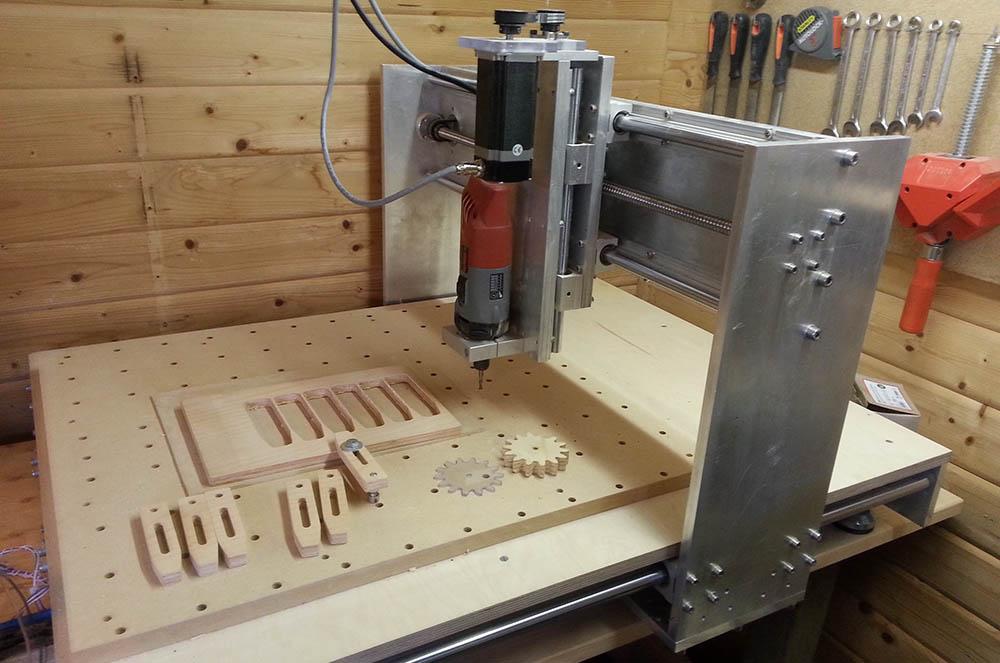
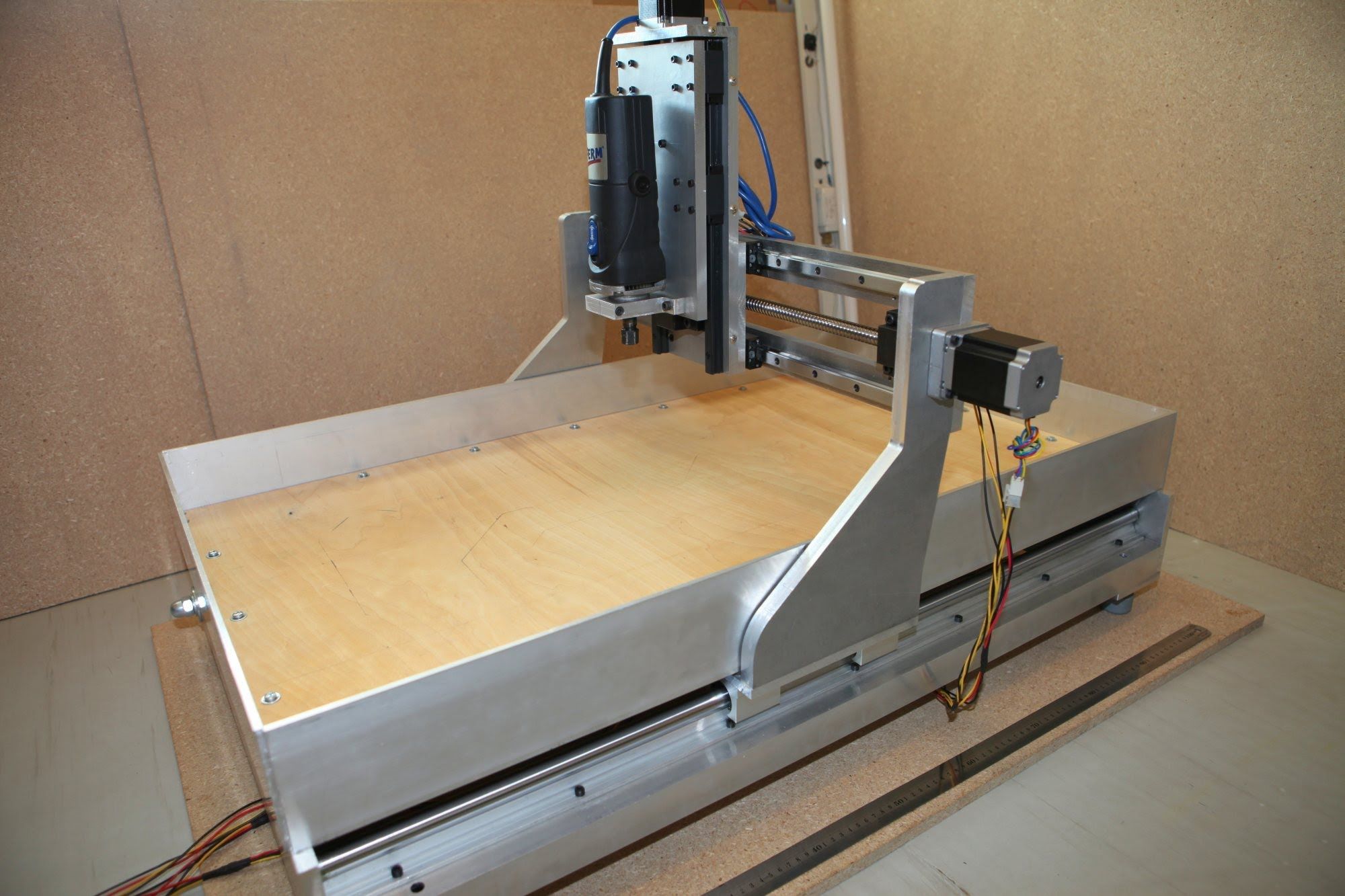
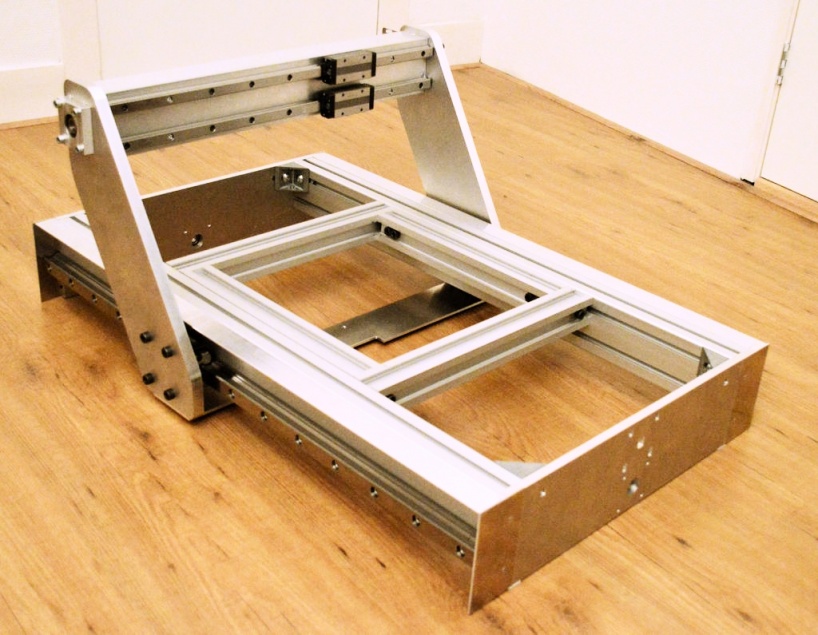
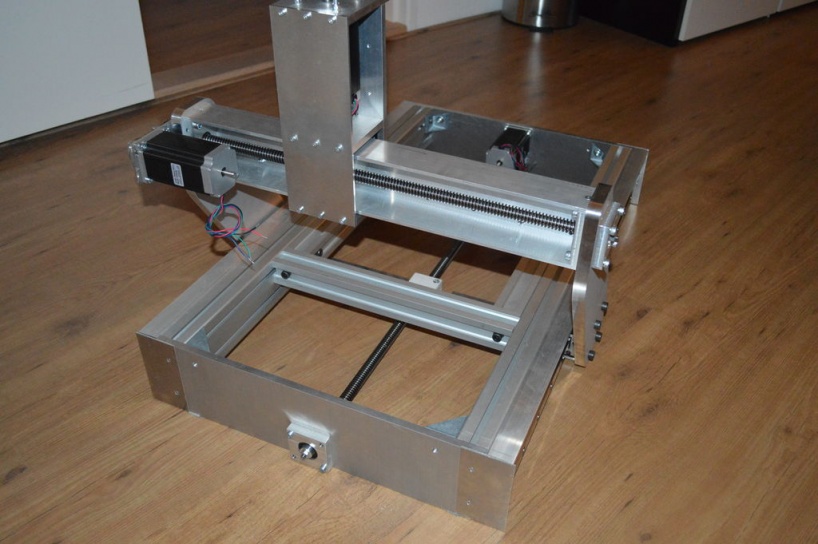
Автор проекта Benne подробно описал весь процесс создания станка с ЧПУ для работы по дереву и другим материалам, начиная с проектирования.
1. Проектирование
Перед постройкой станка нужно как минимум нарисовать эскиз от руки, а лучше выполнить более точный трехмерный рисунок с помощью программы САПР. Автор проекта использовал google sketchup, довольно простую (бесплатную для 30-дневного использования) программу. Для более сложного проекта вы можете выбрать Autocad.

Главная цель рисунка — выяснить необходимые размеры деталей, для заказа их по интернету, и убедиться, что все движущиеся части станка подойдут друг к другу.
Как видите, детальных чертежей с размеченными отверстиями под крепления автор не использовал, намечал отверстия в процессе постройки станка, но такого исходного дизайна оказалось достаточно.
Габаритные размеры станка: 1050 х 840 х 400 мм.
Перемещение по осям: X 730 мм, Y 650 мм, Z 150 мм
Длина направляющих и шариково-винтовой передачи зависит от размера задуманного вами станка.
Когда идет проектирование станка с ЧПУ, есть несколько вопросов, от ответа на которые зависит конечный результат.
Какой тип станка с ЧПУ вы хотите выбрать?
С подвижным столом или с подвижным порталом? Конструкции с подвижным столом часто используются для станков небольшого размера, до 30х30 см. Их легче построить, их можно сделать более жесткими, чем машины с движущимся порталом. Недостаток перемещения стола заключается в том, что при одинаковой зоне резки общая площадь станка получается раза в два больше, чем при использовании конструкции с подвижным порталом. В этом проекте зона обработки около 65×65 см, поэтому был выбран подвижный портал.
Что вы хотите обрабатывать с помощью станка с ЧПУ?
В данном проекте станок предназначался в основном для фанеры, лиственных пород дерева и пластмасс, а также для алюминия.
Из чего будет строиться станок?
Это в основном зависит от материала, который будет на станке обрабатываться. В идеале материал, который используется для изготовления станка, должен быть прочнее материала, который будет обрабатываться на станке или, как минимум, не менее прочным. Поэтому, если вы хотите резать алюминий, станок должен быть собран из алюминия или стали.
Какая длина осей вам нужна?
По первоначальному замыслу станок с ЧПУ должен был обрабатывать фанеру и МДФ, которые в Нидерландах выпускают размером 62 х 121 см. Поэтому для Y расстояние прохода должно быть не менее 620 мм. Длина хода по оси Х равна 730 мм, потому что иначе станок занял бы все пространство комнаты. Поэтому ось X короче, чем длина листа фанеры (1210 мм), но можно обработать половину, затем сдвинуть лист вперед и обработать оставшуюся часть. С помощью такой уловки получается обрабатывать на станке куски куда большие, чем длина оси Х. Для оси Z выбрано 150 мм, чтобы в будущем использовать четвертую ось.
Какой тип линейного движения вы будете использовать?
Существует множество вариантов системы линейного перемещения, от ее выбора во многом зависит качество работы. Поэтому есть смысл потратиться на лучшую систему, которую вы можете себе позволить. Автор проекта решил, что линейные рельсы были лучшим вариантом из тех, на которые ему хватало денег. Если вы строите 3-осевой фрезерный станок с ЧПУ, вам нужно купить комплект, состоящий из трех наборов линейных направляющих и двух линейных подшипников на каждую направляющую.
Какую систему привода подач вы будете использовать для каждой оси?
Основные варианты привода подачи: зубчатые ремни, механизмы реечной передачи и передача винт-гайка. Для самодельных станков с ЧПУ чаще всего используют передачу винт-гайка с использованием шарико-винтовой пары. Гайка крепится к подвижной части машины, винт закреплен с обоих концов. Винт крепится к двигателю. Если двигатели вращается, гайка с прикрепленной к ней движущейся частью машины будет двигаться вдоль винта и приводить машину в движение.
ШВП в данном станке используется для привода осей X и Y. Шарико-винтовые подшипники обеспечивают очень плавный ход, люфт отсутствует, повышается качество и скорость резки.
Для оси Z использован стержень M10 из высококачественной нержавеющей стали с самодельной гайкой из делрина.
Тип двигателя и контроллера
Обычно в самодельных станках с ЧПУ применяются шаговые двигатели. Сервоприводы в основном используются для мощных промышленных станков с ЧПУ, они дороже и требуют более дорогих контроллеров. Здесь использованы шаговые двигатели 3Nm.
Тип шпинделя
В проекте используется стандартный Kress, он имеет хороший 43-мм зажимной фланец, а также встроенный регулятор скорости (но последняя функция есть у большинства шпинделей).
Если вы собираетесь выполнять действительно сложную резку, стоит обратить внимание на шпиндели с водяным охлаждением — они дороже стандартных, зато шумят гораздо меньше, могут работать на низких оборотах без перегрева и с самыми разными материалами.
Затраты
На данный станок с ЧПУ ушло примерно 1500 евро. Готовый фрезерный станок с ЧПУ сходных характеристик стоит намного дороже, так что вы можете сэкономить, создав станок самостоятельно.
2. Комплектующие для создания станка с ЧПУ

Электрооборудование и электроника:
- 3 шаговых двигателя 3 Nm Nema 23;
- 3 драйвера шаговых двигателей DM556 Leadshine;
- блок питания 36 В для станков с ЧПУ;
- интерфейсная плата 5 Axis CNC Breakout Board для управления шаговыми драйверами;
- источник питания 5 В для интерфейсной платы;
- двухпозиционный выключатель On/Off;
- многожильный кабель Shielded 4 Conductor 18 AWG;
- 3 сенсорных концевых выключателя;
- Шпиндель: Kress FME 800 (подойдут также Bosch Colt или Dewalt Compact Router).
По желанию:
- шкафчик/корпус для электрооборудования;
- подвижный пластиковый кабель-канал;
- 4-контактные кабельные вилки.
Механические части:
- линейные направляющие: для X — SBR 20 для Y и Z — SBR 16;
- шарико-винтовая пара (ШВП) для X и Y — диаметром 16 мм, шаг 5 мм4
- в качестве передаточного винта для оси Z: стальной штырь с резьбой M10 с самодельной гайкой из делрина;
- алюминиевый профиль: 30х60 мм, нарезанный на куски длиной 100 мм;
- алюминиевая пластина 15 мм толщиной;
- мощные антивибрационные выравнивающие ножки.
Программы:
- CAD/CAM-программа CamBam;
- программа для управления станком с ЧПУ Mach4
Станок в основном построен из алюминиевых пластин толщиной 15 мм и алюминиевых профилей 30×60 мм. Работы выполнялись с применением сверлильного и токарного станков. Пластины и профили заказывались нарезанными по размеру.
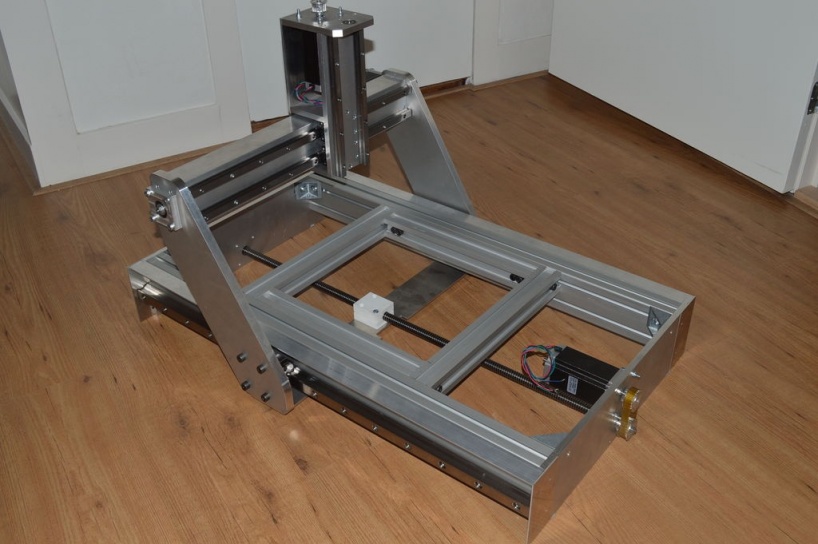
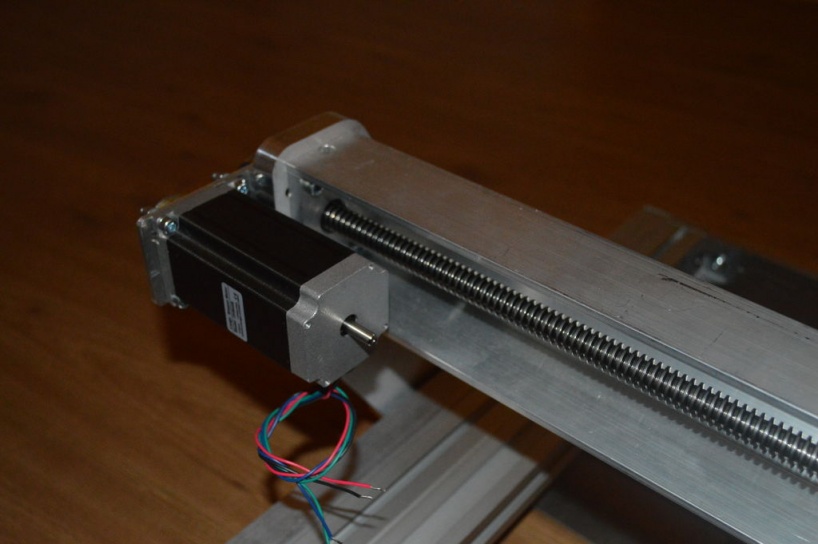
3. Ось Х

Базовая рама сделана из 4 отрезков алюминиевого профиля сечением 30х60 мм и двух боковых панелей толщиной 15 мм. В конце профилей есть по два отверстия диаметром 6,8 мм, с помощью метчика внутри отверстий выполнена резьба М8.

Нарезка резьбы в торцах алюминиевого профиля
Чтобы отверстия на концевых панелях совпадали, при сверлении обе пластины зажимались вместе. Посередине каждой пластины просверлено по 4 отверстия, чтобы установить подшипниковые опоры, и четыре дополнительных отверстия в одной из боковых пластин для крепления двигателя.
Их кусочков алюминия (50х50х20) сделаны 4 блока, чтобы прикрепить выравнивающие ножки. Блоки прикручены к наружным профилям четырьмя болтами М5 с мебельными t-гайками.

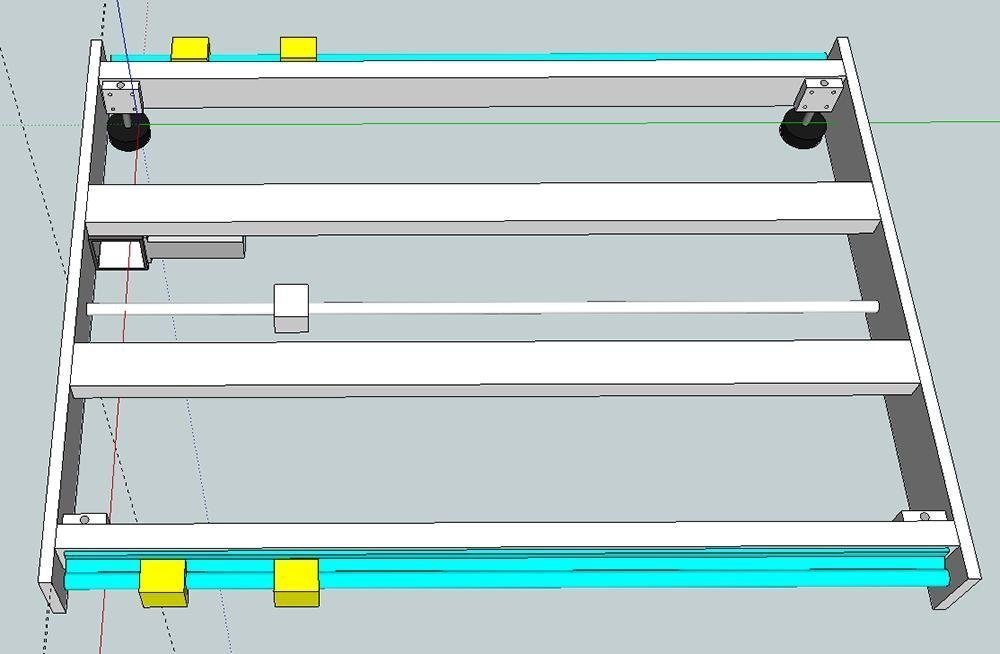
Линейные направляющие подходят непосредственно к алюминиевым профилям. Для оси X использовались рельсы диаметром 20 мм. Предварительно просверленные в основании линейных направляющих отверстия точно совпадают с пазами в алюминиевых профилях. Для установки использованы болты М5 и мебельные t-гайки.
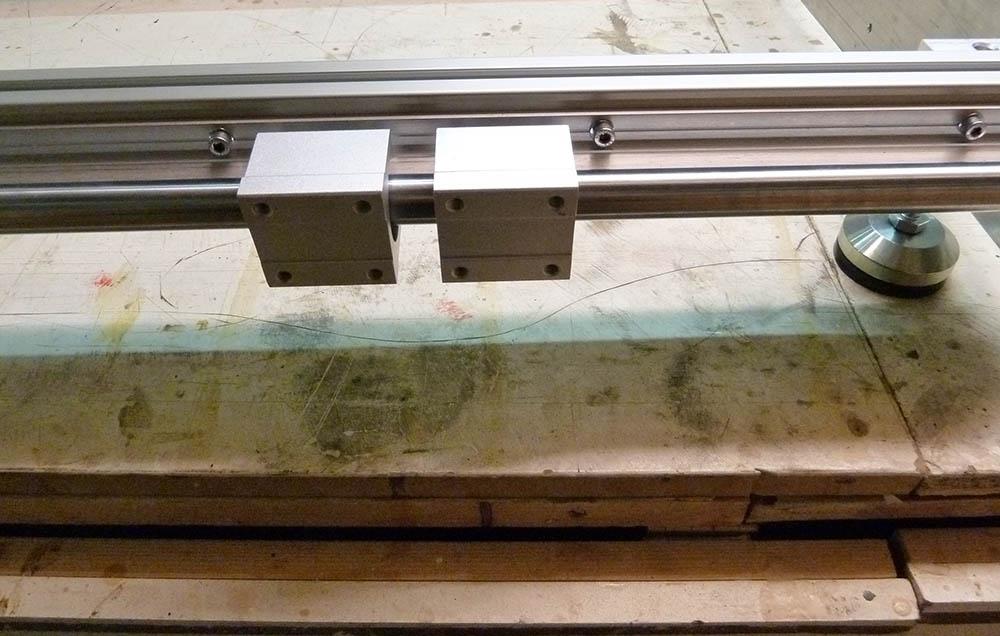
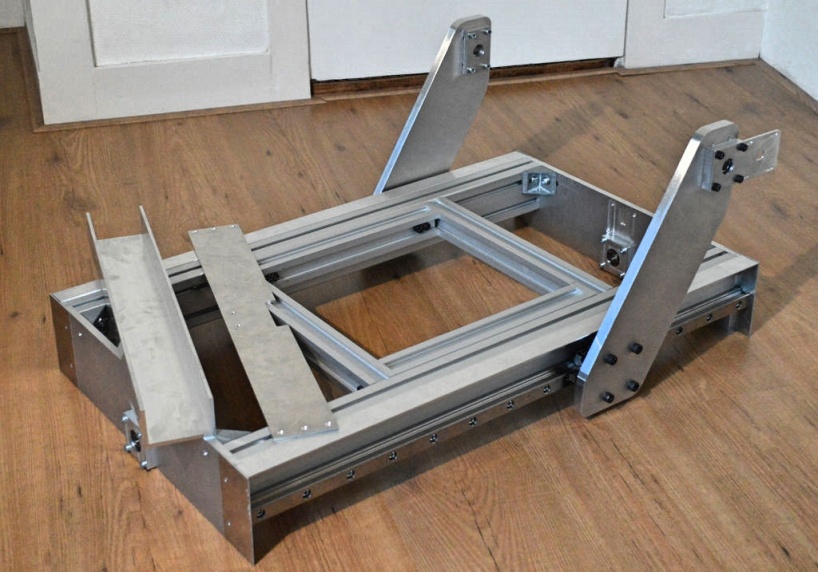
4. Боковые пластины портала

Боковые пластины портала почти одинаковы, но в одной из них просверлены четыре дополнительных отверстия для крепления мотора. Весь портал изготовлен из алюминиевых пластин толщиной 15 мм. Чтобы отверстия оказались точно в нужном месте, в тщательно отмеченных местах слесарным кернером были пробиты углубления, и по этим меткам просверлены отверстия на сверлильном станке, сначала сверлом меньшего диаметра, затем — нужного.
Из-за того, как спроектирован портал, пришлось сверлить отверстия в торцах боковых пластин и делать в отверстиях резьбу М8.
5. Сборка портала

Портал собран и установлен
Остальная часть портала выполнена так же, как и боковые части. Самым сложным было правильно выровнять линейные рельсы, которые должны были совпасть с краем пластины. При маркировке точного расположения отверстий автор прижал два куска алюминиевых профилей к боковым сторонам пластины, чтобы выровнять направляющие. В просверленных отверстиях нарезана резьба М5. При креплении направляющих к порталу необходимо убедиться, что расстояние между направляющими по всей длине одинаково, направляющие должны быть параллельны.

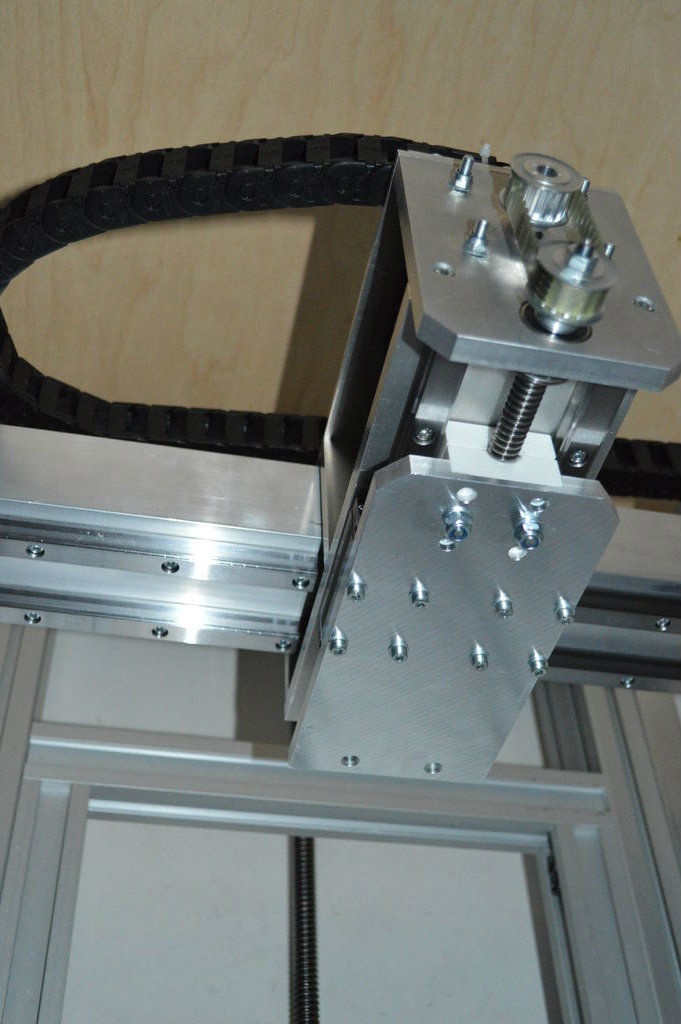
Линейные подшипники прикреплены к боковой стенке портала.
Несколько угловых скоб придают дополнительную жесткость конструкции.
В пластине на нижней части портала просверлено 6 отверстий, чтобы прикрепить ее к боковым пластинам. В середине пришлось просверлить два отверстия для крепления держателя гайки.
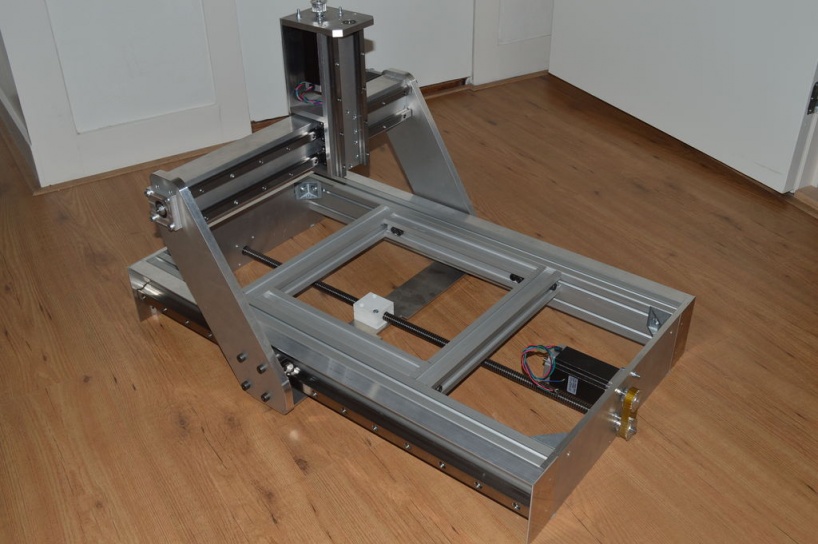
6. Каретка оси Y
Каретка оси Y состоит из одной пластины, к которой прикреплены линейные подшипники. Сверлить отверстия было довольно просто, но требовалась высокая точность. К этой пластине прикреплены подшипники как для оси Y, так и для оси Z. Поскольку линейные подшипники расположены близко друг к другу, даже малейшее смещение вызывает их заедание. Каретка должна легко скользить с одной стороны на другую. Рельсы и подшипники необходимо отрегулировать. Для выравнивания применялись высокоточные цифровые приборы. Когда было сделано крепление гайки привода для оси Y, потребовалось просверлить два дополнительных отверстия в пластине, чтобы прикрепить ее.
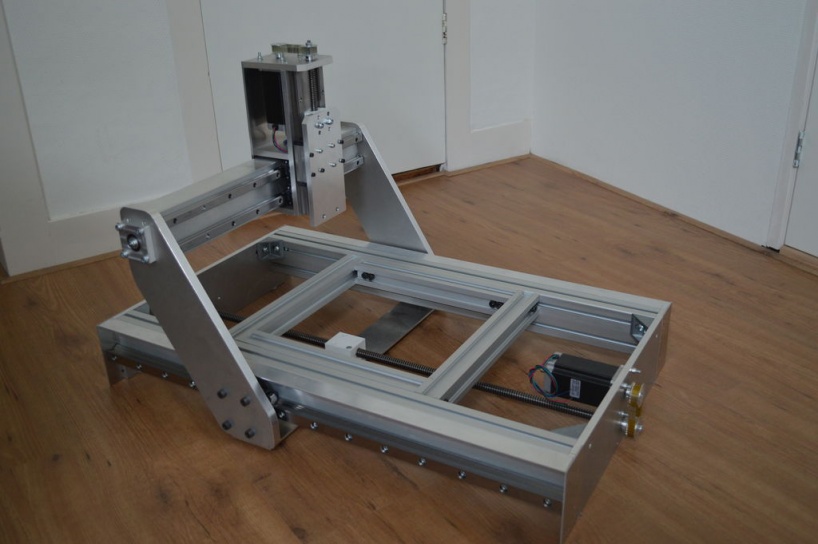
7. Ось Z
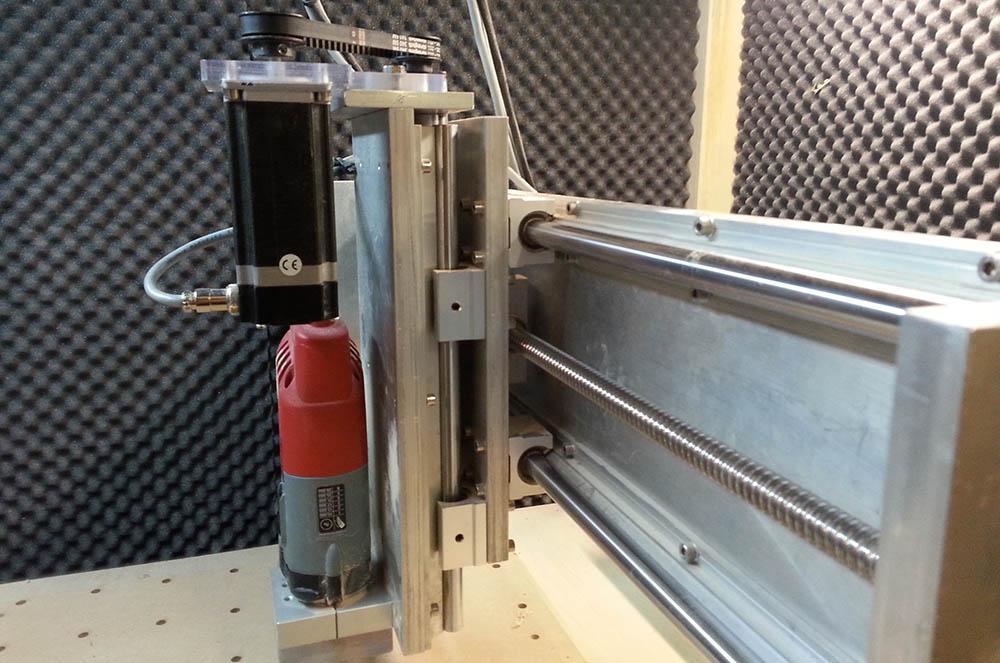
Линейные направляющие (рельсы) оси Z прикрепляются к подвижной части узла оси Z. Рельсы нужно было сместить на несколько миллиметров от края пластины. Для их выравнивания два куска пластика нужной толщины использовались в качестве прокладок. Было точно известно, что края алюминиевой пластины параллельны, поэтому между алюминиевыми бортиками, прикрепленными к краю пластины, и рельсами автор вставил куски пластика, отодвинув рельсы на нужное одинаковое расстояние, затем наметил места отверстий, просверлил их и нарезал внутреннюю резьбу.
Чтобы установить верхнюю пластину на узел оси Z, просверлены три отверстия в конце монтажной пластины. Не получилось прикрепить шаговый двигатель непосредственно к пластине, так что пришлось сделать отдельное крепление для двигателя из пластика (см. пункт 12).
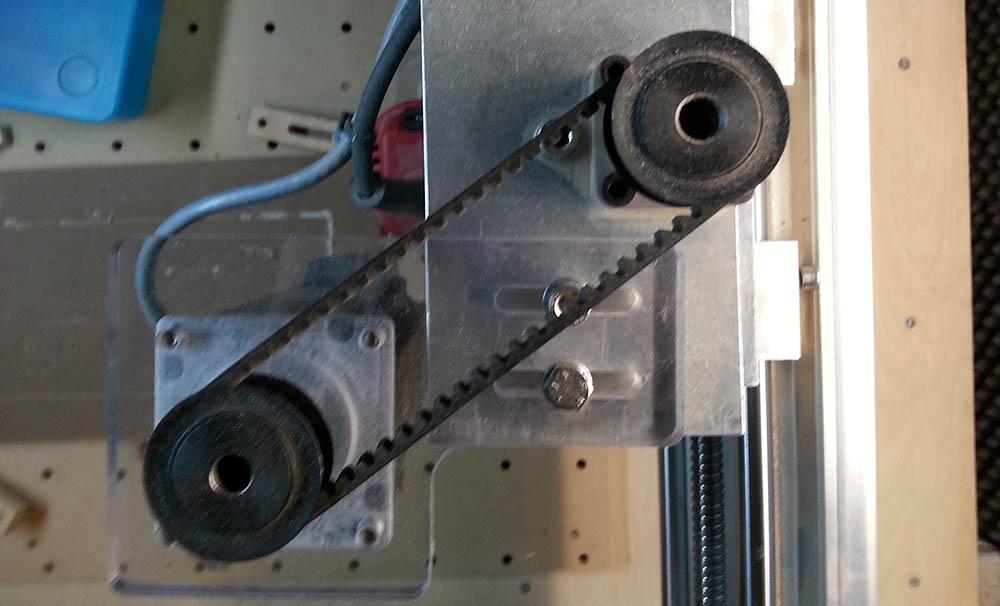
Из того же пластика сделаны два блока корпусов подшипников. Приводной винт представляет собой стальной стержень с резьбой M10. Шкив для зубчатого ремня просверлен, нарезана резьба М10, и он просто прикручен к верхней части приводного винта. Он удерживается на месте тремя установочными винтами. Приводная гайка из делрина крепится к каретке оси Y.

Приводная гайка из делрина крепится к каретке оси Y.
top3dshop.ru
Схема ЧПУ станка – Применяется интерфейсная плата ЧПУ
Схема подключения ЧПУ
Когда я решил делать домашний ЧПУ станок, мне понадобилась схема ЧПУ станка. Но в интернете я не нашёл схемы станков ЧПУ. Так как к моему сожалению, всё что я находил было фрагментировано. Потому что информация была не полная. Поэтому на страницах своего сайта я буду выкладывать всё, что я сделал. Так что можно будет без проблем сделать обычный станок на три оси. Возможно и вы искали описание как сделать ЧПУ станок своими руками
Я нарисовал и конечно проверил работу схемы чпу. Так как в силу своих привычек и специальности я привык к работе по схемам. Схема ЧПУ станка особо ничем не выделяется. Но есть некоторые особенности. Возможно кто то уже делал так и до меня. Но я ничего не находил в интернете.

Принципиальная схема ЧПУ. Описание.
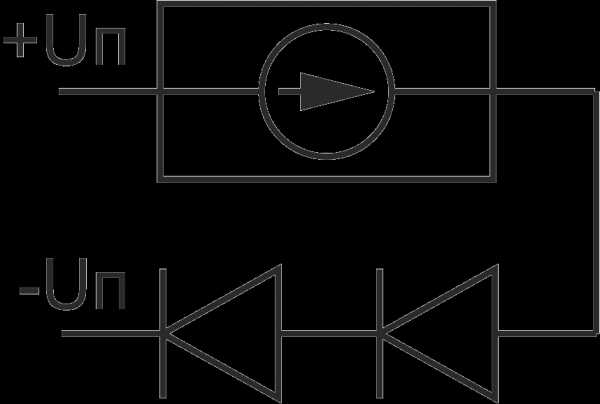
Приступим к описанию схема ЧПУ станка. Если лень читать, то посмотрите видео на канале железкин электроника ЧПУ станка.Схема.В схеме для управления станком с ЧПУ используется интерфейсная плата ЧПУ синего цвета. Но возможно применение и другой подобной этой плате. Так как практически все они одинаковые. Возможно, и даже лучше если вы найдёте плату без оптронов на выходе. То есть выхода платы для подключения драйверов без оптронов. Потому что как раз вот эта развязка и влияете на пропуск шагов. Но вы учтите, что вход LPT порта должен быть развязан с компьютером через оптроны.
Я использовал в своём станке драйвера шагового двигателя TB6600. Потому что это не дорогие и не плохие драйвера. Лучше конечно поискать что то другое. Но на тот момент я не имел достаточно средств.
На схеме я всё понятно нарисовал как подключать драйвера. Поэтому на этом не будем останавливаться. В качестве блоков питания я использовал уже готовые источники. Но приведённые на схеме блоки питания вполне работоспособны. Источники 5 вольт и 12 вольт должны длительное время держать токи 1 ампер и 500 ма соответственно. Для питания шаговых двигателей не менее трёх ампер. Лучше посмотрите параметры на свои шаговые двигатели. Внимание! Минусовые провода +5 в и +12 не соединять вместе. Так как они должны быть гальванически развязаны. +5 это питание микросхем платы. А +12 вольт необходимо для питания оптронов на входной колодке и ШИМ. К которой подключаются концевики и другие входные устройства.
Подключение частотника к плате не требует объяснения. Так как всё понятно из схемы. Но учтите, что все частотные преобразователи разные и перед подключением посмотрите паспорт. По оси Y я использую два шаговых двигателя. Но подключил я оба двигателя к одному драйверу. Смотрите схему, на которой все цвета соответствуют подключению.
Подключение концевых выключателей ЧПУ
Ну вот я и подошёл к главному, что требует объяснения. Левая колодка служит для входных сигналов. Как вы видите, концевые выключатели ЧПУ и выключатели баз подключены к разным клеммам. Но все они имеют последовательное соединение. Особенностью являются параллельное соединение базовых выключателей по оси Y. На канале железкин я выложил видео Подключение концевых выключателей чпу
Так как по оси Y я использую двигатель Nema 17 два штуки, возможно нарушение синхронизации. Для этого я и поставил два концевых выключателя ЧПУ. Один концевой с левой стороны. Второй концевой с правой стороны. При нажатии на кнопку возврат в базы, ось Y остановится только когда будут разомкнуты оба выключателя. Если есть нарушение синхронизации, то левый и правый ШВП поставят ось Y в своё начальное положение не сразу. Сначала подойдёт одна из сторон, а потом другая. Так вот, пока отстающая сторона не достигнет своего положения, нажатия на концевой не будет. А будет продолжение движения до нажатия на концевые выключатели ЧПУ. Таким образом устраняется нарушение синхронизации.
Подключение концевых выключателей ЧПУ осуществляется к контакту Р 13 платы. Как и базовые они соединены последовательно. Но к контакту Р 13 я подключил ещё и кнопку, которую назвал «откат». Для чего она нужна? Потому что при работе станка возможны выходы за границы рабочего поля. Так как в таких случаях невозможно будет вывести ось в рабочее положение из за нажатого концевого выключателя. Поэтому придётся сначала освободить концевой от нажатия. Это возможно сделать разными способами. Но всё это долго и не очень удобно. Вот поэтому я и поставил такую кнопку.
Заключение.
Кнопку я подключил параллельно с концевыми. При выходе оси за пределы достаточно нажать на кнопку, и не отпуская её вывести ось в рабочее положение. Другими словами кнопка при нажатии шунтирует работу концевых Остальное я думаю не требует пояснений. В настройках программы я сконфигурировал концевые и базы таким образом. При нажатии на кнопку принять базы, концевые подключенные к Р 11 работают как базовые. Но при выполнении программы эти же концевые ЧПУ будут выполнять функцию аварийных концевых. По настройке программы можно почитать в моей статье, а также на канале Железкин в ютуб есть видео схема ЧПУ станка. А так же много по чпу и другим самоделкам.
Ответ на комментарий Евгения.
Подключение индуктивного датчика к контроллеру
У Вас нормально разомкнутые датчики, поэтому надо подключить индуктивный датчик к разным входам на плате. Потому что входов на плате мало, поэтому сделайте подключение к разным контактам только базовых. Но помните,что они же будут концевыми по этим осям (x+ y+ z+) . Подключение концевых выключателей по x—,z—,y— сделайте последовательно и подключите к одному пину.
На каждом индуктивном датчике поставьте сопротивление по 1к-2.7к, между проводами чёрного цвета и синего.Концевые по минусу движения осей соедините последовательно, как на схеме ниже.
 схема подключения индуктивного датчика
схема подключения индуктивного датчикакоричневый плюс (+),синий GND,чёрный сигнальный
Например вариант конфигурации:
X Home 11,он же концевик по x+. провод чёрный
Z Home 12,он же концевик по z+. провод чёрный
Y Home 13,он же концевик по y+. провод чёрный
x—,z—,y— к контакту 15,соединение трёх датчиков последовательное. Как на схеме выше.
Какие настройки сделать в мач3
Синий GND подключите к контакту GND на интерфейсной плате, но именно на колодке входных сигналов. Коричневый плюс (+) подключите к контакту +12-24 на интерфейсной плате.В меню настройка (mach4) (Config) выберите порты и контакты (ports and pins). Нажмите на кнопку входящие сигналы (input signals) и Вы попадёте в настройки концевых и баз. В первом столбике Enabled поставьте галочки напротив.
X Home
Z Home
Y Home
x++
z++
y++
x—
z—
y—
В столбике Pin Number укажите номера контактов к которым подключите датчики.
X Home 11
Z Home 12
Y Home 13
X Home 11
Z Home 12
Y Home 13
x++ 11
z++ 12
y++ 13
x— 15
z— 15
y— 15
В столбике Active Low поставьте галочки напротив выбранных контактов.
11,12,13 для Home x.y.z.
11,12,13 для x++.z++.y++
15 для x—,z—,y—
Посмотрите видео подключение концевых выключателей на канале Железкин и поймёте суть. Наверное сделаю видео mach4 настройка датчиков.
Евгений спасибо за комментарий, это поможет мне устранить недоработки, допущенные мной. Я к станку не подключал индуктивный датчик, но думаю что я не допустил ошибки.Указывайте на ошибки, я тоже не эксперт.
Задавайте вопросы и я буду устранять недоработки в видео и на сайте.
Скачать схему можно по ссылке с Яндекс диск
worksam.ru
Большой портальный фрезерный станок с ЧПУ своими руками / Habr
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.
Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
Очевидно, что некоторые из вас, зададутся вопросом о том – «Почему бы не использовать в качестве механизма передающего движения зубчатую рейку?». Ответ достаточно прост: ШВП обеспечит точность позиционирования, большую двигающую силу, и соответственно меньший момент на валу двигателя (это то, что я с ходу вспомнил). Но есть и минусы – более низкая скорость перемещения и если брать винты нормального качества, то соответственно и цена.
Кстати, мы взяли ШВП винты и гайки фирмы TBI, достаточно бюджетный вариант, но и качество соответствующее, так как из взятых 9 метров винта, пришлось выкинуть 3 метра, ввиду несоответствия геометрических размеров, ни одна из гаек просто не накрутилась…
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Электрическая схема станка довольно проста, шаговые двигатели подключаются к драйверам, те в свою очередь подключается к интерфейсной плате, она же соединяется через параллельный порт LPT с персональным компьютером. Драйверов использовал 4 штуки, соответственно по одной штуке на каждый из двигателей. Все драйвера поставил одинаковые, для упрощения монтажа и подключения, с максимальным током 4А и напряжением 50В. В качестве интерфейсной платы для станков с ЧПУ использовал относительно бюджетный вариант, от отечественного производителя, как указанно на сайте лучший вариант. Но подтверждать или опровергать это не буду, плата проста в своем применении и самое главное, что она работает. В своих прошлых проектах применял платы от китайских производителей, они тоже работают, и по своей периферии мало отличаются, от использованной мной в этом проекте. Заметил во всех этих платах, один может и не существенный, но минус, на них можно всего лишь установить до 3-х концевых выключателя, но на каждую ось требуется как минимум по два таких выключателя. Или я просто не разобрался? Если у нас 3-х осевой станок, то соответственно нам надо установить концевые выключатели в нулевых координатах станка (это еще называется «домашнее положение») и в самых крайних координатах чтобы в случае сбоя или не хватки рабочего поля, та или иная ось просто не вышла из строя (попросту не сломалась). В моей схеме использовано: 3 концевых без контактных индуктивных датчика и аварийная кнопка «Е-СТОП» в виде грибка. Силовая часть запитана от двух импульсных источников питания на 48В. и 8А. Шпиндель с водяным охлаждением на 2,2кВт, соответственно включенный через частотный преобразователь. Обороты устанавливаются с персонального компьютера, так как частотный преобразователь подключен через интерфейсную плату. Обороты регулируются с изменения напряжения (0-10 вольт) на соответствующем выводе частотного преобразователя.
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach4. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach4, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGh35-CA, 12 шт.
Рельс HGh35, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
habr.com
Строим самодельный ЧПУ фрезерный станок: пошаговая инструкция
ФрезерныйСамодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Итак, вы решили построить самодельный ЧПУ фрезерный станок или, может быть, вы просто над этим только задумываетесь и не знаете с чего начать? Есть много преимуществ в наличии машины с ЧПУ. Домашние станки могут производить фрезерование и резать практически все материалы. Будь вы любитель или мастер, это открывает большие горизонты для творчества. Тот факт, что один из станков может оказаться в вашей мастерской, еще более соблазнителен.
Есть много причин, по которым люди хотят построить собственный фрезерный станок ЧПУ своими руками. Как правило, это происходит потому, что мы просто не можем позволить себе купить его в магазине или от производителя, и в этом нет ничего удивительного, ведь цена на них немаленькая. Или же вы можете быть похожи на меня и получать массу удовольствия от собственной работы и создания чего-то уникального. Вы можете просто заниматься этим для получения опыта в машиностроении.
Личный опыт
Когда я впервые начал разрабатывать, продумывать и делать первый ЧПУ фрезер своими руками, на создание проекта ушел примерно один день. Затем, когда начал покупать части, я провел небольшое исследование. И нашел кое-какие сведения в различных источниках и форумах, что привело к появлению новых вопросов:
- Мне действительно нужны шарико-винтовые пары, или обычные шпильки и гайки будут работать вполне нормально?
- Какой линейный подшипник лучше, и могу ли я его себе позволить?
- Двигатель с какими параметрами мне нужен, и лучше использовать шаговик или сервопривод?
- Деформируется ли материал корпуса слишком сильно при большом размере станка?
- И т.п.

К счастью, на некоторые из вопросов я смог ответить благодаря своей инженерно-технической базе, оставшейся после учебы. Тем не менее, многие из проблем, с которыми я бы столкнулся, не могли быть рассчитаны. Мне просто нужен был кто-то с практическим опытом и информацией по этому вопросу.
Конечно, я получил много ответов на свои вопросы от разных людей, многие из которых противоречили друг другу. Тогда мне пришлось продолжить исследования, чтобы выяснить, какие ответы стоящие, а какие – мусор.
Каждый раз, когда у меня возникал вопрос, ответ на который я не знал, мне приходилось повторять тот же процесс. По большему счету это связано с тем, что у меня был ограниченный бюджет и хотелось взять лучшее из того, что можно купить за мои деньги. Такая же ситуация у многих людей, создающих самодельный фрезерный станок с ЧПУ.

Комплекты и наборы для сборки фрезеров с ЧПУ своими руками
Да, есть доступные комплекты станков для ручной сборки, но я еще не видел ни одного, который можно было бы подстроить под определенные нужды.
Также нет возможности вносить изменения в конструкцию и тип станка, а ведь их много, и откуда вы знаете, какой из них подойдет именно вам? Независимо от того, насколько хороша инструкция, если конструкция продумана плохо, то и конечная машина будет плохой.
Вот почему вам нужно быть осведомленным относительно того, что вы строите и понимать какую роль играет каждая деталь!

Руководство
Это руководство нацелено на то, чтобы не дать вам совершить те же ошибки, на которые я потратил свое драгоценное время и деньги.
Мы рассмотрим все компоненты вплоть до болтов, глядя на преимущества и недостатки каждого типа каждой детали. Я расскажу о каждом аспекте проектирования и покажу, как создать ЧПУ фрезерный станок своими руками. Проведу вас через механику к программному обеспечению и всему промежуточному.
Имейте в виду, что самодельные чертежи станков с ЧПУ предлагают немного способов решения некоторых проблем. Это часто приводит к «неаккуратной» конструкции или неудовлетворительному функционированию машины. Вот почему я предлагаю вам сначала прочитать это руководство.

ДАВАЙТЕ НАЧНЕМ
ШАГ 1: Ключевые конструктивные решения
В первую очередь необходимо рассмотреть следующие вопросы:
- Определение подходящей конструкции конкретно для вас (например, если будете делать станок по дереву своими руками).
- Требуемая площадь обработки.
- Доступность рабочего пространства.
- Материалы.
- Допуски.
- Методы конструирования.
- Доступные инструменты.
- Бюджет.

ШАГ 2: Основание и ось X-оси
Тут рассматриваются следующие вопросы:
- Проектирование и построение основной базы или основания оси X.
- Разбивка различных конструкций на элементы.
- Жестко закрепленные детали.
- Частично закрепленные детали и др.

ШАГ 3: Проектирование козловой оси Y
В этом пункте рассматриваются следующие вопросы:
- Проектирование и строительство портальной оси Y.
- Разбивка различных конструкций на элементы.
- Силы и моменты на портале и др.

ШАГ 4: Схема сборки оси Z
Здесь рассматриваются следующие вопросы:
- Проектирование и сборка сборки оси Z.
- Силы и моменты на оси Z.
- Линейные рельсы / направляющие и расстояние между подшипниками.
- Выбор кабель-канала.

ШАГ 5: Линейная система движения
В этом пункте рассматриваются следующие вопросы:
- Подробное изучение систем линейного движения.
- Выбор правильной системы конкретно для вашего станка.
- Проектирование и строительство собственных направляющих при малом бюджете.
- Линейный вал и втулки или рельсы и блоки?

ШАГ 6: Компоненты механического привода
В этом пункте рассматриваются следующие аспекты:
- Детальный обзор частей привода.
- Выбор подходящих компонентов для вашего типа станка.
- Шаговые или серводвигатели.
- Винты и шарико-винтовые пары.
- Приводные гайки.
- Радиальные и упорные подшипники.
- Муфта и крепление двигателя.
- Прямой привод или редуктор.
- Стойки и шестерни.
- Калибровка винтов относительно двигателей.

ШАГ 7: Выбор двигателей
В этом шаге необходимо рассмотреть:
- Подробный обзор двигателей с ЧПУ.
- Типы двигателей с ЧПУ.
- Как работают шаговые двигатели.
- Типы шаговых двигателей.
- Как работают сервомоторы.
- Типы серводвигателей.
- Стандарты NEMA.
- Выбор правильного типа двигателя для вашего проекта.
- Измерение параметров мотора.

ШАГ 8: Конструкция режущего стола
В этом шаге рассматриваются следующие вопросы:
- Проектирование и строительство собственных столов при малом бюджете.
- Перфорированный режущий слой.
- Вакуумный стол.
- Обзор конструкций режущего стола.
- Стол можно вырезать при помощи фрезерного станка с ЧПУ по дереву.

ШАГ 9: Параметры шпинделя
В этом шаге рассматриваются следующие вопросы:
- Обзор шпинделей с ЧПУ.
- Типы и функции.
- Ценообразование и затраты.
- Варианты монтажа и охлаждения.
- Системы охлаждения.
- Создание собственного шпинделя.
- Расчет нагрузки стружки и силы резания.
- Нахождение оптимальной скорости подачи.

ШАГ 10: Электроника
В этом пункте рассматриваются следующие вопросы:
- Панель управления.
- Электропроводка и предохранители.
- Кнопки и переключатели.
- Круги MPG и Jog.
- Источники питания.

ШАГ 11: Параметры контроллера Программного Управления
В этом шаге рассматриваются следующие вопросы:
- Обзор контроллера ЧПУ.
- Выбор контроллера.
- Доступные опции.
- Системы с замкнутым контуром и разомкнутым контуром.
- Контроллеры по доступной цене.
- Создание собственного контроллера с нуля.

ШАГ 12. Выбор программного обеспечения
В этом пункте рассматриваются следующие вопросы:
- Обзор программного обеспечения, связанного с ЧПУ.
- Подбор программного обеспечения.
- Программное обеспечение CAM.
- Программное обеспечение САПР.
- Програмное обеспечение NC Controller.
——————————————————————————————————————————————————–
vseochpu.ru
Самодельный ЧПУ станок. – своими руками Станок с ЧПУ
Самодельный чпу станок.Конструкция оси Y.
Самодельный чпу станок я сделал из профильных труб 80х40. Схема чпу станка тоже сделана мной. Можно посмотреть видео на канале железкин.Таким образом я достиг большей жёсткости портала Х. Конструкция по оси Y не представляет сложности. Потому что я описываю в своей статье весь процесс сборки рамы. Поэтому всё понятно как сделать такой станок буквально на коленке. И так первым делом надо нарезать профиль для чпу по размеру.
 Профиль для рамы
Профиль для рамы
Прикрутить (для того чтобы не повело после сварки) поперечины две штуки (на фото одна), после чего обварить и болт выкрутить.
 Прикрутил поперечины
Прикрутил поперечины
После того как обварен профиль основания, надо поставить два профиля 30х30 сверху и обварить.
 верхние поперечины
верхние поперечиныПосле обваривания верхнего профиля, я вырезал с передней части отрезок. (смотрите на фото ниже). Так я его ставил целиком для того, чтобы профиль был приварен ровно.
 Установить сверху профиль
Установить сверху профильИ после этого я примеряю портал Х на свой самодельный чпу станок. Но перед этим ставлю рельсы для чпу.Так как лишний отрезок профиля вырезал. И теперь ничего не мешает.
Отверстия в профиле я закрываю металлом и обвариваю. Потому что отверстия выглядят не очень красиво. После того как я завершил все сварочные работы, я буду зашлифовывать все сварные швы. Потому что они не красиво выглядят.
Теперь я поставлю подшипники для чпу станка, и винт ШВП 1204.
На фото ниже видно под подшипником KP008 (передняя часть) я установил подкладку. Потому что она нужна для выравнивания подшипников по высоте. Так как высота переднего и заднего подшипника разная.
Я сделал эту подкладку из дюраля толщиной 3 мм. Смотрите фото ниже.
 Подкладка под подшипник.
Подкладка под подшипник.  Чертёж.
Чертёж. Вид на подшипник
Вид на подшипник
 Крупным планом.
Крупным планом.
Соединение с порталом Х
Когда установлены рельсы, можно поставить портал. Корпус гайки ШВП соединяю с порталом Х (на портале отверстия ещё не просверлены) потому что сверлить буду по месту.
 Место соединения корпуса гайки швп с порталом Х.
Место соединения корпуса гайки швп с порталом Х.
Соединение с порталом Х. Я так же привёл чертёж соединительной пластины в статье Портал станка с ЧПУ. (Х)
 Так выглядит соединительная пластина с порталом
Так выглядит соединительная пластина с порталом Размер соединяющего узла с порталом Х
Размер соединяющего узла с порталом ХПосле того как я завершил все работы по соединению портала, можно переходить к другой работе.
Узлы креплений ЧПУ станка.
Для того чтобы работа была последовательной, я перехожу к работе по креплению шаговых двигателей. Так как этот узел имеет важное значение, поэтому я сделал крепёж из стали толщиной 2мм.
 Основы для установки креплений шаговых двигателей.
Основы для установки креплений шаговых двигателей. Левая и правая части одинаковые.
Левая и правая части одинаковые.Я вырезал две стальные заготовки, размер которых указан на чертеже в верхней части. Так как обе части одинаковые, я указал размер только на одну заготовку. И теперь на эти пластины я буду устанавливать крепление для шаговых двигателей. Но можно обойтись и без дополнительного переходного крепления. Потому что я для установки двигателей уже изготовил дополнительное крепление, я и буду его использовать. Потому что оно предусматривает возможность установки двигателей двух типов. Так как моём случае установлены два шаговых двигателя на один драйвер (двигатели Nema 17).
Переходное крепления я сделал из дюраля толщиной 3 мм. Для оси Y я изготовил два таких переходных крепления. Но можно установить такие же крепежи и на другие оси. Смотрите фото ниже текста.
 Крепёж для шаговых по Y
Крепёж для шаговых по Y Задняя часть с установленным креплением.
Задняя часть с установленным креплением.Фото крепление Nema 17
 Крепление двигателя на переходном крепеже
Крепление двигателя на переходном крепежеТеперь снимаю все детали и окрашиваю раму и те детали, которые не покрашены. Потому что потом покрасить будет проблемно. Фото ниже. Сборка фрезерного станка с чпу.
 Покраска станка с чпу
Покраска станка с чпуПосле того как станок я покрасил, начинаю сборку. На фото, которое размещено ниже вы можете посмотреть на мой самодельный чпу станок.
 Предварительная сборка.
Предварительная сборка.Конструкцию стола я привожу в следующей статье. В статье самодельный чпу станок-как сделать стол для станка чпу.
Ножки для станка.
Для конструкции в качестве ножек я буду использовать крышки от зубной пасты. Но вполне возможно использование и других подходящих материалов.
 Ножки станка сделаны из крышек зубной пасты.
Ножки станка сделаны из крышек зубной пасты. Верхняя часть тюбика пасты отрезана.
Верхняя часть тюбика пасты отрезана.В заключении хочу сказать, что если что то не понятно я отвечу на все ваши вопросы. Задавайте свой вопрос в комментариях или пишите в личку. Смотрите видео на канале железкин в Ютуб. Так же там есть видео циклон для пылесоса. Это ажно, иметь пылеудаление ЧПУ. На сайте есть статья как сделать циклон. Можете почитать.
worksam.ru
чертежи, конструкция, самостоятельная сборка, советы
Станки с числовым программным управлением стали прорывом в механической обработке материалов. Благодаря компьютерному управлению токарный станок или фрезер ЧПУ способны выполнять геометрически сложные детали с высокой точностью и повторяемостью. Развитие техники постепенно сделало такие станки доступными не только для промышленных предприятий, но и для домашнего использования. Сегодня, любой умелец может приобрести или изготовить своими руками фрезер с ЧПУ и использовать его в различных проектах.
Область применения
Фрезерные станки применяются для сложной обработки деталей по трем координатам. Среди простейших видов фрезеровки: процесс гравировки и вырезание деталей из листовых материалов. Исходное сырье – фанера, текстолит, пластмасса. Результатом становятся плоские детали, которые в дальнейшем собираются в какие-то конструкции. Это могут быть коробки, шкатулки, корпуса электроаппаратуры, каркасы объемных изделий. Используется двумерная обработка и при создании художественных изделий.
Более сложный вид обработки – объемная или трехмерная. Из массивных заготовок она позволяет вырезать изделия со сложной поверхностью. Например, резьба по дереву, выполненная на станке, зачастую превосходит рукотворные изделия. Установка на станке дополнительной поворотной оси еще больше расширяет его возможности. Четырехосевое точение позволяет выполнять цилиндрические детали или трехмерные изделия с высокой сложностью рельефа. Примером могут ступать скульптуры или изогнутые мебельные фасады. Возможно создание станков и с еще большим числом степеней свободы, но сегодня это остается уделом профессионалов.
Кроме классического фрезерования, фрезер с ЧПУ может использоваться для выполнения других типов работ. Вместо фрезерной головки легко монтируются плоттерные ножи, лазеры или экструдеры 3D принтеров. В некоторых случаях устанавливается плазмотроны для резки металла. Все эти инструменты не изменяют конструкцию оборудования и методы управления.

Особенности выбора конструкции фрезера
Возможности современного оборудования с ЧПУ огромны. Но, ни один станок не является универсальным. Каждая модель имеет свои особенности и предпочтительную область применения. Перед выбором конкретной конструкции, следует четко определить, для чего будет использоваться станок. Попытка совместить все в одном, приведет к большим материальным и физическим затратам, без гарантии результата.
Сегодня выделяют два направления конструирования настольных фрезеров. Первое, самое простое, ориентировано на обработку дерева, пластмассы и других мягких заготовок. Такие станки не предъявляют высоких требований к конструкционным материалам, отличаются простотой и низкой стоимостью. Они доступны для самостоятельного изготовления, без применения дополнительного оборудования. Металлические изделия на таких устройствах обычно не фрезеруются. В редких случаях точатся только мягкие цветные металлы с небольшой подачей.
Второе направление фрезеров ориентировано работу с металлическими заготовками. Эти станки обладают значительной массой и состоят из деталей, выполнить которые можно только с использованием серьезного станочного парка.
Самостоятельно браться за такую конструкцию рекомендуется только при наличии серьезного опыта и доступа к заводскому металлообрабатывающему оборудованию.
Вторым по важности, параметром станка выступают размеры обрабатываемых деталей. Новичкам сразу хочется крупногабаритное поле, на котором они смогут делать все, что захотят. Но чем больше станок, тем больше технических проблем придется решать при его конструировании. Да и стоимость его будет не самой оптимальной. Если нет конкретных задач для большого станка, то рекомендуется в первом проекте ограничиться полем обработки размером в стандартный бумажный лист А4. Максимум можно выбрать А3.

Конструкция станка
Общая конструкция фрезерного станка состоит из трех независимых линейных осей, обеспечивающих продольное, поперечное и вертикальное движения рабочего инструмента. Распространены два варианта реализации их взаимного расположения. В простых станках большую популярность, приобрела портальная конструкция. Ее особенность в том, что поперечная и вертикальная оси закреплены на подвижном портале продольной оси. Вариант обеспечивает небольшие габариты, но существенно проигрывает в жесткости.
Другой подход подразумевает две оси, жестко закрепленные к основанию. Общее название таких механизмов – станки с подвижным столом. Именно такие модели наиболее часто применяются в промышленном оборудовании, так как в них проще обеспечить высокую жесткость. Простота и собираемость конструкции оказывается выше, чем у портальных вариантов. Жертвовать приходится размерами обрабатываемой детали.
В процессе строительства фрезера с ЧПУ решаются задачи выбора комплектующих, сборки механической части устройства, оснащения проекта электроприводами и системой управления.

Станина
В основе механической части лежит станина станка. Несмотря на кажущуюся простоту, от качества выполнения этого элемента будут зависеть многие характеристики работы готового изделия. Классические, литые из чугуна, станины в небольших станках популярностью не пользуются. Высокая сложность изготовления, необходимость дополнительной обработки и большая масса заставляет конструкторов искать альтернативные подходы. Самыми распространенными стали станины, собранные из плоских алюминиевых деталей или стандартного станочного профиля.
Наличие алюминиевых листов толщиной от 10 мм, позволяет вырезать из них детали необходимой формы, а затем собрать с помощью винтов. Высокое качество исходного сырья, при некоторой аккуратности, обеспечивает конструкцию, не требующую дополнительной механической обработки. Тем не менее, рекомендуется для резки и сверления отверстий использовать заводское оборудование. Готовое основание алюминиевое основание характеризуется небольшой массой и жесткостью, достаточной для обработки мягких материалов.

Станочный алюминиевый профиль стал использоваться относительно недавно. Выбор этого решения позволяет изготовить самодельный фрезерный станок с ЧПУ вообще без тяжелого оборудования. Все что необходимо – отрезать детали в размер.
Дальнейший монтаж выполняется с использованием пазов на профиле и готовых узлов крепления. Сам процесс больше напоминает сборку поделок из детского конструктора. Простота, высокая скорость сборки и неплохие результаты позволяют рекомендовать алюминиевый профиль начинающим самодельщикам для сборки станков самого разного назначения.
Линейные перемещения
Реализация подвижных осей требует наличия направляющих и механических передач. В любительском станкостроении наибольшее распространение получили цилиндрические оси, благодаря их относительно низкой стоимости и простоте использования. Диаметр таких направляющих должен быть значительным, что бы обеспечить отсутствие прогиба в процессе обработки. Использовать распространенные варианты диаметром 8 мм допустимо только при поле обработки в несколько сантиметров или в конструкциях с небольшими нагрузками.
На больших длинах они будут прогибаться и нарушат точность фрезерования. Наряду с цилиндрическими, встречаются рельсовые направляющие. Они имеют более высокую стоимость, но обеспечивают гораздо лучшие характеристики по точности, жесткости и долговечности. При наличии достаточных средств рекомендуется оснастить самодельный ЧПУ фрезер именно рельсами.
Привод подвижных узлов выполняется через передачу винт-гайка. В самом простом варианте используется резьбовая шпилька и обычная метрическая гайка. Единственным достоинством такого варианта является низкая стоимость. Комплекс остальных характеристик ограничивает использования область такого решения демонстрационными макетами оборудования. Для обеспечения приемлемой точности и долговечности передачи рекомендуется применять шарико-винтовые пары. Несмотря на высокую стоимость, они имеют множество преимуществ по сравнению с другими типами винтов. Альтернативой винтам выступают ременные передачи и передачи типа рейка-шестерня. Несмотря на активное использование в разнообразном оборудовании, особых преимуществ в небольших они станках не имеют.
Электрооборудование и электроника
Фрезер с ЧПУ оснащается специализированным комплектом электрооборудования, обеспечивающего согласованное перемещение по координатам, необходимые блокировки и защиты. В его состав обычно входят двигатели подач, преобразователи для двигателей, датчики и блок управления. Простейшим вариантом построения становится использование готовых комплектов шаговых двигателей с драйверами. Такие двигатели не требуют тщательного подбора и настройки, просты и относительно дешевы.
Альтернативным вариантом может стать использование сервопривода на основе моторов переменного тока. Это отличное решение для любого типа оборудования имеет только один существенный недостаток – высокую стоимость.
Блок управления миниатюрным станком обычно выполняется на основе персонального компьютера. Все необходимые расчеты возложены на специализированное программное обеспечение. Преобразование сигналов ПК в управляющие сигналы драйверов двигателей производится через дополнительную плату – преобразователь. К этой же плате подключаются датчики, ограничивающие перемещения, органы управления шпинделем и другое оборудование.

Шпиндель
Важную роль в работе станка играет шпиндель. В небольших станках нашли применение электрические гравировальные машины. Их мощности достаточно для работы с небольшими фрезами при гравировке и вырезании деталей из фанеры. В крупных станках, применяются так называемые, прямо-шлифовальные машины или небольшие фрезеры. С их помощью можно выполнять большое число работ на высоких скоростях. Профессиональные фрезерные головы и специализированные шпиндели применяются в основном при большом поле обработки или в промышленном оборудовании.
Совет: самодельный фрезерный ЧПУ станок выйдет вам в разы дешевле, нежели покупка нового!


vseochpu.ru